
中温作動固体酸化物形燃料電池の管状の単セルとその製造方法
【課題】管の内側から外側に向かって燃料極と電解質と空気極とが接合されながらも、空気極の厚みが確保された中温作動固体酸化物形燃料電池の管状の単セルを提供する。
【解決手段】空気極材料にはランタンフェライト系ペロブスカイト酸化物粉体とセリウム系酸化物固溶体粉体とを用い、燃料極材料には酸化ニッケル粉体とセリウム系酸化物固溶体粉体とを用い、空気極材料からなる管状の空気極基材3と、空気極基材3の内側表面3aと両端面3bと外側表面の両端部3cとに形成されたセリウム系酸化物固溶体からなる電解質層2と、空気極基材3の外側表面の両端部3cに形成された電解質層2のうちの空気極基材3の長手方向の中心に向かう側の端部2’を除いた表面全体と空気極基材3の内側表面及び両端面に形成された電解質層2の表面全体とに形成された燃料極層4とを有し、少なくとも空気極基材3と電解質層2とが共焼結されているものとした。
【解決手段】空気極材料にはランタンフェライト系ペロブスカイト酸化物粉体とセリウム系酸化物固溶体粉体とを用い、燃料極材料には酸化ニッケル粉体とセリウム系酸化物固溶体粉体とを用い、空気極材料からなる管状の空気極基材3と、空気極基材3の内側表面3aと両端面3bと外側表面の両端部3cとに形成されたセリウム系酸化物固溶体からなる電解質層2と、空気極基材3の外側表面の両端部3cに形成された電解質層2のうちの空気極基材3の長手方向の中心に向かう側の端部2’を除いた表面全体と空気極基材3の内側表面及び両端面に形成された電解質層2の表面全体とに形成された燃料極層4とを有し、少なくとも空気極基材3と電解質層2とが共焼結されているものとした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中温作動固体酸化物形燃料電池(以下、IT−SOFCと呼ぶ)の管状の単セルとその製造方法に関する。さらに詳述すると、本発明は、セリウム系酸化物固溶体を電解質層としたIT−SOFC用の管状の単セルとその製造方法に関する。
【0002】
尚、本明細書において、IT−SOFCとは、400℃〜600℃の温度域で作動させる固体酸化物形燃料電池を意味している。
【背景技術】
【0003】
環境に優しい燃料電池を最大限に活用した社会構築の取り組みが始まっている。貴金属触媒を用いない固体酸化物形燃料電池(SOFC)の実現は、資源的制約を受けることがないため、普及を阻害することなく、燃料電池社会の構築に大きく寄与できると考えられる。1000℃付近で作動する高温作動固体酸化物形燃料電池(HT−SOFC)は、電池本体以外にも、ボトミングサイクルによる発電が期待できるため、電気事業用大容量発電に適している。一方で、コンパクト性を必要とされる家庭用コージェネレーションや自動車用動力源、移動用電源などの用途では電池本体のみの発電となり、燃料電池本体の発電効率と共に、急速起動・停止特性も重要になってくる。高温作動固体酸化物形燃料電池の高い性能を維持したまま燃料電池の作動温度を低下できれば、起電力が高くなると共に燃料電池本体での発電効率も向上し、急速起動・停止特性を付与し易くなる。そこで、燃料電池の作動温度の低温化を図るための研究が各種行われている。
【0004】
かかる状況下において、セリウム系酸化物固溶体が電解質材料として注目されている。セリウム系酸化物固溶体は、機械的強度が低いことや、還元雰囲気下における電子伝導性及び還元膨張の発現などの問題点が以前から指摘されているものの、セリウム元素の資源量の豊富さと酸化物イオン導電性の高さは、作動温度の低い燃料電池用の電解質材料として魅力的である。例えば、特許文献1では、セリウム系酸化物固溶体を固体酸化物形燃料電池の電解質として用いる技術が開示されている。
【0005】
ここで、セリウム系酸化物固溶体の酸化物イオン導電性は、従来HT−SOFCの電解質として用いられているイットリア安定化ジルコニア(YSZ)の酸化物イオン導電性と比較してかなり高いことが知られているものの、400℃〜600℃の温度域において作動させる固体酸化物形燃料電池用の電解質材料としては十分とは言えない。そこで、電解質の厚みを10〜30μmに薄膜化して高性能化を図ることが不可欠であるが、このようなセラミックス薄膜を単体でハンドリングすることは極めて困難である。したがって、厚みを持たせることが可能な基材上、即ち、多孔質電極上にセリウム系酸化物固溶体の薄膜を緻密成膜し、機械強度を高めて取り扱う必要がある。
【0006】
ところで、焼成処理した多孔質電極を基材101として、基材101の片側表面に電解質102をコーティングして電解質層を形成し、基材101と電解質層102とを同時に焼成すると、基材101は膨脹挙動を示し、基材101の片側表面にコーティングした電解質層102は収縮挙動を示す(図2)。そのため、基材101と電解質層102にかかる応力の方向が異なることに起因して、強度の弱い電解質層102にクラック103が発生することになる。これを防ぐためには、未焼成の基材と電解質層とを同時に焼成する共焼結技術が有効である。
【0007】
ここで、共沈法等で合成したセリウム系酸化物固溶体の微粒子を用いて電解質層を緻密に形成するためには1300℃以上の焼成温度が必要であるが、このような高温焼成処理を行った場合、基材として用いる電極の多孔性が喪失してしまう問題や、電極材料と電解質材料とが化学反応して変質し、セル特性が喪失してしまう問題が生じる。
【0008】
酸化ニッケルとセリウム系酸化物固溶体を混合した燃料極材料により作製した燃料極部材を基材として用いた場合には、上記問題は解決する。即ち、酸化ニッケルとセリウム系酸化物固溶体を混合した燃料極材料により作製した燃料極部材は、高温焼成により多孔性が喪失して緻密になった場合でも、燃料電池作動中に燃料極部材が還元雰囲気に晒されることで、燃料極部材中の酸化ニッケル(NiO)が還元されてニッケル(Ni)に変化すると同時に気孔が形成され、再び多孔性となることが知られている。しかも酸化ニッケルはセリウム系酸化物固溶体と反応しないため、1300℃で焼成しても反応生成物の形成が無く、導電率等の性質を低下させることは無い。したがって、IT−SOFCの分野においては、燃料極支持形構造の単セルの開発が主流となっている(非特許文献1、非特許文献2)。
【0009】
ここで、単セルの構造を幾何学的な形状により分類すると、管状型と平面型とに分類される。上述の燃料極支持形構造の単セルが管状型の場合、管の内側から外側に向かって燃料極と電解質と空気極とが接合され、管の内側に燃料ガスを流し、管の外側に空気を流す形式となる。そして、この単セルは、燃料極を基材としてその外側表面に電解質層を形成し、基材と電解質層とを同時に焼成(共焼結)した後、最終工程で空気極層を形成し、焼成処理することにより製造される。
【特許文献1】特開2004−143023
【非特許文献1】T.Suzuki, T. Yamaguchi, Y. Fujishiro, M. Awano, and Y. Funahashi,”MicroTubular SOFCs for MicroCeramic Reactor System”, P0403, in Proceedings (CD) of 7th EuropeanSolid Oxide Fuel Cell Forum, Lucerne/Switzerland, 3-7, July2006.
【非特許文献2】S.Pinol, M. Morales, M.Segarra, and F. Espiell,”LowTemperature Anode Supported SOFCs Based on Doped CeriaElectrolyte”,P0432, inProceedings (CD) of 7th European Solid Oxide Fuel Cell Forum,Lucerne/Switzerland,3-7, July 2006.
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、上述の燃料極支持形構造の管状単セルの製造において、最終工程の焼成処理で燃料極基材と電解質層との共焼結体は膨張し、空気極層が収縮するため、電解質層にクラックが入ったりセルが破壊したりする虞があった。そして、この虞は空気極層の厚みが厚くなるほど高まることから、上述した燃料極支持形構造の単セルにおいては、空気極層を厚くすることができなかった。その結果として空気極層の集電損失が大きくなり、単セルの出力特性の向上を十分に図れない問題があった。
【0011】
そこで、本発明は、空気極の厚みを確保しながらも、管の内側から外側に向かって燃料極と電解質と空気極とが接合されたIT−SOFC用の管状の単セルを提供することを目的とする。
【0012】
また、本発明は、空気極の厚みを確保しながらも、管の内側から外側に向かって燃料極と電解質と空気極とが接合されたIT−SOFC用の管状の単セルを製造することを目的とする。
【課題を解決するための手段】
【0013】
かかる課題を解決するため、本願発明者らは、空気極の厚みを確保するために空気極を基材とすることを考え、鋭意研究を行った。その結果、電解質層の緻密性と空気極基材の多孔性を確保しながらも、電解質層にクラックが生じることがなく、電解質層が空気極基材から剥離することのない、空気極基材と電解質層との共焼結条件を見出した。そして、さらに鋭意研究を行った結果、電解質層の緻密性と空気極基材の多孔性を確保しながらも、電解質層にクラックが生じることがなく、電解質層が空気極基材から剥離することがなく、しかも、燃料極層が電解質層から剥離することのない、空気極基材と電解質層と燃料極層との共焼結条件を見出した。
【0014】
そこで、本願発明者らがさらに鋭意研究を重ねたところ、上記の共焼結条件を採用することにより、管状の空気極基材の内側に電解質層、さらには燃料極層を形成できることを知見した。即ち、空気極を基材として、管の内側から外側に向かって燃料極と電解質と空気極とが接合された構造の単セルが得られることを知見し、本願発明に至った。
【0015】
かかる知見に基づく本発明の中温作動固体酸化物形燃料電池の管状の単セルは、比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を空気極材料とし、比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を電解質材料とし、比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を燃料極材料とし、ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、酸化ニッケルの組成式はNiOであり、空気極材料には、比表面積が30m2/g超のセリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、燃料極材料には、酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれ、空気極材料からなる管状の空気極基材と、空気極基材の内側表面と両端面と外側表面の両端部とに形成された電解質材料からなる電解質層と、空気極基材の外側表面の両端部に形成された電解質層のうちの空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と空気極基材の内側表面及び両端面に形成された電解質層の表面全体とに形成された燃料極材料からなる燃料極層とを有し、少なくとも空気極基材と電解質層とが共焼結されているものである。
【0016】
したがって、この単セルによると、管の内側から外側に向かって燃料極と電解質と空気極とが接合された構造を有している。しかも、空気極を基材としているので、空気極の厚みが確保され、空気極の過電圧を低減して集電損失を減らすことができる。
【0017】
また、空気極基材の外側表面の両端部に形成された電解質層のうちの空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と空気極基材の内側表面及び両端面に形成された電解質層の表面全体とに燃料極層が形成されているので、電解質層の露出面において空気極基材と燃料極層が確実に絶縁される。
【0018】
また、空気極基材を構成する空気極材料にセリウム系酸化物固溶体粉体が混合されているので、三相界面、即ち、空気極と電解質と空気との接触面積が増大する。さらに、燃料極材料にセリウム系酸化物固溶体粉体が混合されているので、三相界面、即ち、燃料極と電解質と燃料ガスとの接触面積が増大する。したがって、反応場が増大して発電効率が高められる。
【0019】
また、本発明の単セルは、空気極基材と電解質層とが共焼結されたものであってもよいし、空気極基材と電解質層と燃料極層とが共焼結されたものであってもよいが、空気極基材と電解質層と燃料極層とが共焼結されたものであることがより好ましい。この場合には、電解質層と燃料極層との接着性が高まって、電解質と燃料極との界面の物質移動がスムーズに進行し、燃料極の過電圧が低下する。したがって、単セルの出力密度が高まる。
【0020】
尚、本明細書において組成式中に記載されている「δ」は、組成や温度等で種々変化する酸素量であり、規定することに意味の無い数値である。
【0021】
また、本明細書における「比表面積」は、BET法により測定した値である。
【0022】
次に、本発明の中温作動固体酸化物形燃料電池の管状の単セルの製造方法は、空気極材料を成形して管状の空気極基材を作製する工程と、空気極基材の両端部を除いた外側表面を第一の保護材により覆う工程と、空気極基材を電解質材料のスラリーに浸漬して空気極基材の内側表面と両端面と両端部とに電解質層を形成する工程と、少なくとも空気極基材の両端部に形成された電解質層の第一の保護材寄りの端部を第二の保護材により覆う工程と、空気極基材を燃料極材料のスラリーに浸漬して燃料極層を形成する工程と、第一の保護材と第二の保護材とを除去する工程と、空気極基材と電解質層と燃料極層とを共焼結する工程とを含み、比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を空気極材料とし、比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を電解質材料とし、比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を燃料極材料とし、ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、空気極材料には、比表面積が30m2/g超のセリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、燃料極材料には、酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれるようにしている。
【0023】
上記の空気極材料により形成された成形体(以下、空気極基材と呼ぶこともある)の熱収縮率によると、電解質材料である比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体により形成される電解質層の熱収縮率に近づく。
【0024】
また、ランタンフェライト系ペロブスカイト酸化物の組成を0<y≦0.04とした場合には、空気極基材の熱収縮率がさらに高まり、空気極基材の熱収縮率が、電解質材料である比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体により形成される電解質層の熱収縮率にさらに近づく。
【0025】
したがって、空気極基材と電解質層と燃料極層とを共焼結した際に、電解質層にクラックが発生することがなく、電解質層が空気極基材から剥離することがない。
【0026】
さらに、燃料極材料として比表面積が30m2/g未満であるセリウム系酸化物固溶体粉体と、比表面積が8.96m2/g未満である酸化ニッケルの粉体とを混合した粉体を使用することで、空気極基材と電解質層と燃料極層とを共焼結した際に、電解質層にクラックが発生することがなく、燃料極層が電解質層から剥離することがない。
【0027】
したがって、この製造方法によると、空気極基材と電解質層と燃料極層とを共焼結した際に電解質層にクラックが発生することがなく、電解質層が空気極基材から剥離することがなく、燃料極層が電解質層から剥離することがない。
【0028】
ここで、本発明の中温作動固体酸化物形燃料電池の管状の単セルの製造方法において、空気極基材と電解質層とを共焼結した後、別途燃料極層を形成して焼成処理するようにしてもよい。即ち、空気極材料を成形して管状の空気極基材を作製する工程と、空気極基材の両端部を除いた外側表面を第一の保護材により覆う工程と、空気極基材を電解質材料のスラリーに浸漬して空気極基材の内側表面と両端面と両端部とに電解質層を形成する工程と、第一の保護材を除去する工程と、空気極基材と電解質層とを共焼結する工程と、第一の保護材を除去した後の空気極基材の露出面と空気極基材の両端部に形成された電解質層の空気極基材の露出面寄りの端部とを第二の保護材で覆う工程と、空気極基材を燃料極材料のスラリーに浸漬して燃料極層を形成する工程と、第二の保護材とを除去する工程と、燃料極層を焼成する工程とを含むようにしてもよい。
【発明の効果】
【0029】
請求項1に記載の中温作動固体酸化物形燃料電池の管状の単セルによれば、管の内側から外側に向かって燃料極と電解質と空気極とが接合された構造を有しながらも、空気極の厚みが確保されているので、空気極の過電圧を低減して集電損失を減らすことができる。また、空気極基材の外側表面の両端部に形成された電解質層のうちの空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と空気極基材の内側表面及び両端面に形成された電解質層の表面全体とに燃料極層が形成されているので、電解質層の露出面において空気極基材と燃料極層を確実に絶縁することができる。
【0030】
さらに、燃料極を基材とすることなく、燃料極を薄膜化することができる。したがって、燃料極が酸化・還元時の体積変化により破壊されるのを防ぐことができる。
【0031】
しかも、空気極基材を構成する空気極材料にセリウム系酸化物固溶体粉体が混合されているので、三相界面、即ち、空気極と電解質と空気との接触面積が増大する。したがって、反応場を増大させて発電効率を高めることが可能となる。
【0032】
さらに、燃料極材料にセリウム系酸化物固溶体粉体が混合されているので、三相界面、即ち、燃料極と電解質と燃料ガスとの接触面積が増大する。したがって、反応場を増大させて発電効率を高めることが可能となる。
【0033】
また、空気極基材と電解質層とを共焼結しているので、空気極と電解質との界面の接着状態が、共焼結していない空気極と電解質との界面の接着状態と比較して良好となり、出力密度を高めることができる。
【0034】
また、空気極基材と電解質層と燃料極層とを共焼結した場合には、空気極と電解質との界面の接着状態が、共焼結していない空気極と電解質との界面の接着状態と比較して良好になると共に、電解質と燃料極との界面の接着状態が、共焼結していない電解質と燃料極との界面の接着状態と比較して良好となる。したがって、出力密度をさらに高めることができる。また、空気極基材と電解質層と燃料極層とを共焼結した場合には、空気極基材と電解質層と燃料極層との熱収縮挙動が近似することにより、単セル製造時に応力が発生しにくくなるので、単セルに残留応力がほとんど発生しない。したがって、単セルの信頼性を高めることができる。
【0035】
請求項2に記載の中温作動固体酸化物形燃料電池によれば、請求項1に記載の単セルを集積しているので、高出力且つ高発電効率を有する。
【0036】
請求項3に記載の中温作動固体酸化物形燃料電池の単セルの製造方法によれば、管の内側から外側に向かって燃料極と電解質と空気極とが接合された構造を有しながらも、空気極の厚みが確保された単セルを製造することが可能となるので、空気極の過電圧を低減して集電損失を減らすことができる。また、空気極基材の外側表面の両端部に形成された電解質層のうちの空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と空気極基材の内側表面及び両端面に形成された電解質層の表面全体とに燃料極層を形成することができるので、電解質層の露出面において空気極基材と燃料極層を確実に絶縁することができる。
【0037】
さらに、燃料極を基材とする必要がないので、燃料極を薄膜化することができる。したがって、燃料極が酸化・還元時の体積変化により破壊されるのを防ぐことができる。
【0038】
しかも、空気極材料として、ランタンフェライト系ペロブスカイト酸化物粉体にセリウム系酸化物固溶体粉体が混合された粉体を用いているので、三相界面、即ち、空気極基材と電解質層と空気との接触面積が増大する。したがって、反応場を増大させて発電効率をさらに高めることが可能となる。
【0039】
また、燃料極材料としてセリウム系酸化物固溶体粉体が混合された粉体を用いているので、三相界面、即ち、燃料極層と電解質層と燃料ガスとの接触面積が増大する。したがって、反応場を増大させて発電効率を高めることが可能となる。
【0040】
さらに、さらに、燃料極を基材とする必要が無いので、燃料極を薄膜化することができる。したがって、燃料極が酸化・還元時の体積変化により破壊されるのを防ぐことができる。
【0041】
請求項4に記載の中温作動固体酸化物形燃料電池の単セルの製造方法によれば、請求項3に記載の中温作動固体酸化物形燃料電池の単セルの製造方法による効果に加え、空気極と電解質層と燃料極層とを同時に焼成して単セルを製造することが可能となるので、焼成処理の回数を一回とすることができる。したがって、焼成に掛かるコストや手間を低減することができ、また、単セルの製造にかかる時間を大幅に削減でき、歩留まりを向上させることも可能となる。さらに、単セル製造時に応力が発生しにくいので、単セルに残留応力がほとんど無く、機械的に信頼性が高い単セルを提供することが可能となる。また、焼成処理の回数を一回とすることができることから、焼成処理による寸法のずれを最小限に抑えることができるので、寸法精度を高めることが可能となる。
【発明を実施するための最良の形態】
【0042】
以下、本発明を実施するための最良の形態について、図面に基づいて詳細に説明する。
【0043】
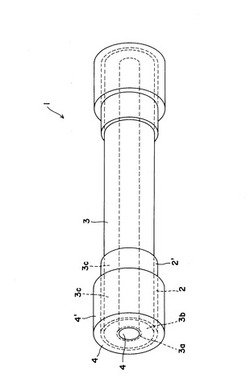
図1に本発明の中温作動固体酸化物形燃料電池の単セルの構造を示す。この単セル1は、空気極材料からなる管状の空気極基材3と、空気極基材の内側表面3aと両端面3bと外側表面の両端部3cとに形成された電解質材料からなる電解質層2と、空気極基材の外側表面の両端部3cに形成された電解質層2のうちの両端面3b側とは反対側の端部2’を除いた表面全体及び空気極基材の内側表面3aと両端面3bとに形成された電解質層2の表面全体とに形成された燃料極材料からなる燃料極層4とを共焼結してなるものである。
【0044】
空気極材料として比表面積が30m2/g超のセリウム系酸化物固溶体粉体と比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体とを混合した粉体を使用し、電解質材料として比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を使用し、燃料極材料として比表面積が30m2/g未満のセリウム系酸化物固溶体粉体と比表面積が8.96m2/g未満の酸化ニッケル粉体とを混合した粉体を使用するようにしている。
【0045】
空気極材料、電解質材料及び燃料極材料に用いられる各セリウム系酸化物固溶体粉体は、その組成を同じものとしながらも、比表面積の範囲を異にしている。以下、電解質材料と空気極材料と燃料極材料について詳細に説明する。
【0046】
電解質材料は電解質層2を形成するための材料粉体であり、比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体である(以下、電解質用CLO粉体と呼ぶ)。
【0047】
電解質用CLO粉体の比表面積(S)は、10<S<40m2/gとすることが好ましく、より好ましくは20≦S<40m2/g、さらに好ましくは30≦S<40m2/g、最も好ましくはS=30m2/gである。S>10m2/gとすることで、当該粉体から形成された電解質層2の相対密度(緻密性)の十分に高めてIT−SOFCに求められる電解質性能を満たすことができる。S≦10m2/gの場合には、1200℃で焼成しても相対密度が十分に高まらない。その反面、S≧40m2/gの場合には、1100℃程度で相対密度が十分に高まるものの、熱収縮率が高まり過ぎて、空気極管3との共焼結が難しくなる。尚、S≧30m2/gとすれば、1200℃で少なくとも5時間焼成することで92%以上の相対密度を確実に確保でき、好ましい。
【0048】
電解質用CLO粉体は組成式Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、Ceは除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4である。
【0049】
電解質用CLO粉体の代表的な組成の一例として、Ce0.9Gd0.1O1.95が知られている。そして、セリウム(Ce)とガドリニウム(Gd)は希土類元素であり、Gdの代わりに、スカンジウム(Sc)やイットリウム(Y)を含む他の希土類元素(La、Pr、Nd、Pm、Sm、Eu、Tb、Dy、Ho、Er、Tm、Yb、Lu)により部分置換できることが知られている。
【0050】
部分置換範囲wは、0<w<0.5であれば、酸化物イオン導電性を確保できるが、0<w≦0.4とすることが好ましく、0<w≦0.3とすることがより好ましい。部分置換する前のCeO2の結晶構造は、ホタル石形構造である。希土類元素でこのホタル石形構造をとるのは、セリウム酸化物だけであり、その他の希土類元素は、A−希土構造、B−希土構造、C−希土構造をとる。したがって、wが0.5以上になると、ホタル石形構造をとらなくなる可能性があり、ホタル石形構造の特徴である酸化物イオン導電性が喪失してしまう。そのため、結晶系が確実にホタル石形構造をとるwが0.4以下とすることが好ましい。
【0051】
電解質用CLO粉体は、上記組成式を構成する元素を含む原料により合成される。即ち、Ceを含む原料、Lnを含む原料を出発原料として合成することができる。出発原料の形態としては、酸化物、炭酸塩、硝酸塩、あるいは構成元素そのものが挙げられるが、これらに限られるものではなく、上記組成式で表される電解質用CLO粉体を生成し得る原料を適宜採用することができる。
【0052】
出発原料は上記組成式の組成比となる比で混合する。混合は、例えばエタノール等の有機溶媒を用いて湿式混合により行う。湿式混合後は乾燥して溶媒を揮発させる。次に、空気中で仮焼する。仮焼は、例えば700〜1200℃の温度で、5〜20時間程度行えばよいが、目的の組成物が得られるのであればこの条件に限定されない。
【0053】
上記一連の工程を一度行えば目的の試料を合成できるが、合成が十分に行えない場合には、この一連の工程を数回繰り返してもよい。仮焼後の試料は、ボールミル等を用いて所望の粒径に粉砕する。尚、ここで挙げた合成方法はあくまでも一例であり、この合成方法に限定されるものではない。
【0054】
試料の比表面積は、例えば、共沈法やクエン酸法等の各種液相方法、ボールミル等による粉砕の方法や処理時間、合成温度・時間により適宜制御することができるが、所望の比表面積に制御できるのであれば、これらの方法には限定されない。
【0055】
空気極材料は空気極管3を形成するための材料粉体であり、比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体(以下、空気極用CLO粉体と呼ぶ)とを混合した粉体である。
【0056】
ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1である。
【0057】
このランタンフェライト系ペロブスカイト酸化物はペロブスカイト型酸化物(ABO3)である。代表的な組成の一例として、La0.6Sr0.4Fe0.8Co0.2O3+δが知られており、この場合、AサイトにはLaとSrが、BサイトにはFeとCoが配されている。AサイトはLaの代わりに、スカンジウム(Sc)やイットリウム(Y)を含む他の希土類元素(Ce、Pr、Nd、Pm、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb、Lu)により部分置換でき、Srの代わりに、Caで部分置換できることが知られてる。BサイトはCoの代わりに、イオン半径がCoに近い遷移金属元素であるMg、Sc、Ti、V、Cr、Niにより部分置換できることが知られている。
【0058】
Aサイト中のLとAEの組成比については、0<x<0.5であることが好ましく、より好ましくは0.1≦x≦0.4、さらに好ましくは0.2≦x≦0.3である。x=0、x≧0.5とした場合には固体酸化物形燃料電池の空気極として要求される触媒活性及び導電率が低下する。
【0059】
Bサイト中のFeとMの組成比については、0≦z<1と幅を持たせているが、例えば、La1−xSrxFeO3は熱膨張率が他の部材と一致しやすいのに対し、La1−xSrxMO3、特に、La1−xSrxCoO3は触媒活性や導電率が高い。つまり、zが1に近づけば熱膨張率が他の部材と一致し易くなり、zが0に近づけば触媒活性や導電率が高まる。したがって、必要とする電極特性との兼ね合いによりzの値を決定すればよい。
【0060】
AサイトとBサイトの組成比を決定するyは、0≦y≦0.04の範囲で単相のペロブスカイト型酸化物となる。また、0<y≦0.04とすることで、このランタンフェライト系ペロブスカイト酸化物粉体により成形される空気極管3の熱収縮率を高める効果がある。この効果は、0.01≦y≦0.03とすることでより高まり、y=0.02とすることでさらに高まる。
【0061】
そして、このランタンフェライト系ペロブスカイト酸化物は、0<y≦0.04の範囲ではBサイト過剰組成の不定比ペロブスカイト酸化物となるにもかかわらず、その結晶構造が単相となる。したがって、0≦y≦0.04の範囲内では、スピネル(Fe,Co)3O4等の析出が起こらず、空気極としての電極活性が十分に維持される。
【0062】
ここで、xの値とyの値が大きくなるにつれて、ペロブスカイト型酸化物が単相となるzの範囲が狭まる場合がある。本願発明者等の実験によると、(La1−xSrx)1−y(FezCo1−z)O3+δの場合、x=0.2とすると、y=0.02では、0.1<z≦0.9の範囲で単相となり、y=0.04では、0.2<z<0.9の範囲で単相となることが確認されている。また、x=0.4とすると、y=0.02では、0.1<z<0.9の範囲で単相となり、y=0.04では、0.3<z<0.8の範囲で単相となることが確認されている。
【0063】
つまり、zの値は、空気極として要求される電極特性と共に、空気極がペロブスカイト型酸化物の単相となる範囲となるよう、xの値とyの値とにより適宜決定される。
【0064】
このランタンフェライト系ペロブスカイト酸化物粉体の比表面積(S)をS>4m2/gとすることにより、このランタンフェライト系ペロブスカイト酸化物粉体により成形される空気極管3の熱収縮率を高めて、電解質層2の熱収縮率に近づけることができる。S≦4m2/gとすると、熱収縮率が十分に高まらず、電解質層2の熱収縮率に近づけることができない。その結果、空気極管3と電解質層2と燃料極層4とを共焼結した際に電解質層2にクラックが発生したり、電解質層2が空気極管3から剥離する虞がある。
【0065】
また、ランタンフェライト系ペロブスカイト酸化物粉体の比表面積(S)の上限値については、S≦13m2/gであれば、問題なく使用できた。ここで、ランタンフェライト系ペロブスカイト酸化物粉体はペロブスカイト構造を有する複合酸化物であるため、結晶構造の形成に際し加熱する必要がある。したがって、比表面積が13m2/gを超えるランタンフェライト系ペロブスカイト酸化物粉体は入手が困難であり、上限値を規定することが難しい。しかしながら、電解質層2の熱収縮率と近く、且つ空気極管3と電解質層2と燃料極層4とを共焼結した際に電解質層2にクラックが発生したり、電解質層2が空気極管3から剥離することのない比表面積を有するランタンフェライト系ペロブスカイト酸化物粉体であれば、比表面積が13m2/gを超えるランタンフェライト系ペロブスカイト酸化物粉体を使用することも可能である。
【0066】
ここで、本発明者等の実験によれば、ボールミル処理によりランタンフェライト系ペロブスカイト酸化物粉体の熱収縮率が高まることが確認されている。粒子には、一次粒子と二次粒子があり、粒子の最小単位は一次粒子である。一次粒子はその大きさが小さすぎると、一次粒子単独では存在できなくなり、静電気的な力で一次粒子同士が凝集する。これが二次粒子である。そして、ボールミル処理を行うことにより、凝集していた二次粒子が解離して一次粒子となり、熱収縮率が高まる。また、ボールミル処理を行うことで、一次粒子の比表面積も若干大きくなるものの、ボールミル処理前後の比表面積の変化がBET法の測定値に表れないほど小さい場合がある。つまり、比表面積が4m2/gのランタンフェライト系ペロブスカイト酸化物粉体をボールミル処理しても、BET法の測定値として、比表面積がボールミル処理前と同様の4m2/gを示す場合がある。しかしながら、この場合も、理論上はランタンフェライト系ペロブスカイト酸化物粉体の比表面積が4m2/gよりも若干大きくなっていると考えられ、本発明の範囲に含まれる。つまり、比表面積が4m2/gのランタンフェライト系ペロブスカイト酸化物粉体をボールミル処理してから使用に供することが好ましい。
【0067】
ランタンフェライト系ペロブスカイト酸化物粉体は、上記組成式を構成する元素を含む原料により合成される。即ち、Lを含む原料、AEを含む原料、Feを含む原料、Mを含む原料を出発原料として合成される。出発原料の形態としては、酸化物、炭酸塩、硝酸塩、或いは構成元素そのものが挙げられるが、これらに限られるものではなく、上記組成式で表されるランタンフェライト系ペロブスカイト酸化物を生成し得る原料を適宜採用することができる。
【0068】
出発原料は上記組成式の組成比となる比で混合する。混合は、例えばエタノール等の有機溶媒を用いて湿式混合により行う。湿式混合後は乾燥して溶媒を揮発させる。次に、空気中で仮焼する。仮焼は、例えば800〜1200℃の温度で、5〜20時間程度行えばよいが、目的の組成物が得られるのであればこの条件に限定されない。
【0069】
上記一連の工程を一度行えば目的の試料を合成できるが、合成が十分に行えない場合には、この一連の工程を数回繰り返してもよい。仮焼後の試料は、ボールミル等を用いて所望の粒径に粉砕する。尚、ここで挙げた合成方法はあくまでも一例であり、この合成方法に限定されるものではない。
【0070】
試料の比表面積は、例えば、共沈法やクエン酸法等の各種液相方法、ボールミル等による粉砕の方法や処理時間、合成温度・時間により適宜制御することができるが、所望の比表面積に制御できるのであれば、これらの方法には限定されない。
【0071】
ランタンフェライト系ペロブスカイト酸化物粉体に混合される空気極用CLO粉体は、電解質層2として使用する電解質材料である電解質用CLO粉体と同じ組成を有するものである。但し、比表面積の範囲は電解質用CLO粉体とは異なり、比表面積を30m2/g超とするものである。
【0072】
空気極用CLO粉体の比表面積は、電解質用CLO粉体の比表面積よりも大きくすることが好ましい。この場合には、ランタンフェライト系ペロブスカイト酸化物粉体と空気極用CLO粉体とを混合した粉体を成形して得られる空気極管3の熱収縮率を電解質層2の熱収縮率に近づけ易くなる。本発明者等の実験によると、電解質用CLO粉体の比表面積が30m2/gの場合、ランタンフェライト系ペロブスカイト酸化物粉体(比表面積4m2/g)をボールミル処理した粉体に対して空気極用CLO粉体の比表面積を40m2/gとすることが好ましいことが確認されている。つまり、空気極用CLO粉体は、電解質用CLO粉体よりも大きい比表面積、特に電解質用CLO粉体よりも比表面積を10m2/g程度大きくすることが好ましい。そして、空気極用CLO粉体の比表面積(S)は、30<S<50m2/gとすることが好ましく、40≦S<50m2/gとすることがさらに好ましい。
【0073】
ここで、ランタンフェライト系ペロブスカイト酸化物に対する空気極用CLO粉体の混合割合αは、α≦20体積%の範囲では、熱収縮率が十分に高まらないため、電解質層2の熱収縮率に近づけることができず、空気極管3と電解質層2とを共焼結した際に電解質層2にクラックが発生する虞がある。また、ランタンフェライト系ペロブスカイト酸化物はセリウム系酸化物固溶体と反応することは無いものの、セリウム系酸化物固溶体の導電率はランタンフェライト系ペロブスカイト酸化物と比較して3桁程度低いため、α≧50体積%の範囲では、空気極としての電極特性の低下が引き起こされる。したがって、混合割合αは20<α<50体積%とすることが好ましく、より好ましくは25<α<45体積%、さらに好ましくは30<α<40体積%である。尚、混合割合αは以下に示す数式1により計算される値である。
【0074】
[数式1]
(混合割合α(体積%))=(空気極用CLO粉体の体積)/((空気極用CLO粉体の体積)+(ランタンフェライト系ペロブスカイト酸化物粉体の体積))×100
【0075】
また、ランタンフェライト系ペロブスカイト酸化物粉体と空気極用CLO粉体とを混合した粉体を空気極材料として使用した場合、電解質層2と空気極管3と空気の接触面積を増大させて、反応場を増やすことができる。したがって、発電効率が高まる。
【0076】
燃料極材料は燃料極層4を形成するための材料粉体であり、比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体(以下、燃料極用CLO粉体と呼ぶ)とを混合した粉体である。
【0077】
酸化ニッケル(NiO)粉体は、その比表面積(S)をS<8.96m2/gとするものである。S>8.96m2/gとすると、燃料極材料をスラリー化した際に燃料極材料が分散せずに凝集してしまうため、燃料極材料を湿式法によりスラリーコーティング出来なくなる虞があり、S=8.96m2/gとした場合には燃料極材料のスラリー化は可能であるものの、共焼結した際に単セルの電解質層4にクラックが発生したり、燃料極層4が電解質層2から剥離してしまう。したがって、S<8.96m2/gとすることが好ましく、S≦4m2/gとすることがより好ましい。酸化ニッケルの比表面積の下限値については、共焼結した際に単セルの電解質層2にクラックが発生したり、燃料極層4が電解質層2から剥離してしまうことのない範囲であれば特に限定されるものではないが、本発明者等の実験によれば、S=2.8m2/gであれば、共焼結した際にクラックが生じないことが確認されている。したがって、2.8≦S<8.96m2/gとすることがより好ましい。尚、S<2.8m2/gでも共焼結の差異にクラックが生じない可能性はあるが、比表面積が小さすぎると十分な電極性能が得られなくなる虞がある。
【0078】
燃料極用CLO粉体は、電解質材料である電解質用CLO粉体と同じ組成を有するものである。但し、比表面積は電解質用CLO粉体とは異なり、比表面積を30m2/g未満とするものである。比表面積(S)をS≧30m2/gとすると、燃料極層4の熱収縮率が、空気極管3の表面に電解質層2を形成した部材(空気極管3と電解質層2は未焼成)の熱収縮率よりも高まるので、空気極管3と電解質層2と燃料極層4とを共焼結する際にセルが破壊する虞、即ち、電解質層4にクラックが発生したり、燃料極層4が電解質層2から剥離したりする虞がある。また、S<4m2/gとすると、空気極管3の表面に電解質層2を形成した部材との熱収縮率の差が大きくなりすぎて、燃料極層4が電解質層2から剥離する虞がある。したがって、4≦S<30m2/gとすることが好ましく、10≦S≦20m2/gとすることがより好ましく、S=10m2/gとすることがさらに好ましい。
【0079】
燃料極用CLO粉体に対する酸化ニッケル粉体の混合割合βは、Ni金属の体積換算量で30体積%<β<70体積%とすればよいが、40体積%≦β≦60体積%とすることが好ましい。この範囲とすることで、燃料極層4に要求される導電性が確保され、且つ、燃料極層4の熱膨張挙動を電解質層2の熱膨張挙動に近づけることができる。また、発電中のニッケル粒子の凝集が抑制され、酸化ニッケルが還元される初期段階において燃料極層4が収縮するのを防ぐことができる。パーコレーション理論によれば、絶縁性粒子であるセリウム系酸化物固溶体粉体に導電性粒子である酸化ニッケル粉体を添加すると、酸化ニッケルのNi体積換算量で30体積%程度となったときに導電性粒子同士が確率的に多く接触するようになり、導電性が発現する。また、酸化ニッケルのNi体積換算量で70体積%以上を添加すると、燃料極層4の熱膨張挙動を電解質層2の熱膨張挙動に近づけること、発電中のニッケル粒子の凝集が抑制されること、並びに酸化ニッケルが還元される初期段階において燃料極層4が収縮するのを防ぐことを達成することができなくなる。尚、混合割合βは以下に示す数式2により計算される値である。
【0080】
[数式2]
(混合割合β(体積%))=(酸化ニッケルの体積をNi金属の体積に換算した値)/((燃料極用CLO粉体の体積)+(酸化ニッケルの体積をNi金属の体積に換算した値))×100
【0081】
次に、本発明のIT−SOFC用の単セルを製造する形態について図33に基づいて説明する。
【0082】
空気極管3は、空気極材料としてランタンフェライト系ペロブスカイト酸化物粉体と空気極用CLO粉体とを混合した粉体を使用し、これにバインダー及び造孔剤を混合して成形することにより作製される(S1)。ここで、空気極管3は、多孔性であることが不可欠である。バインダーの混合のみで所望の多孔性を確保しようとすると、押し出し用の粘土が柔らかくなり過ぎて、押し出しの際に加工精度を確保できなくなるため、粘土の粘性に影響せず孔の形成を促進する造孔剤を混合する。また、溶媒の水系、非水系の選択、押し出す管の大きさによってもバインダーの添加量は大きく影響する。したがって、バインダーの添加重量はこれらの因子を考慮し、適宜決定される。一例を挙げると、2mmφのチューブを押し出す場合、バインダーは3〜15重量%混合することが好ましい。3重量%以下では押し出す粘度が固すぎて押し出すことができず、15重量%以上では押し出す粘度が柔らかすぎて変形してしまう。押し出す圧力に関しては、押し出しチューブの大きさによって大きく依存するが、2mmφのチューブの場合、空気極材料とバインダーの混合物を、200kgf/cm2程度で加圧成形することにより空気極管3が得られる。この場合、空気極管3の厚みは例えば0.3mm程度である。尚、空気極管3の厚みは、空気極管の直径にも大きく依存するが、例えば2mm付近直径をもつ空気極管の場合、300μm〜800μmとすることが好ましい。空気極管3の厚みを300μm未満とすると、機械強度不足のため基材として十分に機能せず、また、電流が流れる部位の電気抵抗が高くなるため集電損失を十分に低減することができない虞がある。空気極管3の厚みを800μm超とすると、内径が十分に確保出来ず、燃料極に燃料ガスを流すためのガス流路が狭くなってガス拡散性が著しく劣る。
【0083】
水系バインダーとしては、エチルセルロースなどのセルロースを用いることができる。本発明者等の実験によれば、エチルセルロースを混合することにより、空気極管3の熱収縮率にほとんど影響を与えることなく、さらに所望の気孔率も確保できることが確認されている。したがって、バインダーを混合することによる熱収縮率への影響は考慮する必要が無い。尚、バインダーはセルロースに限定されるものではなく、セルロースと同様の効果が得られる物質を適宜用いることができ、例えばエマルジョン樹脂なども用いることができる。
【0084】
空気極の多孔性はバインダーの添加量により調整することができるが、量を多くすると押し出し時に加工精度を確保できなくなる。そのため、多孔性をさらに高める為に、グラファイトやメタクリル樹脂(PMMA)等の有機物を造孔剤として混合してもよい。ただし、造孔剤を多く混合すると焼結体が脆弱になるため、造孔剤の添加重量はこれらの因子を考慮して適宜決定される。本発明者等の実験によれば、グラファイトを混合することにより、空気極管3の熱収縮率にほとんど影響を与えることなく、気孔率を高めることができることが確認されている。したがって、グラファイトを混合することによる熱収縮率への影響は考慮する必要が無い。グラファイトの混合量は20重量%未満とすることが好ましく、10重量%以下とすることがさらに好ましい。20重量%以上では焼結体が脆くなる。尚、造孔剤はグラファイトやメタクリル樹脂(PMMA)に限られるものではなく、これらと同様の効果を得られる物質を適宜用いることができる。
【0085】
空気極管3の成形体は未焼成の状態で基材として供する。
【0086】
次に空気極管3の両端部3cを除いた外側表面を第一の保護材8により覆う(S2)。空気極管3をこのようにマスク処理することにより、空気極管3の表面に選択的に電解質層2を形成することができる。第一の保護材8としては、例えばテフロン(登録商標)シールを用いることができるが、これに限定されるものではない。
【0087】
電解質層2は、電解質用CLO粉体のスラリーに空気極管3を浸漬して形成する。ここで、電解質層2の厚みは例えば10〜30μmとすることが好ましい。30μmを超えると、IT−SOFC用単セルとしての性能を確保し難くなる。また、10μm未満とすると、電解質層2に電子伝導性が発現し、本来、外部回路を通ってエネルギーとして用いられるはずの電子が電解質層2の中を通過し、熱エネルギーとして放出されてしまう。その結果、IT−SOFC用単セルとしての性能を確保し難い。
【0088】
上記の処理により、空気極管3の内側表面3aと両端面3bと両端部3cとに電解質層2が形成される(S3)。
【0089】
電解質層2が乾燥した後、、燃料極層4を形成する。ここで、第一の保護材8で覆う部分と第二の保護材9で覆う部分とは重複しているので、第一の保護材8を除去せず、空気極基材3の両端部3cに形成された電解質層2の第一の保護材8寄りの端部2’を第二の保護材9により覆うことが好ましい(S4)。この場合には、第二の保護材9の使用量が減るので、製造コストを削減できる。勿論、第一の保護材8を除去した後、露出している空気極管3の表面全体と共に空気極基材3の両端部3cに形成された電解質層2の第一の保護材8寄りの端部2’を第二の保護材9で覆うようにしてもよいし、第一の保護材8を除去することなく、第一の保護材8の表面全体と共に空気極基材3の両端部3cに形成された電解質層2の第一の保護材8寄りの端部2’を第二の保護材9で覆うようにしてもよい。
【0090】
尚、第二の保護材9についても、第一の保護材8と同様、例えばテフロン(登録商標)シールを用いることができるが、これに限定されるものではない。
【0091】
燃料極層4は、酸化ニッケル粉体と燃料極用CLO粉体を混合した粉体のスラリーに空気極管3を浸漬して形成する。ここで、燃料極層4の厚みは例えば5〜50μmとすることが好ましい。5μm未満とすると、燃料極層4として要求される導電性の確保が難しくなる。また、50μm超とすると、燃料極層4が酸化・還元される際の体積変化により、燃料極層4が壊れやすくなる。尚、燃料極層の導電率は、空気極の導電率と比較して高いので、厚さを5〜50μmの範囲とすることで、燃料極の集電損失は十分に低減できる。
【0092】
燃料極層4を乾燥させて保護材8、9を除去した後、空気極管3と電解質層2と燃料極層4とを共焼結する(S5)。焼成温度を1300℃とすると空気極管3の気孔率が10%程度になるため、空気極としての性能を確保できなくなる。したがって、焼成温度を1300℃よりも低い温度、即ち、空気極の気孔率を30%以上とすることのできる焼成条件が適宜採用される。本願発明者等の実験によると、焼成温度を1200℃、焼成時間を10時間とした場合、30%の気孔率を確保できる。また、電解質層2を形成している電解質用CLO粉体は、焼成温度を1200℃として5時間以上焼成することで92%の相対密度を確保できる。したがって、共焼結する際の温度を1200℃、焼成時間を5〜10時間とすれば、焼成後の空気極管3の気孔率を30%以上、電解質層2の相対密度を92%以上とすることができる。尚、焼成後の空気極管3の気孔率が30%以上、電解質層2の相対密度が92%となるのであればこの焼成温度及び焼成時間に限定されるものではない。例えば、焼成温度xを1100℃<x<1300℃、好ましくは1150℃<x<1250℃の範囲として、5〜10時間焼成するようにするとよい。また、燃料極層4は、焼成時に多孔性が十分に確保されなくても、使用時に酸化ニッケルがニッケルに還元されて多孔性が確保される。したがって、焼成条件は空気極の多孔性と電解質層の相対密度が確保される条件とすればよい。
【0093】
ここで、「相対密度」とは、試料の実測密度と、格子定数値から得られた理論密度から、以下に示す数式3により計算される値である。
[数式3] (相対密度)=100×(試料密度)/(理論密度)
【0094】
また、「気孔率」とは、数式3により計算される相対密度から、以下に示す数式4により計算される値である。
[数式4] (気孔率)=100−(相対密度)
【0095】
共焼結時の昇温速度については、単セルにクラックが発生しない速度であればよい。一般的には、0.5〜2℃/minであるが、この昇温速度に限定されるものではない。温度分布の存在しない電気炉などを用いればさらに速い昇温速度での共焼結が可能である。
【0096】
以上の工程により、本発明のIT−SOFC用単セルを製造することができる。
【0097】
尚、上述の説明では、空気極管3と電解質層2と燃料極層4とを共焼結する場合について説明したが、空気極管3と電解質層2とを共焼結して空気極と電解質との積層部材を作製した後、別途燃料極層を形成することも可能である。
【0098】
即ち、電解質層2の形成が完了した後、第一の保護材8を除去して空気極管3と電解質層2とを共焼結する。次に、露出している空気極管3の表面全体と共に空気極基材3の両端部3cに形成された電解質層2の第一の保護材8側の端部2’を第二の保護材9で覆った後、酸化ニッケル粉体と燃料極用CLO粉体を混合した粉体のスラリーに空気極管3を浸漬して燃料極層4を形成し、第二の保護材9を除去した後、空気極管3の多孔性が消失しない温度、例えば1050℃〜1200℃未満で1時間程度焼成して単セルを製造することも可能である。
【0099】
次に、IT−SOFCの形状及びモジュール構造について、図3〜図5に基づいて説明する。
【0100】
図3に示す空気極支持形構造の円筒状IT−SOFC用単セルは、比較的大きい空気極円筒管への適用が考えられ、単セルにインターコネクタを有しているケースである。単セルが大きい場合、インターコネクタを単セルに設けることが容易となる。このIT−SOFC用単セル1は、空気極管3の外側表面に形成されたインターコネクタ5によって空気極管3の電流が取り出せるように設けられている。燃料極層4’の部分には金属材料により形成されている集電体6が備えられている。そして、複数の単セルをインターコネクタ5で接続することによって空気極管同士が電気的に接続され、複数の単セルを集電体6で接続することによって燃料極層同士が電気的に接続される。
【0101】
インターコネクタ5は、例えば、ランタンクロマイト系酸化物やチタン系酸化物等の酸化物系セラミックス、銀および銀合金系等の金属を、スラリーコーティング法、溶射法や電気化学蒸着法を用いて形成することができるが、これらに限定されるものではない。
【0102】
ここで、比較的小さい空気極円筒管、例えば50μm〜5mmのチューブ径の円筒管の場合、単セルにインターコネクタを設けることが極めて困難になる。この場合には、図4に示すように、単セルを電気的に並列に配置して、立方体形状としたサブモジュール10を形成することが考えられる(特開2005−166470号公報参照)。
【0103】
図4は、IT−SOFCサブモジュールの分解斜視図であり、図5は、IT−SOFCサブモジュールの外観斜視図である。図4に示すように、IT−SOFCサブモジュール10は、固体酸化物型燃料電池部11と、第1導電性マニホールド12と、第1シール部材13と、インターコネクタ14と、第2導電性マニホールド15と、第2シール部材16と、集電部材17とを備えている。
【0104】
固体酸化物型燃料電池部11は、複数本の単セル1と、管接合電極部19とを備えている。
【0105】
単セル1は、図1に示すように、空気極管3の内側表面3aと両端面3bと外側表面の両端部3cとに形成された電解質材料からなる電解質層2と、空気極管3の外側表面の両端部3cに形成された電解質層2のうちの両端面側とは反対側の端部2’を除いた表面全体及び空気極管3の内側表面3aと両端面3bとに形成された電解質層2の表面全体とに形成された燃料極材料からなる燃料極層4を有している。空気極管3の外側表面の両端部3cに形成された電解質層2のうちの両端面側とは反対側の端部2’を除いた表面全体に形成された燃料極層4’は燃料極の外部引き出し電極として機能する。
【0106】
管接合電極部19は、空気極材料より形成された通気性のある多孔質体である。管接合電極部19の外形としては、IT−SOFCサブモジュール10を集積し易いなどの観点から、立方体形状または直方体形状に形成されることが好ましいが、特に限定されるものではなく、直方体、円柱、三角柱形状など、他の形状に形成されていても良い。
【0107】
管接合電極部19は、単セル1を並列接続して集電する集電体(電気的接続部材)として機能する。
【0108】
また、管接合電極部19は、複数本の単セル1を互いに長手方向に平行に配列固定し、隣り合う複数本の単セル1同士を電気的に接続する役割も有している。
【0109】
また、管接合電極部19中において、単セル1は、燃料極層4’とこの燃料極層4’に隣接する電解質層2’とが、管接合電極部19の面19aより外側に突出されて固定され、管接合電極部19と燃料極層4’とが電気的に接触してショートするのを回避するようにしている。管の他端も、管接合電極部19の面19bより外側に向かって突出されて固定され、管接合電極部19と燃料極層4’とが電気的に接触してショートするのを回避するようにしている。
【0110】
第1導電性マニホールド12は、LaCrO3などの導電性セラミックス、ステンレスなどの耐熱性金属などにより内部が空洞とされた箱状に形成されており、管接合電極部19の面19b側に設けられる。なお、この第1導電性マニホールド12は、単セル1と平行な方向に列設される他のIT−SOFCサブモジュール10の第2導電性マニホールド15との間で電気的接続を担う必要があることから、導電性が要求される。
【0111】
また、第1導電性マニホールド12の面12aの下方には、アルミナ、ジルコニアなどの絶縁性セラミックスなどにより形成された絶縁性の管体24が設けられ、マニホールド12内部と連通されている。この管体24は、第1導電性マニホールド12内に燃料ガスを供給する役割や、単セル1と垂直な方向に一定間隔離れて列設される他のIT−SOFCサブモジュール10の第2導電性マニホールド15(直列接続時)、あるいは、第1導電性マニホールド12(並列接続時)に連通接続する役割を果たす。
【0112】
また、第1導電性マニホールド12の面12aに対向する面12bの下方には、接続孔25が形成され、単セル1と垂直な方向に列設される他のIT−SOFCサブモジュール10の第2導電性マニホールド15に設けられた絶縁性の管体29(直列接続時)、あるいは、第1導電性マニホールド12に設けられた絶縁性の管体24(並列接続時)を接続することができるようになっている。
【0113】
また、第1導電性マニホールド12の固体酸化物型燃料電池部11側の面12cには、単セル1の開口端の位置に対応してガス孔26が形成されており、管体24から第1導電性マニホールド12内に供給された燃料ガスを単セル1内に供給することができるようになっている。
【0114】
第1シール部材13は、マイカガラス、スピネル(MgAl2O4)などのセラミックスなどの材料より形成されており、管接合電極部19の面19bにおける単セル1の周縁部および単セル1同士の隙間に相当する部分に設けられる。なお、第1シール部材13は、管接合電極部19の熱膨張係数に整合している必要がある。
【0115】
第1シール部材13は、第1導電性マニホールド12から単セル1内に導入される燃料ガスが、管接合電極部19内を通らないようにシールするとともに、単セル1の燃料極層4’と第1導電性マニホールド12との間で導通しないようにシールする役割を果たす。
【0116】
インターコネクタ14は、LaCrO3、LaCoO3などの導電性セラミックス、ステンレスなどの耐熱性金属などにより形成されており、第1シール部材13の周囲に設けられている。このインターコネクタ14は、管接合電極部19の集電を行うためのものであり、管接合電極部19と第1導電性マニホールド12との間に介在される。そのため、インターコネクタ14と管接合電極部19との間にこの第1シール部材13が介在されることはない。
【0117】
第2導電性マニホールド15は、上記第1導電性マニホールド12と同様に、LaCrO3などの導電性セラミックス、ステンレスなどの耐熱性金属などにより内部が空洞とされた箱状に形成されており、管接合電極部19の面19a側に設けられている。なお、この第2導電性マニホールド15は、単セル1と平行な方向に列設される他のIT−SOFCサブモジュール10の第1導電性マニホールド12との間で電気的接続を担う必要があることから、導電性が要求される。
【0118】
第2導電性マニホールド15の面15bの下方には、アルミナ、ジルコニアなどの絶縁性セラミックスなどにより形成された絶縁性の管体29が設けられ、マニホールド15内部と連通されている。この管体29は、第2導電性マニホールド15内の燃料ガスを排出する役割や、単セル1と垂直な方向に一定間隔離れて列設される他のIT−SOFCサブモジュール10の第1導電性マニホールド12(直列接続時)、あるいは、第2導電性マニホールド15(並列接続時)に連通接続する役割を果たすものである。
【0119】
また、第2導電性マニホールド12の面15bに対向する面15aには、接続孔30が形成され、単セル1と垂直な方向に列設される他のIT−SOFCサブモジュール10の第1導電性マニホールド12に設けられた絶縁性の管体24(直列接続時)、あるいは、第2導電性マニホールド15に設けられた絶縁性の管体29(並列接続時)を接続することができるようになっている。
【0120】
第2導電性マニホールド15の電池部19側の面15cには、単セル1の燃料極層4’の位置に対応して挿通孔39が形成されており、燃料極層4’を第2導電性マニホールド15内に挿通することができるようになっている。
【0121】
第2シール部材16は、マイカガラス、スピネル(MgAl2O4)などのセラミックスなどの材料より形成されており、管接合電極部19の面19aにおける燃料極層4’以外の部分を覆うようにして設けられる。なお、第2シール部材16は、管接合電極部19の熱膨張係数に整合している必要がある。
【0122】
この第2シール部材16は、第2導電性マニホールド15内の燃料ガスが、管接合電極部19内を通らないようにシールするとともに、管接合電極部19と第2導電性マニホールド15との間で導通しないようにシールする役割を果たす。
【0123】
集電部材17は、第2導電性マニホールド15の内部に設けられるものであり、第2導電性マニホールド15の内壁面と接触して電気的に接続されるとともに、第2導電性マニホールド15内に貫通された燃料極層4’と接触して電気的に接続されるものである。
【0124】
集電部材17を形成する具体的な材料としては、ニッケルフェルト、ニッケルメッシュなどの通気可能な形態を有する金属を好適に用いることができる。また、LaCrO3、LaCoO3などの多孔質導電性セラミックスなどを用いても良い。
【0125】
尚、上述の実施形態は本発明の好適な形態の一例ではあるがこれに限定されるものではなく本発明の要旨を逸脱しない範囲において種々変形実施可能である。
【実施例】
【0126】
以下、実施例を挙げて本発明をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0127】
(実施例1)
IT−SOFC用空気極材料として用いられるランタンフェライト系ペロブスカイト酸化物の代表的な組成の一例であるLa0.6Sr0.4Fe0.8Co0.2O3+δ(以下、LSFC−Aと呼ぶ)の焼成温度と気孔率との関係について検討した。
【0128】
比表面積が4m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を作製した。次に、以下に示す(a)または(b)の条件で試料を焼成した後、保持時間無しの条件で焼成炉内で室温まで冷却した。焼成処理した試料の表面を走査型電子顕微鏡(日立製、S−4300SE1N)により観察して図6に示す結果を得た。また、焼成処理した試料の気孔率を以下に示す方法により得た。即ち、焼成処理した試料の直径をノギスで測定し、厚さをマイクロメーターで測定して、焼成処理した試料の体積を計算した。次に、焼成処理した試料の重さを電子天秤で測定し、体積との関係から、焼成処理した試料密度を計算した。そして、数式3により計算された相対密度を用いて、数式4により気孔率を計算した。尚、LSFC−Aの理論密度は6.43g/cm3である。
(a)1200℃、10時間、昇温速度200℃/時間
(b)1300℃、10時間、昇温速度200℃/時間
【0129】
気孔率の計算結果から、(a)の焼成条件では30%の気孔率が得られるものの、(b)の焼成条件では10%の気孔率しか得られないことがわかった。気孔率が30%程度であれば、パーコレーション理論により気孔同士が繋がっていると考えられるので、空気極に必要なガス拡散性能を確保することが可能である。したがって、焼成条件を1200℃、10時間とすれば、空気極として確保すべき気孔率が得られることがわかった。
【0130】
(実施例2)
IT−SOFC用電解質材料として用いられるセリウム系酸化物固溶体の代表的な組成の一例であるCe0.9Gd0.1O1.95(以下、CGOと呼ぶ)の比表面積及び焼成条件とその焼結体の相対密度との関係について検討をおこなった。
【0131】
比表面積が(a)10m2/g、(b)30m2/g、(c)40m2/gのCGO粉体(セイミケミカル株式会社、クエン酸塩法により合成)を、それぞれアルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。これらの試料を、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、相対密度を測定して、図7に示す結果を得た。
【0132】
焼成処理した試料の相対密度は以下に説明する計算方法により得た。まず、焼成処理した試料の直径をノギスで測定し、厚さをマイクロメーターで測定して、焼成処理した試料の体積を計算した。次に、焼成処理した試料の重さを電子天秤で測定して、体積との関係から、試料密度を計算した。そして、数式3により相対密度を計算した。尚、CGOの理論密度は7.21g/cm3である。
【0133】
図7において、破線以上(相対密度92%以上)の領域は気体透過性の無い相対密度領域である。この領域内に存在するのは、(b)の1200℃焼結体と(c)の1100℃焼結体及び1200℃焼結体であった。したがって、30m2/g以上の比表面積を有するCGO粉体を1200℃で焼成すれば、気体透過性の無い相対密度を有する電解質を得られることがわかった。
【0134】
(実施例3)
CGOの比表面積と熱収縮率の関係について検討をおこなった。
【0135】
比表面積が(a)10m2/g、(b)30m2/g、(c)40m2/gのCGO粉体(セイミケミカル株式会社、クエン酸塩法により合成)を、それぞれアルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。これらの試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定して、図8に示す結果を得た。
【0136】
試料の熱収縮率は以下に説明する計算方法により得た。まず、加圧成形直後(焼成前)の試料の直径をノギスで測定し、この値を「初期長さ」とした。次に、焼成処理した試料の直径をノギスで測定し、この値を「焼成後長さ」とした。そして、数式5により熱収縮率を計算した。
[数式5] (熱収縮率)=−100×((初期長さ)−(焼成後の長さ))/(初期の長さ)
【0137】
図8に示す結果から、CGOの比表面積が増加するほど、熱収縮率が大きくなり、(c)40m2/gのCGOが最も熱収縮率が大きくなることがわかった。この結果は、CGOの比表面積が大きくなると表面エネルギーが増大し、焼結性が高まることに起因していると考えられる。
【0138】
(実施例4)
CGOとLSFC−Aの熱収縮率について比較検討を行った。
【0139】
比表面積が4m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定した。この結果と実施例3で得られた比表面積30m2/g及び40m2/gのCGOの熱収縮率を図9に示す。この結果から、比表面積30m2/gのCGOとLSFC−Aの熱収縮率が近いことがわかった。したがって、比表面積30m2/gのCGOが、空気極との共焼結を行う電解質材料として有望と考えられたので、比表面積30m2/gのCGOの熱収縮率とLSFC−Aの熱収縮率とをさらに近づけるべく、以下の実施例において、さらに検討を行った。
【0140】
(実施例5)
LSFC−A粉体のボールミル処理の有無による熱収縮率への影響について検討した。
【0141】
比表面積が4m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)40gに対して200gのイットリア部分安定化ジルコニアボールを用い、エタノール100mLを加えて回転式ボールミルで湿式混合した。回転速度は200〜240回転/分とした。また、混合時間は48時間とした。ボールミル処理を行った後のLSFC−A粉体にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定した。この結果と実施例4で得られたボールミル処理を行う前のLSFC−Aの熱収縮率を図10に示す。この結果から、ボールミル処理を行うことで、熱収縮率を高めることができることが確認された。
【0142】
(実施例6)
実施例5の条件によりボールミル処理を行った後のLSFC−A粉体にCGO粉体を混合することによる熱収縮率への影響について検討した。
【0143】
実施例5と同様の方法でボールミル処理を行ったLSFC−A粉体に、比表面積40m2/gのCGO粉体を混合した。LSFC−AとCGOの混合比(体積比)は、(a)8:2、(b)7:3、(c)6:4とした。これらの試料にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定した。結果を図11に示す。尚、図11には実施例5で得られたボールミル処理後のLSFC−A粉体の熱収縮率を参照データとして掲載した。この結果から、700℃〜1100℃の温度領域において、(a)の試料以外ではCGO粉体の混合により熱収縮率を低下させることが可能であることがわかった。1200℃での熱収縮率は、(b)及び(c)の試料の熱収縮率とCGO粉体無添加のLSFC−A粉体の熱収縮率がほぼ一致した。これは、LSFC−Aの方がCGOより融点が低く、LSFC−Aは、1100℃〜1200℃の温度領域で熱収縮率が粒径ではなく粒成長に支配され易くなるためだと考えられる。
【0144】
次に、比表面積30m2/gのCGOと上記(b)及び(c)の試料の熱収縮率の比較図を図12に示す。(b)及び(c)の試料は、比表面積30m2/gのCGOの熱収縮率と測定した全温度領域(600℃〜1200℃)で極めて近くなることがわかった。したがって、CGOとLSFC−Aを、昇温途中でクラックを発生させることなく共焼結できることがわかった。
【0145】
尚、空気極の電極性能保持と上記結果を考慮すると、LSFC−AとCGOの好ましい混合比(体積比)は、50<(LSFC−A)<80体積%、20<(CGO)<50体積%であることがわかった。より好ましい範囲は、60≦(LSFC−A)<80体積%、20<(CGO)≦40体積%、さらに好ましい範囲は、60≦(LSFC−A)≦70体積%、30≦(CGO)≦40体積%である。
【0146】
(実施例7)
CGOを添加したLSCF−Aにバインダーや造孔剤を添加することによる熱収縮率と気孔率への影響について検討した。
【0147】
実施例5と同様の方法でボールミル処理を行ったLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)と比表面積が40m2/gのCGO(セイミケミカル株式会社、クエン酸塩法により合成)を6:4の体積比で混合し、この中に、(a)グラファイト(関東化学製)を10重量%または30重量%になるように添加し、さらに、エチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加えて、アルミナ乳鉢中で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を作製した。この試料を昇温速度200℃/時間として、1200℃で10時間焼成処理した後、保持時間無しの条件で焼成炉内で室温まで冷却した。また、(b)エチルセルロース(ユケン工業株式会社製、YB−132A)のみを10重量%または30重量%になるように添加して同様の焼成処理を行った。そして、試料の熱収縮率と気孔率を測定し、図13を得た。
【0148】
エチルセルロース等のセルロースはバインダーとして用いられ、10〜12重量%の添加量が最適であることが知られている。添加量を15重量%以上とした場合、気孔率が高くなるが、粘度が低くなってしまい、押し出し成型が困難になる。一方、グラファイトは、バインダーとして機能せず、造孔剤として働く。図13に示す結果から、セルロースやグラファイトの添加は、気孔率に与える影響が大きいが、熱収縮率に与える影響は小さく、空気極の熱収縮挙動に影響をほとんど与えることなく、所望の気孔率に制御しうることがわかった。
【0149】
次に、(a)のグラファイトを10重量%添加した試料(試料A)と、(b)のエチルセルロースのみを12重量%添加した試料(試料B)とを走査型電子顕微鏡(日立製、S−4300SE1N)により観察し、図14を得た。この結果、グラファイトを用いた方が細かなミクロ構造を形成することができることがわかった。また、気孔率は30%以上維持しており、1200℃で焼成した後もガス拡散性を有することが確認された。
【0150】
(実施例8)
比表面積が30m2/gのCGOを電解質材料として、実施例5と同様の方法でボールミル処理を行ったLSFC−A粉体と比表面積が40m2/gのCGO粉体を6:4の体積比で混合した粉体を空気極材料として電解質/空気極構造を形成し、これを共焼結した際の電解質層の緻密性について検討した。
【0151】
空気極材料は、エチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状とした。次に、電解質材料はスラリーにして、空気極ペレットの片側表面にコーティングし、1200℃で10時間焼成した(昇温速度200℃/時間)。スラリー液は以下の組成とした。即ち、電解質としてCe0.9Gd0.1O1.95(比表面積30m2/g)30gに対し、トルエン30mL、イソプロパノール35mL、日本油脂製ノニオン1mL、バインダーとしてナカライテスク社製ポリビニルブチラル5gを用い、ボールミルにより混合した。得られた試料の断面を走査型電子顕微鏡(日立製、S−4300SE1N)により観察し、図15を得た。この結果から、電解質層には気孔も無く、極めて緻密に焼結していることが確認された。
【0152】
(実施例9)
不定比組成においてもペロブスカイト形構造を示すランタンフェライト系ペロブスカイト酸化物の組成範囲について検討した。
【0153】
(1)材料合成
(La1−xSrx)1−y(Co1−zFez)O3+δは固相反応法を用いて合成した。出発原料は酸化ランタン(La2O3、高純度化学製、純度99.9%、1500℃、1時間仮焼)、SrCO3(純度99.9%、高純度化学)、Co3O4(純度99.9%、高純度化学)、Fe2O3(純度99.9%、高純度化学)を用い、所定のモル数で秤量し、アルミナ製乳鉢で混合した。この混合物を40MPaで加圧成形して20mmφ、厚さ2mmのペレット状とし、1000℃で10時間仮焼した。
【0154】
以下に、試料の組成及び秤量した出発原料の重量を示す。仮焼粉末は乳鉢により混合し、この混合物を40MPaで加圧成形して20mmφ、厚さ2mmのペレット状とし、さらに、1200℃で10時間仮焼した。この工程を2回繰り返した。
【0155】
(I)x=0.2
(i)0≦z≦1、y=0
試料1:(La0.8Sr0.2)CoO3:La2O3,1.5g;SrCO3, 0.3398g; Co3O4, 0.9229g;
試料2:(La0.8Sr0.2)(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.8315g; Fe2O3,0.0919g;
試料3:(La0.8Sr0.2)(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.7392g; Fe2O3,0.1838g;
試料4:(La0.8Sr0.2)(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.6466g; Fe2O3,0.2757g;
試料5:(La0.8Sr0.2)(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.5543g; Fe2O3,0.3676g;
試料6:(La0.8Sr0.2)(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.4619g; Fe2O3,0.4595g;
試料7:(La0.8Sr0.2)(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.3694g; Fe2O3,0.5514g;
試料8:(La0.8Sr0.2)(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.2772g; Fe2O3,0.6433g;
試料9:(La0.8Sr0.2)(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.1849g; Fe2O3,0.7532g;
試料10:(La0.8Sr0.2)(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.0923g; Fe2O3,0.8271g;
試料11:(La0.8Sr0.2)FeO3:La2O3,1.5g; SrCO3, 0.3398g; Fe2O3,0.9190g;
【0156】
(ii)0≦z≦1、y=0.02
試料12:(La0.8Sr0.2)0.98CoO3:La2O3, 1.5g; SrCO3,0.3398g; Co3O4,0.9416g;
試料13:(La0.8Sr0.2)0.98(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.8484g; Fe2O3,0.09378g;
試料14:(La0.8Sr0.2)0.98(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.7542g; Fe2O3,0.1876g;
試料15:(La0.8Sr0.2)0.98(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.6598g; Fe2O3,0.2813g;
試料16:(La0.8Sr0.2)0.98(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.5656g; Fe2O3,0.3751g;
試料17:(La0.8Sr0.2)0.98(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.4714g; Fe2O3,0.4689g;
試料18:(La0.8Sr0.2)0.98(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.3769g; Fe2O3,0.5627g;
試料19:(La0.8Sr0.2)0.98(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.2912g; Fe2O3,0.6546g;
試料20:(La0.8Sr0.2)0.98(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.1886g; Fe2O3,0.7502g;
試料21:(La0.8Sr0.2)0.98(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.09417g; Fe2O3,0.84398g;
試料22:(La0.8Sr0.2)0.98FeO3:La2O3, 1.5g; SrCO3,0.3398g; Fe2O3,0.93776g;
【0157】
(iii)0≦z≦1、y=0.04
試料23:(La0.8Sr0.2)0.96CoO3:La2O3, 1.5g; SrCO3,0.3398g; Co3O4,0.96137g;
試料24:(La0.8Sr0.2)0.96(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.8661g; Fe2O3,0.09573g;
試料25:(La0.8Sr0.2)0.96(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.76996g; Fe2O3,0.19146g;
試料26:(La0.8Sr0.2)0.96(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.67354g; Fe2O3,0.28719g;
試料27:(La0.8Sr0.2)0.96(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.5774g; Fe2O3,0.38292g;
試料28:(La0.8Sr0.2)0.96(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.4812g; Fe2O3,0.4787g;
試料29:(La0.8Sr0.2)0.96(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.3848g; Fe2O3,0.5744g;
試料30:(La0.8Sr0.2)0.96(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.2887g; Fe2O3,0.67g;
試料31:(La0.8Sr0.2)0.96(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.1926g; Fe2O3,0.7658g;
試料32:(La0.8Sr0.2)0.96(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.096g; Fe2O3,0.8616g;
試料33:(La0.8Sr0.2)0.96FeO3:La2O3, 1.5g; SrCO3,0.3398g; Fe2O3,0.9573g;
【0158】
(II)x=0.4
(i)0≦z≦1、y=0
試料34:(La0.6Sr0.4)CoO3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.2306g;
試料35:(La0.6Sr0.4)(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.109g; Fe2O3,0.1225g;
試料36:(La0.6Sr0.4)(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.9856g; Fe2O3,0.2451g;
試料37:(La0.6Sr0.4)(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.8621g; Fe2O3,0.3676g;
試料38:(La0.6Sr0.4)(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.7391g; Fe2O3,0.4901g;
試料39:(La0.6Sr0.4)(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.6159g; Fe2O3,0.6127g;
試料40:(La0.6Sr0.4)(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.4926g; Fe2O3,0.7352g;
試料41:(La0.6Sr0.4)(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.3695g; Fe2O3,0.8577g;
試料42:(La0.6Sr0.4)(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.2465g; Fe2O3,0.9803g;
試料43:(La0.6Sr0.4)(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.1231g; Fe2O3,1.1028g;
試料44:(La0.6Sr0.4)FeO3:La2O3,1.5g; SrCO3, 0.9062g; Fe2O3,1.2253g;
【0159】
(ii)0≦z≦1、y=0.02
試料45:(La0.6Sr0.4)0.98CoO3:La2O3, 1.5g; SrCO3,0.9062g; Co3O4,1.2557g;
試料46:(La0.6Sr0.4)0.98(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.1312g; Fe2O3,0.125g;
試料47:(La0.6Sr0.4)0.98(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.0056g; Fe2O3,0.25005g;
試料48:(La0.6Sr0.4)0.98(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.8797g; Fe2O3,0.3751g;
試料49:(La0.6Sr0.4)0.98(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.7542g; Fe2O3,0.5001g;
試料50:(La0.6Sr0.4)0.98(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.6285g; Fe2O3,0.62517g;
試料51:(La0.6Sr0.4)0.98(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.50264g; Fe2O3,0.7502g;
試料52:(La0.6Sr0.4)0.98(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.3771g; Fe2O3,0.87525g;
試料53:(La0.6Sr0.4)0.98(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.2515g; Fe2O3,1.0003g;
試料54:(La0.6Sr0.4)0.98(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.12557g; Fe2O3,1.1253g;
試料55:(La0.6Sr0.4)0.98FeO3:La2O3, 1.5g; SrCO3,0.9062g; Fe2O3,1.2504g;
【0160】
(iii)0≦z≦1、y=0.04
試料56:(La0.6Sr0.4)0.96CoO3:La2O3, 1.5g; SrCO3,0.9062g; Co3O4,1.281g;
試料57:(La0.6Sr0.4)0.96(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.1548g; Fe2O3,0.1276g;
試料58:(La0.6Sr0.4)0.96(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O41.0266g;Fe2O3,, 0.25528g;
試料59:(La0.6Sr0.4)0.96(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.8981g; Fe2O3,0.3829g;
試料60:(La0.6Sr0.4)0.96(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.7698g; Fe2O3,0.51056g;
試料61:(La0.6Sr0.4)0.96(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.6416g; Fe2O3,0.6382g;
試料62:(La0.6Sr0.4)0.96(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.5131g; Fe2O3,0.7658g;
試料63:(La0.6Sr0.4)0.96(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.3849g; Fe2O3,0.8935g;
試料64:(La0.6Sr0.4)0.96(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.2568g; Fe2O3,1.02112g;
試料65:(La0.6Sr0.4)0.96(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.12818g; Fe2O3,1.1488g;
試料66:(La0.6Sr0.4)0.96FeO3:La2O3, 1.5g; SrCO3,0.9062g; Fe2O3,1.2764g;
【0161】
(2)試料の評価法
合成した試料は粉末X線回折(Mac Science社 M18XHF22)装置によって、二次成分の残留状態を分析した。
【0162】
図16に、(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δ(x=0.4、z=0.8)のX線回折測定結果を示す(y=0、y=0.02、y=0.04)。y=0.02の場合にはy=0と同じピークを示しており、ペロブスカイト形構造の単相であることが確認された。一方、y=0.04に関しては、Co3O4やFe3O4、あるいは(Co,Fe)3O4のスピネル形構造に起因すると考えられる小さなピーク(図中の↓部分)が観察され、x=0.4、y=0.04、z=0.8では、ペロブスカイト相とスピネル相の2相混合相であることが確認された。
【0163】
図17に、(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δのX線回折測定結果(y=0、0.02、0.04)から計算した格子定数(a軸)の不定比組成依存性を示す。不定比性が増加する程、格子定数も増加していることが確認された。このことから、不定比性が増加する程、結晶格子のAサイト中に空孔が形成し、結晶格子を大きくすることがわかった。また、(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δの場合、0≦y<0.04が、ペロブスカイト形構造単相で安定に存在できる組成領域であることがわかった。
【0164】
図18に、固相反応合成法とX線回折測定法により得られた(La0.8Sr0.2)1−y(Co1−zFez)O3+δ(x=0.2、0≦z≦1.0)のペロブスカイト相の単相領域(斜線部)を示す。y=0の場合には、0≦z<1.0の範囲で単相となるが、yの値が大きくなるにつれて、単相となる領域が減少し、y=0.02では、0.1<z≦0.9の範囲で、y=0.04では、0.2<z<0.9の範囲で単相となることが確認された。
【0165】
この結果から以下のことが明らかとなった。即ち、x=0.2で且つy=0の場合には、0≦z<1.0で単相となり、0≦z≦0.9の範囲であればより確実に単相となる。x=0.2で且つy=0.02の場合には、0.1<z≦0.9で単相となり、0.2≦z≦0.9であればより確実に単相となる。x=0.2で且つy=0.04の場合には、0.2<z<0.9で単相となり、0.3≦z≦0.8であればより確実に単相となる。
【0166】
図19に、固相反応合成法とX線回折測定法により得られた(La0.6Sr0.4)1−y(Co1−zFez)O3+δ(x=0.4、0≦z≦1.0)のペロブスカイト相の単相領域(斜線部)を示す。y=0の場合には、0≦z<1.0の範囲で単相となるが、yの値が大きくなるにつれて、単相となる領域が減少し、y=0.02では、0.1<z<0.9の範囲で、y=0.04では、0.3<z<0.8の範囲で単相となることが確認された。
【0167】
この結果から以下のことが明らかとなった。即ち、x=0.4で且つy=0の場合には、0≦z<1.0で単相となり、0≦z≦0.9の範囲であればより確実に単相となる。x=0.4で且つy=0.02の場合には、0.1<z<0.9で単相となり、0.2≦z≦0.8であればより確実に単相となる。x=0.4で且つy=0.04の場合には、0.3<z<0.8で単相となり、0.4≦z≦0.7であればより確実に単相となる。
【0168】
(実施例10)
(La0.6Sr0.4)1−z(Co0.2Fe0.8)O3+δ(x=0.4、z=0.8)を不定比組成(Bサイト過剰組成)としたときの熱収縮率に与える影響について検討した。
【0169】
実施例5と同様の方法(但し、処理時間は24時間とした)でボールミル処理を行った比表面積が4m2/gの(La0.6Sr0.4)1−z(Co0.2Fe0.8)O3+δ(y=0、0.02、0.04)(セイミケミカル株式会社、クエン酸塩法により合成)にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。
【0170】
これらの試料を昇温速度200℃/時間として、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定した。結果を図20に示す。
【0171】
熱収縮率は、y=0.02で最大となった。この理由は、不定比組成になるとAサイト空孔や酸素空孔が形成されて、元素拡散が促進されることによるものと考えられる。一方、x=0.4、z=0.8の場合、y=0.04のランタンフェライト系ペロブスカイト酸化物は2相混合物であり、空孔形成による元素拡散の促進効果があるものの、不純物である(Fe,Co)3O4スピネルが存在することにより熱収縮率が低下していると推測される。実施例9では、x=0.2の場合、0.2<z<0.9であれば、y=0.04でも単相となることが確認されており、x=0.4の場合、0.3<z<0.8であれば、y=0.04でも単相となることが確認されていることから、この範囲のランタンフェライト系ペロブスカイト酸化物であれば、不純物である(Fe,Co)3O4スピネルが存在することによる熱収縮率の低下が生じることなく、Aサイト空孔や酸素空孔が形成されて、元素拡散が促進されることによる効果によって熱収縮率が高まるものと推定される。
【0172】
以上、Aサイト欠損型の0<y≦0.04のランタンフェライト系ペロブスカイト酸化物を用いた場合には、定比(y=0)の場合よりも熱収縮率が高まることから、電解質層との共焼結をさらに好適に実施できることがわかった。そして、熱収縮率を高める効果は、0.01≦y≦0.03とすることで向上し、y=0.02とすることでさらに向上することが示唆された。
【0173】
(実施例11)
燃料極材料を構成するセリウム系酸化物固溶体の代表的な組成の一例であるCe0.9Gd0.1O1.95(CGO)の比表面積とその焼結体の相対密度との関係について検討をおこなった。
【0174】
比表面積が(a)10m2/g、(b)20m2/g、(c)30m2/g、(d)40m2/gのCGO(セイミケミカル株式会社、クエン酸塩法により合成)を、それぞれアルミナ乳鉢で5分間混合した後、200MPaで加圧成形して20mmφ、厚さ3mmのペレット状の試料を複数作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定して、図21に示す結果を得た。
【0175】
尚、図21における破線は、実施例6の(c)のデータである。即ち、未焼成の空気極基材上の片側表面に電解質材料をスラリーコートした電解質/空気極部材の熱収縮率は当該データと近似しているものと考えられることから、このデータを基準として燃料極材料の熱収縮率の比較検討を行った。
【0176】
燃料極材料により形成された成形体の熱収縮率は、電解質/空気極部材の熱収縮率と同等か、あるいは剥離やクラックが生じない程度に小さいものであることが要求される。燃料極材料により形成された成形体の熱収縮率が電解質/空気極部材の熱収縮率よりも大きいと、共焼結時に燃料極層により電解質/空気極部材が押し潰され、単セルの破壊を引き起こす虞がある。図21に示す結果から、比表面積30m2/gのCGOは、空気極/電解質の収縮率と同程度の熱収縮率を有しているが、比表面積20m2/gのCGOでは空気極/電解質の収縮率よりも小さいことがわかった。したがって、CGO単独での熱収縮率の観点から考えた場合、30m2/g以下とする必要があることがわかった。
【0177】
(実施例12)
燃料極材料を構成する酸化ニッケル(NiO)粉体の比表面積とその焼結体の相対密度との関係について検討をおこなった。
【0178】
比表面積が(a)4.0m2/g、(b)8.96m2/g、(c)12.6m2/gのNiO(住友金属鉱山株式会社製)を、それぞれアルミナ乳鉢で5分間混合した後、200MPaで加圧成形して20mmφ、厚さ3mmのペレット状の試料を複数作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定して、図22に示す結果を得た。
【0179】
図22に示す結果から、比表面積が小さくなる程、熱収縮率は大きくなる傾向が見られた。この結果はボールミル処理を省いたことに起因することが考えられた。即ち、一次粒子が小さい場合には凝集が起こりやすくなって二次粒子の粒径が大きくなったことに起因することが考えられた。そこで、上記(a)から(c)のNiO粉体を実施例5と同様の方法(但し、混合時間のみ24時間とした)でボールミル処理した後、同様の実験を行い、図23に示す結果を得た。尚、ボールミル処理は、実施例5と同様とした。
【0180】
図23に示す結果から、(b)8.96m2/g及び(c)12.6m2/gの場合には熱収縮率が同程度となるが、(a)4.0m2/gの場合に最も大きい熱収縮率を示した。したがって、NiO粉体の比表面積と熱収縮率の関係に関する十分な知見が得られなかった。そこで、燃料極材料であるセリウム系酸化物固溶体粉体と酸化ニッケル(NiO)粉体との混合粉体についての検討に移った。
【0181】
(実施例13)
燃料極材料であるセリウム系酸化物固溶体粉体と酸化ニッケル(NiO)粉体との混合粉体中の酸化ニッケル粉体の比表面積を変化させたときの熱収縮率について検討を行った。
【0182】
まず、以下に示す3種類の試料(a)〜(c)を複数作製した。作成手順は以下の通りとした。即ち、NiOを6.11g、CGOを3.89g秤量し(還元後50vol%Niの組成)、エタノール10mLを用いて、自転・公転方式スパーミキサー「泡取り錬太郎」SP−500(株式会社シンキー)で10分間混合した後、乾燥させた。
試料(a):NiO(4.0m2/g)− CGO(10m2/g)
試料(b):NiO(8.96m2/g)− CGO(10m2/g)
試料(c):NiO(12.6m2/g)− CGO(10m2/g)
【0183】
試料(a)〜(c)は、直径20mmφ、厚み約3mmのペレットに200MPaで加圧成形後、昇温速度200℃/hで各温度まで昇温し、保持時間無しの条件で焼成炉内で室温まで冷却し、収縮率を測定して、図24に示す結果を得た。尚、図24に示す10m2/gの比表面積を有するCGOのデータは、実施例11で得られたデータであり、参照の為に掲載した。
【0184】
図24に示す結果から、NiOの比表面積が大きくなる程、試料の熱収縮率は大きくなることが確認されたが、試料の熱収縮率は、基本的にはCGOの熱収縮率に支配されることがわかった。特に比表面積4m2/gのNiOを用いた試料(a)の場合、比表面積10m2/gのCGOの収縮率曲線とほぼ同じ収縮率曲線を示すことが明らかとなった。
【0185】
以上の結果から、セリウム系酸化物固溶体粉体と酸化ニッケル(NiO)粉体との混合粉体から形成した成形体の熱収縮率はCGOの収縮率に支配されるものの、NiOの比表面積により収縮率が若干高まる可能性があることから、CGOの比表面積を30m2/g未満とすることが、電解質/空気極部材の熱収縮率よりも小さくする上で好ましいことが明らかとなった。また、実施例12においては、NiO粉体の比表面積と熱収縮率の関係に関する十分な知見が得られなかったが、本実施例においては、NiO粉体の比表面積が大きくなるほど、熱収縮率が高まる傾向が見られた。この結果から、CGOの比表面積が20m2/g以下であれば、NiO粉体の比表面積を12.6m2/gとしても電解質/空気極部材の熱収縮率よりも小さくなると考えられるが、CGOの比表面積が20〜30m2/gの場合、特に30m2/gに近づくにつれて電解質/空気極部材の熱収縮率よりも大きくなる可能性があることから、この場合にはNiO粉体の比表面積を8.96m2/g以下とすることが好ましいことがわかった。
【0186】
(実施例14)
燃料極材料のスラリー化について検討した。
【0187】
比表面積が8.96m2/gのNiO粉体を24.44gと、比表面積が10m2/gのCGOを15.56g秤量し、これにバインダー(ユケン工業株式会社製、セランダーYB−132A)を2g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を1.34g、可塑剤(ナカライテスク株式会社製 フタル酸ジオクチル)を0.56g、溶媒(水)を40mL加えて混合し、24時間ボールミル処理した。その後、ビーカーに移し変えて静置したところ、均一分散した安定なスラリーを作製できることが確認できた。
【0188】
次に、比表面積が12.6m2/gのNiO粉体を24.44gと、比表面積が10m2/gのCGOを15.56g秤量し、これにバインダー(ユケン工業株式会社製、セランダーYB−132A)を1.12g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を0.32g、可塑剤(ナカライテスク株式会社製 フタル酸ジオクチル)を0.56g、溶媒(水)を40mL加えて混合し、24時間ボールミル処理した。その後、ビーカーに移し変えて静置したところ、数分後には分離が起こり、安定なスラリーの作製ができないことが明らかとなった。
【0189】
以上、スラリー化を行うためには、NiO粉体の比表面積を8.96m2/g以下とすることが好ましいことがわかった。
【0190】
(実施例15)
燃料極材料であるCGO粉体とNiO粉体の混合割合について検討した。
【0191】
以下に示す3種類の試料(a)〜(c)を複数作製した。
作成手順は以下の通りとした。即ち、比表面積が4.0m2/gのNiO粉体を所定量、比表面積が10m2/gのCGOを所定量秤量し、エタノール10mLを用いて、自転・公転方式スパーミキサー「泡取り錬太郎」SP−500(株式会社シンキー)で10分間混合した後、乾燥させた。
試料(a):(還元後40vol%Niの組成)NiO5.12g、CGO4.88g
試料(b):(還元後50vol%Niの組成)NiO6.11g、CGO3.89g
試料(c):(還元後60vol%Niの組成)NiO7.02g、CGO2.98g
【0192】
試料(a)〜(c)は、直径20mmφ、厚み約3mmのペレットに200MPaで加圧成形後、昇温速度200℃/hで各温度まで昇温し、保持時間無しの条件で焼成炉内で室温まで冷却し、収縮率を測定して、図25に示す結果を得た。尚、図25に示す10m2/gの比表面積を有するCGOのデータは、実施例11で得られたデータであり、参照の為に掲載した。また、図25における破線は、実施例6の(c)のデータを電解質/空気極部材の熱収縮率のデータとして掲載した。また、図25におけるNiOのデータは、実施例12のボールミル処理後のNiO(比表面積4.0m2/g)のデータであり、参照のために掲載した。
【0193】
図25に示す結果から、還元時のNi含有量(β)が40体積%≦β≦60体積%の範囲では熱収縮率が変わらないことが確認された。即ち、燃料極に要求される導電性が確保され、且つ、燃料極の熱膨張挙動を電解質の熱膨張挙動に近づけることができる。また、発電中のニッケル粒子の凝集が抑制され、酸化ニッケルが還元される初期段階において燃料極層4が収縮するのを防ぐことができる40体積%≦β≦60体積%の範囲であれば、混合割合を変化させても熱収縮率には影響が及ぼされず、共焼結に悪影響を及ぼすことがないことが明らかとなった。
【0194】
(実施例16)
実施例5と同様の方法でボールミル処理を行った比表面積が7.2m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)2000gに対し、比表面積が39m2/gのCGO(セイミケミカル社製、クエン酸塩法により合成)を1522g混合した(体積比60:40)。これにバインダー(ユケン工業製YB−132A)を388g、造孔材PMMAビーズ(積水化成品工業MB30X-5)を704g、純水を824mL加え、1時間程度混合機(ダルトン製、5DMV-01-r)により混合した。次に、これを3本ロール(ノリタケカンパニーリミテッド製NR-42A)で混錬し、均質な粘土を得た。
【0195】
得られた粘土は、押し出し成型機(石川時鉄工所製、EP−3D)により、外径約3mm、内径約2.2mm程度の金型で押し出して空気極チューブとした。この空気極チューブを乾燥させた後、比表面積が30m2/gのCGO粉体(阿南化成製)のスラリーを、ディップコーターを用いて空気極チューブの外側表面にコーティングし、電解質層を形成した。
【0196】
CGO粉体のスラリーは、CGO粉体40gに対し、有機系溶剤(トルエンとイソプロパノールの混合溶液)を40mL混合し、さらにバインダー(ユケン工業株式会社製、セランダーYB−132A)を1.12g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を0.32g、可塑剤(ナカライテスク株式会社製、フタル酸ジオクチル)を0.56g、回転式ボールミルで24時間混合して調製した。
【0197】
電解質層を乾燥させた後、実施例14で調製したNiO−CGOスラリー(NiO粉体の比表面積:8.96m2/g)を表面にコーティングして燃料極層を形成し、空気極チューブと電解質層と燃料極層とを1200℃で10時間焼成(共焼結)した。
【0198】
その結果、図26に示すように、燃料極層が電解質層から剥離することが確認された。尚、図26における(a)は共焼結前の単セルの状態を示す図であり、(b)は共焼結後の単セルの状態を示す図である。
【0199】
そこで、NiOの比表面積が4m2/gのNiO−CGOスラリーを用いて単セルを作製したところ、図27のように燃料極層4が電解質層2から剥離することなく、またセルにクラック等が生じないことが確認できた。この結果から、NiO粉体の比表面積は8.96m2/g未満とすることが好ましく、4m2/g以下とすることがより好ましいことが明らかとなった。
【0200】
また、NiOの比表面積が2.8m2/gのNiO−CGOスラリーを用いて単セルを作製した場合にも、燃料極層4が電解質層2から剥離することなく、またセルにクラック等が生じないことが確認できた。この結果から、NiO粉体の比表面積は少なくとも2.8m2/g以上であればよいことが明らかとなった。
【0201】
(実施例17)
実施例16で作製した単セルの発電性能を評価した。空気極側の集電は、単セル端部の空気極露出面に白金線を巻き付け、これを銀ペーストにより固定して行った。燃料極側の集電は、燃料極に白金メッシュを巻きつけ、これを銀ペーストにより固定するとともに白金線を巻きつけて行った。単セルの両端は、空気を供給するアルミナ管とセラミック接着剤(アロンセラミックC+CC)で固定し、単セルの内側には空気を100mL/分で供給し、単セルの外側には燃料ガス(30vol%H2+70vol%N2)を100mL/分で供給した。電流はカレントパルスジェネレータ(日厚計測 NCPG−105S)で流し、電圧測定にはエレクトロメータ(北斗電工 HC−104)を用いた。尚、単セルの有効電極面積は0.25cm2とした。
【0202】
単セルの発電性能は作動温度を500℃、550℃並びに600℃として評価した。結果を図Yに示す。図28において、▲は500℃における電圧を表し、●は550℃における電圧を表し、■は600℃における電圧を表す。また、△は500℃における出力密度を表し、○は550℃における出力密度を表し、□は600℃における出力密度を表す。この結果から、500℃では0.05W/cm2(0.443V、0.12A/cm2)、550℃では0.08W/cm2(0.369V、0.2A/cm2)、600℃では0.09W/cm2(0.459V、0.2A/cm2)の高い出力が得られることが確認された。
【0203】
(実施例18)
空気極基材3と電解質層2とを共焼結した後、電解質層2の表面に燃料極層4をコーティングしてこれを焼成処理した単セルの発電性能の評価を行った。
【0204】
空気極材料として、La0.6Sr0.4Co0.2Fe0.8O3(セイミケミカル社製13.648g(比表面積9m2/g))とCGO(セイミケミカル社製10.3752g(比表面積40m2/g))を水10mL、バインダーとして関東化学社製セルロース6g、関東化学社製グラファイト6g混ぜ、ボールミルで混合し、乾燥後、200MPaの圧力で3cmφのペレットにした。電解質は阿南化成社製CGO(30m2/g)を30g、トルエン30mL、イソプロパノール35mL、日本油脂製ノニオン1mL、バインダーとしてナカライテスク社製ポリビニルブチラル5gを用い、ボールミルにより混合し、スラリーにした後、空気極ペレットにコーティングし、1200℃で10時間共焼結した。燃料極スラリーとして、セイミケミカル社製NiO-CGO(比表面積14m2/g、NiOをNi金属の体積換算量で50体積%含有)、トルエン30mL、イソプロパノール35mL、日本油脂製ノニオン1mL、バインダーとしてナカライテスク社製ポリビニルブチラル5gを用い、造孔材として関東化学社製グラファイト6gボールミルにより混合し、スラリーにした後、電解質上にコーティングした。その後、1100℃、1時間で焼成し、単セルとした。
【0205】
この単セルの発電性能を図30に示す測定系39により評価した。空気極3側及び燃料極4側の集電は、電圧及び電流端子の白金線を白金ペーストで固定した白金メッシュ40で行った。燃料極4側のみパイレックス(登録商標)ガラスのOリング41でシールした。空気を50mL/分で供給し、燃料ガスとして水素を50mL/分で供給した。電流はカレントパルスジェネレータ(日厚計測NCPG-105S)で流し、電圧測定にはエレクトロメータ(北斗電工 HC-104)を用いた。
【0206】
単セルの発電性能は作動温度を500℃、550℃並びに600℃として評価した。結果を図29に示す。図29において、(a)は500℃における測定結果を表し、(b)は550℃における測定結果を表し、(c)は600℃における測定結果を表している。この結果から、500℃では0.0185W/cm2(0.37V、0.05A/cm2)、550℃では0.034W/cm2(0.34V、0.1A/cm2)、600℃では0.05W/cm2(0.27V、0.2A/cm2)の出力が得られることが確認された。空気極基材と電解質層とを共焼結していることから、高い出力密度が得られることが確認されたが、実施例17と比較すると、出力密度が低いことが明らかとなった。即ち、空気極基材と電解質層と燃料極層とを共焼結することにより、出力密度が高められることが明らかとなった。
【0207】
実施例18では、空気極と電解質層との共焼結法を行い、その後、スラリーコーティング法により燃料極層を電解質層の表面に形成して焼きつけ、単セルを製造したが、燃料極層を焼き付ける際に、空気極が焼結により緻密化するため、燃焼極層の焼結が可能で且つ出来る限り低い温度で焼成する必要があり、燃料極を1100℃で焼成した。したがって、電解質と燃料極との界面の接着力が小さく、電解質/燃料極界面の物質移動がスムーズに進行できなくなった結果、燃料極の過電圧が高くなり、性能が低くなったものと推定される。一方で、実施例16では、1200℃で空気極と電解質層と燃料極層とを同時に焼成したことにより、電解質と燃料極との界面を1200℃で焼成することができ、その結果、電解質と燃料極との界面の接着力が高まって、性能が高まったものと推定される。
【0208】
以上、本発明の中温作動固体酸化物形燃料電池の空気極支持形単セルの製造方法によれば、焼成処理回数の削減を達成しながら、同時に出力密度を高めて発電効率を向上させることができるという優れた利点を有することが明らかとなった。
【0209】
(実施例19)
比表面積が30m2/gのCGOを電解質材料として、実施例5と同様の方法でボールミル処理を行ったLSFC−A粉体と比表面積が39m2/gのCGO粉体を6:4の体積比で混合した粉体を空気極材料として、空気極管の内側表面と両端面と両端部とに電解質層を形成し、これを共焼結した際の電解質層の緻密性について検討した。
【0210】
実施例5と同様の方法でボールミル処理を行った比表面積が7.2m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)2000gに対し、比表面積が39m2/gのCGO(セイミケミカル社製、クエン酸塩法により合成)を1522g混合した(体積比60:40)。これにバインダー(ユケン工業製YB−132A)を388g、造孔材PMMAビーズ(積水化成品工業MB30X-5)を704g、純水を824mL加え、1時間程度混合機(ダルトン製、5DMV-01-r)により混合した。次に、これを3本ロール(ノリタケカンパニーリミテッド製NR-42A)で混錬し、均質な粘土を得た。得られた粘土は、押し出し成型機(石川時鉄工所製、EP−3D)により、外径約3mm、内径約2.2mm程度の金型で押し出して空気極チューブとした。
【0211】
CGO粉体のスラリーは、CGO粉体40gに対し、有機系溶剤(トルエンとイソプロパノールの混合溶液)を40mL混合し、さらにバインダー(ユケン工業株式会社製、セランダーYB−132A)を1.12g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を0.32g、可塑剤(ナカライテスク株式会社製、フタル酸ジオクチル)を0.56g、回転式ボールミルで24時間混合して調製した。
【0212】
空気極チューブの両端部を除いた外側表面にテフロン(登録商標)テープを貼り付けた後、空気極チューブをCGO粉体のスラリーに浸漬して電解質層を形成した。
【0213】
電解質層を乾燥させた後、テフロン(登録商標)テープを剥がし、空気極チューブと電解質層とを1200℃で10時間焼成(共焼結)して、空気極チューブと電解質層との積層部材を得た。
【0214】
この空気極チューブと電解質層との積層部材を、空気極チューブの軸方向と垂直な方向に切断し、切断面を走査型電子顕微鏡(日立製、S−4300SE1N)により観察し、図31を得た。この結果から、電解質層には気孔も無く、極めて緻密に焼結していることが確認された。また、電解質層の剥離やクラックの発生も見られず、本発明により品質の高い空気極チューブと電解質層との積層部材が作製が可能であることが明らかとなった。
【0215】
(実施例20)
管の内側から外側に向かって燃料極と電解質と空気極とが接合されながらも、空気極の厚みが確保された中温作動固体酸化物形燃料電池の管状の単セルを本発明の製造方法に基づいて作製した。
【0216】
実施例5と同様の方法でボールミル処理を行った比表面積が7.2m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)2000gに対し、比表面積が39m2/gのCGO(セイミケミカル社製、クエン酸塩法により合成)を1522g混合した(体積比60:40)。これにバインダー(ユケン工業製YB−132A)を388g、造孔材PMMAビーズ(積水化成品工業MB30X-5)を704g、純水を824mL加え、1時間程度混合機(ダルトン製、5DMV-01-r)により混合した。次に、これを3本ロール(ノリタケカンパニーリミテッド製NR-42A)で混錬し、均質な粘土を得た。
【0217】
得られた粘土は、押し出し成型機(石川時鉄工所製、EP−3D)により、外径約3mm、内径約2.2mm程度の金型で押し出して空気極チューブとした。
【0218】
CGO粉体のスラリーは、CGO粉体40gに対し、有機系溶剤(トルエンとイソプロパノールの混合溶液)を40mL混合し、さらにバインダー(ユケン工業株式会社製、セランダーYB−132A)を1.12g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を0.32g、可塑剤(ナカライテスク株式会社製、フタル酸ジオクチル)を0.56g、回転式ボールミルで24時間混合して調製した。
【0219】
空気極チューブの両端部を除いた外側表面にテフロン(登録商標)テープを貼り付けた後、空気極チューブをCGO粉体のスラリーに浸漬して電解質層を形成した。
【0220】
電解質層を乾燥させた後、テフロン(登録商標)テープを貼り付けた部分と空気極基材の両端部に形成された電解質層のテフロン(登録商標)テープ寄りの端部とにテフロン(登録商標)テープを貼り付け、実施例14で作製したNiOの比表面積が4m2/gのNiO−CGOスラリーまたはNiOの比表面積が2.8m2/gのNiO−CGOスラリーに空気極チューブを浸漬して燃料極層を形成し、空気極チューブと電解質層と燃料極層とを1200℃で10時間焼成(共焼結)した。
【0221】
その結果、燃料極層が電解質層から剥離することなく、またセルにクラック等が生じないことが確認できた。図32にこのセルの外観を示す。
【0222】
以上の結果から、本発明により、図1に示す構造の単セルを作製可能であることが明らかとなった。
【図面の簡単な説明】
【0223】
【図1】本発明の単セルの一例を示した図である。
【図2】多孔質焼結体を用いたときの焼成時における部材の伸び縮みの概念を示した図である。
【図3】単セルに集電体を設けたIT−SOFCの例を示す図である。
【図4】単セルを接続したIT−SOFCの例を示す分解斜視図である。
【図5】単セルを接続したIT−SOFCの例を示す外観斜視図である。
【図6】LSFC−Aの電子顕微鏡写真である。
【図7】異なる比表面積(10m2/g、30m2/g、40m2/g)を有するCGOの焼成温度と相対密度の関係を示した図である。
【図8】異なる比表面積(10m2/g、30m2/g、40m2/g)を有するCGOの焼成温度と熱収縮率の関係を示した図である。
【図9】比表面積30m2/g及び40m2/gを有するCGOと比表面積4m2/gを有するLSFC−Aの焼成温度と熱収縮率の関係を示した図である。
【図10】ボールミル処理前後のLSFC−Aの焼成温度と熱収縮率の関係を示した図である。
【図11】ボールミル処理後のLSFC−Aに比表面積40m2/gを有するCGOを添加した試料の焼成温度と熱収縮率の関係を示した図である。
【図12】LSFC−AとCGO(比表面積40m2/g)の混合物と、CGO(比表面積30m2/g)の焼成温度と熱収縮率の関係を示した図である。
【図13】LSFC−AとCGO(比表面積40m2/g)を6:4の体積比で混合した混合物にセルロース(バインダー)とグラファイト(造孔剤)を添加したときの添加量と熱収縮率、添加量と気孔率の関係を示した図である。
【図14】LSFC−AとCGO(比表面積40m2/g)を6:4の体積比で混合した混合物にセルロース(バインダー)とグラファイト(造孔剤)を添加した試料の電子顕微鏡写真を示した図である。
【図15】比表面積30m2/gのCGOを電解質材料とし、LSFC−AとCGO(比表面積40m2/g)を6:4の体積比で混合した粉体を空気極材料として電解質/空気極構造を形成し、これを共焼結した際の電子顕微鏡による断面写真である。
【図16】(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δのX線回折測定結果を示した図である(y=0、0.02、0.04)。
【図17】(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δのX線回折測定結果(y=0、0.02、0.04)から、計算した格子定数a軸の不定比組成依存性を示した図である。
【図18】固相反応合成法とX線回折測定法により得られた(La0.6Sr0.4)1−y(Co1−zFez)O3+δ(0≦z≦1.0)のペロブスカイト相の単相領域(斜線部)を示した図である。
【図19】固相反応合成法とX線回折測定法により得られた(La0.8Sr0.2)1−y(Co1−zFez)O3+δ(0≦z≦1.0)のペロブスカイト相の単相領域(斜線部)を示した図である。
【図20】(La0.6Sr0.4)1−yFe0.8Co0.2O3+δ(y=0、0.02、0.04)の熱収縮率の温度依存性を示した図である。
【図21】異なる比表面積(10m2/g、20m2/g、30m2/g、39m2/g)を有するCe0.9Gd0.1O1.95試料の焼成温度と熱収縮率の関係を示した図である。
【図22】異なる比表面積(4.0m2/g、8.96m2/g、12.6m2/g)を有するNiO試料の焼成温度と熱収縮率の関係を示した図である。
【図23】異なる比表面積(4.0m2/g、8.96m2/g、12.6m2/g)を有するNiO試料をボールミル処理した後の焼成温度と熱収縮率の関係を示した図である。
【図24】異なる表面積(4.0m2/g、8.96m2/g、12.6m2/g)を有するNiOを用いたNiO−CGO(10.0m2/g)燃料極試料(Ni金属量の体積換算で50体積%Ni)の焼成温度と熱収縮率の関係を示した図である。
【図25】異なるNiO量(金属Ni量の体積換算量、40体積%Ni、50体積%Ni、60体積%Ni)を添加したCGO(比表面積10m2/g)の熱収縮挙動を示した図である。
【図26】空気極基材と電解質層と燃料極層との同時共焼結がうまくいかなかった空気極支持形単セル示した写真である。
【図27】空気極基材と電解質層と燃料極層との同時共焼結により製造した空気極支持形単セルを示した写真である。
【図28】空気極基材と電解質層と燃料極層との同時共焼結により製造した空気極支持形単セルの発電特性を示した図である。
【図29】空気極基材と電解質層とを同時共焼結した後、燃料極層を別途形成した空気極支持形単セルの発電特性を示した図である。
【図30】空気極基材と電解質層とを同時共焼結した後、燃料極層を別途形成した空気極支持形単セルの測定系を示す図である。
【図31】空気極管の内側に電解質層を形成した試料の断面の電子顕微鏡写真を示す図である。
【図32】空気極管の内側に電解質層と燃料極層とを形成した試料の外観を示した写真である。
【図33】本発明の管状の単セルの製造過程を説明する図である。
【符号の説明】
【0224】
1 単セル
2 電解質層
3 空気極
4 燃料極層
8 第一の保護材
9 第二の保護材
【技術分野】
【0001】
本発明は、中温作動固体酸化物形燃料電池(以下、IT−SOFCと呼ぶ)の管状の単セルとその製造方法に関する。さらに詳述すると、本発明は、セリウム系酸化物固溶体を電解質層としたIT−SOFC用の管状の単セルとその製造方法に関する。
【0002】
尚、本明細書において、IT−SOFCとは、400℃〜600℃の温度域で作動させる固体酸化物形燃料電池を意味している。
【背景技術】
【0003】
環境に優しい燃料電池を最大限に活用した社会構築の取り組みが始まっている。貴金属触媒を用いない固体酸化物形燃料電池(SOFC)の実現は、資源的制約を受けることがないため、普及を阻害することなく、燃料電池社会の構築に大きく寄与できると考えられる。1000℃付近で作動する高温作動固体酸化物形燃料電池(HT−SOFC)は、電池本体以外にも、ボトミングサイクルによる発電が期待できるため、電気事業用大容量発電に適している。一方で、コンパクト性を必要とされる家庭用コージェネレーションや自動車用動力源、移動用電源などの用途では電池本体のみの発電となり、燃料電池本体の発電効率と共に、急速起動・停止特性も重要になってくる。高温作動固体酸化物形燃料電池の高い性能を維持したまま燃料電池の作動温度を低下できれば、起電力が高くなると共に燃料電池本体での発電効率も向上し、急速起動・停止特性を付与し易くなる。そこで、燃料電池の作動温度の低温化を図るための研究が各種行われている。
【0004】
かかる状況下において、セリウム系酸化物固溶体が電解質材料として注目されている。セリウム系酸化物固溶体は、機械的強度が低いことや、還元雰囲気下における電子伝導性及び還元膨張の発現などの問題点が以前から指摘されているものの、セリウム元素の資源量の豊富さと酸化物イオン導電性の高さは、作動温度の低い燃料電池用の電解質材料として魅力的である。例えば、特許文献1では、セリウム系酸化物固溶体を固体酸化物形燃料電池の電解質として用いる技術が開示されている。
【0005】
ここで、セリウム系酸化物固溶体の酸化物イオン導電性は、従来HT−SOFCの電解質として用いられているイットリア安定化ジルコニア(YSZ)の酸化物イオン導電性と比較してかなり高いことが知られているものの、400℃〜600℃の温度域において作動させる固体酸化物形燃料電池用の電解質材料としては十分とは言えない。そこで、電解質の厚みを10〜30μmに薄膜化して高性能化を図ることが不可欠であるが、このようなセラミックス薄膜を単体でハンドリングすることは極めて困難である。したがって、厚みを持たせることが可能な基材上、即ち、多孔質電極上にセリウム系酸化物固溶体の薄膜を緻密成膜し、機械強度を高めて取り扱う必要がある。
【0006】
ところで、焼成処理した多孔質電極を基材101として、基材101の片側表面に電解質102をコーティングして電解質層を形成し、基材101と電解質層102とを同時に焼成すると、基材101は膨脹挙動を示し、基材101の片側表面にコーティングした電解質層102は収縮挙動を示す(図2)。そのため、基材101と電解質層102にかかる応力の方向が異なることに起因して、強度の弱い電解質層102にクラック103が発生することになる。これを防ぐためには、未焼成の基材と電解質層とを同時に焼成する共焼結技術が有効である。
【0007】
ここで、共沈法等で合成したセリウム系酸化物固溶体の微粒子を用いて電解質層を緻密に形成するためには1300℃以上の焼成温度が必要であるが、このような高温焼成処理を行った場合、基材として用いる電極の多孔性が喪失してしまう問題や、電極材料と電解質材料とが化学反応して変質し、セル特性が喪失してしまう問題が生じる。
【0008】
酸化ニッケルとセリウム系酸化物固溶体を混合した燃料極材料により作製した燃料極部材を基材として用いた場合には、上記問題は解決する。即ち、酸化ニッケルとセリウム系酸化物固溶体を混合した燃料極材料により作製した燃料極部材は、高温焼成により多孔性が喪失して緻密になった場合でも、燃料電池作動中に燃料極部材が還元雰囲気に晒されることで、燃料極部材中の酸化ニッケル(NiO)が還元されてニッケル(Ni)に変化すると同時に気孔が形成され、再び多孔性となることが知られている。しかも酸化ニッケルはセリウム系酸化物固溶体と反応しないため、1300℃で焼成しても反応生成物の形成が無く、導電率等の性質を低下させることは無い。したがって、IT−SOFCの分野においては、燃料極支持形構造の単セルの開発が主流となっている(非特許文献1、非特許文献2)。
【0009】
ここで、単セルの構造を幾何学的な形状により分類すると、管状型と平面型とに分類される。上述の燃料極支持形構造の単セルが管状型の場合、管の内側から外側に向かって燃料極と電解質と空気極とが接合され、管の内側に燃料ガスを流し、管の外側に空気を流す形式となる。そして、この単セルは、燃料極を基材としてその外側表面に電解質層を形成し、基材と電解質層とを同時に焼成(共焼結)した後、最終工程で空気極層を形成し、焼成処理することにより製造される。
【特許文献1】特開2004−143023
【非特許文献1】T.Suzuki, T. Yamaguchi, Y. Fujishiro, M. Awano, and Y. Funahashi,”MicroTubular SOFCs for MicroCeramic Reactor System”, P0403, in Proceedings (CD) of 7th EuropeanSolid Oxide Fuel Cell Forum, Lucerne/Switzerland, 3-7, July2006.
【非特許文献2】S.Pinol, M. Morales, M.Segarra, and F. Espiell,”LowTemperature Anode Supported SOFCs Based on Doped CeriaElectrolyte”,P0432, inProceedings (CD) of 7th European Solid Oxide Fuel Cell Forum,Lucerne/Switzerland,3-7, July 2006.
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかしながら、上述の燃料極支持形構造の管状単セルの製造において、最終工程の焼成処理で燃料極基材と電解質層との共焼結体は膨張し、空気極層が収縮するため、電解質層にクラックが入ったりセルが破壊したりする虞があった。そして、この虞は空気極層の厚みが厚くなるほど高まることから、上述した燃料極支持形構造の単セルにおいては、空気極層を厚くすることができなかった。その結果として空気極層の集電損失が大きくなり、単セルの出力特性の向上を十分に図れない問題があった。
【0011】
そこで、本発明は、空気極の厚みを確保しながらも、管の内側から外側に向かって燃料極と電解質と空気極とが接合されたIT−SOFC用の管状の単セルを提供することを目的とする。
【0012】
また、本発明は、空気極の厚みを確保しながらも、管の内側から外側に向かって燃料極と電解質と空気極とが接合されたIT−SOFC用の管状の単セルを製造することを目的とする。
【課題を解決するための手段】
【0013】
かかる課題を解決するため、本願発明者らは、空気極の厚みを確保するために空気極を基材とすることを考え、鋭意研究を行った。その結果、電解質層の緻密性と空気極基材の多孔性を確保しながらも、電解質層にクラックが生じることがなく、電解質層が空気極基材から剥離することのない、空気極基材と電解質層との共焼結条件を見出した。そして、さらに鋭意研究を行った結果、電解質層の緻密性と空気極基材の多孔性を確保しながらも、電解質層にクラックが生じることがなく、電解質層が空気極基材から剥離することがなく、しかも、燃料極層が電解質層から剥離することのない、空気極基材と電解質層と燃料極層との共焼結条件を見出した。
【0014】
そこで、本願発明者らがさらに鋭意研究を重ねたところ、上記の共焼結条件を採用することにより、管状の空気極基材の内側に電解質層、さらには燃料極層を形成できることを知見した。即ち、空気極を基材として、管の内側から外側に向かって燃料極と電解質と空気極とが接合された構造の単セルが得られることを知見し、本願発明に至った。
【0015】
かかる知見に基づく本発明の中温作動固体酸化物形燃料電池の管状の単セルは、比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を空気極材料とし、比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を電解質材料とし、比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を燃料極材料とし、ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、酸化ニッケルの組成式はNiOであり、空気極材料には、比表面積が30m2/g超のセリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、燃料極材料には、酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれ、空気極材料からなる管状の空気極基材と、空気極基材の内側表面と両端面と外側表面の両端部とに形成された電解質材料からなる電解質層と、空気極基材の外側表面の両端部に形成された電解質層のうちの空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と空気極基材の内側表面及び両端面に形成された電解質層の表面全体とに形成された燃料極材料からなる燃料極層とを有し、少なくとも空気極基材と電解質層とが共焼結されているものである。
【0016】
したがって、この単セルによると、管の内側から外側に向かって燃料極と電解質と空気極とが接合された構造を有している。しかも、空気極を基材としているので、空気極の厚みが確保され、空気極の過電圧を低減して集電損失を減らすことができる。
【0017】
また、空気極基材の外側表面の両端部に形成された電解質層のうちの空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と空気極基材の内側表面及び両端面に形成された電解質層の表面全体とに燃料極層が形成されているので、電解質層の露出面において空気極基材と燃料極層が確実に絶縁される。
【0018】
また、空気極基材を構成する空気極材料にセリウム系酸化物固溶体粉体が混合されているので、三相界面、即ち、空気極と電解質と空気との接触面積が増大する。さらに、燃料極材料にセリウム系酸化物固溶体粉体が混合されているので、三相界面、即ち、燃料極と電解質と燃料ガスとの接触面積が増大する。したがって、反応場が増大して発電効率が高められる。
【0019】
また、本発明の単セルは、空気極基材と電解質層とが共焼結されたものであってもよいし、空気極基材と電解質層と燃料極層とが共焼結されたものであってもよいが、空気極基材と電解質層と燃料極層とが共焼結されたものであることがより好ましい。この場合には、電解質層と燃料極層との接着性が高まって、電解質と燃料極との界面の物質移動がスムーズに進行し、燃料極の過電圧が低下する。したがって、単セルの出力密度が高まる。
【0020】
尚、本明細書において組成式中に記載されている「δ」は、組成や温度等で種々変化する酸素量であり、規定することに意味の無い数値である。
【0021】
また、本明細書における「比表面積」は、BET法により測定した値である。
【0022】
次に、本発明の中温作動固体酸化物形燃料電池の管状の単セルの製造方法は、空気極材料を成形して管状の空気極基材を作製する工程と、空気極基材の両端部を除いた外側表面を第一の保護材により覆う工程と、空気極基材を電解質材料のスラリーに浸漬して空気極基材の内側表面と両端面と両端部とに電解質層を形成する工程と、少なくとも空気極基材の両端部に形成された電解質層の第一の保護材寄りの端部を第二の保護材により覆う工程と、空気極基材を燃料極材料のスラリーに浸漬して燃料極層を形成する工程と、第一の保護材と第二の保護材とを除去する工程と、空気極基材と電解質層と燃料極層とを共焼結する工程とを含み、比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を空気極材料とし、比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を電解質材料とし、比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を燃料極材料とし、ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、空気極材料には、比表面積が30m2/g超のセリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、燃料極材料には、酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれるようにしている。
【0023】
上記の空気極材料により形成された成形体(以下、空気極基材と呼ぶこともある)の熱収縮率によると、電解質材料である比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体により形成される電解質層の熱収縮率に近づく。
【0024】
また、ランタンフェライト系ペロブスカイト酸化物の組成を0<y≦0.04とした場合には、空気極基材の熱収縮率がさらに高まり、空気極基材の熱収縮率が、電解質材料である比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体により形成される電解質層の熱収縮率にさらに近づく。
【0025】
したがって、空気極基材と電解質層と燃料極層とを共焼結した際に、電解質層にクラックが発生することがなく、電解質層が空気極基材から剥離することがない。
【0026】
さらに、燃料極材料として比表面積が30m2/g未満であるセリウム系酸化物固溶体粉体と、比表面積が8.96m2/g未満である酸化ニッケルの粉体とを混合した粉体を使用することで、空気極基材と電解質層と燃料極層とを共焼結した際に、電解質層にクラックが発生することがなく、燃料極層が電解質層から剥離することがない。
【0027】
したがって、この製造方法によると、空気極基材と電解質層と燃料極層とを共焼結した際に電解質層にクラックが発生することがなく、電解質層が空気極基材から剥離することがなく、燃料極層が電解質層から剥離することがない。
【0028】
ここで、本発明の中温作動固体酸化物形燃料電池の管状の単セルの製造方法において、空気極基材と電解質層とを共焼結した後、別途燃料極層を形成して焼成処理するようにしてもよい。即ち、空気極材料を成形して管状の空気極基材を作製する工程と、空気極基材の両端部を除いた外側表面を第一の保護材により覆う工程と、空気極基材を電解質材料のスラリーに浸漬して空気極基材の内側表面と両端面と両端部とに電解質層を形成する工程と、第一の保護材を除去する工程と、空気極基材と電解質層とを共焼結する工程と、第一の保護材を除去した後の空気極基材の露出面と空気極基材の両端部に形成された電解質層の空気極基材の露出面寄りの端部とを第二の保護材で覆う工程と、空気極基材を燃料極材料のスラリーに浸漬して燃料極層を形成する工程と、第二の保護材とを除去する工程と、燃料極層を焼成する工程とを含むようにしてもよい。
【発明の効果】
【0029】
請求項1に記載の中温作動固体酸化物形燃料電池の管状の単セルによれば、管の内側から外側に向かって燃料極と電解質と空気極とが接合された構造を有しながらも、空気極の厚みが確保されているので、空気極の過電圧を低減して集電損失を減らすことができる。また、空気極基材の外側表面の両端部に形成された電解質層のうちの空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と空気極基材の内側表面及び両端面に形成された電解質層の表面全体とに燃料極層が形成されているので、電解質層の露出面において空気極基材と燃料極層を確実に絶縁することができる。
【0030】
さらに、燃料極を基材とすることなく、燃料極を薄膜化することができる。したがって、燃料極が酸化・還元時の体積変化により破壊されるのを防ぐことができる。
【0031】
しかも、空気極基材を構成する空気極材料にセリウム系酸化物固溶体粉体が混合されているので、三相界面、即ち、空気極と電解質と空気との接触面積が増大する。したがって、反応場を増大させて発電効率を高めることが可能となる。
【0032】
さらに、燃料極材料にセリウム系酸化物固溶体粉体が混合されているので、三相界面、即ち、燃料極と電解質と燃料ガスとの接触面積が増大する。したがって、反応場を増大させて発電効率を高めることが可能となる。
【0033】
また、空気極基材と電解質層とを共焼結しているので、空気極と電解質との界面の接着状態が、共焼結していない空気極と電解質との界面の接着状態と比較して良好となり、出力密度を高めることができる。
【0034】
また、空気極基材と電解質層と燃料極層とを共焼結した場合には、空気極と電解質との界面の接着状態が、共焼結していない空気極と電解質との界面の接着状態と比較して良好になると共に、電解質と燃料極との界面の接着状態が、共焼結していない電解質と燃料極との界面の接着状態と比較して良好となる。したがって、出力密度をさらに高めることができる。また、空気極基材と電解質層と燃料極層とを共焼結した場合には、空気極基材と電解質層と燃料極層との熱収縮挙動が近似することにより、単セル製造時に応力が発生しにくくなるので、単セルに残留応力がほとんど発生しない。したがって、単セルの信頼性を高めることができる。
【0035】
請求項2に記載の中温作動固体酸化物形燃料電池によれば、請求項1に記載の単セルを集積しているので、高出力且つ高発電効率を有する。
【0036】
請求項3に記載の中温作動固体酸化物形燃料電池の単セルの製造方法によれば、管の内側から外側に向かって燃料極と電解質と空気極とが接合された構造を有しながらも、空気極の厚みが確保された単セルを製造することが可能となるので、空気極の過電圧を低減して集電損失を減らすことができる。また、空気極基材の外側表面の両端部に形成された電解質層のうちの空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と空気極基材の内側表面及び両端面に形成された電解質層の表面全体とに燃料極層を形成することができるので、電解質層の露出面において空気極基材と燃料極層を確実に絶縁することができる。
【0037】
さらに、燃料極を基材とする必要がないので、燃料極を薄膜化することができる。したがって、燃料極が酸化・還元時の体積変化により破壊されるのを防ぐことができる。
【0038】
しかも、空気極材料として、ランタンフェライト系ペロブスカイト酸化物粉体にセリウム系酸化物固溶体粉体が混合された粉体を用いているので、三相界面、即ち、空気極基材と電解質層と空気との接触面積が増大する。したがって、反応場を増大させて発電効率をさらに高めることが可能となる。
【0039】
また、燃料極材料としてセリウム系酸化物固溶体粉体が混合された粉体を用いているので、三相界面、即ち、燃料極層と電解質層と燃料ガスとの接触面積が増大する。したがって、反応場を増大させて発電効率を高めることが可能となる。
【0040】
さらに、さらに、燃料極を基材とする必要が無いので、燃料極を薄膜化することができる。したがって、燃料極が酸化・還元時の体積変化により破壊されるのを防ぐことができる。
【0041】
請求項4に記載の中温作動固体酸化物形燃料電池の単セルの製造方法によれば、請求項3に記載の中温作動固体酸化物形燃料電池の単セルの製造方法による効果に加え、空気極と電解質層と燃料極層とを同時に焼成して単セルを製造することが可能となるので、焼成処理の回数を一回とすることができる。したがって、焼成に掛かるコストや手間を低減することができ、また、単セルの製造にかかる時間を大幅に削減でき、歩留まりを向上させることも可能となる。さらに、単セル製造時に応力が発生しにくいので、単セルに残留応力がほとんど無く、機械的に信頼性が高い単セルを提供することが可能となる。また、焼成処理の回数を一回とすることができることから、焼成処理による寸法のずれを最小限に抑えることができるので、寸法精度を高めることが可能となる。
【発明を実施するための最良の形態】
【0042】
以下、本発明を実施するための最良の形態について、図面に基づいて詳細に説明する。
【0043】
図1に本発明の中温作動固体酸化物形燃料電池の単セルの構造を示す。この単セル1は、空気極材料からなる管状の空気極基材3と、空気極基材の内側表面3aと両端面3bと外側表面の両端部3cとに形成された電解質材料からなる電解質層2と、空気極基材の外側表面の両端部3cに形成された電解質層2のうちの両端面3b側とは反対側の端部2’を除いた表面全体及び空気極基材の内側表面3aと両端面3bとに形成された電解質層2の表面全体とに形成された燃料極材料からなる燃料極層4とを共焼結してなるものである。
【0044】
空気極材料として比表面積が30m2/g超のセリウム系酸化物固溶体粉体と比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体とを混合した粉体を使用し、電解質材料として比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を使用し、燃料極材料として比表面積が30m2/g未満のセリウム系酸化物固溶体粉体と比表面積が8.96m2/g未満の酸化ニッケル粉体とを混合した粉体を使用するようにしている。
【0045】
空気極材料、電解質材料及び燃料極材料に用いられる各セリウム系酸化物固溶体粉体は、その組成を同じものとしながらも、比表面積の範囲を異にしている。以下、電解質材料と空気極材料と燃料極材料について詳細に説明する。
【0046】
電解質材料は電解質層2を形成するための材料粉体であり、比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体である(以下、電解質用CLO粉体と呼ぶ)。
【0047】
電解質用CLO粉体の比表面積(S)は、10<S<40m2/gとすることが好ましく、より好ましくは20≦S<40m2/g、さらに好ましくは30≦S<40m2/g、最も好ましくはS=30m2/gである。S>10m2/gとすることで、当該粉体から形成された電解質層2の相対密度(緻密性)の十分に高めてIT−SOFCに求められる電解質性能を満たすことができる。S≦10m2/gの場合には、1200℃で焼成しても相対密度が十分に高まらない。その反面、S≧40m2/gの場合には、1100℃程度で相対密度が十分に高まるものの、熱収縮率が高まり過ぎて、空気極管3との共焼結が難しくなる。尚、S≧30m2/gとすれば、1200℃で少なくとも5時間焼成することで92%以上の相対密度を確実に確保でき、好ましい。
【0048】
電解質用CLO粉体は組成式Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、Ceは除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4である。
【0049】
電解質用CLO粉体の代表的な組成の一例として、Ce0.9Gd0.1O1.95が知られている。そして、セリウム(Ce)とガドリニウム(Gd)は希土類元素であり、Gdの代わりに、スカンジウム(Sc)やイットリウム(Y)を含む他の希土類元素(La、Pr、Nd、Pm、Sm、Eu、Tb、Dy、Ho、Er、Tm、Yb、Lu)により部分置換できることが知られている。
【0050】
部分置換範囲wは、0<w<0.5であれば、酸化物イオン導電性を確保できるが、0<w≦0.4とすることが好ましく、0<w≦0.3とすることがより好ましい。部分置換する前のCeO2の結晶構造は、ホタル石形構造である。希土類元素でこのホタル石形構造をとるのは、セリウム酸化物だけであり、その他の希土類元素は、A−希土構造、B−希土構造、C−希土構造をとる。したがって、wが0.5以上になると、ホタル石形構造をとらなくなる可能性があり、ホタル石形構造の特徴である酸化物イオン導電性が喪失してしまう。そのため、結晶系が確実にホタル石形構造をとるwが0.4以下とすることが好ましい。
【0051】
電解質用CLO粉体は、上記組成式を構成する元素を含む原料により合成される。即ち、Ceを含む原料、Lnを含む原料を出発原料として合成することができる。出発原料の形態としては、酸化物、炭酸塩、硝酸塩、あるいは構成元素そのものが挙げられるが、これらに限られるものではなく、上記組成式で表される電解質用CLO粉体を生成し得る原料を適宜採用することができる。
【0052】
出発原料は上記組成式の組成比となる比で混合する。混合は、例えばエタノール等の有機溶媒を用いて湿式混合により行う。湿式混合後は乾燥して溶媒を揮発させる。次に、空気中で仮焼する。仮焼は、例えば700〜1200℃の温度で、5〜20時間程度行えばよいが、目的の組成物が得られるのであればこの条件に限定されない。
【0053】
上記一連の工程を一度行えば目的の試料を合成できるが、合成が十分に行えない場合には、この一連の工程を数回繰り返してもよい。仮焼後の試料は、ボールミル等を用いて所望の粒径に粉砕する。尚、ここで挙げた合成方法はあくまでも一例であり、この合成方法に限定されるものではない。
【0054】
試料の比表面積は、例えば、共沈法やクエン酸法等の各種液相方法、ボールミル等による粉砕の方法や処理時間、合成温度・時間により適宜制御することができるが、所望の比表面積に制御できるのであれば、これらの方法には限定されない。
【0055】
空気極材料は空気極管3を形成するための材料粉体であり、比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体(以下、空気極用CLO粉体と呼ぶ)とを混合した粉体である。
【0056】
ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1である。
【0057】
このランタンフェライト系ペロブスカイト酸化物はペロブスカイト型酸化物(ABO3)である。代表的な組成の一例として、La0.6Sr0.4Fe0.8Co0.2O3+δが知られており、この場合、AサイトにはLaとSrが、BサイトにはFeとCoが配されている。AサイトはLaの代わりに、スカンジウム(Sc)やイットリウム(Y)を含む他の希土類元素(Ce、Pr、Nd、Pm、Sm、Eu、Gd、Tb、Dy、Ho、Er、Tm、Yb、Lu)により部分置換でき、Srの代わりに、Caで部分置換できることが知られてる。BサイトはCoの代わりに、イオン半径がCoに近い遷移金属元素であるMg、Sc、Ti、V、Cr、Niにより部分置換できることが知られている。
【0058】
Aサイト中のLとAEの組成比については、0<x<0.5であることが好ましく、より好ましくは0.1≦x≦0.4、さらに好ましくは0.2≦x≦0.3である。x=0、x≧0.5とした場合には固体酸化物形燃料電池の空気極として要求される触媒活性及び導電率が低下する。
【0059】
Bサイト中のFeとMの組成比については、0≦z<1と幅を持たせているが、例えば、La1−xSrxFeO3は熱膨張率が他の部材と一致しやすいのに対し、La1−xSrxMO3、特に、La1−xSrxCoO3は触媒活性や導電率が高い。つまり、zが1に近づけば熱膨張率が他の部材と一致し易くなり、zが0に近づけば触媒活性や導電率が高まる。したがって、必要とする電極特性との兼ね合いによりzの値を決定すればよい。
【0060】
AサイトとBサイトの組成比を決定するyは、0≦y≦0.04の範囲で単相のペロブスカイト型酸化物となる。また、0<y≦0.04とすることで、このランタンフェライト系ペロブスカイト酸化物粉体により成形される空気極管3の熱収縮率を高める効果がある。この効果は、0.01≦y≦0.03とすることでより高まり、y=0.02とすることでさらに高まる。
【0061】
そして、このランタンフェライト系ペロブスカイト酸化物は、0<y≦0.04の範囲ではBサイト過剰組成の不定比ペロブスカイト酸化物となるにもかかわらず、その結晶構造が単相となる。したがって、0≦y≦0.04の範囲内では、スピネル(Fe,Co)3O4等の析出が起こらず、空気極としての電極活性が十分に維持される。
【0062】
ここで、xの値とyの値が大きくなるにつれて、ペロブスカイト型酸化物が単相となるzの範囲が狭まる場合がある。本願発明者等の実験によると、(La1−xSrx)1−y(FezCo1−z)O3+δの場合、x=0.2とすると、y=0.02では、0.1<z≦0.9の範囲で単相となり、y=0.04では、0.2<z<0.9の範囲で単相となることが確認されている。また、x=0.4とすると、y=0.02では、0.1<z<0.9の範囲で単相となり、y=0.04では、0.3<z<0.8の範囲で単相となることが確認されている。
【0063】
つまり、zの値は、空気極として要求される電極特性と共に、空気極がペロブスカイト型酸化物の単相となる範囲となるよう、xの値とyの値とにより適宜決定される。
【0064】
このランタンフェライト系ペロブスカイト酸化物粉体の比表面積(S)をS>4m2/gとすることにより、このランタンフェライト系ペロブスカイト酸化物粉体により成形される空気極管3の熱収縮率を高めて、電解質層2の熱収縮率に近づけることができる。S≦4m2/gとすると、熱収縮率が十分に高まらず、電解質層2の熱収縮率に近づけることができない。その結果、空気極管3と電解質層2と燃料極層4とを共焼結した際に電解質層2にクラックが発生したり、電解質層2が空気極管3から剥離する虞がある。
【0065】
また、ランタンフェライト系ペロブスカイト酸化物粉体の比表面積(S)の上限値については、S≦13m2/gであれば、問題なく使用できた。ここで、ランタンフェライト系ペロブスカイト酸化物粉体はペロブスカイト構造を有する複合酸化物であるため、結晶構造の形成に際し加熱する必要がある。したがって、比表面積が13m2/gを超えるランタンフェライト系ペロブスカイト酸化物粉体は入手が困難であり、上限値を規定することが難しい。しかしながら、電解質層2の熱収縮率と近く、且つ空気極管3と電解質層2と燃料極層4とを共焼結した際に電解質層2にクラックが発生したり、電解質層2が空気極管3から剥離することのない比表面積を有するランタンフェライト系ペロブスカイト酸化物粉体であれば、比表面積が13m2/gを超えるランタンフェライト系ペロブスカイト酸化物粉体を使用することも可能である。
【0066】
ここで、本発明者等の実験によれば、ボールミル処理によりランタンフェライト系ペロブスカイト酸化物粉体の熱収縮率が高まることが確認されている。粒子には、一次粒子と二次粒子があり、粒子の最小単位は一次粒子である。一次粒子はその大きさが小さすぎると、一次粒子単独では存在できなくなり、静電気的な力で一次粒子同士が凝集する。これが二次粒子である。そして、ボールミル処理を行うことにより、凝集していた二次粒子が解離して一次粒子となり、熱収縮率が高まる。また、ボールミル処理を行うことで、一次粒子の比表面積も若干大きくなるものの、ボールミル処理前後の比表面積の変化がBET法の測定値に表れないほど小さい場合がある。つまり、比表面積が4m2/gのランタンフェライト系ペロブスカイト酸化物粉体をボールミル処理しても、BET法の測定値として、比表面積がボールミル処理前と同様の4m2/gを示す場合がある。しかしながら、この場合も、理論上はランタンフェライト系ペロブスカイト酸化物粉体の比表面積が4m2/gよりも若干大きくなっていると考えられ、本発明の範囲に含まれる。つまり、比表面積が4m2/gのランタンフェライト系ペロブスカイト酸化物粉体をボールミル処理してから使用に供することが好ましい。
【0067】
ランタンフェライト系ペロブスカイト酸化物粉体は、上記組成式を構成する元素を含む原料により合成される。即ち、Lを含む原料、AEを含む原料、Feを含む原料、Mを含む原料を出発原料として合成される。出発原料の形態としては、酸化物、炭酸塩、硝酸塩、或いは構成元素そのものが挙げられるが、これらに限られるものではなく、上記組成式で表されるランタンフェライト系ペロブスカイト酸化物を生成し得る原料を適宜採用することができる。
【0068】
出発原料は上記組成式の組成比となる比で混合する。混合は、例えばエタノール等の有機溶媒を用いて湿式混合により行う。湿式混合後は乾燥して溶媒を揮発させる。次に、空気中で仮焼する。仮焼は、例えば800〜1200℃の温度で、5〜20時間程度行えばよいが、目的の組成物が得られるのであればこの条件に限定されない。
【0069】
上記一連の工程を一度行えば目的の試料を合成できるが、合成が十分に行えない場合には、この一連の工程を数回繰り返してもよい。仮焼後の試料は、ボールミル等を用いて所望の粒径に粉砕する。尚、ここで挙げた合成方法はあくまでも一例であり、この合成方法に限定されるものではない。
【0070】
試料の比表面積は、例えば、共沈法やクエン酸法等の各種液相方法、ボールミル等による粉砕の方法や処理時間、合成温度・時間により適宜制御することができるが、所望の比表面積に制御できるのであれば、これらの方法には限定されない。
【0071】
ランタンフェライト系ペロブスカイト酸化物粉体に混合される空気極用CLO粉体は、電解質層2として使用する電解質材料である電解質用CLO粉体と同じ組成を有するものである。但し、比表面積の範囲は電解質用CLO粉体とは異なり、比表面積を30m2/g超とするものである。
【0072】
空気極用CLO粉体の比表面積は、電解質用CLO粉体の比表面積よりも大きくすることが好ましい。この場合には、ランタンフェライト系ペロブスカイト酸化物粉体と空気極用CLO粉体とを混合した粉体を成形して得られる空気極管3の熱収縮率を電解質層2の熱収縮率に近づけ易くなる。本発明者等の実験によると、電解質用CLO粉体の比表面積が30m2/gの場合、ランタンフェライト系ペロブスカイト酸化物粉体(比表面積4m2/g)をボールミル処理した粉体に対して空気極用CLO粉体の比表面積を40m2/gとすることが好ましいことが確認されている。つまり、空気極用CLO粉体は、電解質用CLO粉体よりも大きい比表面積、特に電解質用CLO粉体よりも比表面積を10m2/g程度大きくすることが好ましい。そして、空気極用CLO粉体の比表面積(S)は、30<S<50m2/gとすることが好ましく、40≦S<50m2/gとすることがさらに好ましい。
【0073】
ここで、ランタンフェライト系ペロブスカイト酸化物に対する空気極用CLO粉体の混合割合αは、α≦20体積%の範囲では、熱収縮率が十分に高まらないため、電解質層2の熱収縮率に近づけることができず、空気極管3と電解質層2とを共焼結した際に電解質層2にクラックが発生する虞がある。また、ランタンフェライト系ペロブスカイト酸化物はセリウム系酸化物固溶体と反応することは無いものの、セリウム系酸化物固溶体の導電率はランタンフェライト系ペロブスカイト酸化物と比較して3桁程度低いため、α≧50体積%の範囲では、空気極としての電極特性の低下が引き起こされる。したがって、混合割合αは20<α<50体積%とすることが好ましく、より好ましくは25<α<45体積%、さらに好ましくは30<α<40体積%である。尚、混合割合αは以下に示す数式1により計算される値である。
【0074】
[数式1]
(混合割合α(体積%))=(空気極用CLO粉体の体積)/((空気極用CLO粉体の体積)+(ランタンフェライト系ペロブスカイト酸化物粉体の体積))×100
【0075】
また、ランタンフェライト系ペロブスカイト酸化物粉体と空気極用CLO粉体とを混合した粉体を空気極材料として使用した場合、電解質層2と空気極管3と空気の接触面積を増大させて、反応場を増やすことができる。したがって、発電効率が高まる。
【0076】
燃料極材料は燃料極層4を形成するための材料粉体であり、比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体(以下、燃料極用CLO粉体と呼ぶ)とを混合した粉体である。
【0077】
酸化ニッケル(NiO)粉体は、その比表面積(S)をS<8.96m2/gとするものである。S>8.96m2/gとすると、燃料極材料をスラリー化した際に燃料極材料が分散せずに凝集してしまうため、燃料極材料を湿式法によりスラリーコーティング出来なくなる虞があり、S=8.96m2/gとした場合には燃料極材料のスラリー化は可能であるものの、共焼結した際に単セルの電解質層4にクラックが発生したり、燃料極層4が電解質層2から剥離してしまう。したがって、S<8.96m2/gとすることが好ましく、S≦4m2/gとすることがより好ましい。酸化ニッケルの比表面積の下限値については、共焼結した際に単セルの電解質層2にクラックが発生したり、燃料極層4が電解質層2から剥離してしまうことのない範囲であれば特に限定されるものではないが、本発明者等の実験によれば、S=2.8m2/gであれば、共焼結した際にクラックが生じないことが確認されている。したがって、2.8≦S<8.96m2/gとすることがより好ましい。尚、S<2.8m2/gでも共焼結の差異にクラックが生じない可能性はあるが、比表面積が小さすぎると十分な電極性能が得られなくなる虞がある。
【0078】
燃料極用CLO粉体は、電解質材料である電解質用CLO粉体と同じ組成を有するものである。但し、比表面積は電解質用CLO粉体とは異なり、比表面積を30m2/g未満とするものである。比表面積(S)をS≧30m2/gとすると、燃料極層4の熱収縮率が、空気極管3の表面に電解質層2を形成した部材(空気極管3と電解質層2は未焼成)の熱収縮率よりも高まるので、空気極管3と電解質層2と燃料極層4とを共焼結する際にセルが破壊する虞、即ち、電解質層4にクラックが発生したり、燃料極層4が電解質層2から剥離したりする虞がある。また、S<4m2/gとすると、空気極管3の表面に電解質層2を形成した部材との熱収縮率の差が大きくなりすぎて、燃料極層4が電解質層2から剥離する虞がある。したがって、4≦S<30m2/gとすることが好ましく、10≦S≦20m2/gとすることがより好ましく、S=10m2/gとすることがさらに好ましい。
【0079】
燃料極用CLO粉体に対する酸化ニッケル粉体の混合割合βは、Ni金属の体積換算量で30体積%<β<70体積%とすればよいが、40体積%≦β≦60体積%とすることが好ましい。この範囲とすることで、燃料極層4に要求される導電性が確保され、且つ、燃料極層4の熱膨張挙動を電解質層2の熱膨張挙動に近づけることができる。また、発電中のニッケル粒子の凝集が抑制され、酸化ニッケルが還元される初期段階において燃料極層4が収縮するのを防ぐことができる。パーコレーション理論によれば、絶縁性粒子であるセリウム系酸化物固溶体粉体に導電性粒子である酸化ニッケル粉体を添加すると、酸化ニッケルのNi体積換算量で30体積%程度となったときに導電性粒子同士が確率的に多く接触するようになり、導電性が発現する。また、酸化ニッケルのNi体積換算量で70体積%以上を添加すると、燃料極層4の熱膨張挙動を電解質層2の熱膨張挙動に近づけること、発電中のニッケル粒子の凝集が抑制されること、並びに酸化ニッケルが還元される初期段階において燃料極層4が収縮するのを防ぐことを達成することができなくなる。尚、混合割合βは以下に示す数式2により計算される値である。
【0080】
[数式2]
(混合割合β(体積%))=(酸化ニッケルの体積をNi金属の体積に換算した値)/((燃料極用CLO粉体の体積)+(酸化ニッケルの体積をNi金属の体積に換算した値))×100
【0081】
次に、本発明のIT−SOFC用の単セルを製造する形態について図33に基づいて説明する。
【0082】
空気極管3は、空気極材料としてランタンフェライト系ペロブスカイト酸化物粉体と空気極用CLO粉体とを混合した粉体を使用し、これにバインダー及び造孔剤を混合して成形することにより作製される(S1)。ここで、空気極管3は、多孔性であることが不可欠である。バインダーの混合のみで所望の多孔性を確保しようとすると、押し出し用の粘土が柔らかくなり過ぎて、押し出しの際に加工精度を確保できなくなるため、粘土の粘性に影響せず孔の形成を促進する造孔剤を混合する。また、溶媒の水系、非水系の選択、押し出す管の大きさによってもバインダーの添加量は大きく影響する。したがって、バインダーの添加重量はこれらの因子を考慮し、適宜決定される。一例を挙げると、2mmφのチューブを押し出す場合、バインダーは3〜15重量%混合することが好ましい。3重量%以下では押し出す粘度が固すぎて押し出すことができず、15重量%以上では押し出す粘度が柔らかすぎて変形してしまう。押し出す圧力に関しては、押し出しチューブの大きさによって大きく依存するが、2mmφのチューブの場合、空気極材料とバインダーの混合物を、200kgf/cm2程度で加圧成形することにより空気極管3が得られる。この場合、空気極管3の厚みは例えば0.3mm程度である。尚、空気極管3の厚みは、空気極管の直径にも大きく依存するが、例えば2mm付近直径をもつ空気極管の場合、300μm〜800μmとすることが好ましい。空気極管3の厚みを300μm未満とすると、機械強度不足のため基材として十分に機能せず、また、電流が流れる部位の電気抵抗が高くなるため集電損失を十分に低減することができない虞がある。空気極管3の厚みを800μm超とすると、内径が十分に確保出来ず、燃料極に燃料ガスを流すためのガス流路が狭くなってガス拡散性が著しく劣る。
【0083】
水系バインダーとしては、エチルセルロースなどのセルロースを用いることができる。本発明者等の実験によれば、エチルセルロースを混合することにより、空気極管3の熱収縮率にほとんど影響を与えることなく、さらに所望の気孔率も確保できることが確認されている。したがって、バインダーを混合することによる熱収縮率への影響は考慮する必要が無い。尚、バインダーはセルロースに限定されるものではなく、セルロースと同様の効果が得られる物質を適宜用いることができ、例えばエマルジョン樹脂なども用いることができる。
【0084】
空気極の多孔性はバインダーの添加量により調整することができるが、量を多くすると押し出し時に加工精度を確保できなくなる。そのため、多孔性をさらに高める為に、グラファイトやメタクリル樹脂(PMMA)等の有機物を造孔剤として混合してもよい。ただし、造孔剤を多く混合すると焼結体が脆弱になるため、造孔剤の添加重量はこれらの因子を考慮して適宜決定される。本発明者等の実験によれば、グラファイトを混合することにより、空気極管3の熱収縮率にほとんど影響を与えることなく、気孔率を高めることができることが確認されている。したがって、グラファイトを混合することによる熱収縮率への影響は考慮する必要が無い。グラファイトの混合量は20重量%未満とすることが好ましく、10重量%以下とすることがさらに好ましい。20重量%以上では焼結体が脆くなる。尚、造孔剤はグラファイトやメタクリル樹脂(PMMA)に限られるものではなく、これらと同様の効果を得られる物質を適宜用いることができる。
【0085】
空気極管3の成形体は未焼成の状態で基材として供する。
【0086】
次に空気極管3の両端部3cを除いた外側表面を第一の保護材8により覆う(S2)。空気極管3をこのようにマスク処理することにより、空気極管3の表面に選択的に電解質層2を形成することができる。第一の保護材8としては、例えばテフロン(登録商標)シールを用いることができるが、これに限定されるものではない。
【0087】
電解質層2は、電解質用CLO粉体のスラリーに空気極管3を浸漬して形成する。ここで、電解質層2の厚みは例えば10〜30μmとすることが好ましい。30μmを超えると、IT−SOFC用単セルとしての性能を確保し難くなる。また、10μm未満とすると、電解質層2に電子伝導性が発現し、本来、外部回路を通ってエネルギーとして用いられるはずの電子が電解質層2の中を通過し、熱エネルギーとして放出されてしまう。その結果、IT−SOFC用単セルとしての性能を確保し難い。
【0088】
上記の処理により、空気極管3の内側表面3aと両端面3bと両端部3cとに電解質層2が形成される(S3)。
【0089】
電解質層2が乾燥した後、、燃料極層4を形成する。ここで、第一の保護材8で覆う部分と第二の保護材9で覆う部分とは重複しているので、第一の保護材8を除去せず、空気極基材3の両端部3cに形成された電解質層2の第一の保護材8寄りの端部2’を第二の保護材9により覆うことが好ましい(S4)。この場合には、第二の保護材9の使用量が減るので、製造コストを削減できる。勿論、第一の保護材8を除去した後、露出している空気極管3の表面全体と共に空気極基材3の両端部3cに形成された電解質層2の第一の保護材8寄りの端部2’を第二の保護材9で覆うようにしてもよいし、第一の保護材8を除去することなく、第一の保護材8の表面全体と共に空気極基材3の両端部3cに形成された電解質層2の第一の保護材8寄りの端部2’を第二の保護材9で覆うようにしてもよい。
【0090】
尚、第二の保護材9についても、第一の保護材8と同様、例えばテフロン(登録商標)シールを用いることができるが、これに限定されるものではない。
【0091】
燃料極層4は、酸化ニッケル粉体と燃料極用CLO粉体を混合した粉体のスラリーに空気極管3を浸漬して形成する。ここで、燃料極層4の厚みは例えば5〜50μmとすることが好ましい。5μm未満とすると、燃料極層4として要求される導電性の確保が難しくなる。また、50μm超とすると、燃料極層4が酸化・還元される際の体積変化により、燃料極層4が壊れやすくなる。尚、燃料極層の導電率は、空気極の導電率と比較して高いので、厚さを5〜50μmの範囲とすることで、燃料極の集電損失は十分に低減できる。
【0092】
燃料極層4を乾燥させて保護材8、9を除去した後、空気極管3と電解質層2と燃料極層4とを共焼結する(S5)。焼成温度を1300℃とすると空気極管3の気孔率が10%程度になるため、空気極としての性能を確保できなくなる。したがって、焼成温度を1300℃よりも低い温度、即ち、空気極の気孔率を30%以上とすることのできる焼成条件が適宜採用される。本願発明者等の実験によると、焼成温度を1200℃、焼成時間を10時間とした場合、30%の気孔率を確保できる。また、電解質層2を形成している電解質用CLO粉体は、焼成温度を1200℃として5時間以上焼成することで92%の相対密度を確保できる。したがって、共焼結する際の温度を1200℃、焼成時間を5〜10時間とすれば、焼成後の空気極管3の気孔率を30%以上、電解質層2の相対密度を92%以上とすることができる。尚、焼成後の空気極管3の気孔率が30%以上、電解質層2の相対密度が92%となるのであればこの焼成温度及び焼成時間に限定されるものではない。例えば、焼成温度xを1100℃<x<1300℃、好ましくは1150℃<x<1250℃の範囲として、5〜10時間焼成するようにするとよい。また、燃料極層4は、焼成時に多孔性が十分に確保されなくても、使用時に酸化ニッケルがニッケルに還元されて多孔性が確保される。したがって、焼成条件は空気極の多孔性と電解質層の相対密度が確保される条件とすればよい。
【0093】
ここで、「相対密度」とは、試料の実測密度と、格子定数値から得られた理論密度から、以下に示す数式3により計算される値である。
[数式3] (相対密度)=100×(試料密度)/(理論密度)
【0094】
また、「気孔率」とは、数式3により計算される相対密度から、以下に示す数式4により計算される値である。
[数式4] (気孔率)=100−(相対密度)
【0095】
共焼結時の昇温速度については、単セルにクラックが発生しない速度であればよい。一般的には、0.5〜2℃/minであるが、この昇温速度に限定されるものではない。温度分布の存在しない電気炉などを用いればさらに速い昇温速度での共焼結が可能である。
【0096】
以上の工程により、本発明のIT−SOFC用単セルを製造することができる。
【0097】
尚、上述の説明では、空気極管3と電解質層2と燃料極層4とを共焼結する場合について説明したが、空気極管3と電解質層2とを共焼結して空気極と電解質との積層部材を作製した後、別途燃料極層を形成することも可能である。
【0098】
即ち、電解質層2の形成が完了した後、第一の保護材8を除去して空気極管3と電解質層2とを共焼結する。次に、露出している空気極管3の表面全体と共に空気極基材3の両端部3cに形成された電解質層2の第一の保護材8側の端部2’を第二の保護材9で覆った後、酸化ニッケル粉体と燃料極用CLO粉体を混合した粉体のスラリーに空気極管3を浸漬して燃料極層4を形成し、第二の保護材9を除去した後、空気極管3の多孔性が消失しない温度、例えば1050℃〜1200℃未満で1時間程度焼成して単セルを製造することも可能である。
【0099】
次に、IT−SOFCの形状及びモジュール構造について、図3〜図5に基づいて説明する。
【0100】
図3に示す空気極支持形構造の円筒状IT−SOFC用単セルは、比較的大きい空気極円筒管への適用が考えられ、単セルにインターコネクタを有しているケースである。単セルが大きい場合、インターコネクタを単セルに設けることが容易となる。このIT−SOFC用単セル1は、空気極管3の外側表面に形成されたインターコネクタ5によって空気極管3の電流が取り出せるように設けられている。燃料極層4’の部分には金属材料により形成されている集電体6が備えられている。そして、複数の単セルをインターコネクタ5で接続することによって空気極管同士が電気的に接続され、複数の単セルを集電体6で接続することによって燃料極層同士が電気的に接続される。
【0101】
インターコネクタ5は、例えば、ランタンクロマイト系酸化物やチタン系酸化物等の酸化物系セラミックス、銀および銀合金系等の金属を、スラリーコーティング法、溶射法や電気化学蒸着法を用いて形成することができるが、これらに限定されるものではない。
【0102】
ここで、比較的小さい空気極円筒管、例えば50μm〜5mmのチューブ径の円筒管の場合、単セルにインターコネクタを設けることが極めて困難になる。この場合には、図4に示すように、単セルを電気的に並列に配置して、立方体形状としたサブモジュール10を形成することが考えられる(特開2005−166470号公報参照)。
【0103】
図4は、IT−SOFCサブモジュールの分解斜視図であり、図5は、IT−SOFCサブモジュールの外観斜視図である。図4に示すように、IT−SOFCサブモジュール10は、固体酸化物型燃料電池部11と、第1導電性マニホールド12と、第1シール部材13と、インターコネクタ14と、第2導電性マニホールド15と、第2シール部材16と、集電部材17とを備えている。
【0104】
固体酸化物型燃料電池部11は、複数本の単セル1と、管接合電極部19とを備えている。
【0105】
単セル1は、図1に示すように、空気極管3の内側表面3aと両端面3bと外側表面の両端部3cとに形成された電解質材料からなる電解質層2と、空気極管3の外側表面の両端部3cに形成された電解質層2のうちの両端面側とは反対側の端部2’を除いた表面全体及び空気極管3の内側表面3aと両端面3bとに形成された電解質層2の表面全体とに形成された燃料極材料からなる燃料極層4を有している。空気極管3の外側表面の両端部3cに形成された電解質層2のうちの両端面側とは反対側の端部2’を除いた表面全体に形成された燃料極層4’は燃料極の外部引き出し電極として機能する。
【0106】
管接合電極部19は、空気極材料より形成された通気性のある多孔質体である。管接合電極部19の外形としては、IT−SOFCサブモジュール10を集積し易いなどの観点から、立方体形状または直方体形状に形成されることが好ましいが、特に限定されるものではなく、直方体、円柱、三角柱形状など、他の形状に形成されていても良い。
【0107】
管接合電極部19は、単セル1を並列接続して集電する集電体(電気的接続部材)として機能する。
【0108】
また、管接合電極部19は、複数本の単セル1を互いに長手方向に平行に配列固定し、隣り合う複数本の単セル1同士を電気的に接続する役割も有している。
【0109】
また、管接合電極部19中において、単セル1は、燃料極層4’とこの燃料極層4’に隣接する電解質層2’とが、管接合電極部19の面19aより外側に突出されて固定され、管接合電極部19と燃料極層4’とが電気的に接触してショートするのを回避するようにしている。管の他端も、管接合電極部19の面19bより外側に向かって突出されて固定され、管接合電極部19と燃料極層4’とが電気的に接触してショートするのを回避するようにしている。
【0110】
第1導電性マニホールド12は、LaCrO3などの導電性セラミックス、ステンレスなどの耐熱性金属などにより内部が空洞とされた箱状に形成されており、管接合電極部19の面19b側に設けられる。なお、この第1導電性マニホールド12は、単セル1と平行な方向に列設される他のIT−SOFCサブモジュール10の第2導電性マニホールド15との間で電気的接続を担う必要があることから、導電性が要求される。
【0111】
また、第1導電性マニホールド12の面12aの下方には、アルミナ、ジルコニアなどの絶縁性セラミックスなどにより形成された絶縁性の管体24が設けられ、マニホールド12内部と連通されている。この管体24は、第1導電性マニホールド12内に燃料ガスを供給する役割や、単セル1と垂直な方向に一定間隔離れて列設される他のIT−SOFCサブモジュール10の第2導電性マニホールド15(直列接続時)、あるいは、第1導電性マニホールド12(並列接続時)に連通接続する役割を果たす。
【0112】
また、第1導電性マニホールド12の面12aに対向する面12bの下方には、接続孔25が形成され、単セル1と垂直な方向に列設される他のIT−SOFCサブモジュール10の第2導電性マニホールド15に設けられた絶縁性の管体29(直列接続時)、あるいは、第1導電性マニホールド12に設けられた絶縁性の管体24(並列接続時)を接続することができるようになっている。
【0113】
また、第1導電性マニホールド12の固体酸化物型燃料電池部11側の面12cには、単セル1の開口端の位置に対応してガス孔26が形成されており、管体24から第1導電性マニホールド12内に供給された燃料ガスを単セル1内に供給することができるようになっている。
【0114】
第1シール部材13は、マイカガラス、スピネル(MgAl2O4)などのセラミックスなどの材料より形成されており、管接合電極部19の面19bにおける単セル1の周縁部および単セル1同士の隙間に相当する部分に設けられる。なお、第1シール部材13は、管接合電極部19の熱膨張係数に整合している必要がある。
【0115】
第1シール部材13は、第1導電性マニホールド12から単セル1内に導入される燃料ガスが、管接合電極部19内を通らないようにシールするとともに、単セル1の燃料極層4’と第1導電性マニホールド12との間で導通しないようにシールする役割を果たす。
【0116】
インターコネクタ14は、LaCrO3、LaCoO3などの導電性セラミックス、ステンレスなどの耐熱性金属などにより形成されており、第1シール部材13の周囲に設けられている。このインターコネクタ14は、管接合電極部19の集電を行うためのものであり、管接合電極部19と第1導電性マニホールド12との間に介在される。そのため、インターコネクタ14と管接合電極部19との間にこの第1シール部材13が介在されることはない。
【0117】
第2導電性マニホールド15は、上記第1導電性マニホールド12と同様に、LaCrO3などの導電性セラミックス、ステンレスなどの耐熱性金属などにより内部が空洞とされた箱状に形成されており、管接合電極部19の面19a側に設けられている。なお、この第2導電性マニホールド15は、単セル1と平行な方向に列設される他のIT−SOFCサブモジュール10の第1導電性マニホールド12との間で電気的接続を担う必要があることから、導電性が要求される。
【0118】
第2導電性マニホールド15の面15bの下方には、アルミナ、ジルコニアなどの絶縁性セラミックスなどにより形成された絶縁性の管体29が設けられ、マニホールド15内部と連通されている。この管体29は、第2導電性マニホールド15内の燃料ガスを排出する役割や、単セル1と垂直な方向に一定間隔離れて列設される他のIT−SOFCサブモジュール10の第1導電性マニホールド12(直列接続時)、あるいは、第2導電性マニホールド15(並列接続時)に連通接続する役割を果たすものである。
【0119】
また、第2導電性マニホールド12の面15bに対向する面15aには、接続孔30が形成され、単セル1と垂直な方向に列設される他のIT−SOFCサブモジュール10の第1導電性マニホールド12に設けられた絶縁性の管体24(直列接続時)、あるいは、第2導電性マニホールド15に設けられた絶縁性の管体29(並列接続時)を接続することができるようになっている。
【0120】
第2導電性マニホールド15の電池部19側の面15cには、単セル1の燃料極層4’の位置に対応して挿通孔39が形成されており、燃料極層4’を第2導電性マニホールド15内に挿通することができるようになっている。
【0121】
第2シール部材16は、マイカガラス、スピネル(MgAl2O4)などのセラミックスなどの材料より形成されており、管接合電極部19の面19aにおける燃料極層4’以外の部分を覆うようにして設けられる。なお、第2シール部材16は、管接合電極部19の熱膨張係数に整合している必要がある。
【0122】
この第2シール部材16は、第2導電性マニホールド15内の燃料ガスが、管接合電極部19内を通らないようにシールするとともに、管接合電極部19と第2導電性マニホールド15との間で導通しないようにシールする役割を果たす。
【0123】
集電部材17は、第2導電性マニホールド15の内部に設けられるものであり、第2導電性マニホールド15の内壁面と接触して電気的に接続されるとともに、第2導電性マニホールド15内に貫通された燃料極層4’と接触して電気的に接続されるものである。
【0124】
集電部材17を形成する具体的な材料としては、ニッケルフェルト、ニッケルメッシュなどの通気可能な形態を有する金属を好適に用いることができる。また、LaCrO3、LaCoO3などの多孔質導電性セラミックスなどを用いても良い。
【0125】
尚、上述の実施形態は本発明の好適な形態の一例ではあるがこれに限定されるものではなく本発明の要旨を逸脱しない範囲において種々変形実施可能である。
【実施例】
【0126】
以下、実施例を挙げて本発明をさらに具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0127】
(実施例1)
IT−SOFC用空気極材料として用いられるランタンフェライト系ペロブスカイト酸化物の代表的な組成の一例であるLa0.6Sr0.4Fe0.8Co0.2O3+δ(以下、LSFC−Aと呼ぶ)の焼成温度と気孔率との関係について検討した。
【0128】
比表面積が4m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を作製した。次に、以下に示す(a)または(b)の条件で試料を焼成した後、保持時間無しの条件で焼成炉内で室温まで冷却した。焼成処理した試料の表面を走査型電子顕微鏡(日立製、S−4300SE1N)により観察して図6に示す結果を得た。また、焼成処理した試料の気孔率を以下に示す方法により得た。即ち、焼成処理した試料の直径をノギスで測定し、厚さをマイクロメーターで測定して、焼成処理した試料の体積を計算した。次に、焼成処理した試料の重さを電子天秤で測定し、体積との関係から、焼成処理した試料密度を計算した。そして、数式3により計算された相対密度を用いて、数式4により気孔率を計算した。尚、LSFC−Aの理論密度は6.43g/cm3である。
(a)1200℃、10時間、昇温速度200℃/時間
(b)1300℃、10時間、昇温速度200℃/時間
【0129】
気孔率の計算結果から、(a)の焼成条件では30%の気孔率が得られるものの、(b)の焼成条件では10%の気孔率しか得られないことがわかった。気孔率が30%程度であれば、パーコレーション理論により気孔同士が繋がっていると考えられるので、空気極に必要なガス拡散性能を確保することが可能である。したがって、焼成条件を1200℃、10時間とすれば、空気極として確保すべき気孔率が得られることがわかった。
【0130】
(実施例2)
IT−SOFC用電解質材料として用いられるセリウム系酸化物固溶体の代表的な組成の一例であるCe0.9Gd0.1O1.95(以下、CGOと呼ぶ)の比表面積及び焼成条件とその焼結体の相対密度との関係について検討をおこなった。
【0131】
比表面積が(a)10m2/g、(b)30m2/g、(c)40m2/gのCGO粉体(セイミケミカル株式会社、クエン酸塩法により合成)を、それぞれアルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。これらの試料を、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、相対密度を測定して、図7に示す結果を得た。
【0132】
焼成処理した試料の相対密度は以下に説明する計算方法により得た。まず、焼成処理した試料の直径をノギスで測定し、厚さをマイクロメーターで測定して、焼成処理した試料の体積を計算した。次に、焼成処理した試料の重さを電子天秤で測定して、体積との関係から、試料密度を計算した。そして、数式3により相対密度を計算した。尚、CGOの理論密度は7.21g/cm3である。
【0133】
図7において、破線以上(相対密度92%以上)の領域は気体透過性の無い相対密度領域である。この領域内に存在するのは、(b)の1200℃焼結体と(c)の1100℃焼結体及び1200℃焼結体であった。したがって、30m2/g以上の比表面積を有するCGO粉体を1200℃で焼成すれば、気体透過性の無い相対密度を有する電解質を得られることがわかった。
【0134】
(実施例3)
CGOの比表面積と熱収縮率の関係について検討をおこなった。
【0135】
比表面積が(a)10m2/g、(b)30m2/g、(c)40m2/gのCGO粉体(セイミケミカル株式会社、クエン酸塩法により合成)を、それぞれアルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。これらの試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定して、図8に示す結果を得た。
【0136】
試料の熱収縮率は以下に説明する計算方法により得た。まず、加圧成形直後(焼成前)の試料の直径をノギスで測定し、この値を「初期長さ」とした。次に、焼成処理した試料の直径をノギスで測定し、この値を「焼成後長さ」とした。そして、数式5により熱収縮率を計算した。
[数式5] (熱収縮率)=−100×((初期長さ)−(焼成後の長さ))/(初期の長さ)
【0137】
図8に示す結果から、CGOの比表面積が増加するほど、熱収縮率が大きくなり、(c)40m2/gのCGOが最も熱収縮率が大きくなることがわかった。この結果は、CGOの比表面積が大きくなると表面エネルギーが増大し、焼結性が高まることに起因していると考えられる。
【0138】
(実施例4)
CGOとLSFC−Aの熱収縮率について比較検討を行った。
【0139】
比表面積が4m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定した。この結果と実施例3で得られた比表面積30m2/g及び40m2/gのCGOの熱収縮率を図9に示す。この結果から、比表面積30m2/gのCGOとLSFC−Aの熱収縮率が近いことがわかった。したがって、比表面積30m2/gのCGOが、空気極との共焼結を行う電解質材料として有望と考えられたので、比表面積30m2/gのCGOの熱収縮率とLSFC−Aの熱収縮率とをさらに近づけるべく、以下の実施例において、さらに検討を行った。
【0140】
(実施例5)
LSFC−A粉体のボールミル処理の有無による熱収縮率への影響について検討した。
【0141】
比表面積が4m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)40gに対して200gのイットリア部分安定化ジルコニアボールを用い、エタノール100mLを加えて回転式ボールミルで湿式混合した。回転速度は200〜240回転/分とした。また、混合時間は48時間とした。ボールミル処理を行った後のLSFC−A粉体にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定した。この結果と実施例4で得られたボールミル処理を行う前のLSFC−Aの熱収縮率を図10に示す。この結果から、ボールミル処理を行うことで、熱収縮率を高めることができることが確認された。
【0142】
(実施例6)
実施例5の条件によりボールミル処理を行った後のLSFC−A粉体にCGO粉体を混合することによる熱収縮率への影響について検討した。
【0143】
実施例5と同様の方法でボールミル処理を行ったLSFC−A粉体に、比表面積40m2/gのCGO粉体を混合した。LSFC−AとCGOの混合比(体積比)は、(a)8:2、(b)7:3、(c)6:4とした。これらの試料にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定した。結果を図11に示す。尚、図11には実施例5で得られたボールミル処理後のLSFC−A粉体の熱収縮率を参照データとして掲載した。この結果から、700℃〜1100℃の温度領域において、(a)の試料以外ではCGO粉体の混合により熱収縮率を低下させることが可能であることがわかった。1200℃での熱収縮率は、(b)及び(c)の試料の熱収縮率とCGO粉体無添加のLSFC−A粉体の熱収縮率がほぼ一致した。これは、LSFC−Aの方がCGOより融点が低く、LSFC−Aは、1100℃〜1200℃の温度領域で熱収縮率が粒径ではなく粒成長に支配され易くなるためだと考えられる。
【0144】
次に、比表面積30m2/gのCGOと上記(b)及び(c)の試料の熱収縮率の比較図を図12に示す。(b)及び(c)の試料は、比表面積30m2/gのCGOの熱収縮率と測定した全温度領域(600℃〜1200℃)で極めて近くなることがわかった。したがって、CGOとLSFC−Aを、昇温途中でクラックを発生させることなく共焼結できることがわかった。
【0145】
尚、空気極の電極性能保持と上記結果を考慮すると、LSFC−AとCGOの好ましい混合比(体積比)は、50<(LSFC−A)<80体積%、20<(CGO)<50体積%であることがわかった。より好ましい範囲は、60≦(LSFC−A)<80体積%、20<(CGO)≦40体積%、さらに好ましい範囲は、60≦(LSFC−A)≦70体積%、30≦(CGO)≦40体積%である。
【0146】
(実施例7)
CGOを添加したLSCF−Aにバインダーや造孔剤を添加することによる熱収縮率と気孔率への影響について検討した。
【0147】
実施例5と同様の方法でボールミル処理を行ったLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)と比表面積が40m2/gのCGO(セイミケミカル株式会社、クエン酸塩法により合成)を6:4の体積比で混合し、この中に、(a)グラファイト(関東化学製)を10重量%または30重量%になるように添加し、さらに、エチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加えて、アルミナ乳鉢中で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を作製した。この試料を昇温速度200℃/時間として、1200℃で10時間焼成処理した後、保持時間無しの条件で焼成炉内で室温まで冷却した。また、(b)エチルセルロース(ユケン工業株式会社製、YB−132A)のみを10重量%または30重量%になるように添加して同様の焼成処理を行った。そして、試料の熱収縮率と気孔率を測定し、図13を得た。
【0148】
エチルセルロース等のセルロースはバインダーとして用いられ、10〜12重量%の添加量が最適であることが知られている。添加量を15重量%以上とした場合、気孔率が高くなるが、粘度が低くなってしまい、押し出し成型が困難になる。一方、グラファイトは、バインダーとして機能せず、造孔剤として働く。図13に示す結果から、セルロースやグラファイトの添加は、気孔率に与える影響が大きいが、熱収縮率に与える影響は小さく、空気極の熱収縮挙動に影響をほとんど与えることなく、所望の気孔率に制御しうることがわかった。
【0149】
次に、(a)のグラファイトを10重量%添加した試料(試料A)と、(b)のエチルセルロースのみを12重量%添加した試料(試料B)とを走査型電子顕微鏡(日立製、S−4300SE1N)により観察し、図14を得た。この結果、グラファイトを用いた方が細かなミクロ構造を形成することができることがわかった。また、気孔率は30%以上維持しており、1200℃で焼成した後もガス拡散性を有することが確認された。
【0150】
(実施例8)
比表面積が30m2/gのCGOを電解質材料として、実施例5と同様の方法でボールミル処理を行ったLSFC−A粉体と比表面積が40m2/gのCGO粉体を6:4の体積比で混合した粉体を空気極材料として電解質/空気極構造を形成し、これを共焼結した際の電解質層の緻密性について検討した。
【0151】
空気極材料は、エチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状とした。次に、電解質材料はスラリーにして、空気極ペレットの片側表面にコーティングし、1200℃で10時間焼成した(昇温速度200℃/時間)。スラリー液は以下の組成とした。即ち、電解質としてCe0.9Gd0.1O1.95(比表面積30m2/g)30gに対し、トルエン30mL、イソプロパノール35mL、日本油脂製ノニオン1mL、バインダーとしてナカライテスク社製ポリビニルブチラル5gを用い、ボールミルにより混合した。得られた試料の断面を走査型電子顕微鏡(日立製、S−4300SE1N)により観察し、図15を得た。この結果から、電解質層には気孔も無く、極めて緻密に焼結していることが確認された。
【0152】
(実施例9)
不定比組成においてもペロブスカイト形構造を示すランタンフェライト系ペロブスカイト酸化物の組成範囲について検討した。
【0153】
(1)材料合成
(La1−xSrx)1−y(Co1−zFez)O3+δは固相反応法を用いて合成した。出発原料は酸化ランタン(La2O3、高純度化学製、純度99.9%、1500℃、1時間仮焼)、SrCO3(純度99.9%、高純度化学)、Co3O4(純度99.9%、高純度化学)、Fe2O3(純度99.9%、高純度化学)を用い、所定のモル数で秤量し、アルミナ製乳鉢で混合した。この混合物を40MPaで加圧成形して20mmφ、厚さ2mmのペレット状とし、1000℃で10時間仮焼した。
【0154】
以下に、試料の組成及び秤量した出発原料の重量を示す。仮焼粉末は乳鉢により混合し、この混合物を40MPaで加圧成形して20mmφ、厚さ2mmのペレット状とし、さらに、1200℃で10時間仮焼した。この工程を2回繰り返した。
【0155】
(I)x=0.2
(i)0≦z≦1、y=0
試料1:(La0.8Sr0.2)CoO3:La2O3,1.5g;SrCO3, 0.3398g; Co3O4, 0.9229g;
試料2:(La0.8Sr0.2)(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.8315g; Fe2O3,0.0919g;
試料3:(La0.8Sr0.2)(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.7392g; Fe2O3,0.1838g;
試料4:(La0.8Sr0.2)(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.6466g; Fe2O3,0.2757g;
試料5:(La0.8Sr0.2)(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.5543g; Fe2O3,0.3676g;
試料6:(La0.8Sr0.2)(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.4619g; Fe2O3,0.4595g;
試料7:(La0.8Sr0.2)(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.3694g; Fe2O3,0.5514g;
試料8:(La0.8Sr0.2)(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.2772g; Fe2O3,0.6433g;
試料9:(La0.8Sr0.2)(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.1849g; Fe2O3,0.7532g;
試料10:(La0.8Sr0.2)(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.0923g; Fe2O3,0.8271g;
試料11:(La0.8Sr0.2)FeO3:La2O3,1.5g; SrCO3, 0.3398g; Fe2O3,0.9190g;
【0156】
(ii)0≦z≦1、y=0.02
試料12:(La0.8Sr0.2)0.98CoO3:La2O3, 1.5g; SrCO3,0.3398g; Co3O4,0.9416g;
試料13:(La0.8Sr0.2)0.98(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.8484g; Fe2O3,0.09378g;
試料14:(La0.8Sr0.2)0.98(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.7542g; Fe2O3,0.1876g;
試料15:(La0.8Sr0.2)0.98(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.6598g; Fe2O3,0.2813g;
試料16:(La0.8Sr0.2)0.98(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.5656g; Fe2O3,0.3751g;
試料17:(La0.8Sr0.2)0.98(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.4714g; Fe2O3,0.4689g;
試料18:(La0.8Sr0.2)0.98(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.3769g; Fe2O3,0.5627g;
試料19:(La0.8Sr0.2)0.98(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.2912g; Fe2O3,0.6546g;
試料20:(La0.8Sr0.2)0.98(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.1886g; Fe2O3,0.7502g;
試料21:(La0.8Sr0.2)0.98(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.09417g; Fe2O3,0.84398g;
試料22:(La0.8Sr0.2)0.98FeO3:La2O3, 1.5g; SrCO3,0.3398g; Fe2O3,0.93776g;
【0157】
(iii)0≦z≦1、y=0.04
試料23:(La0.8Sr0.2)0.96CoO3:La2O3, 1.5g; SrCO3,0.3398g; Co3O4,0.96137g;
試料24:(La0.8Sr0.2)0.96(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.8661g; Fe2O3,0.09573g;
試料25:(La0.8Sr0.2)0.96(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.76996g; Fe2O3,0.19146g;
試料26:(La0.8Sr0.2)0.96(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.67354g; Fe2O3,0.28719g;
試料27:(La0.8Sr0.2)0.96(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.5774g; Fe2O3,0.38292g;
試料28:(La0.8Sr0.2)0.96(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.4812g; Fe2O3,0.4787g;
試料29:(La0.8Sr0.2)0.96(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.3848g; Fe2O3,0.5744g;
試料30:(La0.8Sr0.2)0.96(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.2887g; Fe2O3,0.67g;
試料31:(La0.8Sr0.2)0.96(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.1926g; Fe2O3,0.7658g;
試料32:(La0.8Sr0.2)0.96(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.3398g; Co3O4,0.096g; Fe2O3,0.8616g;
試料33:(La0.8Sr0.2)0.96FeO3:La2O3, 1.5g; SrCO3,0.3398g; Fe2O3,0.9573g;
【0158】
(II)x=0.4
(i)0≦z≦1、y=0
試料34:(La0.6Sr0.4)CoO3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.2306g;
試料35:(La0.6Sr0.4)(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.109g; Fe2O3,0.1225g;
試料36:(La0.6Sr0.4)(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.9856g; Fe2O3,0.2451g;
試料37:(La0.6Sr0.4)(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.8621g; Fe2O3,0.3676g;
試料38:(La0.6Sr0.4)(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.7391g; Fe2O3,0.4901g;
試料39:(La0.6Sr0.4)(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.6159g; Fe2O3,0.6127g;
試料40:(La0.6Sr0.4)(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.4926g; Fe2O3,0.7352g;
試料41:(La0.6Sr0.4)(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.3695g; Fe2O3,0.8577g;
試料42:(La0.6Sr0.4)(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.2465g; Fe2O3,0.9803g;
試料43:(La0.6Sr0.4)(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.1231g; Fe2O3,1.1028g;
試料44:(La0.6Sr0.4)FeO3:La2O3,1.5g; SrCO3, 0.9062g; Fe2O3,1.2253g;
【0159】
(ii)0≦z≦1、y=0.02
試料45:(La0.6Sr0.4)0.98CoO3:La2O3, 1.5g; SrCO3,0.9062g; Co3O4,1.2557g;
試料46:(La0.6Sr0.4)0.98(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.1312g; Fe2O3,0.125g;
試料47:(La0.6Sr0.4)0.98(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.0056g; Fe2O3,0.25005g;
試料48:(La0.6Sr0.4)0.98(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.8797g; Fe2O3,0.3751g;
試料49:(La0.6Sr0.4)0.98(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.7542g; Fe2O3,0.5001g;
試料50:(La0.6Sr0.4)0.98(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.6285g; Fe2O3,0.62517g;
試料51:(La0.6Sr0.4)0.98(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.50264g; Fe2O3,0.7502g;
試料52:(La0.6Sr0.4)0.98(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.3771g; Fe2O3,0.87525g;
試料53:(La0.6Sr0.4)0.98(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.2515g; Fe2O3,1.0003g;
試料54:(La0.6Sr0.4)0.98(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.12557g; Fe2O3,1.1253g;
試料55:(La0.6Sr0.4)0.98FeO3:La2O3, 1.5g; SrCO3,0.9062g; Fe2O3,1.2504g;
【0160】
(iii)0≦z≦1、y=0.04
試料56:(La0.6Sr0.4)0.96CoO3:La2O3, 1.5g; SrCO3,0.9062g; Co3O4,1.281g;
試料57:(La0.6Sr0.4)0.96(Co0.9Fe0.1)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,1.1548g; Fe2O3,0.1276g;
試料58:(La0.6Sr0.4)0.96(Co0.8Fe0.2)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O41.0266g;Fe2O3,, 0.25528g;
試料59:(La0.6Sr0.4)0.96(Co0.7Fe0.3)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.8981g; Fe2O3,0.3829g;
試料60:(La0.6Sr0.4)0.96(Co0.6Fe0.4)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.7698g; Fe2O3,0.51056g;
試料61:(La0.6Sr0.4)0.96(Co0.5Fe0.5)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.6416g; Fe2O3,0.6382g;
試料62:(La0.6Sr0.4)0.96(Co0.4Fe0.6)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.5131g; Fe2O3,0.7658g;
試料63:(La0.6Sr0.4)0.96(Co0.3Fe0.7)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.3849g; Fe2O3,0.8935g;
試料64:(La0.6Sr0.4)0.96(Co0.2Fe0.8)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.2568g; Fe2O3,1.02112g;
試料65:(La0.6Sr0.4)0.96(Co0.1Fe0.9)O3:La2O3,1.5g; SrCO3, 0.9062g; Co3O4,0.12818g; Fe2O3,1.1488g;
試料66:(La0.6Sr0.4)0.96FeO3:La2O3, 1.5g; SrCO3,0.9062g; Fe2O3,1.2764g;
【0161】
(2)試料の評価法
合成した試料は粉末X線回折(Mac Science社 M18XHF22)装置によって、二次成分の残留状態を分析した。
【0162】
図16に、(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δ(x=0.4、z=0.8)のX線回折測定結果を示す(y=0、y=0.02、y=0.04)。y=0.02の場合にはy=0と同じピークを示しており、ペロブスカイト形構造の単相であることが確認された。一方、y=0.04に関しては、Co3O4やFe3O4、あるいは(Co,Fe)3O4のスピネル形構造に起因すると考えられる小さなピーク(図中の↓部分)が観察され、x=0.4、y=0.04、z=0.8では、ペロブスカイト相とスピネル相の2相混合相であることが確認された。
【0163】
図17に、(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δのX線回折測定結果(y=0、0.02、0.04)から計算した格子定数(a軸)の不定比組成依存性を示す。不定比性が増加する程、格子定数も増加していることが確認された。このことから、不定比性が増加する程、結晶格子のAサイト中に空孔が形成し、結晶格子を大きくすることがわかった。また、(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δの場合、0≦y<0.04が、ペロブスカイト形構造単相で安定に存在できる組成領域であることがわかった。
【0164】
図18に、固相反応合成法とX線回折測定法により得られた(La0.8Sr0.2)1−y(Co1−zFez)O3+δ(x=0.2、0≦z≦1.0)のペロブスカイト相の単相領域(斜線部)を示す。y=0の場合には、0≦z<1.0の範囲で単相となるが、yの値が大きくなるにつれて、単相となる領域が減少し、y=0.02では、0.1<z≦0.9の範囲で、y=0.04では、0.2<z<0.9の範囲で単相となることが確認された。
【0165】
この結果から以下のことが明らかとなった。即ち、x=0.2で且つy=0の場合には、0≦z<1.0で単相となり、0≦z≦0.9の範囲であればより確実に単相となる。x=0.2で且つy=0.02の場合には、0.1<z≦0.9で単相となり、0.2≦z≦0.9であればより確実に単相となる。x=0.2で且つy=0.04の場合には、0.2<z<0.9で単相となり、0.3≦z≦0.8であればより確実に単相となる。
【0166】
図19に、固相反応合成法とX線回折測定法により得られた(La0.6Sr0.4)1−y(Co1−zFez)O3+δ(x=0.4、0≦z≦1.0)のペロブスカイト相の単相領域(斜線部)を示す。y=0の場合には、0≦z<1.0の範囲で単相となるが、yの値が大きくなるにつれて、単相となる領域が減少し、y=0.02では、0.1<z<0.9の範囲で、y=0.04では、0.3<z<0.8の範囲で単相となることが確認された。
【0167】
この結果から以下のことが明らかとなった。即ち、x=0.4で且つy=0の場合には、0≦z<1.0で単相となり、0≦z≦0.9の範囲であればより確実に単相となる。x=0.4で且つy=0.02の場合には、0.1<z<0.9で単相となり、0.2≦z≦0.8であればより確実に単相となる。x=0.4で且つy=0.04の場合には、0.3<z<0.8で単相となり、0.4≦z≦0.7であればより確実に単相となる。
【0168】
(実施例10)
(La0.6Sr0.4)1−z(Co0.2Fe0.8)O3+δ(x=0.4、z=0.8)を不定比組成(Bサイト過剰組成)としたときの熱収縮率に与える影響について検討した。
【0169】
実施例5と同様の方法(但し、処理時間は24時間とした)でボールミル処理を行った比表面積が4m2/gの(La0.6Sr0.4)1−z(Co0.2Fe0.8)O3+δ(y=0、0.02、0.04)(セイミケミカル株式会社、クエン酸塩法により合成)にエチルセルロース(ユケン工業株式会社製、YB−132A)を12重量%加え、アルミナ乳鉢で5分間混合した後、100kgf/cm2で加圧成形して20mmφ、厚さ2mmのペレット状の試料を複数作製した。
【0170】
これらの試料を昇温速度200℃/時間として、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定した。結果を図20に示す。
【0171】
熱収縮率は、y=0.02で最大となった。この理由は、不定比組成になるとAサイト空孔や酸素空孔が形成されて、元素拡散が促進されることによるものと考えられる。一方、x=0.4、z=0.8の場合、y=0.04のランタンフェライト系ペロブスカイト酸化物は2相混合物であり、空孔形成による元素拡散の促進効果があるものの、不純物である(Fe,Co)3O4スピネルが存在することにより熱収縮率が低下していると推測される。実施例9では、x=0.2の場合、0.2<z<0.9であれば、y=0.04でも単相となることが確認されており、x=0.4の場合、0.3<z<0.8であれば、y=0.04でも単相となることが確認されていることから、この範囲のランタンフェライト系ペロブスカイト酸化物であれば、不純物である(Fe,Co)3O4スピネルが存在することによる熱収縮率の低下が生じることなく、Aサイト空孔や酸素空孔が形成されて、元素拡散が促進されることによる効果によって熱収縮率が高まるものと推定される。
【0172】
以上、Aサイト欠損型の0<y≦0.04のランタンフェライト系ペロブスカイト酸化物を用いた場合には、定比(y=0)の場合よりも熱収縮率が高まることから、電解質層との共焼結をさらに好適に実施できることがわかった。そして、熱収縮率を高める効果は、0.01≦y≦0.03とすることで向上し、y=0.02とすることでさらに向上することが示唆された。
【0173】
(実施例11)
燃料極材料を構成するセリウム系酸化物固溶体の代表的な組成の一例であるCe0.9Gd0.1O1.95(CGO)の比表面積とその焼結体の相対密度との関係について検討をおこなった。
【0174】
比表面積が(a)10m2/g、(b)20m2/g、(c)30m2/g、(d)40m2/gのCGO(セイミケミカル株式会社、クエン酸塩法により合成)を、それぞれアルミナ乳鉢で5分間混合した後、200MPaで加圧成形して20mmφ、厚さ3mmのペレット状の試料を複数作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定して、図21に示す結果を得た。
【0175】
尚、図21における破線は、実施例6の(c)のデータである。即ち、未焼成の空気極基材上の片側表面に電解質材料をスラリーコートした電解質/空気極部材の熱収縮率は当該データと近似しているものと考えられることから、このデータを基準として燃料極材料の熱収縮率の比較検討を行った。
【0176】
燃料極材料により形成された成形体の熱収縮率は、電解質/空気極部材の熱収縮率と同等か、あるいは剥離やクラックが生じない程度に小さいものであることが要求される。燃料極材料により形成された成形体の熱収縮率が電解質/空気極部材の熱収縮率よりも大きいと、共焼結時に燃料極層により電解質/空気極部材が押し潰され、単セルの破壊を引き起こす虞がある。図21に示す結果から、比表面積30m2/gのCGOは、空気極/電解質の収縮率と同程度の熱収縮率を有しているが、比表面積20m2/gのCGOでは空気極/電解質の収縮率よりも小さいことがわかった。したがって、CGO単独での熱収縮率の観点から考えた場合、30m2/g以下とする必要があることがわかった。
【0177】
(実施例12)
燃料極材料を構成する酸化ニッケル(NiO)粉体の比表面積とその焼結体の相対密度との関係について検討をおこなった。
【0178】
比表面積が(a)4.0m2/g、(b)8.96m2/g、(c)12.6m2/gのNiO(住友金属鉱山株式会社製)を、それぞれアルミナ乳鉢で5分間混合した後、200MPaで加圧成形して20mmφ、厚さ3mmのペレット状の試料を複数作製した。この試料を、600℃、700℃、800℃、900℃、1000℃、1100℃または1200℃まで昇温して焼成処理(昇温速度200℃/時間、各温度での保持時間無し)した後、保持時間無しの条件で焼成炉内で室温まで冷却し、熱収縮率を測定して、図22に示す結果を得た。
【0179】
図22に示す結果から、比表面積が小さくなる程、熱収縮率は大きくなる傾向が見られた。この結果はボールミル処理を省いたことに起因することが考えられた。即ち、一次粒子が小さい場合には凝集が起こりやすくなって二次粒子の粒径が大きくなったことに起因することが考えられた。そこで、上記(a)から(c)のNiO粉体を実施例5と同様の方法(但し、混合時間のみ24時間とした)でボールミル処理した後、同様の実験を行い、図23に示す結果を得た。尚、ボールミル処理は、実施例5と同様とした。
【0180】
図23に示す結果から、(b)8.96m2/g及び(c)12.6m2/gの場合には熱収縮率が同程度となるが、(a)4.0m2/gの場合に最も大きい熱収縮率を示した。したがって、NiO粉体の比表面積と熱収縮率の関係に関する十分な知見が得られなかった。そこで、燃料極材料であるセリウム系酸化物固溶体粉体と酸化ニッケル(NiO)粉体との混合粉体についての検討に移った。
【0181】
(実施例13)
燃料極材料であるセリウム系酸化物固溶体粉体と酸化ニッケル(NiO)粉体との混合粉体中の酸化ニッケル粉体の比表面積を変化させたときの熱収縮率について検討を行った。
【0182】
まず、以下に示す3種類の試料(a)〜(c)を複数作製した。作成手順は以下の通りとした。即ち、NiOを6.11g、CGOを3.89g秤量し(還元後50vol%Niの組成)、エタノール10mLを用いて、自転・公転方式スパーミキサー「泡取り錬太郎」SP−500(株式会社シンキー)で10分間混合した後、乾燥させた。
試料(a):NiO(4.0m2/g)− CGO(10m2/g)
試料(b):NiO(8.96m2/g)− CGO(10m2/g)
試料(c):NiO(12.6m2/g)− CGO(10m2/g)
【0183】
試料(a)〜(c)は、直径20mmφ、厚み約3mmのペレットに200MPaで加圧成形後、昇温速度200℃/hで各温度まで昇温し、保持時間無しの条件で焼成炉内で室温まで冷却し、収縮率を測定して、図24に示す結果を得た。尚、図24に示す10m2/gの比表面積を有するCGOのデータは、実施例11で得られたデータであり、参照の為に掲載した。
【0184】
図24に示す結果から、NiOの比表面積が大きくなる程、試料の熱収縮率は大きくなることが確認されたが、試料の熱収縮率は、基本的にはCGOの熱収縮率に支配されることがわかった。特に比表面積4m2/gのNiOを用いた試料(a)の場合、比表面積10m2/gのCGOの収縮率曲線とほぼ同じ収縮率曲線を示すことが明らかとなった。
【0185】
以上の結果から、セリウム系酸化物固溶体粉体と酸化ニッケル(NiO)粉体との混合粉体から形成した成形体の熱収縮率はCGOの収縮率に支配されるものの、NiOの比表面積により収縮率が若干高まる可能性があることから、CGOの比表面積を30m2/g未満とすることが、電解質/空気極部材の熱収縮率よりも小さくする上で好ましいことが明らかとなった。また、実施例12においては、NiO粉体の比表面積と熱収縮率の関係に関する十分な知見が得られなかったが、本実施例においては、NiO粉体の比表面積が大きくなるほど、熱収縮率が高まる傾向が見られた。この結果から、CGOの比表面積が20m2/g以下であれば、NiO粉体の比表面積を12.6m2/gとしても電解質/空気極部材の熱収縮率よりも小さくなると考えられるが、CGOの比表面積が20〜30m2/gの場合、特に30m2/gに近づくにつれて電解質/空気極部材の熱収縮率よりも大きくなる可能性があることから、この場合にはNiO粉体の比表面積を8.96m2/g以下とすることが好ましいことがわかった。
【0186】
(実施例14)
燃料極材料のスラリー化について検討した。
【0187】
比表面積が8.96m2/gのNiO粉体を24.44gと、比表面積が10m2/gのCGOを15.56g秤量し、これにバインダー(ユケン工業株式会社製、セランダーYB−132A)を2g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を1.34g、可塑剤(ナカライテスク株式会社製 フタル酸ジオクチル)を0.56g、溶媒(水)を40mL加えて混合し、24時間ボールミル処理した。その後、ビーカーに移し変えて静置したところ、均一分散した安定なスラリーを作製できることが確認できた。
【0188】
次に、比表面積が12.6m2/gのNiO粉体を24.44gと、比表面積が10m2/gのCGOを15.56g秤量し、これにバインダー(ユケン工業株式会社製、セランダーYB−132A)を1.12g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を0.32g、可塑剤(ナカライテスク株式会社製 フタル酸ジオクチル)を0.56g、溶媒(水)を40mL加えて混合し、24時間ボールミル処理した。その後、ビーカーに移し変えて静置したところ、数分後には分離が起こり、安定なスラリーの作製ができないことが明らかとなった。
【0189】
以上、スラリー化を行うためには、NiO粉体の比表面積を8.96m2/g以下とすることが好ましいことがわかった。
【0190】
(実施例15)
燃料極材料であるCGO粉体とNiO粉体の混合割合について検討した。
【0191】
以下に示す3種類の試料(a)〜(c)を複数作製した。
作成手順は以下の通りとした。即ち、比表面積が4.0m2/gのNiO粉体を所定量、比表面積が10m2/gのCGOを所定量秤量し、エタノール10mLを用いて、自転・公転方式スパーミキサー「泡取り錬太郎」SP−500(株式会社シンキー)で10分間混合した後、乾燥させた。
試料(a):(還元後40vol%Niの組成)NiO5.12g、CGO4.88g
試料(b):(還元後50vol%Niの組成)NiO6.11g、CGO3.89g
試料(c):(還元後60vol%Niの組成)NiO7.02g、CGO2.98g
【0192】
試料(a)〜(c)は、直径20mmφ、厚み約3mmのペレットに200MPaで加圧成形後、昇温速度200℃/hで各温度まで昇温し、保持時間無しの条件で焼成炉内で室温まで冷却し、収縮率を測定して、図25に示す結果を得た。尚、図25に示す10m2/gの比表面積を有するCGOのデータは、実施例11で得られたデータであり、参照の為に掲載した。また、図25における破線は、実施例6の(c)のデータを電解質/空気極部材の熱収縮率のデータとして掲載した。また、図25におけるNiOのデータは、実施例12のボールミル処理後のNiO(比表面積4.0m2/g)のデータであり、参照のために掲載した。
【0193】
図25に示す結果から、還元時のNi含有量(β)が40体積%≦β≦60体積%の範囲では熱収縮率が変わらないことが確認された。即ち、燃料極に要求される導電性が確保され、且つ、燃料極の熱膨張挙動を電解質の熱膨張挙動に近づけることができる。また、発電中のニッケル粒子の凝集が抑制され、酸化ニッケルが還元される初期段階において燃料極層4が収縮するのを防ぐことができる40体積%≦β≦60体積%の範囲であれば、混合割合を変化させても熱収縮率には影響が及ぼされず、共焼結に悪影響を及ぼすことがないことが明らかとなった。
【0194】
(実施例16)
実施例5と同様の方法でボールミル処理を行った比表面積が7.2m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)2000gに対し、比表面積が39m2/gのCGO(セイミケミカル社製、クエン酸塩法により合成)を1522g混合した(体積比60:40)。これにバインダー(ユケン工業製YB−132A)を388g、造孔材PMMAビーズ(積水化成品工業MB30X-5)を704g、純水を824mL加え、1時間程度混合機(ダルトン製、5DMV-01-r)により混合した。次に、これを3本ロール(ノリタケカンパニーリミテッド製NR-42A)で混錬し、均質な粘土を得た。
【0195】
得られた粘土は、押し出し成型機(石川時鉄工所製、EP−3D)により、外径約3mm、内径約2.2mm程度の金型で押し出して空気極チューブとした。この空気極チューブを乾燥させた後、比表面積が30m2/gのCGO粉体(阿南化成製)のスラリーを、ディップコーターを用いて空気極チューブの外側表面にコーティングし、電解質層を形成した。
【0196】
CGO粉体のスラリーは、CGO粉体40gに対し、有機系溶剤(トルエンとイソプロパノールの混合溶液)を40mL混合し、さらにバインダー(ユケン工業株式会社製、セランダーYB−132A)を1.12g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を0.32g、可塑剤(ナカライテスク株式会社製、フタル酸ジオクチル)を0.56g、回転式ボールミルで24時間混合して調製した。
【0197】
電解質層を乾燥させた後、実施例14で調製したNiO−CGOスラリー(NiO粉体の比表面積:8.96m2/g)を表面にコーティングして燃料極層を形成し、空気極チューブと電解質層と燃料極層とを1200℃で10時間焼成(共焼結)した。
【0198】
その結果、図26に示すように、燃料極層が電解質層から剥離することが確認された。尚、図26における(a)は共焼結前の単セルの状態を示す図であり、(b)は共焼結後の単セルの状態を示す図である。
【0199】
そこで、NiOの比表面積が4m2/gのNiO−CGOスラリーを用いて単セルを作製したところ、図27のように燃料極層4が電解質層2から剥離することなく、またセルにクラック等が生じないことが確認できた。この結果から、NiO粉体の比表面積は8.96m2/g未満とすることが好ましく、4m2/g以下とすることがより好ましいことが明らかとなった。
【0200】
また、NiOの比表面積が2.8m2/gのNiO−CGOスラリーを用いて単セルを作製した場合にも、燃料極層4が電解質層2から剥離することなく、またセルにクラック等が生じないことが確認できた。この結果から、NiO粉体の比表面積は少なくとも2.8m2/g以上であればよいことが明らかとなった。
【0201】
(実施例17)
実施例16で作製した単セルの発電性能を評価した。空気極側の集電は、単セル端部の空気極露出面に白金線を巻き付け、これを銀ペーストにより固定して行った。燃料極側の集電は、燃料極に白金メッシュを巻きつけ、これを銀ペーストにより固定するとともに白金線を巻きつけて行った。単セルの両端は、空気を供給するアルミナ管とセラミック接着剤(アロンセラミックC+CC)で固定し、単セルの内側には空気を100mL/分で供給し、単セルの外側には燃料ガス(30vol%H2+70vol%N2)を100mL/分で供給した。電流はカレントパルスジェネレータ(日厚計測 NCPG−105S)で流し、電圧測定にはエレクトロメータ(北斗電工 HC−104)を用いた。尚、単セルの有効電極面積は0.25cm2とした。
【0202】
単セルの発電性能は作動温度を500℃、550℃並びに600℃として評価した。結果を図Yに示す。図28において、▲は500℃における電圧を表し、●は550℃における電圧を表し、■は600℃における電圧を表す。また、△は500℃における出力密度を表し、○は550℃における出力密度を表し、□は600℃における出力密度を表す。この結果から、500℃では0.05W/cm2(0.443V、0.12A/cm2)、550℃では0.08W/cm2(0.369V、0.2A/cm2)、600℃では0.09W/cm2(0.459V、0.2A/cm2)の高い出力が得られることが確認された。
【0203】
(実施例18)
空気極基材3と電解質層2とを共焼結した後、電解質層2の表面に燃料極層4をコーティングしてこれを焼成処理した単セルの発電性能の評価を行った。
【0204】
空気極材料として、La0.6Sr0.4Co0.2Fe0.8O3(セイミケミカル社製13.648g(比表面積9m2/g))とCGO(セイミケミカル社製10.3752g(比表面積40m2/g))を水10mL、バインダーとして関東化学社製セルロース6g、関東化学社製グラファイト6g混ぜ、ボールミルで混合し、乾燥後、200MPaの圧力で3cmφのペレットにした。電解質は阿南化成社製CGO(30m2/g)を30g、トルエン30mL、イソプロパノール35mL、日本油脂製ノニオン1mL、バインダーとしてナカライテスク社製ポリビニルブチラル5gを用い、ボールミルにより混合し、スラリーにした後、空気極ペレットにコーティングし、1200℃で10時間共焼結した。燃料極スラリーとして、セイミケミカル社製NiO-CGO(比表面積14m2/g、NiOをNi金属の体積換算量で50体積%含有)、トルエン30mL、イソプロパノール35mL、日本油脂製ノニオン1mL、バインダーとしてナカライテスク社製ポリビニルブチラル5gを用い、造孔材として関東化学社製グラファイト6gボールミルにより混合し、スラリーにした後、電解質上にコーティングした。その後、1100℃、1時間で焼成し、単セルとした。
【0205】
この単セルの発電性能を図30に示す測定系39により評価した。空気極3側及び燃料極4側の集電は、電圧及び電流端子の白金線を白金ペーストで固定した白金メッシュ40で行った。燃料極4側のみパイレックス(登録商標)ガラスのOリング41でシールした。空気を50mL/分で供給し、燃料ガスとして水素を50mL/分で供給した。電流はカレントパルスジェネレータ(日厚計測NCPG-105S)で流し、電圧測定にはエレクトロメータ(北斗電工 HC-104)を用いた。
【0206】
単セルの発電性能は作動温度を500℃、550℃並びに600℃として評価した。結果を図29に示す。図29において、(a)は500℃における測定結果を表し、(b)は550℃における測定結果を表し、(c)は600℃における測定結果を表している。この結果から、500℃では0.0185W/cm2(0.37V、0.05A/cm2)、550℃では0.034W/cm2(0.34V、0.1A/cm2)、600℃では0.05W/cm2(0.27V、0.2A/cm2)の出力が得られることが確認された。空気極基材と電解質層とを共焼結していることから、高い出力密度が得られることが確認されたが、実施例17と比較すると、出力密度が低いことが明らかとなった。即ち、空気極基材と電解質層と燃料極層とを共焼結することにより、出力密度が高められることが明らかとなった。
【0207】
実施例18では、空気極と電解質層との共焼結法を行い、その後、スラリーコーティング法により燃料極層を電解質層の表面に形成して焼きつけ、単セルを製造したが、燃料極層を焼き付ける際に、空気極が焼結により緻密化するため、燃焼極層の焼結が可能で且つ出来る限り低い温度で焼成する必要があり、燃料極を1100℃で焼成した。したがって、電解質と燃料極との界面の接着力が小さく、電解質/燃料極界面の物質移動がスムーズに進行できなくなった結果、燃料極の過電圧が高くなり、性能が低くなったものと推定される。一方で、実施例16では、1200℃で空気極と電解質層と燃料極層とを同時に焼成したことにより、電解質と燃料極との界面を1200℃で焼成することができ、その結果、電解質と燃料極との界面の接着力が高まって、性能が高まったものと推定される。
【0208】
以上、本発明の中温作動固体酸化物形燃料電池の空気極支持形単セルの製造方法によれば、焼成処理回数の削減を達成しながら、同時に出力密度を高めて発電効率を向上させることができるという優れた利点を有することが明らかとなった。
【0209】
(実施例19)
比表面積が30m2/gのCGOを電解質材料として、実施例5と同様の方法でボールミル処理を行ったLSFC−A粉体と比表面積が39m2/gのCGO粉体を6:4の体積比で混合した粉体を空気極材料として、空気極管の内側表面と両端面と両端部とに電解質層を形成し、これを共焼結した際の電解質層の緻密性について検討した。
【0210】
実施例5と同様の方法でボールミル処理を行った比表面積が7.2m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)2000gに対し、比表面積が39m2/gのCGO(セイミケミカル社製、クエン酸塩法により合成)を1522g混合した(体積比60:40)。これにバインダー(ユケン工業製YB−132A)を388g、造孔材PMMAビーズ(積水化成品工業MB30X-5)を704g、純水を824mL加え、1時間程度混合機(ダルトン製、5DMV-01-r)により混合した。次に、これを3本ロール(ノリタケカンパニーリミテッド製NR-42A)で混錬し、均質な粘土を得た。得られた粘土は、押し出し成型機(石川時鉄工所製、EP−3D)により、外径約3mm、内径約2.2mm程度の金型で押し出して空気極チューブとした。
【0211】
CGO粉体のスラリーは、CGO粉体40gに対し、有機系溶剤(トルエンとイソプロパノールの混合溶液)を40mL混合し、さらにバインダー(ユケン工業株式会社製、セランダーYB−132A)を1.12g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を0.32g、可塑剤(ナカライテスク株式会社製、フタル酸ジオクチル)を0.56g、回転式ボールミルで24時間混合して調製した。
【0212】
空気極チューブの両端部を除いた外側表面にテフロン(登録商標)テープを貼り付けた後、空気極チューブをCGO粉体のスラリーに浸漬して電解質層を形成した。
【0213】
電解質層を乾燥させた後、テフロン(登録商標)テープを剥がし、空気極チューブと電解質層とを1200℃で10時間焼成(共焼結)して、空気極チューブと電解質層との積層部材を得た。
【0214】
この空気極チューブと電解質層との積層部材を、空気極チューブの軸方向と垂直な方向に切断し、切断面を走査型電子顕微鏡(日立製、S−4300SE1N)により観察し、図31を得た。この結果から、電解質層には気孔も無く、極めて緻密に焼結していることが確認された。また、電解質層の剥離やクラックの発生も見られず、本発明により品質の高い空気極チューブと電解質層との積層部材が作製が可能であることが明らかとなった。
【0215】
(実施例20)
管の内側から外側に向かって燃料極と電解質と空気極とが接合されながらも、空気極の厚みが確保された中温作動固体酸化物形燃料電池の管状の単セルを本発明の製造方法に基づいて作製した。
【0216】
実施例5と同様の方法でボールミル処理を行った比表面積が7.2m2/gのLSFC−A粉体(セイミケミカル株式会社、クエン酸塩法により合成)2000gに対し、比表面積が39m2/gのCGO(セイミケミカル社製、クエン酸塩法により合成)を1522g混合した(体積比60:40)。これにバインダー(ユケン工業製YB−132A)を388g、造孔材PMMAビーズ(積水化成品工業MB30X-5)を704g、純水を824mL加え、1時間程度混合機(ダルトン製、5DMV-01-r)により混合した。次に、これを3本ロール(ノリタケカンパニーリミテッド製NR-42A)で混錬し、均質な粘土を得た。
【0217】
得られた粘土は、押し出し成型機(石川時鉄工所製、EP−3D)により、外径約3mm、内径約2.2mm程度の金型で押し出して空気極チューブとした。
【0218】
CGO粉体のスラリーは、CGO粉体40gに対し、有機系溶剤(トルエンとイソプロパノールの混合溶液)を40mL混合し、さらにバインダー(ユケン工業株式会社製、セランダーYB−132A)を1.12g、分散剤(ナカライテスク株式会社製 ポリビニルピロリドン)を0.32g、可塑剤(ナカライテスク株式会社製、フタル酸ジオクチル)を0.56g、回転式ボールミルで24時間混合して調製した。
【0219】
空気極チューブの両端部を除いた外側表面にテフロン(登録商標)テープを貼り付けた後、空気極チューブをCGO粉体のスラリーに浸漬して電解質層を形成した。
【0220】
電解質層を乾燥させた後、テフロン(登録商標)テープを貼り付けた部分と空気極基材の両端部に形成された電解質層のテフロン(登録商標)テープ寄りの端部とにテフロン(登録商標)テープを貼り付け、実施例14で作製したNiOの比表面積が4m2/gのNiO−CGOスラリーまたはNiOの比表面積が2.8m2/gのNiO−CGOスラリーに空気極チューブを浸漬して燃料極層を形成し、空気極チューブと電解質層と燃料極層とを1200℃で10時間焼成(共焼結)した。
【0221】
その結果、燃料極層が電解質層から剥離することなく、またセルにクラック等が生じないことが確認できた。図32にこのセルの外観を示す。
【0222】
以上の結果から、本発明により、図1に示す構造の単セルを作製可能であることが明らかとなった。
【図面の簡単な説明】
【0223】
【図1】本発明の単セルの一例を示した図である。
【図2】多孔質焼結体を用いたときの焼成時における部材の伸び縮みの概念を示した図である。
【図3】単セルに集電体を設けたIT−SOFCの例を示す図である。
【図4】単セルを接続したIT−SOFCの例を示す分解斜視図である。
【図5】単セルを接続したIT−SOFCの例を示す外観斜視図である。
【図6】LSFC−Aの電子顕微鏡写真である。
【図7】異なる比表面積(10m2/g、30m2/g、40m2/g)を有するCGOの焼成温度と相対密度の関係を示した図である。
【図8】異なる比表面積(10m2/g、30m2/g、40m2/g)を有するCGOの焼成温度と熱収縮率の関係を示した図である。
【図9】比表面積30m2/g及び40m2/gを有するCGOと比表面積4m2/gを有するLSFC−Aの焼成温度と熱収縮率の関係を示した図である。
【図10】ボールミル処理前後のLSFC−Aの焼成温度と熱収縮率の関係を示した図である。
【図11】ボールミル処理後のLSFC−Aに比表面積40m2/gを有するCGOを添加した試料の焼成温度と熱収縮率の関係を示した図である。
【図12】LSFC−AとCGO(比表面積40m2/g)の混合物と、CGO(比表面積30m2/g)の焼成温度と熱収縮率の関係を示した図である。
【図13】LSFC−AとCGO(比表面積40m2/g)を6:4の体積比で混合した混合物にセルロース(バインダー)とグラファイト(造孔剤)を添加したときの添加量と熱収縮率、添加量と気孔率の関係を示した図である。
【図14】LSFC−AとCGO(比表面積40m2/g)を6:4の体積比で混合した混合物にセルロース(バインダー)とグラファイト(造孔剤)を添加した試料の電子顕微鏡写真を示した図である。
【図15】比表面積30m2/gのCGOを電解質材料とし、LSFC−AとCGO(比表面積40m2/g)を6:4の体積比で混合した粉体を空気極材料として電解質/空気極構造を形成し、これを共焼結した際の電子顕微鏡による断面写真である。
【図16】(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δのX線回折測定結果を示した図である(y=0、0.02、0.04)。
【図17】(La0.6Sr0.4)1−y(Co0.2Fe0.8)O3+δのX線回折測定結果(y=0、0.02、0.04)から、計算した格子定数a軸の不定比組成依存性を示した図である。
【図18】固相反応合成法とX線回折測定法により得られた(La0.6Sr0.4)1−y(Co1−zFez)O3+δ(0≦z≦1.0)のペロブスカイト相の単相領域(斜線部)を示した図である。
【図19】固相反応合成法とX線回折測定法により得られた(La0.8Sr0.2)1−y(Co1−zFez)O3+δ(0≦z≦1.0)のペロブスカイト相の単相領域(斜線部)を示した図である。
【図20】(La0.6Sr0.4)1−yFe0.8Co0.2O3+δ(y=0、0.02、0.04)の熱収縮率の温度依存性を示した図である。
【図21】異なる比表面積(10m2/g、20m2/g、30m2/g、39m2/g)を有するCe0.9Gd0.1O1.95試料の焼成温度と熱収縮率の関係を示した図である。
【図22】異なる比表面積(4.0m2/g、8.96m2/g、12.6m2/g)を有するNiO試料の焼成温度と熱収縮率の関係を示した図である。
【図23】異なる比表面積(4.0m2/g、8.96m2/g、12.6m2/g)を有するNiO試料をボールミル処理した後の焼成温度と熱収縮率の関係を示した図である。
【図24】異なる表面積(4.0m2/g、8.96m2/g、12.6m2/g)を有するNiOを用いたNiO−CGO(10.0m2/g)燃料極試料(Ni金属量の体積換算で50体積%Ni)の焼成温度と熱収縮率の関係を示した図である。
【図25】異なるNiO量(金属Ni量の体積換算量、40体積%Ni、50体積%Ni、60体積%Ni)を添加したCGO(比表面積10m2/g)の熱収縮挙動を示した図である。
【図26】空気極基材と電解質層と燃料極層との同時共焼結がうまくいかなかった空気極支持形単セル示した写真である。
【図27】空気極基材と電解質層と燃料極層との同時共焼結により製造した空気極支持形単セルを示した写真である。
【図28】空気極基材と電解質層と燃料極層との同時共焼結により製造した空気極支持形単セルの発電特性を示した図である。
【図29】空気極基材と電解質層とを同時共焼結した後、燃料極層を別途形成した空気極支持形単セルの発電特性を示した図である。
【図30】空気極基材と電解質層とを同時共焼結した後、燃料極層を別途形成した空気極支持形単セルの測定系を示す図である。
【図31】空気極管の内側に電解質層を形成した試料の断面の電子顕微鏡写真を示す図である。
【図32】空気極管の内側に電解質層と燃料極層とを形成した試料の外観を示した写真である。
【図33】本発明の管状の単セルの製造過程を説明する図である。
【符号の説明】
【0224】
1 単セル
2 電解質層
3 空気極
4 燃料極層
8 第一の保護材
9 第二の保護材
【特許請求の範囲】
【請求項1】
比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を空気極材料とし、
比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を電解質材料とし、
比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を燃料極材料とし、
前記ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、
前記セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、
前記酸化ニッケルの組成式はNiOであり、
前記空気極材料には、比表面積が30m2/g超の前記セリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、
前記燃料極材料には、前記酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれ、
前記空気極材料からなる管状の空気極基材と、前記空気極基材の内側表面と両端面と外側表面の両端部とに形成された前記電解質材料からなる電解質層と、前記空気極基材の外側表面の両端部に形成された前記電解質層のうちの前記空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と前記空気極基材の内側表面及び両端面に形成された前記電解質層の表面全体とに形成された前記燃料極材料からなる燃料極層とを有し、少なくとも前記空気極基材と前記電解質層とが共焼結されていることを特徴とする中温作動固体酸化物形燃料電池の管状の単セル。
【請求項2】
請求項1に記載の単セルが集積された中温作動固体酸化物形燃料電池。
【請求項3】
空気極材料を成形して管状の空気極基材を作製する工程と、
前記空気極基材の両端部を除いた外側表面を第一の保護材により覆う工程と、
前記空気極基材を電解質材料のスラリーに浸漬して前記空気極基材の内側表面と両端面と両端部とに電解質層を形成する工程と、
前記第一の保護材を除去する工程と、
前記空気極基材と前記電解質層とを共焼結する工程と、
前記第一の保護材を除去した後の前記空気極基材の露出面と前記空気極基材の両端部に形成された前記電解質層の前記空気極基材の露出面寄りの端部とを第二の保護材で覆う工程と、
前記空気極基材を燃料極材料のスラリーに浸漬して燃料極層を形成する工程と、
前記第二の保護材を除去する工程と、
前記燃料極層を焼成する工程とを含み、
比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を前記空気極材料とし、
比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を前記電解質材料とし、
比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を前記燃料極材料とし、
前記ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、
前記セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、
前記空気極材料には、比表面積が30m2/g超の前記セリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、
前記燃料極材料には、前記酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれていることを特徴とする中温作動固体酸化物形燃料電池の管状の単セルの製造方法。
【請求項4】
空気極材料を成形して管状の空気極基材を作製する工程と、
前記空気極基材の両端部を除いた外側表面を第一の保護材により覆う工程と、
前記空気極基材を電解質材料のスラリーに浸漬して前記空気極基材の内側表面と両端面と両端部とに電解質層を形成する工程と、
少なくとも前記空気極基材の両端部に形成された前記電解質層の前記第一の保護材寄りの端部を第二の保護材により覆う工程と、
前記空気極基材を燃料極材料のスラリーに浸漬して燃料極層を形成する工程と、
前記第一の保護材と前記第二の保護材とを除去する工程と、
前記空気極基材と前記電解質層と前記燃料極層とを共焼結する工程とを含み、
比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を前記空気極材料とし、
比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を前記電解質材料とし、
比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を前記燃料極材料とし、
前記ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、
前記セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、
前記空気極材料には、比表面積が30m2/g超の前記セリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、
前記燃料極材料には、前記酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれていることを特徴とする中温作動固体酸化物形燃料電池の管状の単セルの製造方法。
【請求項1】
比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を空気極材料とし、
比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を電解質材料とし、
比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を燃料極材料とし、
前記ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、
前記セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、
前記酸化ニッケルの組成式はNiOであり、
前記空気極材料には、比表面積が30m2/g超の前記セリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、
前記燃料極材料には、前記酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれ、
前記空気極材料からなる管状の空気極基材と、前記空気極基材の内側表面と両端面と外側表面の両端部とに形成された前記電解質材料からなる電解質層と、前記空気極基材の外側表面の両端部に形成された前記電解質層のうちの前記空気極基材の長手方向の中心に向かう側の端部を除いた表面全体と前記空気極基材の内側表面及び両端面に形成された前記電解質層の表面全体とに形成された前記燃料極材料からなる燃料極層とを有し、少なくとも前記空気極基材と前記電解質層とが共焼結されていることを特徴とする中温作動固体酸化物形燃料電池の管状の単セル。
【請求項2】
請求項1に記載の単セルが集積された中温作動固体酸化物形燃料電池。
【請求項3】
空気極材料を成形して管状の空気極基材を作製する工程と、
前記空気極基材の両端部を除いた外側表面を第一の保護材により覆う工程と、
前記空気極基材を電解質材料のスラリーに浸漬して前記空気極基材の内側表面と両端面と両端部とに電解質層を形成する工程と、
前記第一の保護材を除去する工程と、
前記空気極基材と前記電解質層とを共焼結する工程と、
前記第一の保護材を除去した後の前記空気極基材の露出面と前記空気極基材の両端部に形成された前記電解質層の前記空気極基材の露出面寄りの端部とを第二の保護材で覆う工程と、
前記空気極基材を燃料極材料のスラリーに浸漬して燃料極層を形成する工程と、
前記第二の保護材を除去する工程と、
前記燃料極層を焼成する工程とを含み、
比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を前記空気極材料とし、
比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を前記電解質材料とし、
比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を前記燃料極材料とし、
前記ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、
前記セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、
前記空気極材料には、比表面積が30m2/g超の前記セリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、
前記燃料極材料には、前記酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれていることを特徴とする中温作動固体酸化物形燃料電池の管状の単セルの製造方法。
【請求項4】
空気極材料を成形して管状の空気極基材を作製する工程と、
前記空気極基材の両端部を除いた外側表面を第一の保護材により覆う工程と、
前記空気極基材を電解質材料のスラリーに浸漬して前記空気極基材の内側表面と両端面と両端部とに電解質層を形成する工程と、
少なくとも前記空気極基材の両端部に形成された前記電解質層の前記第一の保護材寄りの端部を第二の保護材により覆う工程と、
前記空気極基材を燃料極材料のスラリーに浸漬して燃料極層を形成する工程と、
前記第一の保護材と前記第二の保護材とを除去する工程と、
前記空気極基材と前記電解質層と前記燃料極層とを共焼結する工程とを含み、
比表面積が4m2/g超のランタンフェライト系ペロブスカイト酸化物粉体と比表面積が30m2/g超のセリウム系酸化物固溶体粉体とを混合した粉体を前記空気極材料とし、
比表面積が10m2/g超〜40m2/g未満のセリウム系酸化物固溶体粉体を前記電解質材料とし、
比表面積が8.96m2/g未満の酸化ニッケル粉体と比表面積が30m2/g未満のセリウム系酸化物固溶体粉体とを混合した粉体を前記燃料極材料とし、
前記ランタンフェライト系ペロブスカイト酸化物粉体の組成式は、(L1−xAEx)1−y(FezM1−z)O3+δで表され、Lはスカンジウム(Sc)、イットリウム(Y)及び希土類元素からなる群より選ばれた一種又は二種以上の元素であり、AEはカルシウム(Ca)及びストロンチウム(Sr)の群からなる一種又は二種の元素であり、Mはマグネシウム(Mg)、スカンジウム(Sc)、チタン(Ti)、バナジウム(V)、クロム(Cr)、コバルト(Co)及びニッケル(Ni)からなる群より選ばれた一種又は二種以上の元素であり、0<x<0.5、0≦y≦0.04、0≦z<1であり、
前記セリウム系酸化物固溶体粉体の組成式は、Ce1−wLnwO2+δで表され、Lnはスカンジウム(Sc)、イットリウム(Y)及び希土類元素(但し、セリウム(Ce)は除く)からなる群より選ばれた一種又は二種以上の元素であり、0<w≦0.4であり、
前記空気極材料には、比表面積が30m2/g超の前記セリウム系酸化物固溶体粉体が20体積%超〜50体積%未満含まれ、
前記燃料極材料には、前記酸化ニッケル粉体がNi金属の体積換算量で40体積%〜60体積%含まれていることを特徴とする中温作動固体酸化物形燃料電池の管状の単セルの製造方法。
【図1】


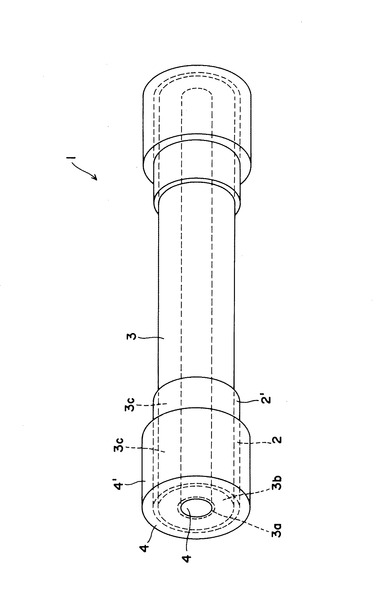
【図2】
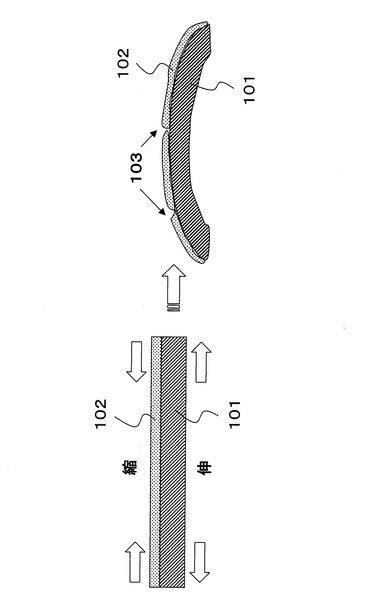
【図3】
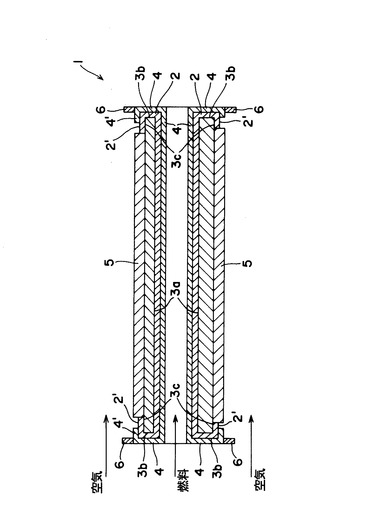
【図4】
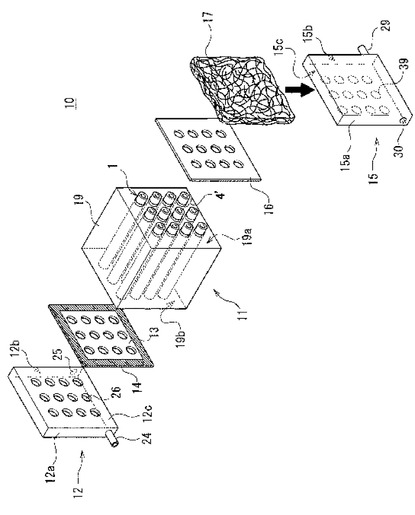
【図5】
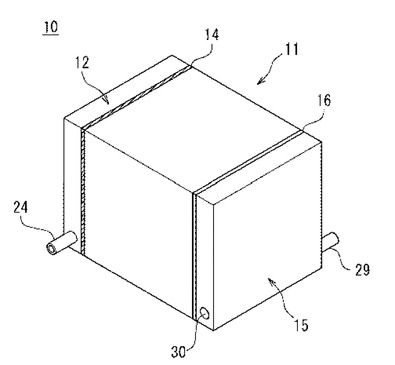
【図7】
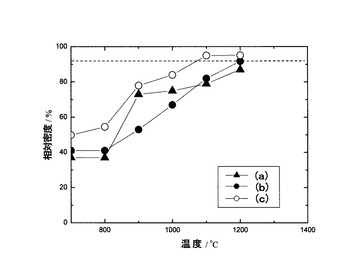
【図8】
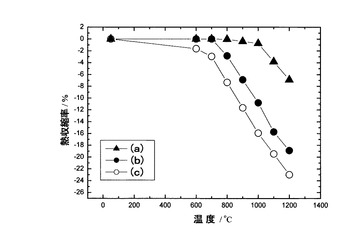
【図9】
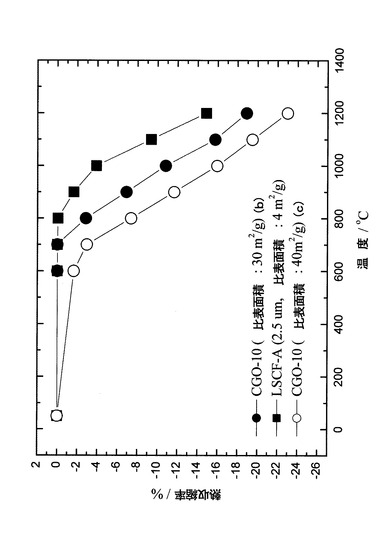
【図10】
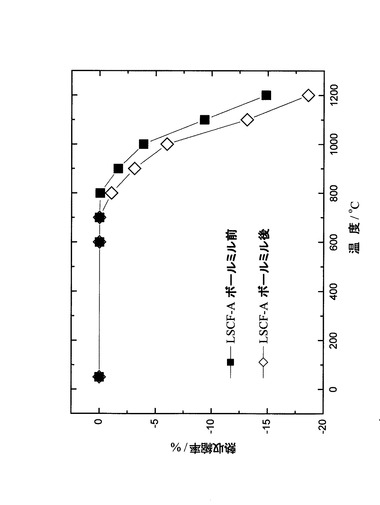
【図11】
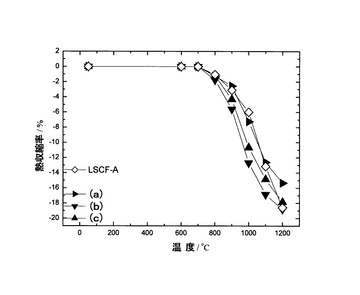
【図12】
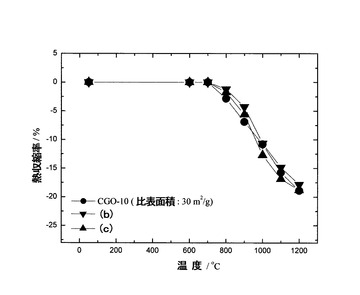
【図13】
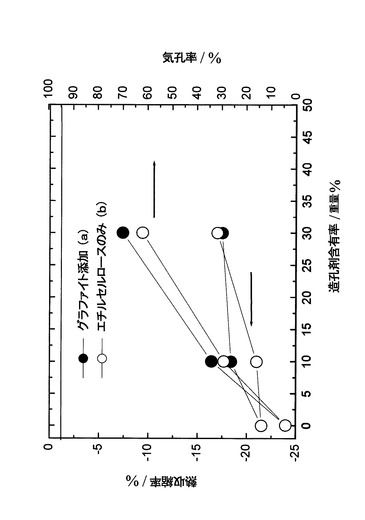
【図16】
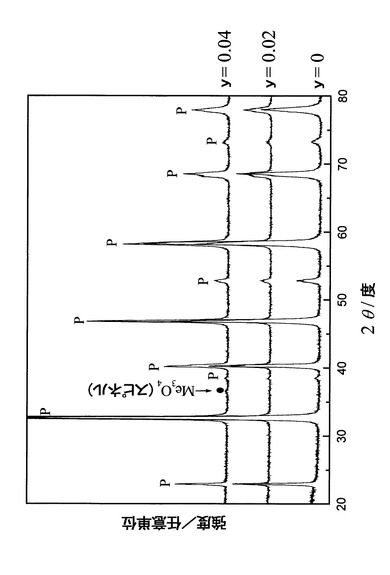
【図17】
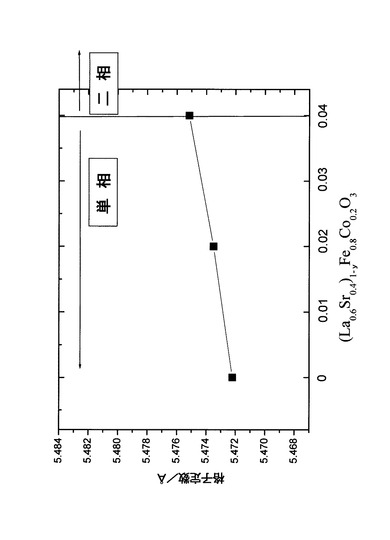
【図18】
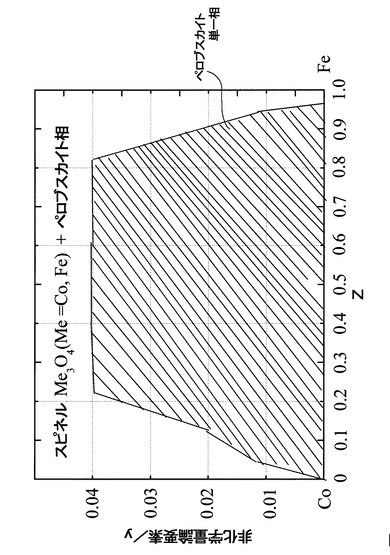
【図19】
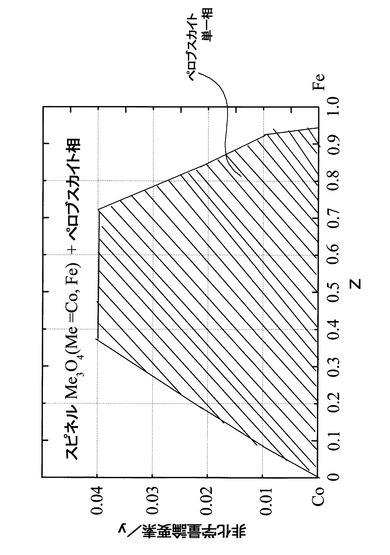
【図20】
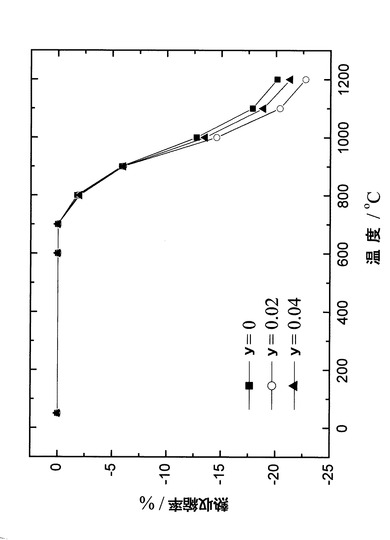
【図21】
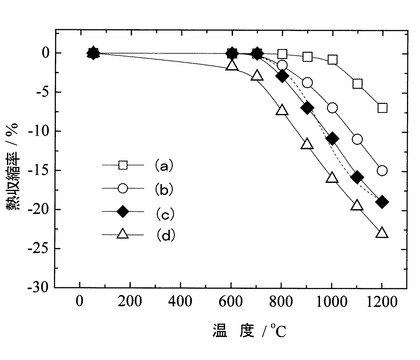
【図22】
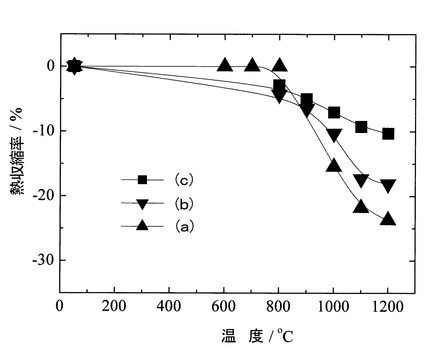
【図23】
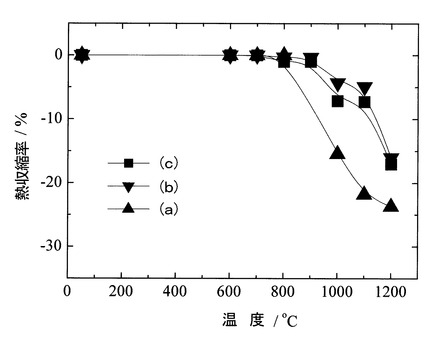
【図24】
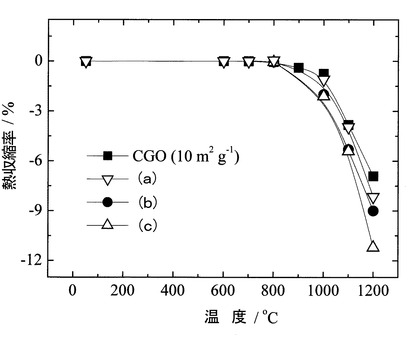
【図25】
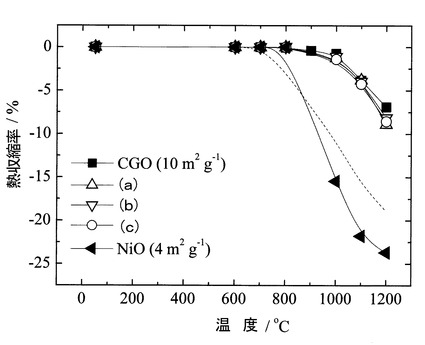
【図26】
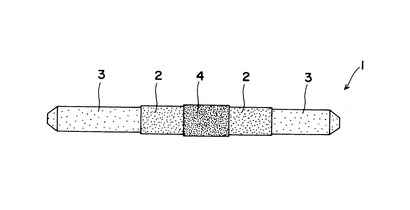
【図27】
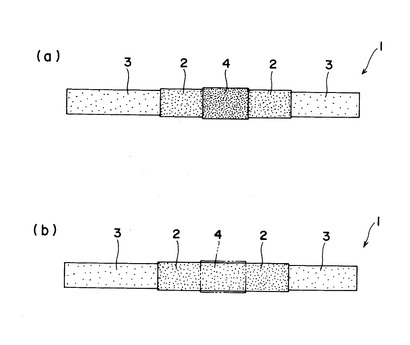
【図28】
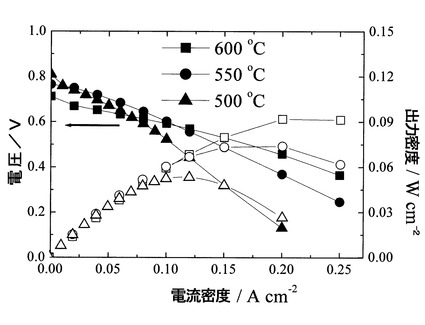
【図29】
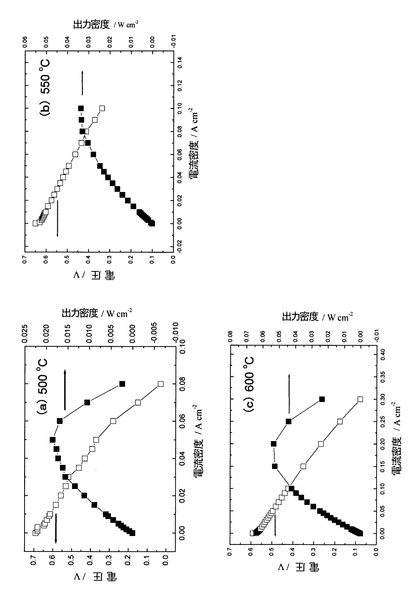
【図30】
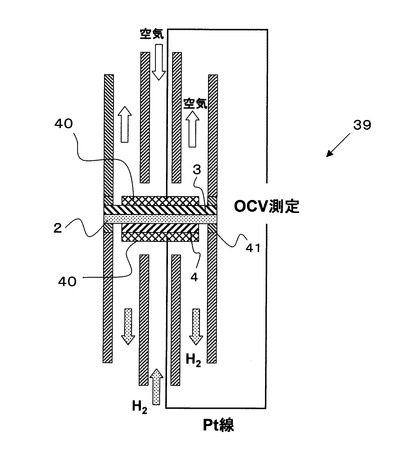
【図32】
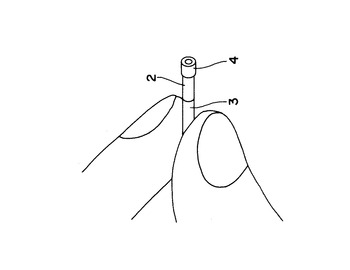
【図6】
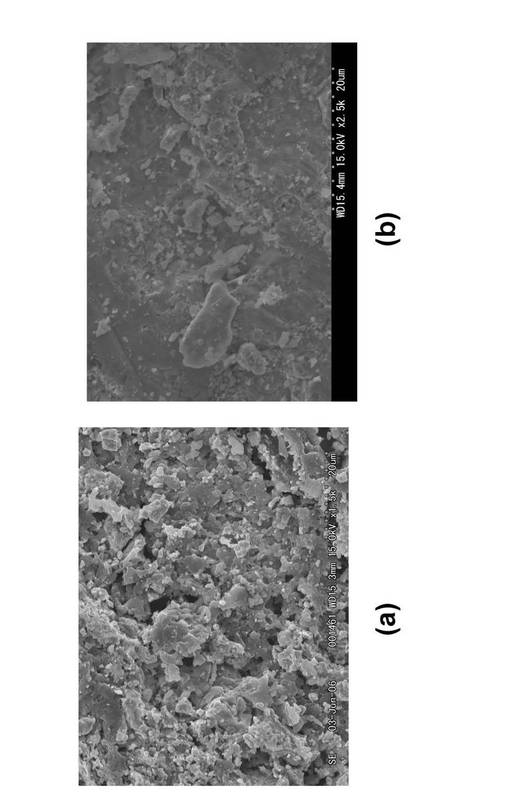
【図14】
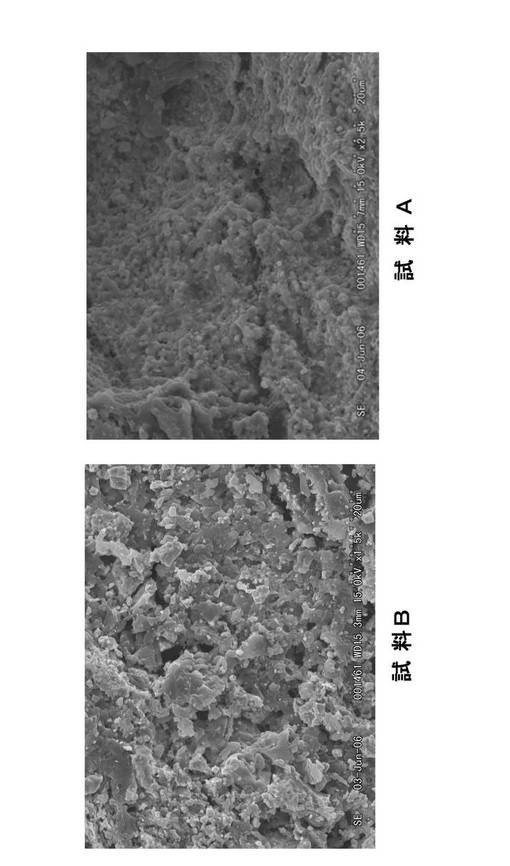
【図15】
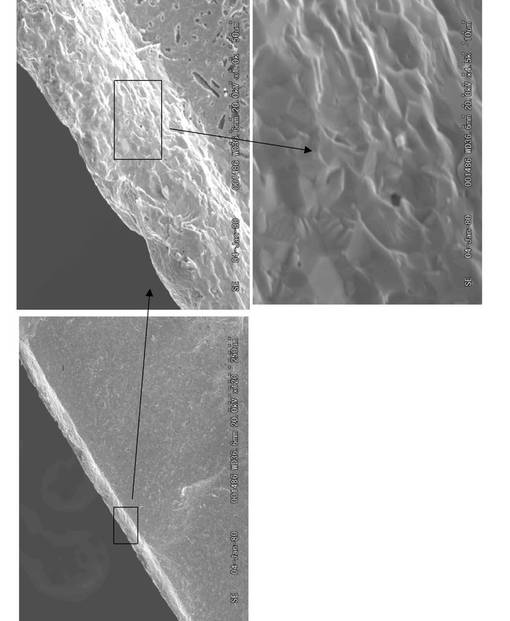
【図31】
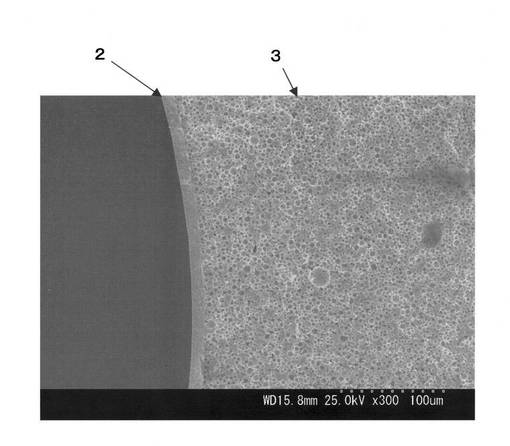
【図33】
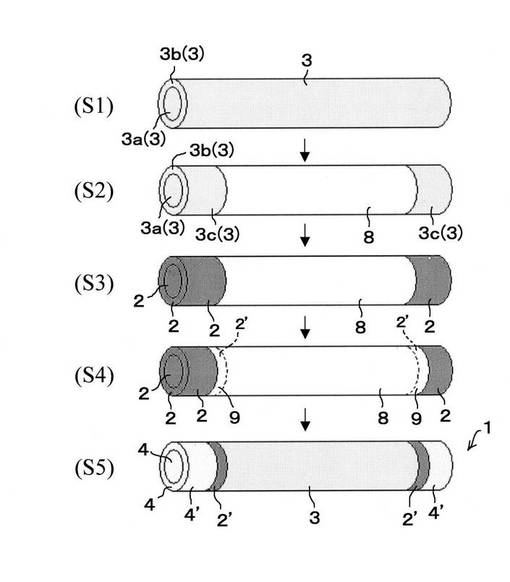
【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図32】
【図6】
【図14】
【図15】
【図31】
【図33】
【公開番号】特開2009−37873(P2009−37873A)
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願番号】特願2007−201262(P2007−201262)
【出願日】平成19年8月1日(2007.8.1)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成17年度独立行政法人新エネルギー・産業技術総合開発機構「セラミックリアクター開発」/革新的部材産業創出プログラム/新エネルギー技術開発プログラム」における委託研究、産業活力再生特別措置法第30条の適用を受けるもの
【出願人】(000173809)財団法人電力中央研究所 (1,040)
【Fターム(参考)】
【公開日】平成21年2月19日(2009.2.19)
【国際特許分類】
【出願日】平成19年8月1日(2007.8.1)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成17年度独立行政法人新エネルギー・産業技術総合開発機構「セラミックリアクター開発」/革新的部材産業創出プログラム/新エネルギー技術開発プログラム」における委託研究、産業活力再生特別措置法第30条の適用を受けるもの
【出願人】(000173809)財団法人電力中央研究所 (1,040)
【Fターム(参考)】
[ Back to top ]