
両面粘着性シート
【課題】製造工程が簡易で、使用時の作業性が良い両面粘着性シートを提供する。
【解決手段】粘着層2の一方の面に第1の剥離紙1を、他方の面に第2の剥離紙3を積層し、両側からそれぞれハーフカット加工することにより、テープ片状粘着層2の長さ方向において、第1の剥離紙1のみ粘着層2の端部より突出したピックアップタブを有する両面粘着性シートとする。
【解決手段】粘着層2の一方の面に第1の剥離紙1を、他方の面に第2の剥離紙3を積層し、両側からそれぞれハーフカット加工することにより、テープ片状粘着層2の長さ方向において、第1の剥離紙1のみ粘着層2の端部より突出したピックアップタブを有する両面粘着性シートとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粘着層の両面に剥離紙を有する両面粘着性シートに関するものであり、特に、電子機器に搭載された発熱部位の固定用等に使用される、作業性が良好な両面粘着性シートに関する。
【背景技術】
【0002】
近年、被接合材同士を接合する両面粘着性シートは精密部品、電気・電子機器部品等の分野において市場が拡大してきている。そしてそれらに求められる両面粘着性シートについても熱伝導性や電磁波吸収性といった高性能化が求められている。また同時に貼り付け作業性という観点からの要求も多くあり、剥離紙に特徴を加える事によって作業性の向上を考案している。
【0003】
例えば、特許文献1には、両面粘着シート(粘着層)を挟む剥離紙の端部を、両面粘着シートの端部よりも外側に突出するように形成した両面接着カットシートが開示されている。
【0004】
【特許文献1】特開平10−204387号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されたシートでは、剥離紙の両端が両面粘着シートの端部よりも外側に突出しているため、製造時にそれぞれの形状の剥離紙を用意し、一方の剥離紙に両面粘着シートを積層した後、他方の剥離紙を該両面粘着シートに積層する必要があり、製造工程が非常に煩雑である。また、2枚の剥離紙の端部が一致している場合には、一方の剥離紙を剥がす際に指がかかりにくい。
【0006】
本発明の課題は、製造工程が簡易で、使用時の作業性が良い両面粘着性シートを提供することにあり、さらには、電子機器に搭載された発熱部位の固定用に適した両面粘着性シートを提供することにある。
【課題を解決するための手段】
【0007】
本発明は、テープ片状粘着層の一方の面に第1の剥離紙を、他方の面に第2の剥離紙を設けた両面粘着性シートであって、
上記粘着層の幅方向において、第2の剥離紙の両端部が粘着層の両端部に一致し、
上記粘着層の長さ方向において、第2の剥離紙の少なくとも一方の端部が該粘着層の端部よりも外側に突出し、第1の剥離紙の両端部が該粘着層の両端部に一致していることを特徴とする。
【発明の効果】
【0008】
本発明においては、第2の剥離紙の端部が粘着層及び第1の剥離紙の端部よりも外側に突出しているため、使用時に該第2の剥離紙の突出した端部をピックアップタブとして容易に指やピンセットでつまんで粘着層ごと第1の剥離紙より剥がすことができる。また、第2の剥離紙は粘着層と幅方向の端部が一致しているため、粘着層を被接合部材に貼り付けて転写する際にも、位置合わせが容易で、貼り付け作業が容易である。
【0009】
また、本発明の両面粘着性シートは、第1の剥離紙と粘着層と第2の剥離紙とからなる積層体を形成してから、さらに不要な部分をハーフカットにより除去すれば容易に製造できるため、量産に適しており、安価に提供することができる。また、複数個分の積層体を形成し、1個分ずつに切断してからハーフカットすることができるため、より効率良く量産することができる。
【発明を実施するための最良の形態】
【0010】
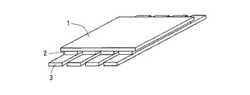
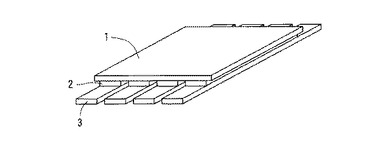
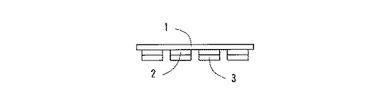
図1は本発明の両面粘着性シートの好ましい一実施形態の斜視図である。また、図1の実施形態の断面模式図を図2,図3に示す。図2はテープ片状粘着層2の幅方向断面模式図であり、図3はテープ片状粘着層2の長さ方向の断面模式図である。
【0011】
本発明の両面粘着性シートは、図1〜図3に示すように、基本的にテープ片状粘着層(以下、粘着層と言う)2の一方の面に第1の剥離紙1を、他方の面に第2の剥離紙3を設けた積層体である。
【0012】
本発明においては、図2に示すように、粘着層2の幅方向において、第2の剥離紙3の両端部と粘着層2の両端部が一致している。当該方向において、第1の剥離紙1の端部は図2のように粘着層2の端部と一致していなくても、一致していても良いが、少なくとも一方の端部において、第1の剥離紙1が図2のように粘着層2の端部よりも外側に突出していると、第2の剥離紙3を粘着層2ごと第1の剥離紙1から剥がす際に、第1の剥離紙3の外側に突出した部分を指などで押さえて剥がし易くすることができるため、好ましい。
【0013】
また、本発明においては、図3に示すように、粘着層2の長さ方向において、第2の剥離紙3の少なくとも一方の端部が粘着層2の端部よりも外側に突出している。この、第2の剥離紙3の、粘着層2の端部よりも外側に突出した部分が、第2の剥離紙3を粘着層2ごと第1の剥離紙1から剥がす際のピックアップタブとなる。本発明においては、粘着層2の長さ方向において、第1の剥離紙1の両端部は粘着層2の両端部と一致している。即ち、第2の剥離紙3の端部は、粘着層2の端部と第1の剥離紙1の端部の両方に対して外側に突出していることになり、係る部分を指やピンセットなどでつまむ(ピックアップする)際に、第1の剥離紙1の端部が邪魔にならず、容易につまむことができ、第2の剥離紙3を粘着層2ごと剥がす作業が容易である。
【0014】
本発明において、第2の剥離紙3の、粘着層2の端部より突出する部分の長さは、所定の形状に加工する際の歩留まりやピックアップ性を考慮すると3〜25mmが好ましく、より好ましくは5〜10mmである。3mm未満では指やピンセットでつまみにくくなり、ピックアップ性に劣る。また、25mmより長いと製品歩留まりが低下する恐れがある。
【0015】
尚、粘着層2の端部より第2の剥離紙3の端部が外側に突出する部位は、粘着層2の長さ方向の一方だけ、両端部のいずれでも良く、また、両端部の場合には、突出する長さが同じであっても異なっていても良い。両端部が突出している場合は、該両端部をピックアップタブとして持ち上げることができ、被接合部材への粘着層2の貼り付け時に位置合わせが容易になり、好ましい。特に、粘着層2の長さが長い場合には、両端部をピックアップすることでねじれなどを防止することができ、取り扱いが容易になる。
【0016】
さらに本発明においては、図1、図2に示すように、1枚の第1の剥離紙1上に、粘着層2と第2の剥離紙3との積層体を、粘着層2の幅方向に複数本配置した形態が好ましく適用される。当該構成においては、複数本の積層体を互いに接触させて密に配置しても良いが、隣接する積層体同士で粘着層2同士が粘着して1本ずつ積層体を剥がす際に剥がしにくくなったり、隣接する積層体も同時に剥がしてしまいやすくなるため、図1、図2に示すように、粘着層2の幅方向において互いに間隙を介して配置することが好ましい。係る間隙の大きさは、0.5mm以上で製品幅(即ち、粘着層2と第2の剥離紙3の積層体の幅)より小さいことが好ましい。0.5mmより小さい場合には間隙部を除去する手間が大きくなり、また製品幅と同等まで大きくなるとロスが大きいだけでなく、間隙部除去の際に製品も一緒に剥離し易くなってしまうため好ましくない。
【0017】
図1,図2に示すように、1枚の第1の剥離紙1上に、粘着層2と第2の剥離紙3との積層体を複数本配置した場合、第1の剥離紙1の、既に剥離した積層体が配置していた領域を指などで押さえることで新たな積層体がより剥がし易くなるため、好ましい。また、粘着層2と第2の剥離紙3との積層体1本ごとに1枚の第1の剥離紙1を用いた構成に比べて、廃棄物となる第1の剥離紙1の枚数が減るため、廃棄物の嵩が減り、好ましい。
【0018】
尚、本発明においては、第2の剥離紙3と粘着層2とを第1の剥離紙1から剥がし、次いで粘着層2を第1の被接合部材に貼り付けてから粘着層2より第2の剥離紙3を剥がし、粘着層3の露出面に第2の被接合部材を貼り付けて、第1の被接合部材と第2の被接合部材とを接合する。従って、第2の剥離紙3と粘着層2との粘着力が、第1の剥離紙1と粘着層2との粘着力よりも大きいことが望ましく、具体的には、(第2の剥離紙3と粘着層2との粘着力)/(第1の剥離紙1と粘着層2との粘着力)が、3/2〜10/1、より好ましくは5/3〜5/2である。係る粘着力の比が、3/2未満であると、第2の剥離紙3と粘着層2とを第1の剥離紙1から剥がす際に、第2の剥離紙3と粘着層2とが剥がれてしまう恐れがあり、10/1よりも大きい場合には、所定の作業以外の時に第1の剥離紙1が粘着層2から剥がれてしまう恐れがあり、作業性が落ちるため、いずれも好ましくない。係る粘着力の調整方法としては、第1の剥離紙1と第2の剥離紙3の材質を変える、或いは、粘着層2の第1の剥離紙1と接する側が、第2の剥離紙3と接する側よりも粘着力が高くなるように形成すればよい。
【0019】
本発明の両面粘着性シートの各部材について説明する。
【0020】
本発明において、第1の剥離紙1、第2の剥離紙3とは、剥離ライナー、セパレーター、離型紙等の部材を意味する。剥離紙1及び3に使用される剥離紙としては、表面にシリコーン系剥離処理、フッ素系剥離処理等が施された紙系、樹脂系または金属箔系のものが選択でき、紙系であれば、具体的にはグラシン紙、上質紙、クラフト紙、またはそれらにポリエチレンにて目止め処理されたもの等が考えられる。樹脂系であれば、各種合成樹脂を採用できる。具体的には、ポリ塩化ビニル、ポリエチレンテレフタレート(PET)、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体、ポリエチレン、ポリプロピレン、エチレン−アクリル酸共重合体、アイオノマー樹脂、ポリイミド、ポリエチレンナフタレート等が挙げられる。またこれらの樹脂の混合物でもよい。さらに、これら樹脂の多層フィルムも好ましく用いられる。また、金属箔系としては、アルミ箔、銅箔、錫泊などが挙げられる。
【0021】
剥離紙1,3の厚みは、特に限定されることはないが、後述する製造工程における、切断或いはハーフカット加工を考慮すれば、50μm以上が好ましい。また、切断やハーフカット加工しない場合には、価格の面等から薄い方が好ましい。
【0022】
また、第1の剥離紙1及び第2の剥離紙3の一方を有色、或いは、互いに異なる色としておくことにより、区別が容易になるため、好ましい。例えば、一般的に使用され得るPETフィルムに所定の剥離処理を施した剥離紙の外側面に印刷インクを用いて印刷を施したものや、PETフィルム自体に顔料を加えて着色したものが好ましく用いられる。また、第1の剥離紙1を紙系で、第2の剥離紙3をポリエチレン系で構成すれば、素材の違いで剥離紙1,3を区別することができる。
【0023】
本発明において、粘着層2としては、自己粘着性を有する樹脂素材や、ベースフィルムの両面に自己粘着性を有する樹脂素材を付したもののいずれでも好ましく用いることができる。自己粘着性を有する樹脂としては、目的に応じて選択でき、例えばアクリル系樹脂、シリコーン系樹脂、エポキシ系樹脂を用いることができる。好ましくは、液状の樹脂素材を塗布し、乾燥させたり、液状の感光性樹脂素材を塗布し、露光によって適度な粘着性を示す粘着層2とする形態が好ましい。
【0024】
感光性樹脂素材を用いる場合、第1の剥離紙1及び第2の剥離紙3の一方に塗布し、他方の剥離紙で覆ってから一方或いは両面から露光すればよいが、露光する側の剥離紙が不透明である場合には、剥離紙の代わりに別途透明シートを用い、露光してから該透明シートを剥がし、本来の剥離紙を積層しても良い。また、露光の程度によって粘着性が異なる場合には、前記したように、第2の剥離紙3側の粘着力が第1の剥離紙1側よりも大きくなるように露光の程度を調整する。
【0025】
また、粘着層2として、自己粘着性を有する樹脂素材に熱伝導性フィラーを含有させることにより、係る粘着層2に良好な熱伝導性を付与することができ、本発明が目的としている電子機器に搭載された発熱部位の固定用に好適である。該熱伝導性フィラーとして具体的には、酸化アルミニウム粉末や水酸化アルミニウム粉末、各種シリカ粉末、窒化アルミニウム粉末、窒化ホウ素粉末、炭化ケイ素粉末、アルミニウムや銅などの各種粉末などが挙げられる。
【0026】
本発明の両面粘着性シートは、先ず、第1の剥離紙1と粘着層2と第2の剥離紙3からなる積層体を形成する。係る積層体の形成方法としては、コーター加工法、ドクターブレード加工法、押出加工法などが挙げられ、必要に応じてプレス二次加工を加えても良い。このようにして得られた積層体を第2の剥離紙3側から、及び、第1の剥離紙1側からそれぞれハーフカット加工することで、所望の形状の両面粘着性シートが得られる。
【0027】
例えば、図1の実施形態の場合、第1の剥離紙1と粘着層2と第2の剥離紙3からなる積層体を形成し、次いで、第2の剥離紙3を下側に向けて、粘着層2の長さ方向において所定の長さに打ち抜き機でハーフカットし、短い側の第1の剥離紙1と粘着層2とを第2の剥離紙3より剥がして除去すると、第2の剥離紙3のピックアップタブが得られる。次いで、第1の剥離紙1を下側に向けて、所定の幅に打ち抜き機でハーフカットし、間隙部分の粘着層2と第2の剥離紙3を第1の剥離紙1より剥がして除去する。
【0028】
尚、本発明においては、上記したように第1の剥離紙1と粘着層2と第2の剥離紙3からなる積層体を形成してからハーフカット加工するため、該積層体として複数個分の大面積の積層体を形成し、1個分ずつに切断してからハーフカット加工することにより、より効率良く製造することができる。
【実施例】
【0029】
実施例として、図1に示す形状の両面粘着性シートを作製した。
第1の剥離紙:厚さ50μmのPETフィルムの片面に剥離処理を施したもの。
第2の剥離紙:厚さ75μmのPETフィルムの片面に剥離処理を施したもの。
【0030】
尚、第1の剥離紙、第2の剥離紙はいずれも170mm×16.1mmである。
粘着層用樹脂組成物:
アクリルゴム(日本ゼオン株式会社製「AR−53L」)10質量%が溶解された2−エチルヘキシルアクリレート(東亞合成株式会社製「2EHA」)溶液に、アクリル酸(東亜合成株式会社製「AA」)10質量%を混合し、光重合開始剤2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン0.5質量%(チバ・スペシャルティ・ケミカルズ株式会社製)、トリエチレングリコールジメルカプタン0.2質量%(丸善ケミカル株式会社製)、2−ブチル−2−エチル−1,3−プロパンジオールジアクリレート0.2質量%(共栄社化学株式会社製)をさらに添加し混合、樹脂組成物を得た。この樹脂組成物100質量部に熱伝導性フィラーとして酸化アルミニウム(電気化学工業社製「DAW―10」)を400質量部、混合、分散し、真空脱泡(0.08MpA×60min)処理し熱伝導樹脂組成物を得た。
【0031】
上記第2の剥離紙の剥離処理が施された面に、上記熱伝導樹脂組成物を厚さ100μmになるように塗布し、空気が入らないように塗布面に同様のフィルムを覆い被せ、365nmの紫外線を表裏から3000mJ/cm2照射して、粘着層を形成した。
【0032】
上記塗布面を覆っているフィルムを剥がし、第1の剥離紙の剥離処理が施された側を粘着層に向けてラミネートして、第1の剥離紙、粘着層、第2の剥離紙からなる積層体を得た。
【0033】
上記積層体を打ち抜き機にかけ、第2の剥離紙を下側に向けて最終的な粘着層の長さ方向において150mmの長さに打ち抜き機でハーフカットし、両側の第1の剥離紙及び粘着層を剥がして除去した。これにより、両側に長さ10mmのピックアップタブが形成された。
【0034】
次に、第1の剥離紙を下側に向けて、粘着層の幅が3.4mm、間隙が0.5mmとなり、幅方向において粘着層の端部より第1の剥離紙が0.5mm外側に突出するように、打ち抜き機のピッチ送りを調節してハーフカットし、間隙及び両端の粘着層と第2の剥離紙を剥がして除去した。これにより、第1の剥離紙上に、幅3.4mmの粘着層と第2の剥離紙との積層体が4本、0.5mmの間隙を介して平行に4本配置した両面粘着性シートが得られた。
【0035】
得られた両面粘着性シートの、(第2の剥離紙と粘着層との粘着力)/(第1の剥離紙と粘着層との粘着力)は、2/1であった。
【0036】
本例の両面粘着性シートは、端部より突出した第2の剥離紙のピックアップタブを容易につまんで第1の剥離紙から剥がし、ピックアップタブを持ったまま、所定の電子機器に搭載された発熱部位の被接合部材に精度良く貼り付けることができた。その後、第2の剥離紙側から指を押し当てて十分に被接合部材に粘着層を押しつけた後、第2の剥離紙を剥がすことで粘着層が被接合部材に転写され、もう一つの被接合部材を該粘着層に密着させることで良好に接合することができた。
【0037】
上記実施例の第2の剥離紙を下に向けてハーフカットする工程において、第2の剥離紙まで打ち抜いて、ピックアップタブのない両面粘着性シートを得た。得られたシートは第2の剥離紙と粘着層とを第1の剥離紙から剥がす際に、うまく剥がれず、接合箇所への貼り付けが良好にできなかった。
【0038】
また、上記実施例において、第1の剥離紙及び第2の剥離紙の剥離処理を調整して、(第2の剥離紙と粘着層との粘着力)/(第1の剥離紙と粘着層との粘着力)が3/2未満となるように調整したところ、第2の剥離紙と粘着層とを第1の剥離紙から剥がす際に、第2の剥離紙から粘着層の一部が浮いてしまった。
【0039】
さらに、上記実施例において、第1の剥離紙及び第2の剥離紙の剥離処理を調整して、(第2の剥離紙と粘着層との粘着力)/(第1の剥離紙と粘着層との粘着力)が10/1を超えるように調整したところ、第1の剥離紙と粘着層との粘着力が弱すぎて、ハーフカット加工の際に第1の剥離紙が一部粘着層から浮いてしまった。
【図面の簡単な説明】
【0040】
【図1】本発明の両面粘着性シートの好ましい実施形態の斜視図である。
【図2】図1の両面粘着性シートの幅方向の断面模式図である。
【図3】図1の両面粘着性シートの長さ方向の断面模式図である。
【符号の説明】
【0041】
1 第1の剥離紙
2 テープ片状粘着層
3 第2の剥離紙
【技術分野】
【0001】
本発明は、粘着層の両面に剥離紙を有する両面粘着性シートに関するものであり、特に、電子機器に搭載された発熱部位の固定用等に使用される、作業性が良好な両面粘着性シートに関する。
【背景技術】
【0002】
近年、被接合材同士を接合する両面粘着性シートは精密部品、電気・電子機器部品等の分野において市場が拡大してきている。そしてそれらに求められる両面粘着性シートについても熱伝導性や電磁波吸収性といった高性能化が求められている。また同時に貼り付け作業性という観点からの要求も多くあり、剥離紙に特徴を加える事によって作業性の向上を考案している。
【0003】
例えば、特許文献1には、両面粘着シート(粘着層)を挟む剥離紙の端部を、両面粘着シートの端部よりも外側に突出するように形成した両面接着カットシートが開示されている。
【0004】
【特許文献1】特開平10−204387号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されたシートでは、剥離紙の両端が両面粘着シートの端部よりも外側に突出しているため、製造時にそれぞれの形状の剥離紙を用意し、一方の剥離紙に両面粘着シートを積層した後、他方の剥離紙を該両面粘着シートに積層する必要があり、製造工程が非常に煩雑である。また、2枚の剥離紙の端部が一致している場合には、一方の剥離紙を剥がす際に指がかかりにくい。
【0006】
本発明の課題は、製造工程が簡易で、使用時の作業性が良い両面粘着性シートを提供することにあり、さらには、電子機器に搭載された発熱部位の固定用に適した両面粘着性シートを提供することにある。
【課題を解決するための手段】
【0007】
本発明は、テープ片状粘着層の一方の面に第1の剥離紙を、他方の面に第2の剥離紙を設けた両面粘着性シートであって、
上記粘着層の幅方向において、第2の剥離紙の両端部が粘着層の両端部に一致し、
上記粘着層の長さ方向において、第2の剥離紙の少なくとも一方の端部が該粘着層の端部よりも外側に突出し、第1の剥離紙の両端部が該粘着層の両端部に一致していることを特徴とする。
【発明の効果】
【0008】
本発明においては、第2の剥離紙の端部が粘着層及び第1の剥離紙の端部よりも外側に突出しているため、使用時に該第2の剥離紙の突出した端部をピックアップタブとして容易に指やピンセットでつまんで粘着層ごと第1の剥離紙より剥がすことができる。また、第2の剥離紙は粘着層と幅方向の端部が一致しているため、粘着層を被接合部材に貼り付けて転写する際にも、位置合わせが容易で、貼り付け作業が容易である。
【0009】
また、本発明の両面粘着性シートは、第1の剥離紙と粘着層と第2の剥離紙とからなる積層体を形成してから、さらに不要な部分をハーフカットにより除去すれば容易に製造できるため、量産に適しており、安価に提供することができる。また、複数個分の積層体を形成し、1個分ずつに切断してからハーフカットすることができるため、より効率良く量産することができる。
【発明を実施するための最良の形態】
【0010】
図1は本発明の両面粘着性シートの好ましい一実施形態の斜視図である。また、図1の実施形態の断面模式図を図2,図3に示す。図2はテープ片状粘着層2の幅方向断面模式図であり、図3はテープ片状粘着層2の長さ方向の断面模式図である。
【0011】
本発明の両面粘着性シートは、図1〜図3に示すように、基本的にテープ片状粘着層(以下、粘着層と言う)2の一方の面に第1の剥離紙1を、他方の面に第2の剥離紙3を設けた積層体である。
【0012】
本発明においては、図2に示すように、粘着層2の幅方向において、第2の剥離紙3の両端部と粘着層2の両端部が一致している。当該方向において、第1の剥離紙1の端部は図2のように粘着層2の端部と一致していなくても、一致していても良いが、少なくとも一方の端部において、第1の剥離紙1が図2のように粘着層2の端部よりも外側に突出していると、第2の剥離紙3を粘着層2ごと第1の剥離紙1から剥がす際に、第1の剥離紙3の外側に突出した部分を指などで押さえて剥がし易くすることができるため、好ましい。
【0013】
また、本発明においては、図3に示すように、粘着層2の長さ方向において、第2の剥離紙3の少なくとも一方の端部が粘着層2の端部よりも外側に突出している。この、第2の剥離紙3の、粘着層2の端部よりも外側に突出した部分が、第2の剥離紙3を粘着層2ごと第1の剥離紙1から剥がす際のピックアップタブとなる。本発明においては、粘着層2の長さ方向において、第1の剥離紙1の両端部は粘着層2の両端部と一致している。即ち、第2の剥離紙3の端部は、粘着層2の端部と第1の剥離紙1の端部の両方に対して外側に突出していることになり、係る部分を指やピンセットなどでつまむ(ピックアップする)際に、第1の剥離紙1の端部が邪魔にならず、容易につまむことができ、第2の剥離紙3を粘着層2ごと剥がす作業が容易である。
【0014】
本発明において、第2の剥離紙3の、粘着層2の端部より突出する部分の長さは、所定の形状に加工する際の歩留まりやピックアップ性を考慮すると3〜25mmが好ましく、より好ましくは5〜10mmである。3mm未満では指やピンセットでつまみにくくなり、ピックアップ性に劣る。また、25mmより長いと製品歩留まりが低下する恐れがある。
【0015】
尚、粘着層2の端部より第2の剥離紙3の端部が外側に突出する部位は、粘着層2の長さ方向の一方だけ、両端部のいずれでも良く、また、両端部の場合には、突出する長さが同じであっても異なっていても良い。両端部が突出している場合は、該両端部をピックアップタブとして持ち上げることができ、被接合部材への粘着層2の貼り付け時に位置合わせが容易になり、好ましい。特に、粘着層2の長さが長い場合には、両端部をピックアップすることでねじれなどを防止することができ、取り扱いが容易になる。
【0016】
さらに本発明においては、図1、図2に示すように、1枚の第1の剥離紙1上に、粘着層2と第2の剥離紙3との積層体を、粘着層2の幅方向に複数本配置した形態が好ましく適用される。当該構成においては、複数本の積層体を互いに接触させて密に配置しても良いが、隣接する積層体同士で粘着層2同士が粘着して1本ずつ積層体を剥がす際に剥がしにくくなったり、隣接する積層体も同時に剥がしてしまいやすくなるため、図1、図2に示すように、粘着層2の幅方向において互いに間隙を介して配置することが好ましい。係る間隙の大きさは、0.5mm以上で製品幅(即ち、粘着層2と第2の剥離紙3の積層体の幅)より小さいことが好ましい。0.5mmより小さい場合には間隙部を除去する手間が大きくなり、また製品幅と同等まで大きくなるとロスが大きいだけでなく、間隙部除去の際に製品も一緒に剥離し易くなってしまうため好ましくない。
【0017】
図1,図2に示すように、1枚の第1の剥離紙1上に、粘着層2と第2の剥離紙3との積層体を複数本配置した場合、第1の剥離紙1の、既に剥離した積層体が配置していた領域を指などで押さえることで新たな積層体がより剥がし易くなるため、好ましい。また、粘着層2と第2の剥離紙3との積層体1本ごとに1枚の第1の剥離紙1を用いた構成に比べて、廃棄物となる第1の剥離紙1の枚数が減るため、廃棄物の嵩が減り、好ましい。
【0018】
尚、本発明においては、第2の剥離紙3と粘着層2とを第1の剥離紙1から剥がし、次いで粘着層2を第1の被接合部材に貼り付けてから粘着層2より第2の剥離紙3を剥がし、粘着層3の露出面に第2の被接合部材を貼り付けて、第1の被接合部材と第2の被接合部材とを接合する。従って、第2の剥離紙3と粘着層2との粘着力が、第1の剥離紙1と粘着層2との粘着力よりも大きいことが望ましく、具体的には、(第2の剥離紙3と粘着層2との粘着力)/(第1の剥離紙1と粘着層2との粘着力)が、3/2〜10/1、より好ましくは5/3〜5/2である。係る粘着力の比が、3/2未満であると、第2の剥離紙3と粘着層2とを第1の剥離紙1から剥がす際に、第2の剥離紙3と粘着層2とが剥がれてしまう恐れがあり、10/1よりも大きい場合には、所定の作業以外の時に第1の剥離紙1が粘着層2から剥がれてしまう恐れがあり、作業性が落ちるため、いずれも好ましくない。係る粘着力の調整方法としては、第1の剥離紙1と第2の剥離紙3の材質を変える、或いは、粘着層2の第1の剥離紙1と接する側が、第2の剥離紙3と接する側よりも粘着力が高くなるように形成すればよい。
【0019】
本発明の両面粘着性シートの各部材について説明する。
【0020】
本発明において、第1の剥離紙1、第2の剥離紙3とは、剥離ライナー、セパレーター、離型紙等の部材を意味する。剥離紙1及び3に使用される剥離紙としては、表面にシリコーン系剥離処理、フッ素系剥離処理等が施された紙系、樹脂系または金属箔系のものが選択でき、紙系であれば、具体的にはグラシン紙、上質紙、クラフト紙、またはそれらにポリエチレンにて目止め処理されたもの等が考えられる。樹脂系であれば、各種合成樹脂を採用できる。具体的には、ポリ塩化ビニル、ポリエチレンテレフタレート(PET)、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体、ポリエチレン、ポリプロピレン、エチレン−アクリル酸共重合体、アイオノマー樹脂、ポリイミド、ポリエチレンナフタレート等が挙げられる。またこれらの樹脂の混合物でもよい。さらに、これら樹脂の多層フィルムも好ましく用いられる。また、金属箔系としては、アルミ箔、銅箔、錫泊などが挙げられる。
【0021】
剥離紙1,3の厚みは、特に限定されることはないが、後述する製造工程における、切断或いはハーフカット加工を考慮すれば、50μm以上が好ましい。また、切断やハーフカット加工しない場合には、価格の面等から薄い方が好ましい。
【0022】
また、第1の剥離紙1及び第2の剥離紙3の一方を有色、或いは、互いに異なる色としておくことにより、区別が容易になるため、好ましい。例えば、一般的に使用され得るPETフィルムに所定の剥離処理を施した剥離紙の外側面に印刷インクを用いて印刷を施したものや、PETフィルム自体に顔料を加えて着色したものが好ましく用いられる。また、第1の剥離紙1を紙系で、第2の剥離紙3をポリエチレン系で構成すれば、素材の違いで剥離紙1,3を区別することができる。
【0023】
本発明において、粘着層2としては、自己粘着性を有する樹脂素材や、ベースフィルムの両面に自己粘着性を有する樹脂素材を付したもののいずれでも好ましく用いることができる。自己粘着性を有する樹脂としては、目的に応じて選択でき、例えばアクリル系樹脂、シリコーン系樹脂、エポキシ系樹脂を用いることができる。好ましくは、液状の樹脂素材を塗布し、乾燥させたり、液状の感光性樹脂素材を塗布し、露光によって適度な粘着性を示す粘着層2とする形態が好ましい。
【0024】
感光性樹脂素材を用いる場合、第1の剥離紙1及び第2の剥離紙3の一方に塗布し、他方の剥離紙で覆ってから一方或いは両面から露光すればよいが、露光する側の剥離紙が不透明である場合には、剥離紙の代わりに別途透明シートを用い、露光してから該透明シートを剥がし、本来の剥離紙を積層しても良い。また、露光の程度によって粘着性が異なる場合には、前記したように、第2の剥離紙3側の粘着力が第1の剥離紙1側よりも大きくなるように露光の程度を調整する。
【0025】
また、粘着層2として、自己粘着性を有する樹脂素材に熱伝導性フィラーを含有させることにより、係る粘着層2に良好な熱伝導性を付与することができ、本発明が目的としている電子機器に搭載された発熱部位の固定用に好適である。該熱伝導性フィラーとして具体的には、酸化アルミニウム粉末や水酸化アルミニウム粉末、各種シリカ粉末、窒化アルミニウム粉末、窒化ホウ素粉末、炭化ケイ素粉末、アルミニウムや銅などの各種粉末などが挙げられる。
【0026】
本発明の両面粘着性シートは、先ず、第1の剥離紙1と粘着層2と第2の剥離紙3からなる積層体を形成する。係る積層体の形成方法としては、コーター加工法、ドクターブレード加工法、押出加工法などが挙げられ、必要に応じてプレス二次加工を加えても良い。このようにして得られた積層体を第2の剥離紙3側から、及び、第1の剥離紙1側からそれぞれハーフカット加工することで、所望の形状の両面粘着性シートが得られる。
【0027】
例えば、図1の実施形態の場合、第1の剥離紙1と粘着層2と第2の剥離紙3からなる積層体を形成し、次いで、第2の剥離紙3を下側に向けて、粘着層2の長さ方向において所定の長さに打ち抜き機でハーフカットし、短い側の第1の剥離紙1と粘着層2とを第2の剥離紙3より剥がして除去すると、第2の剥離紙3のピックアップタブが得られる。次いで、第1の剥離紙1を下側に向けて、所定の幅に打ち抜き機でハーフカットし、間隙部分の粘着層2と第2の剥離紙3を第1の剥離紙1より剥がして除去する。
【0028】
尚、本発明においては、上記したように第1の剥離紙1と粘着層2と第2の剥離紙3からなる積層体を形成してからハーフカット加工するため、該積層体として複数個分の大面積の積層体を形成し、1個分ずつに切断してからハーフカット加工することにより、より効率良く製造することができる。
【実施例】
【0029】
実施例として、図1に示す形状の両面粘着性シートを作製した。
第1の剥離紙:厚さ50μmのPETフィルムの片面に剥離処理を施したもの。
第2の剥離紙:厚さ75μmのPETフィルムの片面に剥離処理を施したもの。
【0030】
尚、第1の剥離紙、第2の剥離紙はいずれも170mm×16.1mmである。
粘着層用樹脂組成物:
アクリルゴム(日本ゼオン株式会社製「AR−53L」)10質量%が溶解された2−エチルヘキシルアクリレート(東亞合成株式会社製「2EHA」)溶液に、アクリル酸(東亜合成株式会社製「AA」)10質量%を混合し、光重合開始剤2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン0.5質量%(チバ・スペシャルティ・ケミカルズ株式会社製)、トリエチレングリコールジメルカプタン0.2質量%(丸善ケミカル株式会社製)、2−ブチル−2−エチル−1,3−プロパンジオールジアクリレート0.2質量%(共栄社化学株式会社製)をさらに添加し混合、樹脂組成物を得た。この樹脂組成物100質量部に熱伝導性フィラーとして酸化アルミニウム(電気化学工業社製「DAW―10」)を400質量部、混合、分散し、真空脱泡(0.08MpA×60min)処理し熱伝導樹脂組成物を得た。
【0031】
上記第2の剥離紙の剥離処理が施された面に、上記熱伝導樹脂組成物を厚さ100μmになるように塗布し、空気が入らないように塗布面に同様のフィルムを覆い被せ、365nmの紫外線を表裏から3000mJ/cm2照射して、粘着層を形成した。
【0032】
上記塗布面を覆っているフィルムを剥がし、第1の剥離紙の剥離処理が施された側を粘着層に向けてラミネートして、第1の剥離紙、粘着層、第2の剥離紙からなる積層体を得た。
【0033】
上記積層体を打ち抜き機にかけ、第2の剥離紙を下側に向けて最終的な粘着層の長さ方向において150mmの長さに打ち抜き機でハーフカットし、両側の第1の剥離紙及び粘着層を剥がして除去した。これにより、両側に長さ10mmのピックアップタブが形成された。
【0034】
次に、第1の剥離紙を下側に向けて、粘着層の幅が3.4mm、間隙が0.5mmとなり、幅方向において粘着層の端部より第1の剥離紙が0.5mm外側に突出するように、打ち抜き機のピッチ送りを調節してハーフカットし、間隙及び両端の粘着層と第2の剥離紙を剥がして除去した。これにより、第1の剥離紙上に、幅3.4mmの粘着層と第2の剥離紙との積層体が4本、0.5mmの間隙を介して平行に4本配置した両面粘着性シートが得られた。
【0035】
得られた両面粘着性シートの、(第2の剥離紙と粘着層との粘着力)/(第1の剥離紙と粘着層との粘着力)は、2/1であった。
【0036】
本例の両面粘着性シートは、端部より突出した第2の剥離紙のピックアップタブを容易につまんで第1の剥離紙から剥がし、ピックアップタブを持ったまま、所定の電子機器に搭載された発熱部位の被接合部材に精度良く貼り付けることができた。その後、第2の剥離紙側から指を押し当てて十分に被接合部材に粘着層を押しつけた後、第2の剥離紙を剥がすことで粘着層が被接合部材に転写され、もう一つの被接合部材を該粘着層に密着させることで良好に接合することができた。
【0037】
上記実施例の第2の剥離紙を下に向けてハーフカットする工程において、第2の剥離紙まで打ち抜いて、ピックアップタブのない両面粘着性シートを得た。得られたシートは第2の剥離紙と粘着層とを第1の剥離紙から剥がす際に、うまく剥がれず、接合箇所への貼り付けが良好にできなかった。
【0038】
また、上記実施例において、第1の剥離紙及び第2の剥離紙の剥離処理を調整して、(第2の剥離紙と粘着層との粘着力)/(第1の剥離紙と粘着層との粘着力)が3/2未満となるように調整したところ、第2の剥離紙と粘着層とを第1の剥離紙から剥がす際に、第2の剥離紙から粘着層の一部が浮いてしまった。
【0039】
さらに、上記実施例において、第1の剥離紙及び第2の剥離紙の剥離処理を調整して、(第2の剥離紙と粘着層との粘着力)/(第1の剥離紙と粘着層との粘着力)が10/1を超えるように調整したところ、第1の剥離紙と粘着層との粘着力が弱すぎて、ハーフカット加工の際に第1の剥離紙が一部粘着層から浮いてしまった。
【図面の簡単な説明】
【0040】
【図1】本発明の両面粘着性シートの好ましい実施形態の斜視図である。
【図2】図1の両面粘着性シートの幅方向の断面模式図である。
【図3】図1の両面粘着性シートの長さ方向の断面模式図である。
【符号の説明】
【0041】
1 第1の剥離紙
2 テープ片状粘着層
3 第2の剥離紙
【特許請求の範囲】
【請求項1】
テープ片状粘着層の一方の面に第1の剥離紙を、他方の面に第2の剥離紙を設けた両面粘着性シートであって、
上記粘着層の幅方向において、第2の剥離紙の両端部が粘着層の両端部に一致し、
上記粘着層の長さ方向において、第2の剥離紙の少なくとも一方の端部が該粘着層の端部よりも外側に突出し、第1の剥離紙の両端部が該粘着層の両端部に一致していることを特徴とする両面粘着性シート。
【請求項2】
1枚の第1の剥離紙上に、テープ片状粘着層と第2の剥離紙との積層体が、粘着層の幅方向に複数本平行配置された請求項1に記載の両面粘着性シート。
【請求項3】
複数本の積層体が、互いに間隙を有して第1の剥離紙上に配置されている請求項2に記載の両面粘着性シート。
【請求項4】
テープ状両面粘着層と第1の剥離紙との粘着力よりも、該粘着層と第2の剥離紙との粘着力が大きい請求項1乃至3のいずれかに記載の両面粘着性シート。
【請求項5】
テープ状両面粘着層が熱伝導性フィラーを含有し、良熱伝導性を有する請求項1乃至4のいずれかに記載の両面粘着性シート。
【請求項1】
テープ片状粘着層の一方の面に第1の剥離紙を、他方の面に第2の剥離紙を設けた両面粘着性シートであって、
上記粘着層の幅方向において、第2の剥離紙の両端部が粘着層の両端部に一致し、
上記粘着層の長さ方向において、第2の剥離紙の少なくとも一方の端部が該粘着層の端部よりも外側に突出し、第1の剥離紙の両端部が該粘着層の両端部に一致していることを特徴とする両面粘着性シート。
【請求項2】
1枚の第1の剥離紙上に、テープ片状粘着層と第2の剥離紙との積層体が、粘着層の幅方向に複数本平行配置された請求項1に記載の両面粘着性シート。
【請求項3】
複数本の積層体が、互いに間隙を有して第1の剥離紙上に配置されている請求項2に記載の両面粘着性シート。
【請求項4】
テープ状両面粘着層と第1の剥離紙との粘着力よりも、該粘着層と第2の剥離紙との粘着力が大きい請求項1乃至3のいずれかに記載の両面粘着性シート。
【請求項5】
テープ状両面粘着層が熱伝導性フィラーを含有し、良熱伝導性を有する請求項1乃至4のいずれかに記載の両面粘着性シート。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2008−255255(P2008−255255A)
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願番号】特願2007−100183(P2007−100183)
【出願日】平成19年4月6日(2007.4.6)
【出願人】(000003296)電気化学工業株式会社 (1,539)
【Fターム(参考)】
【公開日】平成20年10月23日(2008.10.23)
【国際特許分類】
【出願日】平成19年4月6日(2007.4.6)
【出願人】(000003296)電気化学工業株式会社 (1,539)
【Fターム(参考)】
[ Back to top ]