
両面粘着シート
【課題】優れた熱伝導性を有し、かつ、発熱部材や放熱部材等の被着体に対する接着性に優れる両面粘着シートを提供する。
【解決手段】基材の両面に粘着剤層を積層した両面粘着シートであって、前記基材は、弾性率が50〜300GPa、熱伝導率が100W/m・K以上、平均厚みが10〜200μmの金属箔であり、前記粘着剤層は、平均厚みが1〜50μmであり、アルミニウム板に対する180°剥離強度が6〜50N/25mmである両面粘着シート。
【解決手段】基材の両面に粘着剤層を積層した両面粘着シートであって、前記基材は、弾性率が50〜300GPa、熱伝導率が100W/m・K以上、平均厚みが10〜200μmの金属箔であり、前記粘着剤層は、平均厚みが1〜50μmであり、アルミニウム板に対する180°剥離強度が6〜50N/25mmである両面粘着シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、優れた熱伝導性を有し、かつ、発熱部材や放熱部材等の被着体に対する接着性に優れる両面粘着シートに関する。
【背景技術】
【0002】
近年、電気機器の小型化及び高性能化に伴って、電子部品の実装密度が高くなってきており、電子部品から発生する熱を効率よく放散させる必要が高まっている。例えば、電気自動車等のパワーデバイスでは、高電圧が印加されたり、大電流が流されたりするため、高い熱量が発生しやすく、近年LCD用バックライトや照明に高輝度のLEDが使われており、高い熱量を効率よく放散させる必要が高まっている。
【0003】
熱を放散させる方法として、高い放熱性を有し、かつ、熱伝導率が10W/m・K以上の熱伝導体をヒートシンクとして用い、発熱源に接触させる方法が広く採用されている。この場合、発熱源とヒートシンクとの間に空気層があると、効率的に熱を伝えることができないため、一般的に熱伝導性のペーストや粘着シートを介して発熱源とヒートシンクとを貼合することで、放熱性を高めている。このような粘着シートには、高い熱伝導率と、用途によっては絶縁性が求められる。
【0004】
このような粘着シートとして、例えば、特許文献1には、アルミ箔の両面に熱伝導性フィラーを配合したゴム層を積層した放熱シートが開示されている。基材であるアルミニウムは200W/m・K以上の熱伝導率を有するが、粘着剤層に用いられる有機成分は0.1〜0.3W/m・Kと熱伝導率が低いため、熱伝導性フィラーを配合することで熱伝導率を3W/m・K程度まで高めている。しかし、粘着剤層に熱伝導性フィラーを配合すると、粘着性を確保するために粘着剤層の厚みを厚くすることが必要になる。粘着剤層が厚くなると、シート全体の熱伝導性は粘着剤層の熱伝導率に依存する事になるため、高い熱伝導率を有する基材を用いても、シート全体の熱伝導性は不充分であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−305271号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、優れた熱伝導性を有し、かつ、発熱部材や放熱部材等の被着体に対する接着性に優れる両面粘着シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、基材の両面に粘着剤層を積層した両面粘着シートであって、上記基材は、弾性率が50〜300GPa、熱伝導率が100W/m・K以上、平均厚みが10〜200μmの金属箔であり、上記粘着剤層は、平均厚みが1〜50μmであり、アルミニウム板に対する180°剥離強度が6〜50N/25mmである両面粘着シートである。
以下に本発明を詳述する。
【0008】
本発明の両面粘着シートは、金属箔からなる基材の両面に粘着剤層を積層してなる。
上記基材の弾性率の下限は50GPa、上限は300GPaである。上記基材の弾性率が50GPa未満であると、得られる両面粘着シートを被着体に貼り合わせる際にシートが伸びるため、取り扱いが困難となる。上記基材の弾性率が300GPaを超えると、得られる両面粘着シートを打ち抜き加工した際にバリやカエリが生じて被着体との密着性が低下したり、後述するエンボス加工が困難になったり、切断面が鋭利となったりする。
【0009】
上記基材の破断伸びの好ましい下限は3%である。上記基材の破断伸びが3%未満であると、得られる両面粘着シートが打ち抜き加工することが困難なものとなったり、曲げ応力がかかった場合に基材が破断したりすることがある。上記破断伸びは、金属箔であればほぼ3%以上であり、無機シート等は低い値となる。例えば、アルミニウムの弾性率は68GPa、石英ガラスの弾性率は66GPaとほぼ同じ値であるが、アルミニウムは塑性変形しやすいので伸びが大きいが、石英ガラスは塑性変形しにくいので脆くなる。
【0010】
上記基材の熱伝導率の下限は100W/m・Kである。上記基材の熱伝導率が100W/m・K未満であると、得られる両面粘着シートが熱伝導性に劣るものとなる。上記基材の熱伝導率は高いほどよく、上限は実質的に存在しない。
【0011】
上記基材に用いる金属箔は特に限定されず、例えば、アルミニウム箔、銅箔、金箔等が挙げられる。
なかでも、熱伝導性と加工性と耐腐食性とコストの観点からアルミニウム箔がより好適に用いられる。ヒートシンクやLEDのメタル基板にはアルミニウムが用いられることが多いため、基材にアルミニウム箔を用いると、熱膨張等による変形に追従できるため、耐熱性が特に良好となる。上記アルミニウム箔は純度が高いほど熱伝導率が高くなるため、上記アルミニウム箔の純度の好ましい下限は99.9%である。
なお、種々の材料の弾性率及び熱伝導率の例を表1に示した。
【0012】
【表1】

【0013】
上記金属箔は一般的に電気伝導性を有するため、絶縁用途には不向きである。そのため、絶縁性を必要とする場合は、上記金属箔の表面を酸化処理することが好ましい。上記処理としては、例えば、アルミニウムの場合のアルマイト処理等が挙げられる。
【0014】
上記基材の平均厚みの下限は10μm、上限は200μmである。上記基材の平均厚みが10μm未満であると、得られる両面粘着シートの機械的強度が低下したり、取り扱い性が低下したりする。上記基材の平均厚みが200μmを超えると、得られる両面粘着シートの機械的強度が高くなりすぎ、被着体の形状に沿って密着して貼着させることが困難になったり、両面粘着シートを裁断する際に発生するバリにより被着体との密着性が低下したりする。上記基材の平均厚みの好ましい下限は20μm、好ましい上限は100μm、より好ましい下限は30μm、より好ましい上限は80μmである。
【0015】
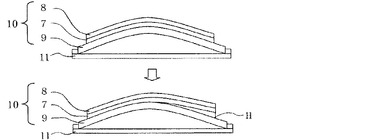
上記基材は、エンボス加工していてもよい。上記基材をエンボス加工することで、エンボスの凸部は粘着剤層がより薄くなるために熱伝導性が向上し、凹部は粘着剤層が厚くなるために被着体との接着性が向上する。その結果、得られる両面粘着シートは更に熱伝導性と粘着性とに優れたものとなる。
一般的に、上記エンボス加工は、図1に示す断面図1のように表面で凸部となる位置が裏面では凹部になる。しかし、熱伝導性を考慮した場合、図2に示す断面図2のように表面で凸部となる位置が裏面でも凸部になる事がより好ましい。このように加工することで、熱伝導性を更に向上させることができる。なお、エンボスの形状としては凹凸さえあれば図1や図2に示した形状に限定されず、例えば、断面が三角波や矩形波や正弦波のような形状、部分的に円柱状の突起が設けられた形状等が挙げられる。
上記基材をエンボス加工する方法としては、例えば、凹凸を有するロールとゴムロールとで基材を圧延する方法等が挙げられるが、この方法では表面の凸部となる位置が裏面では凹部になる。そこで、同じ賦型のロールで位置を合わせて基材を圧延することで、表面と裏面の凸部の位置を合わせた加工をすることができる。また、このような賦型が困難であれば、凹凸を有するロールと平滑な金属ロールとで圧延することで、図3に示す断面図3のような反対側が平滑なエンボス加工を施すこともできる。
【0016】
エンボス加工した基材の凸部の山高さは、エンボスの形状にもよるが1μm以上であることが好ましい。また、シート全体の厚みの20%以下、かつ、粘着剤層の平均厚みの2倍以下であることが好ましい。図1及び図2のようなエンボス形状の場合、凸部には粘着剤が無いと考えると、粘着剤は凹部に配置されるので、山高さの半分が粘着剤層の平均厚みになると考えられる。また、凸部がヒートシンクと接触しない程度に粘着剤を多めに塗布した場合でも、基材にエンボス加工を施していない両面粘着シートよりも高い熱伝導性を得ることができる。
なお、本明細書において上記凸部の山高さは、凹部の底から凸部の頂点までの高さを意味する。
エンボス加工の山ピッチは、被着体の形状にもよるが、100μm〜1cm程度であることが好ましい。なお、上記エンボス加工した基材が図1の形状の場合は、山ピッチが大きいほど熱伝導性が低下する傾向がある。
【0017】
本発明の両面粘着シートをアルミニウム板等の被着体に貼合する際に位置ずれが発生する等により、再剥離作業を行う必要がある場合がある。このとき、基材と粘着剤層が剥離し、粘着剤層が被着体に転写される、いわゆる糊残りと呼ばれる現象が起こる場合がある。これは、被着体の凹凸が基材の凹凸よりも大きい場合に起こりやすく、経時で粘着剤が被着体の凹凸に馴染み、アンカー効果が大きくなったり、粘着剤の官能基がアルミニウム板と結合したりすることが主な原因であると考えられる。糊残りを防止する方法としては、例えば、基材にアンカーコート層を設ける方法、基材の表面を紙やすりやバフ等で研磨することで基材の凹凸を被着体の凹凸よりも大きくする方法、コロナ処理やプラズマ処理等により基材の表面に付着している汚染物を除去する方法、基材にアルマイト処理等を施して多孔質の酸化皮膜を形成させる、クロムやニッケル等のメッキを行う方法等が挙げられる。
上記基材にアンカーコート層を設ける方法としては、具体的には例えば、基材がアルミニウムの場合には、シランカップリング剤やアルミニウム系キレート剤を薄く塗布する方法等が挙げられる。
【0018】
上記粘着剤層を構成する粘着剤は、得られる両面粘着シートのアルミニウム板に対する180°接着強度が後述する範囲となるように調製される。
上記粘着剤の主成分となる材料としては、例えば、シロキサン系樹脂、(メタ)アクリル酸エステル系樹脂、ポリオレフィン系樹脂等が挙げられる。なかでも、粘着性に優れることから、(メタ)アクリル酸エステル系樹脂が好適である。
なお、本明細書において上記(メタ)アクリルとは、アクリル又はメタクリルを意味する。
【0019】
上記粘着剤が上記(メタ)アクリル酸エステル系樹脂を含有する場合、上記(メタ)アクリル酸エステル系樹脂の重量平均分子量の好ましい下限は50万、好ましい上限は150万である。上記(メタ)アクリル酸エステル系樹脂の重量平均分子量が50万未満であると、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記(メタ)アクリル酸エステル系樹脂の重量平均分子量が150万を超えると、粘着剤の粘着力が低下し、更に、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記(メタ)アクリル酸エステル系樹脂の重量平均分子量のより好ましい下限は55万、より好ましい上限は100万、更に好ましい上限は90万である。
なお、本明細書において上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)で測定を行い、ポリスチレン換算により求められる値である。具体的には、テトラヒドロフラン(THF)によって50倍に希釈して得られた希釈液をフィルターで濾過し、得られた濾液に基づいて、ポリスチレン換算分子量をゲルパーミエーションクロマトグラフによって測定することにより得ることができる。上記ゲルパーミエーションクロマトグラフとしては、例えば、2690 Separations Model(Water社製)等が使用できる。また、GPCによってポリスチレン換算による重量平均分子量を測定する際のカラムとしては、例えば、Shodex GPC LF−804(昭和電工社製)等が挙げられる。
【0020】
上記(メタ)アクリル酸エステル系樹脂は特に限定されず、例えば、アクリル酸アルキルエステルモノマーを単独重合してなるアクリル酸アルキルエステル樹脂、メタクリル酸アルキルエステルモノマーを単独重合してなるメタクリル酸アルキルエステル樹脂、二種以上のアクリル酸アルキルエステルモノマーを共重合してなるアクリル酸アルキルエステル樹脂、二種以上のメタクリル酸アルキルエステルモノマーを共重合してなるメタクリル酸アルキルエステル樹脂、アクリル酸アルキルエステルモノマーとメタクリル酸アルキルエステルモノマーとの共重合体、アクリル酸アルキルエステルモノマー及び/又はメタクリル酸アルキルエステルモノマーと、これらと共重合可能な他のビニルモノマーとの共重合体等が挙げられ、なかでも、アクリル酸アルキルエステルモノマー及び/又はメタクリル酸アルキルエステルモノマーと、これらと共重合可能な他のビニルモノマーとの共重合体が好ましい。
【0021】
上記アクリル酸アルキルエステルモノマーは特に限定されないが、アルキル基の炭素数が1〜12の一級又は二級のアルキルアルコールと、アクリル酸とのエステル化反応により得られるものが好ましく、具体的には例えば、アクリル酸エチル、アクリル酸−n−ブチル、アクリル酸−2−エチルヘキシル等が挙げられる。上記アクリル酸アルキルエステルモノマーは、単独で用いてもよいし、二種以上を併用してもよい。
【0022】
上記メタクリル酸アルキルエステルモノマーは特に限定されないが、アルキル基の炭素数が1〜12の一級又は二級のアルキルアルコールと、メタクリル酸とのエステル化反応により得られるものが好ましく、具体的には例えば、メタクリル酸エチル、メタクリル酸−n−ブチル、メタクリル酸−2−エチルヘキシル等が挙げられる。上記メタクリル酸アルキルエステルモノマーは、単独で用いてもよいし、二種以上を併用してもよい。
【0023】
上記アクリル酸アルキルエステルモノマーとしてアクリル酸エチルを他のモノマーと併用する場合、上記(メタ)アクリル酸エステル系樹脂中におけるアクリル酸エチルに由来するセグメントの含有割合の好ましい下限は5重量%、好ましい上限は30重量%である。上記アクリル酸エチルに由来するセグメントの含有割合が5重量%未満であると、得られる両面粘着シートが、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記アクリル酸エチルに由来するセグメントの含有割合が30重量%を超えると、得られる粘着剤の粘度が高くなりすぎて塗工性が低下したり、形成される粘着剤層が硬くなりすぎたりすることがある。上記アクリル酸エチルに由来するセグメントの含有割合のより好ましい下限は8重量%、より好ましい上限は25重量%である。
【0024】
上記アクリル酸アルキルエステルモノマー又は上記メタクリル酸アルキルエステルモノマーと共重合可能な他のビニルモノマー(以下、単に他のビニルモノマーともいう)は、得られる粘着剤の凝集力を高める目的で添加されるものであって、例えば、(メタ)アクリル酸エステル系樹脂のガラス転移温度(Tg)を上昇させるもの、(メタ)アクリル酸エステル系樹脂の主鎖間の架橋構造の形成に寄与するもの等が用いられる。
【0025】
上記(メタ)アクリル酸エステル系樹脂のガラス転移温度(Tg)を上昇させるビニルモノマーは特に限定されず、例えば、アクリル酸、メタクリル酸、クロトン酸、マレイン酸、イタコン酸等のカルボキシ基含有モノマーや、n−メチロールアクリルアミド等の水酸基含有モノマーや、無水マレイン酸、酢酸ビニル、スチレン等が挙げられる。なかでも、(メタ)アクリル酸エステル系樹脂の分子量の制御に影響を及ぼしにくく、得られる粘着剤の粘着性に優れていることから、アクリル酸が好ましい。
【0026】
上記(メタ)アクリル酸エステル系樹脂中における上記ガラス転移温度を上昇させるビニルモノマーに由来するセグメントの含有割合の好ましい下限は0.01重量%、好ましい上限は10重量%である。上記ガラス転移温度を上昇させるビニルモノマーに由来するセグメントの含有割合が0.01重量%未満であると、得られる粘着剤のガラス転移温度を充分に上昇させることができず粘着剤の凝集力が低下することがある。上記ガラス転移温度を上昇させるビニルモノマーに由来するセグメントの含有割合が10重量%を超えると、得られる粘着剤の粘着力やタックが低下することがある。上記ガラス転移温度を上昇させるビニルモノマーに由来するセグメントの含有割合のより好ましい下限は0.05重量%、より好ましい上限は5重量%である。
【0027】
上記(メタ)アクリル酸エステル系樹脂の主鎖間の架橋構造の形成に寄与するビニルモノマーは特に限定されないが、水酸基含有アクリル酸エステル、水酸基含有メタクリル酸エステルが好ましい。
【0028】
また、上記水酸基含有アクリル酸エステルモノマー及び/又は水酸基含有メタクリル酸エステルモノマーと、後述するエポキシ系架橋剤とを用いることで、耐反発性能と耐剥離性能に優れた粘着剤を得ることができる。
【0029】
上記水酸基含有アクリル酸エステルモノマーは特に限定されず、例えば、アクリル酸−2−ヒドロキシエチル、アクリル酸−2−ヒドロキシプロピル、アクリル酸−3−ヒドロキシプロピル、アクリル酸−2−ヒドロキシブチル、アクリル酸−4−ヒドロキシブチル、カプロラクトン付加アクリル酸−2−ヒドロキシプロピル等が挙げられる。
【0030】
上記水酸基含有メタクリル酸エステルモノマーは特に限定されず、例えば、メタクリル酸−2−ヒドロキシエチル、メタクリル酸−2−ヒドロキシプロピル、メタクリル酸−3−ヒドロキシプロピル、メタクリル酸−2−ヒドロキシブチル、メタクリル酸−4−ヒドロキシブチル、カプロラクトン付加メタクリル酸−2−ヒドロキシプロピル等が挙げられる。
【0031】
上記(メタ)アクリル酸エステル系樹脂中における上記水酸基含有アクリル酸エステルモノマーに由来するセグメント及び水酸基含有メタクリル酸エステルモノマーに由来するセグメントの含有割合の好ましい下限は0.01重量%、好ましい上限は0.5重量%である。上記水酸基含有アクリル酸エステルモノマーに由来するセグメント及び水酸基含有メタクリル酸エステルモノマーに由来するセグメントの含有割合が0.01重量%未満であると、粘着剤のゲル分率が上がりにくくなり、粘着剤のゲル分率を適正なゲル分率に調整するために多量の架橋剤が必要となり、得られる粘着剤の耐反発性が不安定となることがある。上記水酸基含有アクリル酸エステルモノマーに由来するセグメント及び水酸基含有メタクリル酸エステルモノマーに由来するセグメントの含有割合が0.5重量%を超えると、粘着剤のゲル分率が上がり易くなり、少量の架橋剤で粘着剤のゲル分率を適正な値に調整しなければならなくなり、粘着剤中における架橋剤量のバラツキによるゲル分率の変動が大きくなるため、均一な架橋構造を得ることができなくなることがある。上記水酸基含有アクリル酸エステルモノマーに由来するセグメント及び水酸基含有メタクリル酸エステルモノマーに由来するセグメントの含有割合のより好ましい下限は0.05重量%、より好ましい上限は0.3重量%である。
【0032】
上記(メタ)アクリル酸エステル系樹脂は、上記アクリル酸アルキルエステルモノマー及び/又は上記メタクリル酸アルキルエステルモノマーを、必要に応じて配合される上記他のビニルモノマーとともに、重合開始剤の存在下にてラジカル反応させることで得られる。なお、重合方法としては、従来公知の方法が用いられ、例えば、溶液重合、乳化重合、懸濁重合、塊状重合等が挙げられる。
【0033】
上記重合開始剤は特に限定されず、例えば、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン、t−ヘキシルパーオキシピバレート、t−ブチルパーオキシピバレート、2,5−ジメチル−2,5−ビス(2−エチルヘキサノイルパーオキシ)ヘキサン、t−ヘキシルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート、t−ブチルパーオキシラウレート等が挙げられる。なかでも、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン、t−ヘキシルパーオキシピバレートが好適である。なお、上記重合開始剤は単独で用いてもよいし、二種以上を併用してもよい。
【0034】
上記粘着剤は、更に、粘着剤層を被着体が変形しても剥離されにくいものとするために、アルコール性水酸基を有する粘着付与樹脂を含有することが好ましい。
【0035】
上記アルコール性水酸基を有する粘着付与樹脂は特に限定されず、例えば、ロジンエステル系樹脂、水素化テルペンフェノール樹脂等が挙げられる。なかでも、ロジンエステル系樹脂が好適である。
上記ロジンエステル系樹脂とは、アビエチン酸を主成分とするロジン樹脂、不均化ロジン樹脂及び水添ロジン樹脂や、アビエチン酸等の樹脂酸の二量体(重合ロジン樹脂)等を、アルコール類によってエステル化させて得られる樹脂であって、エステル化に用いたアルコール類の水酸基の一部がエステル化に使用されずに樹脂内に含有されてなるものである。ロジン樹脂をエステル化したものがロジンエステル樹脂、不均化ロジン樹脂をエステル化したものが不均化ロジンエステル樹脂、水添ロジン樹脂をエステル化したものが水添ロジンエステル樹脂、重合ロジン樹脂をエステル化したものが重合ロジンエステル樹脂という。
また、上記エステル化に使用されるアルコール類としては、エチレングリコール、グリセリン、ペンタエリスリトール等の多価アルコールが挙げられる。
【0036】
上記水素化テルペンフェノール樹脂は特に限定されず、例えば、フェノールの存在下においてテルペンを重合させて得られたテルペンフェノール樹脂を水添処理することによって得られる樹脂等が挙げられる。
【0037】
上記アルコール性水酸基を有する粘着付与樹脂の水酸基価の好ましい下限は35、好ましい上限は60である。上記粘着付与樹脂の水酸基価が35未満であると、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記粘着付与樹脂の水酸基価が60を超えると、後述のように、架橋剤を添加して粘着剤を架橋させる場合において、架橋不良が発生することがある。上記粘着付与樹脂の水酸基価のより好ましい下限は40である。なお、上記粘着付与樹脂の水酸基価はJIS K0070に準拠して測定された値をいう。
【0038】
上記アルコール性水酸基を有する粘着付与樹脂の含有量は特に限定されないが、上記(メタ)アクリル酸エステル系樹脂100重量部に対して、好ましい下限は5重量部、好ましい上限は40重量部である。上記粘着付与樹脂の含有量が5重量部未満であると、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記粘着付与樹脂の含有量が40重量部を超えると、粘着剤が硬くなって粘着力やタックが低下することがある。上記粘着付与樹脂の含有量のより好ましい下限は8重量部、より好ましい上限は35重量部である。
【0039】
上記粘着剤は、更に、粘着力を向上させる目的で、テルペンフェノール樹脂を含有することが好ましい。
上記テルペンフェノール樹脂とは、フェノールの存在下においてテルペンを重合させて得られる樹脂であり、テルペンフェノール樹脂に水素化処理を施してなる水素化テルペンフェノール樹脂は除かれる。これは、上記テルペンフェノール樹脂中の芳香族性を有する環が、粘着力の向上に対する相互作用の向上に寄与していると推測されるからである。そのため、芳香族性を有する環を含有する他の化合物を上記テルペンフェノール樹脂に代替して使用できる可能性も示唆される。
【0040】
上記テルペンフェノール樹脂の軟化点の好ましい下限は140℃、好ましい上限は170℃である。上記テルペンフェノール樹脂の軟化点が140℃未満であると、得られる粘着剤が耐熱性に劣るものとなり、粘着剤が硬くなって粘着力やタックが低下することがある。上記テルペンフェノール樹脂の軟化点が170℃を超えると、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記テルペンフェノール樹脂の軟化点のより好ましい下限は145℃である。なお、上記テルペンフェノール樹脂の軟化点は、JIS K2207に準拠して測定されたものをいう。
【0041】
上記テルペンフェノール樹脂の含有量は特に限定されないが、上記(メタ)アクリル酸エステル系樹脂100重量部に対して、好ましい下限は3重量部、好ましい上限は20重量部である。上記テルペンフェノール樹脂の含有量が3重量部未満であると、粘着剤の耐熱性や粘着力が低下することがある。上記テルペンフェノール樹脂の含有量が20重量部を超えると、粘着剤が硬くなって粘着力やタックが低下し、更に、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記テルペンフェノール樹脂の含有量のより好ましい下限は5重量部、より好ましい上限は15重量部である。
【0042】
上記粘着剤は、架橋剤により粘着剤を構成する樹脂の主鎖間に架橋構造を形成していることが好ましい。上記架橋剤の種類や量を適宜調整することによって、粘着剤のゲル分率を所望の範囲に調整することが容易になる。
上記架橋剤は特に限定されず、例えば、イソシアネート系架橋剤、アジリジン系架橋剤、エポキシ系架橋剤、金属キレート型架橋剤等が挙げられる。なかでも、エポキシ系架橋剤が好適である。エポキシ系架橋剤中のエポキシ基と、上記粘着付与樹脂中のアルコール性水酸基とが反応することによりエーテル結合が形成され、被着体の変形に伴って生じる剥離応力により被着体から粘着剤層が剥離することを抑制できる。
【0043】
上記架橋剤の配合量は特に限定されないが、エポキシ系架橋剤を用いる場合、上記(メタ)アクリル酸エステル系樹脂100重量部に対して、好ましい下限は0.05重量部、好ましい上限は0.17重量部である。上記エポキシ系架橋剤の配合量が0.05重量部未満であると、架橋が不充分となることがある。上記エポキシ系架橋剤の配合量が0.17重量部を超えると、粘着剤の粘着力やタックが低下することがある。上記エポキシ系架橋剤の配合量のより好ましい下限は0.07重量部、より好ましい上限は0.15重量部である。
【0044】
上記粘着剤のゲル分率の好ましい下限は5重量%、好ましい上限は40重量%である。上記粘着剤のゲル分率が5重量%未満であったり、40重量%を超えたりすると、形成される粘着剤層が被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記粘着剤のゲル分率のより好ましい下限は10重量%、より好ましい上限は35重量%であり、更に好ましい下限は15重量%である。
なお、上記粘着剤のゲル分率は、得られた両面粘着シートを50mm×100mmの平面長方形状に裁断して試験片を作製し、この試験片を酢酸エチル中に23℃にて24時間浸漬した後、試験片を酢酸エチルから取り出して、110℃の条件下で1時間乾燥させ、乾燥後の試験片の重量を測定し、下記式を用いて算出することができる。なお、上記試験片には、後述する離型フィルムは積層されていないものとする。
ゲル分率(重量%)=100×(W2−W0)/(W1−W0)
(W0:基材の重量、W1:浸漬前の試験片の重量、W2:浸漬、乾燥後の試験片の重量)
【0045】
本発明の粘着剤は、粘着性を阻害しない範囲で、必要に応じて、可塑剤、乳化剤、軟化剤、充填剤、顔料、染料等の添加剤を添加してもよい。充填剤や顔料等のフィラー成分を用いる場合は、平均粒径が粘着剤層の厚みの5%以下、最大粒子径が粘着剤層の厚みの10%以下となるものを用いることが好ましい。
また、基材にアルミニウム箔を用いる場合、アルミニウム箔との密着性を改善するために、粘着剤にアルミニウム系のキレート剤やシランカップリング剤が配合されていてもよい。
【0046】
上記基材の両面に積層されている上記粘着剤層の平均厚みの下限はともに1μm、上限はともに50μmである。上記粘着剤層の平均厚みが1μm未満であると、得られる両面粘着シートが、被着体の凹凸に追従しにくくなり、充分な密着性を確保することが困難となる。上記粘着剤層の平均厚みが50μmを超えると、得られる両面粘着シートが熱伝導性に劣るものとなる。上記粘着剤層の平均厚みの好ましい下限はともに3μm、好ましい上限はともに20μm、より好ましい上限はともに10μmである。なお、得られる両面粘着シートの粘着力は上記粘着剤層の厚みが厚くなるほど高くなるが、概ね15μm以上になると大幅な上昇は見られなくなる。
【0047】
本発明の両面粘着シートのアルミニウム板に対する180°剥離強度の下限は6N/25mm、上限は50N/25mmである。上記両面粘着シートのアルミニウム板に対する180°剥離強度が6N/25mm未満であると、密着性が不充分となる。上記両面粘着シートのアルミニウム板に対する180°剥離強度が50N/25mmを超えると、貼合時に位置がずれた場合に再剥離することが困難になる。上記両面粘着シートのアルミニウム板に対する180°剥離強度の好ましい下限は7N/25mm、好ましい上限は30N/25mm、より好ましい下限は8N/25mm、より好ましい上限は20N/25mmである。
【0048】
本発明の両面粘着シートは、使用前に粘着剤層が別の部材に貼着したり、又は、粘着剤層に塵埃が付着したりするのを防止するために、少なくとも一方の粘着剤層上に離型フィルムや離型紙等の剥離可能なセパレーターを積層することが好ましい。
上記離型フィルムは特に限定されず、例えば、ポリエチレンフィルム、ポリプロピレンフィルム等のポリオレフィン系樹脂フィルム、ポリエチレンテレフタレートフィルム等のポリエステル系樹脂フィルム、エチレン−酢酸ビニル共重合体フィルム、ポリウレタン系樹脂フィルム等が挙げられる。
上記離型紙は特に限定されず、例えば、ポリエチレンラミネートタイプ、グラシンタイプ、スーパーカレンダードタイプ、クレーコートタイプ、水系樹脂コートタイプ等が挙げられる。
なかでも、弾性率、耐熱性、及び、平滑性の観点から、上記セパレーターとしてはポリエチレンラミネートタイプの離型紙が好適である。
また、上記セパレーターの粘着剤層と接する面には離型処理が施されていることが好ましい。
【0049】
上記セパレーターの弾性率は特に限定されないが、好ましい下限は1000MPa、好ましい上限は1万MPaである。本発明の両面粘着シートは非常に薄いため、セパレーターの剥離作業が困難となることがある。セパレーターの剥離作業をするにあたり、セパレーターが積層された両面粘着シートの端部をわずかに曲げることで、自然にセパレーターがはがれることが好ましい。セパレーターの弾性率が、両面粘着シート自体の弾性率よりも若干小さいことで、セパレーターの剥離が容易になる。上記セパレーターの弾性率が1000MPa未満であると、セパレーターが伸びるため、剥離しにくくなる。上記セパレーターの弾性率が1万MPaを超えると、両面粘着シート自体の弾性率に近くなるため、剥離しにくくなる。上記セパレーターの弾性率のより好ましい下限は2000MPa、より好ましい上限は4000MPaである。種々の材料の弾性率の例を表2に示す。
【0050】
【表2】
【0051】
上記セパレーターの厚みの好ましい下限は10μm、好ましい上限は500μmである。上記セパレーターの厚みが10μm未満であると、剥離しにくくなる。上記セパレーターの厚みが500μmを超えると、セパレーター付両面粘着シートの厚みが必要以上に厚くなる。上記セパレーターの厚みのより好ましい下限は80μm、より好ましい上限は200μmである。
【0052】
上記粘着剤層を積層した基材に対する上記セパレーターの180°剥離強度の好ましい下限は40mN/25mm、好ましい上限は500mN/25mmである。上記セパレーターの180°剥離強度が40mN/25mm未満であると、特にシートを短冊状にカットした場合に両面粘着シートから自然にセパレーターが剥がれることがある。なお、LED基板は、照明用途では長方形もしくは円形であるが、LCD用バックライト用途では、幅5mm程度の平板状であるため、バックライト用途では短冊状の両面粘着シートが用いられる。上記セパレーターの180°剥離強度が500mN/25mmを超えると、両面粘着シートからセパレーターを剥離する場合に、粘着剤層が白化して粘着力が低下することがある。上記セパレーターの180°剥離強度のより好ましい下限は50mN/25mm、より好ましい上限は100mN/25mmである。
【0053】
本発明の両面粘着シートを製造する方法としては、例えば、粘着剤に溶剤を加えて粘着剤溶液を作製して、この粘着剤溶液を基材の一方の面に塗布し、粘着剤溶液中の溶剤を完全に乾燥除去して粘着剤層を形成し、形成された粘着剤層の上にセパレーターをその離型処理面が粘着剤層に対向した状態に重ね合わせる。上記セパレーターとは別のセパレーターを用意し、このセパレーターの離型処理面に上記粘着剤溶液を塗布し、粘着剤溶液中の溶剤を完全に乾燥除去することにより、セパレーターの表面に粘着剤層が形成された積層フィルムを作製し、この積層フィルムを上記基材の他方の面に、粘着剤層が基材の他方の面に対向した状態に重ね合わせて積層体を作製し、上記積層体をゴムローラ等によって加圧することによって、基材の両面に粘着剤層が積層一体化され、かつ、粘着剤層の表面にセパレーターが剥離可能に積層されてなる両面粘着シートを得る方法が挙げられる。
粘着剤溶液を塗布する方法としては、少量であればナイフコーターやアプリケーターが一般的に用いられる。連続塗工する場合は、一般に3本リバースコーターやダイレクトグラビアコーター、ダイレクトバーコーター、バーリバースコーター、ダイコーター等が好適に用いられる。
また、同様の要領で積層フィルムを2組作製し、これらの積層フィルムを基材の両面のそれぞれに、積層フィルムの粘着剤層を基材に対向させた状態に重ね合わせて積層体を作製し、この積層体をゴムローラ等によって加圧することによって、基材の両面に粘着剤層が積層一体化され、かつ、粘着剤層の表面にセパレーターが剥離可能に積層されてなる両面粘着シートを製造してもよい。
更に、上記粘着剤溶液を基材の一方の面に塗布し、粘着剤溶液中の溶剤を完全に乾燥除去して粘着剤層を形成した後、この粘着剤層の上にセパレーターをその離型処理面が粘着剤層に対向した状態に重ね合わせ、続いて、基材の他方の面にも同様の要領で粘着剤層を形成し、粘着剤層の上にセパレーターをその離型処理面が粘着剤層に対向した状態に重ね合わせることにより、基材の両面のそれぞれに粘着剤層とセパレーターが積層された積層体を作製し、この積層体をゴムローラ等によって加圧することによって、基材の両面に粘着剤層が積層一体化され、かつ、粘着剤層の表面にセパレーターが剥離可能に積層されてなる両面粘着シートを製造してもよい。
【0054】
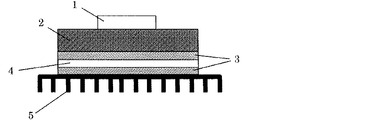
本発明の両面粘着シートは、LEDやCPU等の発熱体とヒートシンク等の放熱部材を接合するための両面粘着シートとして使用することができる。具体的には例えば、アルミニウム板―絶縁層―銅箔からなるCCLにLEDが実装されたLED基板と、ヒートシンクの貼着に使用することができる。
なお、本発明の両面粘着シートは、短冊状に切断することにより両面粘着テープとして使用することもできる。
【0055】
本発明の両面粘着シートの使用形態の例を示す模式図を図4に、本発明の両面粘着シートの製品形態の例を示す模式図1、2を図5、6に示した。
【発明の効果】
【0056】
本発明によれば、優れた熱伝導性を有し、かつ、発熱部材や放熱部材等の被着体に対する接着性に優れる両面粘着シートを提供することができる。
【図面の簡単な説明】
【0057】
【図1】エンボス加工した基材の断面図1である。
【図2】エンボス加工した基材の断面図2である。
【図3】エンボス加工した基材の断面図3である。
【図4】本発明の両面粘着シートの使用形態の例を示す模式図である。
【図5】本発明の両面粘着シートの製品形態の例を示す模式図1である。
【図6】本発明の両面粘着シートの製品形態の例を示す模式図2である。
【図7】両面粘着シートの耐反発力の測定方法を示す模式図である。
【発明を実施するための形態】
【0058】
以下に実施例を掲げて本発明を更に詳しく説明するが、本発明はこれら実施例のみに限定されない。
【0059】
((メタ)アクリル酸エステル系樹脂溶液の調製)
(実施例1〜19、22〜37、39〜41、比較例1〜10)
温度計、攪拌機、冷却管を備えた反応器内に、表3〜9に示す所定量のアクリル酸エチル、アクリル酸−n−ブチル、アクリル酸−2−エチルヘキシル、アクリル酸−2−ヒドロキシエチル、アクリル酸−4−ヒドロキシブチル、水酸基含有アクリル酸エステルG(ダイセル化学社製「プラクセルFA−2D」、アクリル酸−2−ヒドロキシエチルにカプロラクトンを付加させたもの)、水酸基含有メタクリル酸エステルH(ダイセル化学社製、「プラクセルFM−2D」メタクリル酸−2−ヒドロキシエチルにカプロラクトンを付加させたもの)、及び、アクリル酸と、表3〜9に示す所定量の酢酸エチルとを加えた後、反応器を加熱して還流を開始した。続いて、反応器内に、重合開始剤として1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン0.01重量部を添加し、還流下で重合を開始させた。次に、重合開始から1時間後及び2時間後にも、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサンを0.01重量部ずつ添加し、更に、重合開始から4時間後にt−ヘキシルパーオキシピバレートを0.05重量部添加して重合反応を継続させた。そして、重合開始から8時間後に、反応器内に酢酸エチルを加えて希釈しながら冷却することにより、固形分30重量%の(メタ)アクリル酸エステル系樹脂溶液を得た。
【0060】
(実施例20、21、38)
温度計、攪拌機、冷却管を備えた反応器内に、表5、7に示す所定量のアクリル酸エチル、アクリル酸−n−ブチル、アクリル酸−2−エチルヘキシル、アクリル酸−2−ヒドロキシエチル、及び、アクリル酸と、表5、7に示す所定量の酢酸エチルとを加えた後、反応器内に窒素を30分間吹き込んで反応器内の空気を窒素置換した。
次に、反応器内に、重合開始剤として1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン0.01重量部を添加し、70℃で重合を開始した。次に、重合開始から1時間後及び2時間後にも、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサンを0.01重量部ずつ添加し、更に、重合開始から4時間後にt−ヘキシルパーオキシピバレートを0.05重量部添加して重合反応を継続させた。なお、重合反応中に反応液の粘度が高くなり過ぎた場合には、必要に応じて、反応器内に酢酸エチルを少量添加して反応液を希釈した。重合開始から8時間後に、反応器内に酢酸エチルを加えて希釈しながら冷却することにより、固形分30重量%のアクリル酸エステル系樹脂溶液を得た。
【0061】
(両面粘着シートの製造)
上記のようにして得られた(メタ)アクリル酸エステル系樹脂溶液に、(メタ)アクリル酸エステル系樹脂固形分100重量部に対して、表3〜9に示す所定量の重合ロジンエステル樹脂A(水酸基価46、軟化点152℃)、水添ロジンエステル樹脂B(荒川化学社製、「パインクリスタルKE359」、水酸基価40、軟化点100℃)、不均化ロジンエステル樹脂C(荒川化学社製、「スーパーエステルA125」、水酸基価15、軟化点125℃)、テルペンフェノール樹脂E(ヤスハラケミカル社製、「マイティーエースG150」、軟化点150℃)、テルペンフェノール樹脂F(ヤスハラケミカル社製、「YSポリスターT130」、軟化点130℃)、及び、石油樹脂(三井石油化学社製、「FTR6100」、軟化点100℃)を添加し、酢酸エチルを加えて攪拌し、更に、エポキシ系架橋剤(総研化学社製、「E−AX」)を表3〜9に示す所定量添加して攪拌することにより、固形分20重量%の粘着剤溶液を得た。なお、表3〜9中におけるエポキシ系架橋剤の量は、エポキシ系架橋剤の固形分の重量部を示す。
【0062】
次に、表3〜9に示す厚みのセパレーターの離型面に上記粘着剤溶液を塗布し、100℃で5分間乾燥させて粘着剤溶液中の酢酸エチルを除去して、表3〜9に示した厚みの粘着剤層を有するシートを2枚作製した。
一方の粘着剤層を有するシートの粘着剤層Aを、基材の表面粗さが小さい面に対向させた状態に重ね合わせて積層体を作製し、この積層体上に300mm/分の速度で2kgのゴムローラを一往復させた。
続けて、もう1枚の粘着剤層を有するシートの粘着剤層Bを基材の表面粗さが大きい面に対向させた状態に重ね合わせて積層体を作製し、この積層体上に300mm/分の速度で2kgのゴムローラを一往復させた。23℃で7日間養生することにより、基材の両面に表1に示した厚みの粘着剤層A、Bが積層一体化されてなる両面粘着シートを製造した。なお、両面粘着シートの粘着剤層A、B上にはセパレーターが剥離可能に積層されていた。
なお、基材として用いたシートは以下の通りである。
実施例1〜11、18〜41、比較例1〜4、10:住軽アルミ箔社製の軟質アルミニウム箔を使用した。
実施例12:50μmアルミ箔を、山高さが10μm、山ピッチが1mmの三角波状のエンボス加工が施された金属ロール、及びゴムロールで圧延することで、エンボス加工が転写されたエンボス加工アルミ箔1を使用した。
実施例13:50μmアルミ箔を、山高さが10μm、山ピッチが1mmのエンボス加工が施された金属ロール2本で圧延することで、エンボス加工が転写されたエンボス加工アルミ箔2を使用した。このとき、表面の凸部と裏面の凸部が同じ位置になるように調整した。
実施例14:50μmアルミ箔に3−メタクリロキシプロピルトリメトキシシラン(信越化学社製、「KBM−503」)MEK5%溶液を、固形分濃度で0.1g/m2の割合になるように塗布し、100度で10分乾燥させた。両面に処理を施した。
実施例15:50μmアルミ箔の光沢面を#2000の紙ヤスリで磨き、細かい凹凸を設けた。
実施例16:50μmアルミ箔の両面をアルマイト処理し、裏表ともに5μmの厚さのアルマイト処理層を設けた。
実施例17:福田金属箔社製の表面未処理銅箔を使用した。
比較例5:ユニチカ社製のPETフィルムを使用した。
比較例6:松浪硝子社製のパイレックス(登録商標)ガラスシートを使用した。
比較例7:東邦亜鉛社製の鉛を50μmの厚みにプレスして使用した。
比較例8:セミコム社製タングステンシートを使用した。
比較例9:日本テストパネル社製のSUS304 ステンレスシートを使用した。
また、セパレーターとして用いたシートは以下の通りである
実施例1〜8、12〜41、比較例1〜10:ポリエチレンラミ離型紙(住化加工社製、「SLB−70WOTP」、弾性率2800MPa、110μm)を使用した。
実施例9:離型PET(ニッパ社製、「PET38×1−C」、弾性率3600MPa、38μm)を使用した。
実施例10:離型PET(弾性率2800MPa、6μm)を使用した。
実施例11:離型ポリエチレン(東洋クロス社製、「PEセパ」、弾性率500MPa、100μm)を使用した。
【0063】
<評価>
上記のようにして得られた粘着剤のゲル分率を上述した方法で測定し、アクリル酸エステル系樹脂の重量平均分子量、並びに、両面粘着シートの粘着力、耐反発力、耐高温剪断力、熱伝導性、セパレーター剥離力を下記の方法で測定した。また、シート取り扱い性、セパレーター剥離作業性について官能評価を行った。結果を表10〜15に示した。
【0064】
(アクリル酸エステル系樹脂の重量平均分子量)
実施例及び比較例で得られたアクリル酸エステル系樹脂をテトラヒドロフラン(THF)によって50倍希釈して得られた希釈液を、ポリテトラフルオロエチレンからなるフィルター(ポア径0.2μm)で濾過することにより、測定サンプルを調製した。次に、この測定サンプルをゲルパーミエーションクロマトグラフ(Water社製、「2690 Separations Model」)に供給して、サンプル流量1ミリリットル/min、カラム温度40℃の条件でGPC測定を行い、アクリル酸エステル系樹脂のポリスチレン換算分子量を測定して、この値をアクリル酸エステル系樹脂の重量平均分子量とした。なお、上記GPC測定において、カラムとしてはshodex GPC LF−804(昭和電工社製)を用い、検出器としては示差屈折計を用いた。
【0065】
(両面粘着シートの粘着力)
実施例及び比較例で得られた両面粘着シートを5mm幅の短冊状に裁断して試験片を作製し、この試験片の粘着剤層A上のセパレーターを剥離除去して粘着剤層を露出させた。続いて、上記試験片を厚さ1mmのJISH4000 A5052Pのアルミニウム板に、粘着剤層がアルミニウム板に対向した状態となるように乗せた後、試験片上に300mm/分の速度で2kgのゴムローラを一往復させることにより、試験片とアルミニウム板とを貼着させた。続けて、粘着剤層Bのセパレーターを剥離除去して、厚さ12μmのアルミ箔を、粘着剤層がアルミ箔に対向した状態となるように乗せた後、試験片上に300mm/分の速度で2kgのゴムローラを一往復させることにより、試験片とアルミ箔とを貼着させた。その後23℃で30分静置して試験サンプルを作製した。得られた試験サンプルについて、JIS Z0237に準じて、剥離速度300mm/分で180°方向の引張試験を行い、粘着力(N/25mm)を測定した。
【0066】
(両面粘着シートの耐反発力)
実施例及び比較例で得られた両面粘着シートを横25mm×縦150mmの平面長方形状に裁断して試験片7を作製し、試験片7の両面に設けられている離型フィルムを剥離除去して粘着剤層を露出させた。しかる後、試験片7の表面に横25mm×縦150mm×厚み0.3mmのアルミニウム板8を、試験片7の裏面に横25mm×縦200mm×厚み0.3mmのアルミニウム板9を重ね合わせた。なお、試験片7がアルミニウム板9の長さ方向の中央部に位置するように調整した。
次に、アルミニウム板9上に300mm/分の速度で2kgのゴムローラを1往復させて、アルミニウム板9とアルミニウム板8とを試験片7を介して一体化させ、23℃で24時間静置することにより、試験片7を介してアルミニウム板8がアルミニウム板9の縦方向の中央部に貼着一体化されてなる試験サンプル10を作製した。
続いて、図4に示したように、上記試験サンプル10を冶具11にセットし、試験サンプル10の縦方向に曲げ応力を加えることによって試験サンプル10をそのアルミニウム板9の長さ方向の両端間の距離が180mmとなるように円弧状に反った状態に変形させ、この状態にて試験サンプル10を85℃のオーブンに入れて24時間に亘って静置した。
しかる後、試験サンプル10を円弧状に反った状態のままオーブンから取り出し、アルミニウム板8とアルミニウム板9との間の浮きの高さH(mm)をノギスで測定し、この値を耐反発力の評価の値とした。
ここで、上記試験サンプル10のアルミニウム板8とアルミニウム板9との間の浮きの高さH(mm)とは、冶具11の上面に対して垂直方向におけるアルミニウム板8とアルミニウム板9との対向面間の間隔が最大値をとる位置を特定し、この位置にて、冶具11の上面に対して垂直方向において、アルミニウム板8とアルミニウム板9との対向面間の間隔から試験片7の厚みを減じた値をいう。
【0067】
(両面粘着シートの耐高温剪断力)
JIS Z1528に準じて両面粘着シートの耐高温剪断力の評価を行った。実施例及び比較例で得られた両面粘着シートを25mm×100mmの長方形状に裁断して試験片を作製した。この試験片の粘着剤層A上の離型フィルムを剥離除去して粘着剤層を露出させ、50mm×100mmのアルミニウム板上に、試験片を25mm×25mmの部分が接着するように載せた。
続いて、試験片の粘着剤層B上の離型フィルムを剥離除去して露出した粘着剤層上に厚み23μmのポリエチレンテレフタレートフィルムを積層した後、試験片の裏面上に300mm/分の速度で2kgのゴムローラを1往復させることにより、試験片とポリカーボネート樹脂板及びポリエチレンテレフタレートフィルムとを貼着させ、23℃で24時間静置することにより試験サンプルを作製した。
次に、試験サンプルの試験片に1kgの錘を取り付け、試験片に該試験片の貼着面に沿った方向に荷重がかかるようにして100℃で1時間静置した。しかる後、試験片に錘を取り付ける前後において、アルミニウム板上における試験片のずれ長さを、ルーペを用いて測定した。
【0068】
(熱伝導性)
試験片を30mm×30mmに切り出し、試験片とした。試験片の粘着剤層Aのセパレーターをはがし、ホットプレートに乗せ、上記試験片の裏面上に300mm/分の速度で2kgのゴムローラを1往復させることにより、試験片とホットプレートとを貼着させた。粘着剤層Bのセパレーターを剥離し、20mm×20mm×厚さ2mmのアルミ板を乗せ、1kgの荷重を1分間かけて接着させたのち、荷重を除去した。ホットプレートを80℃に設定し、30分後のアルミ板の表面温度を測定した。アルミ板の表面温度が高いほど、両面粘着シートの熱伝導率が高いと言える。
【0069】
(シート取り扱い性)
基材に粘着剤層を積層する作業、及び、シートをカットする際の作業の容易さを以下の基準で評価した。
◎:基材と粘着剤層を積層する際にシワがよりにくく、また、シートをカットしてもバリ等が発生しにくい
○:基材と粘着剤層を積層する際に若干シワがよりやすいが、特別な工夫をせずとも作業可能である
△:基材と粘着剤層を積層する際にシワがよりやすく積層作業がやや困難である、又は、シートをカットした際にバリが発生しやすい
×:基材と粘着剤層を積層する際にシワがよりやすかったり、シートが伸びたり、シートが割れたりするために、積層作業が非常に困難である、又は、シートをカットした際にバリが発生する
【0070】
(セパレーター剥離作業性)
セパレーターを基材に対して90度の角度で剥離する作業において、作業性を以下の基準で評価した。
◎:1秒以内で容易に剥離可能
○:3秒程度で剥離可能
△:10秒程度かかり、やや作業しにくい
×:剥離可能だが非常に手間がかかる
【0071】
(セパレーター剥離力)
得られた両面粘着シートを5mm幅の短冊状に裁断して試験片を作製し、この試験片の粘着剤層A上の離型フィルムを剥離除去して粘着剤層を露出させた。続いて、上記試験片を厚さ1mmのJISH4000 A5052Pのアルミニウム板に、その粘着剤層がアルミニウム板に対向した状態となるように乗せた後、試験片上に300mm/分の速度で2kgのゴムローラを1往復させることにより、試験片とアルミニウム板とを貼着させた。そして、粘着剤層Bのセパレーターを、JIS Z0237に準じて、剥離速度300mm/分で180°方向の引張試験を行い、セパレーター剥離力(N/25mm)を測定した。
【0072】
【表3】
【0073】
【表4】
【0074】
【表5】
【0075】
【表6】
【0076】
【表7】
【0077】
【表8】
【0078】
【表9】
【0079】
【表10】
【0080】
【表11】
【0081】
【表12】
【0082】
【表13】
【0083】
【表14】
【0084】
【表15】
【0085】
実施例1〜17は、粘着剤は同じであるが、基材や粘着剤の厚みが異なる。実施例1〜5は基材としてアルミ箔を用い、アルミ箔の厚みが異なる。アルミ箔の厚さが100μm以上になることで、若干粘着力が低下した。シートの取り扱い性は、アルミ箔の厚みが薄いとシワがよりやすく、厚いとバリが発生しやすくなった。アルミ箔の厚みは、総合的には50μmが最適であった。
実施例6は粘着層の厚みが薄すぎるため、粘着力が若干低下した。実施例7、8は粘着層の厚みが厚すぎるため、熱伝導性が低下した。
実施例9は離型PETの厚みが若干薄いため、セパレーターの剥離作業性が若干悪かった。離型PETの厚みを6μmまで薄くした実施例10は、セパレーターの剥離作業が非常にしにくかった。弾性率の低い離型ポリエチレンを用いた実施例11も若干作業性が悪かった。
【0086】
アルミ箔にエンボス加工を施した実施例12、13は熱伝導性が改善した。
実施例14〜16は、耐反発力や耐高温剪断力を測定した後、両面粘着テープを剥離すると、実施例3よりも糊残りが少なかった。これは表面処理やアンカーコートの効果と考えられる。
アルマイト処理を施した実施例16は、熱伝導性は若干低下するものの、1kVの絶縁破壊電圧を示した。なお、実施例3の絶縁破壊電圧は0.1kVであった。
実施例17は、熱伝導性は良好であったが、反発力や高温剪断力を測定した後のサンプルを観察すると、空気に触れていた端部が若干酸化していた。
【0087】
実施例3、18〜21は、(メタ)アクリル酸エステル系樹脂のモノマー成分の組成が同一であるが、(メタ)アクリル酸エステル系樹脂の重量平均分子量が異なっている。実施例18は、(メタ)アクリル酸エステル系樹脂の重量平均分子量がより好ましい範囲の下限を下回っているため、実施例3、19〜21と比較して耐高温剪断力の値が大きくなった。実施例19〜21は、(メタ)アクリル酸エステル系樹脂の重量平均分子量がより好ましい範囲の上限を上回っているため、実施例3、18と比較して粘着力が劣り、耐反発力の値が大きくなった。
【0088】
実施例22、23は、互いにアクリル酸−2−ヒドロキシエチルの量が異なっている。実施例22は、アクリル酸−2−ヒドロキシエチルの量が、より好ましい範囲の下限である。そのため、実施例23よりも架橋剤を多く配合しているにもかかわらず、粘着剤のゲル分率が小さくなっており、好ましい範囲の下限を下回った。結果的に耐高温剪断力が大きくなった。
【0089】
実施例25、26は、互いにエポキシ系架橋剤の量が異なっている。実施例26ではエポキシ系架橋剤の量が好ましい範囲を下回っているため、粘着剤のゲル分率が好ましい範囲の下限を下回っており、耐高温剪断力が大きな値になった。
【0090】
実施例27〜29は、アクリル酸エチルの量が異なっている。実施例27では、アクリル酸エチルの量が好ましい範囲を下回っているため、耐高温剪断力が大きな値になった。実施例28、29は、アクリル酸エチルの量がより好ましい範囲の上限を上回っているため、耐反発力が大きな値になった。これは、粘着剤層が硬くなっているためと推察される。
【0091】
実施例30〜32では、ロジンエステル系樹脂の配合量が異なっている。実施例30、32は、ロジンエステル系樹脂の量がより好ましい範囲から外れているため、耐反発力の値が大きくなった。
【0092】
実施例33〜36は、水酸基含有アクリル酸エステルモノマーの種類が異なっているが、水酸基含有アクリル酸エステルモノマーの量は全て、より好ましい範囲内にある。実施例33〜36において、粘着剤のゲル分率はより好ましい範囲内にある。
【0093】
実施例37では、アクリル酸エステル系樹脂の重量平均分子量が小さ過ぎるため、耐反発力及び耐高温剪断力が大きな値になった。
【0094】
実施例38は、アクリル酸エステル系樹脂の重量平均分子量が大きすぎて、粘着剤の粘着力が低下している。
実施例39〜40は、水酸基価が35以上の粘着付与樹脂が配合されていないため、耐反発力が大きな値になった。
実施例41は、ゲル分率が小さすぎ、耐高温剪断力が大きな値になった。
【0095】
アルミ箔が薄いとシワが入りやすく、特に比較例1で使用した8μmのアルミ箔はシワを発生させること無く積層作業をすることが困難であり、また、得られた両面粘着シートも裂けやすかった。
アルミ箔が厚いと、積層作業は容易であるが、シートをカットするとバリが発生しやすくなり、特に比較例2で使用した250μmのものでは粘着力の評価をすることが不可能であった。
粘着層が極めて薄い比較例3は粘着力の測定が不可能であった。
粘着層が極めて厚い比較例4は熱伝導性が極端に悪化した。
基材の熱伝導率が低い比較例5〜9は、両面粘着シートの熱伝導性も低かった。
比較例6のパイレックス(登録商標)ガラスシートは粘着剤の積層は可能であるが、その後のカットが困難であり、180°剥離強度の測定を行おうとすると割れが発生した。
比較例7の鉛シートは弾性率が低いため、傷等が入りやすく、また、非常に伸びやすいため、作業が困難であった。
比較例8のタングステンシートは、弾性率が高いためバリが発生しやすく、粘着力の評価ができなかった。
また、比較例2はアルミ箔が厚すぎるため、比較例8は基材の弾性率が高すぎるためにバリができやすく、熱伝導性評価時にバリによって空気層ができるため、熱伝導性が低かった。
比較例10は、粘着剤のゲル分率が高すぎ、粘着力が小さくなり、耐反発力の値が大きくなった。
【産業上の利用可能性】
【0096】
本発明によれば、優れた熱伝導性を有し、かつ、発熱部材や放熱部材等の被着体に対する接着性に優れる両面粘着シートを提供することができる。
【符号の説明】
【0097】
1 発熱素子
2 熱拡散板
3 粘着剤
4 基材
5 ヒートシンク
6 セパレーター
7 試験片
8 アルミニウム板
9 アルミニウム板
10 試験サンプル
11 治具
【技術分野】
【0001】
本発明は、優れた熱伝導性を有し、かつ、発熱部材や放熱部材等の被着体に対する接着性に優れる両面粘着シートに関する。
【背景技術】
【0002】
近年、電気機器の小型化及び高性能化に伴って、電子部品の実装密度が高くなってきており、電子部品から発生する熱を効率よく放散させる必要が高まっている。例えば、電気自動車等のパワーデバイスでは、高電圧が印加されたり、大電流が流されたりするため、高い熱量が発生しやすく、近年LCD用バックライトや照明に高輝度のLEDが使われており、高い熱量を効率よく放散させる必要が高まっている。
【0003】
熱を放散させる方法として、高い放熱性を有し、かつ、熱伝導率が10W/m・K以上の熱伝導体をヒートシンクとして用い、発熱源に接触させる方法が広く採用されている。この場合、発熱源とヒートシンクとの間に空気層があると、効率的に熱を伝えることができないため、一般的に熱伝導性のペーストや粘着シートを介して発熱源とヒートシンクとを貼合することで、放熱性を高めている。このような粘着シートには、高い熱伝導率と、用途によっては絶縁性が求められる。
【0004】
このような粘着シートとして、例えば、特許文献1には、アルミ箔の両面に熱伝導性フィラーを配合したゴム層を積層した放熱シートが開示されている。基材であるアルミニウムは200W/m・K以上の熱伝導率を有するが、粘着剤層に用いられる有機成分は0.1〜0.3W/m・Kと熱伝導率が低いため、熱伝導性フィラーを配合することで熱伝導率を3W/m・K程度まで高めている。しかし、粘着剤層に熱伝導性フィラーを配合すると、粘着性を確保するために粘着剤層の厚みを厚くすることが必要になる。粘着剤層が厚くなると、シート全体の熱伝導性は粘着剤層の熱伝導率に依存する事になるため、高い熱伝導率を有する基材を用いても、シート全体の熱伝導性は不充分であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−305271号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、優れた熱伝導性を有し、かつ、発熱部材や放熱部材等の被着体に対する接着性に優れる両面粘着シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、基材の両面に粘着剤層を積層した両面粘着シートであって、上記基材は、弾性率が50〜300GPa、熱伝導率が100W/m・K以上、平均厚みが10〜200μmの金属箔であり、上記粘着剤層は、平均厚みが1〜50μmであり、アルミニウム板に対する180°剥離強度が6〜50N/25mmである両面粘着シートである。
以下に本発明を詳述する。
【0008】
本発明の両面粘着シートは、金属箔からなる基材の両面に粘着剤層を積層してなる。
上記基材の弾性率の下限は50GPa、上限は300GPaである。上記基材の弾性率が50GPa未満であると、得られる両面粘着シートを被着体に貼り合わせる際にシートが伸びるため、取り扱いが困難となる。上記基材の弾性率が300GPaを超えると、得られる両面粘着シートを打ち抜き加工した際にバリやカエリが生じて被着体との密着性が低下したり、後述するエンボス加工が困難になったり、切断面が鋭利となったりする。
【0009】
上記基材の破断伸びの好ましい下限は3%である。上記基材の破断伸びが3%未満であると、得られる両面粘着シートが打ち抜き加工することが困難なものとなったり、曲げ応力がかかった場合に基材が破断したりすることがある。上記破断伸びは、金属箔であればほぼ3%以上であり、無機シート等は低い値となる。例えば、アルミニウムの弾性率は68GPa、石英ガラスの弾性率は66GPaとほぼ同じ値であるが、アルミニウムは塑性変形しやすいので伸びが大きいが、石英ガラスは塑性変形しにくいので脆くなる。
【0010】
上記基材の熱伝導率の下限は100W/m・Kである。上記基材の熱伝導率が100W/m・K未満であると、得られる両面粘着シートが熱伝導性に劣るものとなる。上記基材の熱伝導率は高いほどよく、上限は実質的に存在しない。
【0011】
上記基材に用いる金属箔は特に限定されず、例えば、アルミニウム箔、銅箔、金箔等が挙げられる。
なかでも、熱伝導性と加工性と耐腐食性とコストの観点からアルミニウム箔がより好適に用いられる。ヒートシンクやLEDのメタル基板にはアルミニウムが用いられることが多いため、基材にアルミニウム箔を用いると、熱膨張等による変形に追従できるため、耐熱性が特に良好となる。上記アルミニウム箔は純度が高いほど熱伝導率が高くなるため、上記アルミニウム箔の純度の好ましい下限は99.9%である。
なお、種々の材料の弾性率及び熱伝導率の例を表1に示した。
【0012】
【表1】
【0013】
上記金属箔は一般的に電気伝導性を有するため、絶縁用途には不向きである。そのため、絶縁性を必要とする場合は、上記金属箔の表面を酸化処理することが好ましい。上記処理としては、例えば、アルミニウムの場合のアルマイト処理等が挙げられる。
【0014】
上記基材の平均厚みの下限は10μm、上限は200μmである。上記基材の平均厚みが10μm未満であると、得られる両面粘着シートの機械的強度が低下したり、取り扱い性が低下したりする。上記基材の平均厚みが200μmを超えると、得られる両面粘着シートの機械的強度が高くなりすぎ、被着体の形状に沿って密着して貼着させることが困難になったり、両面粘着シートを裁断する際に発生するバリにより被着体との密着性が低下したりする。上記基材の平均厚みの好ましい下限は20μm、好ましい上限は100μm、より好ましい下限は30μm、より好ましい上限は80μmである。
【0015】
上記基材は、エンボス加工していてもよい。上記基材をエンボス加工することで、エンボスの凸部は粘着剤層がより薄くなるために熱伝導性が向上し、凹部は粘着剤層が厚くなるために被着体との接着性が向上する。その結果、得られる両面粘着シートは更に熱伝導性と粘着性とに優れたものとなる。
一般的に、上記エンボス加工は、図1に示す断面図1のように表面で凸部となる位置が裏面では凹部になる。しかし、熱伝導性を考慮した場合、図2に示す断面図2のように表面で凸部となる位置が裏面でも凸部になる事がより好ましい。このように加工することで、熱伝導性を更に向上させることができる。なお、エンボスの形状としては凹凸さえあれば図1や図2に示した形状に限定されず、例えば、断面が三角波や矩形波や正弦波のような形状、部分的に円柱状の突起が設けられた形状等が挙げられる。
上記基材をエンボス加工する方法としては、例えば、凹凸を有するロールとゴムロールとで基材を圧延する方法等が挙げられるが、この方法では表面の凸部となる位置が裏面では凹部になる。そこで、同じ賦型のロールで位置を合わせて基材を圧延することで、表面と裏面の凸部の位置を合わせた加工をすることができる。また、このような賦型が困難であれば、凹凸を有するロールと平滑な金属ロールとで圧延することで、図3に示す断面図3のような反対側が平滑なエンボス加工を施すこともできる。
【0016】
エンボス加工した基材の凸部の山高さは、エンボスの形状にもよるが1μm以上であることが好ましい。また、シート全体の厚みの20%以下、かつ、粘着剤層の平均厚みの2倍以下であることが好ましい。図1及び図2のようなエンボス形状の場合、凸部には粘着剤が無いと考えると、粘着剤は凹部に配置されるので、山高さの半分が粘着剤層の平均厚みになると考えられる。また、凸部がヒートシンクと接触しない程度に粘着剤を多めに塗布した場合でも、基材にエンボス加工を施していない両面粘着シートよりも高い熱伝導性を得ることができる。
なお、本明細書において上記凸部の山高さは、凹部の底から凸部の頂点までの高さを意味する。
エンボス加工の山ピッチは、被着体の形状にもよるが、100μm〜1cm程度であることが好ましい。なお、上記エンボス加工した基材が図1の形状の場合は、山ピッチが大きいほど熱伝導性が低下する傾向がある。
【0017】
本発明の両面粘着シートをアルミニウム板等の被着体に貼合する際に位置ずれが発生する等により、再剥離作業を行う必要がある場合がある。このとき、基材と粘着剤層が剥離し、粘着剤層が被着体に転写される、いわゆる糊残りと呼ばれる現象が起こる場合がある。これは、被着体の凹凸が基材の凹凸よりも大きい場合に起こりやすく、経時で粘着剤が被着体の凹凸に馴染み、アンカー効果が大きくなったり、粘着剤の官能基がアルミニウム板と結合したりすることが主な原因であると考えられる。糊残りを防止する方法としては、例えば、基材にアンカーコート層を設ける方法、基材の表面を紙やすりやバフ等で研磨することで基材の凹凸を被着体の凹凸よりも大きくする方法、コロナ処理やプラズマ処理等により基材の表面に付着している汚染物を除去する方法、基材にアルマイト処理等を施して多孔質の酸化皮膜を形成させる、クロムやニッケル等のメッキを行う方法等が挙げられる。
上記基材にアンカーコート層を設ける方法としては、具体的には例えば、基材がアルミニウムの場合には、シランカップリング剤やアルミニウム系キレート剤を薄く塗布する方法等が挙げられる。
【0018】
上記粘着剤層を構成する粘着剤は、得られる両面粘着シートのアルミニウム板に対する180°接着強度が後述する範囲となるように調製される。
上記粘着剤の主成分となる材料としては、例えば、シロキサン系樹脂、(メタ)アクリル酸エステル系樹脂、ポリオレフィン系樹脂等が挙げられる。なかでも、粘着性に優れることから、(メタ)アクリル酸エステル系樹脂が好適である。
なお、本明細書において上記(メタ)アクリルとは、アクリル又はメタクリルを意味する。
【0019】
上記粘着剤が上記(メタ)アクリル酸エステル系樹脂を含有する場合、上記(メタ)アクリル酸エステル系樹脂の重量平均分子量の好ましい下限は50万、好ましい上限は150万である。上記(メタ)アクリル酸エステル系樹脂の重量平均分子量が50万未満であると、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記(メタ)アクリル酸エステル系樹脂の重量平均分子量が150万を超えると、粘着剤の粘着力が低下し、更に、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記(メタ)アクリル酸エステル系樹脂の重量平均分子量のより好ましい下限は55万、より好ましい上限は100万、更に好ましい上限は90万である。
なお、本明細書において上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)で測定を行い、ポリスチレン換算により求められる値である。具体的には、テトラヒドロフラン(THF)によって50倍に希釈して得られた希釈液をフィルターで濾過し、得られた濾液に基づいて、ポリスチレン換算分子量をゲルパーミエーションクロマトグラフによって測定することにより得ることができる。上記ゲルパーミエーションクロマトグラフとしては、例えば、2690 Separations Model(Water社製)等が使用できる。また、GPCによってポリスチレン換算による重量平均分子量を測定する際のカラムとしては、例えば、Shodex GPC LF−804(昭和電工社製)等が挙げられる。
【0020】
上記(メタ)アクリル酸エステル系樹脂は特に限定されず、例えば、アクリル酸アルキルエステルモノマーを単独重合してなるアクリル酸アルキルエステル樹脂、メタクリル酸アルキルエステルモノマーを単独重合してなるメタクリル酸アルキルエステル樹脂、二種以上のアクリル酸アルキルエステルモノマーを共重合してなるアクリル酸アルキルエステル樹脂、二種以上のメタクリル酸アルキルエステルモノマーを共重合してなるメタクリル酸アルキルエステル樹脂、アクリル酸アルキルエステルモノマーとメタクリル酸アルキルエステルモノマーとの共重合体、アクリル酸アルキルエステルモノマー及び/又はメタクリル酸アルキルエステルモノマーと、これらと共重合可能な他のビニルモノマーとの共重合体等が挙げられ、なかでも、アクリル酸アルキルエステルモノマー及び/又はメタクリル酸アルキルエステルモノマーと、これらと共重合可能な他のビニルモノマーとの共重合体が好ましい。
【0021】
上記アクリル酸アルキルエステルモノマーは特に限定されないが、アルキル基の炭素数が1〜12の一級又は二級のアルキルアルコールと、アクリル酸とのエステル化反応により得られるものが好ましく、具体的には例えば、アクリル酸エチル、アクリル酸−n−ブチル、アクリル酸−2−エチルヘキシル等が挙げられる。上記アクリル酸アルキルエステルモノマーは、単独で用いてもよいし、二種以上を併用してもよい。
【0022】
上記メタクリル酸アルキルエステルモノマーは特に限定されないが、アルキル基の炭素数が1〜12の一級又は二級のアルキルアルコールと、メタクリル酸とのエステル化反応により得られるものが好ましく、具体的には例えば、メタクリル酸エチル、メタクリル酸−n−ブチル、メタクリル酸−2−エチルヘキシル等が挙げられる。上記メタクリル酸アルキルエステルモノマーは、単独で用いてもよいし、二種以上を併用してもよい。
【0023】
上記アクリル酸アルキルエステルモノマーとしてアクリル酸エチルを他のモノマーと併用する場合、上記(メタ)アクリル酸エステル系樹脂中におけるアクリル酸エチルに由来するセグメントの含有割合の好ましい下限は5重量%、好ましい上限は30重量%である。上記アクリル酸エチルに由来するセグメントの含有割合が5重量%未満であると、得られる両面粘着シートが、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記アクリル酸エチルに由来するセグメントの含有割合が30重量%を超えると、得られる粘着剤の粘度が高くなりすぎて塗工性が低下したり、形成される粘着剤層が硬くなりすぎたりすることがある。上記アクリル酸エチルに由来するセグメントの含有割合のより好ましい下限は8重量%、より好ましい上限は25重量%である。
【0024】
上記アクリル酸アルキルエステルモノマー又は上記メタクリル酸アルキルエステルモノマーと共重合可能な他のビニルモノマー(以下、単に他のビニルモノマーともいう)は、得られる粘着剤の凝集力を高める目的で添加されるものであって、例えば、(メタ)アクリル酸エステル系樹脂のガラス転移温度(Tg)を上昇させるもの、(メタ)アクリル酸エステル系樹脂の主鎖間の架橋構造の形成に寄与するもの等が用いられる。
【0025】
上記(メタ)アクリル酸エステル系樹脂のガラス転移温度(Tg)を上昇させるビニルモノマーは特に限定されず、例えば、アクリル酸、メタクリル酸、クロトン酸、マレイン酸、イタコン酸等のカルボキシ基含有モノマーや、n−メチロールアクリルアミド等の水酸基含有モノマーや、無水マレイン酸、酢酸ビニル、スチレン等が挙げられる。なかでも、(メタ)アクリル酸エステル系樹脂の分子量の制御に影響を及ぼしにくく、得られる粘着剤の粘着性に優れていることから、アクリル酸が好ましい。
【0026】
上記(メタ)アクリル酸エステル系樹脂中における上記ガラス転移温度を上昇させるビニルモノマーに由来するセグメントの含有割合の好ましい下限は0.01重量%、好ましい上限は10重量%である。上記ガラス転移温度を上昇させるビニルモノマーに由来するセグメントの含有割合が0.01重量%未満であると、得られる粘着剤のガラス転移温度を充分に上昇させることができず粘着剤の凝集力が低下することがある。上記ガラス転移温度を上昇させるビニルモノマーに由来するセグメントの含有割合が10重量%を超えると、得られる粘着剤の粘着力やタックが低下することがある。上記ガラス転移温度を上昇させるビニルモノマーに由来するセグメントの含有割合のより好ましい下限は0.05重量%、より好ましい上限は5重量%である。
【0027】
上記(メタ)アクリル酸エステル系樹脂の主鎖間の架橋構造の形成に寄与するビニルモノマーは特に限定されないが、水酸基含有アクリル酸エステル、水酸基含有メタクリル酸エステルが好ましい。
【0028】
また、上記水酸基含有アクリル酸エステルモノマー及び/又は水酸基含有メタクリル酸エステルモノマーと、後述するエポキシ系架橋剤とを用いることで、耐反発性能と耐剥離性能に優れた粘着剤を得ることができる。
【0029】
上記水酸基含有アクリル酸エステルモノマーは特に限定されず、例えば、アクリル酸−2−ヒドロキシエチル、アクリル酸−2−ヒドロキシプロピル、アクリル酸−3−ヒドロキシプロピル、アクリル酸−2−ヒドロキシブチル、アクリル酸−4−ヒドロキシブチル、カプロラクトン付加アクリル酸−2−ヒドロキシプロピル等が挙げられる。
【0030】
上記水酸基含有メタクリル酸エステルモノマーは特に限定されず、例えば、メタクリル酸−2−ヒドロキシエチル、メタクリル酸−2−ヒドロキシプロピル、メタクリル酸−3−ヒドロキシプロピル、メタクリル酸−2−ヒドロキシブチル、メタクリル酸−4−ヒドロキシブチル、カプロラクトン付加メタクリル酸−2−ヒドロキシプロピル等が挙げられる。
【0031】
上記(メタ)アクリル酸エステル系樹脂中における上記水酸基含有アクリル酸エステルモノマーに由来するセグメント及び水酸基含有メタクリル酸エステルモノマーに由来するセグメントの含有割合の好ましい下限は0.01重量%、好ましい上限は0.5重量%である。上記水酸基含有アクリル酸エステルモノマーに由来するセグメント及び水酸基含有メタクリル酸エステルモノマーに由来するセグメントの含有割合が0.01重量%未満であると、粘着剤のゲル分率が上がりにくくなり、粘着剤のゲル分率を適正なゲル分率に調整するために多量の架橋剤が必要となり、得られる粘着剤の耐反発性が不安定となることがある。上記水酸基含有アクリル酸エステルモノマーに由来するセグメント及び水酸基含有メタクリル酸エステルモノマーに由来するセグメントの含有割合が0.5重量%を超えると、粘着剤のゲル分率が上がり易くなり、少量の架橋剤で粘着剤のゲル分率を適正な値に調整しなければならなくなり、粘着剤中における架橋剤量のバラツキによるゲル分率の変動が大きくなるため、均一な架橋構造を得ることができなくなることがある。上記水酸基含有アクリル酸エステルモノマーに由来するセグメント及び水酸基含有メタクリル酸エステルモノマーに由来するセグメントの含有割合のより好ましい下限は0.05重量%、より好ましい上限は0.3重量%である。
【0032】
上記(メタ)アクリル酸エステル系樹脂は、上記アクリル酸アルキルエステルモノマー及び/又は上記メタクリル酸アルキルエステルモノマーを、必要に応じて配合される上記他のビニルモノマーとともに、重合開始剤の存在下にてラジカル反応させることで得られる。なお、重合方法としては、従来公知の方法が用いられ、例えば、溶液重合、乳化重合、懸濁重合、塊状重合等が挙げられる。
【0033】
上記重合開始剤は特に限定されず、例えば、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン、t−ヘキシルパーオキシピバレート、t−ブチルパーオキシピバレート、2,5−ジメチル−2,5−ビス(2−エチルヘキサノイルパーオキシ)ヘキサン、t−ヘキシルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシイソブチレート、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート、t−ブチルパーオキシラウレート等が挙げられる。なかでも、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン、t−ヘキシルパーオキシピバレートが好適である。なお、上記重合開始剤は単独で用いてもよいし、二種以上を併用してもよい。
【0034】
上記粘着剤は、更に、粘着剤層を被着体が変形しても剥離されにくいものとするために、アルコール性水酸基を有する粘着付与樹脂を含有することが好ましい。
【0035】
上記アルコール性水酸基を有する粘着付与樹脂は特に限定されず、例えば、ロジンエステル系樹脂、水素化テルペンフェノール樹脂等が挙げられる。なかでも、ロジンエステル系樹脂が好適である。
上記ロジンエステル系樹脂とは、アビエチン酸を主成分とするロジン樹脂、不均化ロジン樹脂及び水添ロジン樹脂や、アビエチン酸等の樹脂酸の二量体(重合ロジン樹脂)等を、アルコール類によってエステル化させて得られる樹脂であって、エステル化に用いたアルコール類の水酸基の一部がエステル化に使用されずに樹脂内に含有されてなるものである。ロジン樹脂をエステル化したものがロジンエステル樹脂、不均化ロジン樹脂をエステル化したものが不均化ロジンエステル樹脂、水添ロジン樹脂をエステル化したものが水添ロジンエステル樹脂、重合ロジン樹脂をエステル化したものが重合ロジンエステル樹脂という。
また、上記エステル化に使用されるアルコール類としては、エチレングリコール、グリセリン、ペンタエリスリトール等の多価アルコールが挙げられる。
【0036】
上記水素化テルペンフェノール樹脂は特に限定されず、例えば、フェノールの存在下においてテルペンを重合させて得られたテルペンフェノール樹脂を水添処理することによって得られる樹脂等が挙げられる。
【0037】
上記アルコール性水酸基を有する粘着付与樹脂の水酸基価の好ましい下限は35、好ましい上限は60である。上記粘着付与樹脂の水酸基価が35未満であると、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記粘着付与樹脂の水酸基価が60を超えると、後述のように、架橋剤を添加して粘着剤を架橋させる場合において、架橋不良が発生することがある。上記粘着付与樹脂の水酸基価のより好ましい下限は40である。なお、上記粘着付与樹脂の水酸基価はJIS K0070に準拠して測定された値をいう。
【0038】
上記アルコール性水酸基を有する粘着付与樹脂の含有量は特に限定されないが、上記(メタ)アクリル酸エステル系樹脂100重量部に対して、好ましい下限は5重量部、好ましい上限は40重量部である。上記粘着付与樹脂の含有量が5重量部未満であると、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記粘着付与樹脂の含有量が40重量部を超えると、粘着剤が硬くなって粘着力やタックが低下することがある。上記粘着付与樹脂の含有量のより好ましい下限は8重量部、より好ましい上限は35重量部である。
【0039】
上記粘着剤は、更に、粘着力を向上させる目的で、テルペンフェノール樹脂を含有することが好ましい。
上記テルペンフェノール樹脂とは、フェノールの存在下においてテルペンを重合させて得られる樹脂であり、テルペンフェノール樹脂に水素化処理を施してなる水素化テルペンフェノール樹脂は除かれる。これは、上記テルペンフェノール樹脂中の芳香族性を有する環が、粘着力の向上に対する相互作用の向上に寄与していると推測されるからである。そのため、芳香族性を有する環を含有する他の化合物を上記テルペンフェノール樹脂に代替して使用できる可能性も示唆される。
【0040】
上記テルペンフェノール樹脂の軟化点の好ましい下限は140℃、好ましい上限は170℃である。上記テルペンフェノール樹脂の軟化点が140℃未満であると、得られる粘着剤が耐熱性に劣るものとなり、粘着剤が硬くなって粘着力やタックが低下することがある。上記テルペンフェノール樹脂の軟化点が170℃を超えると、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記テルペンフェノール樹脂の軟化点のより好ましい下限は145℃である。なお、上記テルペンフェノール樹脂の軟化点は、JIS K2207に準拠して測定されたものをいう。
【0041】
上記テルペンフェノール樹脂の含有量は特に限定されないが、上記(メタ)アクリル酸エステル系樹脂100重量部に対して、好ましい下限は3重量部、好ましい上限は20重量部である。上記テルペンフェノール樹脂の含有量が3重量部未満であると、粘着剤の耐熱性や粘着力が低下することがある。上記テルペンフェノール樹脂の含有量が20重量部を超えると、粘着剤が硬くなって粘着力やタックが低下し、更に、形成される粘着剤層が、被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記テルペンフェノール樹脂の含有量のより好ましい下限は5重量部、より好ましい上限は15重量部である。
【0042】
上記粘着剤は、架橋剤により粘着剤を構成する樹脂の主鎖間に架橋構造を形成していることが好ましい。上記架橋剤の種類や量を適宜調整することによって、粘着剤のゲル分率を所望の範囲に調整することが容易になる。
上記架橋剤は特に限定されず、例えば、イソシアネート系架橋剤、アジリジン系架橋剤、エポキシ系架橋剤、金属キレート型架橋剤等が挙げられる。なかでも、エポキシ系架橋剤が好適である。エポキシ系架橋剤中のエポキシ基と、上記粘着付与樹脂中のアルコール性水酸基とが反応することによりエーテル結合が形成され、被着体の変形に伴って生じる剥離応力により被着体から粘着剤層が剥離することを抑制できる。
【0043】
上記架橋剤の配合量は特に限定されないが、エポキシ系架橋剤を用いる場合、上記(メタ)アクリル酸エステル系樹脂100重量部に対して、好ましい下限は0.05重量部、好ましい上限は0.17重量部である。上記エポキシ系架橋剤の配合量が0.05重量部未満であると、架橋が不充分となることがある。上記エポキシ系架橋剤の配合量が0.17重量部を超えると、粘着剤の粘着力やタックが低下することがある。上記エポキシ系架橋剤の配合量のより好ましい下限は0.07重量部、より好ましい上限は0.15重量部である。
【0044】
上記粘着剤のゲル分率の好ましい下限は5重量%、好ましい上限は40重量%である。上記粘着剤のゲル分率が5重量%未満であったり、40重量%を超えたりすると、形成される粘着剤層が被着体の変形に伴って生じる剥離応力によって被着体から剥離することがある。上記粘着剤のゲル分率のより好ましい下限は10重量%、より好ましい上限は35重量%であり、更に好ましい下限は15重量%である。
なお、上記粘着剤のゲル分率は、得られた両面粘着シートを50mm×100mmの平面長方形状に裁断して試験片を作製し、この試験片を酢酸エチル中に23℃にて24時間浸漬した後、試験片を酢酸エチルから取り出して、110℃の条件下で1時間乾燥させ、乾燥後の試験片の重量を測定し、下記式を用いて算出することができる。なお、上記試験片には、後述する離型フィルムは積層されていないものとする。
ゲル分率(重量%)=100×(W2−W0)/(W1−W0)
(W0:基材の重量、W1:浸漬前の試験片の重量、W2:浸漬、乾燥後の試験片の重量)
【0045】
本発明の粘着剤は、粘着性を阻害しない範囲で、必要に応じて、可塑剤、乳化剤、軟化剤、充填剤、顔料、染料等の添加剤を添加してもよい。充填剤や顔料等のフィラー成分を用いる場合は、平均粒径が粘着剤層の厚みの5%以下、最大粒子径が粘着剤層の厚みの10%以下となるものを用いることが好ましい。
また、基材にアルミニウム箔を用いる場合、アルミニウム箔との密着性を改善するために、粘着剤にアルミニウム系のキレート剤やシランカップリング剤が配合されていてもよい。
【0046】
上記基材の両面に積層されている上記粘着剤層の平均厚みの下限はともに1μm、上限はともに50μmである。上記粘着剤層の平均厚みが1μm未満であると、得られる両面粘着シートが、被着体の凹凸に追従しにくくなり、充分な密着性を確保することが困難となる。上記粘着剤層の平均厚みが50μmを超えると、得られる両面粘着シートが熱伝導性に劣るものとなる。上記粘着剤層の平均厚みの好ましい下限はともに3μm、好ましい上限はともに20μm、より好ましい上限はともに10μmである。なお、得られる両面粘着シートの粘着力は上記粘着剤層の厚みが厚くなるほど高くなるが、概ね15μm以上になると大幅な上昇は見られなくなる。
【0047】
本発明の両面粘着シートのアルミニウム板に対する180°剥離強度の下限は6N/25mm、上限は50N/25mmである。上記両面粘着シートのアルミニウム板に対する180°剥離強度が6N/25mm未満であると、密着性が不充分となる。上記両面粘着シートのアルミニウム板に対する180°剥離強度が50N/25mmを超えると、貼合時に位置がずれた場合に再剥離することが困難になる。上記両面粘着シートのアルミニウム板に対する180°剥離強度の好ましい下限は7N/25mm、好ましい上限は30N/25mm、より好ましい下限は8N/25mm、より好ましい上限は20N/25mmである。
【0048】
本発明の両面粘着シートは、使用前に粘着剤層が別の部材に貼着したり、又は、粘着剤層に塵埃が付着したりするのを防止するために、少なくとも一方の粘着剤層上に離型フィルムや離型紙等の剥離可能なセパレーターを積層することが好ましい。
上記離型フィルムは特に限定されず、例えば、ポリエチレンフィルム、ポリプロピレンフィルム等のポリオレフィン系樹脂フィルム、ポリエチレンテレフタレートフィルム等のポリエステル系樹脂フィルム、エチレン−酢酸ビニル共重合体フィルム、ポリウレタン系樹脂フィルム等が挙げられる。
上記離型紙は特に限定されず、例えば、ポリエチレンラミネートタイプ、グラシンタイプ、スーパーカレンダードタイプ、クレーコートタイプ、水系樹脂コートタイプ等が挙げられる。
なかでも、弾性率、耐熱性、及び、平滑性の観点から、上記セパレーターとしてはポリエチレンラミネートタイプの離型紙が好適である。
また、上記セパレーターの粘着剤層と接する面には離型処理が施されていることが好ましい。
【0049】
上記セパレーターの弾性率は特に限定されないが、好ましい下限は1000MPa、好ましい上限は1万MPaである。本発明の両面粘着シートは非常に薄いため、セパレーターの剥離作業が困難となることがある。セパレーターの剥離作業をするにあたり、セパレーターが積層された両面粘着シートの端部をわずかに曲げることで、自然にセパレーターがはがれることが好ましい。セパレーターの弾性率が、両面粘着シート自体の弾性率よりも若干小さいことで、セパレーターの剥離が容易になる。上記セパレーターの弾性率が1000MPa未満であると、セパレーターが伸びるため、剥離しにくくなる。上記セパレーターの弾性率が1万MPaを超えると、両面粘着シート自体の弾性率に近くなるため、剥離しにくくなる。上記セパレーターの弾性率のより好ましい下限は2000MPa、より好ましい上限は4000MPaである。種々の材料の弾性率の例を表2に示す。
【0050】
【表2】
【0051】
上記セパレーターの厚みの好ましい下限は10μm、好ましい上限は500μmである。上記セパレーターの厚みが10μm未満であると、剥離しにくくなる。上記セパレーターの厚みが500μmを超えると、セパレーター付両面粘着シートの厚みが必要以上に厚くなる。上記セパレーターの厚みのより好ましい下限は80μm、より好ましい上限は200μmである。
【0052】
上記粘着剤層を積層した基材に対する上記セパレーターの180°剥離強度の好ましい下限は40mN/25mm、好ましい上限は500mN/25mmである。上記セパレーターの180°剥離強度が40mN/25mm未満であると、特にシートを短冊状にカットした場合に両面粘着シートから自然にセパレーターが剥がれることがある。なお、LED基板は、照明用途では長方形もしくは円形であるが、LCD用バックライト用途では、幅5mm程度の平板状であるため、バックライト用途では短冊状の両面粘着シートが用いられる。上記セパレーターの180°剥離強度が500mN/25mmを超えると、両面粘着シートからセパレーターを剥離する場合に、粘着剤層が白化して粘着力が低下することがある。上記セパレーターの180°剥離強度のより好ましい下限は50mN/25mm、より好ましい上限は100mN/25mmである。
【0053】
本発明の両面粘着シートを製造する方法としては、例えば、粘着剤に溶剤を加えて粘着剤溶液を作製して、この粘着剤溶液を基材の一方の面に塗布し、粘着剤溶液中の溶剤を完全に乾燥除去して粘着剤層を形成し、形成された粘着剤層の上にセパレーターをその離型処理面が粘着剤層に対向した状態に重ね合わせる。上記セパレーターとは別のセパレーターを用意し、このセパレーターの離型処理面に上記粘着剤溶液を塗布し、粘着剤溶液中の溶剤を完全に乾燥除去することにより、セパレーターの表面に粘着剤層が形成された積層フィルムを作製し、この積層フィルムを上記基材の他方の面に、粘着剤層が基材の他方の面に対向した状態に重ね合わせて積層体を作製し、上記積層体をゴムローラ等によって加圧することによって、基材の両面に粘着剤層が積層一体化され、かつ、粘着剤層の表面にセパレーターが剥離可能に積層されてなる両面粘着シートを得る方法が挙げられる。
粘着剤溶液を塗布する方法としては、少量であればナイフコーターやアプリケーターが一般的に用いられる。連続塗工する場合は、一般に3本リバースコーターやダイレクトグラビアコーター、ダイレクトバーコーター、バーリバースコーター、ダイコーター等が好適に用いられる。
また、同様の要領で積層フィルムを2組作製し、これらの積層フィルムを基材の両面のそれぞれに、積層フィルムの粘着剤層を基材に対向させた状態に重ね合わせて積層体を作製し、この積層体をゴムローラ等によって加圧することによって、基材の両面に粘着剤層が積層一体化され、かつ、粘着剤層の表面にセパレーターが剥離可能に積層されてなる両面粘着シートを製造してもよい。
更に、上記粘着剤溶液を基材の一方の面に塗布し、粘着剤溶液中の溶剤を完全に乾燥除去して粘着剤層を形成した後、この粘着剤層の上にセパレーターをその離型処理面が粘着剤層に対向した状態に重ね合わせ、続いて、基材の他方の面にも同様の要領で粘着剤層を形成し、粘着剤層の上にセパレーターをその離型処理面が粘着剤層に対向した状態に重ね合わせることにより、基材の両面のそれぞれに粘着剤層とセパレーターが積層された積層体を作製し、この積層体をゴムローラ等によって加圧することによって、基材の両面に粘着剤層が積層一体化され、かつ、粘着剤層の表面にセパレーターが剥離可能に積層されてなる両面粘着シートを製造してもよい。
【0054】
本発明の両面粘着シートは、LEDやCPU等の発熱体とヒートシンク等の放熱部材を接合するための両面粘着シートとして使用することができる。具体的には例えば、アルミニウム板―絶縁層―銅箔からなるCCLにLEDが実装されたLED基板と、ヒートシンクの貼着に使用することができる。
なお、本発明の両面粘着シートは、短冊状に切断することにより両面粘着テープとして使用することもできる。
【0055】
本発明の両面粘着シートの使用形態の例を示す模式図を図4に、本発明の両面粘着シートの製品形態の例を示す模式図1、2を図5、6に示した。
【発明の効果】
【0056】
本発明によれば、優れた熱伝導性を有し、かつ、発熱部材や放熱部材等の被着体に対する接着性に優れる両面粘着シートを提供することができる。
【図面の簡単な説明】
【0057】
【図1】エンボス加工した基材の断面図1である。
【図2】エンボス加工した基材の断面図2である。
【図3】エンボス加工した基材の断面図3である。
【図4】本発明の両面粘着シートの使用形態の例を示す模式図である。
【図5】本発明の両面粘着シートの製品形態の例を示す模式図1である。
【図6】本発明の両面粘着シートの製品形態の例を示す模式図2である。
【図7】両面粘着シートの耐反発力の測定方法を示す模式図である。
【発明を実施するための形態】
【0058】
以下に実施例を掲げて本発明を更に詳しく説明するが、本発明はこれら実施例のみに限定されない。
【0059】
((メタ)アクリル酸エステル系樹脂溶液の調製)
(実施例1〜19、22〜37、39〜41、比較例1〜10)
温度計、攪拌機、冷却管を備えた反応器内に、表3〜9に示す所定量のアクリル酸エチル、アクリル酸−n−ブチル、アクリル酸−2−エチルヘキシル、アクリル酸−2−ヒドロキシエチル、アクリル酸−4−ヒドロキシブチル、水酸基含有アクリル酸エステルG(ダイセル化学社製「プラクセルFA−2D」、アクリル酸−2−ヒドロキシエチルにカプロラクトンを付加させたもの)、水酸基含有メタクリル酸エステルH(ダイセル化学社製、「プラクセルFM−2D」メタクリル酸−2−ヒドロキシエチルにカプロラクトンを付加させたもの)、及び、アクリル酸と、表3〜9に示す所定量の酢酸エチルとを加えた後、反応器を加熱して還流を開始した。続いて、反応器内に、重合開始剤として1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン0.01重量部を添加し、還流下で重合を開始させた。次に、重合開始から1時間後及び2時間後にも、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサンを0.01重量部ずつ添加し、更に、重合開始から4時間後にt−ヘキシルパーオキシピバレートを0.05重量部添加して重合反応を継続させた。そして、重合開始から8時間後に、反応器内に酢酸エチルを加えて希釈しながら冷却することにより、固形分30重量%の(メタ)アクリル酸エステル系樹脂溶液を得た。
【0060】
(実施例20、21、38)
温度計、攪拌機、冷却管を備えた反応器内に、表5、7に示す所定量のアクリル酸エチル、アクリル酸−n−ブチル、アクリル酸−2−エチルヘキシル、アクリル酸−2−ヒドロキシエチル、及び、アクリル酸と、表5、7に示す所定量の酢酸エチルとを加えた後、反応器内に窒素を30分間吹き込んで反応器内の空気を窒素置換した。
次に、反応器内に、重合開始剤として1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサン0.01重量部を添加し、70℃で重合を開始した。次に、重合開始から1時間後及び2時間後にも、1,1−ビス(t−ヘキシルパーオキシ)−3,3,5−トリメチルシクロヘキサンを0.01重量部ずつ添加し、更に、重合開始から4時間後にt−ヘキシルパーオキシピバレートを0.05重量部添加して重合反応を継続させた。なお、重合反応中に反応液の粘度が高くなり過ぎた場合には、必要に応じて、反応器内に酢酸エチルを少量添加して反応液を希釈した。重合開始から8時間後に、反応器内に酢酸エチルを加えて希釈しながら冷却することにより、固形分30重量%のアクリル酸エステル系樹脂溶液を得た。
【0061】
(両面粘着シートの製造)
上記のようにして得られた(メタ)アクリル酸エステル系樹脂溶液に、(メタ)アクリル酸エステル系樹脂固形分100重量部に対して、表3〜9に示す所定量の重合ロジンエステル樹脂A(水酸基価46、軟化点152℃)、水添ロジンエステル樹脂B(荒川化学社製、「パインクリスタルKE359」、水酸基価40、軟化点100℃)、不均化ロジンエステル樹脂C(荒川化学社製、「スーパーエステルA125」、水酸基価15、軟化点125℃)、テルペンフェノール樹脂E(ヤスハラケミカル社製、「マイティーエースG150」、軟化点150℃)、テルペンフェノール樹脂F(ヤスハラケミカル社製、「YSポリスターT130」、軟化点130℃)、及び、石油樹脂(三井石油化学社製、「FTR6100」、軟化点100℃)を添加し、酢酸エチルを加えて攪拌し、更に、エポキシ系架橋剤(総研化学社製、「E−AX」)を表3〜9に示す所定量添加して攪拌することにより、固形分20重量%の粘着剤溶液を得た。なお、表3〜9中におけるエポキシ系架橋剤の量は、エポキシ系架橋剤の固形分の重量部を示す。
【0062】
次に、表3〜9に示す厚みのセパレーターの離型面に上記粘着剤溶液を塗布し、100℃で5分間乾燥させて粘着剤溶液中の酢酸エチルを除去して、表3〜9に示した厚みの粘着剤層を有するシートを2枚作製した。
一方の粘着剤層を有するシートの粘着剤層Aを、基材の表面粗さが小さい面に対向させた状態に重ね合わせて積層体を作製し、この積層体上に300mm/分の速度で2kgのゴムローラを一往復させた。
続けて、もう1枚の粘着剤層を有するシートの粘着剤層Bを基材の表面粗さが大きい面に対向させた状態に重ね合わせて積層体を作製し、この積層体上に300mm/分の速度で2kgのゴムローラを一往復させた。23℃で7日間養生することにより、基材の両面に表1に示した厚みの粘着剤層A、Bが積層一体化されてなる両面粘着シートを製造した。なお、両面粘着シートの粘着剤層A、B上にはセパレーターが剥離可能に積層されていた。
なお、基材として用いたシートは以下の通りである。
実施例1〜11、18〜41、比較例1〜4、10:住軽アルミ箔社製の軟質アルミニウム箔を使用した。
実施例12:50μmアルミ箔を、山高さが10μm、山ピッチが1mmの三角波状のエンボス加工が施された金属ロール、及びゴムロールで圧延することで、エンボス加工が転写されたエンボス加工アルミ箔1を使用した。
実施例13:50μmアルミ箔を、山高さが10μm、山ピッチが1mmのエンボス加工が施された金属ロール2本で圧延することで、エンボス加工が転写されたエンボス加工アルミ箔2を使用した。このとき、表面の凸部と裏面の凸部が同じ位置になるように調整した。
実施例14:50μmアルミ箔に3−メタクリロキシプロピルトリメトキシシラン(信越化学社製、「KBM−503」)MEK5%溶液を、固形分濃度で0.1g/m2の割合になるように塗布し、100度で10分乾燥させた。両面に処理を施した。
実施例15:50μmアルミ箔の光沢面を#2000の紙ヤスリで磨き、細かい凹凸を設けた。
実施例16:50μmアルミ箔の両面をアルマイト処理し、裏表ともに5μmの厚さのアルマイト処理層を設けた。
実施例17:福田金属箔社製の表面未処理銅箔を使用した。
比較例5:ユニチカ社製のPETフィルムを使用した。
比較例6:松浪硝子社製のパイレックス(登録商標)ガラスシートを使用した。
比較例7:東邦亜鉛社製の鉛を50μmの厚みにプレスして使用した。
比較例8:セミコム社製タングステンシートを使用した。
比較例9:日本テストパネル社製のSUS304 ステンレスシートを使用した。
また、セパレーターとして用いたシートは以下の通りである
実施例1〜8、12〜41、比較例1〜10:ポリエチレンラミ離型紙(住化加工社製、「SLB−70WOTP」、弾性率2800MPa、110μm)を使用した。
実施例9:離型PET(ニッパ社製、「PET38×1−C」、弾性率3600MPa、38μm)を使用した。
実施例10:離型PET(弾性率2800MPa、6μm)を使用した。
実施例11:離型ポリエチレン(東洋クロス社製、「PEセパ」、弾性率500MPa、100μm)を使用した。
【0063】
<評価>
上記のようにして得られた粘着剤のゲル分率を上述した方法で測定し、アクリル酸エステル系樹脂の重量平均分子量、並びに、両面粘着シートの粘着力、耐反発力、耐高温剪断力、熱伝導性、セパレーター剥離力を下記の方法で測定した。また、シート取り扱い性、セパレーター剥離作業性について官能評価を行った。結果を表10〜15に示した。
【0064】
(アクリル酸エステル系樹脂の重量平均分子量)
実施例及び比較例で得られたアクリル酸エステル系樹脂をテトラヒドロフラン(THF)によって50倍希釈して得られた希釈液を、ポリテトラフルオロエチレンからなるフィルター(ポア径0.2μm)で濾過することにより、測定サンプルを調製した。次に、この測定サンプルをゲルパーミエーションクロマトグラフ(Water社製、「2690 Separations Model」)に供給して、サンプル流量1ミリリットル/min、カラム温度40℃の条件でGPC測定を行い、アクリル酸エステル系樹脂のポリスチレン換算分子量を測定して、この値をアクリル酸エステル系樹脂の重量平均分子量とした。なお、上記GPC測定において、カラムとしてはshodex GPC LF−804(昭和電工社製)を用い、検出器としては示差屈折計を用いた。
【0065】
(両面粘着シートの粘着力)
実施例及び比較例で得られた両面粘着シートを5mm幅の短冊状に裁断して試験片を作製し、この試験片の粘着剤層A上のセパレーターを剥離除去して粘着剤層を露出させた。続いて、上記試験片を厚さ1mmのJISH4000 A5052Pのアルミニウム板に、粘着剤層がアルミニウム板に対向した状態となるように乗せた後、試験片上に300mm/分の速度で2kgのゴムローラを一往復させることにより、試験片とアルミニウム板とを貼着させた。続けて、粘着剤層Bのセパレーターを剥離除去して、厚さ12μmのアルミ箔を、粘着剤層がアルミ箔に対向した状態となるように乗せた後、試験片上に300mm/分の速度で2kgのゴムローラを一往復させることにより、試験片とアルミ箔とを貼着させた。その後23℃で30分静置して試験サンプルを作製した。得られた試験サンプルについて、JIS Z0237に準じて、剥離速度300mm/分で180°方向の引張試験を行い、粘着力(N/25mm)を測定した。
【0066】
(両面粘着シートの耐反発力)
実施例及び比較例で得られた両面粘着シートを横25mm×縦150mmの平面長方形状に裁断して試験片7を作製し、試験片7の両面に設けられている離型フィルムを剥離除去して粘着剤層を露出させた。しかる後、試験片7の表面に横25mm×縦150mm×厚み0.3mmのアルミニウム板8を、試験片7の裏面に横25mm×縦200mm×厚み0.3mmのアルミニウム板9を重ね合わせた。なお、試験片7がアルミニウム板9の長さ方向の中央部に位置するように調整した。
次に、アルミニウム板9上に300mm/分の速度で2kgのゴムローラを1往復させて、アルミニウム板9とアルミニウム板8とを試験片7を介して一体化させ、23℃で24時間静置することにより、試験片7を介してアルミニウム板8がアルミニウム板9の縦方向の中央部に貼着一体化されてなる試験サンプル10を作製した。
続いて、図4に示したように、上記試験サンプル10を冶具11にセットし、試験サンプル10の縦方向に曲げ応力を加えることによって試験サンプル10をそのアルミニウム板9の長さ方向の両端間の距離が180mmとなるように円弧状に反った状態に変形させ、この状態にて試験サンプル10を85℃のオーブンに入れて24時間に亘って静置した。
しかる後、試験サンプル10を円弧状に反った状態のままオーブンから取り出し、アルミニウム板8とアルミニウム板9との間の浮きの高さH(mm)をノギスで測定し、この値を耐反発力の評価の値とした。
ここで、上記試験サンプル10のアルミニウム板8とアルミニウム板9との間の浮きの高さH(mm)とは、冶具11の上面に対して垂直方向におけるアルミニウム板8とアルミニウム板9との対向面間の間隔が最大値をとる位置を特定し、この位置にて、冶具11の上面に対して垂直方向において、アルミニウム板8とアルミニウム板9との対向面間の間隔から試験片7の厚みを減じた値をいう。
【0067】
(両面粘着シートの耐高温剪断力)
JIS Z1528に準じて両面粘着シートの耐高温剪断力の評価を行った。実施例及び比較例で得られた両面粘着シートを25mm×100mmの長方形状に裁断して試験片を作製した。この試験片の粘着剤層A上の離型フィルムを剥離除去して粘着剤層を露出させ、50mm×100mmのアルミニウム板上に、試験片を25mm×25mmの部分が接着するように載せた。
続いて、試験片の粘着剤層B上の離型フィルムを剥離除去して露出した粘着剤層上に厚み23μmのポリエチレンテレフタレートフィルムを積層した後、試験片の裏面上に300mm/分の速度で2kgのゴムローラを1往復させることにより、試験片とポリカーボネート樹脂板及びポリエチレンテレフタレートフィルムとを貼着させ、23℃で24時間静置することにより試験サンプルを作製した。
次に、試験サンプルの試験片に1kgの錘を取り付け、試験片に該試験片の貼着面に沿った方向に荷重がかかるようにして100℃で1時間静置した。しかる後、試験片に錘を取り付ける前後において、アルミニウム板上における試験片のずれ長さを、ルーペを用いて測定した。
【0068】
(熱伝導性)
試験片を30mm×30mmに切り出し、試験片とした。試験片の粘着剤層Aのセパレーターをはがし、ホットプレートに乗せ、上記試験片の裏面上に300mm/分の速度で2kgのゴムローラを1往復させることにより、試験片とホットプレートとを貼着させた。粘着剤層Bのセパレーターを剥離し、20mm×20mm×厚さ2mmのアルミ板を乗せ、1kgの荷重を1分間かけて接着させたのち、荷重を除去した。ホットプレートを80℃に設定し、30分後のアルミ板の表面温度を測定した。アルミ板の表面温度が高いほど、両面粘着シートの熱伝導率が高いと言える。
【0069】
(シート取り扱い性)
基材に粘着剤層を積層する作業、及び、シートをカットする際の作業の容易さを以下の基準で評価した。
◎:基材と粘着剤層を積層する際にシワがよりにくく、また、シートをカットしてもバリ等が発生しにくい
○:基材と粘着剤層を積層する際に若干シワがよりやすいが、特別な工夫をせずとも作業可能である
△:基材と粘着剤層を積層する際にシワがよりやすく積層作業がやや困難である、又は、シートをカットした際にバリが発生しやすい
×:基材と粘着剤層を積層する際にシワがよりやすかったり、シートが伸びたり、シートが割れたりするために、積層作業が非常に困難である、又は、シートをカットした際にバリが発生する
【0070】
(セパレーター剥離作業性)
セパレーターを基材に対して90度の角度で剥離する作業において、作業性を以下の基準で評価した。
◎:1秒以内で容易に剥離可能
○:3秒程度で剥離可能
△:10秒程度かかり、やや作業しにくい
×:剥離可能だが非常に手間がかかる
【0071】
(セパレーター剥離力)
得られた両面粘着シートを5mm幅の短冊状に裁断して試験片を作製し、この試験片の粘着剤層A上の離型フィルムを剥離除去して粘着剤層を露出させた。続いて、上記試験片を厚さ1mmのJISH4000 A5052Pのアルミニウム板に、その粘着剤層がアルミニウム板に対向した状態となるように乗せた後、試験片上に300mm/分の速度で2kgのゴムローラを1往復させることにより、試験片とアルミニウム板とを貼着させた。そして、粘着剤層Bのセパレーターを、JIS Z0237に準じて、剥離速度300mm/分で180°方向の引張試験を行い、セパレーター剥離力(N/25mm)を測定した。
【0072】
【表3】
【0073】
【表4】
【0074】
【表5】
【0075】
【表6】
【0076】
【表7】
【0077】
【表8】
【0078】
【表9】
【0079】
【表10】
【0080】
【表11】
【0081】
【表12】
【0082】
【表13】
【0083】
【表14】
【0084】
【表15】
【0085】
実施例1〜17は、粘着剤は同じであるが、基材や粘着剤の厚みが異なる。実施例1〜5は基材としてアルミ箔を用い、アルミ箔の厚みが異なる。アルミ箔の厚さが100μm以上になることで、若干粘着力が低下した。シートの取り扱い性は、アルミ箔の厚みが薄いとシワがよりやすく、厚いとバリが発生しやすくなった。アルミ箔の厚みは、総合的には50μmが最適であった。
実施例6は粘着層の厚みが薄すぎるため、粘着力が若干低下した。実施例7、8は粘着層の厚みが厚すぎるため、熱伝導性が低下した。
実施例9は離型PETの厚みが若干薄いため、セパレーターの剥離作業性が若干悪かった。離型PETの厚みを6μmまで薄くした実施例10は、セパレーターの剥離作業が非常にしにくかった。弾性率の低い離型ポリエチレンを用いた実施例11も若干作業性が悪かった。
【0086】
アルミ箔にエンボス加工を施した実施例12、13は熱伝導性が改善した。
実施例14〜16は、耐反発力や耐高温剪断力を測定した後、両面粘着テープを剥離すると、実施例3よりも糊残りが少なかった。これは表面処理やアンカーコートの効果と考えられる。
アルマイト処理を施した実施例16は、熱伝導性は若干低下するものの、1kVの絶縁破壊電圧を示した。なお、実施例3の絶縁破壊電圧は0.1kVであった。
実施例17は、熱伝導性は良好であったが、反発力や高温剪断力を測定した後のサンプルを観察すると、空気に触れていた端部が若干酸化していた。
【0087】
実施例3、18〜21は、(メタ)アクリル酸エステル系樹脂のモノマー成分の組成が同一であるが、(メタ)アクリル酸エステル系樹脂の重量平均分子量が異なっている。実施例18は、(メタ)アクリル酸エステル系樹脂の重量平均分子量がより好ましい範囲の下限を下回っているため、実施例3、19〜21と比較して耐高温剪断力の値が大きくなった。実施例19〜21は、(メタ)アクリル酸エステル系樹脂の重量平均分子量がより好ましい範囲の上限を上回っているため、実施例3、18と比較して粘着力が劣り、耐反発力の値が大きくなった。
【0088】
実施例22、23は、互いにアクリル酸−2−ヒドロキシエチルの量が異なっている。実施例22は、アクリル酸−2−ヒドロキシエチルの量が、より好ましい範囲の下限である。そのため、実施例23よりも架橋剤を多く配合しているにもかかわらず、粘着剤のゲル分率が小さくなっており、好ましい範囲の下限を下回った。結果的に耐高温剪断力が大きくなった。
【0089】
実施例25、26は、互いにエポキシ系架橋剤の量が異なっている。実施例26ではエポキシ系架橋剤の量が好ましい範囲を下回っているため、粘着剤のゲル分率が好ましい範囲の下限を下回っており、耐高温剪断力が大きな値になった。
【0090】
実施例27〜29は、アクリル酸エチルの量が異なっている。実施例27では、アクリル酸エチルの量が好ましい範囲を下回っているため、耐高温剪断力が大きな値になった。実施例28、29は、アクリル酸エチルの量がより好ましい範囲の上限を上回っているため、耐反発力が大きな値になった。これは、粘着剤層が硬くなっているためと推察される。
【0091】
実施例30〜32では、ロジンエステル系樹脂の配合量が異なっている。実施例30、32は、ロジンエステル系樹脂の量がより好ましい範囲から外れているため、耐反発力の値が大きくなった。
【0092】
実施例33〜36は、水酸基含有アクリル酸エステルモノマーの種類が異なっているが、水酸基含有アクリル酸エステルモノマーの量は全て、より好ましい範囲内にある。実施例33〜36において、粘着剤のゲル分率はより好ましい範囲内にある。
【0093】
実施例37では、アクリル酸エステル系樹脂の重量平均分子量が小さ過ぎるため、耐反発力及び耐高温剪断力が大きな値になった。
【0094】
実施例38は、アクリル酸エステル系樹脂の重量平均分子量が大きすぎて、粘着剤の粘着力が低下している。
実施例39〜40は、水酸基価が35以上の粘着付与樹脂が配合されていないため、耐反発力が大きな値になった。
実施例41は、ゲル分率が小さすぎ、耐高温剪断力が大きな値になった。
【0095】
アルミ箔が薄いとシワが入りやすく、特に比較例1で使用した8μmのアルミ箔はシワを発生させること無く積層作業をすることが困難であり、また、得られた両面粘着シートも裂けやすかった。
アルミ箔が厚いと、積層作業は容易であるが、シートをカットするとバリが発生しやすくなり、特に比較例2で使用した250μmのものでは粘着力の評価をすることが不可能であった。
粘着層が極めて薄い比較例3は粘着力の測定が不可能であった。
粘着層が極めて厚い比較例4は熱伝導性が極端に悪化した。
基材の熱伝導率が低い比較例5〜9は、両面粘着シートの熱伝導性も低かった。
比較例6のパイレックス(登録商標)ガラスシートは粘着剤の積層は可能であるが、その後のカットが困難であり、180°剥離強度の測定を行おうとすると割れが発生した。
比較例7の鉛シートは弾性率が低いため、傷等が入りやすく、また、非常に伸びやすいため、作業が困難であった。
比較例8のタングステンシートは、弾性率が高いためバリが発生しやすく、粘着力の評価ができなかった。
また、比較例2はアルミ箔が厚すぎるため、比較例8は基材の弾性率が高すぎるためにバリができやすく、熱伝導性評価時にバリによって空気層ができるため、熱伝導性が低かった。
比較例10は、粘着剤のゲル分率が高すぎ、粘着力が小さくなり、耐反発力の値が大きくなった。
【産業上の利用可能性】
【0096】
本発明によれば、優れた熱伝導性を有し、かつ、発熱部材や放熱部材等の被着体に対する接着性に優れる両面粘着シートを提供することができる。
【符号の説明】
【0097】
1 発熱素子
2 熱拡散板
3 粘着剤
4 基材
5 ヒートシンク
6 セパレーター
7 試験片
8 アルミニウム板
9 アルミニウム板
10 試験サンプル
11 治具
【特許請求の範囲】
【請求項1】
基材の両面に粘着剤層を積層した両面粘着シートであって、
前記基材は、弾性率が50〜300GPa、熱伝導率が100W/m・K以上、平均厚みが10〜200μmの金属箔であり、
前記粘着剤層は、平均厚みが1〜50μmであり、
アルミニウム板に対する180°剥離強度が6〜50N/25mmである
ことを特徴とする両面粘着シート。
【請求項2】
粘着剤層は、GPC法によりポリスチレン換算分子量として測定された重量平均分子量が50万〜150万である(メタ)アクリル酸エステル系樹脂と、アルコール性水酸基を有しかつ水酸基価が35以上である粘着付与樹脂と、テルペンフェノール樹脂とを含有し、
ゲル分率が5〜40重量%である
ことを特徴とする請求項1記載の両面粘着シート。
【請求項3】
(メタ)アクリル酸エステル系樹脂は、GPC法によりポリスチレン換算分子量として測定された重量平均分子量が50万〜100万であることを特徴とする請求項2記載の両面粘着シート。
【請求項4】
(メタ)アクリル酸エステル系樹脂は、アクリル酸エチルに由来するセグメントを5〜30重量%含有することを特徴とする請求項2又は3記載の両面粘着シート。
【請求項5】
粘着付与樹脂は、ロジンエステル系樹脂であることを特徴とする請求項2、3又は4記載の両面粘着シート。
【請求項6】
(メタ)アクリル酸エステル系樹脂100重量部に対して、ロジンエステル系樹脂を5〜40重量部、及び、テルペンフェノール樹脂を3〜20重量部含有することを特徴とする請求項5記載の両面粘着シート。
【請求項7】
金属箔は、凸部の山高さが1μm以上、シート全体の厚みの20%以下、かつ、粘着剤層の平均厚みの2倍以下となるように表面がエンボス加工されていることを特徴とする請求項1、2、3、4、5又は6記載の両面粘着シート。
【請求項8】
金属箔は、表面が酸化処理されていることを特徴とする請求項1、2、3、4、5、6又は7記載の両面粘着シート。
【請求項9】
基材に積層した少なくとも一方の粘着剤層上に、弾性率が1000〜1万MPa、厚みが10μm以上のセパレーターが積層されており、前記セパレーターは、粘着剤層を積層した基材に対する180°剥離強度が40〜500mN/25mmであることを特徴とする請求項1、2、3、4、5、6、7又は8記載の両面粘着シート。
【請求項1】
基材の両面に粘着剤層を積層した両面粘着シートであって、
前記基材は、弾性率が50〜300GPa、熱伝導率が100W/m・K以上、平均厚みが10〜200μmの金属箔であり、
前記粘着剤層は、平均厚みが1〜50μmであり、
アルミニウム板に対する180°剥離強度が6〜50N/25mmである
ことを特徴とする両面粘着シート。
【請求項2】
粘着剤層は、GPC法によりポリスチレン換算分子量として測定された重量平均分子量が50万〜150万である(メタ)アクリル酸エステル系樹脂と、アルコール性水酸基を有しかつ水酸基価が35以上である粘着付与樹脂と、テルペンフェノール樹脂とを含有し、
ゲル分率が5〜40重量%である
ことを特徴とする請求項1記載の両面粘着シート。
【請求項3】
(メタ)アクリル酸エステル系樹脂は、GPC法によりポリスチレン換算分子量として測定された重量平均分子量が50万〜100万であることを特徴とする請求項2記載の両面粘着シート。
【請求項4】
(メタ)アクリル酸エステル系樹脂は、アクリル酸エチルに由来するセグメントを5〜30重量%含有することを特徴とする請求項2又は3記載の両面粘着シート。
【請求項5】
粘着付与樹脂は、ロジンエステル系樹脂であることを特徴とする請求項2、3又は4記載の両面粘着シート。
【請求項6】
(メタ)アクリル酸エステル系樹脂100重量部に対して、ロジンエステル系樹脂を5〜40重量部、及び、テルペンフェノール樹脂を3〜20重量部含有することを特徴とする請求項5記載の両面粘着シート。
【請求項7】
金属箔は、凸部の山高さが1μm以上、シート全体の厚みの20%以下、かつ、粘着剤層の平均厚みの2倍以下となるように表面がエンボス加工されていることを特徴とする請求項1、2、3、4、5又は6記載の両面粘着シート。
【請求項8】
金属箔は、表面が酸化処理されていることを特徴とする請求項1、2、3、4、5、6又は7記載の両面粘着シート。
【請求項9】
基材に積層した少なくとも一方の粘着剤層上に、弾性率が1000〜1万MPa、厚みが10μm以上のセパレーターが積層されており、前記セパレーターは、粘着剤層を積層した基材に対する180°剥離強度が40〜500mN/25mmであることを特徴とする請求項1、2、3、4、5、6、7又は8記載の両面粘着シート。
【図1】


【図2】

【図3】

【図4】
【図5】

【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−162586(P2011−162586A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−23519(P2010−23519)
【出願日】平成22年2月4日(2010.2.4)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月4日(2010.2.4)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]