
中央の基幹工場と分工場の統合管理システム

【課題】 同一および類似の生産形態で管理される、中央の基幹工場と遠隔に分散して存在する1つまたは複数の分工場とを、中央の基幹工場で集中して統合管理するシステムを提供すること。
【解決手段】 中央の基幹工場に設置された管理端末装置と、分工場に設置された端末装置とを、インターネット等の通信網で接続して、前記管理端末装置が、前記端末装置から各分工場の管理情報を取得するとともに、取得した各分工場の管理情報を中央の基幹工場で総合的に分析して、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、全体最適な管理の要件となる各分工場独自の分工場最適な管理情報を、前記管理端末装置から前記端末装置に伝送することにより統合管理している。
【解決手段】 中央の基幹工場に設置された管理端末装置と、分工場に設置された端末装置とを、インターネット等の通信網で接続して、前記管理端末装置が、前記端末装置から各分工場の管理情報を取得するとともに、取得した各分工場の管理情報を中央の基幹工場で総合的に分析して、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、全体最適な管理の要件となる各分工場独自の分工場最適な管理情報を、前記管理端末装置から前記端末装置に伝送することにより統合管理している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中央の基幹工場に設置された管理端末装置と1つまたは複数の分工場に設置された端末装置とを、インターネット等の通信網を利用しながら接続して、同一および類似の生産形態で管理される、中央の基幹工場と遠隔に分散して存在する1つまたは複数の分工場とを、中央の基幹工場で集中して統合管理するシステム技術に関する。
【背景技術】
【0002】
大企業で生産される自動車や家電製品等は複数の部品等から構成され、自社で生産した部品等だけでなく、他社からも購入した複数の部品等から、自動車や家電製品等の最終製品が組み立てられている。これらの部品等は最終製品に合わせて自社の分工場ないしは他社で生産され、いわゆるジャストインタイムで最終製品工場に納入される場合が多い。ここでは、部品等は最終製品の生産状況に合わせて最終製品の生産が最適になるように生産されてはいるが、部品等の生産そのものは部品等が生産される工場で独立に管理されている。そのため、部品等が生産される工場の生産管理や品質管理等は部品等の生産工場の管理責任となり、部品等の生産工場の独立性が重んじられる形となって、最終製品の生産工場と部品等の生産工場は同一および類似の生産形態とはなっていない。
【0003】
更に、ある特定のメーカの特定の自動車や家電製品等の最終製品に対してだけでなく、複数の他のメーカの自動車や家電製品等の最終製品に対しても使用可能な共通の部品等を、自社の工場や他社で生産する場合があり、この場合は、特定のメーカの自動車や家電製品等の生産計画に縛られることなく、当該部品等を標準的に生産できる優位性がある。ここでは、当該部品等は標準化されて複数の多くの最終製品に大量に使用されるために、当該部品等の品質向上やコスト削減を容易に図ることが可能であり、最終製品の生産工場と部品等の生産工場は最終製品の生産が最適になるように連携しながらも、最終製品と当該部品等の生産の独立性を更に保ちつつ、結果的には最終製品の品質向上やコスト削減に寄与している。しかし、ここでも、最終製品の生産工場と部品等の生産工場の生産形態は異なったものとなっている。
【0004】
また、半導体のように殆ど自社で生産の管理をする生産方式であっても、生産の諸工程から見て開発は他社で行う場合や、半導体の素材は他社から購入したり、試験工程も他社が行うなどして、生産全体を全て自社だけで行うことは少ない。この場合でも、生産管理や品質管理等の観点から、半導体の最終製品の生産が最適になるように、生産の諸工程は連携して生産されるが、生産の諸工程の独立性を保ちながら生産され、諸工程の生産形態はそれぞれ独自に異なったものとなっている。
【0005】
これに対して、機能的にも価格的にも限界を極めた特異な最終製品を、機密保持や機能的な特異性および価格競争等の優位性を図るために、複数の部品等を外部に発注しないで、最終製品が最適になるように自社で専用生産している場合や、特異な最終製品でなくても、生産品目の異なる部品等を生産効率等の観点から、最終製品と同一および類似の生産形態でもって自社内の1つまたは複数の分工場で生産しながら、中央の基幹工場で集中管理して最終製品を生産する場合がある。
【0006】
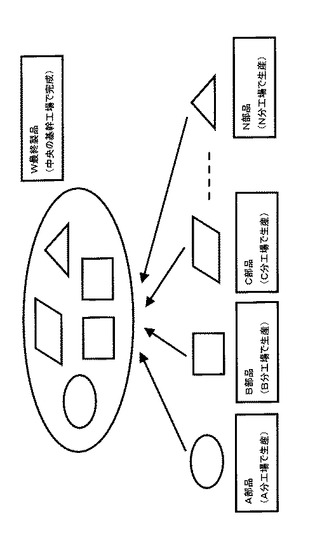
この例は、例えば図1に示すように、A部品をA分工場で、B部品をB分工場で、C部品をC分工場で、N部品をN分工場で自社生産して、W最終製品を中央の基幹工場で完成する場合、各分工場は中央の基幹工場と同一および類似の生産形態で統合管理されている。ここでは、各分工場は遠隔に分散して、1つまたは複数存在する場合が多く、要員確保やコスト削減および原材料入手等の目的から、国内だけでなく海外に展開されている場合も多い。この例の特徴は、1つまたは複数の各分工場は中央の基幹工場により、同一および類似の生産形態で統合管理されていることである。
【0007】
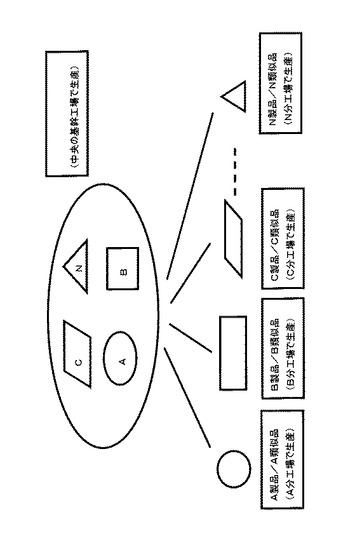
また、同様の例として図2に示すように、中央の基幹工場でA製品、B製品、C製品、N製品を生産しているのに対して、これと関連した製品として、A製品およびA類似製品をA分工場で、B製品およびB類似製品をB分工場で、C製品およびC類似製品をC分工場で、N製品およびN類似製品をN分工場で生産する場合がある。この場合も各分工場は1つまたは複数の分工場から構成され、中央の基幹工場と同一および類似の生産形態で統合管理されている。
【0008】
上記、自動車や家電製品等および半導体の生産の場合、独立した複数の企業が関与して最終製品が完成されるために、要員や費用も含めて最終製品と部品等とが同一および類似の生産形態で統合管理されて生産することは不可能に近い。そのために、最終製品の生産と部品等の生産は、厳密に同一および類似の生産形態で統合管理するよりも、むしろ現状のように、最終製品の生産が最適になるように連携しながら、それでいて最終製品の生産と部品等の生産は独立の生産形態である方が効率的である。
【0009】
ところが、図1に示すように、自社で部品等から最終製品までを、または図2に示すように、自社で同一の製品や類似の製品を、同一および類似の生産形態で統合管理して生産する場合、最終製品または同一の製品や類似の製品を効率よく生産するためには、各部品等または同一の製品や類似の製品の生産工場は中央の基幹工場の分工場としての役割を果たし、中央の基幹工場で生産管理、品質管理、要員管理、費用管理等の統合管理をすることが肝要である。しかし、分工場が中央の基幹工場から離れて分散して存在することや海外にまで存在すること等のために、中央の基幹工場と分工場はそれぞれ独自に管理され、全体最適で効率的な統合管理方法が確立されていないのが実情である。特に、中小企業等で分工場を海外に展開している場合などは、習慣や言葉の問題、現地要員の使い方が国内と異なること、および現地とのコミュニケーションが取りにくいこと等のために、海外の分工場の管理は糸の切れた凧のような管理になって、製品生産の管理はおろそかになり、全体最適な統合管理による生産からは程遠い状況になっている。
【0010】
【特許文献1】特開2002−269330
【特許文献2】特開2003−067022
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、上記事情を考慮してなされたもので、その目的は、同一および類似の生産形態で管理される、中央の基幹工場から遠隔に分散して存在する1つまたは複数の分工場を、中央の基幹工場で集中して統合管理しながら最終製品または同一の製品や類似の製品までを生産する生産方式において、
中央の基幹工場で各分工場からの管理情報をリアルタイムに取得し、当該管理情報を総合的に分析して、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、全体最適な管理の要件となる各分工場の分工場独自の最適な管理情報を、中央の基幹工場から1つまたは複数の各分工場にリアルタイムに伝送してなる中央の基幹工場と分工場の効率的な統合管理システムを提供することにある。
【課題を解決するための手段】
【0012】
上記目的を解決するために、本発明では、以下の手段を提案している。
即ち、請求項1に記載された発明は、同一および類似の生産形態で管理される、中央の基幹工場と1つまたは複数の分工場とを、中央の基幹工場で集中して統合管理するシステムで、中央の基幹工場に設置された管理端末装置と、各分工場に設置された端末装置と、該管理端末装置と該端末装置とが接続されたインターネット等の通信網と、を備えた統合管理システムにあって、前記管理端末装置が、前記端末装置から各分工場の管理情報を取得するとともに、取得した各分工場の管理情報を中央の基幹工場で総合的に分析して、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、全体最適な管理の要件となる各分工場独自の分工場最適な管理情報を、前記管理端末装置から前記端末装置に伝送することを特徴とする。
【0013】
これにより、同一および類似の生産形態で管理される、中央の基幹工場と遠隔に分散して存在する1つまたは複数の各分工場とは、中央の基幹工場の管理端末装置と各分工場の端末装置とをインターネット等の通信システムで接続することにより、中央の基幹工場は各分工場の生産情報を総合的に分析し、中央の基幹工場と各分工場とをまとめた総合的に全体最適な管理を行い、また、全体最適な管理の要件となる各分工場独自の分工場最適な管理を行いながら、中央の基幹工場と各分工場とが連携して、最終製品または同一の製品や類似の製品が最適で効率的な生産ができる統合管理システムを実現可能である。
【0014】
また、請求項2に記載された発明は、前記管理端末装置は、前記端末装置から各分工場の管理情報を定例報告および緊急報告によりリアルタイムに取得し、また、前記管理端末装置から前記端末装置への管理情報は、定例報告および緊急報告でリアルタイムに伝送することを特徴とする。
【0015】
これにより、中央の基幹工場は各分工場からの管理情報を定例および緊急の形でリアルタイムに取得し、また、各分工場も中央の基幹工場からの管理情報を定例および緊急の形でリアルタイムに取得することにより、中央の基幹工場と各分工場とは定期的および突発的な事象に対して臨機応変に緊密に連絡を取ることができ、刻々と変化する生産状況に応じて、最終製品または同一の製品や類似の製品の最適で効率的な生産が可能となる。
【0016】
また、請求項3に記載された発明は、前記中央の基幹工場で集中して統合管理する管理内容は、生産管理、品質管理、要員管理、費用管理等の生産に関わる基本要素から構成されることを特徴とする。
【0017】
これにより、中央の基幹工場と各分工場で管理される内容は、生産管理、品質管理、要員管理、費用管理等の生産に関わる基本要素で統合管理されるために、例えば、ある分工場である部品または同一の製品や類似の製品の生産が間に合わなければ別の分工場で緊急生産するとか、ある分工場で要員が不足すれば別の分工場から応援要員を派遣する等の対策をして、最終的に中央の基幹工場での最終製品または同一の製品や類似の製品の最適で効率的な生産を目指すことが可能となる。
【0018】
また、請求項4に記載された発明は、前記管理端末装置が、前記端末装置から各分工場の管理情報を画像情報等としてリアルタイムに取得するとともに、取得した管理情報に基づいて、前記端末装置に対して管理情報を画像情報等としてリアルタイムに伝送することを特徴とする。
【0019】
これにより、中央の基幹工場は、各工場における生産現場の生産状況や不具合の状況等の管理情報を画像情報としてリアルタイムに入手でき、適時の的確な判断の下に、各分工場に対して、最適な生産方法や手段および不具合対策等をリアルタイムに指示することができる。こうして、中央の基幹工場での最終製品または同一の製品や類似の製品の最適で効率的な生産が可能となる。
【0020】
また、請求項5に記載された発明は、前記管理端末装置と前記端末装置との間で、管理情報を映像・音声によってやりとりするコミュニケーション手段を更に備えたことを特徴とする。
【0021】
これにより、中央の基幹工場と各分工場とは、映像・音声のやりとりによってテレビ会議等を行うことが可能になり、中央の基幹工場と各分工場との距離を意識することなく、リアルタイムのコミュニケ-ションにより相互の意志疎通を図りながら、中央の基幹工場は集中して的確でリアルタイムな各分工場の統合管理を行うことが可能となる。
【発明の効果】
【0022】
本発明によれば、同一および類似の生産形態で管理される、中央の基幹工場と遠隔に分散して存在する1つまたは複数の分工場とを、特段の通信手段を用いずに既設のインターネット等の通信網で接続して、画像情報やテレビ会議等の映像・音声の手段も含めた通信手段により、生産管理、品質管理、要員管理、費用管理等の生産に関わる基本要素の管理情報を、定例報告および緊急報告の形でリアルタイムに的確に情報交換することが可能になる。これにより、中央の基幹工場は各分工場の生産情報を総合的に分析し、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、また、全体最適な管理の要件となる各分工場独自の分工場最適な管理を行うことにより、中央の基幹工場と各分工場とを連携して統合管理しながら、中央の基幹工場での最終製品または同一の製品や類似の製品の最適で効率的な生産を行うことができる効果がある。
【発明を実施するための最良の形態】
【0023】
以下、図面を参照しつつ、本発明を実施するための最良の形態について説明する。
【実施例】
【0024】
先にも述べたように、図1に、本発明の同一および類似の生産形態による、中央の基幹工場での最終製品の生産と分工場での部品の生産の、全体構成の例を示す。中央の基幹工場とA分工場、B分工場、C分工場およびN分工場から全体の工場は構成され、A部品はA分工場で1種類、B部品はB分工場で2種類、C部品はC分工場で1種類およびN部品はN分工場で1種類生産され、これらの部品が各分工場から中央の基幹工場に集められてW最終製品となる様子を示している。この例では、A部品からN部品までの各部品は、それぞれ専属のA分工場からN分工場の各分工場でしか生産できないような図となっているが、実際には、どの分工場でもどの部品も生産できるし、もし、ある分工場ではある部品しか生産できない場合でも、中央の基幹工場を含めて、各分工場同士の要員の応援や費用の援助ができるようになっている。このようにして、中央の基幹工場はW最終製品の生産が効率的で最適になるように、1つまたは複数の各分工場の生産体制を統合管理している。
【0025】
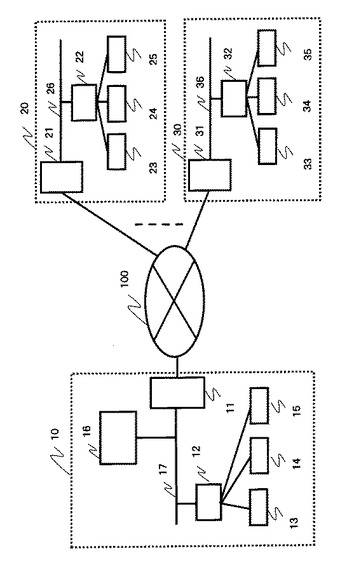
図3に、本実施例のシステム構成の例を示す。中央の基幹工場10には各分工場との情報通信の接続端末装置として、セキュリティー管理の目的でファイヤーウォール11が設置され、このファイヤーウォール11と生産に関する管理データの保管用のサーバ16、および管理端末装置としてのパソコン12が社内LAN17で接続されている。更に、パソコン12には画像情報および映像・音声での通信が可能なようにカメラ13、マイクロホン14およびスピーカ/イヤホン15が接続されている。A分工場20には通信の接続端末装置としてルータ21が設置され、このルータ21からは社内LAN26を通して管理端末装置としてのパソコン22が接続されている。パソコン22には中央の基幹工場と同様に、画像情報および映像・音声での通信が可能なようにカメラ23、マイクロホン24およびスピーカ/イヤホン25が接続されている。ルータ21は中央の基幹工場と同じようにファイヤーウォールで構成されてもかまわない。また、N分工場30もA分工場20と同様に、ルータ31とパソコン32が社内LAN36で接続され、パソコン32にはカメラ33、マイクロホン34およびスピーカ/イヤホン35が接続されている。ここでも、ルータ31の代りにファイヤーウォールで構成されてもかまわない。
【0026】
中央の基幹工場10とA分工場20およびN分工場30は、ファイヤーウォール11、ルータ21、ルータ31およびインターネット100による通信システムで接続されて、A分工場20のパソコン22から構成される端末装置、およびN分工場30のパソコン32から構成される端末装置は、図1のW最終製品の生産が効率的で最適になるように、中央の基幹工場10のサーバ16とパソコン12から構成される管理端末装置により統合管理される。図3には、図1に示すB分工場やC分工場の端末装置の構成内容は示さなかったが、A分工場やN分工場の内容と同様である。
【0027】
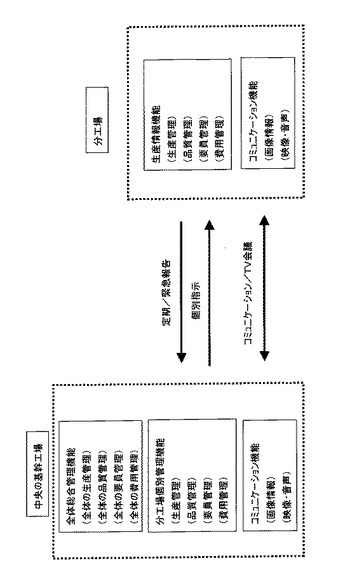
図4に本実施例の機能の例を示す。中央の基幹工場には大きく分けて、1つまたは複数の分工場をまとめて統合した全体最適な管理を行う全体総合管理機能と、全体最適な要件となる1つまたは複数の各分工場独自の分工場最適な管理を行う分工場個別管理機能、および現場の状況を画像で確認する画像情報やテレビ会議等の映像・音声による通信手段のコミュニケ-ション機能がある。各分工場には、部品の生産個数や進捗等の生産管理、不良品等の品質管理、従業員やパート等の稼動や充足状況を含めた要員管理、生産に関わる費用や損益状況を含めた費用管理等の生産に関わる基本要件の生産情報機能、および中央の基幹工場と同じ機能である現場の状況を画像で確認する画像情報やテレビ会議等の映像・音声による通信手段のコミュニケーション機能がある。
【0028】
中央の基幹工場は、1つまたは複数の各分工場と定期的に、あるいは不具合や急を要する事態に対しては緊急報告の形で、各分工場の生産管理、品質管理、要員管理、費用管理等の生産情報を各分工場からリアルタイムに取得し、中央の基幹工場と各分工場をまとめて統合した全体の生産管理、全体の品質管理、全体の費用管理、全体の要員管理等が図1のW最終製品の生産に対して最適になるように全体総合管理を行う。また、中央の基幹工場は、この全体総合管理内容に基づいて、各分工場独自の分工場最適な生産管理、品質管理、要員管理、費用管理を更に行い、各分工場に対してリアルタイムに個別指示を行う。
【0029】
中央の基幹工場と各分工場の生産現場の生産状況や不具合報告等は、図3に示すように、中央の基幹工場に設置されたパソコン12に接続されているカメラ13、マイクロホン14、スピーカ/イヤホン15と、例えばA工場のパソコン22に接続されたカメラ23、マイクロホン24、スピーカ/イヤホン25を通して、生産現場の様子や不具合の内容等を画像情報により具体的に情報交換しながら、相互にコミュニケーションが図られるようになっている。この場合、パソコンによるテレビ会議により、中央の基幹工場とA分工場のコミュニケーションを図ることも可能である。本コミュニケーションは、中央の基幹工場とA分工場とのコミュニケーションだけでなく、同様にして、他の分工場とも情報交換が可能であり、また、各分工場同士の情報交換も可能である。
【0030】
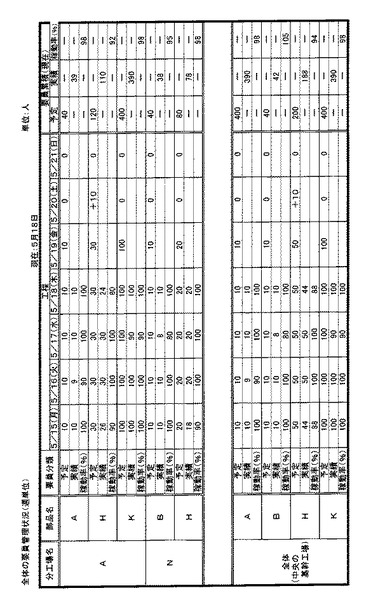
図5に全体の生産管理状況の例を示す。ここでは、A分工場でA部品、H部品、K部品を生産し、N分工場でB部品、H部品を生産して、中央の基幹工場で生産される図1のW最終製品に必要な部品は、図5の例ではA部品、B部品、H部品、K部品であることを示し、これらA部品、B部品、H部品、K部品の生産状況を、中央の基幹工場で月日毎に全体として統合管理している状況を示す。分工場毎の各部品は月日毎の生産予定とこれに対する実績および予定と実績からの効率が生産日現在まで情報収集され、生産日現在までの累積が週毎にまとめられている。例えば、A分工場で生産されるA部品は5月18日現在は100個生産の予定が、110個の生産実績であり、効率は110%で目標より高い生産となっている。しかし、5月15日から5月18日までの週毎の累積では、400個の生産予定が、390個の生産実績であり、効率は98%と目標に達していないことが分る。N分工場のB部品については、5月18日現在では120%の効率があり、週毎の累積でも105%の効率で目標を達成していることが分る、このようにして、個々の分工場における個々の部品の生産状況を把握することができる。
【0031】
図1に示すW最終製品は、図5の例ではA部品、B部品、H部品、K部品から構成されるが、H部品はA分工場とN分工場で生産されている。従がって、中央の基幹工場では、A分工場のH部品とN分工場のH部品をまとめて生産管理している。5月18日現在では、A分工場のH部品は、週毎の累積が生産予定1200個に対し生産実績が1100個で効率は92%であり、N分工場のH部品は週毎の累積が生産予定800個に対して生産実績が810個で効率は101%である。このA分工場でのH部品とN分工場でのH部品をまとめて中央の基幹工場で全体の生産状況を見ると、週毎の累積が生産予定2000個に対し生産実績が1910個で効率96%と低くなる。このままでは、中央の基幹工場での図1のW最終製品の生産が予定通りにいかなくなる可能性があるために、A分工場では5月20日の土曜日に休日出勤して100個の生産増をするように、当初の計画に対して生産変更している。この様子を、A分工場のH部品および全体の項目のH部品の5月18日(土)の欄の+100が示している。他の部品に対しても、このように、中央の基幹工場の図1のW最終製品の生産状況に応じて、臨機応変に対応できるように生産管理している。
【0032】
図6に全体の要員管理状況の例を示す。ここでも図1のW最終製品に必要な部品は、図6の例ではA部品、B部品、H部品、K部品であり、A分工場でA部品、H部品、K部品を生産し、N分工場でB部品、H部品を生産して、中央の基幹工場で生産される図1のW最終製品に必要なA部品、B部品、H部品、K部品の生産の要員状況を、中央の基幹工場で月日毎に全体として統合管理している状況を示す。分工場毎の各部品は月日毎の生産に必要な要員予定と、これに対する実績および予定と実績からの効率が生産日現在まで情報収集され、生産日現在までの累積が週毎にまとめられている。例えば、A分工場で生産されるA部品は5月18日現在は10人の要員予定が、10人の実績であり、効率は100%で目標達成できている。しかし、5月15日から5月18日までの週毎の累積では、40人の要員予定が、39人の要員実績であり、効率は98%と目標に達していないことが分る。N分工場のB部品については、5月18日現在では100%の効率があるが、週毎の累積では95%の効率で目標を達成していないことが分る、このようにして、個々の分工場における個々の部品の生産に要する要員状況を把握することができる。
【0033】
前述のように、図1のW最終製品は、図6の例ではA部品、B部品、H部品、K部品から構成されるが、H部品はA分工場とN分工場で生産されている。従がって、中央の基幹工場では、A分工場のH部品とN分工場のH部品をまとめて要員管理している。5月18日現在では、A分工場のH部品は、要員予定30人に対し要員実績が24人で効率は80%であり、N分工場のH部品は、要員予定20人に対して要員実績が20人で効率は100%である。このA分工場でのH部品とN分工場でのH部品をまとめて中央の基幹工場で全体の要員を見ると、週毎の累積が要員予定200人に対し要員実績が188人で効率94%と低くなる。このままでは、中央の基幹工場での図1のW最終製品の生産が予定通りにいかなくなる可能性があるために、A分工場では5月20日の土曜日に休日出勤して10人の要員増をするように、当初の計画に対して生産変更している。この様子を、A分工場のH部品および全体の項目のH部品の5月20日(土)の欄の+10が示している。他の部品に対しても、このように、中央の基幹工場の図1のW最終製品の生産状況に応じて、臨機応変に対応できるように要員管理している。
【0034】
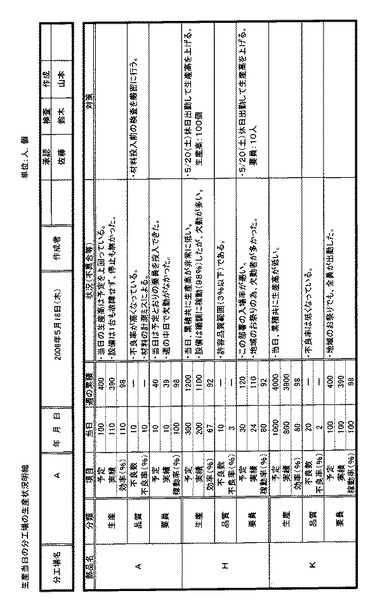
図7に生産当日の分工場の生産状況の例を示す。この例では、A分工場でのA部品、H部品、K部品の生産、品質、要員の観点からの管理状況を、5月18日の生産当日と週の累積から状況把握し、不具合等に対する対策を立案している様子を示している。この中で、5月18日のH部品の生産高が低いのは生産設備の稼働率や品質上の問題ではなく、地域のお祭があったために出勤予定の30人に対して実績は24人の出勤で、欠勤者が6人もいたことが原因であることが分る。そのために、5月20日(土)に10人が休日出勤して生産高100個を増産する対策が取られている。この生産情報はA分工場だけでなく中央の基幹工場にも伝送され、A分工場単独のものではなく、中央の基幹工場と情報交換しながら立案されている。他の分工場の場合も同様にして、中央の基幹工場と分工場をまとめて、中央の基幹工場で統合管理される。
【0035】
その他、品質管理や費用管理等の生産に関わる個別の管理については、上述の生産管理や要員管理と全く同様であるので省略する。画像情報での現場の状況把握や映像・音声によるテレビ会議等のリアルタイムの管理は、生産管理、品質管理、要員管理、費用管理等の生産に係る基本要素を、具体的により的確に推進するための管理方法としてとして利用される。
【0036】
以上、本発明の実施の形態について説明したが、本発明のシステム構成や管理方法等は上述の実施例にのみ限定されるものではなく、例えば中央の基幹工場と分工場で生産される製品は、図1に示すような最終製品と部品というような従属関係の製品ではなくても、図2に示すような同一の製品や類似の製品の例でもよく、また、中央の基幹工場と分工場での生産は必ずしも自社内だけに限らなくてもよい。更に、1つまたは複数の分工場は中央の基幹工場から遠隔に分散してある必要はなく、中央の基幹工場と分工場とが機能分担する形で同一敷地内に存在してもよく、通信システムもインターネットに限らなくて電話回線等で構成されてもよい。これらの例のように、本発明は、中央の基幹工場と1つまたは複数の分工場とが、同一および類似の生産形態により中央の基幹工場で集中して統合管理されていればよく、本発明の要旨を逸脱しない範囲において種々変更を加え得ることは勿論である。
【産業上の利用可能性】
【0037】
本発明は、中央の基幹工場に設置された管理端末装置と1つまたは複数の分工場とに設置された端末装置とを、インターネット等の通信網を利用しながら接続して、同一および類似の生産形態で管理される中央の基幹工場と遠隔に分散して存在する1つまたは複数の分工場とを、中央の基幹工場で集中して統合管理するシステム技術として産業上の利用が可能である。
【図面の簡単な説明】
【0038】
【図1】本発明の生産システムにおける最終製品と部品の生産の全体構成の例を説明する図である。
【図2】本発明の生産システムにおける同一の製品や類似の製品の生産の全体構成の例を説明する図である。
【図3】本発明の実施形態に係るシステム全体の構成の例を示す図である。
【図4】本発明の実施形態に係るシステムの機能の例を示す図である。
【図5】本発明の実施形態に係る全体の生産管理状況の例を示す図である。
【図6】本発明の実施形態に係る全体の要員管理状況の例を示す図である。
【図7】本発明の実施形態に係る生産当日の分工場の生産状況明細の例を示す図である。
【符号の説明】
【0039】
10 中央の基幹工場
11 ファイヤーウォール
12 パソコン(その1)
13 カメラ(その1)
14 マイクロホン(その1)
15 スピーカ/イヤホン(その1)
16 サーバ
17 社内LAN(その1)
20 A分工場
21 ルータ(その1)
22 パソコン(その2)
23 カメラ(その2)
24 マイクロホン(その2)
25 スピーカ/イヤホン(その2)
26 社内LAN(その2)
30 N分工場
31 ルータ(その2)
32 パソコン(その3)
33 カメラ(その3)
34 マイクロホン(その3)
35 スピーカ/イヤホン(その3)
36 社内LAN(その3)
100 インターネット
【技術分野】
【0001】
本発明は、中央の基幹工場に設置された管理端末装置と1つまたは複数の分工場に設置された端末装置とを、インターネット等の通信網を利用しながら接続して、同一および類似の生産形態で管理される、中央の基幹工場と遠隔に分散して存在する1つまたは複数の分工場とを、中央の基幹工場で集中して統合管理するシステム技術に関する。
【背景技術】
【0002】
大企業で生産される自動車や家電製品等は複数の部品等から構成され、自社で生産した部品等だけでなく、他社からも購入した複数の部品等から、自動車や家電製品等の最終製品が組み立てられている。これらの部品等は最終製品に合わせて自社の分工場ないしは他社で生産され、いわゆるジャストインタイムで最終製品工場に納入される場合が多い。ここでは、部品等は最終製品の生産状況に合わせて最終製品の生産が最適になるように生産されてはいるが、部品等の生産そのものは部品等が生産される工場で独立に管理されている。そのため、部品等が生産される工場の生産管理や品質管理等は部品等の生産工場の管理責任となり、部品等の生産工場の独立性が重んじられる形となって、最終製品の生産工場と部品等の生産工場は同一および類似の生産形態とはなっていない。
【0003】
更に、ある特定のメーカの特定の自動車や家電製品等の最終製品に対してだけでなく、複数の他のメーカの自動車や家電製品等の最終製品に対しても使用可能な共通の部品等を、自社の工場や他社で生産する場合があり、この場合は、特定のメーカの自動車や家電製品等の生産計画に縛られることなく、当該部品等を標準的に生産できる優位性がある。ここでは、当該部品等は標準化されて複数の多くの最終製品に大量に使用されるために、当該部品等の品質向上やコスト削減を容易に図ることが可能であり、最終製品の生産工場と部品等の生産工場は最終製品の生産が最適になるように連携しながらも、最終製品と当該部品等の生産の独立性を更に保ちつつ、結果的には最終製品の品質向上やコスト削減に寄与している。しかし、ここでも、最終製品の生産工場と部品等の生産工場の生産形態は異なったものとなっている。
【0004】
また、半導体のように殆ど自社で生産の管理をする生産方式であっても、生産の諸工程から見て開発は他社で行う場合や、半導体の素材は他社から購入したり、試験工程も他社が行うなどして、生産全体を全て自社だけで行うことは少ない。この場合でも、生産管理や品質管理等の観点から、半導体の最終製品の生産が最適になるように、生産の諸工程は連携して生産されるが、生産の諸工程の独立性を保ちながら生産され、諸工程の生産形態はそれぞれ独自に異なったものとなっている。
【0005】
これに対して、機能的にも価格的にも限界を極めた特異な最終製品を、機密保持や機能的な特異性および価格競争等の優位性を図るために、複数の部品等を外部に発注しないで、最終製品が最適になるように自社で専用生産している場合や、特異な最終製品でなくても、生産品目の異なる部品等を生産効率等の観点から、最終製品と同一および類似の生産形態でもって自社内の1つまたは複数の分工場で生産しながら、中央の基幹工場で集中管理して最終製品を生産する場合がある。
【0006】
この例は、例えば図1に示すように、A部品をA分工場で、B部品をB分工場で、C部品をC分工場で、N部品をN分工場で自社生産して、W最終製品を中央の基幹工場で完成する場合、各分工場は中央の基幹工場と同一および類似の生産形態で統合管理されている。ここでは、各分工場は遠隔に分散して、1つまたは複数存在する場合が多く、要員確保やコスト削減および原材料入手等の目的から、国内だけでなく海外に展開されている場合も多い。この例の特徴は、1つまたは複数の各分工場は中央の基幹工場により、同一および類似の生産形態で統合管理されていることである。
【0007】
また、同様の例として図2に示すように、中央の基幹工場でA製品、B製品、C製品、N製品を生産しているのに対して、これと関連した製品として、A製品およびA類似製品をA分工場で、B製品およびB類似製品をB分工場で、C製品およびC類似製品をC分工場で、N製品およびN類似製品をN分工場で生産する場合がある。この場合も各分工場は1つまたは複数の分工場から構成され、中央の基幹工場と同一および類似の生産形態で統合管理されている。
【0008】
上記、自動車や家電製品等および半導体の生産の場合、独立した複数の企業が関与して最終製品が完成されるために、要員や費用も含めて最終製品と部品等とが同一および類似の生産形態で統合管理されて生産することは不可能に近い。そのために、最終製品の生産と部品等の生産は、厳密に同一および類似の生産形態で統合管理するよりも、むしろ現状のように、最終製品の生産が最適になるように連携しながら、それでいて最終製品の生産と部品等の生産は独立の生産形態である方が効率的である。
【0009】
ところが、図1に示すように、自社で部品等から最終製品までを、または図2に示すように、自社で同一の製品や類似の製品を、同一および類似の生産形態で統合管理して生産する場合、最終製品または同一の製品や類似の製品を効率よく生産するためには、各部品等または同一の製品や類似の製品の生産工場は中央の基幹工場の分工場としての役割を果たし、中央の基幹工場で生産管理、品質管理、要員管理、費用管理等の統合管理をすることが肝要である。しかし、分工場が中央の基幹工場から離れて分散して存在することや海外にまで存在すること等のために、中央の基幹工場と分工場はそれぞれ独自に管理され、全体最適で効率的な統合管理方法が確立されていないのが実情である。特に、中小企業等で分工場を海外に展開している場合などは、習慣や言葉の問題、現地要員の使い方が国内と異なること、および現地とのコミュニケーションが取りにくいこと等のために、海外の分工場の管理は糸の切れた凧のような管理になって、製品生産の管理はおろそかになり、全体最適な統合管理による生産からは程遠い状況になっている。
【0010】
【特許文献1】特開2002−269330
【特許文献2】特開2003−067022
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、上記事情を考慮してなされたもので、その目的は、同一および類似の生産形態で管理される、中央の基幹工場から遠隔に分散して存在する1つまたは複数の分工場を、中央の基幹工場で集中して統合管理しながら最終製品または同一の製品や類似の製品までを生産する生産方式において、
中央の基幹工場で各分工場からの管理情報をリアルタイムに取得し、当該管理情報を総合的に分析して、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、全体最適な管理の要件となる各分工場の分工場独自の最適な管理情報を、中央の基幹工場から1つまたは複数の各分工場にリアルタイムに伝送してなる中央の基幹工場と分工場の効率的な統合管理システムを提供することにある。
【課題を解決するための手段】
【0012】
上記目的を解決するために、本発明では、以下の手段を提案している。
即ち、請求項1に記載された発明は、同一および類似の生産形態で管理される、中央の基幹工場と1つまたは複数の分工場とを、中央の基幹工場で集中して統合管理するシステムで、中央の基幹工場に設置された管理端末装置と、各分工場に設置された端末装置と、該管理端末装置と該端末装置とが接続されたインターネット等の通信網と、を備えた統合管理システムにあって、前記管理端末装置が、前記端末装置から各分工場の管理情報を取得するとともに、取得した各分工場の管理情報を中央の基幹工場で総合的に分析して、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、全体最適な管理の要件となる各分工場独自の分工場最適な管理情報を、前記管理端末装置から前記端末装置に伝送することを特徴とする。
【0013】
これにより、同一および類似の生産形態で管理される、中央の基幹工場と遠隔に分散して存在する1つまたは複数の各分工場とは、中央の基幹工場の管理端末装置と各分工場の端末装置とをインターネット等の通信システムで接続することにより、中央の基幹工場は各分工場の生産情報を総合的に分析し、中央の基幹工場と各分工場とをまとめた総合的に全体最適な管理を行い、また、全体最適な管理の要件となる各分工場独自の分工場最適な管理を行いながら、中央の基幹工場と各分工場とが連携して、最終製品または同一の製品や類似の製品が最適で効率的な生産ができる統合管理システムを実現可能である。
【0014】
また、請求項2に記載された発明は、前記管理端末装置は、前記端末装置から各分工場の管理情報を定例報告および緊急報告によりリアルタイムに取得し、また、前記管理端末装置から前記端末装置への管理情報は、定例報告および緊急報告でリアルタイムに伝送することを特徴とする。
【0015】
これにより、中央の基幹工場は各分工場からの管理情報を定例および緊急の形でリアルタイムに取得し、また、各分工場も中央の基幹工場からの管理情報を定例および緊急の形でリアルタイムに取得することにより、中央の基幹工場と各分工場とは定期的および突発的な事象に対して臨機応変に緊密に連絡を取ることができ、刻々と変化する生産状況に応じて、最終製品または同一の製品や類似の製品の最適で効率的な生産が可能となる。
【0016】
また、請求項3に記載された発明は、前記中央の基幹工場で集中して統合管理する管理内容は、生産管理、品質管理、要員管理、費用管理等の生産に関わる基本要素から構成されることを特徴とする。
【0017】
これにより、中央の基幹工場と各分工場で管理される内容は、生産管理、品質管理、要員管理、費用管理等の生産に関わる基本要素で統合管理されるために、例えば、ある分工場である部品または同一の製品や類似の製品の生産が間に合わなければ別の分工場で緊急生産するとか、ある分工場で要員が不足すれば別の分工場から応援要員を派遣する等の対策をして、最終的に中央の基幹工場での最終製品または同一の製品や類似の製品の最適で効率的な生産を目指すことが可能となる。
【0018】
また、請求項4に記載された発明は、前記管理端末装置が、前記端末装置から各分工場の管理情報を画像情報等としてリアルタイムに取得するとともに、取得した管理情報に基づいて、前記端末装置に対して管理情報を画像情報等としてリアルタイムに伝送することを特徴とする。
【0019】
これにより、中央の基幹工場は、各工場における生産現場の生産状況や不具合の状況等の管理情報を画像情報としてリアルタイムに入手でき、適時の的確な判断の下に、各分工場に対して、最適な生産方法や手段および不具合対策等をリアルタイムに指示することができる。こうして、中央の基幹工場での最終製品または同一の製品や類似の製品の最適で効率的な生産が可能となる。
【0020】
また、請求項5に記載された発明は、前記管理端末装置と前記端末装置との間で、管理情報を映像・音声によってやりとりするコミュニケーション手段を更に備えたことを特徴とする。
【0021】
これにより、中央の基幹工場と各分工場とは、映像・音声のやりとりによってテレビ会議等を行うことが可能になり、中央の基幹工場と各分工場との距離を意識することなく、リアルタイムのコミュニケ-ションにより相互の意志疎通を図りながら、中央の基幹工場は集中して的確でリアルタイムな各分工場の統合管理を行うことが可能となる。
【発明の効果】
【0022】
本発明によれば、同一および類似の生産形態で管理される、中央の基幹工場と遠隔に分散して存在する1つまたは複数の分工場とを、特段の通信手段を用いずに既設のインターネット等の通信網で接続して、画像情報やテレビ会議等の映像・音声の手段も含めた通信手段により、生産管理、品質管理、要員管理、費用管理等の生産に関わる基本要素の管理情報を、定例報告および緊急報告の形でリアルタイムに的確に情報交換することが可能になる。これにより、中央の基幹工場は各分工場の生産情報を総合的に分析し、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、また、全体最適な管理の要件となる各分工場独自の分工場最適な管理を行うことにより、中央の基幹工場と各分工場とを連携して統合管理しながら、中央の基幹工場での最終製品または同一の製品や類似の製品の最適で効率的な生産を行うことができる効果がある。
【発明を実施するための最良の形態】
【0023】
以下、図面を参照しつつ、本発明を実施するための最良の形態について説明する。
【実施例】
【0024】
先にも述べたように、図1に、本発明の同一および類似の生産形態による、中央の基幹工場での最終製品の生産と分工場での部品の生産の、全体構成の例を示す。中央の基幹工場とA分工場、B分工場、C分工場およびN分工場から全体の工場は構成され、A部品はA分工場で1種類、B部品はB分工場で2種類、C部品はC分工場で1種類およびN部品はN分工場で1種類生産され、これらの部品が各分工場から中央の基幹工場に集められてW最終製品となる様子を示している。この例では、A部品からN部品までの各部品は、それぞれ専属のA分工場からN分工場の各分工場でしか生産できないような図となっているが、実際には、どの分工場でもどの部品も生産できるし、もし、ある分工場ではある部品しか生産できない場合でも、中央の基幹工場を含めて、各分工場同士の要員の応援や費用の援助ができるようになっている。このようにして、中央の基幹工場はW最終製品の生産が効率的で最適になるように、1つまたは複数の各分工場の生産体制を統合管理している。
【0025】
図3に、本実施例のシステム構成の例を示す。中央の基幹工場10には各分工場との情報通信の接続端末装置として、セキュリティー管理の目的でファイヤーウォール11が設置され、このファイヤーウォール11と生産に関する管理データの保管用のサーバ16、および管理端末装置としてのパソコン12が社内LAN17で接続されている。更に、パソコン12には画像情報および映像・音声での通信が可能なようにカメラ13、マイクロホン14およびスピーカ/イヤホン15が接続されている。A分工場20には通信の接続端末装置としてルータ21が設置され、このルータ21からは社内LAN26を通して管理端末装置としてのパソコン22が接続されている。パソコン22には中央の基幹工場と同様に、画像情報および映像・音声での通信が可能なようにカメラ23、マイクロホン24およびスピーカ/イヤホン25が接続されている。ルータ21は中央の基幹工場と同じようにファイヤーウォールで構成されてもかまわない。また、N分工場30もA分工場20と同様に、ルータ31とパソコン32が社内LAN36で接続され、パソコン32にはカメラ33、マイクロホン34およびスピーカ/イヤホン35が接続されている。ここでも、ルータ31の代りにファイヤーウォールで構成されてもかまわない。
【0026】
中央の基幹工場10とA分工場20およびN分工場30は、ファイヤーウォール11、ルータ21、ルータ31およびインターネット100による通信システムで接続されて、A分工場20のパソコン22から構成される端末装置、およびN分工場30のパソコン32から構成される端末装置は、図1のW最終製品の生産が効率的で最適になるように、中央の基幹工場10のサーバ16とパソコン12から構成される管理端末装置により統合管理される。図3には、図1に示すB分工場やC分工場の端末装置の構成内容は示さなかったが、A分工場やN分工場の内容と同様である。
【0027】
図4に本実施例の機能の例を示す。中央の基幹工場には大きく分けて、1つまたは複数の分工場をまとめて統合した全体最適な管理を行う全体総合管理機能と、全体最適な要件となる1つまたは複数の各分工場独自の分工場最適な管理を行う分工場個別管理機能、および現場の状況を画像で確認する画像情報やテレビ会議等の映像・音声による通信手段のコミュニケ-ション機能がある。各分工場には、部品の生産個数や進捗等の生産管理、不良品等の品質管理、従業員やパート等の稼動や充足状況を含めた要員管理、生産に関わる費用や損益状況を含めた費用管理等の生産に関わる基本要件の生産情報機能、および中央の基幹工場と同じ機能である現場の状況を画像で確認する画像情報やテレビ会議等の映像・音声による通信手段のコミュニケーション機能がある。
【0028】
中央の基幹工場は、1つまたは複数の各分工場と定期的に、あるいは不具合や急を要する事態に対しては緊急報告の形で、各分工場の生産管理、品質管理、要員管理、費用管理等の生産情報を各分工場からリアルタイムに取得し、中央の基幹工場と各分工場をまとめて統合した全体の生産管理、全体の品質管理、全体の費用管理、全体の要員管理等が図1のW最終製品の生産に対して最適になるように全体総合管理を行う。また、中央の基幹工場は、この全体総合管理内容に基づいて、各分工場独自の分工場最適な生産管理、品質管理、要員管理、費用管理を更に行い、各分工場に対してリアルタイムに個別指示を行う。
【0029】
中央の基幹工場と各分工場の生産現場の生産状況や不具合報告等は、図3に示すように、中央の基幹工場に設置されたパソコン12に接続されているカメラ13、マイクロホン14、スピーカ/イヤホン15と、例えばA工場のパソコン22に接続されたカメラ23、マイクロホン24、スピーカ/イヤホン25を通して、生産現場の様子や不具合の内容等を画像情報により具体的に情報交換しながら、相互にコミュニケーションが図られるようになっている。この場合、パソコンによるテレビ会議により、中央の基幹工場とA分工場のコミュニケーションを図ることも可能である。本コミュニケーションは、中央の基幹工場とA分工場とのコミュニケーションだけでなく、同様にして、他の分工場とも情報交換が可能であり、また、各分工場同士の情報交換も可能である。
【0030】
図5に全体の生産管理状況の例を示す。ここでは、A分工場でA部品、H部品、K部品を生産し、N分工場でB部品、H部品を生産して、中央の基幹工場で生産される図1のW最終製品に必要な部品は、図5の例ではA部品、B部品、H部品、K部品であることを示し、これらA部品、B部品、H部品、K部品の生産状況を、中央の基幹工場で月日毎に全体として統合管理している状況を示す。分工場毎の各部品は月日毎の生産予定とこれに対する実績および予定と実績からの効率が生産日現在まで情報収集され、生産日現在までの累積が週毎にまとめられている。例えば、A分工場で生産されるA部品は5月18日現在は100個生産の予定が、110個の生産実績であり、効率は110%で目標より高い生産となっている。しかし、5月15日から5月18日までの週毎の累積では、400個の生産予定が、390個の生産実績であり、効率は98%と目標に達していないことが分る。N分工場のB部品については、5月18日現在では120%の効率があり、週毎の累積でも105%の効率で目標を達成していることが分る、このようにして、個々の分工場における個々の部品の生産状況を把握することができる。
【0031】
図1に示すW最終製品は、図5の例ではA部品、B部品、H部品、K部品から構成されるが、H部品はA分工場とN分工場で生産されている。従がって、中央の基幹工場では、A分工場のH部品とN分工場のH部品をまとめて生産管理している。5月18日現在では、A分工場のH部品は、週毎の累積が生産予定1200個に対し生産実績が1100個で効率は92%であり、N分工場のH部品は週毎の累積が生産予定800個に対して生産実績が810個で効率は101%である。このA分工場でのH部品とN分工場でのH部品をまとめて中央の基幹工場で全体の生産状況を見ると、週毎の累積が生産予定2000個に対し生産実績が1910個で効率96%と低くなる。このままでは、中央の基幹工場での図1のW最終製品の生産が予定通りにいかなくなる可能性があるために、A分工場では5月20日の土曜日に休日出勤して100個の生産増をするように、当初の計画に対して生産変更している。この様子を、A分工場のH部品および全体の項目のH部品の5月18日(土)の欄の+100が示している。他の部品に対しても、このように、中央の基幹工場の図1のW最終製品の生産状況に応じて、臨機応変に対応できるように生産管理している。
【0032】
図6に全体の要員管理状況の例を示す。ここでも図1のW最終製品に必要な部品は、図6の例ではA部品、B部品、H部品、K部品であり、A分工場でA部品、H部品、K部品を生産し、N分工場でB部品、H部品を生産して、中央の基幹工場で生産される図1のW最終製品に必要なA部品、B部品、H部品、K部品の生産の要員状況を、中央の基幹工場で月日毎に全体として統合管理している状況を示す。分工場毎の各部品は月日毎の生産に必要な要員予定と、これに対する実績および予定と実績からの効率が生産日現在まで情報収集され、生産日現在までの累積が週毎にまとめられている。例えば、A分工場で生産されるA部品は5月18日現在は10人の要員予定が、10人の実績であり、効率は100%で目標達成できている。しかし、5月15日から5月18日までの週毎の累積では、40人の要員予定が、39人の要員実績であり、効率は98%と目標に達していないことが分る。N分工場のB部品については、5月18日現在では100%の効率があるが、週毎の累積では95%の効率で目標を達成していないことが分る、このようにして、個々の分工場における個々の部品の生産に要する要員状況を把握することができる。
【0033】
前述のように、図1のW最終製品は、図6の例ではA部品、B部品、H部品、K部品から構成されるが、H部品はA分工場とN分工場で生産されている。従がって、中央の基幹工場では、A分工場のH部品とN分工場のH部品をまとめて要員管理している。5月18日現在では、A分工場のH部品は、要員予定30人に対し要員実績が24人で効率は80%であり、N分工場のH部品は、要員予定20人に対して要員実績が20人で効率は100%である。このA分工場でのH部品とN分工場でのH部品をまとめて中央の基幹工場で全体の要員を見ると、週毎の累積が要員予定200人に対し要員実績が188人で効率94%と低くなる。このままでは、中央の基幹工場での図1のW最終製品の生産が予定通りにいかなくなる可能性があるために、A分工場では5月20日の土曜日に休日出勤して10人の要員増をするように、当初の計画に対して生産変更している。この様子を、A分工場のH部品および全体の項目のH部品の5月20日(土)の欄の+10が示している。他の部品に対しても、このように、中央の基幹工場の図1のW最終製品の生産状況に応じて、臨機応変に対応できるように要員管理している。
【0034】
図7に生産当日の分工場の生産状況の例を示す。この例では、A分工場でのA部品、H部品、K部品の生産、品質、要員の観点からの管理状況を、5月18日の生産当日と週の累積から状況把握し、不具合等に対する対策を立案している様子を示している。この中で、5月18日のH部品の生産高が低いのは生産設備の稼働率や品質上の問題ではなく、地域のお祭があったために出勤予定の30人に対して実績は24人の出勤で、欠勤者が6人もいたことが原因であることが分る。そのために、5月20日(土)に10人が休日出勤して生産高100個を増産する対策が取られている。この生産情報はA分工場だけでなく中央の基幹工場にも伝送され、A分工場単独のものではなく、中央の基幹工場と情報交換しながら立案されている。他の分工場の場合も同様にして、中央の基幹工場と分工場をまとめて、中央の基幹工場で統合管理される。
【0035】
その他、品質管理や費用管理等の生産に関わる個別の管理については、上述の生産管理や要員管理と全く同様であるので省略する。画像情報での現場の状況把握や映像・音声によるテレビ会議等のリアルタイムの管理は、生産管理、品質管理、要員管理、費用管理等の生産に係る基本要素を、具体的により的確に推進するための管理方法としてとして利用される。
【0036】
以上、本発明の実施の形態について説明したが、本発明のシステム構成や管理方法等は上述の実施例にのみ限定されるものではなく、例えば中央の基幹工場と分工場で生産される製品は、図1に示すような最終製品と部品というような従属関係の製品ではなくても、図2に示すような同一の製品や類似の製品の例でもよく、また、中央の基幹工場と分工場での生産は必ずしも自社内だけに限らなくてもよい。更に、1つまたは複数の分工場は中央の基幹工場から遠隔に分散してある必要はなく、中央の基幹工場と分工場とが機能分担する形で同一敷地内に存在してもよく、通信システムもインターネットに限らなくて電話回線等で構成されてもよい。これらの例のように、本発明は、中央の基幹工場と1つまたは複数の分工場とが、同一および類似の生産形態により中央の基幹工場で集中して統合管理されていればよく、本発明の要旨を逸脱しない範囲において種々変更を加え得ることは勿論である。
【産業上の利用可能性】
【0037】
本発明は、中央の基幹工場に設置された管理端末装置と1つまたは複数の分工場とに設置された端末装置とを、インターネット等の通信網を利用しながら接続して、同一および類似の生産形態で管理される中央の基幹工場と遠隔に分散して存在する1つまたは複数の分工場とを、中央の基幹工場で集中して統合管理するシステム技術として産業上の利用が可能である。
【図面の簡単な説明】
【0038】
【図1】本発明の生産システムにおける最終製品と部品の生産の全体構成の例を説明する図である。
【図2】本発明の生産システムにおける同一の製品や類似の製品の生産の全体構成の例を説明する図である。
【図3】本発明の実施形態に係るシステム全体の構成の例を示す図である。
【図4】本発明の実施形態に係るシステムの機能の例を示す図である。
【図5】本発明の実施形態に係る全体の生産管理状況の例を示す図である。
【図6】本発明の実施形態に係る全体の要員管理状況の例を示す図である。
【図7】本発明の実施形態に係る生産当日の分工場の生産状況明細の例を示す図である。
【符号の説明】
【0039】
10 中央の基幹工場
11 ファイヤーウォール
12 パソコン(その1)
13 カメラ(その1)
14 マイクロホン(その1)
15 スピーカ/イヤホン(その1)
16 サーバ
17 社内LAN(その1)
20 A分工場
21 ルータ(その1)
22 パソコン(その2)
23 カメラ(その2)
24 マイクロホン(その2)
25 スピーカ/イヤホン(その2)
26 社内LAN(その2)
30 N分工場
31 ルータ(その2)
32 パソコン(その3)
33 カメラ(その3)
34 マイクロホン(その3)
35 スピーカ/イヤホン(その3)
36 社内LAN(その3)
100 インターネット
【特許請求の範囲】
【請求項1】
同一および類似の生産形態で管理される、中央の基幹工場と1つまたは複数の分工場とを、中央の基幹工場で集中して統合管理するシステムで、
中央の基幹工場に設置された管理端末装置と、
各分工場に設置された端末装置と、
該管理端末装置と該端末装置とが接続されたインターネット等の通信網と、
を備えた統合管理システムにあって、
前記管理端末装置が、前記端末装置から各分工場の管理情報を取得するとともに、取得した各分工場の管理情報を中央の基幹工場で総合的に分析して、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、全体最適な管理の要件となる各分工場独自の分工場最適な管理情報を、前記管理端末装置から前記端末装置に伝送することを特徴とする中央の基幹工場と分工場の統合管理システム。
【請求項2】
前記管理端末装置は、前記端末装置から各分工場の管理情報を定例報告および緊急報告によりリアルタイムに取得し、また、前記管理端末装置から前記端末装置への管理情報は、定例報告および緊急報告でリアルタイムに伝送することを特徴とする請求項1に記載の中央の基幹工場と分工場の統合管理システム。
【請求項3】
前記中央の基幹工場で集中して統合管理する管理内容は、生産管理、品質管理、要員管理、費用管理等の生産に関わる基本要素から構成されることを特徴とする請求項1に記載の中央の基幹工場と分工場の統合管理システム。
【請求項4】
前記管理端末装置が、前記端末装置から各分工場の管理情報を画像情報等としてリアルタイムに取得するとともに、取得した管理情報に基づいて、前記端末装置に対して管理情報を画像情報等としてリアルタイムに伝送することを特徴とする請求項1に記載の中央の基幹工場と分工場の統合管理システム。
【請求項5】
前記管理端末装置と前記端末装置との間で、管理情報を映像・音声によってやりとりするコミュニケーション手段を更に備えたことを特徴とする請求項1に記載の中央の基幹工場と分工場の統合管理システム。
【請求項1】
同一および類似の生産形態で管理される、中央の基幹工場と1つまたは複数の分工場とを、中央の基幹工場で集中して統合管理するシステムで、
中央の基幹工場に設置された管理端末装置と、
各分工場に設置された端末装置と、
該管理端末装置と該端末装置とが接続されたインターネット等の通信網と、
を備えた統合管理システムにあって、
前記管理端末装置が、前記端末装置から各分工場の管理情報を取得するとともに、取得した各分工場の管理情報を中央の基幹工場で総合的に分析して、中央の基幹工場と各分工場とをまとめて統合した全体最適な管理を行い、全体最適な管理の要件となる各分工場独自の分工場最適な管理情報を、前記管理端末装置から前記端末装置に伝送することを特徴とする中央の基幹工場と分工場の統合管理システム。
【請求項2】
前記管理端末装置は、前記端末装置から各分工場の管理情報を定例報告および緊急報告によりリアルタイムに取得し、また、前記管理端末装置から前記端末装置への管理情報は、定例報告および緊急報告でリアルタイムに伝送することを特徴とする請求項1に記載の中央の基幹工場と分工場の統合管理システム。
【請求項3】
前記中央の基幹工場で集中して統合管理する管理内容は、生産管理、品質管理、要員管理、費用管理等の生産に関わる基本要素から構成されることを特徴とする請求項1に記載の中央の基幹工場と分工場の統合管理システム。
【請求項4】
前記管理端末装置が、前記端末装置から各分工場の管理情報を画像情報等としてリアルタイムに取得するとともに、取得した管理情報に基づいて、前記端末装置に対して管理情報を画像情報等としてリアルタイムに伝送することを特徴とする請求項1に記載の中央の基幹工場と分工場の統合管理システム。
【請求項5】
前記管理端末装置と前記端末装置との間で、管理情報を映像・音声によってやりとりするコミュニケーション手段を更に備えたことを特徴とする請求項1に記載の中央の基幹工場と分工場の統合管理システム。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2007−328649(P2007−328649A)
【公開日】平成19年12月20日(2007.12.20)
【国際特許分類】
【出願番号】特願2006−160433(P2006−160433)
【出願日】平成18年6月9日(2006.6.9)
【出願人】(501207043)株式会社 アイ・シー・エス (11)
【Fターム(参考)】
【公開日】平成19年12月20日(2007.12.20)
【国際特許分類】
【出願日】平成18年6月9日(2006.6.9)
【出願人】(501207043)株式会社 アイ・シー・エス (11)
【Fターム(参考)】
[ Back to top ]