
中空成形品
【課題】芳香族ポリカーボネート樹脂シートの熱融着部分の接合強度が高く、優れた外観を有する中空成形品を提供する。
【解決手段】2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化後、該軟化した2枚のシート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成後、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚のシート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形してなる中空成形品(B)で、前記芳香族ポリカーボネート樹脂の構造粘性指数Nが1.2以上の中空成形品(B)。
【解決手段】2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化後、該軟化した2枚のシート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成後、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚のシート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形してなる中空成形品(B)で、前記芳香族ポリカーボネート樹脂の構造粘性指数Nが1.2以上の中空成形品(B)。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空成形品、更に詳しくは2枚の芳香族ポリカーボネート樹脂シートを上下金型間に対向状に配置して、それら各シートと金型間に形成した閉鎖空間内の空気を真空吸引することによりシートを金型内面に沿わせて、金型の合わせ面間で融着し、さらに該金型内面に密接賦形した、賦形不良及びしわがなく、優れた熱融着性を有する中空成形品に関するものである。
【背景技術】
【0002】
芳香族ポリカーボネート樹脂は、汎用エンジニアリングプラスチックとして透明性、耐衝撃性、耐熱性、寸法安定性などに優れ、その優れた特性から、電気・電子・OA・事務機器部品、機械部品、車輌用部品、建材部品等の幅広い分野で使用されている。電気・電子・OA・事務機器部品や車輌の外板、ハウジング、壁体等のパネル部品においては、剛性感が不足する場合があり、肉厚を厚くすると剛性感は向上するが重量が重くなるため、軽量で且つ剛性感を向上させるために中空構造を有する成形加工法が望まれている。
【0003】
従来、中空成形品の製造方法として、ツインコンポジット成形法、二重シート成形法、シートブロー成形法等と称される熱可塑性樹脂中空構造成形品の成形法(以下、「ツインコンポジット成形法」と記述する)がある。このツインコンポジット成形法は、例えば重ね合わせた上下2枚の熱可塑性樹脂シートを、相互間に所定の閉鎖空間を存置する態様にて周縁部をスペーサーを介してクランプし、上記両シートを加熱軟化させた後、クランプ位置の内側で上下一対の金型間に挟み、シート同士をその周縁部において接合一体化すると共に、金型に設けた真空穴で真空引きを行い、また、一方の金型に設けられている圧縮空気導入用ノズルをシートに貫通させて、両シート間の閉鎖空間内にインサートすることにより、閉鎖空間内に圧縮空気を導入して、両シートを上下両金型内面に密接させて賦形するものであり、賦形後両シート間の内圧を保持しながらシートから金型への熱伝導によりシートが冷却固化するのを待ち、固化後、圧縮空気導入用ノズルを後退させ、金型を開いて成形された中空構造体(成形品)を取り出すようにしている。この成形方法によって得られる成形品(以下、「ツインコンポジット成形品」と記述する)は完全に空洞構造であるため軽量であり、大型で、面積の広いものが得られるという特徴を有するので、各種のパネル状構造材として広く利用されている。
【0004】
しかしながら、ツインコンポジット成形法やツインコンポジット成形品にも種々の問題点があり、その解決策として、例えば、空洞構造のため歪曲され易いツインコンポジット成形品に、リブ構造を形成して歪曲を低減する製法(特許文献1)、圧縮空気導入用ノズル貫通工程でのシート間接触トラブルを解消させ、不良率を低減する成形法(特許文献2)、シートを賦形した後の冷却固化時間の短縮を図り、成形サイクルを短くして、生産性を向上させる製法(特許文献3)、更には、2枚の熱可塑性樹脂シートを熱融着して接合した部分の強度(接合強度)を高めるために接合部分の面積を広くしたり、接合部分の形状を複雑にしたツインコンポジット成形品及びその成形法(特許文献4)も提案されている。
【0005】
芳香族ポリカーボネート樹脂を用いたツインコンポジット成形では、熱融着部分の接合強度が不十分であり、接合強度を改良するためにシート加熱温度を上げると、熱垂れやしわが発生し、良好な外観の成形品を得ることはできなかった。以上の如く、ツインコンポジット成形法や成形品の構造に関する改良案は種々開示されているが、ツインコンポジット成形法に適した芳香族ポリカーボネート樹脂材料に関する具体的な開示はなく、ツインコンポジット成形法に適した芳香族ポリカーボネート樹脂材料が強く求められていた。
【0006】
【特許文献1】特開平6−155568号公報
【特許文献2】特開平8−216241号公報
【特許文献3】特開平11−99558号公報
【特許文献4】特開2000−289093号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記のような従来技術の問題点を解決し、芳香族ポリカーボネート樹脂シートの熱融着部分の接合強度が高く、優れた外観を有する中空成形品の提供を目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、構造粘性指数Nが1.2以上である芳香族ポリカーボネート樹脂にツインコンポジット成形法を適用した場合、賦形不良やしわの発生がなく、優れた外観を有し、さらに、シートの熱融着部分の接合強度が高い中空成形品が得られることを見出し、本発明を完成させた。
【0009】
すなわち、本発明の要旨は、相互に熱融着可能な2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化させた後、該軟化した2枚のシート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成させ、次いで、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚のシート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、さらに、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形してなる中空成形品(B)において、前記芳香族ポリカーボネート樹脂の構造粘性指数Nが1.2以上であることを特徴とする中空成形品(B)にある。
【発明の効果】
【0010】
本発明のツインコンポジット成形法による中空成形品(B)は、シートの熱融着部分の接合強度が高く、賦形不良やしわの発生がなく、優れた外観を有し、完全に空洞構造であるため軽量であり、比較的大型、広面積の成形品が得られるので、建材、車輌、航空機、船舶、電気・電子・OA機器、事務機器等の外板、ハウジング、壁体等のパネル部品に好適に用いることができる。
【発明を実施するための最良の形態】
【0011】
本発明について、以下に具体的に説明する。
芳香族ポリカーボネート樹脂
本発明で使用する芳香族ポリカーボネート樹脂は、構造粘性指数Nが1.2以上である熱可塑性の芳香族ポリカーボネート重合体又は共重合体である。芳香族ポリカーボネート樹脂の溶融特性は、数式:Q=K・PN(式中Qは溶融樹脂の流動量(mL/sec)、Kは定数、Pは圧力(kg/cm2)、Nは構造粘性指数)により表示することが可能である。上記の数式において、N=1のときはニュートン流動性を示し、Nの値が大きくなるほど非ニュートン流動性が大きくなる。一般に、このNが1.2以上であるとは、芳香族ポリカーボネート重合体又は共重合体では分岐鎖を有することを意味する。構造粘性指数Nが1.2以上の芳香族ポリカーボネート樹脂としては、成形品の外観や熱融着部分の接合強度の点から溶融エステル交換法により芳香族ジヒドロキシ化合物と炭酸ジエステルとを重合して得られた芳香族ポリカーボネート樹脂を含むものが好ましい。
【0012】
溶融エステル交換法による芳香族ポリカーボネート樹脂の製造方法は、通常、アルカリ金属化合物やアルカリ土類金属化合物などのエステル交換反応触媒の存在下で、炭酸ジエステルと芳香族ジヒドロキシ化合物との溶融エステル交換反応であり、芳香族ヒドロキシ化合物などの副生成物を除去しながら溶融重縮合反応を行う。
【0013】
炭酸ジエステルの具体例としては、ジメチルカーボネート、ジエチルカーボネート、ジ−tert−ブチルカーボネート等の炭酸ジアルキル化合物、ジフェニルカーボネート、ジトリルカーボネート等の置換ジフェニルカーボネート等が挙げられる。これらの中では、ジフェニルカーボネート又は置換ジフェニルカーボネートが好ましく、特にジフェニルカーボネートが好ましい。
【0014】
芳香族ジヒドロキシ化合物の具体例としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(=ビスフェノールA)、2,2−ビス(3,5−ジブロモ−4−ヒドロキシフェニル)プロパン(=テトラブロモビスフェノールA)、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)オクタン、2,2−ビス(4−ヒドロキシ−3−メチルフェニル)プロパン等を挙げることができ、特に耐衝撃性の点から好ましくは、2,2−ビス(4−ヒドロキシフェニル)プロパン[=ビスフェノールA]である。これらの芳香族ジヒドロキシ化合物は単独で、又は2種以上を混合して使用することもできる。
【0015】
例えば、特開2004−2831号公報には、溶融エステル交換法による芳香族ポリカーボネート樹脂に関し、分岐構造を含めた詳細な記載があり、同公報の記載に従って、触媒の条件や製造条件を選択することにより、本発明で使用する芳香族ポリカーボネート樹脂を得ることが出来る。
溶融エステル交換法によって得られた芳香族ポリカーボネート樹脂に含まれる分岐構造には、例えば、以下の一般式(1)〜(4)の構造が挙げられる。
【0016】
【化1】

【0017】
一般式(1)〜(4)中、Xは、単結合、炭素数1〜8のアルキレン基、炭素数2〜8のアルキリデン基、炭素数5〜15のシクロアルキレン基、炭素数5〜15のシクロアルキリデン基、または、−O−,−S−,−CO−,−SO−,−SO2−で示される2価の基からなる群から選ばれる連結基である。
【0018】
また、構造粘性指数Nが1.2以上の芳香族ポリカーボネート樹脂は、分岐剤を使用する方法によって製造することも出来る。
分岐剤の具体例としては、フロログルシン、4,6−ジメチル−2,4,6−トリス(4−ヒドロキシフェニル)ヘプテン−2、4,6−ジメチル−2,4,6−トリス(4−ヒドロキシフェニル)ヘプタン、2,6−ジメチル−2,4,6−トリス(4−ヒドロキシフェニルヘプテン−3、1,3,5−トリス(4−ヒドロキシフェニル)エタン等のポリヒドロキシ化合物の他、3,3−ビス(4−ヒドロキシアリール)オキシインドール(別名イサチンビスフェノール)、5−クロルイサチンビスフェノール、5,7−ジクロルイサチンビスフェノール、5−ブロムイサチンビスフェノール等が挙げられる。分岐剤の使用量は、芳香族ジヒドロキシ化合物に対し、通常0.01〜10モル%、好ましくは0.1〜3モル%である。
【0019】
分岐剤を使用した製造方法としては、上述のような溶融エステル交換法でも良いが、界面重合法でも良い。界面重合法による反応は、例えば、反応に不活性な有機溶媒とアルカリ水溶液の存在下で、通常pHを9以上に保ち、芳香族ジヒドロキシ化合物を、必要に応じて分子量調整剤(末端停止剤)、芳香族ジヒドロキシ化合物の酸化防止剤と共にホスゲンと反応させる。次いで、第三級アミンまたは第四級アンモニウム塩等の重合触媒を添加し、界面重合を行うことによってポリカーボネートを得る方法が挙げられる。
【0020】
さらに、従来、上記Nの値を適切に大きくし好適な構造粘性を実現するための手段として、ポリカーボネート分子中に適正量の分岐構造を導入することが試みられ、実施されてきた。例えば、構造粘性指数(N)が1.36以上であり、粘度平均分子量が前記の範囲にある芳香族ポリカーボネート樹脂は例えばWO00/63275号公報によって提案されている方法も本発明に適用できる。
【0021】
本発明において、構造粘性指数Nの測定法としては、高化式フローテスター(島津製作所社製)シリンダー;ノズル径1mmノズル長10mm)に芳香族ポリカーボネート樹脂のペレットを仕込み、温度280℃に一定にし、加えた圧力P(100〜200kg/cm2)と、それに対する溶融樹脂の留出量Q(mL/sec)を測定し、それぞれの値を両対数グラフにプロットして得られる回帰直線の勾配から求める。
本発明で使用する構造粘性指数が1.2以上である芳香族ポリカーボネートは、一種類である必要はなく、例えば構造粘性指数が1.2以上である溶融法で得られた芳香族ポリカーボネートと、構造粘性指数が1.2未満である界面法で得られた芳香族ポリカーボネートを併用し、それらの樹脂組成物を上記の測定方法で構造粘性指数を求めた場合、1.2以上である場合も含む。
【0022】
本発明に使用する芳香族ポリカーボネート樹脂の分子量は特定されないが、溶液粘度から換算した粘度平均分子量[Mv]で、15,000〜50,000の範囲のものが好ましい。芳香族ポリカーボネート樹脂の粘度平均分子量が15,000未満であると、機械的特性が低下し、用途によっては要求性能を満たさないおそれがある。一方、粘度平均分子量が、50,000より大きいと、流動性が悪くなり、成形加工性が低下するので好ましくない。より好ましい粘度平均分子量は18,000〜45,000であり、中でも好ましくは20,000〜40,000であり、特に好ましくは25,000〜35,000である。また、粘度平均分子量の異なる2種以上の芳香族ポリカーボネート樹脂を混合しても良く、粘度平均分子量が上記好適範囲外である芳香族ポリカーボネート樹脂とを混合することも可能である。
【0023】
ここで粘度平均分子量[Mv]とは、溶媒としてメチレンクロライドを使用し、ウベローデ粘度計を用いて温度20℃での極限粘度[η](単位dl/g)を求め、Schnellの粘度式、すなわち、η=1.23×10−4M0.83、から算出される値を意味する。ここで極限粘度[η]とは各溶液濃度[C](g/dl)での比粘度[ηsp]を測定し、下記式により算出した値である。
【0024】
【数1】
【0025】
本発明に係る芳香族ポリカーボネート樹脂の末端水酸基濃度は、通常1500ppm以下であり、中でも1000ppm以下、更には800ppm以下であることが好ましい。またその下限は、10ppm以上、中でも30ppm以上、更には40ppm以上であることが好ましい。末端水酸基濃度を10ppm以上とすることで、分子量の低下が抑制でき、機械的特性がより向上する傾向にある。また末端基水酸基濃度を1000ppm以下にすることで、滞留熱安定性や色調がより向上する傾向にあるので好ましい。なお、末端水酸基濃度の単位は、芳香族ポリカーボネート樹脂重量に対する、末端水酸基の重量をppmで表示したものであり、測定方法は、四塩化チタン/酢酸法による比色定量(Macromol.Chem.88 215(1965)に記載の方法)である。
【0026】
芳香族ポリカーボネート樹脂においては、その末端水酸基量が製品ポリカーボネートの熱安定性、加水分解安定性、色調等に大きな影響を及ぼすので、従来公知の任意の方法によって、適宜調整してもよい。溶融エステル交換法においては、通常、炭酸ジエステルと芳香族ジヒドロキシ化合物との混合比率や、エステル交換反応時の減圧度を調整して、所望の分子量および末端水酸基量を調整した芳香族ポリカーボネート樹脂を得ることができる。通常、溶融エステル交換法においては、芳香族ジヒドロキシ化合物1モルに対して、炭酸ジエステルを等モル量以上用い、中でも1.01〜1.30モルの量で用いることが好ましい。また、より積極的な調整方法としては、反応時に別途、末端停止剤を添加する方法が挙げられ、この際の末端停止剤としては、一価フェノール類、一価カルボン酸類、炭酸ジエステル類が挙げられる。
【0027】
また、本発明に係る芳香族ポリカーボネート樹脂は、成形品外観の向上を図るため、芳香族ポリカーボネートオリゴマーを含有していてもよい。この芳香族ポリカーボネートオリゴマーの粘度平均分子量[Mv]は、好ましくは1500〜9500であり、より好ましくは2000〜9000である。芳香族ポリカーボネートオリゴマーの含有量は、芳香族ポリカーボネート樹脂の30重量%以下の範囲で使用するのが好ましい。
【0028】
更に、本発明で使用される芳香族ポリカーボネート樹脂としては、バージン原料だけでなく、使用済みの製品から再生された芳香族ポリカーボネート、いわゆるマテリアルリサイクルされた芳香族ポリカーボネート樹脂が含まれていても良く、バージン原料である芳香族ポリカーボネート樹脂と再生された芳香族ポリカーボネート樹脂からなる樹脂組成物の構造粘性指数が1.2以上であれば再生された芳香族ポリカーボネート樹脂の含有量は特に制限はないが、芳香族ポリカーボネート樹脂の80重量%以下であることが好ましく、より好ましくは50重量%以下である。使用済みの製品としては、光学ディスク等の光記録媒体、導光板、自動車窓ガラスや自動車ヘッドランプレンズ、風防等の車輌透明部材、水ボトル等の容器、メガネレンズ、防音壁やガラス窓、波板等の建築部材等が好ましく挙げられる。また、製品の不適合品、スプルー、ランナー等から得られた粉砕品又はそれらを溶融して得たペレット等も使用可能である。
【0029】
その他成分及び芳香族ポリカーボネート樹脂組成物の調整方法
本発明に関わる芳香族ポリカーボネート樹脂は、必要に応じ本発明の効果を損なわない範囲で、ポリスチレン系樹脂(アクリロニトリル−ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体、アクリロニトリル−エチレン−スチレン共重合体など)やポリオレフィン系樹脂(ポリエチレン樹脂、ポリプロピレン樹脂など)などの芳香族ポリカーボネート樹脂以外の熱可塑性樹脂や各種樹脂添加剤を含有していてもよい。各種樹脂添加剤としては、臭素化合物及びリン酸エステルや縮合リン酸エステル等の難燃剤、ベンゾトリアゾール系化合物等の紫外線吸収剤、亜燐酸エステル系化合物等の熱安定剤、ヒンダードフェノール系化合物等の酸化防止剤、コア/シェル型エラストマー等の耐衝撃性改良剤、カーボンブラック等の顔料、染料、可塑剤、帯電防止剤、摺動性改良剤、滴下防止剤、ガラス繊維、ガラスフレーク、炭素繊維、金属繊維、マイカ、タルク、カオリン、ウォラストナイト等の無機充填材を挙げることができる。
【0030】
前記その他成分を含有する芳香族ポリカーボネート樹脂組成物の調整方法は、公知の方法が適用でき、特に限定されるものではない。例えば、公知の芳香族ポリカーボネート樹脂組成物の製造方法を広く採用でき、具体的には、タンブラーやヘンシェルミキサーなどの各種混合機を用い予め混合した後、バンバリーミキサー、ロール、ブラベンダー、単軸混練押出機、二軸混練押出機、ニーダーなどで溶融混練することによって樹脂組成物を製造することができる。
【0031】
芳香族ポリカーボネート樹脂シート(A)
本発明において中空成形品の素材として使用する熱可塑性樹脂シート(A)は、通常公知の方法により製造可能であるが、中でも溶融押出法は工業的に有利な製法として好ましい。すなわち、芳香族ポリカーボネート樹脂を、一軸又は二軸押出機に供給し、溶融混練後、スクリュー、シリンダー、Tダイを通過して、板状に押出され、2本以上のロールによって成形、冷却され、シートに加工される。また、本発明の中空成形品の製造に使用される2枚の芳香族ポリカーボネート樹脂シートは、同種の芳香族ポリカーボネート樹脂シート、または、異種の芳香族ポリカーボネート樹脂シートの組合せ、のいずれでもよい。
【0032】
中空成形品(B)
本発明の中空成形品(B)は、前記溶融押出法のような方法により製造された2枚の芳香族ポリカーボネート樹脂シート(A)から、ツインコンポジット成形法によって製造される。すなわち、相互に熱融着可能な2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化させた後、該軟化した2枚の芳香族ポリカーボネート樹脂シート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成させ、次いで、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚の芳香族ポリカーボネート樹脂シート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、さらに、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形して、中空成形品(B)を得る。
【0033】
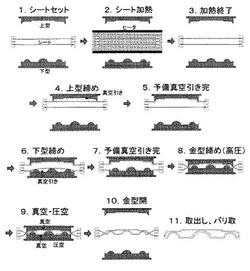
以下、添付の図1に基づいて、本発明の中空成形品(B)の成形法の具体的態様について、詳細に説明する。図1は、下記各段階1〜11における、成形金型及び2枚の芳香族ポリカーボネート樹脂シートの関係を中心に示す、成形プロセスの模式図である。
1 シートセット
2 シート加熱
3 加熱終了
4 上型締め
5 予備真空引き完
6 下型締め
7 予備真空引き完
8 金型締め(高圧)
9 真空・圧空
10 金型開
11 取出し、バリ取
【0034】
図中、「1 シートセット」では、相互に熱融着可能な2枚の芳香族ポリカーボネート樹脂シートは、スペーサーを介して、それぞれの両端辺をクランプし、平行な位置にセットされる。スペーサー及びクランプは、両シートが加熱により変形し、予備真空引きが行われる以前に不用意に相互融着しないように、それぞれのシートを緊張し両シート間の間隔を保持するのに有用である。また、スペーサーには必要に応じ導入孔を設け、両シート間の空間に緊張用圧縮空気を導入(図示せず)して、両シート間の不用意な融着を防止することもできる。もちろん、2枚のシートはクランプした状態で別々に動くようにしてもよい。
「2 シート加熱」では、両シートをそれぞれの両端辺をクランプした状態で、遠赤外線ヒータ等の加熱手段によって、加熱し、軟化させる。
「3 加熱終了」すると、加熱手段は、クランプしたシートから速やかに遠ざけられ、以後の賦形の各段階で必要なシートの軟化状態を確保する。
「4 上型締め」では、上型を、クランプしたシートに近づけ、上型の合わせ面を2枚のシートのうち上シートの表面に当接させて、上型と上シートとの間に閉鎖空間を形成させる。該閉鎖空間内の空気を、上型内面に開口する真空吸引孔から排出させるべく、予備真空引きを行う。真空引きを上型内面の全域にわたってムラなく迅速に行うためには、真空吸引孔は多数個設けるのがよい。
「5 予備真空引き完」では、上シートが下シートと接触しないよう真空引きを行う。この段階でシートが金型内面に密着して賦形を完了させなくともよい。
「6 下型締め」では、下型を、クランプしたシートに近づけ、下型の合わせ面を下シートの表面に当接させて、下型と下シートとの間に閉鎖空間を形成させる。該閉鎖空間内の空気を、下型内面に開口する真空吸引孔から排出させるべく、予備真空引きを行う。真空引きを下型内面の全域にわたってムラなく迅速に行うためには、真空吸引孔は多数個設けるのがよい。
「7 予備真空引き完」では、下シートがたるまないように真空引きを行う。なお、図中、「4 上型締め」及び「5 予備真空引き完」の後に行われている、「6 下型締め」及び「7 予備真空引き完」は、それぞれ、「4 上型締め」及び「5 予備真空引き完」と並行して行うことにより、成形時間の短縮を図ることもできる。
「8 金型締め」は、上下両金型における予備真空引きを完えた後、両シートがまだ融着可能な軟化状態にあるうちに、両金型の合わせ面を接近させ、型締め圧(例えば98MPa)の高圧に加圧して行う。その際、両シートの被加圧部が相互に熱融着されて、所定の中空体が構成される。被加圧部の位置は、通常、図示のように、クランプ部より内側が選ばれる。
「9 真空・圧空」では、上記中空体の冷却固化が完了するまでの間、引き続き上記上下両金型の内面に開口する真空吸引孔からの排気を行い、必要に応じて、例えば下型から下シートを貫通するノズルを差し込み、中空体内部の空間に成形用圧縮空気及び/又は冷却用空気を導入して、該中空体外面を隙間を残すことなく上下両金型内面に密着させ賦形して、所定の形状を有し、賦形不良のない中空成形品とする。
「10 金型開」では、中空体が冷却固化するのを待ち、固化後、圧縮空気導入用ノズルを後退させ、金型を開く。
「11 取出し、バリ取」では、金型を開いて成形された中空成形品を取り出す。このとき、上記金型締めに際し、金型の合わせ面より外側に在った部分は、バリ取りをして所望の製品を得る。
【0035】
なお、本発明の中空成形品の構造は、特に限定されず、例えば背景技術に記載したような特許文献1〜4の歪曲の低減、接合強度、不良率の低減、生産性の向上等の改善を図った構造改良を取り入れたものであってもよい。
【実施例】
【0036】
以下本発明を、実施例及び比較例によって詳細に説明するが、本発明はその趣旨を超えない限り、以下の実施例に限定されるものではない。なお、以下の実施例および比較例において使用した芳香族ポリカーボネート樹脂、シート成形、中空成形、評価方法は以下の通りである。
【0037】
<芳香族ポリカーボネート樹脂>
芳香族ポリカーボネート樹脂(1):溶融エステル交換法で製造されたビスフェノールA型芳香族ポリカーボネート(三菱エンジニアリングプラスチックス株式会社製「ノバレックスM7027B」、構造粘性指数N:1.6、粘度平均分子量27,000)
芳香族ポリカーボネート樹脂(2):界面重合法で製造されたビスフェノールA型芳香族ポリカーボネート(三菱エンジニアリングプラスチックス株式会社製「ユーピロンE−2000」、構造粘性指数N:1.1、粘度平均分子量28,000)
芳香族ポリカーボネート樹脂(3):前記芳香族ポリカーボネート樹脂(1)70重量部と芳香族ポリカーボネート樹脂(2)30重量部とをタンブラーミキサーで均一に混合した後、二軸押出機(株式会社日本製鋼所製、「TEX44」、L/D=42、バレル数12)を用いて、シリンダー温度290℃、スクリュー回転数200rpmにてバレル1より押出機にフィードし溶融混練させ、芳香族ポリカーボネート樹脂(3)のペレットを調製した。得られた芳香族ポリカーボネート樹脂(3)の構造粘性指数Nは1.5、粘度平均分子量は27,200であった。
【0038】
<シートの成形>
前記芳香族ポリカーボネート樹脂のペレットを、ベント付単軸押出機(東芝機械社製、シート押出機、シリンダー内径120mmφ、シリンダー温度290℃)に供給し、Tダイから板状に押出し、4本のロールによって成形、冷却して、1800mm×1500mm×3mmtのシート2枚を得た。
【0039】
<中空成形品の成形>
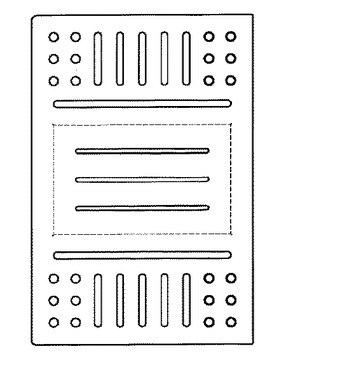
前記にて成形したシートを用いて、ツインコンポジット成形法に従い、図2に示す大型パネル中空成形品を成形した。図2は、該成形品の内表面(該成形品をパネル部品として装着する場合、外側には現れない面)の形状を示す平面図である。同図中、表面形状が縦長又は横長の、角を丸めた長方形は、表面に対して垂直な断面が半円形状の凹部を示し、該長方形の中心線上において対向シート(図示せず)と内面どうしが融着して補強リブを構成し、また、表面形状が円形の部分も、断面半円形状の凹部を示し、円の中心において対向シートと内面どうしが融着して補強柱を構成する。また、破線の方形は対向シートとの距離が他の部分より小さい、言い換えれば該成形品の外表面(該成形品をパネル部品として装着する場合、外側に現れる面)が当該方形の凹部を有することを示す。これら成形品の両表面に設けられる凹部は、後記の上下の金型内面に設けられた凸部に密着させることよって形成される。
【0040】
すなわち、上述のように成形されたシート2枚を、2枚の間隔が10cmとなるようなスペーサーを介して、上下に重ね合わせて4方をクランプし、該2枚のシートを、表1に示したシート加熱温度で3分間加熱して軟化させた後、
a) 上下のシートを、各々、上下の金型の合わせ面に当接させ(低圧で型締め)、金型内面とシートの間に閉鎖空間を形成させ、上下金型内面に設けられた真空吸引孔からそれぞれ真空引きを行い、両シートが空気の排出により上下それぞれの金型内面に沿って密着するように賦形する。真空引きの時間は、上記低圧の型締めから後記圧空の終了まで170秒。
b) 前記クランプ部の内側の合わせ面の位置で、上下1対の金型間を100tの高圧(98MPa)に加圧して締め付け、上下のシートをその被加圧部において相互に熱融着する。
c) 該賦形・熱融着によって構成された中空体内の閉鎖空間に、下型から下シートを貫通して挿入される導入管ノズルを介して、0.4MPa圧縮空気を導入して圧空を行い、真空引きによる賦形不足を補う。該圧空時間は、ノズルの挿入から90秒である。
d) 内圧を保持しながら、中空体成形品から金型への熱伝導により成形品が冷却する。
【0041】
成形品の冷却後、圧縮空気導入用ノズルを後退させ、金型を開いて成形された中空構造体成形品を取り出す。離型された成形品から、不要となったクランプ等を外し、バリ取りを行って得られる、図2に示す大型パネル成形品の寸法は、1000mm×1500mm×20mmである。
【0042】
<評価方法>
芳香族ポリカーボネート樹脂の粘度平均分子量、構造粘性指数N及び中空成形品の外観、熱融着部分の接合強度の評価方法は以下の通りである。
(1)粘度平均分子量
ウベローデ粘度計を使用し、メチレンクロライドを溶液とする溶液の、温度20℃における極限粘度[η](単位dl/g)を求め、Schnellの粘度式(η=1.23×10−4M0.83)から算出した。
(2)構造粘性指数N
高化式フローテスター(島津製作所社製)シリンダー;ノズル径1mmノズル長10mm)に芳香族ポリカーボネート樹脂のペレットを仕込み、温度280℃に一定にし、加えた圧力P(100〜200kg/cm2)と、それに対する溶融樹脂の留出量Q(mL/sec)を測定し、それぞれの値を両対数グラフにプロットして得られる回帰直線の勾配から求めた。
【0043】
(3)外観(目視)
中空成形品の外観を目視観察で、しわや賦形不良が認められなかったものは「○」、しわや賦形不良が発生していると認められたものは「×」と2段階評価し、表示した。
(4)熱融着部分の接合強度(落球試験)
中空成形品の熱融着部分に剛球(重量1kg、φ63.5mm)を高さ30cmから自由落下させ、熱融着部分が接合しているものは「○」、熱融着部分が剥れたものは「×」と2段階評価し、表示した。
【0044】
[実施例1及び2、比較例1及び2]
表1の芳香族ポリカーボネート樹脂シートを用いて得られた中空成形品について、外観、熱融着部分の接合強度を評価した結果を表1に示す。
【0045】
【表1】
【0046】
実施例、比較例の結果から以下のことが分かる。
(1)実施例1及び2に記載の中空成形品は、優れた外観を有し、熱融着部分の接合強度が高い。
(2)比較例1に記載の中空成形品は、しわが発生し外観に劣り、比較例2に記載の中空成形品は、外観は良好なるもシート加熱温度が低く熱融着部分の接合強度に劣るものであった。
【図面の簡単な説明】
【0047】
【図1】2枚のシートから中空成形品を成形するプロセスを示す模式図。
【図2】大型パネル成形品の平面図。
【技術分野】
【0001】
本発明は、中空成形品、更に詳しくは2枚の芳香族ポリカーボネート樹脂シートを上下金型間に対向状に配置して、それら各シートと金型間に形成した閉鎖空間内の空気を真空吸引することによりシートを金型内面に沿わせて、金型の合わせ面間で融着し、さらに該金型内面に密接賦形した、賦形不良及びしわがなく、優れた熱融着性を有する中空成形品に関するものである。
【背景技術】
【0002】
芳香族ポリカーボネート樹脂は、汎用エンジニアリングプラスチックとして透明性、耐衝撃性、耐熱性、寸法安定性などに優れ、その優れた特性から、電気・電子・OA・事務機器部品、機械部品、車輌用部品、建材部品等の幅広い分野で使用されている。電気・電子・OA・事務機器部品や車輌の外板、ハウジング、壁体等のパネル部品においては、剛性感が不足する場合があり、肉厚を厚くすると剛性感は向上するが重量が重くなるため、軽量で且つ剛性感を向上させるために中空構造を有する成形加工法が望まれている。
【0003】
従来、中空成形品の製造方法として、ツインコンポジット成形法、二重シート成形法、シートブロー成形法等と称される熱可塑性樹脂中空構造成形品の成形法(以下、「ツインコンポジット成形法」と記述する)がある。このツインコンポジット成形法は、例えば重ね合わせた上下2枚の熱可塑性樹脂シートを、相互間に所定の閉鎖空間を存置する態様にて周縁部をスペーサーを介してクランプし、上記両シートを加熱軟化させた後、クランプ位置の内側で上下一対の金型間に挟み、シート同士をその周縁部において接合一体化すると共に、金型に設けた真空穴で真空引きを行い、また、一方の金型に設けられている圧縮空気導入用ノズルをシートに貫通させて、両シート間の閉鎖空間内にインサートすることにより、閉鎖空間内に圧縮空気を導入して、両シートを上下両金型内面に密接させて賦形するものであり、賦形後両シート間の内圧を保持しながらシートから金型への熱伝導によりシートが冷却固化するのを待ち、固化後、圧縮空気導入用ノズルを後退させ、金型を開いて成形された中空構造体(成形品)を取り出すようにしている。この成形方法によって得られる成形品(以下、「ツインコンポジット成形品」と記述する)は完全に空洞構造であるため軽量であり、大型で、面積の広いものが得られるという特徴を有するので、各種のパネル状構造材として広く利用されている。
【0004】
しかしながら、ツインコンポジット成形法やツインコンポジット成形品にも種々の問題点があり、その解決策として、例えば、空洞構造のため歪曲され易いツインコンポジット成形品に、リブ構造を形成して歪曲を低減する製法(特許文献1)、圧縮空気導入用ノズル貫通工程でのシート間接触トラブルを解消させ、不良率を低減する成形法(特許文献2)、シートを賦形した後の冷却固化時間の短縮を図り、成形サイクルを短くして、生産性を向上させる製法(特許文献3)、更には、2枚の熱可塑性樹脂シートを熱融着して接合した部分の強度(接合強度)を高めるために接合部分の面積を広くしたり、接合部分の形状を複雑にしたツインコンポジット成形品及びその成形法(特許文献4)も提案されている。
【0005】
芳香族ポリカーボネート樹脂を用いたツインコンポジット成形では、熱融着部分の接合強度が不十分であり、接合強度を改良するためにシート加熱温度を上げると、熱垂れやしわが発生し、良好な外観の成形品を得ることはできなかった。以上の如く、ツインコンポジット成形法や成形品の構造に関する改良案は種々開示されているが、ツインコンポジット成形法に適した芳香族ポリカーボネート樹脂材料に関する具体的な開示はなく、ツインコンポジット成形法に適した芳香族ポリカーボネート樹脂材料が強く求められていた。
【0006】
【特許文献1】特開平6−155568号公報
【特許文献2】特開平8−216241号公報
【特許文献3】特開平11−99558号公報
【特許文献4】特開2000−289093号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記のような従来技術の問題点を解決し、芳香族ポリカーボネート樹脂シートの熱融着部分の接合強度が高く、優れた外観を有する中空成形品の提供を目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的を達成すべく鋭意研究を重ねた結果、構造粘性指数Nが1.2以上である芳香族ポリカーボネート樹脂にツインコンポジット成形法を適用した場合、賦形不良やしわの発生がなく、優れた外観を有し、さらに、シートの熱融着部分の接合強度が高い中空成形品が得られることを見出し、本発明を完成させた。
【0009】
すなわち、本発明の要旨は、相互に熱融着可能な2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化させた後、該軟化した2枚のシート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成させ、次いで、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚のシート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、さらに、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形してなる中空成形品(B)において、前記芳香族ポリカーボネート樹脂の構造粘性指数Nが1.2以上であることを特徴とする中空成形品(B)にある。
【発明の効果】
【0010】
本発明のツインコンポジット成形法による中空成形品(B)は、シートの熱融着部分の接合強度が高く、賦形不良やしわの発生がなく、優れた外観を有し、完全に空洞構造であるため軽量であり、比較的大型、広面積の成形品が得られるので、建材、車輌、航空機、船舶、電気・電子・OA機器、事務機器等の外板、ハウジング、壁体等のパネル部品に好適に用いることができる。
【発明を実施するための最良の形態】
【0011】
本発明について、以下に具体的に説明する。
芳香族ポリカーボネート樹脂
本発明で使用する芳香族ポリカーボネート樹脂は、構造粘性指数Nが1.2以上である熱可塑性の芳香族ポリカーボネート重合体又は共重合体である。芳香族ポリカーボネート樹脂の溶融特性は、数式:Q=K・PN(式中Qは溶融樹脂の流動量(mL/sec)、Kは定数、Pは圧力(kg/cm2)、Nは構造粘性指数)により表示することが可能である。上記の数式において、N=1のときはニュートン流動性を示し、Nの値が大きくなるほど非ニュートン流動性が大きくなる。一般に、このNが1.2以上であるとは、芳香族ポリカーボネート重合体又は共重合体では分岐鎖を有することを意味する。構造粘性指数Nが1.2以上の芳香族ポリカーボネート樹脂としては、成形品の外観や熱融着部分の接合強度の点から溶融エステル交換法により芳香族ジヒドロキシ化合物と炭酸ジエステルとを重合して得られた芳香族ポリカーボネート樹脂を含むものが好ましい。
【0012】
溶融エステル交換法による芳香族ポリカーボネート樹脂の製造方法は、通常、アルカリ金属化合物やアルカリ土類金属化合物などのエステル交換反応触媒の存在下で、炭酸ジエステルと芳香族ジヒドロキシ化合物との溶融エステル交換反応であり、芳香族ヒドロキシ化合物などの副生成物を除去しながら溶融重縮合反応を行う。
【0013】
炭酸ジエステルの具体例としては、ジメチルカーボネート、ジエチルカーボネート、ジ−tert−ブチルカーボネート等の炭酸ジアルキル化合物、ジフェニルカーボネート、ジトリルカーボネート等の置換ジフェニルカーボネート等が挙げられる。これらの中では、ジフェニルカーボネート又は置換ジフェニルカーボネートが好ましく、特にジフェニルカーボネートが好ましい。
【0014】
芳香族ジヒドロキシ化合物の具体例としては、2,2−ビス(4−ヒドロキシフェニル)プロパン(=ビスフェノールA)、2,2−ビス(3,5−ジブロモ−4−ヒドロキシフェニル)プロパン(=テトラブロモビスフェノールA)、ビス(4−ヒドロキシフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)オクタン、2,2−ビス(4−ヒドロキシ−3−メチルフェニル)プロパン等を挙げることができ、特に耐衝撃性の点から好ましくは、2,2−ビス(4−ヒドロキシフェニル)プロパン[=ビスフェノールA]である。これらの芳香族ジヒドロキシ化合物は単独で、又は2種以上を混合して使用することもできる。
【0015】
例えば、特開2004−2831号公報には、溶融エステル交換法による芳香族ポリカーボネート樹脂に関し、分岐構造を含めた詳細な記載があり、同公報の記載に従って、触媒の条件や製造条件を選択することにより、本発明で使用する芳香族ポリカーボネート樹脂を得ることが出来る。
溶融エステル交換法によって得られた芳香族ポリカーボネート樹脂に含まれる分岐構造には、例えば、以下の一般式(1)〜(4)の構造が挙げられる。
【0016】
【化1】
【0017】
一般式(1)〜(4)中、Xは、単結合、炭素数1〜8のアルキレン基、炭素数2〜8のアルキリデン基、炭素数5〜15のシクロアルキレン基、炭素数5〜15のシクロアルキリデン基、または、−O−,−S−,−CO−,−SO−,−SO2−で示される2価の基からなる群から選ばれる連結基である。
【0018】
また、構造粘性指数Nが1.2以上の芳香族ポリカーボネート樹脂は、分岐剤を使用する方法によって製造することも出来る。
分岐剤の具体例としては、フロログルシン、4,6−ジメチル−2,4,6−トリス(4−ヒドロキシフェニル)ヘプテン−2、4,6−ジメチル−2,4,6−トリス(4−ヒドロキシフェニル)ヘプタン、2,6−ジメチル−2,4,6−トリス(4−ヒドロキシフェニルヘプテン−3、1,3,5−トリス(4−ヒドロキシフェニル)エタン等のポリヒドロキシ化合物の他、3,3−ビス(4−ヒドロキシアリール)オキシインドール(別名イサチンビスフェノール)、5−クロルイサチンビスフェノール、5,7−ジクロルイサチンビスフェノール、5−ブロムイサチンビスフェノール等が挙げられる。分岐剤の使用量は、芳香族ジヒドロキシ化合物に対し、通常0.01〜10モル%、好ましくは0.1〜3モル%である。
【0019】
分岐剤を使用した製造方法としては、上述のような溶融エステル交換法でも良いが、界面重合法でも良い。界面重合法による反応は、例えば、反応に不活性な有機溶媒とアルカリ水溶液の存在下で、通常pHを9以上に保ち、芳香族ジヒドロキシ化合物を、必要に応じて分子量調整剤(末端停止剤)、芳香族ジヒドロキシ化合物の酸化防止剤と共にホスゲンと反応させる。次いで、第三級アミンまたは第四級アンモニウム塩等の重合触媒を添加し、界面重合を行うことによってポリカーボネートを得る方法が挙げられる。
【0020】
さらに、従来、上記Nの値を適切に大きくし好適な構造粘性を実現するための手段として、ポリカーボネート分子中に適正量の分岐構造を導入することが試みられ、実施されてきた。例えば、構造粘性指数(N)が1.36以上であり、粘度平均分子量が前記の範囲にある芳香族ポリカーボネート樹脂は例えばWO00/63275号公報によって提案されている方法も本発明に適用できる。
【0021】
本発明において、構造粘性指数Nの測定法としては、高化式フローテスター(島津製作所社製)シリンダー;ノズル径1mmノズル長10mm)に芳香族ポリカーボネート樹脂のペレットを仕込み、温度280℃に一定にし、加えた圧力P(100〜200kg/cm2)と、それに対する溶融樹脂の留出量Q(mL/sec)を測定し、それぞれの値を両対数グラフにプロットして得られる回帰直線の勾配から求める。
本発明で使用する構造粘性指数が1.2以上である芳香族ポリカーボネートは、一種類である必要はなく、例えば構造粘性指数が1.2以上である溶融法で得られた芳香族ポリカーボネートと、構造粘性指数が1.2未満である界面法で得られた芳香族ポリカーボネートを併用し、それらの樹脂組成物を上記の測定方法で構造粘性指数を求めた場合、1.2以上である場合も含む。
【0022】
本発明に使用する芳香族ポリカーボネート樹脂の分子量は特定されないが、溶液粘度から換算した粘度平均分子量[Mv]で、15,000〜50,000の範囲のものが好ましい。芳香族ポリカーボネート樹脂の粘度平均分子量が15,000未満であると、機械的特性が低下し、用途によっては要求性能を満たさないおそれがある。一方、粘度平均分子量が、50,000より大きいと、流動性が悪くなり、成形加工性が低下するので好ましくない。より好ましい粘度平均分子量は18,000〜45,000であり、中でも好ましくは20,000〜40,000であり、特に好ましくは25,000〜35,000である。また、粘度平均分子量の異なる2種以上の芳香族ポリカーボネート樹脂を混合しても良く、粘度平均分子量が上記好適範囲外である芳香族ポリカーボネート樹脂とを混合することも可能である。
【0023】
ここで粘度平均分子量[Mv]とは、溶媒としてメチレンクロライドを使用し、ウベローデ粘度計を用いて温度20℃での極限粘度[η](単位dl/g)を求め、Schnellの粘度式、すなわち、η=1.23×10−4M0.83、から算出される値を意味する。ここで極限粘度[η]とは各溶液濃度[C](g/dl)での比粘度[ηsp]を測定し、下記式により算出した値である。
【0024】
【数1】
【0025】
本発明に係る芳香族ポリカーボネート樹脂の末端水酸基濃度は、通常1500ppm以下であり、中でも1000ppm以下、更には800ppm以下であることが好ましい。またその下限は、10ppm以上、中でも30ppm以上、更には40ppm以上であることが好ましい。末端水酸基濃度を10ppm以上とすることで、分子量の低下が抑制でき、機械的特性がより向上する傾向にある。また末端基水酸基濃度を1000ppm以下にすることで、滞留熱安定性や色調がより向上する傾向にあるので好ましい。なお、末端水酸基濃度の単位は、芳香族ポリカーボネート樹脂重量に対する、末端水酸基の重量をppmで表示したものであり、測定方法は、四塩化チタン/酢酸法による比色定量(Macromol.Chem.88 215(1965)に記載の方法)である。
【0026】
芳香族ポリカーボネート樹脂においては、その末端水酸基量が製品ポリカーボネートの熱安定性、加水分解安定性、色調等に大きな影響を及ぼすので、従来公知の任意の方法によって、適宜調整してもよい。溶融エステル交換法においては、通常、炭酸ジエステルと芳香族ジヒドロキシ化合物との混合比率や、エステル交換反応時の減圧度を調整して、所望の分子量および末端水酸基量を調整した芳香族ポリカーボネート樹脂を得ることができる。通常、溶融エステル交換法においては、芳香族ジヒドロキシ化合物1モルに対して、炭酸ジエステルを等モル量以上用い、中でも1.01〜1.30モルの量で用いることが好ましい。また、より積極的な調整方法としては、反応時に別途、末端停止剤を添加する方法が挙げられ、この際の末端停止剤としては、一価フェノール類、一価カルボン酸類、炭酸ジエステル類が挙げられる。
【0027】
また、本発明に係る芳香族ポリカーボネート樹脂は、成形品外観の向上を図るため、芳香族ポリカーボネートオリゴマーを含有していてもよい。この芳香族ポリカーボネートオリゴマーの粘度平均分子量[Mv]は、好ましくは1500〜9500であり、より好ましくは2000〜9000である。芳香族ポリカーボネートオリゴマーの含有量は、芳香族ポリカーボネート樹脂の30重量%以下の範囲で使用するのが好ましい。
【0028】
更に、本発明で使用される芳香族ポリカーボネート樹脂としては、バージン原料だけでなく、使用済みの製品から再生された芳香族ポリカーボネート、いわゆるマテリアルリサイクルされた芳香族ポリカーボネート樹脂が含まれていても良く、バージン原料である芳香族ポリカーボネート樹脂と再生された芳香族ポリカーボネート樹脂からなる樹脂組成物の構造粘性指数が1.2以上であれば再生された芳香族ポリカーボネート樹脂の含有量は特に制限はないが、芳香族ポリカーボネート樹脂の80重量%以下であることが好ましく、より好ましくは50重量%以下である。使用済みの製品としては、光学ディスク等の光記録媒体、導光板、自動車窓ガラスや自動車ヘッドランプレンズ、風防等の車輌透明部材、水ボトル等の容器、メガネレンズ、防音壁やガラス窓、波板等の建築部材等が好ましく挙げられる。また、製品の不適合品、スプルー、ランナー等から得られた粉砕品又はそれらを溶融して得たペレット等も使用可能である。
【0029】
その他成分及び芳香族ポリカーボネート樹脂組成物の調整方法
本発明に関わる芳香族ポリカーボネート樹脂は、必要に応じ本発明の効果を損なわない範囲で、ポリスチレン系樹脂(アクリロニトリル−ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体、アクリロニトリル−エチレン−スチレン共重合体など)やポリオレフィン系樹脂(ポリエチレン樹脂、ポリプロピレン樹脂など)などの芳香族ポリカーボネート樹脂以外の熱可塑性樹脂や各種樹脂添加剤を含有していてもよい。各種樹脂添加剤としては、臭素化合物及びリン酸エステルや縮合リン酸エステル等の難燃剤、ベンゾトリアゾール系化合物等の紫外線吸収剤、亜燐酸エステル系化合物等の熱安定剤、ヒンダードフェノール系化合物等の酸化防止剤、コア/シェル型エラストマー等の耐衝撃性改良剤、カーボンブラック等の顔料、染料、可塑剤、帯電防止剤、摺動性改良剤、滴下防止剤、ガラス繊維、ガラスフレーク、炭素繊維、金属繊維、マイカ、タルク、カオリン、ウォラストナイト等の無機充填材を挙げることができる。
【0030】
前記その他成分を含有する芳香族ポリカーボネート樹脂組成物の調整方法は、公知の方法が適用でき、特に限定されるものではない。例えば、公知の芳香族ポリカーボネート樹脂組成物の製造方法を広く採用でき、具体的には、タンブラーやヘンシェルミキサーなどの各種混合機を用い予め混合した後、バンバリーミキサー、ロール、ブラベンダー、単軸混練押出機、二軸混練押出機、ニーダーなどで溶融混練することによって樹脂組成物を製造することができる。
【0031】
芳香族ポリカーボネート樹脂シート(A)
本発明において中空成形品の素材として使用する熱可塑性樹脂シート(A)は、通常公知の方法により製造可能であるが、中でも溶融押出法は工業的に有利な製法として好ましい。すなわち、芳香族ポリカーボネート樹脂を、一軸又は二軸押出機に供給し、溶融混練後、スクリュー、シリンダー、Tダイを通過して、板状に押出され、2本以上のロールによって成形、冷却され、シートに加工される。また、本発明の中空成形品の製造に使用される2枚の芳香族ポリカーボネート樹脂シートは、同種の芳香族ポリカーボネート樹脂シート、または、異種の芳香族ポリカーボネート樹脂シートの組合せ、のいずれでもよい。
【0032】
中空成形品(B)
本発明の中空成形品(B)は、前記溶融押出法のような方法により製造された2枚の芳香族ポリカーボネート樹脂シート(A)から、ツインコンポジット成形法によって製造される。すなわち、相互に熱融着可能な2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化させた後、該軟化した2枚の芳香族ポリカーボネート樹脂シート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成させ、次いで、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚の芳香族ポリカーボネート樹脂シート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、さらに、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形して、中空成形品(B)を得る。
【0033】
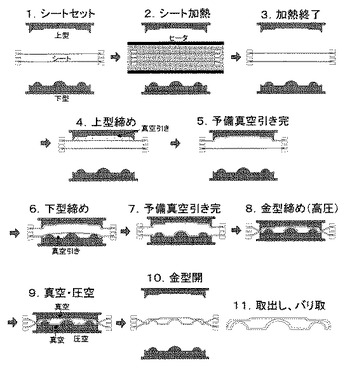
以下、添付の図1に基づいて、本発明の中空成形品(B)の成形法の具体的態様について、詳細に説明する。図1は、下記各段階1〜11における、成形金型及び2枚の芳香族ポリカーボネート樹脂シートの関係を中心に示す、成形プロセスの模式図である。
1 シートセット
2 シート加熱
3 加熱終了
4 上型締め
5 予備真空引き完
6 下型締め
7 予備真空引き完
8 金型締め(高圧)
9 真空・圧空
10 金型開
11 取出し、バリ取
【0034】
図中、「1 シートセット」では、相互に熱融着可能な2枚の芳香族ポリカーボネート樹脂シートは、スペーサーを介して、それぞれの両端辺をクランプし、平行な位置にセットされる。スペーサー及びクランプは、両シートが加熱により変形し、予備真空引きが行われる以前に不用意に相互融着しないように、それぞれのシートを緊張し両シート間の間隔を保持するのに有用である。また、スペーサーには必要に応じ導入孔を設け、両シート間の空間に緊張用圧縮空気を導入(図示せず)して、両シート間の不用意な融着を防止することもできる。もちろん、2枚のシートはクランプした状態で別々に動くようにしてもよい。
「2 シート加熱」では、両シートをそれぞれの両端辺をクランプした状態で、遠赤外線ヒータ等の加熱手段によって、加熱し、軟化させる。
「3 加熱終了」すると、加熱手段は、クランプしたシートから速やかに遠ざけられ、以後の賦形の各段階で必要なシートの軟化状態を確保する。
「4 上型締め」では、上型を、クランプしたシートに近づけ、上型の合わせ面を2枚のシートのうち上シートの表面に当接させて、上型と上シートとの間に閉鎖空間を形成させる。該閉鎖空間内の空気を、上型内面に開口する真空吸引孔から排出させるべく、予備真空引きを行う。真空引きを上型内面の全域にわたってムラなく迅速に行うためには、真空吸引孔は多数個設けるのがよい。
「5 予備真空引き完」では、上シートが下シートと接触しないよう真空引きを行う。この段階でシートが金型内面に密着して賦形を完了させなくともよい。
「6 下型締め」では、下型を、クランプしたシートに近づけ、下型の合わせ面を下シートの表面に当接させて、下型と下シートとの間に閉鎖空間を形成させる。該閉鎖空間内の空気を、下型内面に開口する真空吸引孔から排出させるべく、予備真空引きを行う。真空引きを下型内面の全域にわたってムラなく迅速に行うためには、真空吸引孔は多数個設けるのがよい。
「7 予備真空引き完」では、下シートがたるまないように真空引きを行う。なお、図中、「4 上型締め」及び「5 予備真空引き完」の後に行われている、「6 下型締め」及び「7 予備真空引き完」は、それぞれ、「4 上型締め」及び「5 予備真空引き完」と並行して行うことにより、成形時間の短縮を図ることもできる。
「8 金型締め」は、上下両金型における予備真空引きを完えた後、両シートがまだ融着可能な軟化状態にあるうちに、両金型の合わせ面を接近させ、型締め圧(例えば98MPa)の高圧に加圧して行う。その際、両シートの被加圧部が相互に熱融着されて、所定の中空体が構成される。被加圧部の位置は、通常、図示のように、クランプ部より内側が選ばれる。
「9 真空・圧空」では、上記中空体の冷却固化が完了するまでの間、引き続き上記上下両金型の内面に開口する真空吸引孔からの排気を行い、必要に応じて、例えば下型から下シートを貫通するノズルを差し込み、中空体内部の空間に成形用圧縮空気及び/又は冷却用空気を導入して、該中空体外面を隙間を残すことなく上下両金型内面に密着させ賦形して、所定の形状を有し、賦形不良のない中空成形品とする。
「10 金型開」では、中空体が冷却固化するのを待ち、固化後、圧縮空気導入用ノズルを後退させ、金型を開く。
「11 取出し、バリ取」では、金型を開いて成形された中空成形品を取り出す。このとき、上記金型締めに際し、金型の合わせ面より外側に在った部分は、バリ取りをして所望の製品を得る。
【0035】
なお、本発明の中空成形品の構造は、特に限定されず、例えば背景技術に記載したような特許文献1〜4の歪曲の低減、接合強度、不良率の低減、生産性の向上等の改善を図った構造改良を取り入れたものであってもよい。
【実施例】
【0036】
以下本発明を、実施例及び比較例によって詳細に説明するが、本発明はその趣旨を超えない限り、以下の実施例に限定されるものではない。なお、以下の実施例および比較例において使用した芳香族ポリカーボネート樹脂、シート成形、中空成形、評価方法は以下の通りである。
【0037】
<芳香族ポリカーボネート樹脂>
芳香族ポリカーボネート樹脂(1):溶融エステル交換法で製造されたビスフェノールA型芳香族ポリカーボネート(三菱エンジニアリングプラスチックス株式会社製「ノバレックスM7027B」、構造粘性指数N:1.6、粘度平均分子量27,000)
芳香族ポリカーボネート樹脂(2):界面重合法で製造されたビスフェノールA型芳香族ポリカーボネート(三菱エンジニアリングプラスチックス株式会社製「ユーピロンE−2000」、構造粘性指数N:1.1、粘度平均分子量28,000)
芳香族ポリカーボネート樹脂(3):前記芳香族ポリカーボネート樹脂(1)70重量部と芳香族ポリカーボネート樹脂(2)30重量部とをタンブラーミキサーで均一に混合した後、二軸押出機(株式会社日本製鋼所製、「TEX44」、L/D=42、バレル数12)を用いて、シリンダー温度290℃、スクリュー回転数200rpmにてバレル1より押出機にフィードし溶融混練させ、芳香族ポリカーボネート樹脂(3)のペレットを調製した。得られた芳香族ポリカーボネート樹脂(3)の構造粘性指数Nは1.5、粘度平均分子量は27,200であった。
【0038】
<シートの成形>
前記芳香族ポリカーボネート樹脂のペレットを、ベント付単軸押出機(東芝機械社製、シート押出機、シリンダー内径120mmφ、シリンダー温度290℃)に供給し、Tダイから板状に押出し、4本のロールによって成形、冷却して、1800mm×1500mm×3mmtのシート2枚を得た。
【0039】
<中空成形品の成形>
前記にて成形したシートを用いて、ツインコンポジット成形法に従い、図2に示す大型パネル中空成形品を成形した。図2は、該成形品の内表面(該成形品をパネル部品として装着する場合、外側には現れない面)の形状を示す平面図である。同図中、表面形状が縦長又は横長の、角を丸めた長方形は、表面に対して垂直な断面が半円形状の凹部を示し、該長方形の中心線上において対向シート(図示せず)と内面どうしが融着して補強リブを構成し、また、表面形状が円形の部分も、断面半円形状の凹部を示し、円の中心において対向シートと内面どうしが融着して補強柱を構成する。また、破線の方形は対向シートとの距離が他の部分より小さい、言い換えれば該成形品の外表面(該成形品をパネル部品として装着する場合、外側に現れる面)が当該方形の凹部を有することを示す。これら成形品の両表面に設けられる凹部は、後記の上下の金型内面に設けられた凸部に密着させることよって形成される。
【0040】
すなわち、上述のように成形されたシート2枚を、2枚の間隔が10cmとなるようなスペーサーを介して、上下に重ね合わせて4方をクランプし、該2枚のシートを、表1に示したシート加熱温度で3分間加熱して軟化させた後、
a) 上下のシートを、各々、上下の金型の合わせ面に当接させ(低圧で型締め)、金型内面とシートの間に閉鎖空間を形成させ、上下金型内面に設けられた真空吸引孔からそれぞれ真空引きを行い、両シートが空気の排出により上下それぞれの金型内面に沿って密着するように賦形する。真空引きの時間は、上記低圧の型締めから後記圧空の終了まで170秒。
b) 前記クランプ部の内側の合わせ面の位置で、上下1対の金型間を100tの高圧(98MPa)に加圧して締め付け、上下のシートをその被加圧部において相互に熱融着する。
c) 該賦形・熱融着によって構成された中空体内の閉鎖空間に、下型から下シートを貫通して挿入される導入管ノズルを介して、0.4MPa圧縮空気を導入して圧空を行い、真空引きによる賦形不足を補う。該圧空時間は、ノズルの挿入から90秒である。
d) 内圧を保持しながら、中空体成形品から金型への熱伝導により成形品が冷却する。
【0041】
成形品の冷却後、圧縮空気導入用ノズルを後退させ、金型を開いて成形された中空構造体成形品を取り出す。離型された成形品から、不要となったクランプ等を外し、バリ取りを行って得られる、図2に示す大型パネル成形品の寸法は、1000mm×1500mm×20mmである。
【0042】
<評価方法>
芳香族ポリカーボネート樹脂の粘度平均分子量、構造粘性指数N及び中空成形品の外観、熱融着部分の接合強度の評価方法は以下の通りである。
(1)粘度平均分子量
ウベローデ粘度計を使用し、メチレンクロライドを溶液とする溶液の、温度20℃における極限粘度[η](単位dl/g)を求め、Schnellの粘度式(η=1.23×10−4M0.83)から算出した。
(2)構造粘性指数N
高化式フローテスター(島津製作所社製)シリンダー;ノズル径1mmノズル長10mm)に芳香族ポリカーボネート樹脂のペレットを仕込み、温度280℃に一定にし、加えた圧力P(100〜200kg/cm2)と、それに対する溶融樹脂の留出量Q(mL/sec)を測定し、それぞれの値を両対数グラフにプロットして得られる回帰直線の勾配から求めた。
【0043】
(3)外観(目視)
中空成形品の外観を目視観察で、しわや賦形不良が認められなかったものは「○」、しわや賦形不良が発生していると認められたものは「×」と2段階評価し、表示した。
(4)熱融着部分の接合強度(落球試験)
中空成形品の熱融着部分に剛球(重量1kg、φ63.5mm)を高さ30cmから自由落下させ、熱融着部分が接合しているものは「○」、熱融着部分が剥れたものは「×」と2段階評価し、表示した。
【0044】
[実施例1及び2、比較例1及び2]
表1の芳香族ポリカーボネート樹脂シートを用いて得られた中空成形品について、外観、熱融着部分の接合強度を評価した結果を表1に示す。
【0045】
【表1】
【0046】
実施例、比較例の結果から以下のことが分かる。
(1)実施例1及び2に記載の中空成形品は、優れた外観を有し、熱融着部分の接合強度が高い。
(2)比較例1に記載の中空成形品は、しわが発生し外観に劣り、比較例2に記載の中空成形品は、外観は良好なるもシート加熱温度が低く熱融着部分の接合強度に劣るものであった。
【図面の簡単な説明】
【0047】
【図1】2枚のシートから中空成形品を成形するプロセスを示す模式図。
【図2】大型パネル成形品の平面図。
【特許請求の範囲】
【請求項1】
相互に熱融着可能な2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化させた後、該軟化した2枚のシート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成させ、次いで、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚のシート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、さらに、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形してなる中空成形品(B)において、前記芳香族ポリカーボネート樹脂の構造粘性指数Nが1.2以上であることを特徴とする中空成形品(B)。
【請求項2】
芳香族ポリカーボネート樹脂が、溶融エステル交換法により芳香族ジヒドロキシ化合物と炭酸ジエステルとを重合して得られた芳香族ポリカーボネート樹脂を含むものである請求項1に記載の中空成形品(B)。
【請求項3】
芳香族ポリカーボネート樹脂の粘度平均分子量が、20,000〜40,000であることを特徴とする請求項1又は請求項2のいずれか1項に記載の中空成形品(B)。
【請求項1】
相互に熱融着可能な2枚の芳香族ポリカーボネート樹脂シート(A)を、それぞれの両端辺をクランプした状態で加熱軟化させた後、該軟化した2枚のシート(A)を、上下一対の金型の合わせ面にそれぞれ当接させて、シートと金型の間に閉鎖空間を形成させ、次いで、該金型内面に開口する真空吸引孔から、該閉鎖空間内の空気を排出する予備真空引きを行い、2枚のシート(A)をそれぞれの金型内面に沿わせた後、両金型の合わせ面を接近させて型締め加圧し、両シートの被加圧部が相互に熱融着した中空体を構成させ、さらに、冷却固化が完了するまでの間、引き続き真空引きを行い、必要に応じ該中空体内に成形用圧縮空気を導入して、該中空体外面を上下金型内面に密着させ賦形してなる中空成形品(B)において、前記芳香族ポリカーボネート樹脂の構造粘性指数Nが1.2以上であることを特徴とする中空成形品(B)。
【請求項2】
芳香族ポリカーボネート樹脂が、溶融エステル交換法により芳香族ジヒドロキシ化合物と炭酸ジエステルとを重合して得られた芳香族ポリカーボネート樹脂を含むものである請求項1に記載の中空成形品(B)。
【請求項3】
芳香族ポリカーボネート樹脂の粘度平均分子量が、20,000〜40,000であることを特徴とする請求項1又は請求項2のいずれか1項に記載の中空成形品(B)。
【図1】

【図2】
【図2】
【公開番号】特開2008−265078(P2008−265078A)
【公開日】平成20年11月6日(2008.11.6)
【国際特許分類】
【出願番号】特願2007−109033(P2007−109033)
【出願日】平成19年4月18日(2007.4.18)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
【Fターム(参考)】
【公開日】平成20年11月6日(2008.11.6)
【国際特許分類】
【出願日】平成19年4月18日(2007.4.18)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
【Fターム(参考)】
[ Back to top ]