
中子用バリ取り工具
【課題】常に中子のバリを迅速、かつ精確に効率よく切削せしめることが出来るのみならず、バリ取り精度が高く、しかも、取付け作業を極めて簡単に行うことが出来る、中子用バリ取り工具を提供する。
【解決手段】ロボット作業ア−ムなどの先部に回転ツ−ル14を介して取付け自在とされた中子用バリ取り工具11であって、金属製丸棒の基端にシャンク部12が形成されると共に、シャンク部12より先端に向けて可撓性を有するスパイラル状の切刃部13が形成されている。切刃部の切刃ピッチは、先端側が基部側より大に形成されていることが好ましい。
【解決手段】ロボット作業ア−ムなどの先部に回転ツ−ル14を介して取付け自在とされた中子用バリ取り工具11であって、金属製丸棒の基端にシャンク部12が形成されると共に、シャンク部12より先端に向けて可撓性を有するスパイラル状の切刃部13が形成されている。切刃部の切刃ピッチは、先端側が基部側より大に形成されていることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ロボット作業ア−ム等に取付けて回転せしめつつ中子のバリを切削除去せしめる、中子用バリ取り工具に関する。
【背景技術】
【0002】
中空形状の鋳造品は、中空形状に予め形成された砂中子を鋳型内にセットして鋳造し、その後に中子を破壊して中子砂を鋳造品から除去することにより製造されている。そして
、かかる中子は、一般にシェルモ−ルド法により金型を用いて製造されている。ところで
、かかるシェルモ−ルド法では、上型と下型などに分割された金型が用いられているため
、分割型の合せ面にバリの発生が避けられず、また、用いられる成型材料が砂であるために分割型の合せ面に侵入しやすいものであって、ひいては、型の合せにバラ付きが生じるのみならず、合せ面の隙間寸法や型どうしの食い違いが生じ、場合によっては中子のバリが厚くなり、段差状の根元の厚いバリも発生しやすいものである。このように、中子にバリが存在すると、その中子を用いて製造された鋳造品には中空部の内周面に凹凸が生じ、品質が著しく損なわれるものであるから、中子はバリ取り加工された後に鋳造に供されるのが通常である。
【0003】
ところで、中子のバリ取りは、従来はブラシやヤスリ、あるいはグラインダ−などを用いて手作業により行われていたが、近年ではバリ取り工具が開発され、ロボットによる自動化が進んでいる。
【0004】
かかるバリ取り工具としては、例えば、実公平3−12436号公報には、所要の長さと径を備えた丸棒状のバリ取り工具が開示されている。そして、上述の如く構成されたバリ取り工具は、撓み継手とスプリングとによるフロ−ティング機構を介してロボット作業ア−ム先端のモ−タに取付けたのち、その先端外周面部を中子のバリに押圧せしめつつモ−タにより回転作動せしめ、その押圧力と回転力とによりバリを削り取るものとされている。
【0005】
また、特開平7−136739号公報には、複数本の可撓性金属線材がその一端で束ねられると共に、同他端が自由端とされた棒状のバリ取り工具が開示されている。そして、上述の如く構成されたバリ取り工具は、その束ねた一端をコレットチャック継手などによりロボット作業ア−ム先端のモ−タに取付けたのち、自由端部を中子のバリに押圧せしめつつモ−タにより回転作動せしめ、その押圧力と自由端周面の凹凸によりバリを切削して除去せしめるものとされている。
【特許文献1】実公平3−12436号公報
【特許文献2】特開平7−136739号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、上記実公平3−12436号公報記載のバリ取り工具は単に丸棒状に形成されているものであるから、中子のバリと当接する表面は丸棒の周表面である。このため、バリ先端を仮に平面と仮定すると、丸棒との接触表面は一次元の直線であり、丸棒自体には切削作用がなく、薄いバリは押圧力によって潰して除去せしめることが出来ても、厚いバリや段差状のバリは除去せしめることが出来ないものである。また、丸棒自体は撓みにくいものであるから、バリに押圧せしめたさいには中子に過大な応力が作用するのを回避せしめるべくフロ−ティング機構を介してモ−タに取付けざるを得ないものであって、ひいては、その取付け構造が複雑化するのみならず、取付け作業が非常に面倒で手間がかかるものとなっていた。
【0007】
また、特開平7−136739号公報記載のバリ取り工具は、可撓性を有する複数本の金属製線材を束ねて形成され、その自由端周面の凹凸によりバリを切削除去せしめるものであるから、上記実公平3−12436号公報記載のバリ取り工具に比して、フロ−ティング機構を必要とすることなく簡単に取付けることが出来るのみならず、切削面積をアップせしめることが出来るものである。
しかしながら、自由端周面の凹凸を中子のバリに押圧せしめつつ押潰し状に切削せしめるものであるから、完全なバリ取りがしずらいのみならず、場合によっては切削ムラを生起せしめる等してバリ取り精度の低下を招来せしめやすいものである。また、バリの切削は上述の如く自由端周面の凹凸により行わしめるものであるから、切削長は自ずと直線的な凹凸の長さに限定されるものであって、切削効率の点において必ずしも満足し得ないものである。
【0008】
本発明はかかる従来の問題点を解決し、常に中子のバリを迅速、かつ精確に効率よく切削せしめることが出来るのみならず、バリ取り精度が高く、しかも、取付け作業を極めて簡単に行うことが出来る、中子用バリ取り工具を提供するにある。
【課題を解決するための手段】
【0009】
上記の目的を達成するため、本願請求項1記載の発明は、ロボット作業ア−ムなどの先部に回転ツ−ルを介して取付け自在とされた中子用バリ取り工具であって、上記バリ取り工具は金属製丸棒の基端にシャンク部が形成されると共に、該シャンク部より先端に向けて可撓性を有するスパイラル状の切刃部が形成されてなることを特徴とする、中子用バリ取り工具を要旨とするものである。
【0010】
また、本願請求項2記載の発明は、請求項1記載のバリ取り工具において、切刃部の切刃ピッチはその先端側が基部側より大に形成されてなることを特徴とする、中子用バリ取り工具を要旨とするものである。
【発明の効果】
【0011】
本願請求項1記載の発明は上述のように構成されているから、シャンク部を所要の回転ツ−ルによりロボット作業ア−ム等の先端に取付けたのち、切刃部を中子のバリに押圧せしめつつ回転ツ−ルにより回転作動せしめ、その押圧力と切刃部によりバリを押潰すことなく精確に切削せしめ、非常に精度の高いバリ取りを行うことが出来るものである。そして、特に、切刃部はスパイラル状に形成されているから、その切削長は従来例に比して非常に長く、しかも斜め状に切削せしめるものであるから、常に中子のバリを迅速、かつ精確に作業効率よくバリ取り作業を行うことができ、また、切刃部は可撓性を有するものであるから、従来のようにフロ−ティング機構を必要とすることがなく、切削時には切刃部が適正に撓んでその押圧力が安定化し、中子表面に対する追従性が向上して精度をアップせしめることが出来るものである。
【0012】
本願請求項2記載の発明は上述のように構成されているから、シャンク部を所要の回転ツ−ルによりロボット作業ア−ム等の先端に取付けたのち、切刃部を中子のバリに押圧せしめつつ回転ツ−ルにより回転作動せしめ、その押圧力と切刃部によりバリを押潰すことなく迅速、かつ精確に切削せしめ、常に精度の高いバリ取りを行うことが出来るものである。そして、特に、中子のバリが大きい個所は切刃ピッチの小さい基端側切刃部により、また、中子のバリが小さい個所は切刃ピッチの大きい先端側切刃部でもって各々切削除去せしめることが出来るものであって、常にバリの大小に拘わらず精度の高いバリ取りを行うことが出来るものである。
【発明を実施するための最良の形態】
【0013】
以下に、本発明を実施するための最良の形態を図面に示す一実施例に基づいて詳細に説明する。
【0014】
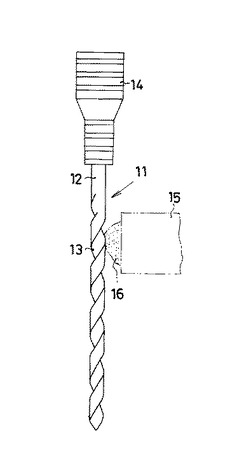
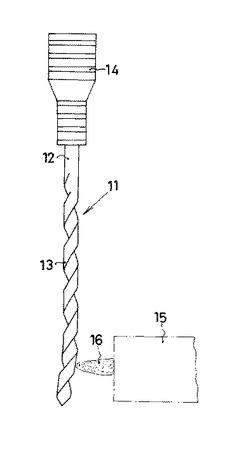
図1及び図2は本発明に係る中子用バリ取り工具11を示すもので、該バリ取り工具11は所要の長さと径を備えた金属製丸棒の基部にシャンク部12が形成されると共に、該シャンク部12より先端方向に同一切刃ピッチでもって可撓性を有するスパイラル状の切刃部13が切削形成されている。そして、上記バリ取り工具11の材質としては炭素鋼、合金鋼、高速度鋼、あるいは超硬合金など公知のものを好適に用いる。その他、14は上記シャンク部12を取付けるべくロボット作業ア−ム(図示略)の先部に装着自在とされた電動グラインダ−、15は中子、16は該中子15のバリを示す。
【0015】
次に、上述の如く構成されたバリ取り工具11の作動について説明する。
先ず、シャンク部12を介して電動グラインダ−14に取付け、これをロボット作業ア−ム(図示略)の先部に装着せしめる。しかるのち、切刃部13を中子15のバリ16外面に押圧せしめつつ電動グラインダ−14により回転作動せしめ、その押圧力と切刃部13によりバリ16を順次切削せしめて除去せしめる。このさい、切刃部13はスパイラル状に形成されているから、その切削長が従来例に比して非常に長く、しかも、斜め状に切削せしめることが出来るため、中子15のバリ16を迅速、かつ精確に作業能率よく、非常に精度の高いバリ取り作業を行うことが出来る。
【0016】
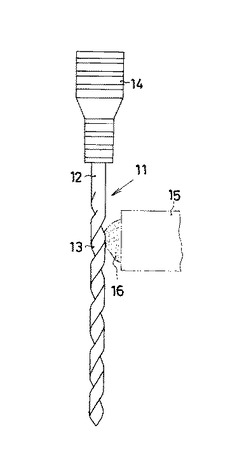
なお、例えば、中子15のバリ16が厚くて大である場合には、図1に示すように、切刃部13の基端個所をバリ16に押圧せしめつつ切削除去せしめるとよい。また、逆に中子15のバリ16が薄くて小さい場合には、図2に示すように、切刃部13の先部個所をバリ16に押圧せしめつつ切削除去せしめるとよい。なお、このさい、切刃部13は可撓自在とされているから、切削時には切刃部13が適正に撓んでその押圧力を安定化せしめ
、中子15に対する追従性を向上せしめてバリ取り精度をアップせしめることが出来る。
【0017】
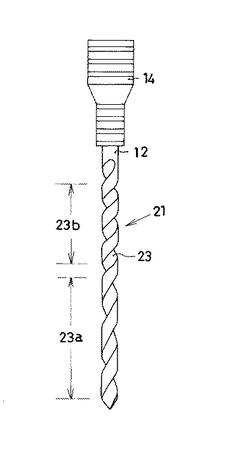
図3は本発明に係る他の中子用バリ取り工具21を示すもので、切刃部23は切刃ピッチの大きい部位23aが先部側に、切刃ピッチの小さい部位23bが基部側に各々形成された点が上記実施例と相違し、他の部分は同一であり、同一符号は同一部分を示す。
【0018】
そして、上述の如く構成されたバリ取り工具21は、上記実施例と同様に、シャンク部12を介して電動グラインダ−14に取付け、これをロボット作業ア−ム(図示略)の先部に装着せしめる。そして、切刃部23を中子15のバリ16外面に押圧、即ち、バリ16が厚くて大である場合には切刃ピッチの小さい部位23bを押圧せしめ、また、バリ16が薄くて小さい場合には切刃ピッチの大きい部位23aを押圧せしめ、電動グライダ−14により回転作動せしめてその押圧力と切刃部23によりバリ16を押潰すことなく迅速、かつ精確に作業能率よく切削せしめ、バリ16の大小に拘わらず常に精度の高いバリ取りを行うことが出来る。なお、切刃部23は可撓自在に形成されているから、上記実施例と同様に、切削時には切刃部23が適正に撓んでその押圧力を安定化せしめ、中子15に対する追従性を向上せしめて精度をアップせしめることが出来るものである。
【0019】
なお、上記実施例において、バリ取り工具11・21は電動グラインダ−14に取付けるものとされているが、これに限定されるものでなく、回転エアツ−ルなど公知の回転ツ−ルに取付けて使用に供することが出来るものである。
【図面の簡単な説明】
【0020】
【図1】本発明に係るバリ取り工具11の実施例を使用状態と共に示す正面図である。
【図2】実施例の使用状態を示す正面図である。
【図3】本発明に係るバリ取り工具21の実施例を示す正面図である。
【符号の説明】
【0021】
11・21 バリ取り工具
12 シャンク部
13・23 切刃部
14 電動グラインダ−
15 中子
16 バリ
23a 切刃ピッチの大きい部位
23b 切刃ピッチの小さい部位
【技術分野】
【0001】
本発明は、ロボット作業ア−ム等に取付けて回転せしめつつ中子のバリを切削除去せしめる、中子用バリ取り工具に関する。
【背景技術】
【0002】
中空形状の鋳造品は、中空形状に予め形成された砂中子を鋳型内にセットして鋳造し、その後に中子を破壊して中子砂を鋳造品から除去することにより製造されている。そして
、かかる中子は、一般にシェルモ−ルド法により金型を用いて製造されている。ところで
、かかるシェルモ−ルド法では、上型と下型などに分割された金型が用いられているため
、分割型の合せ面にバリの発生が避けられず、また、用いられる成型材料が砂であるために分割型の合せ面に侵入しやすいものであって、ひいては、型の合せにバラ付きが生じるのみならず、合せ面の隙間寸法や型どうしの食い違いが生じ、場合によっては中子のバリが厚くなり、段差状の根元の厚いバリも発生しやすいものである。このように、中子にバリが存在すると、その中子を用いて製造された鋳造品には中空部の内周面に凹凸が生じ、品質が著しく損なわれるものであるから、中子はバリ取り加工された後に鋳造に供されるのが通常である。
【0003】
ところで、中子のバリ取りは、従来はブラシやヤスリ、あるいはグラインダ−などを用いて手作業により行われていたが、近年ではバリ取り工具が開発され、ロボットによる自動化が進んでいる。
【0004】
かかるバリ取り工具としては、例えば、実公平3−12436号公報には、所要の長さと径を備えた丸棒状のバリ取り工具が開示されている。そして、上述の如く構成されたバリ取り工具は、撓み継手とスプリングとによるフロ−ティング機構を介してロボット作業ア−ム先端のモ−タに取付けたのち、その先端外周面部を中子のバリに押圧せしめつつモ−タにより回転作動せしめ、その押圧力と回転力とによりバリを削り取るものとされている。
【0005】
また、特開平7−136739号公報には、複数本の可撓性金属線材がその一端で束ねられると共に、同他端が自由端とされた棒状のバリ取り工具が開示されている。そして、上述の如く構成されたバリ取り工具は、その束ねた一端をコレットチャック継手などによりロボット作業ア−ム先端のモ−タに取付けたのち、自由端部を中子のバリに押圧せしめつつモ−タにより回転作動せしめ、その押圧力と自由端周面の凹凸によりバリを切削して除去せしめるものとされている。
【特許文献1】実公平3−12436号公報
【特許文献2】特開平7−136739号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、上記実公平3−12436号公報記載のバリ取り工具は単に丸棒状に形成されているものであるから、中子のバリと当接する表面は丸棒の周表面である。このため、バリ先端を仮に平面と仮定すると、丸棒との接触表面は一次元の直線であり、丸棒自体には切削作用がなく、薄いバリは押圧力によって潰して除去せしめることが出来ても、厚いバリや段差状のバリは除去せしめることが出来ないものである。また、丸棒自体は撓みにくいものであるから、バリに押圧せしめたさいには中子に過大な応力が作用するのを回避せしめるべくフロ−ティング機構を介してモ−タに取付けざるを得ないものであって、ひいては、その取付け構造が複雑化するのみならず、取付け作業が非常に面倒で手間がかかるものとなっていた。
【0007】
また、特開平7−136739号公報記載のバリ取り工具は、可撓性を有する複数本の金属製線材を束ねて形成され、その自由端周面の凹凸によりバリを切削除去せしめるものであるから、上記実公平3−12436号公報記載のバリ取り工具に比して、フロ−ティング機構を必要とすることなく簡単に取付けることが出来るのみならず、切削面積をアップせしめることが出来るものである。
しかしながら、自由端周面の凹凸を中子のバリに押圧せしめつつ押潰し状に切削せしめるものであるから、完全なバリ取りがしずらいのみならず、場合によっては切削ムラを生起せしめる等してバリ取り精度の低下を招来せしめやすいものである。また、バリの切削は上述の如く自由端周面の凹凸により行わしめるものであるから、切削長は自ずと直線的な凹凸の長さに限定されるものであって、切削効率の点において必ずしも満足し得ないものである。
【0008】
本発明はかかる従来の問題点を解決し、常に中子のバリを迅速、かつ精確に効率よく切削せしめることが出来るのみならず、バリ取り精度が高く、しかも、取付け作業を極めて簡単に行うことが出来る、中子用バリ取り工具を提供するにある。
【課題を解決するための手段】
【0009】
上記の目的を達成するため、本願請求項1記載の発明は、ロボット作業ア−ムなどの先部に回転ツ−ルを介して取付け自在とされた中子用バリ取り工具であって、上記バリ取り工具は金属製丸棒の基端にシャンク部が形成されると共に、該シャンク部より先端に向けて可撓性を有するスパイラル状の切刃部が形成されてなることを特徴とする、中子用バリ取り工具を要旨とするものである。
【0010】
また、本願請求項2記載の発明は、請求項1記載のバリ取り工具において、切刃部の切刃ピッチはその先端側が基部側より大に形成されてなることを特徴とする、中子用バリ取り工具を要旨とするものである。
【発明の効果】
【0011】
本願請求項1記載の発明は上述のように構成されているから、シャンク部を所要の回転ツ−ルによりロボット作業ア−ム等の先端に取付けたのち、切刃部を中子のバリに押圧せしめつつ回転ツ−ルにより回転作動せしめ、その押圧力と切刃部によりバリを押潰すことなく精確に切削せしめ、非常に精度の高いバリ取りを行うことが出来るものである。そして、特に、切刃部はスパイラル状に形成されているから、その切削長は従来例に比して非常に長く、しかも斜め状に切削せしめるものであるから、常に中子のバリを迅速、かつ精確に作業効率よくバリ取り作業を行うことができ、また、切刃部は可撓性を有するものであるから、従来のようにフロ−ティング機構を必要とすることがなく、切削時には切刃部が適正に撓んでその押圧力が安定化し、中子表面に対する追従性が向上して精度をアップせしめることが出来るものである。
【0012】
本願請求項2記載の発明は上述のように構成されているから、シャンク部を所要の回転ツ−ルによりロボット作業ア−ム等の先端に取付けたのち、切刃部を中子のバリに押圧せしめつつ回転ツ−ルにより回転作動せしめ、その押圧力と切刃部によりバリを押潰すことなく迅速、かつ精確に切削せしめ、常に精度の高いバリ取りを行うことが出来るものである。そして、特に、中子のバリが大きい個所は切刃ピッチの小さい基端側切刃部により、また、中子のバリが小さい個所は切刃ピッチの大きい先端側切刃部でもって各々切削除去せしめることが出来るものであって、常にバリの大小に拘わらず精度の高いバリ取りを行うことが出来るものである。
【発明を実施するための最良の形態】
【0013】
以下に、本発明を実施するための最良の形態を図面に示す一実施例に基づいて詳細に説明する。
【0014】
図1及び図2は本発明に係る中子用バリ取り工具11を示すもので、該バリ取り工具11は所要の長さと径を備えた金属製丸棒の基部にシャンク部12が形成されると共に、該シャンク部12より先端方向に同一切刃ピッチでもって可撓性を有するスパイラル状の切刃部13が切削形成されている。そして、上記バリ取り工具11の材質としては炭素鋼、合金鋼、高速度鋼、あるいは超硬合金など公知のものを好適に用いる。その他、14は上記シャンク部12を取付けるべくロボット作業ア−ム(図示略)の先部に装着自在とされた電動グラインダ−、15は中子、16は該中子15のバリを示す。
【0015】
次に、上述の如く構成されたバリ取り工具11の作動について説明する。
先ず、シャンク部12を介して電動グラインダ−14に取付け、これをロボット作業ア−ム(図示略)の先部に装着せしめる。しかるのち、切刃部13を中子15のバリ16外面に押圧せしめつつ電動グラインダ−14により回転作動せしめ、その押圧力と切刃部13によりバリ16を順次切削せしめて除去せしめる。このさい、切刃部13はスパイラル状に形成されているから、その切削長が従来例に比して非常に長く、しかも、斜め状に切削せしめることが出来るため、中子15のバリ16を迅速、かつ精確に作業能率よく、非常に精度の高いバリ取り作業を行うことが出来る。
【0016】
なお、例えば、中子15のバリ16が厚くて大である場合には、図1に示すように、切刃部13の基端個所をバリ16に押圧せしめつつ切削除去せしめるとよい。また、逆に中子15のバリ16が薄くて小さい場合には、図2に示すように、切刃部13の先部個所をバリ16に押圧せしめつつ切削除去せしめるとよい。なお、このさい、切刃部13は可撓自在とされているから、切削時には切刃部13が適正に撓んでその押圧力を安定化せしめ
、中子15に対する追従性を向上せしめてバリ取り精度をアップせしめることが出来る。
【0017】
図3は本発明に係る他の中子用バリ取り工具21を示すもので、切刃部23は切刃ピッチの大きい部位23aが先部側に、切刃ピッチの小さい部位23bが基部側に各々形成された点が上記実施例と相違し、他の部分は同一であり、同一符号は同一部分を示す。
【0018】
そして、上述の如く構成されたバリ取り工具21は、上記実施例と同様に、シャンク部12を介して電動グラインダ−14に取付け、これをロボット作業ア−ム(図示略)の先部に装着せしめる。そして、切刃部23を中子15のバリ16外面に押圧、即ち、バリ16が厚くて大である場合には切刃ピッチの小さい部位23bを押圧せしめ、また、バリ16が薄くて小さい場合には切刃ピッチの大きい部位23aを押圧せしめ、電動グライダ−14により回転作動せしめてその押圧力と切刃部23によりバリ16を押潰すことなく迅速、かつ精確に作業能率よく切削せしめ、バリ16の大小に拘わらず常に精度の高いバリ取りを行うことが出来る。なお、切刃部23は可撓自在に形成されているから、上記実施例と同様に、切削時には切刃部23が適正に撓んでその押圧力を安定化せしめ、中子15に対する追従性を向上せしめて精度をアップせしめることが出来るものである。
【0019】
なお、上記実施例において、バリ取り工具11・21は電動グラインダ−14に取付けるものとされているが、これに限定されるものでなく、回転エアツ−ルなど公知の回転ツ−ルに取付けて使用に供することが出来るものである。
【図面の簡単な説明】
【0020】
【図1】本発明に係るバリ取り工具11の実施例を使用状態と共に示す正面図である。
【図2】実施例の使用状態を示す正面図である。
【図3】本発明に係るバリ取り工具21の実施例を示す正面図である。
【符号の説明】
【0021】
11・21 バリ取り工具
12 シャンク部
13・23 切刃部
14 電動グラインダ−
15 中子
16 バリ
23a 切刃ピッチの大きい部位
23b 切刃ピッチの小さい部位
【特許請求の範囲】
【請求項1】
ロボット作業ア−ムなどの先部に回転ツ−ルを介して取付け自在とされた中子用バリ取り工具であって、上記バリ取り工具は金属製丸棒の基端にシャンク部が形成されると共に
、該シャンク部より先端に向けて可撓性を有するスパイラル状の切刃部が形成されてなることを特徴とする、中子用バリ取り工具。
【請求項2】
請求項1記載のバリ取り工具において、切刃部の切刃ピッチはその先端側が基部側より大に形成されてなることを特徴とする、中子用バリ取り工具。
【請求項1】
ロボット作業ア−ムなどの先部に回転ツ−ルを介して取付け自在とされた中子用バリ取り工具であって、上記バリ取り工具は金属製丸棒の基端にシャンク部が形成されると共に
、該シャンク部より先端に向けて可撓性を有するスパイラル状の切刃部が形成されてなることを特徴とする、中子用バリ取り工具。
【請求項2】
請求項1記載のバリ取り工具において、切刃部の切刃ピッチはその先端側が基部側より大に形成されてなることを特徴とする、中子用バリ取り工具。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−75831(P2007−75831A)
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願番号】特願2005−263630(P2005−263630)
【出願日】平成17年9月12日(2005.9.12)
【出願人】(599113822)株式会社センテック (7)
【Fターム(参考)】
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願日】平成17年9月12日(2005.9.12)
【出願人】(599113822)株式会社センテック (7)
【Fターム(参考)】
[ Back to top ]