
中空異型捲縮糸
【課題】十分な捲縮性を有し、布帛とした際に優れた嵩高性と軽量感、さらには保温性をも具備するものを得ることが可能な中空異型捲縮糸を提供すること。
【解決手段】繊維形成性熱可塑性ポリマーからなり、繊維横断面において少なくとも1個の中空部と、外周部から中空部中心に対して放射状に突出した複数の突起部を有する異型断面繊維であり、下記(1)〜(3)を満たす中空異型捲縮糸。
(1)顕在捲縮率(VC)が1〜20%であること。
(2)150℃における乾熱処理後の捲縮率(VD)が5〜30%であること。
(3)単糸10本以上から構成されていること。
【解決手段】繊維形成性熱可塑性ポリマーからなり、繊維横断面において少なくとも1個の中空部と、外周部から中空部中心に対して放射状に突出した複数の突起部を有する異型断面繊維であり、下記(1)〜(3)を満たす中空異型捲縮糸。
(1)顕在捲縮率(VC)が1〜20%であること。
(2)150℃における乾熱処理後の捲縮率(VD)が5〜30%であること。
(3)単糸10本以上から構成されていること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空部を有する異型捲縮糸に関する。さらに詳しくは、嵩高性やソフト感、ドライ感などの優れた風合いを有し、かつ軽量性、保温性にも優れた中空異型捲縮糸に関するものである。
【背景技術】
【0002】
合成繊維は、その優れた特性から一般衣料用分野をはじめ各種分野に広く利用されている。衣料用途では、特に嵩高感のある風合いを得るため、仮撚加工などの天然繊維を模した繊維への嵩高性の付与技術が種々検討されてきた。一方、布帛に対しより軽量感を付与する目的で、繊維を中空化して利用することが従来から行われている。しかしながら中空繊維に仮撚加工を施すと繊維断面が大きく変形し、それに伴い中空部が潰れてしまい、軽量感が損なわれる問題を有していた(特許文献1)。また、仮撚後も中空部を確保する方法として、芯部に易水溶解性ポリマーを配した芯鞘型複合繊維を用い、仮撚加工後に芯部を溶出する方法が提案されている(特許文献2)。しかし、この方法では工程が煩雑となり、中空となる芯部の変形も免れず本来の軽量感を得難いものであった。
【0003】
また、仮撚加工以外で繊維に捲縮を付与した繊維として、固有粘度の異なる二種類のポリエステルをサイドバイサイド型に配した中空繊維が提案されている(特許文献3)。この方法では、捲縮性は得られるものの、2種類のポリマーを使用するため工程性など製造面での制約が大きいという問題を有していた。さらに、中空繊維からなる微細捲縮繊維として乾熱時に自己伸長する繊維が提案されている(特許文献4)。しかし、この繊維は、微細捲縮を有するものの、繊維断面の異型度が低く嵩高性には劣る他、熱処理時に自己伸長するため混繊糸など用途が限定され汎用性に乏しいものであった。一方で、繊維に嵩高性を付与した中空部を有する捲縮糸として突起部を有する異型断面繊維が提案されている(特許文献5)。この繊維では、突起部による嵩高性と中空部による軽量感は得られるものの、この特許文献の実施例においてはエアスタッファ法による捲縮付与が開示されており、捲縮形態が粗く、また外力によるフィン部の変形や欠損などの問題を有していた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−249936号公報
【特許文献2】特開2000−314036号公報
【特許文献3】特開2003−183938号公報
【特許文献4】特開平11−140721号公報
【特許文献5】特開2000−212845号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、上記従来技術を背景になされたもので、その目的は、十分な捲縮性を有し、布帛とした際に優れた嵩高性と軽量感、さらには保温性をも具備するものを得ることが可能な中空異型捲縮糸を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、繊維形成性熱可塑性ポリマーからなり、繊維横断面において少なくとも1個の中空部と、外周部から中空部中心に対して放射状に突出した複数の突起部を有する異型断面繊維であり、下記(1)〜(3)を満たすことを特徴とする中空異型捲縮糸に関する。
(1)顕在捲縮率(VC)が1〜20%であること。
(2)150℃における乾熱処理後の捲縮率(VD)が5〜30%であること。
(3)単糸10本以上から構成されていること。
ここで、本発明の中空異型捲縮糸は、繊維形成性熱可塑性ポリマーがポリエステル系ポリマーからなり、紡糸時に異方冷却されてなるものが好ましい。
また、本発明の中空異型捲縮糸は、繊維横断面において、外周部から中空部中心に対して放射状に突出した突起部を少なくとも6つ有し、かつ構成単糸の繊維軸に直交する断面における下記式(1)で示す中空率が10〜60%であるものが好ましい。
中空率(%)=〔(B−A)/B〕×100 (1)
(ここで、Aは繊維横断面の面積、Bは繊維横断面最外周内側の面積を表す。)
さらに、本発明の中空異型捲縮糸は、捲縮が好ましくはスパイラル状三次元捲縮および/またはサインカーブ状捲縮である。
【発明の効果】
【0007】
本発明によれば、嵩高性やソフト感、ドライ感などの優れた風合いを有し、かつ軽量性、保温性にも優れた繊維・布帛を提供することができる。
【図面の簡単な説明】
【0008】
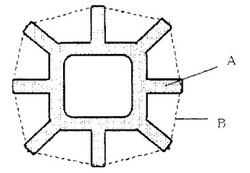
【図1】本発明の中空異型捲縮糸の断面模式図である。
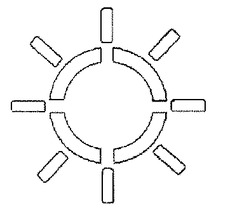
【図2】本発明の中空異型捲縮糸を製造する紡糸口金の吐出孔の断面模式図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について詳細に説明する。
本発明の中空異型捲縮糸は、繊維形成性熱可塑性ポリマーからなり、繊維横断面において少なくとも1個の中空部と、外周部から中空部中心に対して放射状に突出した複数の突起部を有する異型断面繊維である。
【0010】
本発明の中空異型捲縮糸を構成する繊維形成性熱可塑性ポリマーとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート等及びこれらを主成分とするポリエステル系ポリマーが好ましい。その他としては、ナイロン6、ナイロン11、ナイロン12、ナイロン46、ナイロン66、ナイロン610等及びこれらを主成分とするポリアミド、ポリエチレン、ポリプロピレン等及びこれらを主成分とするポリオレフィン等を挙げることができる。
また、繊維形成性熱可塑性ポリマーには、必要に応じ、本発明の目的を損なわない範囲で公知のタルク、炭酸カルシウムなどの無機充填剤や添加剤、例えば、酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、滑剤、難燃剤、離型剤、帯電防止剤、着色剤などを添加することができる。
なお、本発明の中空異型捲縮糸は、各単糸の繊度が1〜20dtexとすることが好ましく、中でも単糸繊度2〜10dtexであることが好ましい。
【0011】
本発明の中空異型捲縮糸は、繊維横断面に中空部を少なくとも一つ有し、該中空部中心点に対して外周部から放射状に突出した複数の突起部とからなる異型断面繊維である。中空部の形状は、丸型中空でも四角および多角形型中空のいずれでも良いが、四角中空とすることで、図2に示されているような紡糸口金の各吐出スリットでの吐出ポリマー同士の高い貼り合せ性を得ることができ、安定して目的の単糸断面形状を得られるためより好ましい。
本発明の中空異型捲縮糸は、さらに下記(1)〜(3)の要件を満たす必要がある。
【0012】
本発明の中空異型捲縮糸は、優れた嵩高性を発現するために、(1)その顕在捲縮率(VC)は、1〜20%であること、かつ(2)150℃における乾熱処理後の捲縮率(VD)が5〜30%であることが必要である。
顕在捲縮率が1%未満であると十分な嵩高性が得られず、一方20%を超えると取り扱い性が低下する。顕在捲縮率は好ましくは5〜15%である。顕在捲縮率(VC)を5〜30%にするには、後述するとおり、紡糸時に異方冷却法で繊維を冷却する方法を適宜選択すればよい。
また、150℃乾熱処理後の捲縮率が5%未満であると、布帛とした場合に同様に十分な嵩高性が得られず、一方30%を超えると、寸法安定性に乏しくなる。好ましくは、7〜25%である。乾熱処理後の捲縮率(VD)を5〜30%にするには、上記異方冷却時に異方効果が発現されるような条件(風速、冷却位置、冷却長さ、風温など)を適宜選択すればよい。
さらに、本発明の中空異型捲縮糸は、(3)その単糸数が10本以上である必要があり、単糸数が10本未満であると、突起部による体積排除効果が十分でなく、目的とする嵩高さ、軽量感を得ることが出来ない。また、単糸数が大となり、マルチフィラメントとしての繊度が大きくなると繊維の曲げ剛性が高くなり布帛におけるソフト感が低下し好ましくない。好ましくは、25〜50本である。
【0013】
本発明の中空異型捲縮糸は、紡糸時に異方冷却されていることが好ましい。すなわち、本発明のような断面を有する繊維は、突起部による表面積の増大効果と中空部による断熱効果により断面異方性を付与しやすく、紡糸時にノズルから吐出された糸条は繊維の片側を急冷することによって容易に高度な断面異方性を付与することができる。突起部のない、あるいは突起部の数が少なく、その高さも十分でない中空繊維では、片面だけを冷却する様冷却風を吹き付けても、冷却風は風下側にも回り込みやすくなり、均一な冷却となり易く高度な異方性を付与できず、その結果、良好なスパイラル状の三次元捲縮および/またはサインカーブ状捲縮を有する繊維を得ることが難しくなる。
ここで、スパイラル状の三次元捲縮とは、繊維軸方向に対して糸条が「らせん状」に旋回している様な形態を指称する。
また、サインカーブ状捲縮とは、繊維軸の直角方向に対し一定の振幅を有する2次元の波形様屈曲形が発現している形態を指称する。
【0014】
さらに、本発明の中空異型捲縮糸は、繊維横断面において、外周部から中空部中心に対して放射状に突出した突起部を少なくとも6つ有し、かつ構成単糸の繊維軸に直交する断面における下記式(1)で示す中空率が10〜60%であるものが好ましい。
【0015】
まず、本発明の中空異型捲縮糸において、上記突起部は、中空部中心点に対して外周部から複数個放射状に突出してしていることが必要である。突起部の数は6個以上あることが後述する異方冷却の作用を受けやすく好ましい。また放射状に配置していることにより、均等に捲縮が発現する効果を奏する。突起部の数は、好ましくは6〜12である。
すなわち、本発明の中空異型捲縮糸は、例えば図1に示すように、繊維軸に対して直交する断面がほぼ四角中空の中空部と、該中空部表面から中空部中心点に対して放射状に突出し且つ該中空部の長さ方向に沿って延在する6つ以上、ここでは8つの突起部とからなるものであり、かつ繊維のほぼ中心部に繊維軸方向に伸びた四角中空部を有する繊維である。
【0016】
四角中空とするには、図2に示されているような紡糸口金各吐出スリットを使用することにより行なえ、円形中空よりも吐出ポリマー同士の高い貼り合せ性を得ることでき、生産性良く安定して目的の四角断面形状を得ることができる。コアー部が丸形中空の場合、紡糸時での貼り合せ不良による単糸断面変形が多発し断糸による工程通過性が著しく低下する。
なお、本発明の中空異型捲縮糸は、中空部の外表面から中空部中心点に対して放射状に突出し且つ該中空部の長さ方向に沿って延在する少なくとも6つ、ここでは8つの突起部を設けることによりマルチフィラメント状態での単糸間の干渉による高い体積排除効果をえることができ、目的の空隙形成率を得ることができる。また、突フィンの個数を6つ以上とすることにより、繊維間摩擦係数が低下するので延伸時の毛羽や断糸の発生が少ないという効果がある。
【0017】
しかも、本発明の中空異型捲縮糸の中空率は、10〜60%であることが好ましい。この場合の中空率は、下記式(1)により算出されるものである。
中空率(%)=〔(B−A)/B〕×100 (1)
(ここで、Aは繊維横断面の面積、Bは繊維横断面最外周内側の面積を表す。)
中空率が10%未満であると、軽量感、および嵩高性に乏しくなり、一方60%を超えると、安定した製糸が困難となる。好ましくは20〜50%である。中空部の個数は中空部の特徴が発現しやすいことから1個であることが最も好ましい。
なお、本発明の中空異型捲縮糸の中空率を上記範囲にするには、紡糸口金の吐出部スリットの短軸側をできるだけ細くし、スリットで囲われる面積をできるだけ大きくし、かつ紡糸口金から吐出されたポリマーを速やかに冷却すればよい。
【0018】
さらに、本発明の中空異型捲縮糸の捲縮形態は、嵩高性を良好にすることができるスパイラル状三次元捲縮および/またはサインカーブ状捲縮であることが平面的な機械捲縮に対して好ましい。上記のスパイラル状三次元捲縮および/またはサインカーブ状の捲縮を有する繊維は、上記したように、溶融紡糸する際、口金面より吐出させた直後の糸条に冷却気流を糸条に吹き付け、複屈折度に高度の断面異方性を有する未延伸糸とし、次いで該糸条を延伸後、熱処理することにより好適に得ることができる。
【0019】
以上の本発明のような断面を有する中空異型捲縮糸は、突起部による表面積の増大効果と中空部による断熱効果により、上記のような断面異方性を付与しやすく、ノズルから吐出された糸条は繊維の片側を急冷することによって容易に高度な断面異方性を付与することができる。突起部のない、あるいは突起部の数が少なく、その高さも十分でない中空繊維では、片面だけを冷却するように冷却風を吹き付けても、冷却風は風下側にも回り込みやすくなり、均一な冷却となり易く高度な異方性を付与できず、その結果、良好なスパイラル状の三次元捲縮および/またはサインカーブ状捲縮を有する繊維を得ることが難しくなる。この際の延伸条件としては、紡糸工程で付与された高度の断面異方性が保持される条件を採用することが好ましい。
【0020】
かかる延伸時の延伸温度は、Tg±20℃(Tg=繊維を構成するポリマーのガラス転移点)の範囲内の温度が好ましく、延伸倍率は最高延伸倍率の65〜95%とすることが好適である。延伸方法は液浴延伸、ピン延伸などいかなる方法によってもよい。上記の熱処理は、延伸後の糸条を構成する各単繊維を弛緩あるいは定長下で熱処理することが好ましい。熱処理温度は100〜230℃が好ましい。なお、延伸倍率は、紡糸速度にもよるが、通常、1.2〜6.0倍、好ましくは1.4〜5.0倍である。
【0021】
以上のように、本発明の中空異型捲縮糸は、捲縮糸を構成する各単糸が放射状に配置された突起部を複数有する中空繊維であって、しかも突起部の面積の割合が適切な範囲のものであるので、良好な捲縮性を発現することができ、単糸間の空間も良好に維持することが可能となり、嵩高性、軽量性、保温性に優れたものとなる。
【実施例】
【0022】
次に、本発明を実施例によって本発明を更に具体的に説明する。なお、実施例中の評価、測定は次のとおり実施した。
【0023】
(1)中空率 (%)
紡糸捲取したポリエステルマルチフィラメントのセクションを切り、単糸1本の繊維軸に直交する横断面写真(560倍以上35,000倍以下)を走査電顕写真により撮影し、写真画像の各単糸の繊維軸に直交する横断面の外周部分を線(図1の破線部分)で結びその内面積を面積Bとした。また、ポリエステルフィラメント糸の繊維軸に直交する横断面の面積を繊度および密度(ポリエステル;1.38)から算出し面積Aとし、以下の式により中空率を求めた。測定は5ヶ所の繊維断面から計算を行い、その平均値をもって中空率(%)とした。
中空率(%)=〔(B-A)/B〕×100
A;繊維横断面のポリマー部の面積
B;繊維横断面最外周内側の面積
【0024】
(2)顕在捲縮率(VC)
得られた繊維を10ターンの「かせ」とし、0.222g/dtexの荷重下で測定した長さ(L0)と、荷重を2mg/dtexとして1分経過後の長さ(L1)から次式により算出した。
顕在捲縮率(VC)(%)=〔(L0-L1)/L0〕×100
(3)150℃における乾熱処理後の捲縮率(VD)
得られた繊維を10ターンの「かせ」として、150℃の乾熱下無加重で30分間熱処理した。熱処理後の「かせ」を、0.222g/dtexの荷重下で測定した長さ(L2)と、荷重を2mg/dtexとして1分経過後の長さ(L3)から次式により算出した。
乾熱処理後の捲縮率(VC) (%) =〔(L2-L3)/L0〕×100
(4)捲縮形状
スパイラル三次元捲縮の場合は、繊維長さ20mm当たりの「らせん」の個数、サインカーブ状捲縮の場合は繊維長さ20mm当たりの山の個数を数え、5個以上を良、5個未満を不良と判定した。
(5)風合い
得られた繊維を用いて筒編を作成し、編地の触感について、嵩高感および軽量感につきそれぞれ4段階〔◎(非常良好)、○(良)、△(やや不足)、×(不良)〕で評価した。
【0025】
実施例1
固有粘度(35℃、オルソクロロフェノール中)が0.64dl/gのポリエチレンテレフタレートを285℃で溶融し、図2に示す吐出孔を24個を有する紡糸口金より吐出した。吐出された糸条は、吐出直下40mmにて風速0.8m/分の冷風(約22℃)にて糸条走行方向に直交して一方向からのみ冷却し、オイリングノズルにて油剤を付与し3,000m/分の速度にて巻き取った。得られた未延伸糸を温度80℃で1.5倍に延伸し、次いで温度180℃のスリットヒータにて定長下で熱セットを施し、84dtexのポリエステル繊維を得た。得られたポリエステル繊維の物性、評価結果を表1に示す。この繊維を用いて作成した筒編は、軽量感、嵩高性に優れたものであった。
【0026】
実施例2
図2に類似した吐出孔を12個有する紡糸口金より吐出した以外は、実施例1と同様にポリエステル繊維を得た。得られた繊維の物性、評価結果1を表1に示す。この繊維を用いて作成した筒編は、軽量感、嵩高性に優れたものであった。なお、本実施例の場合、各吐出孔における突起部数は12である。
【0027】
比較例1〜2
紡糸時の冷風吹き出し位置を50mm下方とした他は実施例と同様にして得た繊維を比較例1、紡速を4,800m/分とした他は実施例1と同様にして得た繊維の物性、評価結果を比較例2として表1に示す。
【0028】
比較例3〜4
突起部を有さない中空口金、および同等の突起部は有するが中空部のみを有さない口金を用いた以外は、実施例1と同様の方法としたものをそれぞれ比較例3、4として繊維の物性、評価結果を表1に示す。
【0029】
表1に示すとおり、本発明の範囲内で得られたポリエステル繊維は良好な捲縮性を示し、布帛としても嵩高感、軽量感に優れるものであった。それに対し、十分な捲縮性を示さない比較例1、2、4は布帛としての嵩高感、軽量感が不足し、突起部を有さない比較例3においても同様に嵩高感、軽量感が不十分なものであった。
【0030】
【表1】

【0031】
*)表1において、捲縮形状としては、スパイラル状三次元捲縮をSp、サインカーブ状捲縮をSiとする。
【産業上の利用可能性】
【0032】
本発明の異型断面捲縮糸は、好な捲縮性を発現することができ、単糸間の空間も良好に維持することが可能であり、嵩高性、軽量性、保温性に優れているので、トレーニングウェア、ウィンドブレーカーなどのスポーツ衣料、一般衣料、衣料用中綿、布団用詰め綿、シート生地などの用途に有用である。
【符号の説明】
【0033】
A:単糸繊維の繊維横断面の面積
B:単糸繊維の繊維横断面最外周内側の面積
【技術分野】
【0001】
本発明は、中空部を有する異型捲縮糸に関する。さらに詳しくは、嵩高性やソフト感、ドライ感などの優れた風合いを有し、かつ軽量性、保温性にも優れた中空異型捲縮糸に関するものである。
【背景技術】
【0002】
合成繊維は、その優れた特性から一般衣料用分野をはじめ各種分野に広く利用されている。衣料用途では、特に嵩高感のある風合いを得るため、仮撚加工などの天然繊維を模した繊維への嵩高性の付与技術が種々検討されてきた。一方、布帛に対しより軽量感を付与する目的で、繊維を中空化して利用することが従来から行われている。しかしながら中空繊維に仮撚加工を施すと繊維断面が大きく変形し、それに伴い中空部が潰れてしまい、軽量感が損なわれる問題を有していた(特許文献1)。また、仮撚後も中空部を確保する方法として、芯部に易水溶解性ポリマーを配した芯鞘型複合繊維を用い、仮撚加工後に芯部を溶出する方法が提案されている(特許文献2)。しかし、この方法では工程が煩雑となり、中空となる芯部の変形も免れず本来の軽量感を得難いものであった。
【0003】
また、仮撚加工以外で繊維に捲縮を付与した繊維として、固有粘度の異なる二種類のポリエステルをサイドバイサイド型に配した中空繊維が提案されている(特許文献3)。この方法では、捲縮性は得られるものの、2種類のポリマーを使用するため工程性など製造面での制約が大きいという問題を有していた。さらに、中空繊維からなる微細捲縮繊維として乾熱時に自己伸長する繊維が提案されている(特許文献4)。しかし、この繊維は、微細捲縮を有するものの、繊維断面の異型度が低く嵩高性には劣る他、熱処理時に自己伸長するため混繊糸など用途が限定され汎用性に乏しいものであった。一方で、繊維に嵩高性を付与した中空部を有する捲縮糸として突起部を有する異型断面繊維が提案されている(特許文献5)。この繊維では、突起部による嵩高性と中空部による軽量感は得られるものの、この特許文献の実施例においてはエアスタッファ法による捲縮付与が開示されており、捲縮形態が粗く、また外力によるフィン部の変形や欠損などの問題を有していた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−249936号公報
【特許文献2】特開2000−314036号公報
【特許文献3】特開2003−183938号公報
【特許文献4】特開平11−140721号公報
【特許文献5】特開2000−212845号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、上記従来技術を背景になされたもので、その目的は、十分な捲縮性を有し、布帛とした際に優れた嵩高性と軽量感、さらには保温性をも具備するものを得ることが可能な中空異型捲縮糸を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、繊維形成性熱可塑性ポリマーからなり、繊維横断面において少なくとも1個の中空部と、外周部から中空部中心に対して放射状に突出した複数の突起部を有する異型断面繊維であり、下記(1)〜(3)を満たすことを特徴とする中空異型捲縮糸に関する。
(1)顕在捲縮率(VC)が1〜20%であること。
(2)150℃における乾熱処理後の捲縮率(VD)が5〜30%であること。
(3)単糸10本以上から構成されていること。
ここで、本発明の中空異型捲縮糸は、繊維形成性熱可塑性ポリマーがポリエステル系ポリマーからなり、紡糸時に異方冷却されてなるものが好ましい。
また、本発明の中空異型捲縮糸は、繊維横断面において、外周部から中空部中心に対して放射状に突出した突起部を少なくとも6つ有し、かつ構成単糸の繊維軸に直交する断面における下記式(1)で示す中空率が10〜60%であるものが好ましい。
中空率(%)=〔(B−A)/B〕×100 (1)
(ここで、Aは繊維横断面の面積、Bは繊維横断面最外周内側の面積を表す。)
さらに、本発明の中空異型捲縮糸は、捲縮が好ましくはスパイラル状三次元捲縮および/またはサインカーブ状捲縮である。
【発明の効果】
【0007】
本発明によれば、嵩高性やソフト感、ドライ感などの優れた風合いを有し、かつ軽量性、保温性にも優れた繊維・布帛を提供することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の中空異型捲縮糸の断面模式図である。
【図2】本発明の中空異型捲縮糸を製造する紡糸口金の吐出孔の断面模式図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について詳細に説明する。
本発明の中空異型捲縮糸は、繊維形成性熱可塑性ポリマーからなり、繊維横断面において少なくとも1個の中空部と、外周部から中空部中心に対して放射状に突出した複数の突起部を有する異型断面繊維である。
【0010】
本発明の中空異型捲縮糸を構成する繊維形成性熱可塑性ポリマーとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート等及びこれらを主成分とするポリエステル系ポリマーが好ましい。その他としては、ナイロン6、ナイロン11、ナイロン12、ナイロン46、ナイロン66、ナイロン610等及びこれらを主成分とするポリアミド、ポリエチレン、ポリプロピレン等及びこれらを主成分とするポリオレフィン等を挙げることができる。
また、繊維形成性熱可塑性ポリマーには、必要に応じ、本発明の目的を損なわない範囲で公知のタルク、炭酸カルシウムなどの無機充填剤や添加剤、例えば、酸化防止剤、熱安定剤、紫外線吸収剤、光安定剤、滑剤、難燃剤、離型剤、帯電防止剤、着色剤などを添加することができる。
なお、本発明の中空異型捲縮糸は、各単糸の繊度が1〜20dtexとすることが好ましく、中でも単糸繊度2〜10dtexであることが好ましい。
【0011】
本発明の中空異型捲縮糸は、繊維横断面に中空部を少なくとも一つ有し、該中空部中心点に対して外周部から放射状に突出した複数の突起部とからなる異型断面繊維である。中空部の形状は、丸型中空でも四角および多角形型中空のいずれでも良いが、四角中空とすることで、図2に示されているような紡糸口金の各吐出スリットでの吐出ポリマー同士の高い貼り合せ性を得ることができ、安定して目的の単糸断面形状を得られるためより好ましい。
本発明の中空異型捲縮糸は、さらに下記(1)〜(3)の要件を満たす必要がある。
【0012】
本発明の中空異型捲縮糸は、優れた嵩高性を発現するために、(1)その顕在捲縮率(VC)は、1〜20%であること、かつ(2)150℃における乾熱処理後の捲縮率(VD)が5〜30%であることが必要である。
顕在捲縮率が1%未満であると十分な嵩高性が得られず、一方20%を超えると取り扱い性が低下する。顕在捲縮率は好ましくは5〜15%である。顕在捲縮率(VC)を5〜30%にするには、後述するとおり、紡糸時に異方冷却法で繊維を冷却する方法を適宜選択すればよい。
また、150℃乾熱処理後の捲縮率が5%未満であると、布帛とした場合に同様に十分な嵩高性が得られず、一方30%を超えると、寸法安定性に乏しくなる。好ましくは、7〜25%である。乾熱処理後の捲縮率(VD)を5〜30%にするには、上記異方冷却時に異方効果が発現されるような条件(風速、冷却位置、冷却長さ、風温など)を適宜選択すればよい。
さらに、本発明の中空異型捲縮糸は、(3)その単糸数が10本以上である必要があり、単糸数が10本未満であると、突起部による体積排除効果が十分でなく、目的とする嵩高さ、軽量感を得ることが出来ない。また、単糸数が大となり、マルチフィラメントとしての繊度が大きくなると繊維の曲げ剛性が高くなり布帛におけるソフト感が低下し好ましくない。好ましくは、25〜50本である。
【0013】
本発明の中空異型捲縮糸は、紡糸時に異方冷却されていることが好ましい。すなわち、本発明のような断面を有する繊維は、突起部による表面積の増大効果と中空部による断熱効果により断面異方性を付与しやすく、紡糸時にノズルから吐出された糸条は繊維の片側を急冷することによって容易に高度な断面異方性を付与することができる。突起部のない、あるいは突起部の数が少なく、その高さも十分でない中空繊維では、片面だけを冷却する様冷却風を吹き付けても、冷却風は風下側にも回り込みやすくなり、均一な冷却となり易く高度な異方性を付与できず、その結果、良好なスパイラル状の三次元捲縮および/またはサインカーブ状捲縮を有する繊維を得ることが難しくなる。
ここで、スパイラル状の三次元捲縮とは、繊維軸方向に対して糸条が「らせん状」に旋回している様な形態を指称する。
また、サインカーブ状捲縮とは、繊維軸の直角方向に対し一定の振幅を有する2次元の波形様屈曲形が発現している形態を指称する。
【0014】
さらに、本発明の中空異型捲縮糸は、繊維横断面において、外周部から中空部中心に対して放射状に突出した突起部を少なくとも6つ有し、かつ構成単糸の繊維軸に直交する断面における下記式(1)で示す中空率が10〜60%であるものが好ましい。
【0015】
まず、本発明の中空異型捲縮糸において、上記突起部は、中空部中心点に対して外周部から複数個放射状に突出してしていることが必要である。突起部の数は6個以上あることが後述する異方冷却の作用を受けやすく好ましい。また放射状に配置していることにより、均等に捲縮が発現する効果を奏する。突起部の数は、好ましくは6〜12である。
すなわち、本発明の中空異型捲縮糸は、例えば図1に示すように、繊維軸に対して直交する断面がほぼ四角中空の中空部と、該中空部表面から中空部中心点に対して放射状に突出し且つ該中空部の長さ方向に沿って延在する6つ以上、ここでは8つの突起部とからなるものであり、かつ繊維のほぼ中心部に繊維軸方向に伸びた四角中空部を有する繊維である。
【0016】
四角中空とするには、図2に示されているような紡糸口金各吐出スリットを使用することにより行なえ、円形中空よりも吐出ポリマー同士の高い貼り合せ性を得ることでき、生産性良く安定して目的の四角断面形状を得ることができる。コアー部が丸形中空の場合、紡糸時での貼り合せ不良による単糸断面変形が多発し断糸による工程通過性が著しく低下する。
なお、本発明の中空異型捲縮糸は、中空部の外表面から中空部中心点に対して放射状に突出し且つ該中空部の長さ方向に沿って延在する少なくとも6つ、ここでは8つの突起部を設けることによりマルチフィラメント状態での単糸間の干渉による高い体積排除効果をえることができ、目的の空隙形成率を得ることができる。また、突フィンの個数を6つ以上とすることにより、繊維間摩擦係数が低下するので延伸時の毛羽や断糸の発生が少ないという効果がある。
【0017】
しかも、本発明の中空異型捲縮糸の中空率は、10〜60%であることが好ましい。この場合の中空率は、下記式(1)により算出されるものである。
中空率(%)=〔(B−A)/B〕×100 (1)
(ここで、Aは繊維横断面の面積、Bは繊維横断面最外周内側の面積を表す。)
中空率が10%未満であると、軽量感、および嵩高性に乏しくなり、一方60%を超えると、安定した製糸が困難となる。好ましくは20〜50%である。中空部の個数は中空部の特徴が発現しやすいことから1個であることが最も好ましい。
なお、本発明の中空異型捲縮糸の中空率を上記範囲にするには、紡糸口金の吐出部スリットの短軸側をできるだけ細くし、スリットで囲われる面積をできるだけ大きくし、かつ紡糸口金から吐出されたポリマーを速やかに冷却すればよい。
【0018】
さらに、本発明の中空異型捲縮糸の捲縮形態は、嵩高性を良好にすることができるスパイラル状三次元捲縮および/またはサインカーブ状捲縮であることが平面的な機械捲縮に対して好ましい。上記のスパイラル状三次元捲縮および/またはサインカーブ状の捲縮を有する繊維は、上記したように、溶融紡糸する際、口金面より吐出させた直後の糸条に冷却気流を糸条に吹き付け、複屈折度に高度の断面異方性を有する未延伸糸とし、次いで該糸条を延伸後、熱処理することにより好適に得ることができる。
【0019】
以上の本発明のような断面を有する中空異型捲縮糸は、突起部による表面積の増大効果と中空部による断熱効果により、上記のような断面異方性を付与しやすく、ノズルから吐出された糸条は繊維の片側を急冷することによって容易に高度な断面異方性を付与することができる。突起部のない、あるいは突起部の数が少なく、その高さも十分でない中空繊維では、片面だけを冷却するように冷却風を吹き付けても、冷却風は風下側にも回り込みやすくなり、均一な冷却となり易く高度な異方性を付与できず、その結果、良好なスパイラル状の三次元捲縮および/またはサインカーブ状捲縮を有する繊維を得ることが難しくなる。この際の延伸条件としては、紡糸工程で付与された高度の断面異方性が保持される条件を採用することが好ましい。
【0020】
かかる延伸時の延伸温度は、Tg±20℃(Tg=繊維を構成するポリマーのガラス転移点)の範囲内の温度が好ましく、延伸倍率は最高延伸倍率の65〜95%とすることが好適である。延伸方法は液浴延伸、ピン延伸などいかなる方法によってもよい。上記の熱処理は、延伸後の糸条を構成する各単繊維を弛緩あるいは定長下で熱処理することが好ましい。熱処理温度は100〜230℃が好ましい。なお、延伸倍率は、紡糸速度にもよるが、通常、1.2〜6.0倍、好ましくは1.4〜5.0倍である。
【0021】
以上のように、本発明の中空異型捲縮糸は、捲縮糸を構成する各単糸が放射状に配置された突起部を複数有する中空繊維であって、しかも突起部の面積の割合が適切な範囲のものであるので、良好な捲縮性を発現することができ、単糸間の空間も良好に維持することが可能となり、嵩高性、軽量性、保温性に優れたものとなる。
【実施例】
【0022】
次に、本発明を実施例によって本発明を更に具体的に説明する。なお、実施例中の評価、測定は次のとおり実施した。
【0023】
(1)中空率 (%)
紡糸捲取したポリエステルマルチフィラメントのセクションを切り、単糸1本の繊維軸に直交する横断面写真(560倍以上35,000倍以下)を走査電顕写真により撮影し、写真画像の各単糸の繊維軸に直交する横断面の外周部分を線(図1の破線部分)で結びその内面積を面積Bとした。また、ポリエステルフィラメント糸の繊維軸に直交する横断面の面積を繊度および密度(ポリエステル;1.38)から算出し面積Aとし、以下の式により中空率を求めた。測定は5ヶ所の繊維断面から計算を行い、その平均値をもって中空率(%)とした。
中空率(%)=〔(B-A)/B〕×100
A;繊維横断面のポリマー部の面積
B;繊維横断面最外周内側の面積
【0024】
(2)顕在捲縮率(VC)
得られた繊維を10ターンの「かせ」とし、0.222g/dtexの荷重下で測定した長さ(L0)と、荷重を2mg/dtexとして1分経過後の長さ(L1)から次式により算出した。
顕在捲縮率(VC)(%)=〔(L0-L1)/L0〕×100
(3)150℃における乾熱処理後の捲縮率(VD)
得られた繊維を10ターンの「かせ」として、150℃の乾熱下無加重で30分間熱処理した。熱処理後の「かせ」を、0.222g/dtexの荷重下で測定した長さ(L2)と、荷重を2mg/dtexとして1分経過後の長さ(L3)から次式により算出した。
乾熱処理後の捲縮率(VC) (%) =〔(L2-L3)/L0〕×100
(4)捲縮形状
スパイラル三次元捲縮の場合は、繊維長さ20mm当たりの「らせん」の個数、サインカーブ状捲縮の場合は繊維長さ20mm当たりの山の個数を数え、5個以上を良、5個未満を不良と判定した。
(5)風合い
得られた繊維を用いて筒編を作成し、編地の触感について、嵩高感および軽量感につきそれぞれ4段階〔◎(非常良好)、○(良)、△(やや不足)、×(不良)〕で評価した。
【0025】
実施例1
固有粘度(35℃、オルソクロロフェノール中)が0.64dl/gのポリエチレンテレフタレートを285℃で溶融し、図2に示す吐出孔を24個を有する紡糸口金より吐出した。吐出された糸条は、吐出直下40mmにて風速0.8m/分の冷風(約22℃)にて糸条走行方向に直交して一方向からのみ冷却し、オイリングノズルにて油剤を付与し3,000m/分の速度にて巻き取った。得られた未延伸糸を温度80℃で1.5倍に延伸し、次いで温度180℃のスリットヒータにて定長下で熱セットを施し、84dtexのポリエステル繊維を得た。得られたポリエステル繊維の物性、評価結果を表1に示す。この繊維を用いて作成した筒編は、軽量感、嵩高性に優れたものであった。
【0026】
実施例2
図2に類似した吐出孔を12個有する紡糸口金より吐出した以外は、実施例1と同様にポリエステル繊維を得た。得られた繊維の物性、評価結果1を表1に示す。この繊維を用いて作成した筒編は、軽量感、嵩高性に優れたものであった。なお、本実施例の場合、各吐出孔における突起部数は12である。
【0027】
比較例1〜2
紡糸時の冷風吹き出し位置を50mm下方とした他は実施例と同様にして得た繊維を比較例1、紡速を4,800m/分とした他は実施例1と同様にして得た繊維の物性、評価結果を比較例2として表1に示す。
【0028】
比較例3〜4
突起部を有さない中空口金、および同等の突起部は有するが中空部のみを有さない口金を用いた以外は、実施例1と同様の方法としたものをそれぞれ比較例3、4として繊維の物性、評価結果を表1に示す。
【0029】
表1に示すとおり、本発明の範囲内で得られたポリエステル繊維は良好な捲縮性を示し、布帛としても嵩高感、軽量感に優れるものであった。それに対し、十分な捲縮性を示さない比較例1、2、4は布帛としての嵩高感、軽量感が不足し、突起部を有さない比較例3においても同様に嵩高感、軽量感が不十分なものであった。
【0030】
【表1】
【0031】
*)表1において、捲縮形状としては、スパイラル状三次元捲縮をSp、サインカーブ状捲縮をSiとする。
【産業上の利用可能性】
【0032】
本発明の異型断面捲縮糸は、好な捲縮性を発現することができ、単糸間の空間も良好に維持することが可能であり、嵩高性、軽量性、保温性に優れているので、トレーニングウェア、ウィンドブレーカーなどのスポーツ衣料、一般衣料、衣料用中綿、布団用詰め綿、シート生地などの用途に有用である。
【符号の説明】
【0033】
A:単糸繊維の繊維横断面の面積
B:単糸繊維の繊維横断面最外周内側の面積
【特許請求の範囲】
【請求項1】
繊維形成性熱可塑性ポリマーからなり、繊維横断面において少なくとも1個の中空部と、外周部から中空部中心に対して放射状に突出した複数の突起部を有する異型断面繊維であり、下記(1)〜(3)を満たすことを特徴とする中空異型捲縮糸。
(1)顕在捲縮率(VC)が1〜20%であること。
(2)150℃における乾熱処理後の捲縮率(VD)が5〜30%であること。
(3)単糸10本以上から構成されていること。
【請求項2】
繊維形成性熱可塑性ポリマーがポリエステル系ポリマーからなり、紡糸時に異方冷却されてなる請求項1記載の中空異型捲縮糸。
【請求項3】
繊維横断面において、外周部から中空部中心に対して放射状に突出した突起部を少なくとも6つ有し、かつ構成単糸の繊維軸に直交する断面における下記式(1)で示す中空率が10〜60%である請求項1または2記載の中空異型捲縮糸。
中空率(%)=〔(B−A)/B〕×100
(ここで、Aは繊維横断面の面積、Bは繊維横断面最外周内側の面積を表す。)
【請求項4】
捲縮がスパイラル状三次元捲縮および/またはサインカーブ状捲縮である請求項1〜3いずれかに記載の中空異型捲縮糸。
【請求項1】
繊維形成性熱可塑性ポリマーからなり、繊維横断面において少なくとも1個の中空部と、外周部から中空部中心に対して放射状に突出した複数の突起部を有する異型断面繊維であり、下記(1)〜(3)を満たすことを特徴とする中空異型捲縮糸。
(1)顕在捲縮率(VC)が1〜20%であること。
(2)150℃における乾熱処理後の捲縮率(VD)が5〜30%であること。
(3)単糸10本以上から構成されていること。
【請求項2】
繊維形成性熱可塑性ポリマーがポリエステル系ポリマーからなり、紡糸時に異方冷却されてなる請求項1記載の中空異型捲縮糸。
【請求項3】
繊維横断面において、外周部から中空部中心に対して放射状に突出した突起部を少なくとも6つ有し、かつ構成単糸の繊維軸に直交する断面における下記式(1)で示す中空率が10〜60%である請求項1または2記載の中空異型捲縮糸。
中空率(%)=〔(B−A)/B〕×100
(ここで、Aは繊維横断面の面積、Bは繊維横断面最外周内側の面積を表す。)
【請求項4】
捲縮がスパイラル状三次元捲縮および/またはサインカーブ状捲縮である請求項1〜3いずれかに記載の中空異型捲縮糸。
【図1】


【図2】
【図2】
【公開番号】特開2013−23794(P2013−23794A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−161994(P2011−161994)
【出願日】平成23年7月25日(2011.7.25)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月25日(2011.7.25)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]