
中空コンクリートブロック及びその製造方法
【課題】側面に複雑なパターン又は防水層を有する上、同一の高さを有する中空コンクリートブロックの製造方法を提供する。
【解決手段】本発明の中空コンクリートブロックの製造方法は、キャビティ11を有する型枠1を準備し、型枠1を平台2上に配置するステップと、型枠1のキャビティ11に少なくとも1つの柱状体3を横方向に貫通させるステップと、キャビティ11内に材料を充填し、上型枠4を下方に押圧して未加工中空コンクリートブロック5を成型するステップと、未加工中空コンクリートブロック5の側面に仕上げ材料を浸透又は接合するステップと、上型枠4を持ち上げて外し、柱状体3を抜き取るステップと、型枠1を移動させて未加工中空コンクリートブロック5から分離し、未加工中空コンクリート5を移動させて乾燥させるステップと、を含む。
【解決手段】本発明の中空コンクリートブロックの製造方法は、キャビティ11を有する型枠1を準備し、型枠1を平台2上に配置するステップと、型枠1のキャビティ11に少なくとも1つの柱状体3を横方向に貫通させるステップと、キャビティ11内に材料を充填し、上型枠4を下方に押圧して未加工中空コンクリートブロック5を成型するステップと、未加工中空コンクリートブロック5の側面に仕上げ材料を浸透又は接合するステップと、上型枠4を持ち上げて外し、柱状体3を抜き取るステップと、型枠1を移動させて未加工中空コンクリートブロック5から分離し、未加工中空コンクリート5を移動させて乾燥させるステップと、を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空コンクリートブロックに関し、特に、側面に仕上げ面を有し、同一の高さを有することにより、中空コンクリートブロック塀を施工する速度を高め、施工コストを低減することができる上、中空コンクリートブロック塀の美観性を高めることができる中空コンクリートブロック及びその製造方法に関する。
【背景技術】
【0002】
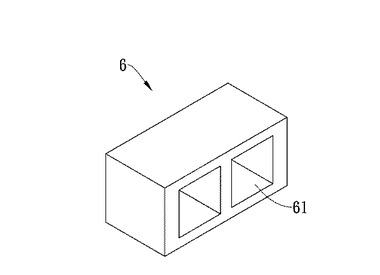
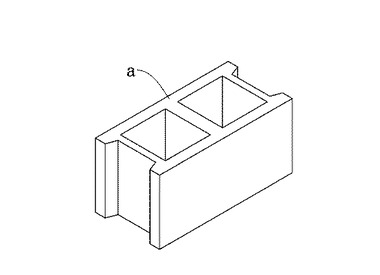
図6を参照する。図6は、従来の中空コンクリートブロックaを示す斜視図である。一般に、従来の中空コンクリートブロックの製造方法においては、まず、複数のキャビティを有する型枠を平台上に配置する。次に、コンクリート、砂及び水の混合物を上からキャビティ内に充填する。コンクリートを充填した後、上型枠を下方に押圧し、未加工中空コンクリートブロックを成型する。次に、乾燥工程の後、十分な強度を有する中空コンクリートブロックが完成し、使用される。
【0003】
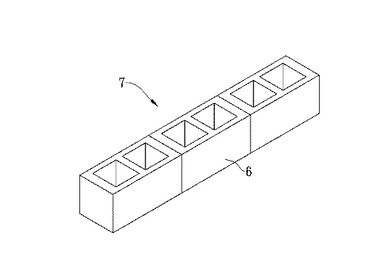
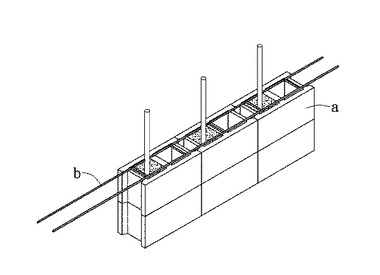
図7を参照する。図7に示すように、上述の中空コンクリートブロックaを使用して中空コンクリートブロック塀を施工するとき、従来の方式においては、まず、中空コンクリートブロックaと中空コンクリートブロックaとの間をモルタルによって接続する。次に、中空コンクリートブロックa2層毎に補強のための横鉄筋bを敷設する上、縦鉄筋及びグラウトにより、各中空コンクリートブロックaを位置決めする。中空コンクリートブロックaと中空コンクリートブロックaとの間のモルタルは、各中空コンクリートブロックaを暫定的に位置決めするために用いられ、主要な連結力は、横鉄筋b、縦鉄筋及びグラウトによる。
【0004】
従来の製造方法によって製造される中空コンクリートブロックaの許容誤差は、±2mm以内である。即ち、長さ、幅及び高さの誤差は、±2mm以内である必要がある。中空コンクリートブロック塀を施工するとき、各中空コンクリートブロックaの長さ及び幅の誤差は、施工に大きな影響を与えない。しかし、図8に示すように、各中空コンクリートブロックaの高さが一致しない場合、熟練した技術工により、高さを調整する作業を行い、各中空コンクリートブロックaの高さを一致させる必要がある。これにより、施工コストが大幅に増大する。
【0005】
また、前述の従来の中空コンクリートブロックの製造方法においては、中空コンクリートブロックaの側面に簡素な線又はパターンを形成できるのみで、中空コンクリートブロックaを成型するときに、複雑な模様を同時に形成することができない。また、従来の中空コンクリートブロックの製造方法では、中空コンクリートブロックaを成型するときに、中空コンクリートブロックaの側面に防水層を同時に形成することができない。
【0006】
上述の従来の中空コンクリートブロックの欠点を解決するために、本発明の発明者は、研究開発を重ね、同一の高さを有し、中空コンクリートブロック塀の施工コストを低減でき、側面に複雑なパターンを形成したり、防水の仕上げ面を形成したりすることができる中空コンクリートブロックを案出した。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の主な目的は、側面に複雑なパターン又は防水の仕上げ面を有する中空コンクリートブロック及びその製造方法を提供することにある。
本発明のもう1つの目的は、同一の高さを有する中空コンクリートブロックを大量生産することができる中空コンクリートブロックの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上述の課題を解決するために、本発明の中空コンクリートブロックの製造方法は、キャビティを有する型枠を準備し、型枠を平台上に配置するステップと、型枠のキャビティに少なくとも1つの柱状体を横方向に貫通させるステップと、キャビティ内に材料を充填し、上型枠を下方に押圧して未加工中空コンクリートブロックを成型するステップと、上型枠を持ち上げて外し、柱状体を抜き取るステップと、型枠を移動させて未加工中空コンクリートブロックから分離し、未加工中空コンクリートを移動させて乾燥させるステップと、を含む。
【0009】
本発明の中空コンクリートブロックの製造方法は、キャビティ内にコンクリートを充填した後、材料を完全に充填させるために、型枠を振動させるステップをさらに含む。
【0010】
材料は、コンクリート、砂及び水の混合物である。
【0011】
本発明の中空コンクリートブロックの製造方法は、未加工中空コンクリートブロックを成型した後、未加工中空コンクリートブロックの上表面に仕上げ面を形成するステップをさらに含む。
【発明の効果】
【0012】
本発明の中空コンクリートブロックにより、複雑なパターンを有する中空コンクリートブロック塀を建設することができる上、1度の加工工程により、防水効果又は顔料を有する仕上げ面を形成することができる。これにより、2次加工に必要な時間及び費用を節約することができる。また、本発明の中空コンクリートブロックにより、中空コンクリートブロック塀の施工速度を高め、施工コストを低減することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態による中空コンクリートブロックの製造方法を示す流れ図である。
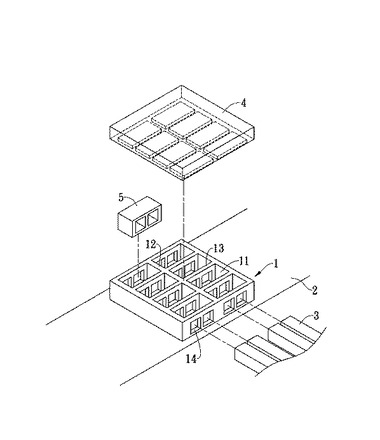
【図2】本発明の一実施形態による中空コンクリートブロックの製造方法に使用される各部材を示す斜視図である。
【図3】本発明の一実施形態による中空コンクリートブロックを示す斜視図である。
【図4】本発明の一実施形態による中空コンクリートブロックの使用状態を示す斜視図である。
【図5】本発明の一実施形態による中空コンクリートブロックに仕上げ面を形成した状態を示す斜視図である。
【図6】従来の中空コンクリートブロックを示す斜視図である。
【図7】従来の中空コンクリートブロックを用いて中空コンクリートブロック塀を施工する状態を示す斜視図である。
【図8】従来の中空コンクリートブロックを並列した状態を示す斜視図である。
【発明を実施するための形態】
【0014】
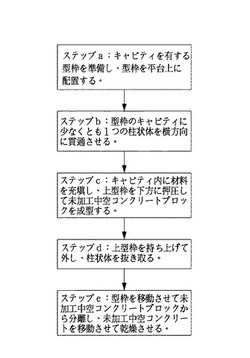
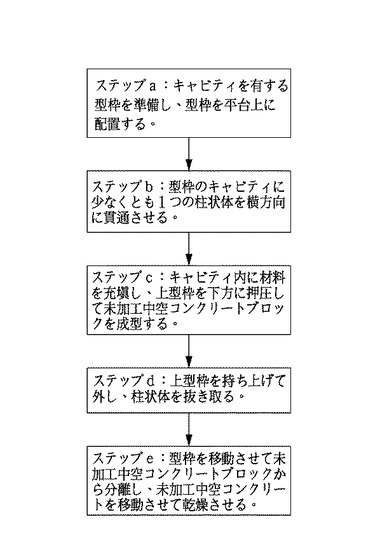
図1及び図2を参照する。図1は、本発明の一実施形態による中空コンクリートブロックの製造方法を示す流れ図である。また、図2は、本発明の一実施形態による中空コンクリートブロックの製造方法に使用される各部材を示す斜視図である。本発明の一実施形態による中空コンクリートブロックの製造方法は、以下ステップa〜ステップeを含む。
【0015】
ステップa:キャビティ11を有する型枠1を準備し、型枠1を平台2上に配置する。
【0016】
ステップb:型枠1のキャビティ11に少なくとも1つの柱状体3を横方向に貫通させる。
【0017】
ステップc:キャビティ11内に材料を充填し、上型枠4を下方に押圧して未加工中空コンクリートブロック5を成型する。
【0018】
ステップd:上型枠4を持ち上げて外し、柱状体3を抜き取る。
【0019】
ステップe:型枠1を移動させて未加工中空コンクリートブロック5から分離し、未加工中空コンクリート5を移動させて乾燥させる。
【0020】
図2に示すように、ステップaの平台2は、ベルトコンベアの一部である。また、ベルトコンベアは、駆動装置と連動することにより、一方向に循環回動する。平台2は、固定されたベースでもよく、型枠1が上部に配置される。型枠1は、略格子状であり、互いに垂直に交差する複数の縦板12及び複数の横板13を含む。これにより、複数の長方形のキャビティ11が形成される。キャビティ11を形成する複数の横板13の板面上には、2つの長方形の貫通孔14がそれぞれ設けられる。ここで、貫通孔14は、1つ又は2つ以上でもよい。また、貫通孔14は、円形又は他の幾何学形状でもよい。
【0021】
本発明の一実施形態において、ステップbの柱状体3は、4つ配置される。各柱状体3は、複数の貫通孔14の長方形形状に対応しており、型枠1の複数の貫通孔14及びキャビティ11を貫通する。これにより、型枠1内に横置に形成されるキャビティ11内に2つの柱状体3が同時に挿入される。
【0022】
ステップc中、コンクリート、砂及び水の混合物が型枠1の上方からキャビティ11内に充填された後、上型枠4によって混合物を下方に押圧し、複数の未加工中空コンクリートブロック5を成型する。ステップc中、キャビティ11内にコンクリートを充填した後、材料をキャビティ11内に完全に充填させるために、型枠1を振動させるステップをさらに含んでもよく、これにより、未加工中空コンクリートブロック5の構造が強固になる。また、上型枠4の下表面が複雑なパターンを有する場合、上型枠4を下方に押圧することにより、横置状態の未加工中空コンクリートブロック5の上表面に複雑なパターンを形成することができる。
【0023】
ステップd及びステップe中、上型枠4を持ち上げて外し、柱状体3を抜き取り、型枠1を上方に移動させることにより、型枠1と未加工中空コンクリートブロック5とを分離することができる。また、ベルトコンベアが移動することにより、未加工中空コンクリートブロック5を前方に移動させることができ、次に、乾燥工程が行われる。未加工中空コンクリートブロック5が前方に移動した後、ステップa〜ステップeが再び行われ、もう1組の未加工中空コンクリートブロック5が成型される。ここで、上述の製造工程によって成型された未加工中空コンクリートブロック5は横置状態であり、型枠1のキャビティ11は、固定形状であるため、各未加工中空コンクリートブロック5の成型後の高さは、全て同一である。
【0024】
図3を参照する。図3に示すように、上述のステップによって成型された中空コンクリートブロック6は、図4に示す中空コンクリートブロック塀7に使用される中空コンクリートブロック6と方向が違う。即ち、本発明の方法によって成型された中空コンクリートブロック6の貫通孔61は、中空コンクリートブロック6を横方向に貫通する。しかし、中空コンクリートブロック塀7を施工するとき、本来横置状態であった中空コンクリートブロック6は、90度回転され、中空コンクリートブロック6の貫通孔61は、中空コンクリートブロック6を縦方向に貫通する。
【0025】
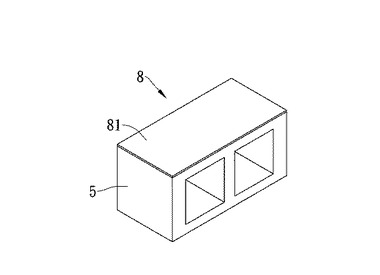
図5を参照する。図5は、本発明の一実施形態による中空コンクリートブロックに仕上げ面を形成した状態を示す斜視図である。図5に示す中空コンクリートブロック8は、ステップcの未加工中空コンクリートブロック5を押圧成型するステップの後、仕上げ面を設けるステップを行うことによって製造される。即ち、横置状態の未加工中空コンクリートブロック5が成型された後、未加工中空コンクリートブロック5の一方の側面の表面上に仕上げ材料を浸透又は結合することにより、仕上げ面81を形成する。仕上げ面81は、未加工中空コンクリートブロック5の側面に防水剤を塗布して浸透させ、コンクリート及び砂と混合することにより形成される防水層である。仕上げ面81は、顔料又は装飾材料を利用したパターン層でもよく、これにより、中空コンクリートブロック塀の側面に、防水効果を形成して強度を高めたり、中空コンクリートブロック塀の側面に複雑なパターンを形成したりすることができる。
【0026】
以上の説明から分かるように、本発明は、以下(1)及び(2)に示す長所を有する。
【0027】
(1)本発明により、同一の高さを有する中空コンクリートブロックを製造することができる。これにより、中空コンクリートブロック塀を施工するとき、技術工により、各中空コンクリートブロックの高さを調整する必要がない。これにより、施工速度を高めることができる上、施工コストを低減することができる。
【0028】
(2)本発明の中空コンクリートブロックは、側面に複雑なパターン、色彩又は防水の仕上げ面を1度の成型により形成することができる。これにより、中空コンクリートブロックの表面を多様化し、利用価値を高めることができる上、二次加工に必要な時間及び費用を有効に節約することができる。
【0029】
以上の説明から分かるように、本発明は、所望の目的を確実に実現することができ、同一の高さを有する中空コンクリートブロックを製造することができ、これにより、中空コンクリートブロック塀の施工コストを低減することができる。また、中空コンクリートブロックの側面に複雑なパターン、色彩又は防水の仕上げ面を形成することができ、産業上の利用性を有する。
【符号の説明】
【0030】
1 型枠
11 キャビティ
12 縦板
13 横板
14 貫通孔
2 平台
3 柱状体
4 上型枠
5 未加工中空コンクリートブロック
6 中空コンクリートブロック
61 貫通孔
7 中空コンクリートブロック塀
8 中空コンクリートブロック
81 仕上げ面
a 中空コンクリートブロック
b 鉄筋
【技術分野】
【0001】
本発明は、中空コンクリートブロックに関し、特に、側面に仕上げ面を有し、同一の高さを有することにより、中空コンクリートブロック塀を施工する速度を高め、施工コストを低減することができる上、中空コンクリートブロック塀の美観性を高めることができる中空コンクリートブロック及びその製造方法に関する。
【背景技術】
【0002】
図6を参照する。図6は、従来の中空コンクリートブロックaを示す斜視図である。一般に、従来の中空コンクリートブロックの製造方法においては、まず、複数のキャビティを有する型枠を平台上に配置する。次に、コンクリート、砂及び水の混合物を上からキャビティ内に充填する。コンクリートを充填した後、上型枠を下方に押圧し、未加工中空コンクリートブロックを成型する。次に、乾燥工程の後、十分な強度を有する中空コンクリートブロックが完成し、使用される。
【0003】
図7を参照する。図7に示すように、上述の中空コンクリートブロックaを使用して中空コンクリートブロック塀を施工するとき、従来の方式においては、まず、中空コンクリートブロックaと中空コンクリートブロックaとの間をモルタルによって接続する。次に、中空コンクリートブロックa2層毎に補強のための横鉄筋bを敷設する上、縦鉄筋及びグラウトにより、各中空コンクリートブロックaを位置決めする。中空コンクリートブロックaと中空コンクリートブロックaとの間のモルタルは、各中空コンクリートブロックaを暫定的に位置決めするために用いられ、主要な連結力は、横鉄筋b、縦鉄筋及びグラウトによる。
【0004】
従来の製造方法によって製造される中空コンクリートブロックaの許容誤差は、±2mm以内である。即ち、長さ、幅及び高さの誤差は、±2mm以内である必要がある。中空コンクリートブロック塀を施工するとき、各中空コンクリートブロックaの長さ及び幅の誤差は、施工に大きな影響を与えない。しかし、図8に示すように、各中空コンクリートブロックaの高さが一致しない場合、熟練した技術工により、高さを調整する作業を行い、各中空コンクリートブロックaの高さを一致させる必要がある。これにより、施工コストが大幅に増大する。
【0005】
また、前述の従来の中空コンクリートブロックの製造方法においては、中空コンクリートブロックaの側面に簡素な線又はパターンを形成できるのみで、中空コンクリートブロックaを成型するときに、複雑な模様を同時に形成することができない。また、従来の中空コンクリートブロックの製造方法では、中空コンクリートブロックaを成型するときに、中空コンクリートブロックaの側面に防水層を同時に形成することができない。
【0006】
上述の従来の中空コンクリートブロックの欠点を解決するために、本発明の発明者は、研究開発を重ね、同一の高さを有し、中空コンクリートブロック塀の施工コストを低減でき、側面に複雑なパターンを形成したり、防水の仕上げ面を形成したりすることができる中空コンクリートブロックを案出した。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の主な目的は、側面に複雑なパターン又は防水の仕上げ面を有する中空コンクリートブロック及びその製造方法を提供することにある。
本発明のもう1つの目的は、同一の高さを有する中空コンクリートブロックを大量生産することができる中空コンクリートブロックの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上述の課題を解決するために、本発明の中空コンクリートブロックの製造方法は、キャビティを有する型枠を準備し、型枠を平台上に配置するステップと、型枠のキャビティに少なくとも1つの柱状体を横方向に貫通させるステップと、キャビティ内に材料を充填し、上型枠を下方に押圧して未加工中空コンクリートブロックを成型するステップと、上型枠を持ち上げて外し、柱状体を抜き取るステップと、型枠を移動させて未加工中空コンクリートブロックから分離し、未加工中空コンクリートを移動させて乾燥させるステップと、を含む。
【0009】
本発明の中空コンクリートブロックの製造方法は、キャビティ内にコンクリートを充填した後、材料を完全に充填させるために、型枠を振動させるステップをさらに含む。
【0010】
材料は、コンクリート、砂及び水の混合物である。
【0011】
本発明の中空コンクリートブロックの製造方法は、未加工中空コンクリートブロックを成型した後、未加工中空コンクリートブロックの上表面に仕上げ面を形成するステップをさらに含む。
【発明の効果】
【0012】
本発明の中空コンクリートブロックにより、複雑なパターンを有する中空コンクリートブロック塀を建設することができる上、1度の加工工程により、防水効果又は顔料を有する仕上げ面を形成することができる。これにより、2次加工に必要な時間及び費用を節約することができる。また、本発明の中空コンクリートブロックにより、中空コンクリートブロック塀の施工速度を高め、施工コストを低減することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態による中空コンクリートブロックの製造方法を示す流れ図である。
【図2】本発明の一実施形態による中空コンクリートブロックの製造方法に使用される各部材を示す斜視図である。
【図3】本発明の一実施形態による中空コンクリートブロックを示す斜視図である。
【図4】本発明の一実施形態による中空コンクリートブロックの使用状態を示す斜視図である。
【図5】本発明の一実施形態による中空コンクリートブロックに仕上げ面を形成した状態を示す斜視図である。
【図6】従来の中空コンクリートブロックを示す斜視図である。
【図7】従来の中空コンクリートブロックを用いて中空コンクリートブロック塀を施工する状態を示す斜視図である。
【図8】従来の中空コンクリートブロックを並列した状態を示す斜視図である。
【発明を実施するための形態】
【0014】
図1及び図2を参照する。図1は、本発明の一実施形態による中空コンクリートブロックの製造方法を示す流れ図である。また、図2は、本発明の一実施形態による中空コンクリートブロックの製造方法に使用される各部材を示す斜視図である。本発明の一実施形態による中空コンクリートブロックの製造方法は、以下ステップa〜ステップeを含む。
【0015】
ステップa:キャビティ11を有する型枠1を準備し、型枠1を平台2上に配置する。
【0016】
ステップb:型枠1のキャビティ11に少なくとも1つの柱状体3を横方向に貫通させる。
【0017】
ステップc:キャビティ11内に材料を充填し、上型枠4を下方に押圧して未加工中空コンクリートブロック5を成型する。
【0018】
ステップd:上型枠4を持ち上げて外し、柱状体3を抜き取る。
【0019】
ステップe:型枠1を移動させて未加工中空コンクリートブロック5から分離し、未加工中空コンクリート5を移動させて乾燥させる。
【0020】
図2に示すように、ステップaの平台2は、ベルトコンベアの一部である。また、ベルトコンベアは、駆動装置と連動することにより、一方向に循環回動する。平台2は、固定されたベースでもよく、型枠1が上部に配置される。型枠1は、略格子状であり、互いに垂直に交差する複数の縦板12及び複数の横板13を含む。これにより、複数の長方形のキャビティ11が形成される。キャビティ11を形成する複数の横板13の板面上には、2つの長方形の貫通孔14がそれぞれ設けられる。ここで、貫通孔14は、1つ又は2つ以上でもよい。また、貫通孔14は、円形又は他の幾何学形状でもよい。
【0021】
本発明の一実施形態において、ステップbの柱状体3は、4つ配置される。各柱状体3は、複数の貫通孔14の長方形形状に対応しており、型枠1の複数の貫通孔14及びキャビティ11を貫通する。これにより、型枠1内に横置に形成されるキャビティ11内に2つの柱状体3が同時に挿入される。
【0022】
ステップc中、コンクリート、砂及び水の混合物が型枠1の上方からキャビティ11内に充填された後、上型枠4によって混合物を下方に押圧し、複数の未加工中空コンクリートブロック5を成型する。ステップc中、キャビティ11内にコンクリートを充填した後、材料をキャビティ11内に完全に充填させるために、型枠1を振動させるステップをさらに含んでもよく、これにより、未加工中空コンクリートブロック5の構造が強固になる。また、上型枠4の下表面が複雑なパターンを有する場合、上型枠4を下方に押圧することにより、横置状態の未加工中空コンクリートブロック5の上表面に複雑なパターンを形成することができる。
【0023】
ステップd及びステップe中、上型枠4を持ち上げて外し、柱状体3を抜き取り、型枠1を上方に移動させることにより、型枠1と未加工中空コンクリートブロック5とを分離することができる。また、ベルトコンベアが移動することにより、未加工中空コンクリートブロック5を前方に移動させることができ、次に、乾燥工程が行われる。未加工中空コンクリートブロック5が前方に移動した後、ステップa〜ステップeが再び行われ、もう1組の未加工中空コンクリートブロック5が成型される。ここで、上述の製造工程によって成型された未加工中空コンクリートブロック5は横置状態であり、型枠1のキャビティ11は、固定形状であるため、各未加工中空コンクリートブロック5の成型後の高さは、全て同一である。
【0024】
図3を参照する。図3に示すように、上述のステップによって成型された中空コンクリートブロック6は、図4に示す中空コンクリートブロック塀7に使用される中空コンクリートブロック6と方向が違う。即ち、本発明の方法によって成型された中空コンクリートブロック6の貫通孔61は、中空コンクリートブロック6を横方向に貫通する。しかし、中空コンクリートブロック塀7を施工するとき、本来横置状態であった中空コンクリートブロック6は、90度回転され、中空コンクリートブロック6の貫通孔61は、中空コンクリートブロック6を縦方向に貫通する。
【0025】
図5を参照する。図5は、本発明の一実施形態による中空コンクリートブロックに仕上げ面を形成した状態を示す斜視図である。図5に示す中空コンクリートブロック8は、ステップcの未加工中空コンクリートブロック5を押圧成型するステップの後、仕上げ面を設けるステップを行うことによって製造される。即ち、横置状態の未加工中空コンクリートブロック5が成型された後、未加工中空コンクリートブロック5の一方の側面の表面上に仕上げ材料を浸透又は結合することにより、仕上げ面81を形成する。仕上げ面81は、未加工中空コンクリートブロック5の側面に防水剤を塗布して浸透させ、コンクリート及び砂と混合することにより形成される防水層である。仕上げ面81は、顔料又は装飾材料を利用したパターン層でもよく、これにより、中空コンクリートブロック塀の側面に、防水効果を形成して強度を高めたり、中空コンクリートブロック塀の側面に複雑なパターンを形成したりすることができる。
【0026】
以上の説明から分かるように、本発明は、以下(1)及び(2)に示す長所を有する。
【0027】
(1)本発明により、同一の高さを有する中空コンクリートブロックを製造することができる。これにより、中空コンクリートブロック塀を施工するとき、技術工により、各中空コンクリートブロックの高さを調整する必要がない。これにより、施工速度を高めることができる上、施工コストを低減することができる。
【0028】
(2)本発明の中空コンクリートブロックは、側面に複雑なパターン、色彩又は防水の仕上げ面を1度の成型により形成することができる。これにより、中空コンクリートブロックの表面を多様化し、利用価値を高めることができる上、二次加工に必要な時間及び費用を有効に節約することができる。
【0029】
以上の説明から分かるように、本発明は、所望の目的を確実に実現することができ、同一の高さを有する中空コンクリートブロックを製造することができ、これにより、中空コンクリートブロック塀の施工コストを低減することができる。また、中空コンクリートブロックの側面に複雑なパターン、色彩又は防水の仕上げ面を形成することができ、産業上の利用性を有する。
【符号の説明】
【0030】
1 型枠
11 キャビティ
12 縦板
13 横板
14 貫通孔
2 平台
3 柱状体
4 上型枠
5 未加工中空コンクリートブロック
6 中空コンクリートブロック
61 貫通孔
7 中空コンクリートブロック塀
8 中空コンクリートブロック
81 仕上げ面
a 中空コンクリートブロック
b 鉄筋
【特許請求の範囲】
【請求項1】
コンクリート、砂、水などの混合物からなり、
両側面間には、互いに平行の貫通孔が複数設けられ、
少なくとも一方の側面上には、仕上げ面が設けられることを特徴とする中空コンクリートブロック。
【請求項2】
前記仕上げ面は、前記中空コンクリートブロックの側面に、防水剤を浸透させ、前記防水剤をコンクリート及び砂と混合することによって形成され、前記仕上げ面内は、顔料を有することを特徴とする請求項1に記載の中空コンクリートブロック。
【請求項3】
前記仕上げ面は、前記中空コンクリートブロックの側面に、防水剤を浸透させ、前記防水剤をコンクリート及び砂と混合することによって形成され、前記仕上げ面内は、装飾材料を有することを特徴とする請求項1に記載の中空コンクリートブロック。
【請求項4】
キャビティを有する型枠を準備し、前記型枠を平台上に配置するステップと、
前記型枠のキャビティに少なくとも1つの柱状体を横方向に貫通させるステップと、
前記キャビティ内に材料を充填し、上型枠を下方に押圧して未加工中空コンクリートブロックを成型するステップと、
前記上型枠を持ち上げて外し、前記柱状体を抜き取るステップと、
前記型枠を移動させて前記未加工中空コンクリートブロックから分離し、前記未加工中空コンクリートを移動させて乾燥させるステップと、を含むことを特徴とする中空コンクリートブロックの製造方法。
【請求項5】
前記平台は、ベルトコンベアーの一部であることを特徴とする請求項4に記載の中空コンクリートブロックの製造方法。
【請求項6】
前記キャビティ内に材料を充填するステップの後、前記型枠を振動させるステップをさらに含むことを特徴とする請求項4に記載の中空コンクリートブロックの製造方法。
【請求項7】
前記未加工中空コンクリートブロックを成型するステップの後、前記未加工中空コンクリートブロックの上表面に仕上げ材料を浸透させるステップをさらに含むことを特徴とする請求項6に記載の中空コンクリートブロックの製造方法。
【請求項1】
コンクリート、砂、水などの混合物からなり、
両側面間には、互いに平行の貫通孔が複数設けられ、
少なくとも一方の側面上には、仕上げ面が設けられることを特徴とする中空コンクリートブロック。
【請求項2】
前記仕上げ面は、前記中空コンクリートブロックの側面に、防水剤を浸透させ、前記防水剤をコンクリート及び砂と混合することによって形成され、前記仕上げ面内は、顔料を有することを特徴とする請求項1に記載の中空コンクリートブロック。
【請求項3】
前記仕上げ面は、前記中空コンクリートブロックの側面に、防水剤を浸透させ、前記防水剤をコンクリート及び砂と混合することによって形成され、前記仕上げ面内は、装飾材料を有することを特徴とする請求項1に記載の中空コンクリートブロック。
【請求項4】
キャビティを有する型枠を準備し、前記型枠を平台上に配置するステップと、
前記型枠のキャビティに少なくとも1つの柱状体を横方向に貫通させるステップと、
前記キャビティ内に材料を充填し、上型枠を下方に押圧して未加工中空コンクリートブロックを成型するステップと、
前記上型枠を持ち上げて外し、前記柱状体を抜き取るステップと、
前記型枠を移動させて前記未加工中空コンクリートブロックから分離し、前記未加工中空コンクリートを移動させて乾燥させるステップと、を含むことを特徴とする中空コンクリートブロックの製造方法。
【請求項5】
前記平台は、ベルトコンベアーの一部であることを特徴とする請求項4に記載の中空コンクリートブロックの製造方法。
【請求項6】
前記キャビティ内に材料を充填するステップの後、前記型枠を振動させるステップをさらに含むことを特徴とする請求項4に記載の中空コンクリートブロックの製造方法。
【請求項7】
前記未加工中空コンクリートブロックを成型するステップの後、前記未加工中空コンクリートブロックの上表面に仕上げ材料を浸透させるステップをさらに含むことを特徴とする請求項6に記載の中空コンクリートブロックの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−218347(P2012−218347A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−88018(P2011−88018)
【出願日】平成23年4月12日(2011.4.12)
【出願人】(511091885)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月12日(2011.4.12)
【出願人】(511091885)
【Fターム(参考)】
[ Back to top ]