
中空樹脂成形品の製造方法
【課題】 強度・剛性を充分有する、製造が容易な中空樹脂成形品の製造方法が課題である。
【解決手段】熱可塑性合成樹脂製の中空樹脂成形品1において、中空樹脂成形品は、アッパーシェル部10とロアシェル部20それぞれ射出成形により分割して別々に成形する。そのアッパーシェル部10とロアシェル部20のそれぞれの開口周縁部11、21が融合されているとともに、接合面の温度が、アッパーシェル部10とロアシェル部20を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部11、21を圧縮してアッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着した中空樹脂成形品の製造方法である。
【解決手段】熱可塑性合成樹脂製の中空樹脂成形品1において、中空樹脂成形品は、アッパーシェル部10とロアシェル部20それぞれ射出成形により分割して別々に成形する。そのアッパーシェル部10とロアシェル部20のそれぞれの開口周縁部11、21が融合されているとともに、接合面の温度が、アッパーシェル部10とロアシェル部20を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部11、21を圧縮してアッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着した中空樹脂成形品の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、別々に分割して射出形成されたアッパーシェル部とロアシェル部を合体させて溶着し形成された、熱可塑性合成樹脂製の中空樹脂成形品の製造方法に関するものである。
【背景技術】
【0002】
従来、自動車用燃料タンク等の大型の中空樹脂成形品は、中空体を成形することの容易性からブロー成形方法が多く用いられてきた。ブロー成形方法では、溶融した合成樹脂のパリソンを円筒状にして上から押出して、そのパリソンを金型で挟みパリソン中に空気を吹き込み、中空樹脂成形品を製造していた。
【0003】
しかし、この方法では、自動車用燃料タンクのような大型の中空樹脂成形品の場合は、パリソンの全体の重量が大きくなり、また、自動車用燃料タンクのような強度が必要な場合に、強度増加のため厚肉の中空樹脂成形品を製造するときにもパリソンの重量が増加して、溶融状のパリソンを成形機の上部から金型に入れるときに下方に垂れるため、上部の肉厚が下部の肉厚よりも薄くなる場合があった。
また、複雑な形状をした製品の場合は、パリソンを金型内で膨張させたときに、パリソンの膨張の割合が製品の部位によって異なる場合があり、製品の肉厚にバラツキが生じる場合があった。
【0004】
また、ブロー成形製の中空樹脂成形品は、中空樹脂成形品内にポンプやバルブ等の付属品を取付けることも困難であり、リブや梁等を設けることも難しく、さらに、パリソンの膨張の割合が製品の部位によって異なる場合があり、タンクの肉厚にバラツキが生じる。従って、肉厚管理、品質管理に多大な労力を要していた。
そのため合成樹脂製中空体を上下に分割して、アッパーシェル部とロアシェル部をそれぞれ別に射出成形等により成形して、その後そのアッパーシェル部とロアシェル部の開口周縁部を溶着して中空樹脂成形品を形成する方法もある(例えば、特許文献1参照。)。
【0005】
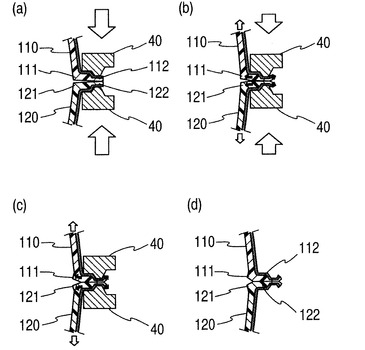
このような、アッパーシェル110とロアシェル120を融合する方法においては、例えば、図7の(a)と(b)に示すように、アッパーシェル110とロアシェル120のそれぞれの開口周縁部111、121に形成したフランジ部112、122の対抗面を加熱し溶融させ、その後、押さえ治具40でフランジ部112、122を圧接して、融合させていた。
【0006】
しかし、熱板と押さえ治具40で開口周縁部111、121を溶着する場合は、フランジ部112、122を押さえると、図7の(c)と(d)に示すように、溶融した合成樹脂が中空樹脂成形品の内部方向に流出して、凸状部を形成する。この凸状部は先端が、開口周縁部111、121の溶着界面で分かれて、ノッチ状の凹部を形成する(例えば、特許文献2参照。)。
【0007】
このノッチ状の凹部は、中空樹脂成形品に、衝撃が加わった場合に衝撃が集中し、中空樹脂成形品の溶着強度を低下せしめていた。
また、溶着する、開口周縁部111、121の充分な勘合のためには、高い寸法精度が必要であった。
【特許文献1】特開平11−34180号公報
【特許文献2】特開2000−117836号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
このようにアッパータンクとロアタンクを別々に形成した場合に、強度・剛性を充分有する、製造が容易な中空樹脂成形品の製造方法が求められていた。
【課題を解決するための手段】
【0009】
請求項1の本発明は、アッパーシェル部とロアシェル部をそれぞれ別々に金型で射出成形し、アッパーシェル部とロアシェル部の開口周縁部を合体して一体的に接合して形成する熱可塑性合成樹脂製の中空樹脂成形品の製造方法において、
アッパーシェル部とロアシェル部の開口周縁部の接合面は、それぞれその合成樹脂の融点を大きく上回る温度まで加熱されて溶融された後、相互に接合され、圧接して保持し、
接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部を圧縮してアッパーシェル部とロアシェル部の開口周縁部を融合した中空樹脂成形品の製造方法である。
【0010】
請求項1の本発明では、アッパーシェル部とロアシェル部をそれぞれ別々に金型で射出成形し、アッパーシェル部とロアシェル部の開口周縁部を合体して一体的に接合して形成する。このため、アッパーシェル部とロアシェル部とを別々に射出成形で成形して、寸法精度の高い、強度の強いアッパーシェル部とロアシェル部を得ることができる。また、成形する中空樹脂成形品の形状の自由度が大きく、内部に補強リブや内蔵部品等を取付けることが容易にできる。
【0011】
アッパーシェル部とロアシェル部の開口周縁部の接合面は、それぞれその合成樹脂の融点を大きく上回る温度まで加熱されて溶融された後、相互に溶融状態で接合され、圧接して保持して、溶着される。このため、アッパーシェル部とロアシェル部のそれぞれの開口周縁部を加熱し溶融した溶融状態で圧接して保持することにより接合界面が溶融状態で一体となり、均質な状態とすることができ、冷却固化において開口周縁部を均一で強固に一体的に接合することができる。接着剤等が不要であるため、製造が容易である。
【0012】
接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度(好ましくは30℃高い温度から)から結晶化開始温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部を圧接してアッパーシェル部とロアシェル部の開口周縁部を融合した。このため、アッパーシェル部とロアシェル部の開口周縁部において、外側から圧接することにより、さらに接合界面が高密着化して、強固に接合することができる。
【0013】
請求項2の本発明は、接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度の間に下がった時点で、圧接圧よりも高い圧力で開口周縁部を圧縮して、融合された開口周縁部の内面に、内部方向に滑らかに凸状部を形成した中空樹脂成形品の製造方法である。
【0014】
請求項2の本発明では、接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度(好ましくは30℃高い温度)から結晶化開始温度までの間に下がった時点で、当初の圧接圧よりも高い圧力で開口周縁部を圧縮して融合された開口周縁部の内面に、内部方向に滑らかに凸状部を形成した。このため、開口周縁部において凸状部の部分だけ溶着面積が広くなり、溶着強度が大きくなる。また、開口周縁部の接合界面の内側先端において、融合しかつ溶融粘度が増大した樹脂を圧縮するため、ノッチ状の凹部を有しなく局部的な溶融樹脂のはみ出しも無く、中空樹脂成形品に衝撃が加わった場合でも、開口周縁部の接合面に衝撃力が集中することが無く、中空樹脂成形品の耐衝撃強度を大きくすることができる。
【0015】
請求項3の本発明は、アッパーシェル部とロアシェル部のそれぞれの開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部を形成し、フランジ部を相互に圧接して開口周縁部を溶着する中空樹脂成形品の製造方法である。
【0016】
請求項3の本発明では、アッパーシェル部とロアシェル部のそれぞれの開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部が形成され、フランジ部を圧接して開口周縁部を溶着する。このため、フランジ部に治具を当てて圧接することにより、アッパーシェル部とロアシェル部の開口周縁部を容易に圧接することができ、アッパーシェル部とロアシェル部の開口周縁を全周にわたり強固に密着させて、均一に溶着することができる。
【0017】
請求項4の本発明は、アッパーシェル部とロアシェル部のそれぞれの開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部が形成され、フランジ部の底面とアッパーシェル部とロアシェル部のそれぞれの開口周縁部の中空樹脂成形品の内面で構成される断面略L字形の部分をそれぞれ加熱して溶融した後、フランジ部を相互に接合し、圧接して保持し、溶着した中空樹脂成形品の製造方法である。
【0018】
請求項4の本発明では、フランジ部の底面とアッパーシェル部とロアシェル部のそれぞれの開口周縁部の内面で構成される断面略L字形の部分をそれぞれ加熱して溶融した後、フランジ部を相互に接合し、圧接して保持し、溶着した。このため、開口周縁部の全周に亘り内面と接合面とで融合面を確保することができ、開口周縁部の内面に、内部方向に滑らかに凸状部を形成することが容易になる。
【0019】
請求項5の本発明は、アッパーシェル部とロアシェル部の射出成形は、ポリオキシメチレン(POM)、高密度ポリエチレン(HDPE)、エチレンビニルアルコール共重合体(EVOH)、ナイロン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイド(PPS)のうち少なくとも1種類の材料を使用して成形する中空樹脂成形品の製造方法である。
【0020】
請求項5の本発明では、アッパーシェル部とロアシェル部の射出成形は、ポリオキシメチレン(POM)、高密度ポリエチレン(HDPE)、エチレンビニルアルコール共重合体(EVOH)、ナイロン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイド(PPS)のうち少なくとも1種類の材料を使用して成形する。このため、強度の高い中空樹脂成形品を製造できるとともに、中空樹脂成形品に貯蔵された液体の透過防止性に優れた、液体の透過を防止できる中空樹脂成形品を製造することができる。
【0021】
請求項6の本発明は、アッパーシェル部とロアシェル部の内側樹脂層は、それぞれの開口周縁部が全周に亘りそれぞれ略直角に外側に張り出したフランジ部を有するように、高密度ポリエチレン(HDPE)を使用し射出成形で成形し、射出成形されたアッパーシェル部とロアシェル部の内側樹脂層の外側を、フランジ部を含めて、耐燃料透過性多層樹脂シートで被覆し一体的に接合し、その後、フランジ部を相互に接合し、圧接して保持し、フランジ部において、耐燃料透過性多層樹脂シートの耐燃料透過性を有する層が近接して融合されるようにフランジ部を溶着する中空樹脂成形品の製造方法である。
【0022】
請求項6の本発明では、アッパーシェル部とロアシェル部の内側樹脂層は、それぞれの開口周縁部が全周に亘りそれぞれ略直角に外側に張り出したフランジ部を有するように、高密度ポリエチレン(HDPE)を使用し射出成形で成形している。このため、アッパーシェル部とロアシェル部の内側樹脂層は、高密度ポリエチレン(HDPE)で形成されており、中空樹脂成形品の耐衝撃強度を大きくすることができるとともに、フランジを圧接して、開口周縁部の全周に亘り融合面を確保することができる。
【0023】
射出成形されたアッパーシェル部とロアシェル部の内側樹脂層の外側を、フランジ部を含めて、耐燃料透過性多層樹脂シートで被覆し一体的に接合したため、アッパーシェル部とロアシェル部の内側樹脂層の外側は、フランジ部を含めて、耐燃料透過性多層樹脂シートで被覆されており、中空樹脂成形品の内部に燃料油を入れた場合には、燃料油の透過を防止することができる。多層シートであるため、耐燃料透過性の層のアッパーシェル部とロアシェル部に対向する面に高密度ポリエチレン(HDPE)と接着性の良い層を形成し、外側に耐摩耗性や耐衝撃性の層を形成することができる。
【0024】
フランジ部を相互に接合し、圧接して保持し、フランジ部において、耐燃料透過性多層樹脂シートの耐燃料透過性を有する層が近接して融合されるようにフランジ部を溶着している。このため、アッパーシェル部とロアシェル部の内側樹脂層の外側は、フランジ部の先端部分で、耐燃料透過性多層樹脂シートの耐燃料透過性を有する層の相互の隙間が小さく、燃料透過を最小限にすることができる。
【発明の効果】
【0025】
成形されたアッパーシェル部とロアシェル部のそれぞれの開口周縁部が融合されているため、アッパーシェル部とロアシェル部のそれぞれの開口周縁部は強固に一体的に結合しており、アッパーシェル部とロアシェル部の接合強度が大きく、内部に保持された液体の耐透過性を有することができる。
接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化開始温度よりも50℃高い温度(好ましくは30℃高い温度から)から結晶化温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部を圧接してアッパーシェル部とロアシェル部の開口周縁部を融合したため、アッパーシェル部とロアシェル部の開口周縁部において、外側から圧接することにより、さらに接合界面が高密着化して、強固に接合することができる。
【発明を実施するための最良の形態】
【0026】
本発明の実施の形態である中空樹脂成形品について、自動車用の燃料タンク1を例にとり、図1〜図6に基づき説明する。本発明は、燃料タンク1以外にも、各種の中空樹脂成形品に使用することができる。
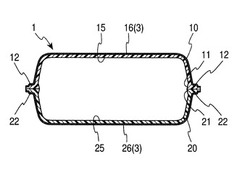
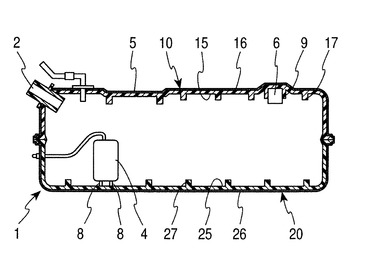
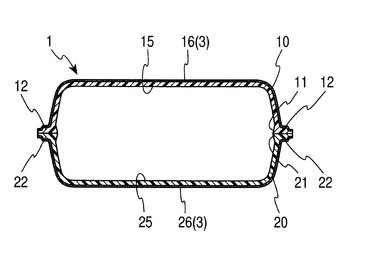
図1は、燃料タンク1の長手方向の断面図であり、図2は、燃料タンク1の幅方向の断面図である。
図3〜図6は、後述する、燃料タンク1の製造方法を示す図である。
【0027】
燃料タンク1は、分割して成形されたアッパーシェル部10とロアシェル部20から構成される。アッパーシェル部10とロアシェル部20は、それぞれ、射出成形で形成される内側樹脂層15、25と、内側樹脂層15、25の外側に形成される耐燃料透過性多層樹脂シート3から構成される外側シート層16、26の2層から形成される。
【0028】
後述するように、アッパーシェル部10とロアシェル部20は、強度と耐燃料透過性に優れた合成樹脂を使用すれば、外側シート層16、26を形成しなくてもよく、内側樹脂層15、25のみで構成することができる。
燃料タンク1の分割は2個ばかりでなく3個以上に分割することも可能である。
【0029】
アッパーシェル部10とロアシェル部20の内面には、複数の内側リブ17、27がそれぞれ、燃料タンク1の内部方向に向けて一体的に形成することができる。この内側リブ17、27により燃料タンク1の強度・剛性が増加する。またシェルと一体成形した部品取付部8,9に燃料タンク1内に装着する燃料ポンプユニット4や、バルブ6、キャニスター、ホース等を取付けることができる。
【0030】
アッパーシェル部10には、パイプ取付孔2とポンプユニット点検孔5が形成されている。ポンプユニット点検孔5は、燃料タンク1内部に取付けた燃料ポンプユニット4の点検・修理をするための孔であり、パイプ取付孔2は、燃料注入用のパイプ(図示せず)を取付ける孔である。なお、アッパーシェル部10の上面には、燃料移送用ホース等の各種のホースを保持するホースクランプ(図示せず)を設けてもよい。
【0031】
アッパーシェル部10とロアシェル部20の開口の全周には、図2に示すように、アッパーシェル部10の開口周縁部11とロアシェル部20の開口周縁部21が形成され、その開口周縁部11、21には、全周に亘りそれぞれ外面から略直角に外側に張り出したフランジ部12,22が形成されている。開口周縁部11、21とフランジ部12,22は、それぞれ相互に対向して溶着されている。
フランジ部12,22は、図2、図5及び図6に示すように、アッパーシェル部10とロアシェル部20の本体とは断面略L字形に形成される。
【0032】
アッパーシェル部10とロアシェル部20の内側樹脂層15の外面は、フランジ7の先端まで耐燃料透過性多層樹脂シート3が一体的に溶着されて、上記の通り、外側シート層16、26を構成している。
耐燃料透過性多層樹脂シート3は、例えば、中央の層がエチレンビニルアルコール共重合体(EVOH)又はナイロンで形成された燃料透過を防止するバリヤー層と、そのバリヤー層の上下に変性ポリエチレンから形成される接着層と、その接着層の外面にポリエチレン(PE)から形成される外層から構成される5層のシートである。
【0033】
変性ポリエチレンから形成される接着層は、バリヤー層と外層の両方に対して接着性を有している。このため、バリヤー層と外層を強固に接着することができる。
燃料タンク1の外側の外層は、衝撃や磨耗に強いポリエチレン(PE)から形成されているので、燃料タンク1の強度を増加させ、バリヤー層を保護することができる。内側樹脂層15、25と接合する外層は、内側樹脂層15、25がオレフィン系合成樹脂、例えば、高密度ポリエチレン(HDPE)で構成されている場合は、内側樹脂層15、25と溶着して、強固に接合されることができる。
【0034】
耐燃料透過性多層樹脂シート3をアッパーシェル部10とロアシェル部20の内側樹脂層15、25に接合する方法を、アッパーシェル部10を例にとり説明する。ロアシェル部20の接合方法は、アッパーシェル部10の接合方法と同様である。
まず、射出成形されたアッパーシェル部10の内側樹脂層15を真空成形金型(図示せず)に取付ける。真空成形金型と内側樹脂層15には多数の小孔が形成されている。
【0035】
次に、耐燃料透過性多層樹脂シート3を加熱して、軟化した耐燃料透過性多層樹脂シート3を真空成形金型に取付けられた内側樹脂層15の上に置き、真空成形金型から空気を抜き、耐燃料透過性多層樹脂シート3を内側樹脂層15に密着させる。このとき、耐燃料透過性多層樹脂シート3は、加熱され軟化しているため、内側樹脂層15の表面の部分と溶融して強固に接合されることができる。
このとき、耐燃料透過性多層樹脂シート3は、開口周縁部11のフランジ部12の先端から延設されて接合されているので、フランジ部12の先端の部分で切除される。
【0036】
内側樹脂層15が射出成形された後に、耐燃料透過性多層樹脂シート3を融着するため、耐燃料透過性多層樹脂シート3を射出成形金型にセットして、裏面側から射出成形する場合と比べて、耐燃料透過性多層樹脂シート3の破れや、強い伸びを防止することができ、燃料透過性が確保できる。また、耐燃料透過性多層樹脂シート3と内側樹脂層15を一緒に冷却する必要が無く、冷却時間を短くすることができ、生産効率が良い。
【0037】
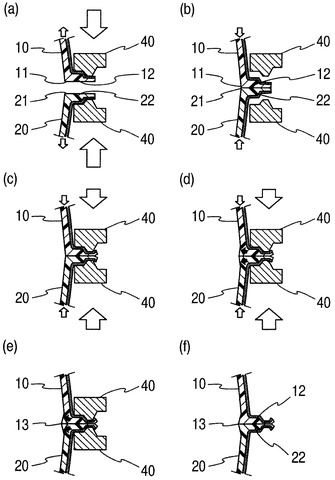
次に、アッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着する方法について説明する。
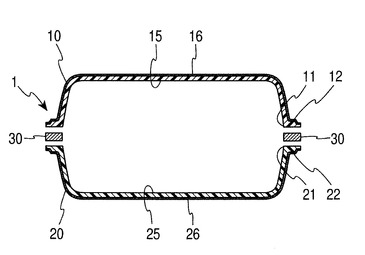
図3に示すように、アッパーシェル部10とロアシェル部20の開口周縁部11、21を、隙間を空けて対向させ、その間に熱板30を置き、開口周縁部11、21を全周に亘り加熱する。これにより、開口周縁部11、21とフランジ部12、22の対向する部分は、軟化することができる。
アッパーシェル部10とロアシェル部20が高密度ポリエチレン(HDPE)で構成されている場合は、加熱された開口周縁部11、21とフランジ部12、22の対向する部分の温度は、205℃に加熱した。高密度ポリエチレン(HDPE)の融点は、134℃であり、充分融解している。
【0038】
次に、図4に示すように、アッパーシェル部10とロアシェル部20の開口周縁部11、21のフランジ部12、22をそれぞれ押さえ治具40で押さえて溶着する。
図4(a)は、押さえ治具40でフランジ部12、22を矢印方向に上下から相互に押さえる状態を示す。そして、図4(b)は、開口周縁部11、21が1次接合して後に、押さえ治具40を離し、アッパーシェル部10とロアシェル部20の開口周縁部11、21を矢印方向に押さえて、保持する状態を示す。また、押さえ治具40を図の位置で停止させた後アッパーシェル部10とロアシェル20の開口周縁部11、21を矢印方向につき出しても良い。押さえ治具40を離したため、開口周縁部11、21の放熱を防ぎ、開口周縁部11、21の溶融部の熱の拡散により軟化領域を維持拡大でき、接合界面の融合を促進することができる。
【0039】
次に、2次圧着について説明する。
開口周縁部11、21の軟化領域を維持拡大して、構成する合成樹脂の結晶化温度よりも50℃高い温度、好ましくは30℃高い温度から結晶開始化温度までの間に下がった時点で、図4(c)に示すように、押さえ治具40でフランジ部12、22を矢印方向に、図4(a)のときよりも大きな圧力で上下に圧縮する。そのとき、図4(d)に示すように、フランジ部12、22の合成樹脂は固化していないため、開口周縁部11、21の界面付近で矢印に示すように燃料タンク1の内部方向に移動する。
【0040】
さらに、図4(e)に示すように、押さえ治具40で上下に押さえ続けると、合成樹脂は、開口周縁部11、21の界面付近で矢印に示すように燃料タンク1の内部方向に移動して、燃料タンク1の内部方向に滑らかに突出した山形の凸状部13が形成される。これは、開口周縁部11、21とフランジ部12、22の合成樹脂が、溶融状態で一体的に融合した後に、溶融温度低下による高粘度領域で燃料タンク1の内部方向に押し出されるため、界面部分にノッチ状の凹部を形成することなく、緩やかに裾野を引いたような山形の凸状部13を形成することができるためである。
アッパーシェル部10とロアシェル部20が高密度ポリエチレン(HDPE)で構成されている場合は、2次圧着は140℃で開始した。結晶化ピーク温度は112℃であり、結晶化開始温度は121℃であるため、開口周縁部11、21は、燃料タンク1の内部方向に滑らかに突出した山形の凸状部13が形成された。
【0041】
開口周縁部11、21の融合された内面は、山形の内部方向に滑らかな凸状部13を有するため、開口周縁部11,21において溶着面積が広くなり、溶着強度が大きくなる。また、開口周縁部11、21の接合面の内側先端である凸状部13において、ノッチ状の凹部を有しないため、燃料タンク1に衝撃が加わった場合でも、開口周縁部11,12の接合面に衝撃力が集中することが無く、燃料タンク1の耐衝撃強度を大きくすることができる。
【0042】
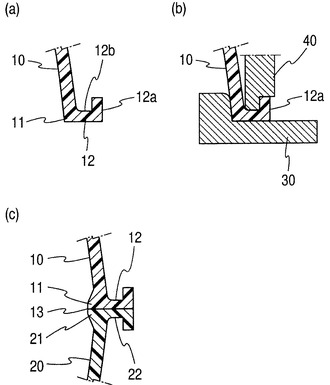
次に、開口周縁部11、21のフランジ部12の別の形状について、図5に基づき、アッパーシェル部10を例にとり説明する。ロアシェル部20の形状は、アッパーシェル部10の形状と同様である。
フランジ部12に先端にアッパーシェル部10の側壁に沿って平行に、図5における上方にフランジ部凸部12aを形成する。図5(a)に示すように、フランジ部凸部12aによりアッパーシェル部10の側壁との間に溝12bを形成することができる。そして、図5(b)に示すように、この溝12bに押さえ治具40の先端をはめ込んで、熱板30に接触させフランジ部12を溶融する。また、熱板30は略L字型でフランジ部12の内面側も同時に溶融する。その後に、ロアシェル部20のフランジ部22と相互に圧着して、図5(c)に示すように、アッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着する。
【0043】
このようにして、フランジ部凸部12aと溝12bにより押さえ治具40を固定することができ、アッパーシェル部10とロアシェル部20の開口周縁部11、21を相互に強く圧接させることができ、強固に溶着することができる。また、フランジ部12のタンク内面側も溶融するため内面側に裾野が広いゆるやかな山型凸形状を形成でき、溶着部周辺まで強度を大きくできる。アッパーシェル部10とロアシェル部20は、強度が大きく、耐燃料透過性に優れた合成樹脂を使用すれば、アッパーシェル部10とロアシェル部20とフランジ部12、22には、耐燃料透過性多層樹脂シート3を設けなくても良い。
【0044】
なお、アッパーシェル部10とロアシェル部20に耐燃料透過性多層樹脂シート3を使用しない場合に、使用する耐燃料油性の熱可塑性合成樹脂は、例えば、ポリオキシメチレン(POM)、高密度ポリエチレン(HDPE)、エチレンビニルアルコール共重合体(EVOH)、ナイロン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイドのうち少なくとも1種類の材料を使用することができる。
【0045】
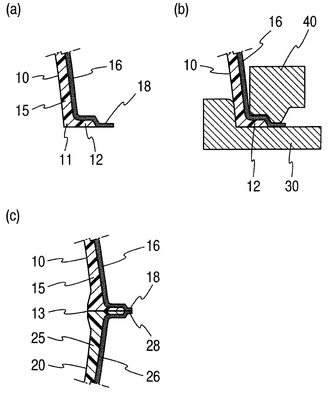
次に、開口周縁部11、21のフランジ部12の先端に耐燃料透過性多層樹脂シート3を若干延設する別の形状について、図6に基づき、アッパーシェル部10を例にとり説明する。ロアシェル部20のフランジ部22の形状は、アッパーシェル部10の形状と同様である。
アッパーシェル部10のフランジ部12の外側は、耐燃料透過性多層樹脂シート3がアッパーシェル部10の本体から連続して被覆して、外側シート層16を形成している。
【0046】
外側シート層16の先端は、図6(a)に示すように、フランジ部12の先端からさらに延設されて、フランジ外側シート層18となっている。そして、図6(b)に示すように、押さえ治具40によりフランジ部12の外側シート層16とフランジ外側シート層18とを熱板30に接触させフランジ部12とフランジ外側シート層18とを溶融する。その後に、ロアシェル部20のフランジ部22と相互に圧着して、図6(c)に示すように、アッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着する。
【0047】
このとき、アッパーシェル部10のフランジ外側シート層18とロアシェル部20のフランジ外側シート層28は、ともに熱板30で溶融され、押さえ治具40で相互に圧接される。このため、フランジ外側シート層18,28の耐燃料透過性多層樹脂シート3の内部にある耐燃料透過性の層が互いに接近して、溶着される。従って、耐燃料透過性の層の間隔が狭くなり、この層の間から燃料が透過することを防止でき、フランジ部12、22の間からの透過を最小限にすることができる。
【0048】
また、図5の実施の形態と同様に、開口周縁部11、21のフランジ部12,22およびその内面側も、L字状熱板30で溶融されたため、融合されたフランジ部12,22の内面は、山形の内部方向に滑らかな凸状部13を形成することができる。このため、開口周縁部11,21において溶着面積が広くなり、溶着強度が大きくなる。また、開口周縁部11、21の接合面の内側先端である凸状部13において、ノッチ状の凹部を有しないため、燃料タンク1に衝撃が加わった場合でも、開口周縁部11,12の接合面に衝撃力が集中することが無く、燃料タンク1の耐衝撃強度を大きくすることができる。
【図面の簡単な説明】
【0049】
【図1】本発明の実施の形態である燃料タンクの長手方向の断面図である。
【図2】本発明の実施の形態である燃料タンクの幅方向の断面図である。
【図3】本発明の実施の形態である燃料タンクのアッパーシェル部とロアシェル部の開口周縁部を熱板で溶融する状態の断面模式図である。
【図4】本発明の実施の形態であるアッパーシェル部とロアシェル部のフランジ部を溶着する工程を示す断面模式図である。
【図5】本発明の他の実施の形態であるアッパーシェル部とロアシェル部のフランジ部を溶着する他の工程を示す断面模式図である。
【図6】本発明の他の実施の形態であるアッパーシェル部とロアシェル部のフランジ部を溶着する工程を示す断面模式図である。
【図7】従来のアッパーシェル部とロアシェル部のフランジ部を溶着する工程を示す模式図である。
【符号の説明】
【0050】
1 燃料タンク
10 アッパーシェル部
11、21 開口周縁部
12、22 フランジ部
13 凸状部
15、25 内側樹脂層
16、26 外側シート層
18、28 フランジ外側シート層
30 熱板
40 押さえ治具
【技術分野】
【0001】
本発明は、別々に分割して射出形成されたアッパーシェル部とロアシェル部を合体させて溶着し形成された、熱可塑性合成樹脂製の中空樹脂成形品の製造方法に関するものである。
【背景技術】
【0002】
従来、自動車用燃料タンク等の大型の中空樹脂成形品は、中空体を成形することの容易性からブロー成形方法が多く用いられてきた。ブロー成形方法では、溶融した合成樹脂のパリソンを円筒状にして上から押出して、そのパリソンを金型で挟みパリソン中に空気を吹き込み、中空樹脂成形品を製造していた。
【0003】
しかし、この方法では、自動車用燃料タンクのような大型の中空樹脂成形品の場合は、パリソンの全体の重量が大きくなり、また、自動車用燃料タンクのような強度が必要な場合に、強度増加のため厚肉の中空樹脂成形品を製造するときにもパリソンの重量が増加して、溶融状のパリソンを成形機の上部から金型に入れるときに下方に垂れるため、上部の肉厚が下部の肉厚よりも薄くなる場合があった。
また、複雑な形状をした製品の場合は、パリソンを金型内で膨張させたときに、パリソンの膨張の割合が製品の部位によって異なる場合があり、製品の肉厚にバラツキが生じる場合があった。
【0004】
また、ブロー成形製の中空樹脂成形品は、中空樹脂成形品内にポンプやバルブ等の付属品を取付けることも困難であり、リブや梁等を設けることも難しく、さらに、パリソンの膨張の割合が製品の部位によって異なる場合があり、タンクの肉厚にバラツキが生じる。従って、肉厚管理、品質管理に多大な労力を要していた。
そのため合成樹脂製中空体を上下に分割して、アッパーシェル部とロアシェル部をそれぞれ別に射出成形等により成形して、その後そのアッパーシェル部とロアシェル部の開口周縁部を溶着して中空樹脂成形品を形成する方法もある(例えば、特許文献1参照。)。
【0005】
このような、アッパーシェル110とロアシェル120を融合する方法においては、例えば、図7の(a)と(b)に示すように、アッパーシェル110とロアシェル120のそれぞれの開口周縁部111、121に形成したフランジ部112、122の対抗面を加熱し溶融させ、その後、押さえ治具40でフランジ部112、122を圧接して、融合させていた。
【0006】
しかし、熱板と押さえ治具40で開口周縁部111、121を溶着する場合は、フランジ部112、122を押さえると、図7の(c)と(d)に示すように、溶融した合成樹脂が中空樹脂成形品の内部方向に流出して、凸状部を形成する。この凸状部は先端が、開口周縁部111、121の溶着界面で分かれて、ノッチ状の凹部を形成する(例えば、特許文献2参照。)。
【0007】
このノッチ状の凹部は、中空樹脂成形品に、衝撃が加わった場合に衝撃が集中し、中空樹脂成形品の溶着強度を低下せしめていた。
また、溶着する、開口周縁部111、121の充分な勘合のためには、高い寸法精度が必要であった。
【特許文献1】特開平11−34180号公報
【特許文献2】特開2000−117836号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
このようにアッパータンクとロアタンクを別々に形成した場合に、強度・剛性を充分有する、製造が容易な中空樹脂成形品の製造方法が求められていた。
【課題を解決するための手段】
【0009】
請求項1の本発明は、アッパーシェル部とロアシェル部をそれぞれ別々に金型で射出成形し、アッパーシェル部とロアシェル部の開口周縁部を合体して一体的に接合して形成する熱可塑性合成樹脂製の中空樹脂成形品の製造方法において、
アッパーシェル部とロアシェル部の開口周縁部の接合面は、それぞれその合成樹脂の融点を大きく上回る温度まで加熱されて溶融された後、相互に接合され、圧接して保持し、
接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部を圧縮してアッパーシェル部とロアシェル部の開口周縁部を融合した中空樹脂成形品の製造方法である。
【0010】
請求項1の本発明では、アッパーシェル部とロアシェル部をそれぞれ別々に金型で射出成形し、アッパーシェル部とロアシェル部の開口周縁部を合体して一体的に接合して形成する。このため、アッパーシェル部とロアシェル部とを別々に射出成形で成形して、寸法精度の高い、強度の強いアッパーシェル部とロアシェル部を得ることができる。また、成形する中空樹脂成形品の形状の自由度が大きく、内部に補強リブや内蔵部品等を取付けることが容易にできる。
【0011】
アッパーシェル部とロアシェル部の開口周縁部の接合面は、それぞれその合成樹脂の融点を大きく上回る温度まで加熱されて溶融された後、相互に溶融状態で接合され、圧接して保持して、溶着される。このため、アッパーシェル部とロアシェル部のそれぞれの開口周縁部を加熱し溶融した溶融状態で圧接して保持することにより接合界面が溶融状態で一体となり、均質な状態とすることができ、冷却固化において開口周縁部を均一で強固に一体的に接合することができる。接着剤等が不要であるため、製造が容易である。
【0012】
接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度(好ましくは30℃高い温度から)から結晶化開始温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部を圧接してアッパーシェル部とロアシェル部の開口周縁部を融合した。このため、アッパーシェル部とロアシェル部の開口周縁部において、外側から圧接することにより、さらに接合界面が高密着化して、強固に接合することができる。
【0013】
請求項2の本発明は、接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度の間に下がった時点で、圧接圧よりも高い圧力で開口周縁部を圧縮して、融合された開口周縁部の内面に、内部方向に滑らかに凸状部を形成した中空樹脂成形品の製造方法である。
【0014】
請求項2の本発明では、接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度(好ましくは30℃高い温度)から結晶化開始温度までの間に下がった時点で、当初の圧接圧よりも高い圧力で開口周縁部を圧縮して融合された開口周縁部の内面に、内部方向に滑らかに凸状部を形成した。このため、開口周縁部において凸状部の部分だけ溶着面積が広くなり、溶着強度が大きくなる。また、開口周縁部の接合界面の内側先端において、融合しかつ溶融粘度が増大した樹脂を圧縮するため、ノッチ状の凹部を有しなく局部的な溶融樹脂のはみ出しも無く、中空樹脂成形品に衝撃が加わった場合でも、開口周縁部の接合面に衝撃力が集中することが無く、中空樹脂成形品の耐衝撃強度を大きくすることができる。
【0015】
請求項3の本発明は、アッパーシェル部とロアシェル部のそれぞれの開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部を形成し、フランジ部を相互に圧接して開口周縁部を溶着する中空樹脂成形品の製造方法である。
【0016】
請求項3の本発明では、アッパーシェル部とロアシェル部のそれぞれの開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部が形成され、フランジ部を圧接して開口周縁部を溶着する。このため、フランジ部に治具を当てて圧接することにより、アッパーシェル部とロアシェル部の開口周縁部を容易に圧接することができ、アッパーシェル部とロアシェル部の開口周縁を全周にわたり強固に密着させて、均一に溶着することができる。
【0017】
請求項4の本発明は、アッパーシェル部とロアシェル部のそれぞれの開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部が形成され、フランジ部の底面とアッパーシェル部とロアシェル部のそれぞれの開口周縁部の中空樹脂成形品の内面で構成される断面略L字形の部分をそれぞれ加熱して溶融した後、フランジ部を相互に接合し、圧接して保持し、溶着した中空樹脂成形品の製造方法である。
【0018】
請求項4の本発明では、フランジ部の底面とアッパーシェル部とロアシェル部のそれぞれの開口周縁部の内面で構成される断面略L字形の部分をそれぞれ加熱して溶融した後、フランジ部を相互に接合し、圧接して保持し、溶着した。このため、開口周縁部の全周に亘り内面と接合面とで融合面を確保することができ、開口周縁部の内面に、内部方向に滑らかに凸状部を形成することが容易になる。
【0019】
請求項5の本発明は、アッパーシェル部とロアシェル部の射出成形は、ポリオキシメチレン(POM)、高密度ポリエチレン(HDPE)、エチレンビニルアルコール共重合体(EVOH)、ナイロン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイド(PPS)のうち少なくとも1種類の材料を使用して成形する中空樹脂成形品の製造方法である。
【0020】
請求項5の本発明では、アッパーシェル部とロアシェル部の射出成形は、ポリオキシメチレン(POM)、高密度ポリエチレン(HDPE)、エチレンビニルアルコール共重合体(EVOH)、ナイロン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイド(PPS)のうち少なくとも1種類の材料を使用して成形する。このため、強度の高い中空樹脂成形品を製造できるとともに、中空樹脂成形品に貯蔵された液体の透過防止性に優れた、液体の透過を防止できる中空樹脂成形品を製造することができる。
【0021】
請求項6の本発明は、アッパーシェル部とロアシェル部の内側樹脂層は、それぞれの開口周縁部が全周に亘りそれぞれ略直角に外側に張り出したフランジ部を有するように、高密度ポリエチレン(HDPE)を使用し射出成形で成形し、射出成形されたアッパーシェル部とロアシェル部の内側樹脂層の外側を、フランジ部を含めて、耐燃料透過性多層樹脂シートで被覆し一体的に接合し、その後、フランジ部を相互に接合し、圧接して保持し、フランジ部において、耐燃料透過性多層樹脂シートの耐燃料透過性を有する層が近接して融合されるようにフランジ部を溶着する中空樹脂成形品の製造方法である。
【0022】
請求項6の本発明では、アッパーシェル部とロアシェル部の内側樹脂層は、それぞれの開口周縁部が全周に亘りそれぞれ略直角に外側に張り出したフランジ部を有するように、高密度ポリエチレン(HDPE)を使用し射出成形で成形している。このため、アッパーシェル部とロアシェル部の内側樹脂層は、高密度ポリエチレン(HDPE)で形成されており、中空樹脂成形品の耐衝撃強度を大きくすることができるとともに、フランジを圧接して、開口周縁部の全周に亘り融合面を確保することができる。
【0023】
射出成形されたアッパーシェル部とロアシェル部の内側樹脂層の外側を、フランジ部を含めて、耐燃料透過性多層樹脂シートで被覆し一体的に接合したため、アッパーシェル部とロアシェル部の内側樹脂層の外側は、フランジ部を含めて、耐燃料透過性多層樹脂シートで被覆されており、中空樹脂成形品の内部に燃料油を入れた場合には、燃料油の透過を防止することができる。多層シートであるため、耐燃料透過性の層のアッパーシェル部とロアシェル部に対向する面に高密度ポリエチレン(HDPE)と接着性の良い層を形成し、外側に耐摩耗性や耐衝撃性の層を形成することができる。
【0024】
フランジ部を相互に接合し、圧接して保持し、フランジ部において、耐燃料透過性多層樹脂シートの耐燃料透過性を有する層が近接して融合されるようにフランジ部を溶着している。このため、アッパーシェル部とロアシェル部の内側樹脂層の外側は、フランジ部の先端部分で、耐燃料透過性多層樹脂シートの耐燃料透過性を有する層の相互の隙間が小さく、燃料透過を最小限にすることができる。
【発明の効果】
【0025】
成形されたアッパーシェル部とロアシェル部のそれぞれの開口周縁部が融合されているため、アッパーシェル部とロアシェル部のそれぞれの開口周縁部は強固に一体的に結合しており、アッパーシェル部とロアシェル部の接合強度が大きく、内部に保持された液体の耐透過性を有することができる。
接合面の温度が、アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化開始温度よりも50℃高い温度(好ましくは30℃高い温度から)から結晶化温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部を圧接してアッパーシェル部とロアシェル部の開口周縁部を融合したため、アッパーシェル部とロアシェル部の開口周縁部において、外側から圧接することにより、さらに接合界面が高密着化して、強固に接合することができる。
【発明を実施するための最良の形態】
【0026】
本発明の実施の形態である中空樹脂成形品について、自動車用の燃料タンク1を例にとり、図1〜図6に基づき説明する。本発明は、燃料タンク1以外にも、各種の中空樹脂成形品に使用することができる。
図1は、燃料タンク1の長手方向の断面図であり、図2は、燃料タンク1の幅方向の断面図である。
図3〜図6は、後述する、燃料タンク1の製造方法を示す図である。
【0027】
燃料タンク1は、分割して成形されたアッパーシェル部10とロアシェル部20から構成される。アッパーシェル部10とロアシェル部20は、それぞれ、射出成形で形成される内側樹脂層15、25と、内側樹脂層15、25の外側に形成される耐燃料透過性多層樹脂シート3から構成される外側シート層16、26の2層から形成される。
【0028】
後述するように、アッパーシェル部10とロアシェル部20は、強度と耐燃料透過性に優れた合成樹脂を使用すれば、外側シート層16、26を形成しなくてもよく、内側樹脂層15、25のみで構成することができる。
燃料タンク1の分割は2個ばかりでなく3個以上に分割することも可能である。
【0029】
アッパーシェル部10とロアシェル部20の内面には、複数の内側リブ17、27がそれぞれ、燃料タンク1の内部方向に向けて一体的に形成することができる。この内側リブ17、27により燃料タンク1の強度・剛性が増加する。またシェルと一体成形した部品取付部8,9に燃料タンク1内に装着する燃料ポンプユニット4や、バルブ6、キャニスター、ホース等を取付けることができる。
【0030】
アッパーシェル部10には、パイプ取付孔2とポンプユニット点検孔5が形成されている。ポンプユニット点検孔5は、燃料タンク1内部に取付けた燃料ポンプユニット4の点検・修理をするための孔であり、パイプ取付孔2は、燃料注入用のパイプ(図示せず)を取付ける孔である。なお、アッパーシェル部10の上面には、燃料移送用ホース等の各種のホースを保持するホースクランプ(図示せず)を設けてもよい。
【0031】
アッパーシェル部10とロアシェル部20の開口の全周には、図2に示すように、アッパーシェル部10の開口周縁部11とロアシェル部20の開口周縁部21が形成され、その開口周縁部11、21には、全周に亘りそれぞれ外面から略直角に外側に張り出したフランジ部12,22が形成されている。開口周縁部11、21とフランジ部12,22は、それぞれ相互に対向して溶着されている。
フランジ部12,22は、図2、図5及び図6に示すように、アッパーシェル部10とロアシェル部20の本体とは断面略L字形に形成される。
【0032】
アッパーシェル部10とロアシェル部20の内側樹脂層15の外面は、フランジ7の先端まで耐燃料透過性多層樹脂シート3が一体的に溶着されて、上記の通り、外側シート層16、26を構成している。
耐燃料透過性多層樹脂シート3は、例えば、中央の層がエチレンビニルアルコール共重合体(EVOH)又はナイロンで形成された燃料透過を防止するバリヤー層と、そのバリヤー層の上下に変性ポリエチレンから形成される接着層と、その接着層の外面にポリエチレン(PE)から形成される外層から構成される5層のシートである。
【0033】
変性ポリエチレンから形成される接着層は、バリヤー層と外層の両方に対して接着性を有している。このため、バリヤー層と外層を強固に接着することができる。
燃料タンク1の外側の外層は、衝撃や磨耗に強いポリエチレン(PE)から形成されているので、燃料タンク1の強度を増加させ、バリヤー層を保護することができる。内側樹脂層15、25と接合する外層は、内側樹脂層15、25がオレフィン系合成樹脂、例えば、高密度ポリエチレン(HDPE)で構成されている場合は、内側樹脂層15、25と溶着して、強固に接合されることができる。
【0034】
耐燃料透過性多層樹脂シート3をアッパーシェル部10とロアシェル部20の内側樹脂層15、25に接合する方法を、アッパーシェル部10を例にとり説明する。ロアシェル部20の接合方法は、アッパーシェル部10の接合方法と同様である。
まず、射出成形されたアッパーシェル部10の内側樹脂層15を真空成形金型(図示せず)に取付ける。真空成形金型と内側樹脂層15には多数の小孔が形成されている。
【0035】
次に、耐燃料透過性多層樹脂シート3を加熱して、軟化した耐燃料透過性多層樹脂シート3を真空成形金型に取付けられた内側樹脂層15の上に置き、真空成形金型から空気を抜き、耐燃料透過性多層樹脂シート3を内側樹脂層15に密着させる。このとき、耐燃料透過性多層樹脂シート3は、加熱され軟化しているため、内側樹脂層15の表面の部分と溶融して強固に接合されることができる。
このとき、耐燃料透過性多層樹脂シート3は、開口周縁部11のフランジ部12の先端から延設されて接合されているので、フランジ部12の先端の部分で切除される。
【0036】
内側樹脂層15が射出成形された後に、耐燃料透過性多層樹脂シート3を融着するため、耐燃料透過性多層樹脂シート3を射出成形金型にセットして、裏面側から射出成形する場合と比べて、耐燃料透過性多層樹脂シート3の破れや、強い伸びを防止することができ、燃料透過性が確保できる。また、耐燃料透過性多層樹脂シート3と内側樹脂層15を一緒に冷却する必要が無く、冷却時間を短くすることができ、生産効率が良い。
【0037】
次に、アッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着する方法について説明する。
図3に示すように、アッパーシェル部10とロアシェル部20の開口周縁部11、21を、隙間を空けて対向させ、その間に熱板30を置き、開口周縁部11、21を全周に亘り加熱する。これにより、開口周縁部11、21とフランジ部12、22の対向する部分は、軟化することができる。
アッパーシェル部10とロアシェル部20が高密度ポリエチレン(HDPE)で構成されている場合は、加熱された開口周縁部11、21とフランジ部12、22の対向する部分の温度は、205℃に加熱した。高密度ポリエチレン(HDPE)の融点は、134℃であり、充分融解している。
【0038】
次に、図4に示すように、アッパーシェル部10とロアシェル部20の開口周縁部11、21のフランジ部12、22をそれぞれ押さえ治具40で押さえて溶着する。
図4(a)は、押さえ治具40でフランジ部12、22を矢印方向に上下から相互に押さえる状態を示す。そして、図4(b)は、開口周縁部11、21が1次接合して後に、押さえ治具40を離し、アッパーシェル部10とロアシェル部20の開口周縁部11、21を矢印方向に押さえて、保持する状態を示す。また、押さえ治具40を図の位置で停止させた後アッパーシェル部10とロアシェル20の開口周縁部11、21を矢印方向につき出しても良い。押さえ治具40を離したため、開口周縁部11、21の放熱を防ぎ、開口周縁部11、21の溶融部の熱の拡散により軟化領域を維持拡大でき、接合界面の融合を促進することができる。
【0039】
次に、2次圧着について説明する。
開口周縁部11、21の軟化領域を維持拡大して、構成する合成樹脂の結晶化温度よりも50℃高い温度、好ましくは30℃高い温度から結晶開始化温度までの間に下がった時点で、図4(c)に示すように、押さえ治具40でフランジ部12、22を矢印方向に、図4(a)のときよりも大きな圧力で上下に圧縮する。そのとき、図4(d)に示すように、フランジ部12、22の合成樹脂は固化していないため、開口周縁部11、21の界面付近で矢印に示すように燃料タンク1の内部方向に移動する。
【0040】
さらに、図4(e)に示すように、押さえ治具40で上下に押さえ続けると、合成樹脂は、開口周縁部11、21の界面付近で矢印に示すように燃料タンク1の内部方向に移動して、燃料タンク1の内部方向に滑らかに突出した山形の凸状部13が形成される。これは、開口周縁部11、21とフランジ部12、22の合成樹脂が、溶融状態で一体的に融合した後に、溶融温度低下による高粘度領域で燃料タンク1の内部方向に押し出されるため、界面部分にノッチ状の凹部を形成することなく、緩やかに裾野を引いたような山形の凸状部13を形成することができるためである。
アッパーシェル部10とロアシェル部20が高密度ポリエチレン(HDPE)で構成されている場合は、2次圧着は140℃で開始した。結晶化ピーク温度は112℃であり、結晶化開始温度は121℃であるため、開口周縁部11、21は、燃料タンク1の内部方向に滑らかに突出した山形の凸状部13が形成された。
【0041】
開口周縁部11、21の融合された内面は、山形の内部方向に滑らかな凸状部13を有するため、開口周縁部11,21において溶着面積が広くなり、溶着強度が大きくなる。また、開口周縁部11、21の接合面の内側先端である凸状部13において、ノッチ状の凹部を有しないため、燃料タンク1に衝撃が加わった場合でも、開口周縁部11,12の接合面に衝撃力が集中することが無く、燃料タンク1の耐衝撃強度を大きくすることができる。
【0042】
次に、開口周縁部11、21のフランジ部12の別の形状について、図5に基づき、アッパーシェル部10を例にとり説明する。ロアシェル部20の形状は、アッパーシェル部10の形状と同様である。
フランジ部12に先端にアッパーシェル部10の側壁に沿って平行に、図5における上方にフランジ部凸部12aを形成する。図5(a)に示すように、フランジ部凸部12aによりアッパーシェル部10の側壁との間に溝12bを形成することができる。そして、図5(b)に示すように、この溝12bに押さえ治具40の先端をはめ込んで、熱板30に接触させフランジ部12を溶融する。また、熱板30は略L字型でフランジ部12の内面側も同時に溶融する。その後に、ロアシェル部20のフランジ部22と相互に圧着して、図5(c)に示すように、アッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着する。
【0043】
このようにして、フランジ部凸部12aと溝12bにより押さえ治具40を固定することができ、アッパーシェル部10とロアシェル部20の開口周縁部11、21を相互に強く圧接させることができ、強固に溶着することができる。また、フランジ部12のタンク内面側も溶融するため内面側に裾野が広いゆるやかな山型凸形状を形成でき、溶着部周辺まで強度を大きくできる。アッパーシェル部10とロアシェル部20は、強度が大きく、耐燃料透過性に優れた合成樹脂を使用すれば、アッパーシェル部10とロアシェル部20とフランジ部12、22には、耐燃料透過性多層樹脂シート3を設けなくても良い。
【0044】
なお、アッパーシェル部10とロアシェル部20に耐燃料透過性多層樹脂シート3を使用しない場合に、使用する耐燃料油性の熱可塑性合成樹脂は、例えば、ポリオキシメチレン(POM)、高密度ポリエチレン(HDPE)、エチレンビニルアルコール共重合体(EVOH)、ナイロン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイドのうち少なくとも1種類の材料を使用することができる。
【0045】
次に、開口周縁部11、21のフランジ部12の先端に耐燃料透過性多層樹脂シート3を若干延設する別の形状について、図6に基づき、アッパーシェル部10を例にとり説明する。ロアシェル部20のフランジ部22の形状は、アッパーシェル部10の形状と同様である。
アッパーシェル部10のフランジ部12の外側は、耐燃料透過性多層樹脂シート3がアッパーシェル部10の本体から連続して被覆して、外側シート層16を形成している。
【0046】
外側シート層16の先端は、図6(a)に示すように、フランジ部12の先端からさらに延設されて、フランジ外側シート層18となっている。そして、図6(b)に示すように、押さえ治具40によりフランジ部12の外側シート層16とフランジ外側シート層18とを熱板30に接触させフランジ部12とフランジ外側シート層18とを溶融する。その後に、ロアシェル部20のフランジ部22と相互に圧着して、図6(c)に示すように、アッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着する。
【0047】
このとき、アッパーシェル部10のフランジ外側シート層18とロアシェル部20のフランジ外側シート層28は、ともに熱板30で溶融され、押さえ治具40で相互に圧接される。このため、フランジ外側シート層18,28の耐燃料透過性多層樹脂シート3の内部にある耐燃料透過性の層が互いに接近して、溶着される。従って、耐燃料透過性の層の間隔が狭くなり、この層の間から燃料が透過することを防止でき、フランジ部12、22の間からの透過を最小限にすることができる。
【0048】
また、図5の実施の形態と同様に、開口周縁部11、21のフランジ部12,22およびその内面側も、L字状熱板30で溶融されたため、融合されたフランジ部12,22の内面は、山形の内部方向に滑らかな凸状部13を形成することができる。このため、開口周縁部11,21において溶着面積が広くなり、溶着強度が大きくなる。また、開口周縁部11、21の接合面の内側先端である凸状部13において、ノッチ状の凹部を有しないため、燃料タンク1に衝撃が加わった場合でも、開口周縁部11,12の接合面に衝撃力が集中することが無く、燃料タンク1の耐衝撃強度を大きくすることができる。
【図面の簡単な説明】
【0049】
【図1】本発明の実施の形態である燃料タンクの長手方向の断面図である。
【図2】本発明の実施の形態である燃料タンクの幅方向の断面図である。
【図3】本発明の実施の形態である燃料タンクのアッパーシェル部とロアシェル部の開口周縁部を熱板で溶融する状態の断面模式図である。
【図4】本発明の実施の形態であるアッパーシェル部とロアシェル部のフランジ部を溶着する工程を示す断面模式図である。
【図5】本発明の他の実施の形態であるアッパーシェル部とロアシェル部のフランジ部を溶着する他の工程を示す断面模式図である。
【図6】本発明の他の実施の形態であるアッパーシェル部とロアシェル部のフランジ部を溶着する工程を示す断面模式図である。
【図7】従来のアッパーシェル部とロアシェル部のフランジ部を溶着する工程を示す模式図である。
【符号の説明】
【0050】
1 燃料タンク
10 アッパーシェル部
11、21 開口周縁部
12、22 フランジ部
13 凸状部
15、25 内側樹脂層
16、26 外側シート層
18、28 フランジ外側シート層
30 熱板
40 押さえ治具
【特許請求の範囲】
【請求項1】
アッパーシェル部とロアシェル部をそれぞれ別々に金型で射出成形し、上記アッパーシェル部とロアシェル部の開口周縁部を合体して一体的に接合して形成する熱可塑性合成樹脂製の中空樹脂成形品の製造方法において、
上記アッパーシェル部とロアシェル部の開口周縁部の接合面は、それぞれその合成樹脂の融点を大きく上回る温度で加熱されて溶融された後、相互に溶融状態で接合され、圧接して保持し、
上記接合面の温度が、上記アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度までの間に下がった時点で、上記圧接の圧接圧よりも高い圧力で上記開口周縁部を圧縮して上記アッパーシェル部とロアシェル部の上記開口周縁部を溶着したことを特徴とする中空樹脂成形品の製造方法。
【請求項2】
上記接合面の温度が、上記アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度より50℃高い温度から結晶化開始温度までの間に下がった時点で、上記圧縮圧よりも高い圧力で上記開口周縁部を圧縮して、融合された上記開口周縁部の内面の接合界面に、上記中空樹脂成形品の内部方向に滑らかに凸状部を形成した請求項1に記載の中空樹脂成形品の製造方法。
【請求項3】
上記アッパーシェル部とロアシェル部のそれぞれの上記開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部を形成し、該フランジ部を相互に圧接して上記開口周縁部を溶着する請求項1又は請求項2に記載の中空樹脂成形品の製造方法。
【請求項4】
上記アッパーシェル部とロアシェル部のそれぞれの上記開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部が形成され、該フランジ部の底面と上記アッパーシェル部とロアシェル部のそれぞれの上記開口周縁部の上記中空樹脂成形品の内面で構成される断面略L字形の部分をそれぞれ加熱して溶融した後、上記フランジ部を相互に接合し、圧縮して保持し、溶着した請求項1乃至請求項3のいずれかに記載の中空樹脂成形品の製造方法。
【請求項5】
上記アッパーシェル部とロアシェル部の射出成形は、ポリオキシメチレン(POM)、高密度ポリエチレン(HDPE)、エチレンビニルアルコール共重合体(EVOH)、ナイロン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイド(PPS)のうち少なくとも1種類の材料を使用して成形する請求項1乃至請求項4のいずれかに記載の中空樹脂成形品の製造方法。
【請求項6】
上記アッパーシェル部とロアシェル部の内側樹脂層は、それぞれの上記開口周縁部が全周に亘りそれぞれ略直角に外側に張り出したフランジ部を有するように、高密度ポリエチレン(HDPE)を使用し射出成形で成形し、射出成形された上記アッパーシェル部とロアシェル部の内側樹脂層の外側を上記フランジ部を含めて、耐燃料透過性多層樹脂シートで被覆し一体的に接合し、その後、上記フランジ部を相互に接合し、圧縮して保持し、上記フランジ部において、上記耐燃料透過性多層樹脂シートの耐燃料透過性を有する層が近接して溶着されるように上記フランジ部を溶着する請求項1乃至請求項5のいずれかに記載の中空樹脂成形品の製造方法。
【請求項1】
アッパーシェル部とロアシェル部をそれぞれ別々に金型で射出成形し、上記アッパーシェル部とロアシェル部の開口周縁部を合体して一体的に接合して形成する熱可塑性合成樹脂製の中空樹脂成形品の製造方法において、
上記アッパーシェル部とロアシェル部の開口周縁部の接合面は、それぞれその合成樹脂の融点を大きく上回る温度で加熱されて溶融された後、相互に溶融状態で接合され、圧接して保持し、
上記接合面の温度が、上記アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度までの間に下がった時点で、上記圧接の圧接圧よりも高い圧力で上記開口周縁部を圧縮して上記アッパーシェル部とロアシェル部の上記開口周縁部を溶着したことを特徴とする中空樹脂成形品の製造方法。
【請求項2】
上記接合面の温度が、上記アッパーシェル部とロアシェル部を構成する合成樹脂の結晶化温度より50℃高い温度から結晶化開始温度までの間に下がった時点で、上記圧縮圧よりも高い圧力で上記開口周縁部を圧縮して、融合された上記開口周縁部の内面の接合界面に、上記中空樹脂成形品の内部方向に滑らかに凸状部を形成した請求項1に記載の中空樹脂成形品の製造方法。
【請求項3】
上記アッパーシェル部とロアシェル部のそれぞれの上記開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部を形成し、該フランジ部を相互に圧接して上記開口周縁部を溶着する請求項1又は請求項2に記載の中空樹脂成形品の製造方法。
【請求項4】
上記アッパーシェル部とロアシェル部のそれぞれの上記開口周縁部は、全周に亘りそれぞれ略直角に外側に張り出したフランジ部が形成され、該フランジ部の底面と上記アッパーシェル部とロアシェル部のそれぞれの上記開口周縁部の上記中空樹脂成形品の内面で構成される断面略L字形の部分をそれぞれ加熱して溶融した後、上記フランジ部を相互に接合し、圧縮して保持し、溶着した請求項1乃至請求項3のいずれかに記載の中空樹脂成形品の製造方法。
【請求項5】
上記アッパーシェル部とロアシェル部の射出成形は、ポリオキシメチレン(POM)、高密度ポリエチレン(HDPE)、エチレンビニルアルコール共重合体(EVOH)、ナイロン、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリフェニレンサルファイド(PPS)のうち少なくとも1種類の材料を使用して成形する請求項1乃至請求項4のいずれかに記載の中空樹脂成形品の製造方法。
【請求項6】
上記アッパーシェル部とロアシェル部の内側樹脂層は、それぞれの上記開口周縁部が全周に亘りそれぞれ略直角に外側に張り出したフランジ部を有するように、高密度ポリエチレン(HDPE)を使用し射出成形で成形し、射出成形された上記アッパーシェル部とロアシェル部の内側樹脂層の外側を上記フランジ部を含めて、耐燃料透過性多層樹脂シートで被覆し一体的に接合し、その後、上記フランジ部を相互に接合し、圧縮して保持し、上記フランジ部において、上記耐燃料透過性多層樹脂シートの耐燃料透過性を有する層が近接して溶着されるように上記フランジ部を溶着する請求項1乃至請求項5のいずれかに記載の中空樹脂成形品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−155587(P2008−155587A)
【公開日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願番号】特願2006−350000(P2006−350000)
【出願日】平成18年12月26日(2006.12.26)
【出願人】(502148037)株式会社エフティエス (34)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願日】平成18年12月26日(2006.12.26)
【出願人】(502148037)株式会社エフティエス (34)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]