
両面畳み対応の折畳み装置
【課題】衣類に乱れを発生させることがなく、胸出し畳みと背出し畳みの高速折り畳みが可能な両面畳み対応の折畳み装置を提供する。
【解決手段】ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア11、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア17及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベア18の三組のコンベアを配列した上段コンベア部20と、投入コンベアに設置され袖折りを行なう袖折り部12、32を具備して構成する。
【解決手段】ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア11、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア17及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベア18の三組のコンベアを配列した上段コンベア部20と、投入コンベアに設置され袖折りを行なう袖折り部12、32を具備して構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能とした両面畳み対応の折畳み装置に関するものである。
【背景技術】
【0002】
例えば本出願人の関係する会社において以前から実施していることであるが、袖を背面に畳んで衣類の胸が表にあらわれるように折り畳む所謂胸出し畳みと、袖を正面に畳んで衣類の背が表にあらわれるように折り畳む所謂背出し畳みを、1台で行なえるようにした装置は従来から公知である。この装置は、顧客の要望に応じて上記の異なる折り畳み製品を納品することが出来るので便利であるが、この種の装置は前後の装置と処理速度を合わせる必要があり、その場合必ず遅い方の速度に合わせることになるので、折角の機能も有効に使うことができないという問題を生じる。この種の出願には、例えば特開平8−323100号がある。
【0003】
衣類の折り畳み装置では前段にアイロナーと呼ばれるアイロン掛け装置があり、それから排出される衣類を折り畳むのであるが、アイロナーの速度を速くし過ぎれば衣類の湿り気が十分に取り切れず、遅くし過ぎれば過乾燥となり、場合によってはオーバーヒートにより品質を損なうこともあるので、アイロナーの速度に折り畳み装置の速度を合わせる必要がある。特に、胸出し畳みと背出し畳みに兼用する装置では、工程数が増えることからより高速搬送が求められる。衣類を搬送し、折り畳むための処理速度を上げること自体は難しくないが、しかし高速化することによって、衣類の乱れが発生し易くなるという問題が生じる。
【0004】
【特許文献1】特開平8−323100号
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は前記の点に着目してなされたもので、その課題は、衣類に乱れを発生させることがなく、胸出し畳みと背出し畳みの高速折り畳みが可能な両面畳み対応の折畳み装置を提供することである。また、本発明の他の課題は、これまで試みられたことがなかった衣類と布類という異なる物品の折り畳みを可能にする両面畳み対応の折畳み装置を提供することである。
【課題を解決するための手段】
【0006】
前記の課題を解決するため、本発明は、ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、
投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベアの三組のコンベアを配列した上段コンベア部と、投入コンベアに設置され袖折りを行なう袖折り部を具備して構成するという手段を講じたものである。
【0007】
本発明の上記構成において重要であるのは、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベアを具備する点であり、衣類を挟んで搬送することによって衣類の整姿状態を崩さずに高速搬送することを可能にした点である。上下一対のコンベアからなる挟みコンベアは投入コンベアの直後に配置されており、それによって投入コンベアの搬送速度を前工程に合わせるとともに、挟みコンベアでは投入コンベアの搬送速度よりも高速で衣類を搬送し、投入コンベアに次に搬送されてくる衣類との間隔を開けることを可能とする。そして、衣類が高速搬送される挟みコンベアへ到達するまでの間に、投入コンベアにおいて一定の作業を行なうことが可能であり、本発明の装置では袖折りをこの部分で実施する。
【0008】
本発明の装置では、胸出し畳みと背出し畳みのどちらを実施し易いかについては限定していない。衣類はアイロナーから上向きの整姿状態で投入コンベアに投入されるのが一般的であるが、この場合を想定すると袖が正面に畳まれる背出し畳みを投入コンベア上で行なうことが普通になる。上向きの衣類の背面に袖を畳むのは無理があるからである。しかし衣類が下向きの状態で投入される場合には、袖が背面に畳まれる胸出し畳みを投入コンベア上で行なうことが可能である。
【0009】
本発明は、さらに、ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、
投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベアの三組のコンベアを配列した上段コンベア部と、
挟みコンベアと二つ折りコンベアの端部間から、第1折りナイフにより下方へ折り込まれた衣類を受ける位置にあり、正転逆転可能な中間コンベアを有する中段コンベア部と、
中間コンベアの正転時に衣類を受け取る位置にあって、胸出し畳み用袖折り部を構成する胸出し部コンベア、胸出し部コンベアの直後かつ中間コンベアの一部と協同する位置にあり、中間コンベアの逆転により送り出された衣類を受け取る最終コンベア、の二組のコンベアを配列した下段コンベア部と、
投入コンベアに設置され背出し畳み時に袖折りを行なう背出し袖折り部及び胸出し畳み時に袖折りを行なう胸出し袖折り部と、
中間コンベアの正転時出口にあって、衣類を背出し畳み時に最終コンベアへ導く突出位置と胸出し畳み時に胸出し部コンベアへ導く退避位置とを取る第2折りナイフを具備するという手段を講じることができる。
【0010】
本発明の上記構成は、アイロナーから上向きの整姿状態で投入コンベアに投入される場合に特に適するもので、投入コンベア上にて背出し畳み用の袖折りを行ない、衣類の表裏反転後に胸出し部コンベア上にて胸出し畳み用の袖折りを行なう。しかしながら、これと全く逆に投入コンベア上で胸出し畳み用の袖折りを行ない、衣類の表裏反転後に背出し畳み用の袖折りを行なえることも前述したとおりである。
【0011】
上記の中段コンベア部は、中間コンベアの逆転時出口の直後に位置して、衣類とは異なるシート状布類の折畳み時に使用する平物排出用コンベアを具備しているという構成を取ることができる。このようにすることで、これまで試みられたことがなかった衣類と布類という異なる物品の折り畳みが可能になる。
【0012】
最終コンベアは、背出し畳み或いは胸出し畳みを終えた折畳み衣類に対して、左右からの折り畳みを行なうための縦三つ折り部を具備しているという構成を取ることができる。これにより、袖折りされた胸出し畳み又は背出し畳みされた衣類の胴部を三つ折りし、よりコンパクトにすることができる。
【0013】
最終コンベアは、その出口の直後かつ下位に位置した最終折りコンベアと、背出し畳み或いは胸出し畳みと縦三つ折りを終えた衣類に対して最終二つ折りを行なう最終折りナイフを具備するという構成を取ることができる。これにより、袖折りされた胸出し畳み又は背出し畳みされかつ胴部を三つ折りした衣類をさらに二つ折りし、よりコンパクトにすることができる。
【0014】
これまでの説明では、衣類について、襟側が先行する姿勢で投入コンベアに投入された場合の折り畳みを説明している。しかし、本発明の装置は、衣類の投入方向に制限されるわけではなく、上記とは逆に衣類の裾側が先行する姿勢で投入コンベアに投入された場合にも、それを折り畳むことが可能である。衣類の裾側が先行する姿勢で投入コンベアに投入された場合に、胸出し畳みであれば、装置に何の変更を加えなくても実施することができる。なお、本発明では襟側が先行する姿勢での投入方式をエリ入れ方式と呼び、裾側が先行する姿勢での投入方式をスソ入れ方式と呼ぶことにする。
【発明の効果】
【0015】
本発明は以上のように構成されかつ作用するものであり、衣類は上下一対のコンベアからなる挟みコンベアによって挟まれた状態で搬送されるので、前段の投入コンベアよりも高速で搬送することができるとともに、高速搬送しても衣類に乱れを発生させることがなく、従って胸出し畳み用と背出し畳み用の袖折り部に必要な装置を高速搬送によってコンベア間に生じる余裕を利用して駆動することが可能になり、アイロナー等の処理速度に合わせて、しかも従来よりも高速の折り畳みが可能な両面畳み対応の折畳み装置を提供することができる。また、本発明によれば、上記装置を利用するとともに、一つのコンベアを付加することにより、これまで試みられたことがなかった衣類と布類という異なる物品の折り畳みを可能にする両面畳み対応の折畳み装置を提供することができる。
【発明を実施するための最良の形態】
【0016】
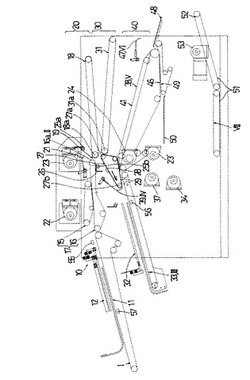
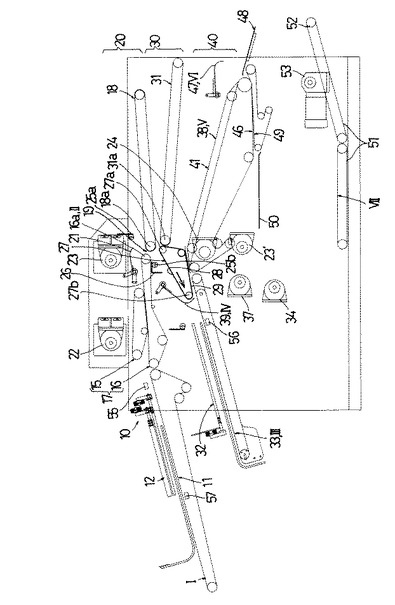
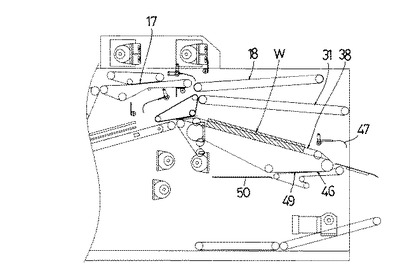
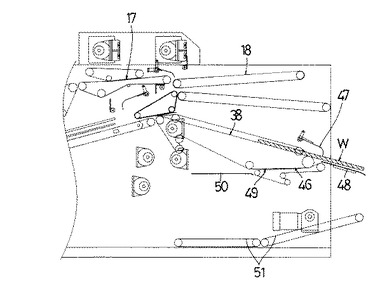
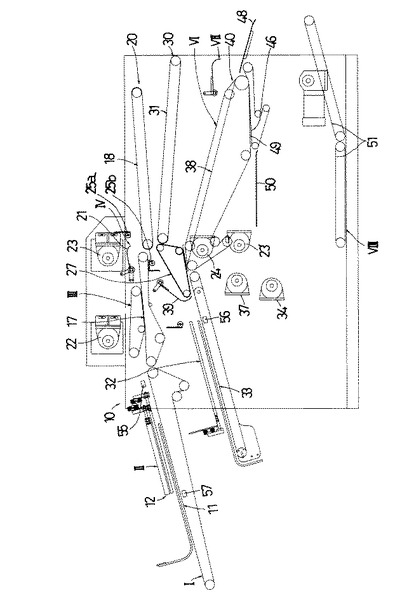
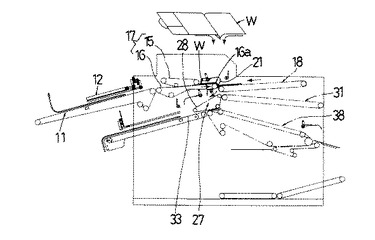
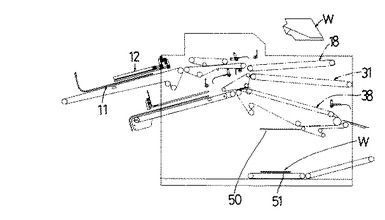
以下図示の実施形態を参照して本発明をより詳細に説明する。図1は、衣類をほぼ一定の整姿状態に整姿して工程に投入し、投入された衣類Wを袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能とした、本発明に係る両面畳み対応の折畳み装置10の一例を示している。なお、本発明において、上流とは工程全体として布類Wが投入される側、下流とはその反対側を言うものとし、コンベアの正転、逆転に関係しないものとする。
【0017】
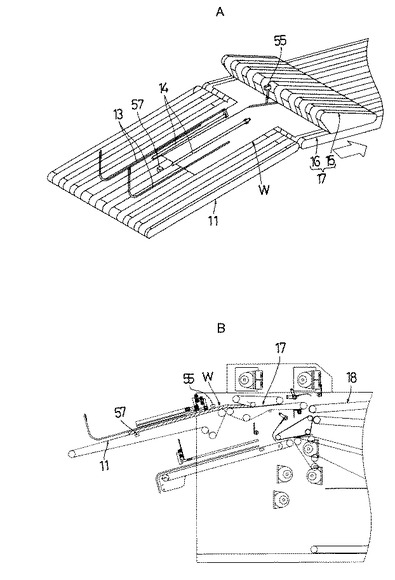
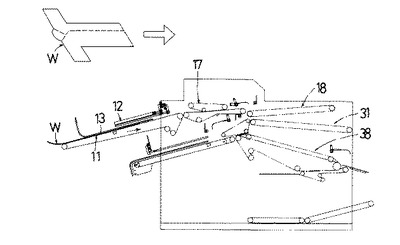
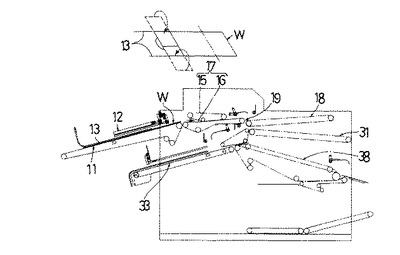
図において、11は背出し畳み用袖折り部を兼ねる投入コンベアを示しており、例えば前工程のアイロナーから排出され、本装置10による工程へ投入された衣類Wを搬送するもので、投入コンベア11は、他のコンベアと同様に、少なくとも両端の2個のコンベアロールを有し、それらに複数条のコンベアベルトを掛け回した構造を有している。また、投入コンベア11は、背出し畳みを実施する場合のために、そのコンベアベルトに沿った背出し畳み用袖折り部12を装備している。
【0018】
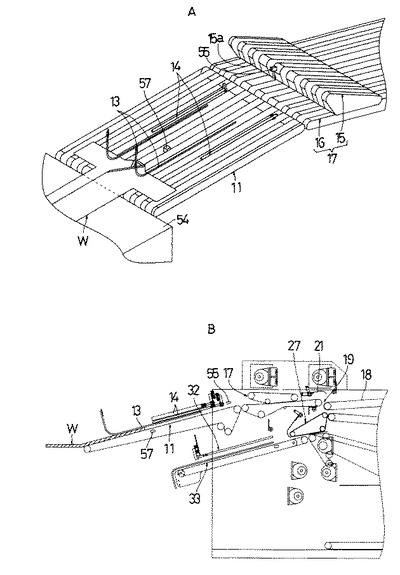
上記の背出し畳み用袖折り部12は、図3及び図4に示されているように衣類Wの移動を考慮して、邪魔にならないように上位に位置し、かつほぼ袖の付け根の間隔で配置されている一対のゲージ杆13、13を有している。また、一対のゲージ杆13、13のやや外側に位置するコンベアベルトの間には上下動可能かつ間隔を狭め或いは拡げるように左右方向へ移動可能な一対の袖折り杆14、14が設けられている。従って、背出し畳みを実施しない布類Wはこの部分を通過する。
【0019】
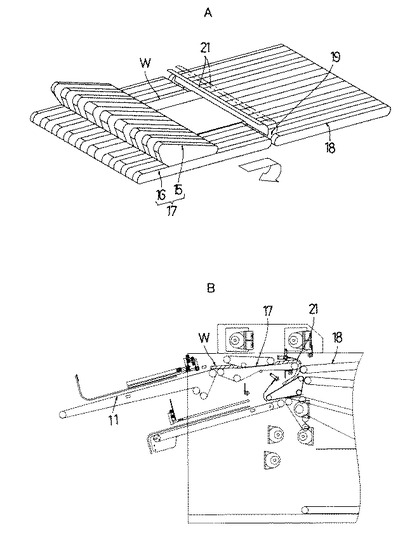
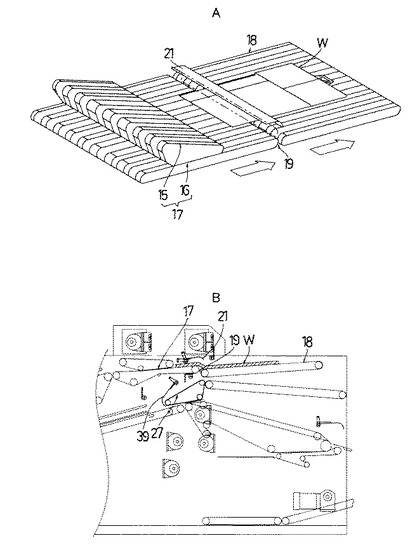
投入コンベア11の直後には、衣類Wを挟んで搬送する上下一対のコンベア15、16からなる挟みコンベア17が位置している。上位コンベア15は下位コンベア16に対して短く、上位コンベア15と下位コンベア16とは衣類進入側の端部の位置はほぼ一致しているとともに、上部コンベア15の衣類進入側の端部15aが持ち上がって開いており(図3参照)、衣類Wの進入を容易にしている。下位コンベア16は、下流の二つ折りコンベア18に対して、上流の投入コンベア11に対するよりも離間して配置されており、この隙間19に向かって入り込む先端を有する第1折りナイフ21が上位に配置されている。
【0020】
これら三組のコンベア11、17、18により上段コンベア部20が構成されており、上段コンベア20は、また、前工程のアイロナーからの衣類排出速度に対して十分高速、即ちそれにより衣類に引っ張り力が働くように搬送することができる。そして、この高速搬送において上下一対のコンベア15、16からなる挟みコンベア17は衣類Wを挟んで搬送することにより衣類Wが乱れるのを防止するものである。特に挟みコンベア17は、投入コンベア11の搬送速度よりも十分に高速で運転可能なものとし、かつまたアイロナーからの衣類排出速度に対応しても速度を変更可能であるものとする。これらの投入コンベア11、挟みコンベア17及び二つ折りコンベア18は、下流へ向かっておおむね上昇傾向で直線的に配置されている。この傾斜は搬送される衣類Wに対して抑制的に作用するので、上記高速搬送時に勢いを付けず、衣類Wの乱れ防止に有効である。
【0021】
図中、22は投入コンベア駆動モーター、23、23′は挟みコンベア駆動モーターであり、挟みコンベア17の上位コンベア15と下位コンベア16を駆動するために各々上下に設置されている。下流の二つ折りコンベア18は、駆動モーター24により正転、逆転可能に駆動されている。なお、二つ折りコンベア18の上流側端部18aは、挟みコンベア17の下位コンベア16の出口側端部16aに対してやや低い位置を取り、後述する中間コンベア27の上流側端部27a及び平物排出用コンベア31の上流側端部31aに接近するように設けられている。また、二つ折りコンベア18の上流側端部18aの上方と、挟みコンベア下位コンベア16の出口側端部16aの下位には、夫々、衣類に対してエアを噴射するための吹き出し25a、25bが設置されている。
【0022】
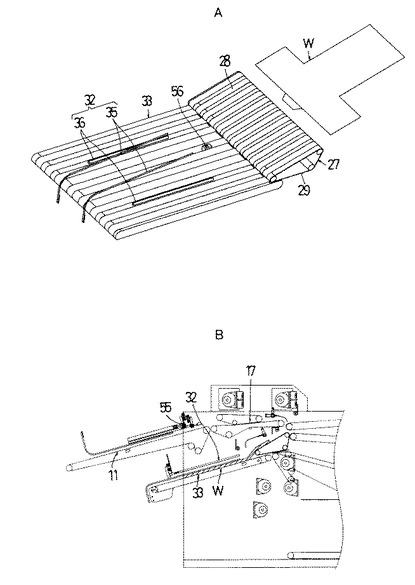
上記の上段コンベア部20の下位には中間コンベア27が設置されている。中間コンベア27は挟みコンベア17と二つ折りコンベア端部の隙間19から、第1折りナイフ21により下方へ折り込まれた衣類Wを受け取る位置にあり、中間コンベア駆動モーター34により正転逆転可能に設けられている。例示されている中間コンベア27は、二つ折りコンベア18の上流側端部18aに接近した上流側端部27aから、後述する胸出し部コンベア33に接近した下流側端部27bに向かう下り傾斜を有する側面三角形状に形成されており、下り傾斜の部分を上部搬送面28とし、底辺の部分を下部搬送面29とし、下部搬送面29は胸出し部コンベア33と下段コンベア部40の境界にあって、両方にまたがっている。
【0023】
中間コンベア27の上流側端部27aに接近した上流側端部31aを有する、平物排出用コンベア31が中間コンベア27と前後に配列されており、これら二組の中間コンベア27と平物排出用コンベア31により中段コンベア部30が構成されている。平物排出用コンベア31は、中間コンベア27の逆転時出口(上流側端部27a)の直後に位置し、衣類とは異なるシート状布類の折畳み時に使用する。なお、平物排出用コンベア31は駆動モーター23′を利用して駆動されている。
【0024】
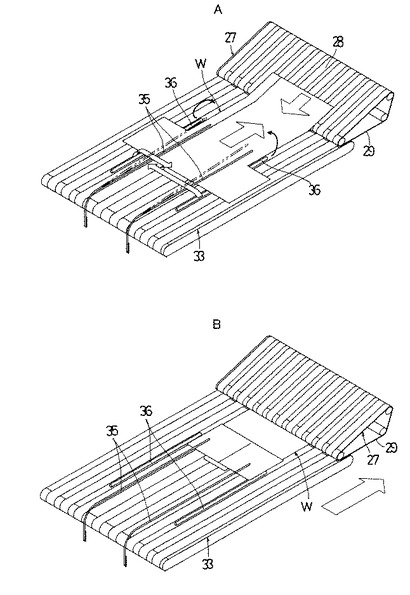
上記中間コンベア27の下位には、中間コンベア27の正転時出口(下流側端部27b)にて衣類Wを受け取る位置にあり、胸出し畳み用袖折り部32の一部を構成する胸出し部コンベア33が設置されている。胸出し部コンベア33は中間コンベア27の傾斜と同方向のやや緩い傾斜を有し、その搬送面の正転時入口側の端部は前記中間コンベア27の下部搬送面29の下位に達して重なっており、かつその下部搬送面29に同様に重なっている後述する最終コンベア38の入口側端部が連絡し、衣類Wの排出と進入を円滑にするように構成されている。
【0025】
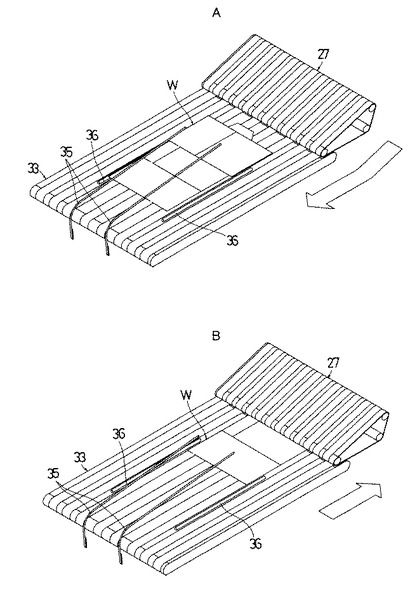
上記胸出し畳み用袖折り部32は、図6及び図7に示されているように衣類Wの移動を考慮して、邪魔にならないように上位にほぼ袖の付け根の間隔で配置されている一対のゲージ杆35、35を胸出し部コンベア33の上位に有している。さらに、一対のゲージ杆35、35のやや外側に位置するコンベアベルトの間には上下動可能かつ間隔を狭め或いは拡げるように左右方向へ移動可能な一対の袖折り杆36、36が胸出し部コンベア33の上方に設けられており、胸出し畳み用袖折り部32はこれら各一対の胸出し部コンベア33、33と袖折り杆36、36によって構成されている。37は胸出し部コンベア駆動モーターを示す。
【0026】
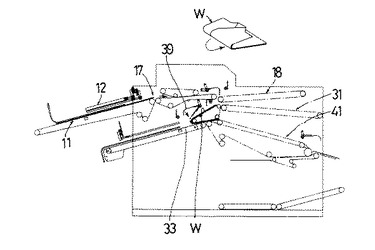
胸出し部コンベア33の直後かつ中間コンベア27の一部である下部搬送面29と協同する位置には、中間コンベア27の逆転により送り出された衣類Wを授受するために最終コンベア38が設置されている。即ち、衣類Wは中間コンベア27の一部である下部搬送面29の範囲において胸出し部コンベア33の端部から最終コンベア38へ移動し得る。さらに、中間コンベア27の正転時出口(下流側端部27b)には、衣類Wを背出し畳み時に最終コンベア38へ導く突出位置と胸出し畳み時に胸出し部コンベアへ導く退避位置とを取る第2折りナイフ39を具備している。これら二組の胸出し部コンベア33と最終コンベア38によって下段コンベア部40が構成されている。なお、第2折りナイフ39は、胸出し畳みを実施しないときには、布類Wを最終コンベア38へ向けて誘導するために図11、12に示された退避位置を取る。
【0027】
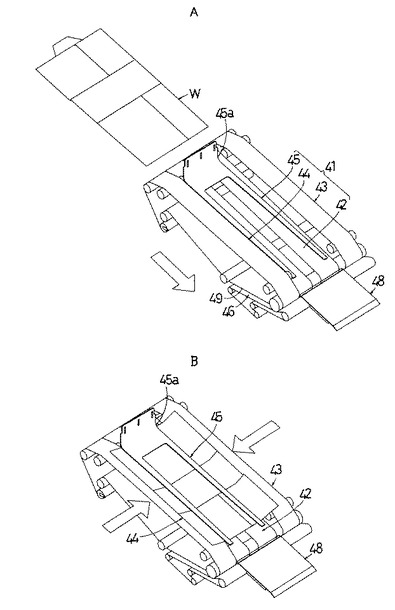
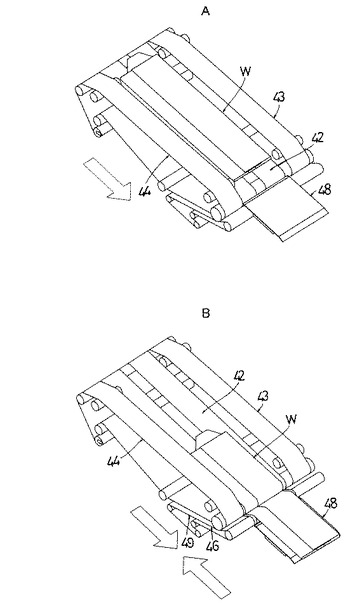
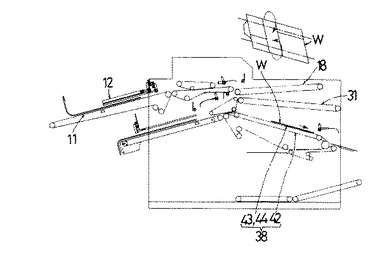
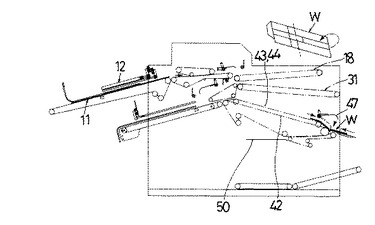
最終コンベア38は、背出し畳み或いは胸出し畳みを終えた折畳み衣類に対して、左右からの折り畳みを行なうための縦三つ折り部41を具備している(図8、図9参照)。縦三つ折り部41は平行に配置された中央コンベア42と左右コンベア43、44を有し、
中央コンベア42は衣類Wの中央部分を支えるもので、左右コンベア43、44よりも低い位置に設置され、衣類Wの両側部分は左右コンベア43、44に支えられる。中央コンベア42の箇所には、その上位に、コンベア42よりも幅の狭い縦三つ折りゲージ45が中央左右コンベア43、44よりも低い位置に設置されており、かつ、衣類Wの移動を考慮して邪魔にならないように、縦三つ折りゲージ45は前端45aを円弧状に形成している。これらにより背出し畳み或いは胸出し畳みを終えた折畳み衣類Wに対して、左右からの折り畳み(縦三つ折り)行なわれる。
【0028】
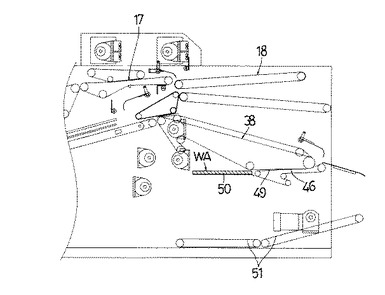
最終コンベア38は、その出口の直後かつ下位に位置した最終折りコンベア46と、背出し畳み或いは胸出し畳みと縦三つ折りを終えた衣類Wに対して最終二つ折りを行なう最終折りナイフ47を具備している(図9参照)。最終折りナイフ47は、最終折りコンベア46の出口に配置された排出板48から排出されない衣類Wをさらに最終折りするとともに、最終コンベア38の下面49との間で両開き式の開閉板からなる落し板50へ送り込む手段でもある。51は衣類受け兼用排出コンベア、52はその駆動ローラー、53は縦折りコンベア駆動モーターを夫々示す。なお、符号54は前工程に該当するアイロナーを示しており、また55は上段センサー、56は胸出し袖折りセンサー、57は背出し袖折りセンサーを示している。
【0029】
このように構成されている本発明の両面畳み対応の折畳み装置10により行なう折畳みについて次に説明する。本発明の装置10を使用するには、まず図外の制御盤パネルにおける操作により、胸出し畳みモードを選択する。
〈胸出し畳み〉
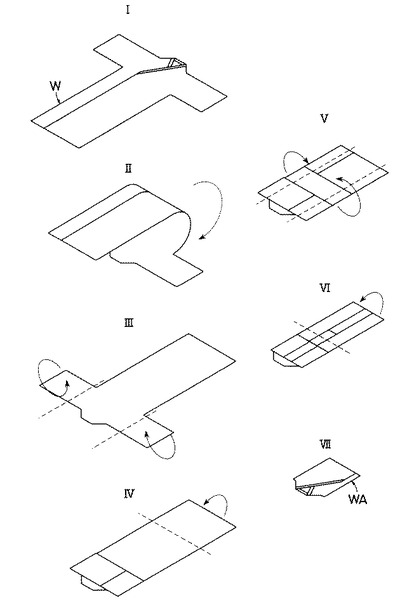
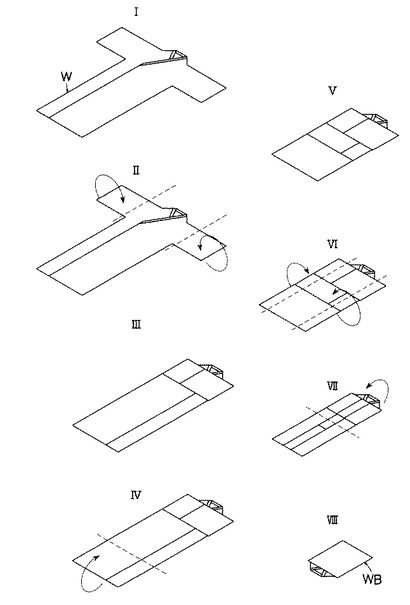
胸出し畳みにおける折畳み手順は図2に示されており、図2に付記した符号I〜VIIは図1の各位置に記載した符号I〜VIIの位置に対応している。衣類Wはアイロナー54から所定の速度で排出され、上向きの状態かつほぼ一定の整姿状態で投入コンベア11に投入され搬送されて来る(図3)。このとき背出し畳み用袖折り部12はコンベア搬送面の上下の位置に退避しているので衣類Wはそのまま通過し、挟みコンベア17へ進入すると上段センサー55により進入が検知される(図4)。衣類Wの進入が検知されるとその時点で挟みコンベア17の搬送速度が速められ、投入コンベア11の搬送速度は維持されるので、次の衣類Wとの間隔が開くように引っ張られる。
【0030】
挟みコンベア17により搬送されている衣類Wが下位コンベア16の出口側端部16aに近付くと、胸出し畳みモードを選択したことにより第1折りナイフ21が下降位置に切り替わっており(図5)、下位コンベア16と二つ折りコンベア18との隙間19へ衣類Wの先端を誘導するので、衣類Wは搬送方向が転換するとともに裏返され、図1の矢印方向へ正転している中間コンベア27へ進入する。衣類Wは、次いで中間コンベア27の上部搬送面28から胸出し部コンベア33へ進入し(図6B)、それが胸出し袖折りセンサー56に検知されると定位置で瞬時に折り返し、逆方向への搬送に変わる。その短秒時において、胸出し畳み用袖折り部32が作動するので(図7A)、裏返されている衣類Wの背面に袖がゲージ杆35にて袖折り杆36により畳まれ、所謂胸出し状態になり、逆転する胸出し部コンベア33により次の縦三つ折り部41へ送られることになる(図7B)。
【0031】
衣類Wは裏返されかつ胸出し状態にて縦三つ折り部41へ進入し(図8)、その中央部が中央コンベア42にまたその左右両側は左右コンベア43、44に夫々載った状態になるとともに停止する。次いで上位に待機していた縦三つ折りゲージ45の下部に進入して衣類Wの中央部が中央コンベア42に押え付けられ、それに伴い中央コンベア42と左右コンベア43、44の高低差部分に配置されている左右方向へ移動可能な折り板などの公知の折り込み手段により、図9に示した矢印のように衣類Wの左右両側は内側へ折り曲げられることになるので、衣類Wは裏返されている衣類背面の中央部に折れ重なって縦三つ折り状態となる(図10A)。胸出し状態で縦三つ折りされた衣類Wは最終折りナイフ47により二つ折りされ(図10B、図11)、かつ次工程へ送られる。
【0032】
胸出し状態で縦三つ折りされかつ最終折りされた衣類WA(図2のVII参照)は最終折りコンベア46から落し板50へ送られる(図12)。落し板50は両開き式であり、一対の落し板50、50が素早く下方左右へ開くことにより、その上に載っている衣類Wは支えを失って衣類受け兼用排出コンベア51上に落下する(図13)。
次に、本発明の装置10により行なう背出し畳みを説明する。この場合も図外の制御盤パネルにおける操作により、背出し畳みモードを選択する。
【0033】
〈背出し畳み〉
背出し畳みにおける折畳み手順は図15に示されており、図15に付記した符号I〜VIIIは図14の各位置に記載した符号I〜VIIIの位置に対応している。アイロナー54から所定の速度で排出された衣類Wは、上向きの状態かつほぼ一定の整姿状態で投入コンベア11に投入され搬送されて来る。それが背出し袖折りセンサー57に検知されると、あらかじめ設定された袖折りタイミングで背出し畳み用袖折り部12が起動する。即ち、コンベア搬送面の上方の位置に退避しているゲージ杆13が下降し、衣類Wの袖の付け根付近を押え(図17A)、一方コンベア搬送面の下に退避している袖折り杆14は上昇するとともに、内方へ移動することにより左右の袖を内方へ折り返し(図17B)、ここに背出し畳みのための袖折りが完了する。袖折り後衣類Wが挟みコンベア17へ進入すると上段センサー55により進入が検知される(図19参照)。衣類Wの進入が検知されるとその時点で挟みコンベア17の搬送速度が速められるので、次の衣類Wとの間隔が開くように引っ張られ、それによって生じた時間を利用して、二つ折り作業などを行うものである。
【0034】
挟みコンベア17により搬送されている衣類Wは下位コンベア16の出口側端部16aを越えて二つ折りコンベア18に載り移り始め、その衣類全長の任意の箇所が下位コンベア16と二つ折りコンベア18との隙間19に近付くと、上段センサー55の検知後タイマー信号により第1折りナイフ21が下降しかつ二つ折りコンベア18が逆転に変わるので、衣類Wはその任意の箇所にて折り曲げられ、かつ、その折り曲げ箇所から下位コンベア16と二つ折りコンベア18との隙間19へ折り込まれる。ここで衣類Wは搬送方向が転換するとともに二つ折りされ、図1の矢印方向へ正転している中間コンベア27へ進入する(図20)。衣類Wは、さらに中間コンベア27の上部搬送面28を進行し(図21B、図22)、一旦胸出し部コンベア33上へ進み全体が乗り移った時点で胸出し部コンベア33が逆転に変わる(図23)。背出し畳みされ、かつ二つ折りされて衣類全長よりも短くなった衣類Wは、その後、逆転する胸出し部コンベア33により次の縦三つ折り部41へ送られることになるが、この後の作業は前述の胸出し畳みされた衣類Wにおける場合と同じである。挟みコンベア17の高速搬送により生じた時間は、この胸出し部コンベア33より次の縦三つ折り部41への方向転換と、縦三つ折り、前記二つ折りの際の搬送方向の変化等に使用される。
【0035】
即ち、図8以下を参照して了解されるように、衣類Wは裏返されかつ背出し状態にて縦三つ折り部41へ進入する(図8)。そこで縦三つ折りゲージ45が衣類Wの中央部を中央コンベア42に押え、中央コンベア42と左右コンベア43、44の高低差部分に配置されている公知の折り込み手段により、図9に示した矢印のように衣類Wの左右両側は内側へ折り曲げられることになるので、衣類Wの左右両側が内側へ折り込まれ、縦三つ折り状態となる(図10A)。背出し状態で縦三つ折りされた衣類WB(図15のVIII参照)は最終折りナイフ47により二つ折りされ(図10B、図11)、落し板50から衣類受け兼用排出コンベア51上に落下させられる(図13)。
【0036】
本発明の両面畳み対応の折畳み装置10は、上記のように衣類Wを胸出し、背出しの各状態に畳むものであるが、本装置10の基本的構成を使用し、また一つのコンベア31を追加することにより、浴衣やガウンを始めとする衣類Wだけではなく、それ以外の平物と呼ばれるシーツ等の布類Sを折り畳むことが可能である。つまり本発明はこれまで実施されたことがない衣類Wと布類Sという異品種の折り畳みを可能にするものである。
【0037】
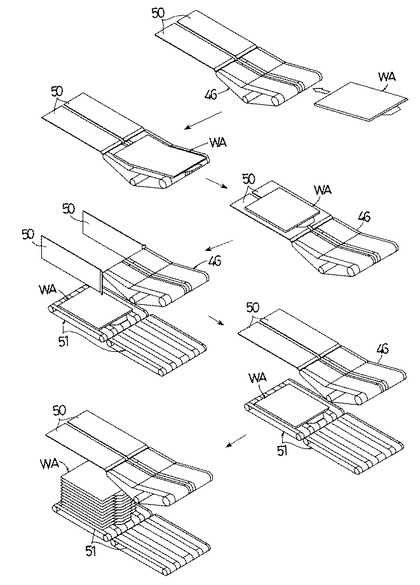
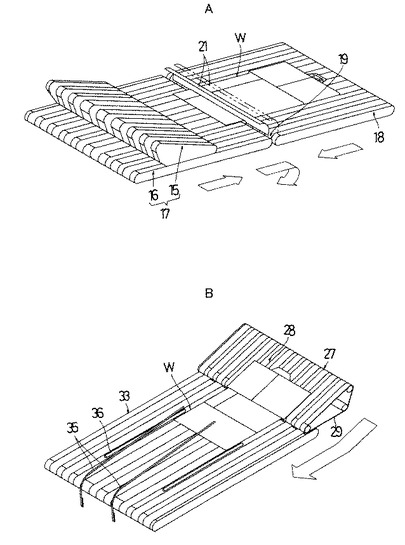
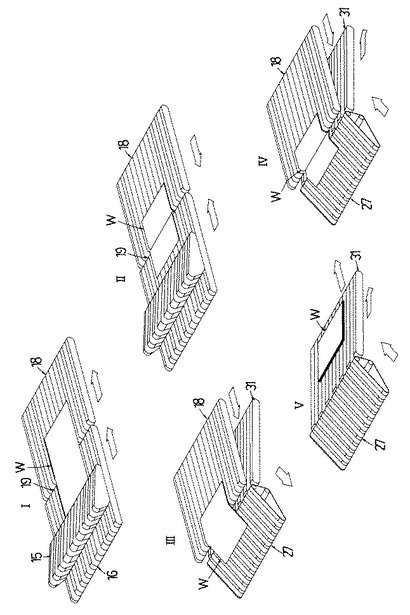
図24は平物の四つ折りに関する説明であり、挟みコンベア17を搬送される布類Sの搬送方向長さの2分の1の箇所が挟みコンベア17と二つ折りコンベア18の間に来た時点において(工程I)、第1折りナイフ21を隙間19へ向けて回転させ、かつ二つ折りコンベア18の方を逆転させることで布類Sを二つ折りする(工程II)。二つ折りされた布類Sは中段コンベア部30へ移動し(工程III)その搬送方向長さの2分の1の箇所が中間コンベア27と平物排出用コンベア31との間に来るまで搬送され、その時点で中間コンベア27を逆転させ、かつ吹き出し26からエアを噴射することで端部18a、31aの間に布類Sを再度二つ折りして折り込み(工程IV)、四つ折り状態として平物排出用コンベア31へ送り出すことができる(工程V)。
【0038】
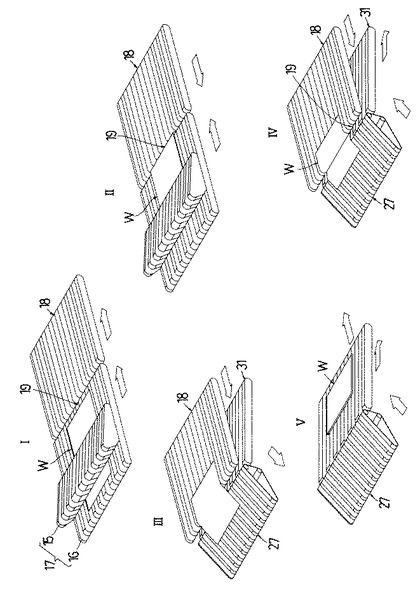
図25は平物を二つ折りにする例であり、挟みコンベア17により衣類Wを搬送し(工程I)、布類Sの先端が挟みコンベア17と二つ折りコンベア18の間に来た時点において、二つ折りコンベア18の方を逆転させることで布類Sを隙間19へ誘導し、押し込む(工程II)。押し込まれた布類Sは中段コンベア部30へ移動し(工程III)その搬送方向長さの2分の1の箇所が中間コンベア27と平物排出用コンベア31との間に来るまで搬送され、その時点で中間コンベア27を逆転させ、かつ吹き出し26からエアを噴射することで端部18a、31aの間に布類Sを二つ折りして折り込み(工程IV)、二つ折り状態として平物排出用コンベア31へ送り出すものである(工程V)。
【0039】
本発明の両面畳み対応の折畳み装置10は、上記のように衣類Wを胸出し、背出しの各状態に畳むことができるものであり、また、浴衣やガウンを始めとする衣類Wだけではなく、それ以外の平物と呼ばれるシーツ等の布類Sを折り畳むことが可能である。袖を有するものも有していないものも折り畳むことができるという、上記の事柄から類推されるように、本発明の装置10によれば、これまで説明したエリ入れ方式と呼ぶ襟側が先行する姿勢での投入方式のみならず、裾側が先行するスソ入れ方式の姿勢で投入された衣類Wについても折り畳むことができるので、次に図26以下を参照して、その折り畳み方を説明する。
【0040】
〈胸出し畳み〉
図26以下は、スソ入れ方式で工程に投入された衣類Wに対する胸出し畳みにおける折畳み手順を示している。衣類Wはアイロナー54から所定の速度で排出され、ほぼ一定の整姿状態かつ下向きの状態で投入コンベア11に投入され搬送されて来る(図26)。スソ入れ方式における折り畳みでは、背出し畳み用袖折り部12が起動して背出し畳みと同様に袖の折り畳みが行われる。即ち、衣類Wが背出し袖折りセンサー57に検知されると、あらかじめ設定された袖折りタイミングで背出し畳み用袖折り部12が起動して、コンベア搬送面の上方の位置に退避しているゲージ杆13が下降し、衣類Wの袖の付け根付近を押え(図27)、一方コンベア搬送面の下に退避している袖折り杆14は上昇するとともに、内方へ移動することにより左右の袖を内方へ折り返し(図27)、ここに胸出し畳みのための袖折りが完了する。
【0041】
袖折り後、衣類Wが挟みコンベア17へ進入すると上段センサー55により進入が検知される(参照、図4)。衣類Wの進入が検知されるとその時点で挟みコンベア17の搬送速度が速められるので、次の衣類Wとの間隔が開くように引っ張られ、それによって生じた時間を利用して、二つ折り作業などを行うことはこれまでの説明と同じである。なお、スソ入れ方式における胸出し畳みでは、これ以降の工程も襟入れ方式における背出し畳みと同じように折り畳み工程が進められ、挟みコンベア17により搬送されている衣類Wは下位コンベア16の出口側端部16aを越えて二つ折りコンベア18に載り移り始め、その衣類全長の任意の箇所が下位コンベア16と二つ折りコンベア18との隙間19に近付くと、上段センサー55の検知後タイマー信号により第1折りナイフ21が下降しかつ二つ折りコンベア18が逆転に変わり、衣類Wはその任意の箇所にて折り曲げられ、かつ、その折り曲げ箇所から下位コンベア16と二つ折りコンベア18との隙間19へ折り込まれる(図28)。
【0042】
ここで衣類Wは搬送方向が転換するとともに二つ折りされ、図1の矢印方向へ正転している中間コンベア27へ進入する。衣類Wは、さらに中間コンベア27の上部搬送面28を進行するが、襟入れ方式における背出し畳みとは異なり、胸出し部コンベア33上へ進むことなく、中間コンベア27の正転時出口(下流側端部27b)の位置に降下している第2折りナイフ39によって、逆転する胸出し部コンベア33とともに、次の縦三つ折り部41へ送られることになる(図29)。このように胸出し折りされ、かつ、二つ折りされて衣類全長よりも短くなった衣類Wに対する、この後の作業は前述の胸出し畳みされた衣類Wにおける場合と同じである。
【0043】
即ち、衣類Wは縦三つ折り部41へ進入し(参照、図9)、その中央部が中央コンベア42にまたその左右両側は左右コンベア43、44に夫々載った状態になるとともに停止する。次いで上位に待機していた縦三つ折りゲージ45の下部に進入して衣類Wの中央部が中央コンベア42に押え付けられ、それに伴い中央コンベア42と左右コンベア43、44の高低差部分に配置されている左右方向へ移動可能な折り板などの公知の折り込み手段により、図9に示した矢印のように衣類Wの左右両側は内側へ折り曲げられることになるので、衣類Wは裏返されている衣類背面の中央部に折れ重なって縦三つ折り状態となる(図30)。胸出し状態で縦三つ折りされた衣類Wは最終折りナイフ47により二つ折りされた上で(図31)、次工程において、一対の落し板50、50が素早く下方左右へ開くことにより、その上に載っている衣類Wは支えを失って衣類受け兼用排出コンベア51上に落下し、積み重ねられる(図32)。
【0044】
このように本発明の装置10は衣類に乱れを発生させることがなく、胸出し畳みと背出し畳みの高速折り畳みが可能なものであり、特に高速処理に対応することができることを特色とするものである。しかもその折り畳み工程においては、エリ入れ方式によって投入されたもののみならず、スソ入れ方式によって投入された衣類Wについても、胸出し畳みを実行することが可能である。また、装置の一部に平物用のコンベア31を付加することによって、衣類と布類という異なる物品の折り畳みを可能にするという、これまで試みられたことのなかった機能を併せ持つものとなっており、両面畳み対応の折畳み装置に新たな伸展をもたらすものである。
【図面の簡単な説明】
【0045】
【図1】本発明に係る両面畳み対応の折畳み装置の一例を示す側面説明図である。
【図2】同上の装置により実施する胸出し畳みの説明図である。
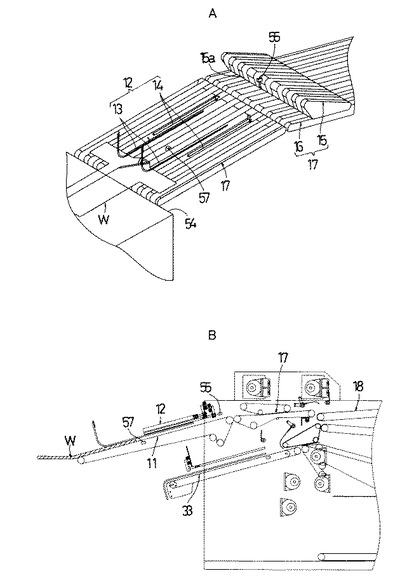
【図3】同上の胸出し畳みにおける投入時の説明図でAは斜視図、Bは側面図である。
【図4】同じく投入コンベア通過時の説明図でAは斜視図、Bは側面図である。
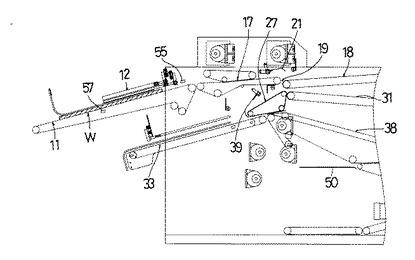
【図5】同じく中段コンベアへの移行時の説明図でAは斜視図、Bは側面図である。
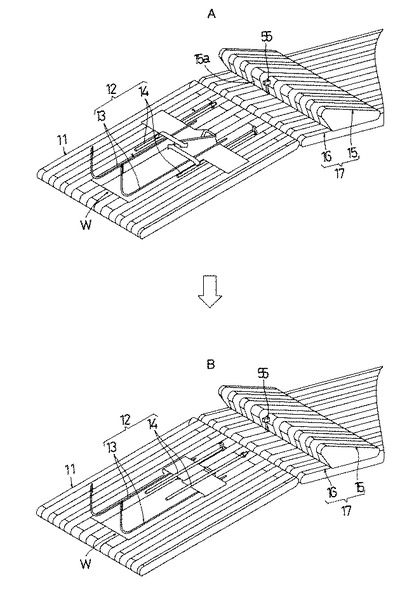
【図6】同じく中段コンベア進入時の説明図でAは斜視図、Bは側面図である。
【図7】同じく胸出し畳み用袖折り工程の説明図でAは工程実行時の斜視図、Bは排出時の斜視図である。
【図8】同袖折り工程の後、縦三つ折り部へ移行した段階の側面図である。
【図9】同上の縦三つ折り工程を示すものでAは進入時を示す斜視図、Bは工程実行時の斜視図である。
【図10】最終折り折り工程を示すものでAは進入時を示す斜視図、Bは工程実行時の斜視図である。
【図11】同上の最終折りにおける側面図である。
【図12】落し板上へ移行した状態の説明図である。
【図13】最終折りから落し板を経て排出に至る工程を示す説明図である。
【図14】本発明の装置により実施する背出し畳みの説明のための側面図である。
【図15】同上の装置により実施する背出し畳みの説明図である。
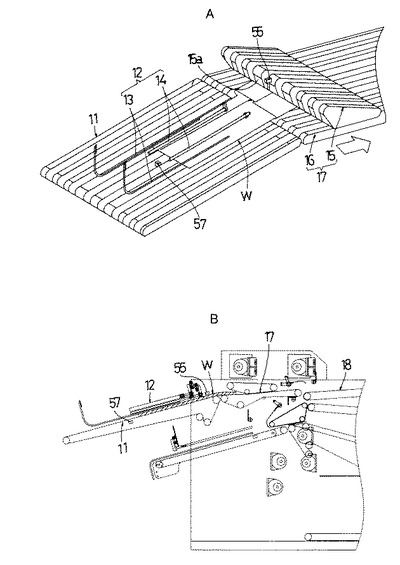
【図16】同上の背出し畳みにおける投入時の説明図でAは進入時の斜視図、Bは側面図である。
【図17】同じく背出し畳み用袖折り工程の説明図でAは工程実行前の斜視図、Bは工程実行時の斜視図である。
【図18】同上の背出し畳み用袖折り工程における側面図である。
【図19】同袖折り工程後の排出段階を示すもので、Aは斜視図、Bは側面図である。
【図20】同袖折り工程後の二つ折りを示すもので、Aは斜視図、Bは側面図である。
【図21】二つ折り工程後の説明図で、Aは中段コンベア移行時の斜視図、Bは胸出し部コンベア移行時の斜視である。
【図22】同上の側面図である。
【図23】同じく胸出し部コンベア上の動きを示すもので、Aは進入時の斜視図、Bは排出時の斜視図である。
【図24】本発明に係る両面畳み対応の折畳み装置を使用して行なう平物四つ折り工程の説明図である。
【図25】同じく平物二つ折り工程の説明図である。
【図26】本発明の装置により実施するスソ入れ方式による胸出し畳みの説明のための投入工程の説明図である。
【図27】同じく袖折り工程の説明図である。
【図28】同じく胴二つ折り工程の説明図である。
【図29】同じく縦三つ折り工程への移行を示す説明図である。
【図30】同じく縦三つ折り工程の説明図である。
【図31】同じく最終折り工程の説明図である。
【図32】同じく袖折り工程の説明図である。
【技術分野】
【0001】
本発明は、ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能とした両面畳み対応の折畳み装置に関するものである。
【背景技術】
【0002】
例えば本出願人の関係する会社において以前から実施していることであるが、袖を背面に畳んで衣類の胸が表にあらわれるように折り畳む所謂胸出し畳みと、袖を正面に畳んで衣類の背が表にあらわれるように折り畳む所謂背出し畳みを、1台で行なえるようにした装置は従来から公知である。この装置は、顧客の要望に応じて上記の異なる折り畳み製品を納品することが出来るので便利であるが、この種の装置は前後の装置と処理速度を合わせる必要があり、その場合必ず遅い方の速度に合わせることになるので、折角の機能も有効に使うことができないという問題を生じる。この種の出願には、例えば特開平8−323100号がある。
【0003】
衣類の折り畳み装置では前段にアイロナーと呼ばれるアイロン掛け装置があり、それから排出される衣類を折り畳むのであるが、アイロナーの速度を速くし過ぎれば衣類の湿り気が十分に取り切れず、遅くし過ぎれば過乾燥となり、場合によってはオーバーヒートにより品質を損なうこともあるので、アイロナーの速度に折り畳み装置の速度を合わせる必要がある。特に、胸出し畳みと背出し畳みに兼用する装置では、工程数が増えることからより高速搬送が求められる。衣類を搬送し、折り畳むための処理速度を上げること自体は難しくないが、しかし高速化することによって、衣類の乱れが発生し易くなるという問題が生じる。
【0004】
【特許文献1】特開平8−323100号
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は前記の点に着目してなされたもので、その課題は、衣類に乱れを発生させることがなく、胸出し畳みと背出し畳みの高速折り畳みが可能な両面畳み対応の折畳み装置を提供することである。また、本発明の他の課題は、これまで試みられたことがなかった衣類と布類という異なる物品の折り畳みを可能にする両面畳み対応の折畳み装置を提供することである。
【課題を解決するための手段】
【0006】
前記の課題を解決するため、本発明は、ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、
投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベアの三組のコンベアを配列した上段コンベア部と、投入コンベアに設置され袖折りを行なう袖折り部を具備して構成するという手段を講じたものである。
【0007】
本発明の上記構成において重要であるのは、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベアを具備する点であり、衣類を挟んで搬送することによって衣類の整姿状態を崩さずに高速搬送することを可能にした点である。上下一対のコンベアからなる挟みコンベアは投入コンベアの直後に配置されており、それによって投入コンベアの搬送速度を前工程に合わせるとともに、挟みコンベアでは投入コンベアの搬送速度よりも高速で衣類を搬送し、投入コンベアに次に搬送されてくる衣類との間隔を開けることを可能とする。そして、衣類が高速搬送される挟みコンベアへ到達するまでの間に、投入コンベアにおいて一定の作業を行なうことが可能であり、本発明の装置では袖折りをこの部分で実施する。
【0008】
本発明の装置では、胸出し畳みと背出し畳みのどちらを実施し易いかについては限定していない。衣類はアイロナーから上向きの整姿状態で投入コンベアに投入されるのが一般的であるが、この場合を想定すると袖が正面に畳まれる背出し畳みを投入コンベア上で行なうことが普通になる。上向きの衣類の背面に袖を畳むのは無理があるからである。しかし衣類が下向きの状態で投入される場合には、袖が背面に畳まれる胸出し畳みを投入コンベア上で行なうことが可能である。
【0009】
本発明は、さらに、ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、
投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベアの三組のコンベアを配列した上段コンベア部と、
挟みコンベアと二つ折りコンベアの端部間から、第1折りナイフにより下方へ折り込まれた衣類を受ける位置にあり、正転逆転可能な中間コンベアを有する中段コンベア部と、
中間コンベアの正転時に衣類を受け取る位置にあって、胸出し畳み用袖折り部を構成する胸出し部コンベア、胸出し部コンベアの直後かつ中間コンベアの一部と協同する位置にあり、中間コンベアの逆転により送り出された衣類を受け取る最終コンベア、の二組のコンベアを配列した下段コンベア部と、
投入コンベアに設置され背出し畳み時に袖折りを行なう背出し袖折り部及び胸出し畳み時に袖折りを行なう胸出し袖折り部と、
中間コンベアの正転時出口にあって、衣類を背出し畳み時に最終コンベアへ導く突出位置と胸出し畳み時に胸出し部コンベアへ導く退避位置とを取る第2折りナイフを具備するという手段を講じることができる。
【0010】
本発明の上記構成は、アイロナーから上向きの整姿状態で投入コンベアに投入される場合に特に適するもので、投入コンベア上にて背出し畳み用の袖折りを行ない、衣類の表裏反転後に胸出し部コンベア上にて胸出し畳み用の袖折りを行なう。しかしながら、これと全く逆に投入コンベア上で胸出し畳み用の袖折りを行ない、衣類の表裏反転後に背出し畳み用の袖折りを行なえることも前述したとおりである。
【0011】
上記の中段コンベア部は、中間コンベアの逆転時出口の直後に位置して、衣類とは異なるシート状布類の折畳み時に使用する平物排出用コンベアを具備しているという構成を取ることができる。このようにすることで、これまで試みられたことがなかった衣類と布類という異なる物品の折り畳みが可能になる。
【0012】
最終コンベアは、背出し畳み或いは胸出し畳みを終えた折畳み衣類に対して、左右からの折り畳みを行なうための縦三つ折り部を具備しているという構成を取ることができる。これにより、袖折りされた胸出し畳み又は背出し畳みされた衣類の胴部を三つ折りし、よりコンパクトにすることができる。
【0013】
最終コンベアは、その出口の直後かつ下位に位置した最終折りコンベアと、背出し畳み或いは胸出し畳みと縦三つ折りを終えた衣類に対して最終二つ折りを行なう最終折りナイフを具備するという構成を取ることができる。これにより、袖折りされた胸出し畳み又は背出し畳みされかつ胴部を三つ折りした衣類をさらに二つ折りし、よりコンパクトにすることができる。
【0014】
これまでの説明では、衣類について、襟側が先行する姿勢で投入コンベアに投入された場合の折り畳みを説明している。しかし、本発明の装置は、衣類の投入方向に制限されるわけではなく、上記とは逆に衣類の裾側が先行する姿勢で投入コンベアに投入された場合にも、それを折り畳むことが可能である。衣類の裾側が先行する姿勢で投入コンベアに投入された場合に、胸出し畳みであれば、装置に何の変更を加えなくても実施することができる。なお、本発明では襟側が先行する姿勢での投入方式をエリ入れ方式と呼び、裾側が先行する姿勢での投入方式をスソ入れ方式と呼ぶことにする。
【発明の効果】
【0015】
本発明は以上のように構成されかつ作用するものであり、衣類は上下一対のコンベアからなる挟みコンベアによって挟まれた状態で搬送されるので、前段の投入コンベアよりも高速で搬送することができるとともに、高速搬送しても衣類に乱れを発生させることがなく、従って胸出し畳み用と背出し畳み用の袖折り部に必要な装置を高速搬送によってコンベア間に生じる余裕を利用して駆動することが可能になり、アイロナー等の処理速度に合わせて、しかも従来よりも高速の折り畳みが可能な両面畳み対応の折畳み装置を提供することができる。また、本発明によれば、上記装置を利用するとともに、一つのコンベアを付加することにより、これまで試みられたことがなかった衣類と布類という異なる物品の折り畳みを可能にする両面畳み対応の折畳み装置を提供することができる。
【発明を実施するための最良の形態】
【0016】
以下図示の実施形態を参照して本発明をより詳細に説明する。図1は、衣類をほぼ一定の整姿状態に整姿して工程に投入し、投入された衣類Wを袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能とした、本発明に係る両面畳み対応の折畳み装置10の一例を示している。なお、本発明において、上流とは工程全体として布類Wが投入される側、下流とはその反対側を言うものとし、コンベアの正転、逆転に関係しないものとする。
【0017】
図において、11は背出し畳み用袖折り部を兼ねる投入コンベアを示しており、例えば前工程のアイロナーから排出され、本装置10による工程へ投入された衣類Wを搬送するもので、投入コンベア11は、他のコンベアと同様に、少なくとも両端の2個のコンベアロールを有し、それらに複数条のコンベアベルトを掛け回した構造を有している。また、投入コンベア11は、背出し畳みを実施する場合のために、そのコンベアベルトに沿った背出し畳み用袖折り部12を装備している。
【0018】
上記の背出し畳み用袖折り部12は、図3及び図4に示されているように衣類Wの移動を考慮して、邪魔にならないように上位に位置し、かつほぼ袖の付け根の間隔で配置されている一対のゲージ杆13、13を有している。また、一対のゲージ杆13、13のやや外側に位置するコンベアベルトの間には上下動可能かつ間隔を狭め或いは拡げるように左右方向へ移動可能な一対の袖折り杆14、14が設けられている。従って、背出し畳みを実施しない布類Wはこの部分を通過する。
【0019】
投入コンベア11の直後には、衣類Wを挟んで搬送する上下一対のコンベア15、16からなる挟みコンベア17が位置している。上位コンベア15は下位コンベア16に対して短く、上位コンベア15と下位コンベア16とは衣類進入側の端部の位置はほぼ一致しているとともに、上部コンベア15の衣類進入側の端部15aが持ち上がって開いており(図3参照)、衣類Wの進入を容易にしている。下位コンベア16は、下流の二つ折りコンベア18に対して、上流の投入コンベア11に対するよりも離間して配置されており、この隙間19に向かって入り込む先端を有する第1折りナイフ21が上位に配置されている。
【0020】
これら三組のコンベア11、17、18により上段コンベア部20が構成されており、上段コンベア20は、また、前工程のアイロナーからの衣類排出速度に対して十分高速、即ちそれにより衣類に引っ張り力が働くように搬送することができる。そして、この高速搬送において上下一対のコンベア15、16からなる挟みコンベア17は衣類Wを挟んで搬送することにより衣類Wが乱れるのを防止するものである。特に挟みコンベア17は、投入コンベア11の搬送速度よりも十分に高速で運転可能なものとし、かつまたアイロナーからの衣類排出速度に対応しても速度を変更可能であるものとする。これらの投入コンベア11、挟みコンベア17及び二つ折りコンベア18は、下流へ向かっておおむね上昇傾向で直線的に配置されている。この傾斜は搬送される衣類Wに対して抑制的に作用するので、上記高速搬送時に勢いを付けず、衣類Wの乱れ防止に有効である。
【0021】
図中、22は投入コンベア駆動モーター、23、23′は挟みコンベア駆動モーターであり、挟みコンベア17の上位コンベア15と下位コンベア16を駆動するために各々上下に設置されている。下流の二つ折りコンベア18は、駆動モーター24により正転、逆転可能に駆動されている。なお、二つ折りコンベア18の上流側端部18aは、挟みコンベア17の下位コンベア16の出口側端部16aに対してやや低い位置を取り、後述する中間コンベア27の上流側端部27a及び平物排出用コンベア31の上流側端部31aに接近するように設けられている。また、二つ折りコンベア18の上流側端部18aの上方と、挟みコンベア下位コンベア16の出口側端部16aの下位には、夫々、衣類に対してエアを噴射するための吹き出し25a、25bが設置されている。
【0022】
上記の上段コンベア部20の下位には中間コンベア27が設置されている。中間コンベア27は挟みコンベア17と二つ折りコンベア端部の隙間19から、第1折りナイフ21により下方へ折り込まれた衣類Wを受け取る位置にあり、中間コンベア駆動モーター34により正転逆転可能に設けられている。例示されている中間コンベア27は、二つ折りコンベア18の上流側端部18aに接近した上流側端部27aから、後述する胸出し部コンベア33に接近した下流側端部27bに向かう下り傾斜を有する側面三角形状に形成されており、下り傾斜の部分を上部搬送面28とし、底辺の部分を下部搬送面29とし、下部搬送面29は胸出し部コンベア33と下段コンベア部40の境界にあって、両方にまたがっている。
【0023】
中間コンベア27の上流側端部27aに接近した上流側端部31aを有する、平物排出用コンベア31が中間コンベア27と前後に配列されており、これら二組の中間コンベア27と平物排出用コンベア31により中段コンベア部30が構成されている。平物排出用コンベア31は、中間コンベア27の逆転時出口(上流側端部27a)の直後に位置し、衣類とは異なるシート状布類の折畳み時に使用する。なお、平物排出用コンベア31は駆動モーター23′を利用して駆動されている。
【0024】
上記中間コンベア27の下位には、中間コンベア27の正転時出口(下流側端部27b)にて衣類Wを受け取る位置にあり、胸出し畳み用袖折り部32の一部を構成する胸出し部コンベア33が設置されている。胸出し部コンベア33は中間コンベア27の傾斜と同方向のやや緩い傾斜を有し、その搬送面の正転時入口側の端部は前記中間コンベア27の下部搬送面29の下位に達して重なっており、かつその下部搬送面29に同様に重なっている後述する最終コンベア38の入口側端部が連絡し、衣類Wの排出と進入を円滑にするように構成されている。
【0025】
上記胸出し畳み用袖折り部32は、図6及び図7に示されているように衣類Wの移動を考慮して、邪魔にならないように上位にほぼ袖の付け根の間隔で配置されている一対のゲージ杆35、35を胸出し部コンベア33の上位に有している。さらに、一対のゲージ杆35、35のやや外側に位置するコンベアベルトの間には上下動可能かつ間隔を狭め或いは拡げるように左右方向へ移動可能な一対の袖折り杆36、36が胸出し部コンベア33の上方に設けられており、胸出し畳み用袖折り部32はこれら各一対の胸出し部コンベア33、33と袖折り杆36、36によって構成されている。37は胸出し部コンベア駆動モーターを示す。
【0026】
胸出し部コンベア33の直後かつ中間コンベア27の一部である下部搬送面29と協同する位置には、中間コンベア27の逆転により送り出された衣類Wを授受するために最終コンベア38が設置されている。即ち、衣類Wは中間コンベア27の一部である下部搬送面29の範囲において胸出し部コンベア33の端部から最終コンベア38へ移動し得る。さらに、中間コンベア27の正転時出口(下流側端部27b)には、衣類Wを背出し畳み時に最終コンベア38へ導く突出位置と胸出し畳み時に胸出し部コンベアへ導く退避位置とを取る第2折りナイフ39を具備している。これら二組の胸出し部コンベア33と最終コンベア38によって下段コンベア部40が構成されている。なお、第2折りナイフ39は、胸出し畳みを実施しないときには、布類Wを最終コンベア38へ向けて誘導するために図11、12に示された退避位置を取る。
【0027】
最終コンベア38は、背出し畳み或いは胸出し畳みを終えた折畳み衣類に対して、左右からの折り畳みを行なうための縦三つ折り部41を具備している(図8、図9参照)。縦三つ折り部41は平行に配置された中央コンベア42と左右コンベア43、44を有し、
中央コンベア42は衣類Wの中央部分を支えるもので、左右コンベア43、44よりも低い位置に設置され、衣類Wの両側部分は左右コンベア43、44に支えられる。中央コンベア42の箇所には、その上位に、コンベア42よりも幅の狭い縦三つ折りゲージ45が中央左右コンベア43、44よりも低い位置に設置されており、かつ、衣類Wの移動を考慮して邪魔にならないように、縦三つ折りゲージ45は前端45aを円弧状に形成している。これらにより背出し畳み或いは胸出し畳みを終えた折畳み衣類Wに対して、左右からの折り畳み(縦三つ折り)行なわれる。
【0028】
最終コンベア38は、その出口の直後かつ下位に位置した最終折りコンベア46と、背出し畳み或いは胸出し畳みと縦三つ折りを終えた衣類Wに対して最終二つ折りを行なう最終折りナイフ47を具備している(図9参照)。最終折りナイフ47は、最終折りコンベア46の出口に配置された排出板48から排出されない衣類Wをさらに最終折りするとともに、最終コンベア38の下面49との間で両開き式の開閉板からなる落し板50へ送り込む手段でもある。51は衣類受け兼用排出コンベア、52はその駆動ローラー、53は縦折りコンベア駆動モーターを夫々示す。なお、符号54は前工程に該当するアイロナーを示しており、また55は上段センサー、56は胸出し袖折りセンサー、57は背出し袖折りセンサーを示している。
【0029】
このように構成されている本発明の両面畳み対応の折畳み装置10により行なう折畳みについて次に説明する。本発明の装置10を使用するには、まず図外の制御盤パネルにおける操作により、胸出し畳みモードを選択する。
〈胸出し畳み〉
胸出し畳みにおける折畳み手順は図2に示されており、図2に付記した符号I〜VIIは図1の各位置に記載した符号I〜VIIの位置に対応している。衣類Wはアイロナー54から所定の速度で排出され、上向きの状態かつほぼ一定の整姿状態で投入コンベア11に投入され搬送されて来る(図3)。このとき背出し畳み用袖折り部12はコンベア搬送面の上下の位置に退避しているので衣類Wはそのまま通過し、挟みコンベア17へ進入すると上段センサー55により進入が検知される(図4)。衣類Wの進入が検知されるとその時点で挟みコンベア17の搬送速度が速められ、投入コンベア11の搬送速度は維持されるので、次の衣類Wとの間隔が開くように引っ張られる。
【0030】
挟みコンベア17により搬送されている衣類Wが下位コンベア16の出口側端部16aに近付くと、胸出し畳みモードを選択したことにより第1折りナイフ21が下降位置に切り替わっており(図5)、下位コンベア16と二つ折りコンベア18との隙間19へ衣類Wの先端を誘導するので、衣類Wは搬送方向が転換するとともに裏返され、図1の矢印方向へ正転している中間コンベア27へ進入する。衣類Wは、次いで中間コンベア27の上部搬送面28から胸出し部コンベア33へ進入し(図6B)、それが胸出し袖折りセンサー56に検知されると定位置で瞬時に折り返し、逆方向への搬送に変わる。その短秒時において、胸出し畳み用袖折り部32が作動するので(図7A)、裏返されている衣類Wの背面に袖がゲージ杆35にて袖折り杆36により畳まれ、所謂胸出し状態になり、逆転する胸出し部コンベア33により次の縦三つ折り部41へ送られることになる(図7B)。
【0031】
衣類Wは裏返されかつ胸出し状態にて縦三つ折り部41へ進入し(図8)、その中央部が中央コンベア42にまたその左右両側は左右コンベア43、44に夫々載った状態になるとともに停止する。次いで上位に待機していた縦三つ折りゲージ45の下部に進入して衣類Wの中央部が中央コンベア42に押え付けられ、それに伴い中央コンベア42と左右コンベア43、44の高低差部分に配置されている左右方向へ移動可能な折り板などの公知の折り込み手段により、図9に示した矢印のように衣類Wの左右両側は内側へ折り曲げられることになるので、衣類Wは裏返されている衣類背面の中央部に折れ重なって縦三つ折り状態となる(図10A)。胸出し状態で縦三つ折りされた衣類Wは最終折りナイフ47により二つ折りされ(図10B、図11)、かつ次工程へ送られる。
【0032】
胸出し状態で縦三つ折りされかつ最終折りされた衣類WA(図2のVII参照)は最終折りコンベア46から落し板50へ送られる(図12)。落し板50は両開き式であり、一対の落し板50、50が素早く下方左右へ開くことにより、その上に載っている衣類Wは支えを失って衣類受け兼用排出コンベア51上に落下する(図13)。
次に、本発明の装置10により行なう背出し畳みを説明する。この場合も図外の制御盤パネルにおける操作により、背出し畳みモードを選択する。
【0033】
〈背出し畳み〉
背出し畳みにおける折畳み手順は図15に示されており、図15に付記した符号I〜VIIIは図14の各位置に記載した符号I〜VIIIの位置に対応している。アイロナー54から所定の速度で排出された衣類Wは、上向きの状態かつほぼ一定の整姿状態で投入コンベア11に投入され搬送されて来る。それが背出し袖折りセンサー57に検知されると、あらかじめ設定された袖折りタイミングで背出し畳み用袖折り部12が起動する。即ち、コンベア搬送面の上方の位置に退避しているゲージ杆13が下降し、衣類Wの袖の付け根付近を押え(図17A)、一方コンベア搬送面の下に退避している袖折り杆14は上昇するとともに、内方へ移動することにより左右の袖を内方へ折り返し(図17B)、ここに背出し畳みのための袖折りが完了する。袖折り後衣類Wが挟みコンベア17へ進入すると上段センサー55により進入が検知される(図19参照)。衣類Wの進入が検知されるとその時点で挟みコンベア17の搬送速度が速められるので、次の衣類Wとの間隔が開くように引っ張られ、それによって生じた時間を利用して、二つ折り作業などを行うものである。
【0034】
挟みコンベア17により搬送されている衣類Wは下位コンベア16の出口側端部16aを越えて二つ折りコンベア18に載り移り始め、その衣類全長の任意の箇所が下位コンベア16と二つ折りコンベア18との隙間19に近付くと、上段センサー55の検知後タイマー信号により第1折りナイフ21が下降しかつ二つ折りコンベア18が逆転に変わるので、衣類Wはその任意の箇所にて折り曲げられ、かつ、その折り曲げ箇所から下位コンベア16と二つ折りコンベア18との隙間19へ折り込まれる。ここで衣類Wは搬送方向が転換するとともに二つ折りされ、図1の矢印方向へ正転している中間コンベア27へ進入する(図20)。衣類Wは、さらに中間コンベア27の上部搬送面28を進行し(図21B、図22)、一旦胸出し部コンベア33上へ進み全体が乗り移った時点で胸出し部コンベア33が逆転に変わる(図23)。背出し畳みされ、かつ二つ折りされて衣類全長よりも短くなった衣類Wは、その後、逆転する胸出し部コンベア33により次の縦三つ折り部41へ送られることになるが、この後の作業は前述の胸出し畳みされた衣類Wにおける場合と同じである。挟みコンベア17の高速搬送により生じた時間は、この胸出し部コンベア33より次の縦三つ折り部41への方向転換と、縦三つ折り、前記二つ折りの際の搬送方向の変化等に使用される。
【0035】
即ち、図8以下を参照して了解されるように、衣類Wは裏返されかつ背出し状態にて縦三つ折り部41へ進入する(図8)。そこで縦三つ折りゲージ45が衣類Wの中央部を中央コンベア42に押え、中央コンベア42と左右コンベア43、44の高低差部分に配置されている公知の折り込み手段により、図9に示した矢印のように衣類Wの左右両側は内側へ折り曲げられることになるので、衣類Wの左右両側が内側へ折り込まれ、縦三つ折り状態となる(図10A)。背出し状態で縦三つ折りされた衣類WB(図15のVIII参照)は最終折りナイフ47により二つ折りされ(図10B、図11)、落し板50から衣類受け兼用排出コンベア51上に落下させられる(図13)。
【0036】
本発明の両面畳み対応の折畳み装置10は、上記のように衣類Wを胸出し、背出しの各状態に畳むものであるが、本装置10の基本的構成を使用し、また一つのコンベア31を追加することにより、浴衣やガウンを始めとする衣類Wだけではなく、それ以外の平物と呼ばれるシーツ等の布類Sを折り畳むことが可能である。つまり本発明はこれまで実施されたことがない衣類Wと布類Sという異品種の折り畳みを可能にするものである。
【0037】
図24は平物の四つ折りに関する説明であり、挟みコンベア17を搬送される布類Sの搬送方向長さの2分の1の箇所が挟みコンベア17と二つ折りコンベア18の間に来た時点において(工程I)、第1折りナイフ21を隙間19へ向けて回転させ、かつ二つ折りコンベア18の方を逆転させることで布類Sを二つ折りする(工程II)。二つ折りされた布類Sは中段コンベア部30へ移動し(工程III)その搬送方向長さの2分の1の箇所が中間コンベア27と平物排出用コンベア31との間に来るまで搬送され、その時点で中間コンベア27を逆転させ、かつ吹き出し26からエアを噴射することで端部18a、31aの間に布類Sを再度二つ折りして折り込み(工程IV)、四つ折り状態として平物排出用コンベア31へ送り出すことができる(工程V)。
【0038】
図25は平物を二つ折りにする例であり、挟みコンベア17により衣類Wを搬送し(工程I)、布類Sの先端が挟みコンベア17と二つ折りコンベア18の間に来た時点において、二つ折りコンベア18の方を逆転させることで布類Sを隙間19へ誘導し、押し込む(工程II)。押し込まれた布類Sは中段コンベア部30へ移動し(工程III)その搬送方向長さの2分の1の箇所が中間コンベア27と平物排出用コンベア31との間に来るまで搬送され、その時点で中間コンベア27を逆転させ、かつ吹き出し26からエアを噴射することで端部18a、31aの間に布類Sを二つ折りして折り込み(工程IV)、二つ折り状態として平物排出用コンベア31へ送り出すものである(工程V)。
【0039】
本発明の両面畳み対応の折畳み装置10は、上記のように衣類Wを胸出し、背出しの各状態に畳むことができるものであり、また、浴衣やガウンを始めとする衣類Wだけではなく、それ以外の平物と呼ばれるシーツ等の布類Sを折り畳むことが可能である。袖を有するものも有していないものも折り畳むことができるという、上記の事柄から類推されるように、本発明の装置10によれば、これまで説明したエリ入れ方式と呼ぶ襟側が先行する姿勢での投入方式のみならず、裾側が先行するスソ入れ方式の姿勢で投入された衣類Wについても折り畳むことができるので、次に図26以下を参照して、その折り畳み方を説明する。
【0040】
〈胸出し畳み〉
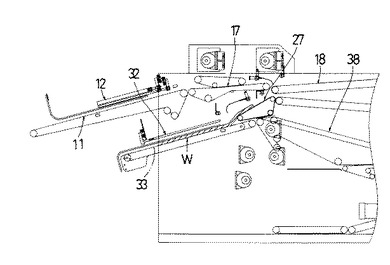
図26以下は、スソ入れ方式で工程に投入された衣類Wに対する胸出し畳みにおける折畳み手順を示している。衣類Wはアイロナー54から所定の速度で排出され、ほぼ一定の整姿状態かつ下向きの状態で投入コンベア11に投入され搬送されて来る(図26)。スソ入れ方式における折り畳みでは、背出し畳み用袖折り部12が起動して背出し畳みと同様に袖の折り畳みが行われる。即ち、衣類Wが背出し袖折りセンサー57に検知されると、あらかじめ設定された袖折りタイミングで背出し畳み用袖折り部12が起動して、コンベア搬送面の上方の位置に退避しているゲージ杆13が下降し、衣類Wの袖の付け根付近を押え(図27)、一方コンベア搬送面の下に退避している袖折り杆14は上昇するとともに、内方へ移動することにより左右の袖を内方へ折り返し(図27)、ここに胸出し畳みのための袖折りが完了する。
【0041】
袖折り後、衣類Wが挟みコンベア17へ進入すると上段センサー55により進入が検知される(参照、図4)。衣類Wの進入が検知されるとその時点で挟みコンベア17の搬送速度が速められるので、次の衣類Wとの間隔が開くように引っ張られ、それによって生じた時間を利用して、二つ折り作業などを行うことはこれまでの説明と同じである。なお、スソ入れ方式における胸出し畳みでは、これ以降の工程も襟入れ方式における背出し畳みと同じように折り畳み工程が進められ、挟みコンベア17により搬送されている衣類Wは下位コンベア16の出口側端部16aを越えて二つ折りコンベア18に載り移り始め、その衣類全長の任意の箇所が下位コンベア16と二つ折りコンベア18との隙間19に近付くと、上段センサー55の検知後タイマー信号により第1折りナイフ21が下降しかつ二つ折りコンベア18が逆転に変わり、衣類Wはその任意の箇所にて折り曲げられ、かつ、その折り曲げ箇所から下位コンベア16と二つ折りコンベア18との隙間19へ折り込まれる(図28)。
【0042】
ここで衣類Wは搬送方向が転換するとともに二つ折りされ、図1の矢印方向へ正転している中間コンベア27へ進入する。衣類Wは、さらに中間コンベア27の上部搬送面28を進行するが、襟入れ方式における背出し畳みとは異なり、胸出し部コンベア33上へ進むことなく、中間コンベア27の正転時出口(下流側端部27b)の位置に降下している第2折りナイフ39によって、逆転する胸出し部コンベア33とともに、次の縦三つ折り部41へ送られることになる(図29)。このように胸出し折りされ、かつ、二つ折りされて衣類全長よりも短くなった衣類Wに対する、この後の作業は前述の胸出し畳みされた衣類Wにおける場合と同じである。
【0043】
即ち、衣類Wは縦三つ折り部41へ進入し(参照、図9)、その中央部が中央コンベア42にまたその左右両側は左右コンベア43、44に夫々載った状態になるとともに停止する。次いで上位に待機していた縦三つ折りゲージ45の下部に進入して衣類Wの中央部が中央コンベア42に押え付けられ、それに伴い中央コンベア42と左右コンベア43、44の高低差部分に配置されている左右方向へ移動可能な折り板などの公知の折り込み手段により、図9に示した矢印のように衣類Wの左右両側は内側へ折り曲げられることになるので、衣類Wは裏返されている衣類背面の中央部に折れ重なって縦三つ折り状態となる(図30)。胸出し状態で縦三つ折りされた衣類Wは最終折りナイフ47により二つ折りされた上で(図31)、次工程において、一対の落し板50、50が素早く下方左右へ開くことにより、その上に載っている衣類Wは支えを失って衣類受け兼用排出コンベア51上に落下し、積み重ねられる(図32)。
【0044】
このように本発明の装置10は衣類に乱れを発生させることがなく、胸出し畳みと背出し畳みの高速折り畳みが可能なものであり、特に高速処理に対応することができることを特色とするものである。しかもその折り畳み工程においては、エリ入れ方式によって投入されたもののみならず、スソ入れ方式によって投入された衣類Wについても、胸出し畳みを実行することが可能である。また、装置の一部に平物用のコンベア31を付加することによって、衣類と布類という異なる物品の折り畳みを可能にするという、これまで試みられたことのなかった機能を併せ持つものとなっており、両面畳み対応の折畳み装置に新たな伸展をもたらすものである。
【図面の簡単な説明】
【0045】
【図1】本発明に係る両面畳み対応の折畳み装置の一例を示す側面説明図である。
【図2】同上の装置により実施する胸出し畳みの説明図である。
【図3】同上の胸出し畳みにおける投入時の説明図でAは斜視図、Bは側面図である。
【図4】同じく投入コンベア通過時の説明図でAは斜視図、Bは側面図である。
【図5】同じく中段コンベアへの移行時の説明図でAは斜視図、Bは側面図である。
【図6】同じく中段コンベア進入時の説明図でAは斜視図、Bは側面図である。
【図7】同じく胸出し畳み用袖折り工程の説明図でAは工程実行時の斜視図、Bは排出時の斜視図である。
【図8】同袖折り工程の後、縦三つ折り部へ移行した段階の側面図である。
【図9】同上の縦三つ折り工程を示すものでAは進入時を示す斜視図、Bは工程実行時の斜視図である。
【図10】最終折り折り工程を示すものでAは進入時を示す斜視図、Bは工程実行時の斜視図である。
【図11】同上の最終折りにおける側面図である。
【図12】落し板上へ移行した状態の説明図である。
【図13】最終折りから落し板を経て排出に至る工程を示す説明図である。
【図14】本発明の装置により実施する背出し畳みの説明のための側面図である。
【図15】同上の装置により実施する背出し畳みの説明図である。
【図16】同上の背出し畳みにおける投入時の説明図でAは進入時の斜視図、Bは側面図である。
【図17】同じく背出し畳み用袖折り工程の説明図でAは工程実行前の斜視図、Bは工程実行時の斜視図である。
【図18】同上の背出し畳み用袖折り工程における側面図である。
【図19】同袖折り工程後の排出段階を示すもので、Aは斜視図、Bは側面図である。
【図20】同袖折り工程後の二つ折りを示すもので、Aは斜視図、Bは側面図である。
【図21】二つ折り工程後の説明図で、Aは中段コンベア移行時の斜視図、Bは胸出し部コンベア移行時の斜視である。
【図22】同上の側面図である。
【図23】同じく胸出し部コンベア上の動きを示すもので、Aは進入時の斜視図、Bは排出時の斜視図である。
【図24】本発明に係る両面畳み対応の折畳み装置を使用して行なう平物四つ折り工程の説明図である。
【図25】同じく平物二つ折り工程の説明図である。
【図26】本発明の装置により実施するスソ入れ方式による胸出し畳みの説明のための投入工程の説明図である。
【図27】同じく袖折り工程の説明図である。
【図28】同じく胴二つ折り工程の説明図である。
【図29】同じく縦三つ折り工程への移行を示す説明図である。
【図30】同じく縦三つ折り工程の説明図である。
【図31】同じく最終折り工程の説明図である。
【図32】同じく袖折り工程の説明図である。
【特許請求の範囲】
【請求項1】
ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、
投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベアの三組のコンベアを配列した上段コンベア部と、投入コンベアに設置され袖折りを行なう袖折り部を具備して構成したことを特徴とする衣類の折り畳み装置。
【請求項2】
ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、
投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベアの三組のコンベアを配列した上段コンベア部と、
挟みコンベアと二つ折りコンベアの端部間から、第1折りナイフにより下方へ折り込まれた衣類を受ける位置にあり、正転逆転可能な中間コンベアを有する中段コンベア部と、
中間コンベアの正転時に衣類を受け取る位置にあって、胸出し畳み用袖折り部を構成する胸出し部コンベア、胸出し部コンベアの直後かつ中間コンベアの一部と協同する位置にあり、中間コンベアの逆転により送り出された衣類を受け取る最終コンベア、の二組のコンベアを配列した下段コンベア部と、
投入コンベアに設置され背出し畳み時に袖折りを行なう背出し袖折り部及び胸出し畳み時に袖折りを行なう胸出し袖折り部と、
中間コンベアの正転時出口にあって、衣類を背出し畳み時に最終コンベアへ導く突出位置と胸出し畳み時に胸出し部コンベアへ導く退避位置とを取る第2折りナイフを具備する請求項1記載の衣類の折り畳み装置。
【請求項3】
中段コンベア部は、中間コンベアの逆転時出口の直後に位置して、衣類とは異なるシート状布類の折畳み時に使用する平物排出用コンベアを具備しているという構成を取る請求項2記載の衣類の折り畳み装置。
【請求項4】
最終コンベアは、背出し畳み或いは胸出し畳みを終えた折畳み衣類に対して、左右からの折り畳みを行なうための縦三つ折り部を具備しているという構成を取る請求項2記載の衣類の折り畳み装置。
【請求項5】
最終コンベアは、その出口の直後かつ下位に位置した最終折りコンベアと、背出し畳み或いは胸出し畳みと縦三つ折りを終えた衣類に対して最終二つ折りを行なう最終折りナイフを具備するという構成を取る請求項2記載の衣類の折り畳み装置。
【請求項1】
ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、
投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベアの三組のコンベアを配列した上段コンベア部と、投入コンベアに設置され袖折りを行なう袖折り部を具備して構成したことを特徴とする衣類の折り畳み装置。
【請求項2】
ほぼ一定の整姿状態で工程に投入された衣類を袖が背面に畳まれる胸出し畳みと、袖が正面に畳まれる背出し畳みを選択して折畳み可能な両面畳み対応の折畳み装置について、
投入された衣類を搬送するとともに袖折り部を兼ねる投入コンベア、投入コンベアの直後に位置し、衣類を挟んで搬送する上下一対のコンベアからなる挟みコンベア及び挟みコンベアの直後に位置して二つ折りを行なう二つ折りコンベアの三組のコンベアを配列した上段コンベア部と、
挟みコンベアと二つ折りコンベアの端部間から、第1折りナイフにより下方へ折り込まれた衣類を受ける位置にあり、正転逆転可能な中間コンベアを有する中段コンベア部と、
中間コンベアの正転時に衣類を受け取る位置にあって、胸出し畳み用袖折り部を構成する胸出し部コンベア、胸出し部コンベアの直後かつ中間コンベアの一部と協同する位置にあり、中間コンベアの逆転により送り出された衣類を受け取る最終コンベア、の二組のコンベアを配列した下段コンベア部と、
投入コンベアに設置され背出し畳み時に袖折りを行なう背出し袖折り部及び胸出し畳み時に袖折りを行なう胸出し袖折り部と、
中間コンベアの正転時出口にあって、衣類を背出し畳み時に最終コンベアへ導く突出位置と胸出し畳み時に胸出し部コンベアへ導く退避位置とを取る第2折りナイフを具備する請求項1記載の衣類の折り畳み装置。
【請求項3】
中段コンベア部は、中間コンベアの逆転時出口の直後に位置して、衣類とは異なるシート状布類の折畳み時に使用する平物排出用コンベアを具備しているという構成を取る請求項2記載の衣類の折り畳み装置。
【請求項4】
最終コンベアは、背出し畳み或いは胸出し畳みを終えた折畳み衣類に対して、左右からの折り畳みを行なうための縦三つ折り部を具備しているという構成を取る請求項2記載の衣類の折り畳み装置。
【請求項5】
最終コンベアは、その出口の直後かつ下位に位置した最終折りコンベアと、背出し畳み或いは胸出し畳みと縦三つ折りを終えた衣類に対して最終二つ折りを行なう最終折りナイフを具備するという構成を取る請求項2記載の衣類の折り畳み装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【公開番号】特開2009−233321(P2009−233321A)
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願番号】特願2009−44671(P2009−44671)
【出願日】平成21年2月26日(2009.2.26)
【出願人】(000201548)
【Fターム(参考)】
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願日】平成21年2月26日(2009.2.26)
【出願人】(000201548)
【Fターム(参考)】
[ Back to top ]