
中子囲い込み型具構造および該型具構造を使用する鋳造方法
【課題】環状部材用キャビティの軸心近傍から放射状に注湯するセンターゲート形式の鋳型を使用した鋳造における製品品質低下を回避する型具構造並びに鋳造方法を提供する。
【解決手段】型具構造は、少なくとも1つの中子12aと中子12aを挟んで配置される少なくとも一対の型12bとから構成され、環状部材を鋳造するためのキャビティを有し、該環状部材の軸心近傍に湯口19並びに湯路18を設けて湯を半径方向に放射状に拡散させて鋳込むよう形成される。一対の型12bは、外周面の全周から軸方向の一方もしくは双方に延びる鍔部15を有し、中子12aの外周の周囲を鍔部15で囲って中子12aの膨張による変形、崩壊を阻止するよう構成される。キャビティから型12bの外周面に抜けるガス抜き溝25を、中子12aと型12bの境界面、鍔部15の当接面に形成し、キャビティ内のガスを型の外部へ放出するよう構成される。
【解決手段】型具構造は、少なくとも1つの中子12aと中子12aを挟んで配置される少なくとも一対の型12bとから構成され、環状部材を鋳造するためのキャビティを有し、該環状部材の軸心近傍に湯口19並びに湯路18を設けて湯を半径方向に放射状に拡散させて鋳込むよう形成される。一対の型12bは、外周面の全周から軸方向の一方もしくは双方に延びる鍔部15を有し、中子12aの外周の周囲を鍔部15で囲って中子12aの膨張による変形、崩壊を阻止するよう構成される。キャビティから型12bの外周面に抜けるガス抜き溝25を、中子12aと型12bの境界面、鍔部15の当接面に形成し、キャビティ内のガスを型の外部へ放出するよう構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中子を使用して環状部材を鋳造する際における注湯時の湯洩れ、並びに中子の崩壊による製品品質の低下を防止するための型具構造、並びに該型具構造を備えた鋳型を使用して鋳造する鋳造方法に関する。
【背景技術】
【0002】
本願発明者らは先に、鋳造により環状部材を得るに際に、製品品質のばらつき、特には鋳造時の冷却時間のばらつきに起因した製品硬度の不均一を抑制する技術を提供している。ただし、その技術内容に関しては本願出願時点において未公開である。この製品硬度の不均一さは、1個の製品における各部分間のばらつきと、スタックモールド鋳造法による複数取りをした場合の複数製品間のばらつきとが含まれている。
【0003】
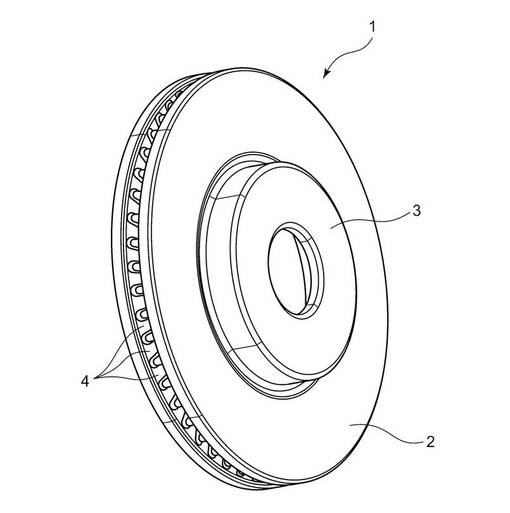
図4に示す車両用ブレーキディスク素材1も、そのような鋳造によって製造される環状部材の1例として挙げられる。ブレーキディスク素材1は一般に、キャリパと呼ばれる摩擦材で挟むことにより制動力を発生するリング部2と、軸心側で車軸に取り付けられて全体を保持するハブ部3とから主に構成される。図示の例ではベンチレーテッドディスクと呼ばれる冷却用の複数の貫通穴4がリング部分2に放射状に穿孔されている。
【0004】
従来技術におけるブレーキディスク素材の鋳造方法に関し、例えば特許文献1ではブレーキディスク素材1のリング部2の外周に相当する一点に設けられた堰からキャビティ内に湯を注入し、ここからリング部全周に湯が行き渡るよう構成されている。複数製品取りの例となる特許文献2では、一つの湯口から湯路を通して4個のブレーキディスク用キャビティに湯を注ぎ、4個取りを可能にしている。コンベア上に多数の型を並べて搬送しつつこれに順次注湯を行う量産型の鋳造プラントにおいては、複数個取りの個数は型を構築する型枠の大きさによって制限される。特許文献2では4個取りとしているが、型枠サイズと製品サイズによっては、上記型枠の制約によって2個取りが限界となる場合がある。そのような場合には湯口から湯路が2つに分岐し、それぞれが各ブレーキディスク用キャビティにつながっている。
【0005】
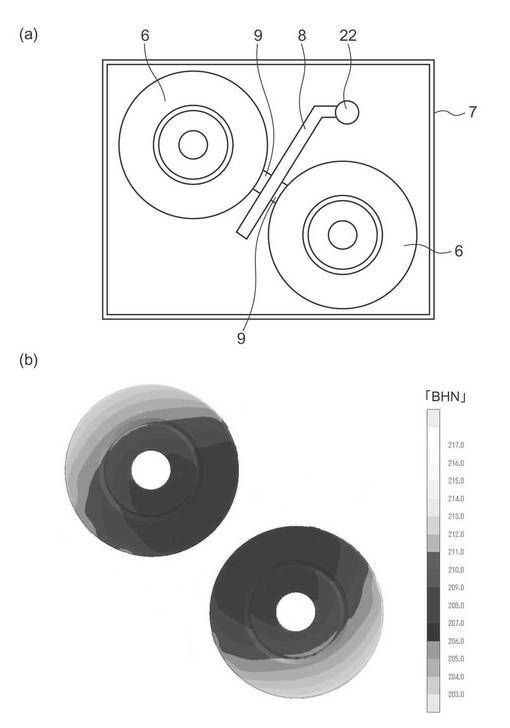
図5(a)は、ブレーキディスク素材を2個取りする場合の型枠内の配置パターン(平面図)を示している。図において、ブレーキディスク用のキャビティ6は型枠7の略対角線上に一対が配置され、その両者に接近して型枠7の中央付近に設けられた湯路8と堰9が両方のキャビティ6に結ばれている。鋳込む際には湯口22から湯が注がれ、溶けた金属が湯路8から堰9を通ってキャビティ6内に注入される。後は冷却を待ってキャビティ6内で固まった素材を得、さらに機械加工等を経て製品とされる。
【0006】
図5(b)は、以上のようにして得られたブレーキディスク素材の硬度分布を示している。図はブリネル硬度(BHN)による測定結果と、そのスケールとを示すもので、図からも明らかなように、ブレーキディスク素材は図5(a)に示す湯路8(堰9)に近い位置で硬度が低く(硬度約206)、それから離れるにしたがって徐々に硬度が高まってリング部2の内の湯路8から最も離れた位置で最も高い硬度(約215)となっている。両者の中間では中間的な硬度(206から215)の間でばらつき、その硬度の変化は湯路8に近い位置からブレーキディスク素材のほぼ中心を横切って湯路8の反対側に及ぶ一方向に傾斜した変化となっていることが分かる。
【0007】
一般にFe−C系溶融金属を冷却して固化する場合、冷却速度が速いほど、特には共析変態点(鋳鉄の場合726℃)を通過する冷却速度が速いほどパーライトの緻密化が促進され、硬度が高まることが知られている。図5(a)に示すような型枠7内の配置において、湯路8から離れて型枠7に近い位置ほど冷却が促進され、型枠7の中央付近に位置する堰9の近傍では放熱効率が悪いために冷却速度が低くなることは容易に想像できる。その結果として、図5(b)に示すように、湯口から離れた部位で硬度が高くなり、湯口に近い部位で硬度が低くなる。
【0008】
このような位置による硬度の違いは、車両用ブレーキディスクなどの機能部品(重要保安部品)においては特に問題が大きい。一般に硬度が高いほど耐摩性に優れるため、車両の制動時、ブレーキディスクに摩擦材(キャリパ)が押し付けられると、この硬度差が問題となる。図4に示すブレーキディスク素材1から得られるブレーキディスクは、自身の回転対称軸を中心に回転するため、摩擦材が押し付けられるリング部2には、図5(b)に示すように硬度が高い部分と低い部分が混在するものとなる。これにより、摩擦材による長期間の繰り返し摩擦作用によってリング部2の円周方向の摩耗量にばらつきが生ずる。摩擦材(キャリパ)の側からこれを見ると、摩擦接触する相手側(リング部2)が波打ち状になることを意味し、これに摩擦材を押し付けることによってジャダー(びびり振動)や異音が発生する原因となる。激しい場合は振動の拡散によってブレーキ性能そのものにも影響を及ぼしかねないものとなる。
【0009】
このような問題を軽減するため、例えば特許文献2(表示された例は4個取り)では、湯路を延ばしてブレーキディスク素材のリング部の複数位置からキャビティ内に湯を流すよう対処している。しかしながらこの方法によっても、ある程度の改善が見られたとしても、湯口からの距離が不均等であることは不変であり、またキャビティ同士が向き合った位置と型枠に近い外周部分では当然ながら放熱効果には差があるため、ブレーキディスク素材のリング部の硬度差を無くすための完全な解決策とはなり得ない。
【0010】
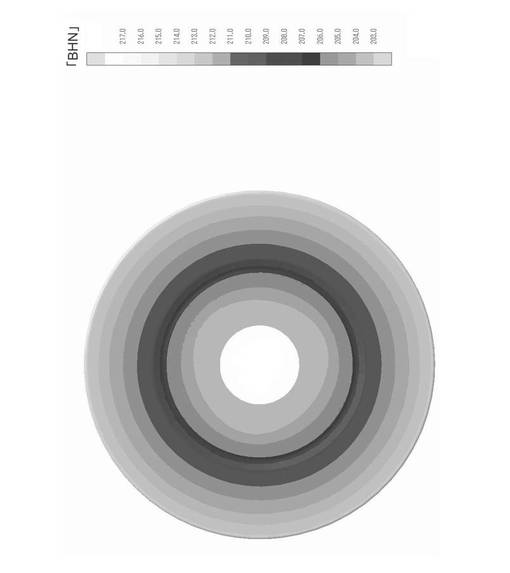
本願発明者らはこれに対し、環状部材の軸心近傍に湯口及び湯路を設け、この湯路から放射状に配置された堰を介してキャビティ内に湯を放射状に流し込み、湯の冷却が環状部材の円周方向に対して均等となるよう制御することによって、図6に示すような硬度差(ブリネル硬度BHN203〜216)が同心円状に形成される環状部材の製法を提供している。環状部材が図4に示すようなブレーキディスクである場合、キャリパは回転するブレーキディスクのリング部2を挟んで摩擦力を及ぼすため、その摺動方向(ブレーキディスクの回転方向)においてはほとんど硬度差がないこととなり、リング部2に磨耗が発生するとしてもその磨耗量は円周方向においては均一なものとなる。これによって、従来技術にあるようなリング部2における円周方向(回転方向)の偏磨耗が生ずることはなく、したがってジャダー、異音の発生を有効に防ぐことができる。さらに加えて、ブレーキ性能に影響を及ぼすことがなく、また偏摩耗を排除してブレーキディスクの寿命を高めるというより重要な効果をも奏するものとなる。
【0011】
湯口を環状部材の軸心近傍に設けた場合、製品を複数取りとする手段としてはスタックモールド法を利用することができる。スタックモールド法は、幾つもの平坦状の型を積み重ねて何層ものキャビティを垂直方向に形成し、上方に設けられた湯口から下方に向いた湯路を介して各キャビティ内に湯を流すことにより複数個の製品取りを可能にしている。例えば、特許文献3では、スタックモールド法を用いることで、各階層において平坦部品をツリー状に多数個取りする方法が開示されている。スタックモールド法はこのように、比較的小物の製品を多数個取りする場合に主に使用されているが、環状部材において湯口を軸心近傍に設けて積み重ねるセンターゲート方式とすることはこれまで知られておらず、多数個取りの際にもやはり外周から湯を充填させるよう構成されていた(例えば、特許文献4参照。)。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2002−59243号公報
【特許文献2】特開2007−211828号公報
【特許文献3】特開2001−129640号公報
【特許文献4】特開昭62−240140号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
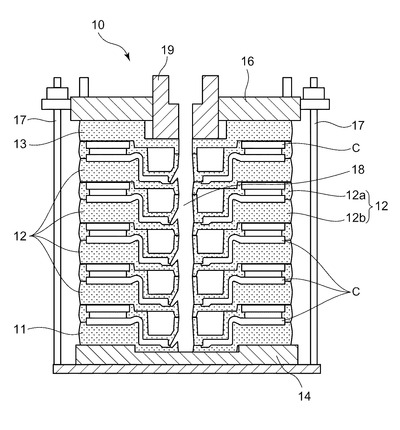
図7は、本願発明者らが提案したブレーキディスク素材の鋳造方法にて使用されるセンターゲート方式のスタックモールド型の断面図を示している。図7において、スタックモールド型10は下から順に最下層型11、4つの中間層型12、最上層型13の計6つの鋳型が垂直方向に積み重ねられ、これらが上下の押さえ板14、16に挟まれて固定具である長ボルト17により固定されている(クランプ、錘など他の方法で固定されてもよい)。中間層型12は、それぞれ下面側では下方に位置する製品の上面のパターンを提供し、上面側では上方に位置する中間層型12を支持する支持パターンを提供する。また、最下層型11の上面側には上方に位置する中間層型12を支持する支持パターンを提供し、最上層型13の下面側では下方に位置する製品の上面のパターンを提供する。これらを図示のように中心軸を合わせて積み重ねることによって、ブレーキディスク素材を鋳造するキャビティCが垂直方向に5枚の配置されたスタックモールド型10を得るものとなる。なお、図1に示す例では、中間層型12はキャビティCを挟んで中子12aと中間型12bの2つを重ねて形成されているが、本明細書ではこの両者を合わせたものを中間層型12と呼ぶものとする。
【0014】
各鋳型11〜13には、ブレーキディスク素材1の回転対称軸となる部分に中心軸方向に抜ける貫通穴が設けられており、各鋳型11〜13が重ねられることによってこの貫通穴が上下方向に連なって湯路18を形成している。そして湯路18の上端に湯口19を取り付けることで、スタックモールド型10が形成されている。各型11〜13を積み上げた際には湯路18から各キャビティCにつながる堰が各鋳型の間に形成されるよう型取りがされている。本実施の形態では、中間層型12の中子12aと中間型12bとの間に(最下段では中子12aと最下層型11との間に)堰が設けられている。堰は湯が放射状に均等にキャビティ内に流れるよう、適切な数が設けられて良いが、ここでは周囲3箇所に設けられている(図では左側半分に堰が表示されている。)。
【0015】
以上のように構成されたスタックモールド型10を使用する際の動作は、準備されたスタックモールド型10の湯口19に溶融した湯(溶融鉄)が注がれ、湯が湯路18に沿って降下すると共に、上述した各型11〜13の堰を通過して各キャビティC内に充填される。その後所定温度に下がるまで放置され、冷却した後に長尺ボルト17を外し、スタックモールド型10を分解して製品が取り出される。その後の加工工程は従来技術と同様である。
【0016】
しかしながら、この鋳造方法にも未だ改善の余地があった。1つは、上下方向に拘束された状態で高温の湯を流すことにより、型が膨張し、相対的に薄い中子12aがこの膨張により圧迫され、半径方向外側(図7の左右方向)に向けて押し出されるよう変形する傾向が生まれることである。この変形は、鋳造される環状部材の変形の原因となり、製品品質にばらつきを生ずるものとなる。他の1つは、中子12aの変形が原因となって、上下にある中間型12bと中子12aとの間から湯洩れを起すことである。さらに加えて、注湯により型具、特には中子から発生するガスがキャビティ内に閉じ込められ、これが製品内に含まれて冷却、固化されると製品にガス欠陥不良を生じさせることである。
【0017】
したがって本発明は、上述したような問題点を解消し、中子の変形、ガスの巻き込みによる鋳造不具合を解消する環状部材の型具構造、並びに該構造を利用する環状部材の鋳造方法を提供することを目的としている。なお、本願出願時点において、環状部材の軸心近傍に湯口を設けて環状部材となるキャビティ内に放射状に湯を拡散させるよう充填するというセンターゲート方式の鋳造方法は知られていない。したがって、以下に記す型具構造ならびに鋳造方法に関する複数の発明は、いずれもキャビティ内で湯を放射状に拡散させて鋳込む新規なセンターゲート方式の鋳造方法に関わる問題点を解消するという、共通の技術的課題に対処するものである。
【課題を解決するための手段】
【0018】
本発明では、環状部材用型具の中子を鋳型の外部に曝すことなく、型内で終息させることにより、さらにはキャビティ内から型外部に通じるガス抜き溝を設ける型具構造、並びに該構造を利用する鋳造方法を提供することにより上述した課題を解決するもので、具体的には以下の内容を含む。
【0019】
すなわち、本発明に係る1つの態様は、少なくとも1つの中子と、前記中子を挟んで配置される少なくとも一対の型とから構成され、環状部材を鋳造するためのキャビティを有し、前記環状部材の軸心近傍に湯口並びに湯路を設けて湯を前記環状キャビティの軸心近傍から半径方向に放射状に拡散させて鋳込むよう形成されたセンターゲート方式の環状部材の型具構造であって、前記一対の型が外周面の全周から軸方向の一方もしくは双方に延びる鍔(つば)部を有し、前記中子の外周の周囲を、前記鍔部で囲い、前記中子の膨張による変形、崩壊を阻止するよう構成されたことを特徴とする型具構造に関する。
【0020】
前記型具構造は、複数の中子と、当該複数の中子を順次挟んで配置される複数の前記型とからなるスタックモールド型から構成されてもよい。
【0021】
前記キャビティから前記型の外周面に抜ける、前記キャビティ内に発生するガスを外部へ放出するためのガス抜き溝を、前記中子と型の少なくともいずれか一方、及び前記鍔部に形成することができる。該ガス抜き溝は、少なくとも2箇所の屈曲部を含むことができる。
【0022】
本発明に係る他の態様は、鋳造により形成される環状部材であって、上述した何れか一の型具構造を具備した型具により鋳造される環状部材に関する。該環状部材は、車両用のブレーキディスク素材とすることができる。
【0023】
本発明に係るさらに他の態様は、少なくとも1つの中子と、前記中子を挟んで配置される少なくとも一対の型とを含む鋳型を用いて環状部材を鋳造するキャビティを形成し、該キャビティを水平に配した鋳型の軸心近傍に上方から注湯する湯口を配し、前記湯口につながる湯路を介して湯を前記キャビティの軸心近傍から半径方向外側に向けて湯を充填するよう鋳込むセンターゲート方式の鋳造方法であって、前記中子の外周の周囲を、前記一対の型の一方もしくは双方から軸方向に延びる鍔部で囲い、前記中子の膨張による変形、崩壊を阻止することを特徴とする鋳造方法に関する。前記中子と型との間、並びに前記一対の型から延びる鍔部の間にガス抜き溝を設けることにより、キャビティ内のガスを型の外部に放出することができる。
【発明の効果】
【0024】
本発明の実施により、中子の膨張による変形に伴う製品品質のばらつきが解消され、安定した環状部材を得ることができるようになる。またキャビティ内に発生するガスを効率良く型の外部に放出できるようになり、ガス欠陥を含む製品の発生を阻止するという効果を生ずるものとなる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施の形態に係る環状部材鋳造用の型具構造を示す側面断面図である。
【図2】本発明の他の実施の形態に係る環状部材鋳造用の型具構造に供される型(中間型)を示す側面断面図(a)及び平面図(b)である。
【図3】図2に示す型具構造におけるガス抜きの状態を示す側面断面図である。
【図4】ブレーキディスク素材の外観を示す斜視図である。
【図5】従来技術による非軸心に湯口を設ける場合のブレーキディスク素材の鋳型レイアウト例(平面図)と、これによって得られる製品の硬度分布を示す説明図である。
【図6】軸心近傍に湯口と湯路を設けて湯を放射状に充填されて得られる環状部材の硬度分布を示す模式図である。
【図7】軸心近傍に湯口と湯路を設けるスタックモールド型の構成を示す鋳型の側面断面図である。
【発明を実施するための形態】
【0026】
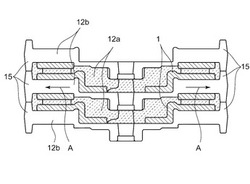
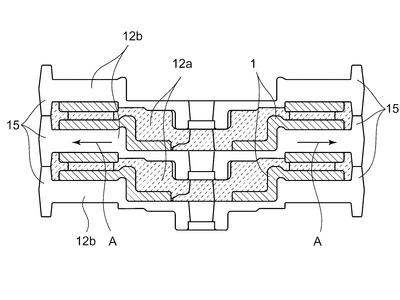
本発明の第1の実施の形態にかかる型具構造について、図面を参照して説明する。図1は、本実施の形態に係る型具構造を示すもので、図7に示すスタックモールド型の中間層型12に相当する部分の一部を取り出して示している。なお、以下の各実施の形態では、図4に示すブレーキディスク素材1を鋳造する場合を例に挙げて説明するが、本実施の形態にかかる鋳造方法はこれに限定されるものではなく、湯口を軸心近傍に設けて湯をキャビティ内に放射状に拡散させて充填することにより環状部材を得るセンターゲート方式の鋳造に対して等しく適用することが可能である。また、本明細書でいう「環状部材」は、必ずしも円形の環状に限定されず、楕円形環状、多角形環状など他の環状形の部材をも含むものとする。
【0027】
図1では、スタックモールド型10の中間層型12(図7参照)の内、3枚の中間型12bと、その各中間に配置される2枚の中子12aと、製品となる2枚のブレーキディスク素材1を、垂直方向に切断した断面で示している。図7に示す型具構造と比較すると、本実施の形態に係る型具構造では、中子12aの半径方向の先端(図1の左右方向)が型内で終端しており、その終端部全周を上下に位置する一対の中間型12bの外周部分からリング状に軸方向に延びる鍔(つば)部15が覆っている。
【0028】
中子12aと中間型12bを以上のように構成することにより、中子12aは半径方向外周において型具構造の外部まで露出することがなくなる。中子12aの外周部分では、その上下にある中間型12bから延びる一対の鍔部15同士が全周に亘って相互に接しており、これが型具構造の外周を形成する。そして、図7に示すように型具全体が上下で拘束されて締め付けられることにより、一対の鍔部15が中子12aのバックアップとして機能し、中子12aをその内部にしっかりと保持するものとなる。
【0029】
この状況下で鋳込んだ場合、溶融鉄の高温で中子12aが矢印Aに示すように膨張しようとしても、一対の鍔部15がこれを周囲から拘束し、中子12aの変形、外周部の崩壊を防ぐ役割を果たす。鍔部15の諸元は、中子12aの大きさ、厚さ、材質などに応じて適切に設定することができるが、本実施の形態では、鍔部15の軸方向の高さが上下各13mm、幅がややテーパとなっている根元部分で16.4mmとしている。本願発明者らの行った実験では、この型具構造とすることにより、図7に示す構造の際に見られた中子12aの変形、外周崩壊による製品品質のばらつきが確実に解消することができるものとなっている。
【0030】
図1に示す鍔部15の形態は一例であって、他の形態を採ることができる。例えば鍔部15は、図示の例では中間型12bから軸方向の上下両側に延在しているが、これを一方向にのみ(例えば、図の上方向にのみ)に延在させてもよい。この場合、中間型12bの他方の面は平坦なままとなり、上方に位置する当該平坦部分へ鍔部15を当接させるものとなる。あるいはその中間として、上下に延在する鍔部15の長さを6:4、7:3などの任意の比率に定めても良い。なお、ここでは縦方向にキャビティを幾つも重ねるスタックモールド型を例にしているが、中間層型12ではなく、単品取りの鋳型であっても同様に対応することができる。
【0031】
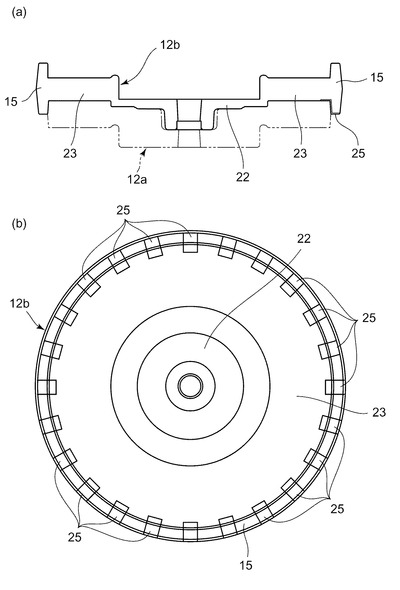
次に、本発明の第2の実施の形態に係る型具構造について説明する。本実施の形態は、中子を含む環状部材用の型の軸心近傍に湯路を設け、湯を放射状に拡散して鋳込むセンターゲート方式の鋳型において、中子を含む型具から発生するガスを効果的にキャビティ外へ放出することができる型具構造に関する。図2は、本実施の形態に係る中間型12bを示しており、図2(a)はその側面断面図、(b)は平面図を示す。ここでは、先の実施の形態と同様にブレーキディスク素材1(図4参照)を鋳造する型具を例としている。図2(a)、(b)において、中間型12bは、中央部分においてブレーキディスク素材1のハブ部3(図4参照)に対応するハブ領域22と、その外周側にあるリング部3に対応するリング領域23と、最外周で軸方向に延びる鍔部15とから主に形成されている。図2(a)の二点鎖線は、中間型12bの下側に重ねて配置される中子12aを示している。
【0032】
ここで鍔部15は、ほぼ平坦に半径方向(水平方向)に延びるリング領域23の外周部で、図示の例ではこれに直交する軸方向上下に延在している。これにより、鍔部15はリング領域23の外周をリング状に囲み、図示しないさらに下側に位置するもう一つの中間型12bの鍔部15と共働で破線に示す中子12aを包むよう構成される。これは先の実施の形態で示したものと同様である。
【0033】
本実施の形態に係る中間型12bには、ディスク領域22の外周付近から鍔部15の内周面、さらに鍔部15の軸方向の端面にかけて複数のガス抜き溝25が全周に亘って設けられている。このガス抜き溝25は、各面において凹み状部として形成されており、本実施の形態では鋳物砂の径にほぼ相当する0.2mmほどの凹み溝としている。ガス抜き溝25は、リング領域23の外周付近であって、中子12aの面と接触する位置から延び、中子12aの外周面に沿って軸方向に折れ曲がった後、鍔部15の端面で再度半径方向に折れ曲がるよう形成されている。ガス抜き溝25の諸元は、鋳造される環状部材の大きさや形状に対応して適切に設定可能であるが、図2に示す直径350mmのブレーキディスクの例では、円周方向の巾を16mm、数を24個としている。その概要を、図2(b)の平面図に示している。
【0034】
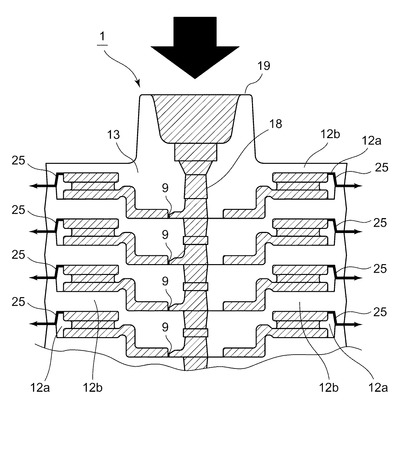
以上のガス抜き溝25を設けることにより、注湯時、及びその後の過程でキャビティ内部に発生するガスは、当該ガス抜き溝25を通過して型の外部に抜けるため、残留ガスの巻き込みに起因する品質低下を有効に防ぐことができる。図3はスタックモールド型1を使用した場合におけるその状況を模式的に示している。図において、上方の矢印で示す方向から湯口19に注湯された湯は、湯路18を介し、積み重ねられた各階層の型の堰9を流れて各キャビティ内に放射状に充填される。充填時、並びにその後の過程でキャビティ内に形成されるガスが、中子12aと中間型12bとの間に形成されるガス抜き溝25から太線矢印で示すように外部に放出される。図2、3からも明らかなように、ガス抜き溝25は2つの折れ曲がりを含むため、その絞り効果(ラビリンス効果)により、湯が外部へ漏れ出ることは有効に排除される。なお、上記説明では中間層型12の内の「中間型12b」に対してガス抜き溝25を設けることを説明しているが、図3の最上層型13、図示しない最下層型11(図7参照)に対しても必要に応じて同様な溝を設けることで対処可能である。
【0035】
上述したガス抜き溝25の配置には各種の変形が可能である。例えば、図2では中間型12bの下側面に設けるものとしているが、これを上側面に設けるようにしてもよい。また、鍔部15が中間型12bの軸方向一方のみに設けられる場合には、当該設けられた鍔部15の部位に設けることでよい。さらに、ガス抜き溝25の内、中子12aに対向する部分においては中間型12bの方ではなく、中子12aの方に設け、鍔部15の端面のみについて中間型12bの方に設け、両者の溝がつながるよう型を配置してもよい。また、ガス抜き溝25の折れ曲がりの屈曲点の数は、必要に応じて鍔部15に段差を設けて2つより多い数とすることもできる。
【0036】
以上、本発明の各実施の形態にかかる型具構造について説明してきたが、本発明はさらに、これら型具構造を利用することによる環状部材の鋳造方法をも包含している。本発明の鋳造方法は、少なくとも1つの中子と、前記中子を挟んで配置される少なくとも一対の型とを含む鋳型を用いて環状部材を鋳造するキャビティを形成し、前記キャビティを水平に配した鋳型の軸心近傍に上方から注湯する湯口を配し、前記湯口につながる湯路を介して湯を前記キャビティの中央側から該キャビティ内に導き、該キャビティの軸心近傍から前記環状部材の半径方向外側となるキャビティの外周に向けて湯を充填するよう鋳込むセンターゲート方式の鋳造方法であって、前記中子の外周の周囲を、前記一対の型の一方もしくは双方から軸方向に延びる前記鍔部で囲い、前記中子の膨張による変形、崩壊を阻止することを特徴とする鋳造方法である。前記中子と型との間、並びに前記一対の型から延びる鍔部の間にガス抜き溝を設け、キャビティ内に発生するガスを外部に放出するようにしてもよい。
【産業上の利用可能性】
【0037】
本発明は、鋳造技術分野、ならびに鋳造された素材を利用する製品の製造、販売、使用を行う産業技術分野において広く利用することができる。
【符号の説明】
【0038】
1.ブレーキディスク素材、 2.リング部、 3.ハブ部、 6.キャビティ、 8.湯路、 9.堰、 10.スタックモールド型、 11.最下層型、 12.中間層型、 12b.中間型、 12a.中子、 13.最上層型、 15.鍔部、 18.湯路、 19.湯口、 22.ハブ領域、 23.リング領域、 25.ガス抜き溝。
【技術分野】
【0001】
本発明は、中子を使用して環状部材を鋳造する際における注湯時の湯洩れ、並びに中子の崩壊による製品品質の低下を防止するための型具構造、並びに該型具構造を備えた鋳型を使用して鋳造する鋳造方法に関する。
【背景技術】
【0002】
本願発明者らは先に、鋳造により環状部材を得るに際に、製品品質のばらつき、特には鋳造時の冷却時間のばらつきに起因した製品硬度の不均一を抑制する技術を提供している。ただし、その技術内容に関しては本願出願時点において未公開である。この製品硬度の不均一さは、1個の製品における各部分間のばらつきと、スタックモールド鋳造法による複数取りをした場合の複数製品間のばらつきとが含まれている。
【0003】
図4に示す車両用ブレーキディスク素材1も、そのような鋳造によって製造される環状部材の1例として挙げられる。ブレーキディスク素材1は一般に、キャリパと呼ばれる摩擦材で挟むことにより制動力を発生するリング部2と、軸心側で車軸に取り付けられて全体を保持するハブ部3とから主に構成される。図示の例ではベンチレーテッドディスクと呼ばれる冷却用の複数の貫通穴4がリング部分2に放射状に穿孔されている。
【0004】
従来技術におけるブレーキディスク素材の鋳造方法に関し、例えば特許文献1ではブレーキディスク素材1のリング部2の外周に相当する一点に設けられた堰からキャビティ内に湯を注入し、ここからリング部全周に湯が行き渡るよう構成されている。複数製品取りの例となる特許文献2では、一つの湯口から湯路を通して4個のブレーキディスク用キャビティに湯を注ぎ、4個取りを可能にしている。コンベア上に多数の型を並べて搬送しつつこれに順次注湯を行う量産型の鋳造プラントにおいては、複数個取りの個数は型を構築する型枠の大きさによって制限される。特許文献2では4個取りとしているが、型枠サイズと製品サイズによっては、上記型枠の制約によって2個取りが限界となる場合がある。そのような場合には湯口から湯路が2つに分岐し、それぞれが各ブレーキディスク用キャビティにつながっている。
【0005】
図5(a)は、ブレーキディスク素材を2個取りする場合の型枠内の配置パターン(平面図)を示している。図において、ブレーキディスク用のキャビティ6は型枠7の略対角線上に一対が配置され、その両者に接近して型枠7の中央付近に設けられた湯路8と堰9が両方のキャビティ6に結ばれている。鋳込む際には湯口22から湯が注がれ、溶けた金属が湯路8から堰9を通ってキャビティ6内に注入される。後は冷却を待ってキャビティ6内で固まった素材を得、さらに機械加工等を経て製品とされる。
【0006】
図5(b)は、以上のようにして得られたブレーキディスク素材の硬度分布を示している。図はブリネル硬度(BHN)による測定結果と、そのスケールとを示すもので、図からも明らかなように、ブレーキディスク素材は図5(a)に示す湯路8(堰9)に近い位置で硬度が低く(硬度約206)、それから離れるにしたがって徐々に硬度が高まってリング部2の内の湯路8から最も離れた位置で最も高い硬度(約215)となっている。両者の中間では中間的な硬度(206から215)の間でばらつき、その硬度の変化は湯路8に近い位置からブレーキディスク素材のほぼ中心を横切って湯路8の反対側に及ぶ一方向に傾斜した変化となっていることが分かる。
【0007】
一般にFe−C系溶融金属を冷却して固化する場合、冷却速度が速いほど、特には共析変態点(鋳鉄の場合726℃)を通過する冷却速度が速いほどパーライトの緻密化が促進され、硬度が高まることが知られている。図5(a)に示すような型枠7内の配置において、湯路8から離れて型枠7に近い位置ほど冷却が促進され、型枠7の中央付近に位置する堰9の近傍では放熱効率が悪いために冷却速度が低くなることは容易に想像できる。その結果として、図5(b)に示すように、湯口から離れた部位で硬度が高くなり、湯口に近い部位で硬度が低くなる。
【0008】
このような位置による硬度の違いは、車両用ブレーキディスクなどの機能部品(重要保安部品)においては特に問題が大きい。一般に硬度が高いほど耐摩性に優れるため、車両の制動時、ブレーキディスクに摩擦材(キャリパ)が押し付けられると、この硬度差が問題となる。図4に示すブレーキディスク素材1から得られるブレーキディスクは、自身の回転対称軸を中心に回転するため、摩擦材が押し付けられるリング部2には、図5(b)に示すように硬度が高い部分と低い部分が混在するものとなる。これにより、摩擦材による長期間の繰り返し摩擦作用によってリング部2の円周方向の摩耗量にばらつきが生ずる。摩擦材(キャリパ)の側からこれを見ると、摩擦接触する相手側(リング部2)が波打ち状になることを意味し、これに摩擦材を押し付けることによってジャダー(びびり振動)や異音が発生する原因となる。激しい場合は振動の拡散によってブレーキ性能そのものにも影響を及ぼしかねないものとなる。
【0009】
このような問題を軽減するため、例えば特許文献2(表示された例は4個取り)では、湯路を延ばしてブレーキディスク素材のリング部の複数位置からキャビティ内に湯を流すよう対処している。しかしながらこの方法によっても、ある程度の改善が見られたとしても、湯口からの距離が不均等であることは不変であり、またキャビティ同士が向き合った位置と型枠に近い外周部分では当然ながら放熱効果には差があるため、ブレーキディスク素材のリング部の硬度差を無くすための完全な解決策とはなり得ない。
【0010】
本願発明者らはこれに対し、環状部材の軸心近傍に湯口及び湯路を設け、この湯路から放射状に配置された堰を介してキャビティ内に湯を放射状に流し込み、湯の冷却が環状部材の円周方向に対して均等となるよう制御することによって、図6に示すような硬度差(ブリネル硬度BHN203〜216)が同心円状に形成される環状部材の製法を提供している。環状部材が図4に示すようなブレーキディスクである場合、キャリパは回転するブレーキディスクのリング部2を挟んで摩擦力を及ぼすため、その摺動方向(ブレーキディスクの回転方向)においてはほとんど硬度差がないこととなり、リング部2に磨耗が発生するとしてもその磨耗量は円周方向においては均一なものとなる。これによって、従来技術にあるようなリング部2における円周方向(回転方向)の偏磨耗が生ずることはなく、したがってジャダー、異音の発生を有効に防ぐことができる。さらに加えて、ブレーキ性能に影響を及ぼすことがなく、また偏摩耗を排除してブレーキディスクの寿命を高めるというより重要な効果をも奏するものとなる。
【0011】
湯口を環状部材の軸心近傍に設けた場合、製品を複数取りとする手段としてはスタックモールド法を利用することができる。スタックモールド法は、幾つもの平坦状の型を積み重ねて何層ものキャビティを垂直方向に形成し、上方に設けられた湯口から下方に向いた湯路を介して各キャビティ内に湯を流すことにより複数個の製品取りを可能にしている。例えば、特許文献3では、スタックモールド法を用いることで、各階層において平坦部品をツリー状に多数個取りする方法が開示されている。スタックモールド法はこのように、比較的小物の製品を多数個取りする場合に主に使用されているが、環状部材において湯口を軸心近傍に設けて積み重ねるセンターゲート方式とすることはこれまで知られておらず、多数個取りの際にもやはり外周から湯を充填させるよう構成されていた(例えば、特許文献4参照。)。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】特開2002−59243号公報
【特許文献2】特開2007−211828号公報
【特許文献3】特開2001−129640号公報
【特許文献4】特開昭62−240140号公報
【発明の概要】
【発明が解決しようとする課題】
【0013】
図7は、本願発明者らが提案したブレーキディスク素材の鋳造方法にて使用されるセンターゲート方式のスタックモールド型の断面図を示している。図7において、スタックモールド型10は下から順に最下層型11、4つの中間層型12、最上層型13の計6つの鋳型が垂直方向に積み重ねられ、これらが上下の押さえ板14、16に挟まれて固定具である長ボルト17により固定されている(クランプ、錘など他の方法で固定されてもよい)。中間層型12は、それぞれ下面側では下方に位置する製品の上面のパターンを提供し、上面側では上方に位置する中間層型12を支持する支持パターンを提供する。また、最下層型11の上面側には上方に位置する中間層型12を支持する支持パターンを提供し、最上層型13の下面側では下方に位置する製品の上面のパターンを提供する。これらを図示のように中心軸を合わせて積み重ねることによって、ブレーキディスク素材を鋳造するキャビティCが垂直方向に5枚の配置されたスタックモールド型10を得るものとなる。なお、図1に示す例では、中間層型12はキャビティCを挟んで中子12aと中間型12bの2つを重ねて形成されているが、本明細書ではこの両者を合わせたものを中間層型12と呼ぶものとする。
【0014】
各鋳型11〜13には、ブレーキディスク素材1の回転対称軸となる部分に中心軸方向に抜ける貫通穴が設けられており、各鋳型11〜13が重ねられることによってこの貫通穴が上下方向に連なって湯路18を形成している。そして湯路18の上端に湯口19を取り付けることで、スタックモールド型10が形成されている。各型11〜13を積み上げた際には湯路18から各キャビティCにつながる堰が各鋳型の間に形成されるよう型取りがされている。本実施の形態では、中間層型12の中子12aと中間型12bとの間に(最下段では中子12aと最下層型11との間に)堰が設けられている。堰は湯が放射状に均等にキャビティ内に流れるよう、適切な数が設けられて良いが、ここでは周囲3箇所に設けられている(図では左側半分に堰が表示されている。)。
【0015】
以上のように構成されたスタックモールド型10を使用する際の動作は、準備されたスタックモールド型10の湯口19に溶融した湯(溶融鉄)が注がれ、湯が湯路18に沿って降下すると共に、上述した各型11〜13の堰を通過して各キャビティC内に充填される。その後所定温度に下がるまで放置され、冷却した後に長尺ボルト17を外し、スタックモールド型10を分解して製品が取り出される。その後の加工工程は従来技術と同様である。
【0016】
しかしながら、この鋳造方法にも未だ改善の余地があった。1つは、上下方向に拘束された状態で高温の湯を流すことにより、型が膨張し、相対的に薄い中子12aがこの膨張により圧迫され、半径方向外側(図7の左右方向)に向けて押し出されるよう変形する傾向が生まれることである。この変形は、鋳造される環状部材の変形の原因となり、製品品質にばらつきを生ずるものとなる。他の1つは、中子12aの変形が原因となって、上下にある中間型12bと中子12aとの間から湯洩れを起すことである。さらに加えて、注湯により型具、特には中子から発生するガスがキャビティ内に閉じ込められ、これが製品内に含まれて冷却、固化されると製品にガス欠陥不良を生じさせることである。
【0017】
したがって本発明は、上述したような問題点を解消し、中子の変形、ガスの巻き込みによる鋳造不具合を解消する環状部材の型具構造、並びに該構造を利用する環状部材の鋳造方法を提供することを目的としている。なお、本願出願時点において、環状部材の軸心近傍に湯口を設けて環状部材となるキャビティ内に放射状に湯を拡散させるよう充填するというセンターゲート方式の鋳造方法は知られていない。したがって、以下に記す型具構造ならびに鋳造方法に関する複数の発明は、いずれもキャビティ内で湯を放射状に拡散させて鋳込む新規なセンターゲート方式の鋳造方法に関わる問題点を解消するという、共通の技術的課題に対処するものである。
【課題を解決するための手段】
【0018】
本発明では、環状部材用型具の中子を鋳型の外部に曝すことなく、型内で終息させることにより、さらにはキャビティ内から型外部に通じるガス抜き溝を設ける型具構造、並びに該構造を利用する鋳造方法を提供することにより上述した課題を解決するもので、具体的には以下の内容を含む。
【0019】
すなわち、本発明に係る1つの態様は、少なくとも1つの中子と、前記中子を挟んで配置される少なくとも一対の型とから構成され、環状部材を鋳造するためのキャビティを有し、前記環状部材の軸心近傍に湯口並びに湯路を設けて湯を前記環状キャビティの軸心近傍から半径方向に放射状に拡散させて鋳込むよう形成されたセンターゲート方式の環状部材の型具構造であって、前記一対の型が外周面の全周から軸方向の一方もしくは双方に延びる鍔(つば)部を有し、前記中子の外周の周囲を、前記鍔部で囲い、前記中子の膨張による変形、崩壊を阻止するよう構成されたことを特徴とする型具構造に関する。
【0020】
前記型具構造は、複数の中子と、当該複数の中子を順次挟んで配置される複数の前記型とからなるスタックモールド型から構成されてもよい。
【0021】
前記キャビティから前記型の外周面に抜ける、前記キャビティ内に発生するガスを外部へ放出するためのガス抜き溝を、前記中子と型の少なくともいずれか一方、及び前記鍔部に形成することができる。該ガス抜き溝は、少なくとも2箇所の屈曲部を含むことができる。
【0022】
本発明に係る他の態様は、鋳造により形成される環状部材であって、上述した何れか一の型具構造を具備した型具により鋳造される環状部材に関する。該環状部材は、車両用のブレーキディスク素材とすることができる。
【0023】
本発明に係るさらに他の態様は、少なくとも1つの中子と、前記中子を挟んで配置される少なくとも一対の型とを含む鋳型を用いて環状部材を鋳造するキャビティを形成し、該キャビティを水平に配した鋳型の軸心近傍に上方から注湯する湯口を配し、前記湯口につながる湯路を介して湯を前記キャビティの軸心近傍から半径方向外側に向けて湯を充填するよう鋳込むセンターゲート方式の鋳造方法であって、前記中子の外周の周囲を、前記一対の型の一方もしくは双方から軸方向に延びる鍔部で囲い、前記中子の膨張による変形、崩壊を阻止することを特徴とする鋳造方法に関する。前記中子と型との間、並びに前記一対の型から延びる鍔部の間にガス抜き溝を設けることにより、キャビティ内のガスを型の外部に放出することができる。
【発明の効果】
【0024】
本発明の実施により、中子の膨張による変形に伴う製品品質のばらつきが解消され、安定した環状部材を得ることができるようになる。またキャビティ内に発生するガスを効率良く型の外部に放出できるようになり、ガス欠陥を含む製品の発生を阻止するという効果を生ずるものとなる。
【図面の簡単な説明】
【0025】
【図1】本発明の実施の形態に係る環状部材鋳造用の型具構造を示す側面断面図である。
【図2】本発明の他の実施の形態に係る環状部材鋳造用の型具構造に供される型(中間型)を示す側面断面図(a)及び平面図(b)である。
【図3】図2に示す型具構造におけるガス抜きの状態を示す側面断面図である。
【図4】ブレーキディスク素材の外観を示す斜視図である。
【図5】従来技術による非軸心に湯口を設ける場合のブレーキディスク素材の鋳型レイアウト例(平面図)と、これによって得られる製品の硬度分布を示す説明図である。
【図6】軸心近傍に湯口と湯路を設けて湯を放射状に充填されて得られる環状部材の硬度分布を示す模式図である。
【図7】軸心近傍に湯口と湯路を設けるスタックモールド型の構成を示す鋳型の側面断面図である。
【発明を実施するための形態】
【0026】
本発明の第1の実施の形態にかかる型具構造について、図面を参照して説明する。図1は、本実施の形態に係る型具構造を示すもので、図7に示すスタックモールド型の中間層型12に相当する部分の一部を取り出して示している。なお、以下の各実施の形態では、図4に示すブレーキディスク素材1を鋳造する場合を例に挙げて説明するが、本実施の形態にかかる鋳造方法はこれに限定されるものではなく、湯口を軸心近傍に設けて湯をキャビティ内に放射状に拡散させて充填することにより環状部材を得るセンターゲート方式の鋳造に対して等しく適用することが可能である。また、本明細書でいう「環状部材」は、必ずしも円形の環状に限定されず、楕円形環状、多角形環状など他の環状形の部材をも含むものとする。
【0027】
図1では、スタックモールド型10の中間層型12(図7参照)の内、3枚の中間型12bと、その各中間に配置される2枚の中子12aと、製品となる2枚のブレーキディスク素材1を、垂直方向に切断した断面で示している。図7に示す型具構造と比較すると、本実施の形態に係る型具構造では、中子12aの半径方向の先端(図1の左右方向)が型内で終端しており、その終端部全周を上下に位置する一対の中間型12bの外周部分からリング状に軸方向に延びる鍔(つば)部15が覆っている。
【0028】
中子12aと中間型12bを以上のように構成することにより、中子12aは半径方向外周において型具構造の外部まで露出することがなくなる。中子12aの外周部分では、その上下にある中間型12bから延びる一対の鍔部15同士が全周に亘って相互に接しており、これが型具構造の外周を形成する。そして、図7に示すように型具全体が上下で拘束されて締め付けられることにより、一対の鍔部15が中子12aのバックアップとして機能し、中子12aをその内部にしっかりと保持するものとなる。
【0029】
この状況下で鋳込んだ場合、溶融鉄の高温で中子12aが矢印Aに示すように膨張しようとしても、一対の鍔部15がこれを周囲から拘束し、中子12aの変形、外周部の崩壊を防ぐ役割を果たす。鍔部15の諸元は、中子12aの大きさ、厚さ、材質などに応じて適切に設定することができるが、本実施の形態では、鍔部15の軸方向の高さが上下各13mm、幅がややテーパとなっている根元部分で16.4mmとしている。本願発明者らの行った実験では、この型具構造とすることにより、図7に示す構造の際に見られた中子12aの変形、外周崩壊による製品品質のばらつきが確実に解消することができるものとなっている。
【0030】
図1に示す鍔部15の形態は一例であって、他の形態を採ることができる。例えば鍔部15は、図示の例では中間型12bから軸方向の上下両側に延在しているが、これを一方向にのみ(例えば、図の上方向にのみ)に延在させてもよい。この場合、中間型12bの他方の面は平坦なままとなり、上方に位置する当該平坦部分へ鍔部15を当接させるものとなる。あるいはその中間として、上下に延在する鍔部15の長さを6:4、7:3などの任意の比率に定めても良い。なお、ここでは縦方向にキャビティを幾つも重ねるスタックモールド型を例にしているが、中間層型12ではなく、単品取りの鋳型であっても同様に対応することができる。
【0031】
次に、本発明の第2の実施の形態に係る型具構造について説明する。本実施の形態は、中子を含む環状部材用の型の軸心近傍に湯路を設け、湯を放射状に拡散して鋳込むセンターゲート方式の鋳型において、中子を含む型具から発生するガスを効果的にキャビティ外へ放出することができる型具構造に関する。図2は、本実施の形態に係る中間型12bを示しており、図2(a)はその側面断面図、(b)は平面図を示す。ここでは、先の実施の形態と同様にブレーキディスク素材1(図4参照)を鋳造する型具を例としている。図2(a)、(b)において、中間型12bは、中央部分においてブレーキディスク素材1のハブ部3(図4参照)に対応するハブ領域22と、その外周側にあるリング部3に対応するリング領域23と、最外周で軸方向に延びる鍔部15とから主に形成されている。図2(a)の二点鎖線は、中間型12bの下側に重ねて配置される中子12aを示している。
【0032】
ここで鍔部15は、ほぼ平坦に半径方向(水平方向)に延びるリング領域23の外周部で、図示の例ではこれに直交する軸方向上下に延在している。これにより、鍔部15はリング領域23の外周をリング状に囲み、図示しないさらに下側に位置するもう一つの中間型12bの鍔部15と共働で破線に示す中子12aを包むよう構成される。これは先の実施の形態で示したものと同様である。
【0033】
本実施の形態に係る中間型12bには、ディスク領域22の外周付近から鍔部15の内周面、さらに鍔部15の軸方向の端面にかけて複数のガス抜き溝25が全周に亘って設けられている。このガス抜き溝25は、各面において凹み状部として形成されており、本実施の形態では鋳物砂の径にほぼ相当する0.2mmほどの凹み溝としている。ガス抜き溝25は、リング領域23の外周付近であって、中子12aの面と接触する位置から延び、中子12aの外周面に沿って軸方向に折れ曲がった後、鍔部15の端面で再度半径方向に折れ曲がるよう形成されている。ガス抜き溝25の諸元は、鋳造される環状部材の大きさや形状に対応して適切に設定可能であるが、図2に示す直径350mmのブレーキディスクの例では、円周方向の巾を16mm、数を24個としている。その概要を、図2(b)の平面図に示している。
【0034】
以上のガス抜き溝25を設けることにより、注湯時、及びその後の過程でキャビティ内部に発生するガスは、当該ガス抜き溝25を通過して型の外部に抜けるため、残留ガスの巻き込みに起因する品質低下を有効に防ぐことができる。図3はスタックモールド型1を使用した場合におけるその状況を模式的に示している。図において、上方の矢印で示す方向から湯口19に注湯された湯は、湯路18を介し、積み重ねられた各階層の型の堰9を流れて各キャビティ内に放射状に充填される。充填時、並びにその後の過程でキャビティ内に形成されるガスが、中子12aと中間型12bとの間に形成されるガス抜き溝25から太線矢印で示すように外部に放出される。図2、3からも明らかなように、ガス抜き溝25は2つの折れ曲がりを含むため、その絞り効果(ラビリンス効果)により、湯が外部へ漏れ出ることは有効に排除される。なお、上記説明では中間層型12の内の「中間型12b」に対してガス抜き溝25を設けることを説明しているが、図3の最上層型13、図示しない最下層型11(図7参照)に対しても必要に応じて同様な溝を設けることで対処可能である。
【0035】
上述したガス抜き溝25の配置には各種の変形が可能である。例えば、図2では中間型12bの下側面に設けるものとしているが、これを上側面に設けるようにしてもよい。また、鍔部15が中間型12bの軸方向一方のみに設けられる場合には、当該設けられた鍔部15の部位に設けることでよい。さらに、ガス抜き溝25の内、中子12aに対向する部分においては中間型12bの方ではなく、中子12aの方に設け、鍔部15の端面のみについて中間型12bの方に設け、両者の溝がつながるよう型を配置してもよい。また、ガス抜き溝25の折れ曲がりの屈曲点の数は、必要に応じて鍔部15に段差を設けて2つより多い数とすることもできる。
【0036】
以上、本発明の各実施の形態にかかる型具構造について説明してきたが、本発明はさらに、これら型具構造を利用することによる環状部材の鋳造方法をも包含している。本発明の鋳造方法は、少なくとも1つの中子と、前記中子を挟んで配置される少なくとも一対の型とを含む鋳型を用いて環状部材を鋳造するキャビティを形成し、前記キャビティを水平に配した鋳型の軸心近傍に上方から注湯する湯口を配し、前記湯口につながる湯路を介して湯を前記キャビティの中央側から該キャビティ内に導き、該キャビティの軸心近傍から前記環状部材の半径方向外側となるキャビティの外周に向けて湯を充填するよう鋳込むセンターゲート方式の鋳造方法であって、前記中子の外周の周囲を、前記一対の型の一方もしくは双方から軸方向に延びる前記鍔部で囲い、前記中子の膨張による変形、崩壊を阻止することを特徴とする鋳造方法である。前記中子と型との間、並びに前記一対の型から延びる鍔部の間にガス抜き溝を設け、キャビティ内に発生するガスを外部に放出するようにしてもよい。
【産業上の利用可能性】
【0037】
本発明は、鋳造技術分野、ならびに鋳造された素材を利用する製品の製造、販売、使用を行う産業技術分野において広く利用することができる。
【符号の説明】
【0038】
1.ブレーキディスク素材、 2.リング部、 3.ハブ部、 6.キャビティ、 8.湯路、 9.堰、 10.スタックモールド型、 11.最下層型、 12.中間層型、 12b.中間型、 12a.中子、 13.最上層型、 15.鍔部、 18.湯路、 19.湯口、 22.ハブ領域、 23.リング領域、 25.ガス抜き溝。
【特許請求の範囲】
【請求項1】
少なくとも1つの中子と、
前記中子を挟んで配置される少なくとも一対の型とから構成され、環状部材を鋳造するためのキャビティを有し、前記環状部材の軸心近傍に湯口並びに湯路を設けて湯を前記環状キャビティの軸心近傍から半径方向に放射状に拡散させて鋳込むよう形成されたセンターゲート方式の環状部材の型具構造において、
前記一対の型が外周面の全周から軸方向の一方もしくは双方に延びる鍔部を有し、
前記中子の外周の周囲を、前記鍔部で囲い、前記中子の膨張による変形、崩壊を阻止するよう構成されたことを特徴とする型具構造。
【請求項2】
前記型具構造が、複数の中子と、当該複数の中子を順次挟んで配置される複数の前記型とからなるスタックモールド型から構成される、請求項1に記載の型具構造。
【請求項3】
前記キャビティから前記型の外周面に抜ける、前記キャビティ内に発生するガスを外部へ放出するためのガス抜き溝が、前記中子と型の少なくともいずれか一方、及び前記鍔部に形成されている、請求項1もしくは請求項2に記載された型具構造。
【請求項4】
前記ガス抜き溝が、少なくとも2箇所の屈曲部を含んでいる、請求項3に記載の型具構造。
【請求項5】
鋳造により形成される環状部材であって、請求項1から請求項4の何れか一に記載の型具構造を具備した型具により鋳造される環状部材。
【請求項6】
前記環状部材が車両用のブレーキディスク素材である、請求項5に記載の環状部材。
【請求項7】
少なくとも1つの中子と、前記中子を挟んで配置される少なくとも一対の型とを含む鋳型を用いて環状部材を鋳造するキャビティを形成し、
前記キャビティを水平に配した鋳型の軸心近傍に上方から注湯する湯口を配し、
前記湯口につながる湯路を介して前記キャビティの軸心近傍から半径方向外側に向けて湯を充填するよう鋳込むセンターゲート方式の鋳造方法において、
前記中子の外周の周囲を、前記一対の型の一方もしくは双方から軸方向に延びる鍔部で囲い、前記中子の膨張による変形、崩壊を阻止することを特徴とする鋳造方法。
【請求項8】
前記中子と型との間、並びに前記一対の型から延びる鍔部の間に設けられたガス抜き溝を介して、キャビティ内のガスを型の外部に放出する、請求項7に記載の鋳造方法。
【請求項1】
少なくとも1つの中子と、
前記中子を挟んで配置される少なくとも一対の型とから構成され、環状部材を鋳造するためのキャビティを有し、前記環状部材の軸心近傍に湯口並びに湯路を設けて湯を前記環状キャビティの軸心近傍から半径方向に放射状に拡散させて鋳込むよう形成されたセンターゲート方式の環状部材の型具構造において、
前記一対の型が外周面の全周から軸方向の一方もしくは双方に延びる鍔部を有し、
前記中子の外周の周囲を、前記鍔部で囲い、前記中子の膨張による変形、崩壊を阻止するよう構成されたことを特徴とする型具構造。
【請求項2】
前記型具構造が、複数の中子と、当該複数の中子を順次挟んで配置される複数の前記型とからなるスタックモールド型から構成される、請求項1に記載の型具構造。
【請求項3】
前記キャビティから前記型の外周面に抜ける、前記キャビティ内に発生するガスを外部へ放出するためのガス抜き溝が、前記中子と型の少なくともいずれか一方、及び前記鍔部に形成されている、請求項1もしくは請求項2に記載された型具構造。
【請求項4】
前記ガス抜き溝が、少なくとも2箇所の屈曲部を含んでいる、請求項3に記載の型具構造。
【請求項5】
鋳造により形成される環状部材であって、請求項1から請求項4の何れか一に記載の型具構造を具備した型具により鋳造される環状部材。
【請求項6】
前記環状部材が車両用のブレーキディスク素材である、請求項5に記載の環状部材。
【請求項7】
少なくとも1つの中子と、前記中子を挟んで配置される少なくとも一対の型とを含む鋳型を用いて環状部材を鋳造するキャビティを形成し、
前記キャビティを水平に配した鋳型の軸心近傍に上方から注湯する湯口を配し、
前記湯口につながる湯路を介して前記キャビティの軸心近傍から半径方向外側に向けて湯を充填するよう鋳込むセンターゲート方式の鋳造方法において、
前記中子の外周の周囲を、前記一対の型の一方もしくは双方から軸方向に延びる鍔部で囲い、前記中子の膨張による変形、崩壊を阻止することを特徴とする鋳造方法。
【請求項8】
前記中子と型との間、並びに前記一対の型から延びる鍔部の間に設けられたガス抜き溝を介して、キャビティ内のガスを型の外部に放出する、請求項7に記載の鋳造方法。
【図1】


【図2】
【図3】
【図7】
【図4】
【図5】
【図6】
【図2】
【図3】
【図7】
【図4】
【図5】
【図6】
【公開番号】特開2013−52436(P2013−52436A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−194017(P2011−194017)
【出願日】平成23年9月6日(2011.9.6)
【出願人】(391012796)ヨシワ工業株式会社 (3)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月6日(2011.9.6)
【出願人】(391012796)ヨシワ工業株式会社 (3)
【Fターム(参考)】
[ Back to top ]