
中空糸膜の製造方法
【課題】従来技術に比して簡略化された方法により洗浄、脱水および乾燥工程における作業性を向上させ、かつこれらの工程での中空糸膜の変形を抑制するとともに乾燥の均一性の向上および乾燥工程における中空糸膜成分の劣化を低減し、高性能で、安全性が高く、かつ保存安定性やモジュール組み立て性に優れた中空糸膜が製造できるコストパフォーマンスの高い中空糸膜の製造方法を提供する。
【解決手段】本発明は、複数本の中空糸膜が集束された中空糸膜束を遠心力を利用して洗浄、脱水する工程、引き続きマイクロ波照射により乾燥する工程を経て中空糸膜を製造する方法であって、該両工程においてガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下である樹脂よりなるトレーに中空糸膜束を収容し、トレーごと一連の処理を行う中空糸膜の製造方法である。
【解決手段】本発明は、複数本の中空糸膜が集束された中空糸膜束を遠心力を利用して洗浄、脱水する工程、引き続きマイクロ波照射により乾燥する工程を経て中空糸膜を製造する方法であって、該両工程においてガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下である樹脂よりなるトレーに中空糸膜束を収容し、トレーごと一連の処理を行う中空糸膜の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空糸膜の製造方法における中空糸膜の洗浄、脱水および乾燥方法に関するものである。より詳しくは、中空糸膜を遠心力を利用して洗浄、脱水する工程に引き続きマイクロ波照射による乾燥工程を経て中空糸膜を製造する方法において、高品質な中空糸膜が経済的に製造できる中空糸膜の製造方法に関するものである。
【背景技術】
【0002】
近年、選択的な透過性を有する中空糸膜を利用する技術がめざましく進歩し、これまでに気体や液体の分離フィルター、医療分野における血液透析器、血液濾過器、血液成分分離フィルター等の広範な分野での実用化が進んでいる。該中空糸膜の材料としては、セルロース系(再生セルロース系、酢酸セルロース系、化学変性セルロース系等)、ポリアクリロニトリル系、ポリメチルメタクリレート系、ポリスルホン系、ポリエチレンビニルアルコール系、ポリアミド系等の樹脂が用いられてきた。このうちポリスルホン系樹脂は、その熱安定性、耐酸、耐アルカリ性に加え、製膜溶液に親水化剤を添加して製膜することにより、血液適合性が向上することから、半透膜素材として注目され研究が進められてきた。
【0003】
腎不全治療などにおける血液浄化療法では、血液中の尿毒素、老廃物を除去する目的で、透析膜や限外濾過膜を分離材として用いた血液透析器、血液濾過器あるいは血液透析濾過器などのモジュールが広く使用されている。特に中空糸型の膜を分離材として用いたモジュールは体外循環血液量の低減、血中の物質除去効率の高さ、さらにモジュール生産時の生産性などの利点から透析器分野での重要度が高い。
【0004】
上記の血液浄化器等に使用される中空糸膜モジュールに充填される中空糸膜は、その製造工程においては、中空糸膜の内部に残存する溶媒を取り除く洗浄工程、この洗浄された中空糸膜に含まれた洗浄液を分離する脱水工程および該脱水された中空糸膜を乾燥する乾燥工程が含まれる。
【0005】
洗浄方法として、次のような方式が知られている。
中空糸膜を洗浄ボックスに収納し、この洗浄ボックスを洗浄水が入れられた浸漬槽に浸漬する。そして、洗浄水を加熱保温するとともに浸漬槽内の洗浄水の入れ替えと、中空糸膜の脱水を数回繰り返すことにより、中空糸膜を洗浄する方法。
【0006】
また、紡糸された中空糸膜を、洗浄水が通過可能な洗浄ボックスに束状態で収納し、前記洗浄ボックスを回転させながら周囲より洗浄水を前記洗浄ボックスへ噴射して洗浄し、次いで脱水する中空糸膜の製造方法が開示されている(例えば、特許文献1参照)。
【特許文献1】特許第3147600号公報
【0007】
中空糸膜を熱水浴へ浸漬する方法は、洗浄水が中空糸膜の内部に通水されて溶媒が流出されるまでに要する時間や、浸漬水槽内の洗浄水を数回にわたって入れ替えるのに要する時間など、中空糸膜の洗浄に必要な処理時間が長く(例えば、12時間程度)かかる。また、浸漬水槽の内部では洗浄水が対流しにくいので、洗浄ムラが発生する恐れがある。また、洗浄水が中空糸膜の内部へ通水されにくく、溶媒も流出されにくいので、中空糸膜に対する洗浄水のしめる割合を大きくする必要があり、そのため大きな浸漬水槽を用いなければならない。さらに、洗浄水が大きな浸漬水槽へ数回入れ替えられるので、多量の洗浄水が消費され、洗浄するのにコストがかさむという問題点がある。
【0008】
また、特許文献1において開示された方法では、中空糸内面側へ積極的に洗浄水を供給することが出来ず、中空糸内面に溶媒が残留し易くなる問題点がある。さらに、100L以上の大量の洗浄水を中空糸に供給し、中空糸を回転させると中空糸に付着した洗浄水により発生する遠心力により糸が曲がったり、折れたりするため中空糸にダメージを与えてしまう。中空糸が曲がったり、折れたりした場合には、ろ過性能が低下するだけでなく、ろ過中に中空糸が破れ致命的な欠陥を生み出す可能性を持ってしまう問題がある。また、使用する洗浄水を循環して使用する構成では、洗浄した溶媒が再付着してしまい、洗浄効率が低下する問題を抱えている。
【0009】
さらに、従来の洗浄方法、装置は溶剤の除去を目指したものであり、透析中に患者の発熱の問題を引き起こすエンドトキシンに関してエンドトキシンを中空糸膜から除去するもしくは付着させないための方法が言及されていない。特に、特許文献1に示されている方法では、洗浄に用いた洗浄液を再度利用する循環方式で洗浄を行なうためエンドトキシンが再付着する可能性があり、さらに洗浄ラインをエンドトキシンで汚染してしまう問題に対しては全く配慮されていない。
【0010】
一方、中空糸膜を接着してモジュールを作製するためには中空糸膜を乾燥させる必要があるが、有機高分子よりなる多孔膜、なかでもポリスルホン系等の疎水性樹脂からなる透析膜、限外濾過膜は、製膜後に乾燥させると乾燥前に比べ著しく透水量が低下することが知られている。そのため膜は常に湿潤状態か、水に浸漬させた状態で取り扱う必要があった。
【0011】
この対策として従来よりとられてきた方法は、製膜後、乾燥前にグリセリン等の低揮発性有機液体を多孔膜中の空孔部分に詰めておくことであった。しかしながら、低揮発性有機液体は、一般に高粘度なため、洗浄除去に時間がかかり、膜をモジュール成型して洗浄後も微量ではあるが低揮発性有機液体由来の溶出物等(低揮発性有機液体と化学反応して生成した様々な誘導体)がモジュール封入液中にみられることに問題があった。
【0012】
低揮発性有機液体を用いずに乾燥させる方法として、低揮発性有機液体の代わりに塩化カルシウム等の無機塩を用いる方法が開示されているが、洗浄除去する必要性に変わりはない。また、微量であるとしても残存した無機塩が透析患者に与える悪影響が危惧される
(特許文献2参照)。
【特許文献2】特開平6−277470号公報
【0013】
また、膜の乾燥方法として、中空糸膜に対し水蒸気による湿熱処理を行いながらマイクロ波を照射する中空糸膜の製造方法が開示されている(特許文献3参照)。しかし、乾燥でありながら膜の変形を防ぐために水蒸気処理していることから乾燥時間を長くする必要があるなどの欠点があり、さらに、グリセリン等の低揮発性有機液体を付着させてからの乾燥であることから、膜からの溶出物を低減させるという目的は達成されない。
【特許文献3】特開平11−332980号公報
【0014】
低揮発性有機液体を用いずに乾燥処理をしたポリビニルピロリドンを含む親水化膜が開示されている(特許文献4および5参照)。これらには、血液から血漿成分を分離する性能が記載されているが、血漿タンパクが透過することから透析膜としては有効でないことが分かる。また、ポリビニルピロリドンを分解・変性させる温度で乾燥していることから、膜からの溶出物を低減させるという目的においては極めて好ましくない製法である。
【特許文献4】特開平8−52331号公報
【特許文献5】特公平8−9668号公報
【0015】
また、特定の性能を有する湿潤膜をグリセリン等の低揮発性有機液体に含浸せずに120℃以下の温度で乾燥して高性能な血液浄化膜を製造する方法が開示されている(特許文献6参照)。しかし、この方法は、糸束状にして乾燥した場合には、糸束の中心部と外周部の膜とでは若干の性能差が生じることが同一発明者等により明らかにされている。
【特許文献6】特許第3281364号公報
【0016】
特許文献6と同一発明者らにより特許文献5に開示されている乾燥方法の課題解決の方策として、マイクロ波を照射して乾燥する方法が開示されている(特許文献7〜10参照)。これらの方法は低揮発性有機液体に含浸せず乾燥する方法であり、かつ中空糸膜の分離性能を低下させずに乾燥できる点では好ましい方法である。しかしながら、これらの方法はいずれもが、中空糸膜内に気体を通風し乾燥の均一化を図る方法である。該方法は、マイクロ波照射機構に加え、中空糸膜内に気体を通風するための補助機構の設置が必要であり乾燥機の構造が複雑になるという課題を有する。また、該方法は中空糸膜内に気体を通風するための補助機構に被乾燥中空糸膜を固定する必要があり、該固定部の構造が複雑になり、かつ中空糸膜を所定の場所にセットしたり、通風量を制御したりする等乾燥の準備や乾燥操作が煩雑になるという課題を有する。
また、別の発明者により減圧により中空糸膜内部に空気を通過させながらマイクロ波を照射して中空糸膜を乾燥する方法が開示されている(特許文献11参照)。該方法も同様の課題を有する。
【特許文献7】特開2003−175320号公報
【特許文献8】特開2003−175321号公報
【特許文献9】特開2003−175322号公報
【特許文献10】特開2003−284931号公報
【特許文献11】特開平9−888号公報
【0017】
また、上記特許文献の方法は通風乾燥が併用されているために、通風乾燥において通風条件を厳密に制御しないと、中空糸膜内での通風の不均一性等により乾燥工程において被乾燥中空糸膜の収縮斑等の中空糸膜の変形差が発生し中空糸膜の折れ、配列乱れおよび糸長変動等が引き起こされる。中空糸膜の折れや配列乱れが発生するとモジュール化の折に接着剤による両端の包埋部の中空糸膜に傾きが生じ、例えば、血液浄化用に使用した場合に血液の偏流が起こり残血中空糸膜の発生に繋がる。また、中空糸膜の折れや配列乱れが発生するとモジュール組み立て工程におけるモジュールの容器への中空糸膜の挿入性が低下し、中空糸膜の傷や中空糸膜の断面が変形した潰れ糸が発生する。傷は血液リークに繋がる。また、潰れ糸は血液の偏流原因となり残血中空糸膜の発生に繋がる。糸長変動に関しては、収縮率が大きく糸長の短い中空糸膜が発生すると、接着剤による両端の包埋時に中空糸膜の中空部に接着剤が浸入し易くなり目詰まり中空糸膜の発生に繋がり、血液の偏流原因となり残血中空糸膜の発生が起こる。逆に、収縮率が低く糸長の長い中空糸膜が発生すると中空糸膜折れや配列乱れの発生に繋がり上記の課題が引き起こされる。
【0018】
また、上記特許文献の方法は中空糸膜素材の長期保存安定性に対する配慮が不足しておりその改善も必要である。中空糸膜を血液浄化療法用の分離膜として使用する場合は、親水性化合物の溶出が多くなると人体に取り異物である親水性化合物の長期透析時の体内蓄積が増え副作用や合併症等を引き起こす可能性があり透析型人工腎臓装置製造承認基準において中空糸膜の抽出液におけるUV(220〜350nm)吸光度の基準が設定されている。上記特許文献の方法においても、代表値の測定はされている。
本発明者等は、上記の透析型人工腎臓装置製造承認基準により定められた試験法で抽出された抽出液中には、従来公知のUV吸光度では測定できない過酸化水素が含まれていることを見出した。該過酸化水素が存在すると、例えばポリビニルピロリドンの酸化劣化を促進し、中空糸膜を保存した時にポリビニルピロリドンの溶出量が増加する事を見出した。さらに、過酸化水素は中空糸膜の特定部位に存在しても、その個所より中空糸膜素材の劣化反応が開始され中空糸膜の全体に伝播していくため、モジュールと用いられる中空糸膜の長手方向の存在量が全領域に渡り、一定量以下を確保する必要がある事を見出した。上記特許文献の方法で実施した場合は、該過酸化水素の溶出量が多くなり該中空糸膜を長期保存した場合にポリビニルピロリドンの酸化劣化が促進され、経時によりUV(220〜350nm)吸光度が増加するという課題が発生する。
【0019】
上記特許文献の方法で実施した場合は、通風の入り口側から出口側への中空糸膜の長手方向での乾燥の不均一化が起こり、過酸化水素が局所的に発生し上記課題の発生に繋がる。
【0020】
また、上記特許文献の方法で実施した場合は、通風の入り口側から出口側への中空糸膜の長手方向が乾燥の不均一化により、UV(220〜350nm)吸光度についても中空糸膜の長手方向の変動が大きいという課題が発生する。該変動は安全性の低下に繋がる。また、UV(220〜350nm)吸光度の変動は中空糸膜外表面のポリビニルピロリドンの表面濃度をも反映しており、湿潤状態の中空糸膜を乾燥した場合に乾燥上がりに中空糸膜表面のポリビニルピロリドン濃度の高い部分で部分的な中空糸膜同士のくっつき(固着)が発生するという課題に繋がる。該部分的な固着が発生するとモジュール組み立て性が悪化する等の問題に繋がるので改善が必要である。上記特許文献においては、これらの課題に対する配慮が全くなされていない。
【0021】
上記の課題を改善する方法として、湿潤状態の中空糸膜束をフィルムで包装し、乾燥機内の回転テーブル上に、該包装された湿潤状態の中空糸膜束をセットし、回転させながら減圧下でマイクロ波を照射して乾燥する方法が開示されている(特許文献12参照)。
しかしながら、該特許文献においては、前述の過酸化水素の生成抑制に関しては配慮がなされていない。
【特許文献12】特開2004−305997号公報
【0022】
上記の特許文献1の方法は、洗浄および脱水工程についての技術開示である。また、特許文献2〜11の方法は乾燥工程についての技術開示であり、これらの工程全体を通して品質向上やコスト低減に繋げる技術思想は開示されていない。
【発明の開示】
【発明が解決しようとする課題】
【0023】
従来技術に比して簡略化された方法により洗浄、脱水および乾燥工程における作業性を向上させ、かつこれらの工程での中空糸膜の変形を抑制するとともに乾燥の均一性の向上および乾燥工程における中空糸膜成分の劣化を低減し、高性能で、安全性が高く、かつ保存安定性やモジュール組み立て性に優れた中空糸膜が製造できるコストパフォーマンスの高い中空糸膜の製造方法を提供することにある。
【課題を解決するための手段】
【0024】
本発明は、複数本の中空糸膜が集束された中空糸膜束を遠心力を利用して洗浄、脱水する工程、引き続きマイクロ波照射により乾燥する工程を経て中空糸膜を製造する方法であって、該両工程においてガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下である樹脂よりなるトレーに中空糸膜束を収容し、トレーごと一連の処理を行うことを特徴とする中空糸膜の製造方法である。
この場合において、中空糸膜束をトレーに収容し、遠心洗浄機のテーブル上に回転中心からみて中空糸膜の長手方向が略放射状になるように配置し、該テーブルを回転させながら回転中心付近より洗浄水を前記のトレーに収容された中空糸膜に噴射しつつ中空糸膜を洗浄処理し、次いで洗浄水の供給を停止し脱水処理することが好ましい。
また、洗浄、脱水終了後の中空糸膜束の含水率が100〜600質量%であり、該工程の1バッチで処理される全中空糸膜束中の含水率の変動が平均含水率±15%以内であることが好ましい。
また、マイクロ波照射により乾燥する工程において、マイクロ波発振器がマイクロ波照射オーブンの側壁に設置され、回転機能を有する水平に設定された照射台を有し、かつ排気機能を有したマイクロ波照射オーブンの照射台上に上記洗浄、脱水された中空糸膜をトレーごと回転中心に対して略放射状になるように設置し、該照射台を回転させながら、20kPa以下の減圧下でマイクロ波を水平方向に発振し被乾燥中空糸膜にマイクロ波を照射することが好ましい。
また、マイクロ波発振器からオーブンに向かう入射波のエネルギーEiとオーブンで反射されオーブンより発振器に向かう反射波のエネルギーErとの比(Er/Ei)が0.2以下であるマイクロ波発振器を用いて中空糸膜にマイクロ波を照射し乾燥するのが好ましい。
また、前記のマイクロ波照射オーブンに遠赤外線照射ヒーターを設置し、中空糸膜中の含水率が10質量%以上の状態でマイクロ波照射を中止し、引き続き遠赤外線照射により乾燥するのが好ましい。
【発明の効果】
【0025】
本発明の中空糸膜の製造方法は、洗浄、脱水および乾燥工程において、中空糸膜を同一のトレーに固定して処理するので、これらの工程の作業性を大幅に向上させることができるという利点を有する。また、該トレーとして特定された特性の樹脂よりなるものを使用するため、これらの工程における中空糸膜の変形や変質が抑制され、高品質な中空糸膜を得ることができるという利点を有する。
例えば、本発明の中空糸膜の乾燥方法は、従来公知技術であったマイクロ波乾燥を採用しており、従来公知の中空糸膜束内に気体を通過させ乾燥の均一化を図る通風方式を併用することも可能ではあるが、あえて使用しなくても十分な乾燥が遂行できるので、この通風を施すための治具が不要で乾燥機の構造が簡略化される上に、被乾燥中空糸膜束をこの通風を施すための治具に固定する必要がないので被乾燥中空糸膜の乾燥機へ配置する作業性が向上する。また、従来公知技術の課題であった被乾燥中空糸膜の配置方向や通風の不均一性等による乾燥工程における被乾燥中空糸膜の折れ、配列乱れ等の中空糸膜の変形や収縮斑が抑制されるので、本発明方法で乾燥された乾燥中空糸膜は、例えば、モジュールの組み立て工程におけるモジュール容器への中空糸膜束の挿入性が向上すると共に、次工程のモジュールの組み立て時の接着作業が向上する。さらに、変形や収縮斑に起因した傾き中空糸膜、潰れ中空糸膜および目詰まり中空糸膜等の欠点中空糸膜の発生が抑制され、これらの欠点により引き起される残血性が改善されるという利点がある。また、中空糸膜の折れや傷発生が抑制されるので、血液リーク性が改善される。また、本発明においては湿潤状態の中空糸膜束が中空状の包装体で拘束されているので、被乾燥中空糸膜束をトレーに固定する作業性が向上する上に、乾燥された中空糸膜束を用いて組立てるモジュールに装填する本数単位として中空状の包装体で拘束されており、乾燥された中空糸膜束をそのままモジュール容器に装填し、その後に包装体を抜き取ることにより中空糸膜束をモジュール容器に装填することができ、該装填の作業性が大幅に向上でき、装填時の欠点糸の発生が抑制されるという利点がある。
【0026】
さらに、従来公知技術の課題であった通風方向、すなわち、中空糸膜束の長手方向における乾燥の不均一化が改善されるので、ポリビニルピロリドンの局所的な劣化が低減され、該劣化により生成する過酸化水素溶出量が抑制される。従って、本発明により得られた中空糸膜は、該過酸化水素により引起されるポリビニルピロリドン等の劣化が抑制されるので、長期保存をしても透析型人工腎臓装置製造承認基準であるUV(220−350nmの最大)吸光度の平均値を0.10以下に維持することができる利点がある。また、該乾燥の均一化により中空糸膜の長手方向におけるポリビニルピロリドンの劣化の変動が小さく、中空糸膜の長手方向における上記のUV(220−350nm)吸光度変動が抑制され、中空糸膜の含水率が適度な範囲に設定されており、かつその変動率が抑制されているので、これらの変動により引き起こされる中空糸膜の部分固着の発生が抑制され、モジュール組み立て性の優れた中空糸膜が安定して製造できるという特徴を有する。また、該中空糸膜の長手方向におけるUV(220−350nm)吸光度変動の抑制は、血液浄化用に使用した場合の安全性の向上にも繋がる。従って、慢性腎不全の治療に用いる高透水性を有するモジュール等に用いられる中空糸膜の製造方法として好適であるという利点がある。
【発明を実施するための最良の形態】
【0027】
以下、本発明を詳細に説明する。
本発明の中空糸膜の製造方法は、中空糸膜を遠心力を利用して洗浄、脱水する工程および引き続きマイクロ波照射により乾燥する工程を含むものであって、両工程においてガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下である樹脂よりなる同一のトレーに積載して処理することが好ましい。
【0028】
本発明における遠心力を利用して洗浄、脱水する工程の内容は限定されないが、中空糸膜を樹脂製の中空状の包装体で拘束し、該拘束された中空糸膜が固定できる樹脂製のトレーに固定、収納して回転可能なテーブルを有した遠心力洗浄機のテーブルにトレーを固定し、テーブルを回転させながら回転中心付近より洗浄水を前記のトレーに収納された中空糸膜に噴射しつつ中空糸膜を洗浄し、脱水する方法が好ましい。
【0029】
上記方法においては、上記工程と次工程であるマイクロ波乾燥工程を同一の樹脂製トレーを用いて処理することにより両工程における作業性を向上させることが、本発明の大きな特徴の一つである。この場合において、該樹脂製トレーの材質を上記2工程において必要な特性のものを選択することも本発明の特徴の一つである。
該樹脂の特性としては、ガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下であることが好ましい。
ガラス転移温度は100℃以上がより好ましく、110℃以上がさらに好ましい。ガラス転移温度が100℃未満の場合は、洗浄工程において洗浄に用いる温水によりトレーが熱変形し、繰り返し使用に耐えられない場合があるので好ましくない。
一方、1MHzでの誘電率と誘電正接の積が0.02以下であるという誘電率に関連する特性はマイクロ波乾燥工程において必要な特性である。0.018以下がより好ましく、0.016以下がさらに好ましい。
1MHzでの誘電率と誘電正接の積が0.02以下である樹脂を用いることによりマイクロ波の透過性が向上し、マイクロ波照射によるトレーの発熱が抑制され、水分を含んだ中空糸膜が選択的に加熱されるので中空糸膜の乾燥の均一性が向上すると共に、トレーの熱変形が抑制され、トレーの寿命延長に繋がるので好ましい。該樹脂としては上述のごとくポリエチレンやポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート系樹脂、ポリスルホン樹脂やポリエーテルスルホン樹脂等のポリスルホン系樹脂、ポリエーテルエーテルケトン樹脂およびポリイミド樹脂等が挙げられる。前記のもう一つの必要特性であるガラス転移温度の制約を加えるとポリスルホン樹脂やポリエーテルスルホン樹脂等のポリスルホン系樹脂、ポリエーテルエーテルケトン樹脂およびポリイミド樹脂等が選択される。これに対して、ポリ塩化ビニル樹脂、ポリメチルメタアクリレート樹脂およびポリカーボネート樹脂等の1MHzでの誘電率と誘電正接の積が0.02を超える樹脂を用いた場合は、マイクロ波の透過性が低下するためにトレーの発熱が増大し、トレーと接触している部分の包装体やその近傍の中空糸膜の温度が上昇し、その部分の中空糸膜中のポリビニルピロリドンの劣化の増大や中空糸膜の長手方向の乾燥の均一性が低下したり、中空糸膜の収縮が増大し、中空糸膜内での品質変動が増大するので好ましくない。
なお、前記のトレー用樹脂のガラス転移温度を100℃以上にすることは、マイクロ波乾燥工程における熱変形抑制にも繋がり、繰り返し使用によるトレーの寿命延長にも繋がるので好ましい。
【0030】
本発明においては、中空糸膜を樹脂製の中空状の包装体で拘束してトレーに固定するのが好ましい。このことにより中空糸膜の取り扱い性が向上し、配置の作業性が改善される。この場合の湿潤状態の中空糸膜の拘束は次工程のモジュール組み立てに配慮して行うのが好ましい。すなわち、モジュールに必要な単位の本数の中空糸膜をモジュール容器の内径より少し小さめの包装体で拘束し、乾燥された中空糸膜を包装体ごとにモジュール容器内に挿入し、挿入された状態で包装体のみを抜き出すことにより乾燥中空糸膜のモジュール容器への挿入の作業性や該作業における中空糸膜の傷発生等のトラブルの発生を抑制することができるので特に好ましい方法として推奨される。該方法においては、被乾燥中空糸膜の単位長さも得られた乾燥中空糸膜を充填するモジュール容器の長さに見合う長さに設定するのが好ましい。この場合、乾燥による中空糸膜の収縮度を配慮して被乾燥中空糸膜の長さの設定をすることが好ましい。
【0031】
湿潤状態の中空糸膜の長さの設定は、乾燥された中空糸膜を装填するモジュール容器長さをA(mm)、該モジュール組立て時の中空糸膜両端部の切り代の長さをB(mm)とした時に中空糸膜の乾燥上がりでA+B(mm)に設定するのが好ましい。
【0032】
また、中空状の包装体は断面形状が円形である樹脂よりなり、その外径が乾燥中空糸膜を装填するモジュール容器の内径の70〜99.9%であることが好ましい実施態様である。中空状の包装体の外径が乾燥中空糸膜を装填するモジュール容器の内径の80〜99.0%がより好ましく、90〜98.0%がさらに好ましい。99.9%を超えた場合は、該包装体のモジュール容器への装填が困難になるので好ましくない。逆に70%未満では、モジュール内の中空糸膜の占める空間が小さくなるため、モジュール容器内に無駄な空間が生じたり、中空糸膜のモジュール内での位置の偏りが生じ、例えば、血液浄化器として使用する場合に、透析液の偏流が起こり易くなり透析効率の低下に繋がることがある。また、中空糸膜を容器内に固定する接着工程の作業性も低下する。
【0033】
中空状の包装体の厚みは0.05〜1mmが好ましい。0.1〜0.8mmがより好ましく、0.15〜0.7mmがさらに好ましい。0.05mm未満では形状の保持性が低下し、変形しやすくなり中空糸膜の形状変形の発生や容器への装填の作業性の悪化に繋がるので好ましくない。逆に、1mmを超えた場合は、形状の保持性や装填の作業性の改善効果が飽和し過剰品質になる。
【0034】
中空状の包装体で拘束される中空糸膜の充填密度は、中空状の包装体の断面積に対して、拘束される中空糸膜の各中空糸膜の外径断面積の総和で40〜90容量%が好ましい。43〜80容量%が好ましく、46〜70容量%がさらに好ましい。40容量%未満ではモジュール組立て後のモジュール内での無駄な空間体積が増大し、モジュールの径が大きくなるので好ましくない。また、例えば、血液浄化器として用いる場合に透析液の偏流が起こり透析効率の低下に繋がることがある。逆に90容量%を超えた場合は、乾燥中空糸膜の容器への装填の作業時の中空状の包装体を抜き取る際の抜き取りの作業性が低下する上に中空糸膜の潰れや傷の発生が起こり易くなり、欠点糸の発生に繋がることがある。また、中空糸膜を容器内に固定する接着工程において、中空糸膜間の空間への接着剤の浸透性が低下し接着不良個所の増加にも繋がることがある。
【0035】
上記の湿潤状態の中空糸膜を拘束する中空状の包装体の材質は、1MHzでの誘電率と誘電正接の積が0.02以下である樹脂より選択するのが好ましい。0.018以下がより好ましく、0.016以下がさらに好ましい。該樹脂としてはポリエチレンやポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート系樹脂、ポリスルホン樹脂やエーテルスルホン樹脂等のポリスルホン系樹脂、ポリエーテルエーテルケトン樹脂およびポリイミド樹脂等が挙げられる。該樹脂を用いることによりマイクロ波の透過性が向上し、中空糸膜の乾燥の均一性が向上するので好ましい。該包装体はトレーとは異なり、
トレーに比べて寸法精度の要求が低く、かつ繰り返し使用の必要性が少ないのでガラス転移温度に対する配慮は不要である。必要に応じて繰り返し使用することも排除されない。ポリオレフィン系樹脂は1MHzでの誘電率と誘電正接の積が0.0005以下と極めて低い上に、柔らかく、かつ中空糸膜の滑り性がよく、中空糸膜の挿入や抜き取りの折に中空糸膜に傷が付き難いという長所も兼ね備えているので特に好ましい。
一方、ポリ塩化ビニル樹脂、ポリメチルメタアクリレート樹脂およびポリカーボネート樹脂等の1MHzでの誘電率と誘電正接の積が0.02を超える樹脂を用いた場合は、マイクロ波の透過性が低下するために包装体が加熱され、拘束された中空糸膜の包装体と接触部あるいは近傍の中空糸膜の温度が上昇し、中空糸膜中のポリビニルピロリドンの劣化の増大や中空糸膜の長手方向の乾燥の均一性の低下および中空糸膜の収縮等が増大するので好ましくない。
【0036】
上記包装体は、上記特性を有した材料よりなれば、その形態は限定されない。例えば、フィルムやシートのごとく非透液性のものでもよいし、メッシュや織物等の透液性の形態のものでもよい。シームレスのチューブ状包装体を用いる方法が好ましい。例えば、中空状のパイプ等を用いるのが好ましい。特に、フィルムやシートを予め溶断シール等でチューブ状に成型したものに湿潤状態の中空糸膜を充填するのがより好ましい。
【0037】
上記の中空糸膜を固定するトレーの構造は前記要件を満たすような配置に固定できるものであれば限定はされない。トレーの形状も限定なく、湿潤状態の中空糸膜が拘束された包装体の形状の窪みをつけたり、包装体が固定できる突起を付けて包装体を固定する方式、中空状の空間を設け該空間に包装体を収納し固定する方式等が挙げられる。トレーの上面に包装体の形状に合わせた半円形の窪みを付けて、この窪みに包装体で拘束された被乾燥中空糸膜(束)を固定する方式が作業性の点より好ましい。該トレーは水平方向と垂直方向の両方に複数本の中空糸膜が配置された形態であっても、水平あるいは垂直方向のみ複数本配置され、反対方向は単数本とした単位トレー(以下、単位トレーと称する)を複数個組み合わせてセットトレー(以下、セットトレーと称する)としてもよい。取り扱い性より水平方向に複数本配列した単位トレーを複数個積み上げて単位トレーとする方法が推奨される。
【0038】
本発明における洗浄および脱水の方法は、遠心力を利用して行う方法であればその内容は限定されないが、上記の中空糸膜を樹脂製の中空状の包装体で拘束し、該拘束された中空糸膜が固定できる上記の樹脂製のトレーに固定、収納して回転可能なテーブルを有した遠心洗浄機のテーブルにトレーを固定し、テーブルを回転させながら回転中心付近より洗浄水を前記のトレーに収納された中空糸膜に噴射しつつ中空糸膜を洗浄し、脱水する方法が好ましい。該方法により洗浄、脱水機への被洗浄中空糸膜の配置の作業性が向上し、かつ効率的な洗浄、脱水処理を行うことができる。
【0039】
上記方法において、回転テーブルは円形が好ましく。中空糸膜を固定したトレーを略放射線状になるように回転テーブルの上に配置するのが、遠心力を有効に用いられる配置であり洗浄効率の面より推奨される。
【0040】
本発明における洗浄液の供給方法は遠心力を有効に利用するために、回転テーブルの回転中心付近から中空糸端面に向け噴射し供給するのが好ましい。噴射される洗浄液の粒径は好ましくは500μm以下、より好ましくは400μm以下、さらに好ましくは300μm以下、よりさらに好ましくは200μm以下である。洗浄液の粒径が大きすぎると、中空糸膜に付着した水滴で発生する遠心力により中空糸膜が曲がるなどして品質に悪影響を与えることがある。また、洗浄液の粒径が小さすぎると、水滴が中空糸膜に到達する前に拡散してしまい、却って洗浄効率が低下することがある。したがって、洗浄液の粒径は10μm以上が好ましく、20μm以上がより好ましく、30μm以上がさらに好ましく、40μm以上がよりさらに好ましい。
【0041】
上記噴霧径は下記方法にて測定する。
[噴霧径の測定方法]
液浸法と呼ばれる方法で測定を実施した。シリコンオイルを塗布したプレートグラス上に霧を受け止め、素早く拡大写真を撮影し、出来上がった写真から粒子径を測定した。粒子径は、ザウター平均粒径を求め表示する。
ザウター平均粒径=Σ(nd3)/Σ(nd2)
n:個数、d:粒径
【0042】
洗浄液の温度は高ければ高いほど洗浄効果が高まり、100℃以上の温度の洗浄液を用いることも可能であるが、100℃以上の洗浄液を噴射するためには、洗浄機自体を耐圧仕様にする必要があるなどコストアップに繋がる、また装置の構造が複雑になるため、95℃以下で行なうのが好ましい。例えば、親水性高分子としてポリビニルピロリドンを含有する中空糸膜の場合、洗浄温度を高くしすぎるとポリビニルピロリドンが熱劣化を起こす可能性があるので、より好ましくは93℃以下、さらに好ましくは90℃以下である。また、洗浄液の温度が低すぎると、洗浄効率が低下するため、洗浄時間を長くする、洗浄液量が増えるなどのコストアップに繋がる可能性がある。したがって、洗浄液の温度は20℃以上がより好ましく、30℃以上がさらに好ましく、40℃以上がよりさらに好ましい。アルコールを含む洗浄液を使用する場合は、アルコールの沸点よりも低い温度とするのが、作業安全上好ましい。
【0043】
本発明において、回転テーブルの回転数は、中空糸膜束の回転中心から最も遠い端面での遠心方向の加速度を1m/s2〜100m/s2の範囲にするのが良い。回転テーブルの回転数が速すぎると、遠心力で中空糸膜が折れ曲がったり、中空糸膜端部が潰れたりすることがあるので、より好ましくは70m/s2以下、さらに好ましくは50m/s2以下、よりさらに好ましくは30m/s2以下である。逆に、遠心力が不足すると、中空糸膜表面の液更新速度が低下し所期の洗浄効率が得られない可能性があるため、より好ましくは3m/s2以上、さらに好ましくは5m/s2以上、よりさらに好ましくは7m/s2以上である。
【0044】
1つのノズルから吐出される洗浄液の吐出角度は5〜120°であることが好ましい。洗浄液の吐出角度が小さすぎると、一度に洗浄できる中空糸膜束の本数を減らす必要があるとか、またはノズルの数を増やす必要が生ずるため、洗浄液の勢いが低下しない程度に拡散させるのが、洗浄性とコストを両立させる意味で好ましい。したがって、洗浄液の吐出角度は、より好ましくは10°以上、さらに好ましくは20°以上、よりさらに好ましくは30°以上である。また、洗浄液の吐出角度が大きすぎると、洗浄液の勢いが周辺部になるほど低下し洗浄効率が低下するとか洗浄斑が発生することがあるので、より好ましくは110°以下、さらに好ましく100°以下、よりさらに好ましくは90°以下である。
【0045】
上記の噴霧角度は下記方法により測定する。
[噴霧角度]
噴霧角度はノズルから噴霧している状態を写真撮影し、得られた写真からノズル近傍での開き角度をもとめ噴霧角度とする。
【0046】
供給する洗浄液の量は、1ヶ所の洗浄ノズルから噴射される洗浄液の量として20〜100ml/minにするのが好ましい。洗浄液の量が少なすぎると、中空糸膜表面の液更新が低下する、または中空糸束全体に洗浄液が行き渡らなくなるため、中空糸膜間、中空糸膜束間で洗浄斑が発生するなどの問題が生ずることがある。したがって、洗浄液量は、より好ましくは26ml/min以上、さらに好ましくは31ml/min以上、よりさらに好ましくは36ml/min以上である。逆に、洗浄液の量が多すぎると、洗浄液の勢いが強すぎて中空糸膜が折れる、潰れるなどダメージを与える可能性がある。したがって、洗浄液量は95ml/min以下がより好ましく、90ml/min以下がさらに好ましく、85ml/min以下がよりさらに好ましい。また、中空糸膜束1本あたりに供給される洗浄液の量としては、10〜50ml/minにするのが好ましく、より好ましくは15〜30ml/minである。設備全体として供給する全洗浄液量は、
全洗浄液量=[洗浄する中空糸膜束数]×[中空糸膜束1本当たりの洗浄液量]
でもとまり、設備内に配置する洗浄ノズル数は、
洗浄ノズル数=[全洗浄液量]/[洗浄ノズル1ヶ当たりから供給する洗浄液量]
から適宜設定することが出来る。
【0047】
洗浄液としては、水、アルコールを用いるのが好ましい。中空糸膜が医療用途として使用される場合、雑菌やゴミ、異物、イオン性物質などが中空糸膜に付着して汚染することを防止するため、精密ろ過、限外ろ過、ナノろ過、逆浸透などを用いて処理した水や、機能水と呼ばれるアルカリイオン水、磁気水などを用いるのが好ましい。また、ポリビニルピロリドンを含有する中空糸膜において、膜中のポリビニルピロリドン含有量をコントロールすることを目的として洗浄を行う場合、洗浄液としてアルコール含有の洗浄液を用いることが好ましい。アルコールとしては、エタノールやイソプロパノールを用いるのがコスト、安全性等の面より好ましい。前記、水とアルコールの混合液を用いることも本願発明においては排除されない。この場合、アルコール濃度としては3〜60体積%が中空糸膜からのポリビニルピロリドンの抽出力が適当であり、中空糸膜中の親水性高分子含有量をコントロールしやすいため好ましい。より好ましくは4〜55体積%、さらに好ましく5〜50体積%、よりさらに好ましくは7〜45体積%である。アルコール水溶液を用いる場合の洗浄温度は、20〜60℃が好ましく、25〜50℃がより好ましく、30〜45℃がさらに好ましい。
【0048】
また、得られた中空糸膜を血液浄化に使用する目的で洗浄を行う場合には、中空糸膜に付着しているエンドトキシンを除去する、または中空糸膜へのエンドトキシンの付着を防止するために、洗浄液はエンドトキシン濃度が100EU/L以下の洗浄液を用いるのが好ましい実施態様である。洗浄液中のエンドトキシンを除去するためには、使用直前に調製した洗浄液をエンドトキシン除去フィルターを用いて処理するのが好ましい。エンドトキシン除去フィルターとしては、特に限定されるものではなく、一般に市販されているものを用いることができる。また、エンドトキシン吸着剤を使用することも本発明の範疇より除外しない。エンドトキシンは疎水性部位に吸着しやすい特性を有するため、例えば、疎水性の強い膜を洗浄する際には、洗浄中に膜にエンドトキシンが吸着し経時的に濃縮することを防ぐ必要がある。したがって、エンドトキシン除去フィルターで処理後の洗浄液中のエンドトキシン含量は、より好ましくは50EU/L未満、さらに好ましくは10EU/L未満、よりさらに好ましくは1EU/L未満である。また、洗浄液中のエンドトキシン含量は、ゼロであることが好ましいが、洗浄液より完全にエンドトキシンを除去するためのコストと生体に対する安全性を考慮すると、洗浄液中エンドトキシン含量は0.01EU/L程度は許容範囲と思われる。洗浄液中のエンドトキシンを除去するための具体的な態様としては、例えば、洗浄液として水を用いる場合、砂ろ過、凝集沈殿等で処理した原水を、次に逆浸透膜、精密ろ過膜、限外ろ過膜処理し、使用する直前にエンドトキシンフィルターを用いて処理された水を遠心洗浄に使用するのが好ましい。
【0049】
洗浄後の洗浄液にはエンドトキシンが含まれている可能性が高いため、再度洗浄に用いる事無く廃棄するのが好ましい。さらに、洗浄液を一定の場所に滞留させていると菌が繁殖し、エンドトキシンの発生の原因になるため、洗浄後の洗浄液は本発明装置の底部に設けられた排水口から直ちに排出されるのが好ましい。使用後の洗浄液は、上記のごとく再使用することなく廃棄するのが好ましいが、コスト削減等を考慮し、再使用に供する場合は、上述したようなエンドトキシン除去処理を行うのが好ましい。
【0050】
洗浄装置内の菌の増殖を防止することを目的として、洗浄装置内壁面を加熱し壁面に付着した洗浄液を乾燥させるとともに殺菌可能な温度まで加熱することも好ましい実施態様である。壁面の温度は65℃〜170℃が好ましい。壁面を加熱することで壁面での結露を防止でき、装置内を洗浄したい温度の飽和蒸気圧に保つことができ洗浄液を噴射した際に洗浄液の温度を低下させず中空糸膜束を洗浄できる。温度が低すぎると、かえって菌の温床になることがあるので、壁面の加熱温度は、より好ましくは80℃以上、さらに好ましくは90℃以上である。また、菌の増殖抑制および殺菌が目的であるから、壁面の温度は高い方が好ましいが、温度が高すぎると、作業安全の面、放射熱による中空糸膜へのダメージ等の懸念があるため、壁面の加熱温度は150℃以下がより好ましく、120℃以下がさらに好ましい。
【0051】
洗浄ノズルの配置は、図1に示されるように装置の縦断面では、中空糸膜束の中心部とノズルの中心が同一線上に来るように配するのが好ましい。また、図2に示されるように装置の横断面でもノズルの中心線と中空糸膜束の中心線が一致するように配するのが好ましい。こうすることで噴射された洗浄液を中空糸膜束に効率よく接触させることができる。ただし、装置の横断面での中空糸膜束と洗浄ノズルの位置関係を中心線が一致するように配するためには、中空糸膜束1本1本を放射状に並べるのが好ましい。作業性等の問題から1個のトレーに複数個の中空糸膜を並列に配するのが好ましい。この場合には、テーブル上に配置された中空糸膜は等間隔にならないため、洗浄ノズルの位置も最も効率よく中空糸膜束に洗浄液が噴射できる配置をとるように配慮をするのが好ましい。一例を図6に示す。
【0052】
洗浄ノズルと中空糸膜束との最短距離は、20mm以上100mm以下にするのが好ましい。洗浄ノズルと中空糸膜束の距離に関しては、洗浄ノズルから噴射される洗浄液の噴射角度との関係により左右されるものでもあるので、一概には決められないが、本発明に使用の洗浄ノズルの場合、前記範囲の距離をとるのが好ましい。20mmより短ければ洗浄ノズルから噴射される洗浄液の勢いが強い場合、中空糸膜が曲がったり、折れたりする可能性がある。したがって、洗浄ノズルと中空糸膜束との距離は、より好ましくは25mm以上、さらに好ましくは30mm以上である。また、100mmより大きくなると噴射された洗浄液が、遠心力の影響により中空糸膜束に届き難くなるばかりでなく、設備として大型化しなければならなくなり、スペースの面で不利となることがある。
【0053】
洗浄ノズルと中空糸膜束との距離と噴射角度は、装置の縦断面、もしくは横断面において中空糸膜束と洗浄ノズルとの中心が一致したときに、中空糸膜束の洗浄液がかかる端面での噴射された洗浄液の拡がりが、中空糸膜束の外径以上の大きさになるのが好ましい。洗浄液の噴射形状は、円形、楕円形、正方形、長方形と種々の形状が考えられるが、均一に容易に噴射することを考えると円形状に噴射するのが好ましい。円形状とは、リング状も含まれる。中空糸膜束の端面での噴射された洗浄液の拡がり大きさは、中空糸膜束の最大径よりも大きく最大径の1.3倍よりも小さいのが好ましい。中空糸膜束外径の最大径よりも小さいと中空糸膜束の変形等のばらつきにより洗浄液がかからない部分が発生し洗浄効率が低下する可能性がある。したがって、洗浄液の拡がり大きさは、中空糸膜束外径の最大径の1.05倍以上がより好ましく、1.1倍以上がさらに好ましい。また、洗浄液が拡散しすぎると中空糸膜束に接触する洗浄液量が減少するため洗浄効率が低下する可能性がある。したがって、洗浄液の拡がりは、中空糸膜束の最大外径の1.25倍以下がより好ましく、1.2倍以下がさらに好ましい。このような関係を得られるように、ノズルの角度、ノズルと中空糸膜束との距離を定めるのがよい。
【0054】
引き続き脱水処理される。該脱水処理は洗浄機と別の装置でおこなってもよいが、洗浄機で実施するのが好ましい。すなわち、上記方法で洗浄した後に、洗浄液の供給を停止し、回転はそのまま続行し、該回転の遠心力を利用して脱水を行うのが好ましい実施態様である。このことにより中空糸膜を移送する作業を省略することができる。また、洗浄と脱水を同じ装置で行う方法は洗浄と脱水を反復することにより洗浄効率を上げることもできるという利点もある。同一装置で洗浄と脱水を行う場合の脱水時の回転速度は洗浄時と同じであっても、あるいは変更してもよい。
【0055】
上記の洗浄や脱水工程において、遠心力によりトレーに固定した包装体で拘束された中空糸膜がトレーより離脱しないための方策は限定されないが、例えば、中空糸膜の端部にメッシュや多孔板等の透液性の固定具を設置するのが好ましい実施態様である。該固定具はトレーに設置してもよいし、遠心洗浄、脱水機の方に設定してもよい。この場合、遠心力のかかる外周側の設置は必須である。両側に設置してもよい。
【0056】
上記方法で得られる遠心脱水後の中空糸膜束の含水率は100〜600質量%が好ましい。150〜500質量%がより好ましく、200〜400質量%がさらに好ましい。600質量%を超えた場合は、次工程である乾燥工程の負荷が大きくなり、該工程における時間やエネルギーの消費量が増大するので好ましくない。一方、100質量%未満にするには上記脱水のための時間やエネルギーの消費量が増大するので好ましくない。
【0057】
上記脱水工程の1バッチで処理される全中空糸膜束中の含水率の変動が平均含水率±15%以内であることが好ましい。平均含水率±12%以内がより好ましく、平均含水率±10%以内がさらに好ましい。該全中空糸膜束中の含水率の変動が平均含水率±15%を超えた場合は、次工程の乾燥工程における中空糸膜束間の乾燥挙動の変動が起こり、乾燥中空糸膜束の品質変動に繋がることがある。
【0058】
本発明におけるマイクロ波乾燥の方法は限定されないが、下記の方法で行うのが好ましい。
上記方法において洗浄、脱水された中空糸膜をトレーごとマイクロ波乾燥機に移動し乾燥処理するのが好ましい。このことにより、中空糸膜の移送および配置の作業効率が向上する。
【0059】
本発明においては、中空糸膜の長手方向が水平に対して45度以下の角度になるようにマイクロ波照射オーブン中に配置して乾燥するのが好ましい。中空糸膜の角度は30度以下がより好ましく、0度、すなわち水平置きが最も好ましい。角度が45度超、例えば従来技術で開示されている90度である垂直に配置した場合は、中空糸膜の乾燥の進行に従い、水により拘束されていた中空糸膜の集合性が低下し中空糸膜の動きの自由度が増し、例えば自重による変形である座屈が発生する可能性が高まる。該変形が起こると中空糸膜の折れ曲がりに繋がる。また、中空糸膜間の配列乱れに繋がり、モジュール組み立て時のモジュール容器への中空糸膜の挿入性の低下、挿入時の中空糸膜とモジュール容器あるいは中空糸膜同士の擦れによる中空糸膜の傷や潰れ中空糸膜の発生および挿入した後の中空糸膜を接着によりモジュールに固定する接着工程の作業性や接着作業による接着不良、傾き中空糸膜の発生や接着剤の中空糸膜内孔への接着剤の浸入による目詰まり中空糸膜の発生増大等の課題に繋がる。従って、本発明は中空糸膜の直径(D)と長さ(L)との比であるL/Dが2以上の中空糸膜の乾燥に適用するのが好ましい。L/Dが3以上の中空糸膜の乾燥に適用するのがより好ましい。
【0060】
上記の中空糸膜束の乾燥方法は、従来公知技術であった中空糸膜束内に気体を通過させ乾燥の均一化を図る通風方式を併用することも可能ではあるが、あえて使用しなくても十分な乾燥が遂行できるので、通風方式を排除しており、この通風を施すための治具が不要で乾燥機の構造が簡略化される上に、被乾燥中空糸膜束をこの通風を施すための治具に固定する必要がないので被乾燥中空糸膜束の乾燥機へ配置する作業性が向上する。また、従来公知技術の課題であった被乾燥中空糸膜束の配置方向や通風の不均一性等による乾燥工程における被乾燥中空糸膜束の中空糸膜の折れ、配列乱れ等の中空糸膜の変形や収縮斑が抑制されるので、本発明方法で乾燥された乾燥中空糸膜束は、例えば、血液浄化用のモジュール組み立て工程におけるモジュール容器への中空糸膜束の挿入性が向上すると共に、次工程のモジュール組み立て時の接着作業性が向上する。さらに、変形や収縮斑に起因した傾き中空糸膜、潰れ中空糸膜および目詰まり中空糸膜等の欠点中空糸膜の発生が抑制され、これらの欠点により引き起される残血性が改善されるという効果が発現される。また、中空糸膜の折れや傷発生が抑制されるので、血液リーク性が改善される。
【0061】
さらに、従来公知技術の課題であった通風方向、すなわち、中空糸膜束の長手方向における乾燥の不均一化が改善されるので、ポリビニルピロリドンの局所的な劣化が低減され、該劣化により生成する過酸化水素溶出量が抑制される。従って、本発明により得られた中空糸膜束は、該過酸化水素により引起されるポリビニルピロリドン等の劣化が抑制されるので、長期保存をしても透析型人工腎臓装置製造承認基準であるUV(220−350nm)吸光度の最大値を10個の平均値で0.10以下に維持することができる利点がある。また、該乾燥の均一化により中空糸膜束の長手方向におけるポリビニルピロリドンの劣化の変動が小さく、中空糸膜束の長手方向における上記のUV(220−350nm)吸光度変動が抑制され、中空糸膜束の含水率が適度な範囲に設定されており、かつその変動率が抑制されているので、これらの変動により引き起こされる中空糸膜束の部分固着の発生が抑制され、モジュール組み立て性の優れた中空糸膜束が安定して製造できるという特徴を有する。また、該中空糸膜束の長手方向におけるUV(220−350nm)吸光度変動の抑制は、血液浄化用に使用した場合の安全性の向上にも繋がる。従って、慢性腎不全の治療に用いる高透水性を有する血液浄化器等に用いられる中空糸膜束の乾燥方法として好適である。
【0062】
本発明においては、トレーに固定する中空糸膜束の配置は上記の洗浄、脱水および乾燥装置の空間効率の点では、中空糸膜束が最密充填されるように配置するのが好ましい。しかしながら、本発明におけるマイクロ波照射による乾燥方法では、中空糸膜束の複数本を最密充填になる配置で乾燥すると中空糸膜束の配置場所によりマイクロ波の照射エネルギーに差が生じ、中空糸束膜間の乾燥の均一性が低下するという課題に遭遇する。本発明者等はこの課題解決について鋭意検討を進め、乾燥効率と乾燥の均一性のバランスをとること、すなわち、コストパフォーマンスを高めるには、隣接する中空糸膜束間に特定された空間を設けることが好ましいことを見出した。
【0063】
すなわち、その第一の方法は、単位中空糸膜束の直径をdとした時に隣接する中空糸膜束間の間隔を中空糸膜束中心間距離で1.5d以上離した位置に配置することが好ましい。該間隔は縦、横および斜めのいずれの方向に対しても満足する必要がある。1.7d以上がより好ましく、1.9d以上がさらに好ましい。1.5d未満に配置した場合は、その本数が3本以上になると外側の中空糸膜束と中間部の中空糸膜束で乾燥速度に差が生じ中空糸膜束間の乾燥の均一性が低下する。中間部の中空糸膜束の乾燥速度が遅くなる。従って、中空糸膜束群の外側の中空糸束の含水率に合わせて乾燥を制御すると中間部の中空糸膜束が乾燥不足になる。逆に、中間部の中空糸膜束の含水率に合わせて乾燥を制御すると外側の中空糸膜束が過乾燥になり、全中空糸膜束の含水率を本発明が求める好ましい範囲に制御することができなくなることがある。この場合、1.5d以内に近接する中空糸膜束が2本の場合はこの現象が起こらないので許容される。従って、本発明の第二の方法は、1.5d以内に配置される中空糸膜の本数を2本以内とすることが好ましい。この2本の配置は縦、横および斜めのいずれの方向に対しても満足する必要がある。すなわち、縦、横各2本の合計4本よりなる中空糸膜束のブロックに関しては、該ブロック間の距離を1.5d以上にすることで上記課題は回避できる。該中空糸膜束間の乾燥の不均一性を抑制する第二の方法は、第一の方法よりも最密充填に近づけられるのでコストパフォーマンスが高くなるので、より好ましい方法である。
【0064】
上記方法により、トレー上に配置した複数本数の中空糸膜束間の乾燥の均一性が確保できる理由は明確ではないが、マイクロ波の中空糸膜束への浸透距離が関与しているものと推察している。すなわち、中空糸膜束間の距離が1.5dを超えた場合は、各中空糸膜の全面より均等にマイクロ波が照射されるが、中空糸膜間束間の距離が1.5d未満になると隣接の中空糸膜束によるマイクロ波の遮蔽効果が生じ、中間部の中空糸膜束に到達するマイクロ波が減衰することにより照射エネルギーが低下し中間部の中空糸膜束の乾燥速度が遅くなると推察している。
【0065】
単位中空糸膜束の直径dは25〜50mmであることが好ましい。30〜45mmがより好ましい。
【0066】
本発明においては、上記トレーで固定された被乾燥中空糸膜束をマイクロ波乾燥機内に設置された回転機能を有する水平に設定された照射台上に配置し、回転させながら乾燥することが好ましい。また、中空糸膜束が回転中心に対して略放射状になるようにトレーを回転テーブル上に配することが好ましい。該トレーは、複数個を略等間隔に配するのがより好ましい。該対応により後述の実施事項との相乗効果により、被乾燥中空糸膜束の長手方向を含めた乾燥の均一性を向上させることができる。本方法によれば、照射台の上に置くのみで配置ができるので乾燥機への被乾燥中空糸膜束の配置の作業が極めて単純で効率的に行うことができる。また、該照射台を回転させることにより被乾燥中空糸膜束に照射されるマイクロ波のエネルギーが均一化でき、乾燥の均一性を向上させることができる。該テーブルの回転数は3〜20rpmが好ましい。なお、テーブル上のトレーの配置場所にトレーの形状の窪みを付けたり、逆に、トレーが固定できる突起を付けてトレーの配置場所を特定化し配置の作業性を向上させる等の手段をとることも好ましい実施態様である。分割トレー方式の場合は、予めセットトレーに組立ててから回転テーブルに固定してもよいし、回転テーブル上で単位トレーの組立てを行ってセットトレーを形成させてもよい。また、洗浄、脱水したセットトレーをそのまま移送してもよい。
【0067】
上記セットトレーに配する中空糸膜の本数は、前記要件を満たせば限定されずマイクロ波乾燥機のサイズや構造により適宜選択すればよいが、縦に2〜4本、横に2〜6本が好ましい。すなわち、横方向に2〜6本の中空糸膜を並列に固定した単位トレーを2〜4段積み上げてセットトレーとするのが好ましい。
【0068】
上記照射台は金属製の回転保持具上に厚みが3mm以上の樹脂製のスペーサーを設置した構造よりなり、該スペーサーの上にトレーを設置するのが好ましい。スペーサーの厚みは4mm以上がより好ましく、5mm以上がさらに好ましい。樹脂製のスペーサーの厚みが3mm未満では、該樹脂製のスペーサーを支える金属製の回転保持具でマイクロ波が反射され、該反射されたマイクロ波により回転保持具側の中空糸膜の乾燥が促進され、被乾燥中空糸膜束の中空糸膜束内および中空糸膜束間の加熱の均一性が低下するので好ましくない。該樹脂製のスペーサーの材質も限定されず、ポリプロピレン、ポリエチレンテレフタレート等の汎用性樹脂であっても構わないが、耐熱性の点より、ポリカーボネート、ポリスルホン系樹脂、ポリエーテルエーテルケトン、ポリフェニレンサルファイド、アラミド、全芳香族ポリエステル等のいわゆるエンジニアリング樹脂よりなるものが好ましい。該樹脂製のスペーサーにおいても、前述したトレーの材質と同様の誘電特性を有するのが好ましい。従って、ポリスルホン系樹脂の使用が好ましい。回転保持具を含めて樹脂製にすることも本発明の範疇に含まれる。
【0069】
本発明における上記照射台の縦方向の位置は、該照射台上に配置した単位トレーの被乾燥中空糸膜束群の中心点がマイクロ波発振器の導波管出口の中心部付近になるように設定するのがよい。
【0070】
本発明方法で得られる中空糸膜が具備すべき第一の特性は、セットトレー中の中空糸膜束の乾燥上がり含水率が全本数ともに1〜5質量%であることが好ましい。1.5〜4質量%がより好ましく、2〜3質量%がさらに好ましい。
なお、本発明でいう含水率とは、中空糸膜束の質量(g)を測定し、その後減圧下(−750mmHg以下)で真空乾燥を12時間実施し、乾燥後の質量(g)を測定する。乾燥前後の差を減量(g)として乾燥後質量(g)を基準にして%で求める。以下の式で含水率は決定する。
(減量/乾燥後質量)×100=含水率(質量%)
【0071】
含水率が1質量%未満になるまで乾燥すると、中空糸膜素材のポリビニルピロリドンの劣化が増大し、該劣化物の溶出量が増加するので、例えば血液浄化用に用いる場合の安全性の低下に繋がる。また、中空糸膜の長手方向でのポリビニルピロリドンの劣化度の変動が起こり、中空糸膜の外表面における該劣化物等親水性化合物の表面濃度の変動が大きくなり、中空糸膜の親水性化合物の表面濃度の高い部分で部分的な固着が発生するという課題に繋がる。該部分的な固着が発生するとモジュール組み立て性が悪化する等の問題に繋がる。さらに、過酸化水素の溶出量が増大し、かつ中空糸膜の長手方向の該溶出量の変動が大きくなる。過酸化水素が存在すると、例えばポリビニルピロリドンの酸化劣化を促進し、中空糸膜を保存した時に該ポリビニルピロリドンの溶出量が増加する。すなわち、保存安定性が悪化する。過酸化水素は中空糸膜の特定部位に存在しても、その個所より中空糸膜素材の劣化反応が開始され中空糸膜の全体に伝播していくため、モジュールと用いられる中空糸膜の長手方向の存在量が全領域に渡り、一定量以下を確保する必要がある。従って、過酸化水素溶出量が増大することは例え局部的といえども安全性の低下に繋がる。一方、5質量%を超えた場合は、保存時菌が増殖しやすくなったり、中空糸膜の自重により糸潰れが発生したり、モジュール組み立て時に接着剤の接着障害が発生する可能性があるため好ましくない。また、保存時菌が増殖しやすくなったり、中空糸膜の自重により糸潰れが発生したりすることに繋がる。
【0072】
上記の乾燥終了時の水分率管理の方法は限定されない。赤外線吸収法等によりオンライン計測をしても良いし、サンプリングによるオフライン計測で行っても良い。
【0073】
本発明方法で得られる中空糸膜が具備すべき第二の特性は、乾燥時の中空糸膜束中の中空糸膜の長手方向の収縮率変動幅が特定範囲であることが好ましい。すなわち、乾燥終了後の中空状の包装体で拘束された中空糸膜束の外周部と内周部との中空糸膜長さの平均値の差が3mm以内であることが好ましい。
ここで、中空糸膜束の外周部とは、中空糸膜束の円形断面において、中心点からの半径の1/4の外周部をいう。また、内周部とは中心点からの半径の1/4の内周部をいう。中空糸膜長さの平均値とは、外周部および内周部よりサンプリングされた中空糸膜よりそれぞれ500本をランダムに採取し、それぞれ500本の全てについて以下の方法でその糸長を測定しその平均値を求めたものである。
(糸長の測定法)
各中空糸膜の両端をそれぞれ端部より5mm内部をコクヨWクリップ口幅15mm、豆(コクヨ社製:クリーJ36)で挟み、一方のクリップを固定、もう一方のクリップをフリーとして中空糸膜を吊り下げ、この状態で糸長を定規にて測定する。
【0074】
中空糸膜長さの平均値の差は2mm以下がより好ましく、1mm以下がさらに好ましい。中空糸膜長さの平均値の差が3mmを超えた場合は、該中空糸膜を用いてモジュール化した場合に、後述のごとく傾き中空糸膜の割合や目詰まり中空糸膜の割合が増大し、例えば血液浄化用に用いた場合の残血中空糸膜の増大に繋がるので好ましくない。
【0075】
上記特性は、本発明の乾燥方法を実施することにより容易に達成することができる。本発明の乾燥方法の構成要件の総和の効果として発現されるが、中でも前述した包装体やトレーの材質選択の効果の寄与が大きい。
【0076】
本発明においては、以下の要件を満たすことも好ましい実施態様である。
本発明者等は、前述のごとく透析型人工腎臓装置製造承認基準により定められた試験法で抽出された抽出液中には、従来公知のUV吸光度では測定できない過酸化水素が含まれていることを見出した。該過酸化水素が存在すると、例えばポリビニルピロリドンの酸化劣化を促進し、中空糸膜を保存した時にポリビニルピロリドンの溶出量が増加する事を見出した。さらに、過酸化水素は中空糸膜の特定部位に存在しても、その個所より中空糸膜素材の劣化反応が開始され中空糸膜の全体に伝播していくため、モジュールと用いられる中空糸膜の長手方向の存在量が全領域に渡り、一定量以下を確保する必要がある事を見出した。従来公知の方法で実施した場合は、該過酸化水素の溶出量が多くなり該中空糸膜を長期保存した場合にポリビニルピロリドンの酸化劣化が促進され、経時によりUV(220〜350nm)吸光度が増加するという課題が発生することを見出した。
【0077】
すなわち、以下に示す特性の中空糸膜が得られることが好ましい。すなわち、本発明方法で得られる中空糸膜が具備すべき第三の特性は、中空糸膜の保存安定性を支配する中空糸膜の過酸化水素溶出量に関する特性であり、中空糸膜を長手方向に10個に分割し、各々を透析型人工腎臓装置製造承認基準により定められた試験を実施したとき、10個に分割したすべての部位で抽出液中の過酸化水素濃度が5ppm以下あることが好ましい。ここで、透析型人工腎臓装置製造承認基準の溶出試験は、該分割した中空糸膜から1gをはかりとる。これに100mlの純水を加え、70℃で1時間抽出を行い、抽出液のUV(220−350nm)吸光度を測定するものであるが、該抽出液中の過酸化水素を定量することにより求めたものである。
【0078】
該過酸化水素溶出量は、4ppm以下がより好ましく、3ppm以下がさらに好ましい。過酸化水素の溶出量が5ppmを超えた場合は、過酸化水素による酸化劣化等で前記の保存安定性が悪化し、例えば、長期保存した場合にポリビニルピロリドンの溶出量が増大することがある。保存安定性としては、該ポリビニルピロリドンの溶出量の増加が最も顕著な現象であるが、その他、ポリスルホン系高分子の劣化が引き起こされて中空糸膜が脆くなるとか、モジュール組み立てに用いるポリウレタン系接着剤の劣化を促進し該劣化物の溶出量が増加し安全性の低下に繋がる可能性がある。該長期保存における過酸化水素の酸化作用により引き起こされる劣化起因の溶出量の増加は透析型人工腎臓装置製造承認基準により設定されているUV(220−350nm)吸光度の測定により評価できる。
従って、本発明においては、本発明により得られた乾燥中空糸膜をドライボックス中(雰囲気は空気)に室温で3ヶ月保存した後の中空糸膜を長手方向に10個に分割し、各々を透析型人工腎臓装置製造承認基準により定められた試験を実施したとき、中空糸膜の抽出液におけるUV(220〜350nm)吸光度の最大値が10個の平均値で0.10以下であることが好ましい。5ヶ月以上保存しても上記特性が維持されるのがより好ましい。そのためには、3ヶ月保存後のUV(220〜350nm)吸光度が0.08以下であることがより好ましく、0.06以下であることがさらに好ましい。中空糸膜の製造工程、輸送および在庫用の保管等で乾燥状態の中空糸膜を保管することを考慮すると上記特性の付与が好ましい。
【0079】
また、具備すべき第四の特性は、中空糸膜の部分固着を支配する特性であり、乾燥上がりの中空糸膜は、中空糸膜を長手方向に10個に分割し、各々を透析型人工腎臓装置製造承認基準により定められた試験を実施したとき、中空糸膜の抽出液におけるUV(220〜350nm)吸光度の最大値が0.10未満であり、かつ同一中空糸膜内における最大値と最小値の差が0.05以下にすることも重要である。該抽出液におけるUV(220〜350nm)吸光度は、中空糸膜の固着に悪影響を及ぼす中空糸膜表面のポリビニルピロリドン含有量の指標であり、該中空糸膜の長手方向の抽出液におけるUV(220〜350nm)吸光度変動を抑えることにより、中空糸膜の長手方向における中空糸膜表面におけるポリビニルピロリドンの含有量の変動が抑制されるので中空糸膜の部分固着の発生が抑制される。また、該変動の抑制は中空糸膜全体のポリビニルピロリドンの溶出量を低いレベルに保つことに繋がるので、血液浄化用に使用した場合に安全性が向上する。したがって、0.04以下が好ましく、0.03以下がさらに好ましく、0.02以下がよりさらに好ましい。
【0080】
該UV吸光度の最大値は、固着に影響をおよぼす外表面の親水性高分子の含有量が少なく、かつ抽出される溶出物が存在しないという意味からUV吸光度の下限値は0であることが好ましいが、本発明に於いてUV吸光度の最大値は0.03以上0.1未満であることが好ましい。0.03に満たなくなると膜内表面の親水性高分子の含有量が十分ではないために、膜の濡れ性に乏しく、膜性能を十分に発揮できない可能性がある。より好ましくは0.04〜0.09、さらに好ましくは0.05〜0.08、よりさらに好ましくは0.06〜0.07である。
【0081】
本発明における中空糸膜の構成材料としては、再生セルロース、セルロースアセテート、セルローストリアセテートなどのセルロース系、ポリスルホンやポリエーテルスルホンなどのポリスルホン系、ポリアクリロニトリル、ポリメチルメタクリレート、エチレンビニルアルコール共重合体などが挙げられるが、セルロース系やポリスルホン系が好ましい。また、親水性高分子を含有する疎水性高分子よりなるものが好ましい。特に、ポリビニルピロリドンを含むポリスルホン系樹脂より構成されてなる系が、生体適合性に優れ、かつ透水性能や分離特性の優れた選択透過性分離膜を得ることができるので好ましい。
【0082】
ポリスルホン系樹脂とは、スルホン結合を有する樹脂の総称であり特に限定されないが、例を挙げると化1、化2で示される繰り返し単位をもつポリスルホン樹脂やポリエーテルスルホン樹脂がポリスルホン系樹脂として広く市販されており、入手も容易なため好ましい。
【化1】

【化2】
【0083】
ポリビニルピロリドンは、N−ビニルピロリドンをビニル重合させた水溶性の高分子化合物であり、BASF社より「コリドン」、ISP社より「プラスドン」、第一工業製薬社より「ピッツコール」の商品名で市販されており、それぞれ各種の分子量の製品がある。一般には、親水性の付与効率では低分子量のものが、一方、溶出量を低くする点では高分子量のものを用いるのが好適であるが、最終製品の中空糸膜の要求特性に合わせて適宜選択される。単一の分子量のものを用いても良いし、分子量の異なる製品を2種以上混合して用いても良い。また、市販の製品を精製し、例えば分子量分布をシャープにしたものを用いても良い。ポリビニルピロリドンの分子量としては重量平均分子量10,000〜1,500,000のものを用いることができる。具体的には、例えばBASF社より市販されている分子量9,000のもの(K17)、以下同様に45,000(K30)、450,000(K60)、900,000(K80)、1,200,000(K90)を用いるのが好ましく、目的とする用途、特性、構造を得るために、それぞれ単独で用いてもよく、適宜2種以上を組み合わせて用いても良い。
【0084】
本発明におけるポリスルホン系樹脂に対するポリビニルピロリドンの膜中の含有量は、中空糸膜に十分な親水性や、高い含水率を付与できる範囲であれば特に限定されず任意に設定することができるが、ポリスルホン系樹脂に対するポリビニルピロリドンの質量割合で1〜20質量%が好ましく、3〜15質量%がより好ましい。1質量%未満では、膜の親水性付与効果が不足する可能性がある。一方、20質量%を超えると、親水性付与効果が飽和し、かつ親水性高分子の膜からの溶出量が増大し安全性が低下する。
【0085】
本発明における中空糸膜の製造方法は何ら限定されるものではないが、例えば特開2000−300663公報で知られるような方法が例示される。例えば、ポリエーテルスルホン(4800P、住友化学社製)16質量%とポリビニルピロリドン(K−90、BASF社製)5質量%、ジメチルアセトアミド74質量%、水5質量%を混合溶解し、脱泡したものを紡糸溶液として、50%ジメチルアセトアミド水溶液を芯液として使用し、これを2重管オリフィスの外側、内側より同時に吐出し、50cmの空走部を経て、75℃、水の凝固浴中に導き中空糸膜を形成し、水洗後まきとり、湿潤状態の中空糸膜を製造することができる。
【0086】
本発明における乾燥方法は、例えば上記方法等により得られた湿潤状態の中空糸膜に適用するのが好ましい実施態様である。
【0087】
本発明においては、簡略化された方法で乾燥が実施でき、かつ通風方式により引き起こされる各種課題が改善されるが、前述の本発明で得られる中空糸膜が具備すべく特性を安定して得るには、前記の達成要件に加え中空糸膜の乾燥の均一化を達成するための手段を取り入れることが好ましい。以下に、該方策について言及する。
【0088】
マイクロ波発振器をマイクロ波照射オーブンの側壁に設置し、マイクロ波を照射台の側面方向より照射することが好ましい。また、マイクロ波発振器からオーブンに向かう入射波のエネルギーEiとオーブンで反射されオーブンより発振器に向かう反射波のエネルギーErとの比(Er/Ei)が0.2以下であるマイクロ波発振器を用いてマイクロ波を照射し加熱することがより好ましい。該マイクロ波発振器からオーブンに向かう入射波のエネルギーEiとオーブンで反射されオーブンより発振器に向かう反射波のエネルギーErの測定は、マイクロ波発振器からオーブンに向かう導波管部にエネルギー検知器を設置して測定し求めたものである。Er/Eiが0.2を超えた場合は、中空糸膜に当るマイクロ波のエネルギーが不均一となり、後述する各種の均一加熱のための手段を講じても本発明の効果を十分に発現することができなくなるので好ましくない。また、Er/Eiが大きいと反射波により発振器のマグネトロンが破壊されることがある。Er/Eiは0.15以下がより好ましく、0.10以下がさらに好ましい。本発明においては、上記のEr/Eiを0.1以下にする方法は限定されないが、特開2000−340356号公報に開示されている各種の方策を採用するのが好ましい実施態様である。
【0089】
上記対応と前述した被乾燥中空糸膜の配置により被乾燥中空糸膜に照射されるマイクロ波の強度分布が均一化され、中空糸膜の乾燥が均一化され、前述の本発明の中空糸膜が具備すべき好ましい特性を付与することができる。
【0090】
本発明においては、中空糸膜中の含水率が10〜20質量%に低下した時点でマイクロ波の照射を中止し、引き続き遠赤外線照射により乾燥することが好ましい。この場合、本発明においては、トレー内の中空糸膜間の乾燥の均一性が高いので、どの位置の中空糸膜の含水率に注目して上記切り替えを行ってもよいが、セットトレーの最外部に位置する中空糸膜のいずれか1本に注目し切り替えを行うのが好ましい。10〜15質量%がより好ましい。含水率が10質量%未満になるまでマイクロ波照射による乾燥を行うと、ポリビニルピロリドンの劣化が増大し過酸化水素の抽出量が増大し、中空糸膜の保存安定性が低下するので好ましくない。また、中空糸膜の長手方向の含水率やUV(220〜350nm)吸光度の変動率が増大し中空糸膜の部分固着の発生が増大するので好ましくない。逆に、20質量%を超えた時点でマイクロ波照射を中止すると最終含水率に乾燥するまでのトータルの乾燥時間が長くなるので好ましくない。
【0091】
本発明においては、上述のごとく乾燥工程においてポリビニルピロリドンの酸化劣化を抑制することが重要である。従って、上記のマイクロ波照射や遠赤外線照射を窒素ガス等の不活性ガス雰囲気下で実施するのが好ましいが、経済的に不利である。一方、減圧下でマイクロ波乾燥や遠赤外線乾燥を行い、酸化劣化を抑制する方法は、乾燥効率の向上にも繋がり経済的であり推奨される。両乾燥の両方ともに減圧下で行うのが最も好ましい実施態様である。例えば、マイクロ波乾燥の乾燥条件としては、20kPa以下の減圧下で出力0.1〜100kWのマイクロ波を照射することが好ましい実施態様である。また、該マイクロ波の周波数は1,000〜5,000MHzであり、乾燥処理中の中空糸膜束の最高到達温度が90℃以下であることが好ましい実施態様である。減圧という手段を併設すれば、それだけで水分の乾燥が促進されるので、マイクロ波の照射出力を低く抑え、照射時間も短縮できる利点もあるが、温度の上昇も比較的低くすることができるので、全体的には中空糸膜束の性能低下に与える影響が少ない。さらに、減圧という手段を伴う乾燥は、乾燥温度を比較的下げることができるという利点があり、特にポリビニルピロリドンの劣化分解を著しく抑えることができるという有意な点がある。適正な乾燥温度は20〜80℃で十分足りるということになる。より好ましくは20〜60℃、さらに好ましくは20〜50℃、よりさらに好ましくは30〜45℃である。
【0092】
減圧を伴うということは、中空糸膜束の中心部および外周部に均等に低圧が作用することになり、水分の蒸発が均一に促進されることになり、中空糸膜の乾燥が均一になされるために、乾燥の不均一に起因する中空糸膜束の障害を是正することになる。それに、マイクロ波による加熱も、中空糸膜束の中心および外周全体にほぼ等しく作用することになるから、均一な加熱において、相乗的に機能することになり、中空糸膜束の乾燥において、特有の意義があることになる。減圧度についてはマイクロ波の出力、中空糸膜束の有する総水分含量および中空糸膜束の本数により適宜設定すれば良いが、乾燥中の中空糸膜束の温度上昇を防ぐため、減圧度は20kPa以下、より好ましくは15kPa以下、さらに好ましくは10kPa以下で行う。20kPa以上では水分蒸発効率が低下するばかりでなく、中空糸膜束を構成するポリマーの温度が上昇してしまい劣化してしまう可能性がある。また、減圧度は高い方が温度上昇抑制と乾燥効率を高める意味で好ましいが、装置の密閉度を維持するためにかかるコストが高くなるので0.1kPa以上が好ましい。より好ましくは0.25kPa以上、さらに好ましくは0.4kPa以上である。
【0093】
乾燥時間短縮を考慮すると、マイクロ波の出力は高い方が好ましいが、例えばポリビニルピロリドンを含有する中空糸膜束では過乾燥や過加熱によるポリビニルピロリドンの劣化・分解が起こったり、使用時の濡れ性低下が起こるなどの問題があるため、出力はあまり上げないのが好ましい。また0.1kW未満の出力でも中空糸膜束を乾燥することは可能であるが、乾燥時間が伸びることによる処理量低下の問題が起こる可能性がある。減圧度とマイクロ波出力の組合せの最適値は、中空糸膜束の保有水分量および中空糸膜束の処理本数により異なるものであって、試行錯誤のうえ適宜設定値を求めるのが好ましい。
例えば、本発明の乾燥条件を実施する一応の目安として、中空糸膜束1本当たり50gの水分を有する中空糸膜束を20本乾燥した場合、総水分含量は50g×20本=1,000gとなり、この時のマイクロ波の出力は1.5kW、減圧度は5kPaが適当である。
【0094】
より好ましいマイクロ波出力は0.1〜80kW、さらに好ましいマイクロ波出力は0.1〜60kWである。マイクロ波の出力は、例えば、中空糸膜束の総数と総含水量により決まるが、いきなり高出力のマイクロ波を照射すると、短時間で乾燥が終了するが、中空糸膜が部分的に変性することがあり、縮れのような変形を起こすことがある。マイクロ波を使用して乾燥するという場合に、例えば、中空糸膜に保水剤のようなものを用いた場合に、高出力やマイクロ波を用いて過激に乾燥することは保水剤の飛散による消失の原因にもなる。それに特に減圧の条件を伴うと、中空糸膜への影響を考えれば、従来においては減圧下でマイクロ波を照射することは意図していなかった。本発明の減圧下でマイクロ波を照射するということは、水性液体の蒸発が比較的温度が低い状態において活発になるため、高出力マイクロ波および高温によるポリビニルピロリドンの劣化や中空糸膜の変形等の中空糸膜の損傷を防ぐという二重の効果を奏することになる。
【0095】
本発明は、減圧下におけるマイクロ波により乾燥をするという、マイクロ波の出力を一定にした一段乾燥を可能としているが、別の実施態様として、乾燥の進行に応じて、マイクロ波の出力を順次段階的に下げる、いわゆる多段乾燥を好ましい態様として包含している。そこで、多段乾燥の意義を説明すると次のようになる。減圧下で、しかも30〜90℃程度の比較的低い温度で、マイクロ波で乾燥する場合に、中空糸膜束の乾燥の進み具合に合わせて、マイクロ波の出力を順次下げていくという多段乾燥方法が優れている。乾燥する中空糸膜の総量、工業的に許容できる適正な乾燥時間などを考慮して、減圧の程度、温度、マイクロ波の出力および照射時間を決めればよい。多段乾燥は、例えば、2〜6段という任意に何段も可能であるが、生産性を考慮して工業的に適正と許容できるのは、2〜3段乾燥にするのが適当である。中空糸膜束に含まれる水分の総量にもよるが、比較的多い場合に、多段乾燥は、例えば、90℃以下の温度における、5〜20kPa程度の減圧下で、一段目は30〜100kWの範囲で、二段目は10〜30kWの範囲で、三段目は0.1〜10kWというように、マイクロ波照射時間を加味して決めることができる。マイクロ波の出力を、例えば、高い部分で90kW、低い部分で0.1kWのように、出力の較差が大きい場合には、その出力を下げる段数を例えば4〜8段と多くすればよい。本発明の場合に、減圧というマイクロ波照射に技術的な配慮をしているから、比較的マイクロ波の出力を下げた状態でもできるという有利な点がある。例えば、一段目は10〜20kWのマイクロ波により10〜100分程度、二段目は3〜10kW程度で5〜80分程度、三段目は0.1〜3kW程度で1〜60分程度という段階で乾燥する。各段のマイクロ波の出力および照射時間は、中空糸膜に含まれる水分の総量の減り具合に連動して下げていくことが好ましい。この乾燥方法は、中空糸膜束に非常に温和な乾燥方法であり、本発明の作用効果を有意にしている。
【0096】
別の態様を説明すると、中空糸膜束の水分総量が比較的少ないという、いわゆる含水率が400質量%以下の場合には、12kW以下の低出力マイクロ波による照射が優れている場合がある。例えば、中空糸膜束総量の水分量が1〜7kg程度と比較的少量の場合には、80℃以下、好ましくは60℃以下の温度における、3〜10kPa程度の減圧下において、12kW以下の出力の、例えば1〜5kW程度のマイクロ波で10〜240分、0.5〜1kW未満のマイクロ波で1〜240分程度、より好ましくは3〜240分程度、0.1〜0.5kW未満のマイクロ波で1〜240分程度照射するという、乾燥の程度に応じてマイク口波の照射出力および照射時間を調整すれば乾燥が均一に行われる。減圧度は各段において、一応0.1〜20kPaという条件を設定しているが、中空糸膜の水分含量の比較的多い一段目を例えば0.1〜5kPaと減圧を高め、マイクロ波の出力を10〜30kWと高める、ニ段目、三段目を5〜20kPaの減圧下で0.1〜5kWによる一段よりやや高い圧力下でマイクロ波を照射するという、いわゆる各段の減圧度を状況に応じて適正に調整して変えることなどは、中空糸膜束の水分総量および含水率の低下の推移を考慮して任意に設定することが可能である。各段において、減圧度を変える操作は、本発明の減圧下でマイクロ波を照射するという意義をさらに大きくする。勿論、マイクロ波照射装置内におけるマイクロ波の均一な照射および排気には常時配慮する必要がある。
【0097】
中空糸膜束の乾燥を、減圧下でマイクロ波を照射して乾燥することと、通風向きを交互に逆転する乾燥方法を併用することも乾燥において工程が煩雑にはなるが、有効な乾燥方法である。マイクロ波照射方法および通風交互逆転方法も、一長一短があり、高度の品質が求められる場合に、これらを併用することができる。最初の段階で、通風交互逆転方法を採用して、平均含水量が20〜60質量%程度に進行したら、次の段階で減圧下でマイクロ波を照射して乾燥することができる。この場合に、マイクロ波を照射して乾燥してから、次に通風向きを交互に逆転する通風乾燥方法を併用することもできる。これらは、乾燥により製造される中空糸膜の品質、特に中空糸膜における長さ方向において部分固着がないポリスルホン系選択透過性中空糸膜束の品質を考慮して決めることができる。これらの乾燥方法を同時に行うこともできるが、装置の煩雑さ、複雑さ、価格の高騰などの不利な点があるため実用的ではない。しかし、遠赤外線等の有効な加熱方法を併用することは本発明の乾燥方法の範囲からは排除しない。
【0098】
乾燥中の中空糸膜束の最高到達温度は、不可逆性のサーモラベルを中空糸膜束を保護するフィルム側面に貼り付けて乾燥を行い、乾燥後に取り出し表示を確認することで測定することができる。この時、乾燥中の中空糸膜束の最高到達温度は90℃以下が好ましく、より好ましくは80℃以下に抑える。さらに好ましくは70℃以下である。最高到達温度が90℃を超えると、膜構造が変化しやすくなり性能低下や酸化劣化を起こしてしまう場合がある。特にポリビニルピロリドンを含有する中空糸膜束では、熱によるポリビニルピロリドンの分解等が起こりやすいので温度上昇をできるだけ防ぐ必要がある。減圧度とマイクロ波出力の最適化と断続的に照射することで温度上昇を防ぐことができる。また、乾燥温度は低い方が好ましいが、減圧度の維持コスト、乾燥時間短縮の面より30℃以上が好ましい。
【0099】
マイクロ波の照射周波数は、中空糸膜束への照射斑の抑制や、細孔内の水を細孔より押出す効果などを考慮すると1,000〜5,000MHzが好ましい。より好ましくは1,500〜4,000MHz、さらに好ましくは2,000〜3,000MHzである。
該マイクロ波照射による乾燥は中空糸膜束を均一に加熱し乾燥することが重要である。上記したマイクロ波乾燥においては、マイクロ波の発生時に付随発生する反射波による不均一加熱が発生するので、該反射波による不均一加熱を低減する手段を取る事が重要である。該方策は限定されず任意であるが、例えば、特開2000−340356号公報において開示されているオーブン中に反射板を設けて反射波を反射させ加熱の均一化を行う方法が好ましい実施態様の一つである。
【0100】
中空糸膜束の含水率が10〜20質量%まで低下した後は、遠赤外線照射により中空糸膜束を乾燥するのが好ましい。マイクロ波を照射したり、加熱(通風)乾燥を行う方が被乾燥物を速く乾燥するという意味では好ましいが、ポリビニルピロリドンを含む分離膜の場合、ポリビニルピロリドンが乾燥の進行、すなわち中空糸膜中の水分含量の低下に伴い、熱による劣化分解を受けやすくなる問題がある。したがって、乾燥の最終段階(低水分含量)においては、より低いエネルギーでマイルドに乾燥するのが好ましい。また、遠赤外線は、電磁波の一種であり、マイクロ波と同様に被乾燥物の内部まで浸透するため、低エネルギーでも被乾燥物を均一に斑なく乾燥できるという特徴を有するため好ましい。
【0101】
遠赤外線の照射波長は1〜30μmであることが好ましい。水や有機物は波長3〜12μmの遠赤外線の吸収率が高いため、遠赤外線の波長が短すぎても長すぎても、被乾燥物の温度が上がり難くなるため、乾燥時間が延びるなど乾燥にかかるコストが増大することがある。したがって、照射する遠赤外線の波長は1.5〜26μmがより好ましく、2〜22μmがさらに好ましく、2.5〜18μmがよりさらに好ましい。
【0102】
遠赤外線を照射するための放射媒体としては、表面に酸化金属の被膜を有するステンレス媒体を使用するのが好ましい実施態様である。例えば、オーステナイト系ステンレス鋼粉体にAl2O3、Fe2O3、TiO2、CaO、MgO、K2O、Na2O等の酸化金属をコーティングした遠赤外線放射体を用いるのが、安価で効率的に遠赤外線を取り出すことができるため、より好ましい実施態様である。
【0103】
一方、マイクロ波乾燥終了後に行う遠赤外線照射による乾燥の場合は、マイクロ波乾燥の場合と異なり、減圧下で照射しても放電現象は発生しないので、マイクロ波乾燥の場合より減圧度を高めて行うことができる。乾燥効率の点より5kPa以下が好ましく、4kPa以下がより好ましく、3kPa以下がさらに好ましく、2kPa以下がよりさらに好ましい。遠赤外線照射の照射エネルギーは、オーブンの中心部に設けた熱電対で検出される温度で80℃以下になるように制御するのが好ましい。70℃以下で制御するのがより好ましい。この遠赤外線照射による輻射線は、水に吸収されエネルギーに変換される割合が高く、熱効率に優れたものであり、かつ乾燥の推移に従った温度制御も適性にできるという、安全性を備えた利点を有する。この遠赤外線照射による乾燥方法、中空糸膜束の色彩、表面粗さ、屈曲、亀裂、平滑および柔軟な感触などを含む表面効果を保つために乾燥仕上げという点で有意義である。
【0104】
本発明における好ましい乾燥方法の具体的な態様は、中空糸膜束に(1)マイクロ波照射と遠赤外線照射を同時にする乾燥工程、(2)マイクロ波照射をする乾燥工程、および(3)遠赤外線照射をする乾燥工程という複数の乾燥工程の態様を包含する。本発明の適正な乾燥方法は、まず(A)中空糸膜束に(1)マイクロ波照射と遠赤外線照射を同時にする乾燥工程を採用し、中空糸膜束の含水率が一定値に下がった状態で、(3)遠赤外線照射をする乾燥工程を採用する乾燥方法が一般的である。別の乾燥方法の態様は、(B)中空糸膜束に、(2)マイクロ波照射をする乾燥工程を採用し、中空糸膜束の含水率が一定値に下がった状態で、(3)遠赤外線照射をする乾燥工程を採用する乾燥方法である。勿論この各乾燥工程には適正な温度制御、および減圧下で行う場合の圧力制御、および通風排気を必要な場合にそれを採用することは必須の要件である。
理論的には、(1)乾燥工程と(2)乾燥工程を併用すること、(3)乾燥工程と(1)乾燥工程を併用すること、(2)乾燥工程に(3)乾燥工程を併用することなど、本件発明の乾燥方法を実施する乾燥装置の現場の操作上のことであり、実施可能ではあるが、(A)、(B)の乾燥方法に比べて、その実用上の成果は十分に吟味していない。
【0105】
このように、遠赤外線照射はマイクロ波照射終了後に照射を開始してもよいし、マイクロ波照射時にも照射し、マイクロ波乾燥と遠赤外線乾燥とを同時進行で実施してもよい。マイクロ波と遠赤外線照射を同時に行うことにより、マイクロ波照射により励起され中空糸膜表面に移動してきた水の蒸発が遠赤外線照射により加速されるため乾燥効率向上に繋がる。また、この表面水分の効率的な蒸発により、表面水分により誘導されるポリビニルピロリドンの中空糸膜表面の濃度変動が抑制され、部分固着発生抑制に繋げられるので好ましい。上述のごとくマイクロ波乾燥についても減圧下で実施するのが好ましいので、減圧下でマイクロ波乾燥と遠赤外線乾燥とを同時進行で実施して、前記の含水率になった時点でマイクロ波照射を中止し、減圧状態を維持したまま遠赤外線照射を続行し、さらなる乾燥を続ける方法が好ましい。この折に、マイクロ波の照射終了後に系の減圧度を下げて、コンディショニングを行った後に、再度減圧度を上げて遠赤外線照射を開始してもよい。従って、本発明においては、加熱オーブン内に遠赤外線ヒーターが取り付けられており、かつ加熱オーブン内を減圧(真空)にできる排気系が取り付けられたマイクロ波乾燥機を用いて乾燥することが好ましい実施態様である。
【0106】
マイクロ波乾燥と遠赤外線乾燥による、減圧下、および温度という条件を加えて乾燥する場合に、一般には、例えば減圧高温下で高出力のマイクロ波を短時間に加えると、含水率の低下が促進されるが、水分の偏在、ポリビニルピロリドンの偏在が、マイクロ波の加熱にも関係するので、突沸のような現象を誘発し、これが中空糸膜束の材質や多孔構造を傷めることになり、バースト圧に対処できる構造を保証することが出来なくなるおそれがある。本発明は、マイクロ波と遠赤外線の出力を適性に調整して、温度、圧力の環境も調整することにより、特にマイクロ波による中空糸膜束の内、外の全体的な乾燥を促進する一方で、遠赤外線による、特に中空糸膜束の表面を含む全体の乾燥を促進することになり、このマイクロ波乾燥と遠赤外線乾燥は相乗的な乾燥効果を上げることになる。
【0107】
本発明においては、乾燥終了後に乾燥系内を常圧に戻す折に窒素ガス等の不活性ガスを用いることが好ましい実施態様である。乾燥終了直後は、中空糸膜束の温度が高いため、乾燥庫内を常圧に戻す際、空気等の酸素を含む気体を送入すると、ポリビニルピロリドンを含有する中空糸膜の場合、ポリビニルピロリドンが酸素と熱の影響により酸化劣化を受けることがある。したがって、乾燥終了後に乾燥庫内を常圧に戻す際に、不活性ガスを送入することにより中空糸膜束中のポリビニルピロリドンの酸化劣化が抑制される。
【0108】
中空糸膜束の乾燥は、マイクロ波、遠赤外線を使用して、時間的に無制限に乾燥に供することが品質に良い影響を与えることにはならない。中空糸膜束を構成するポリスルホン系樹脂の、又はポリビニルピロリドン材料の熱劣化や、酸素、水、蒸気などの環境劣化の影響も考えられるからである。したがって、工業的な生産ということからすれば、乾燥時間にも自ずと許容される適正な時間を考慮する必要がある。本発明者等は、マイクロ波、遠赤外線という比較的過酷な乾燥条件に供する中空糸膜の品質を保護するという観点から、さらに工業的生産性という観点から考えれば、乾燥開始から終了するまでの乾燥時間は5時間以内が好ましい。より好ましくは4時間以内、さらに好ましくは3時間以内である。
【0109】
本発明における中空糸膜は、前述のごとく過酸化水素溶出量が抑制されていることが好ましい。本特性を付与することに関しては、上述の乾燥方法や乾燥条件を選ぶことが重要であるが、過酸化水素の生成の原因物質であるポリビニルピロリドンの品質や取り扱い等も重要な要因であり配慮が必要である。例えば、ポリビニルピロリドンとして過酸化水素含有量が300ppm以下のものを用いて製造することが好ましい。原料として用いるポリビニルピロリドン中の該過酸化水素含有量を300ppm以下にすることで、製膜後の中空糸膜の過酸化水素溶出量を5ppm以下に抑えることができ、本発明の中空糸膜の品質安定化が達成できるので好ましい。したがって、原料として用いるポリビニルピロリドン中の過酸化水素含有率は250ppm以下がより好ましく、200ppm以下がさらに好ましく、150ppm以下がよりさらに好ましい。
【0110】
過酸化水素の溶出量を上記の規制された範囲に制御する方法としては、例えば、前記したごとく原料として用いるポリビニルピロリドン中の過酸化水素量を300ppm以下にすることが有効な方法であるが、該過酸化水素は上記した中空糸膜束の製造過程でも生成するので、該中空糸膜束の製造条件を厳密に制御する必要がある。特に、該中空糸膜束を製造する際の紡糸溶液の溶解工程および乾燥工程での生成の寄与が大きいので、乾燥条件の最適化が重要である。特に、この乾燥条件の最適化は、中空糸膜束の長手方向の溶出量変動を小さくすることに関して有効な手段となる。
【0111】
紡糸溶液の溶解工程に関しては、例えば、ポリスルホン系樹脂、ポリビニルピロリドン、溶媒からなる紡糸溶液を撹拌、溶解する際、ポリビニルピロリドン中に過酸化水素が含まれていると、溶解タンク内に存在する酸素の影響および溶解時の加熱の影響により、過酸化水素が爆発的に増加することがわかった。したがって、溶解タンクに原料を投入する際には、予め不活性ガスにて置換された溶解タンク内に原料を投入するのが好ましい。不活性ガスとしては、窒素、アルゴンなどが好適に用いられる。また、溶媒、場合によっては非溶媒を添加することもあるが、これら溶媒、非溶媒中に溶存している酸素を不活性ガスで置換して用いるのも好適な実施態様である。
【0112】
また、過酸化水素の発生を抑制する他の方法として、製膜溶液を溶解する際、短時間に溶解することも重要な要件である。そのためには、通常、溶解温度を高くすることおよび/または撹拌速度を上げればよい。しかしながら、そうすると温度および撹拌線速度、剪断力の影響によりポリビニルピロリドンの劣化・分解が進行してしまう。事実、発明者らの検討によれば、製膜溶液中のポリビニルピロリドンの分子量は溶解温度の上昇に従い、分子量のピークトップが分解方向に移動(低分子側にシフト)したり、または低分子側に分解物と思われるショルダーが現れる現象が認められた。以上より、原料の溶解速度を向上させる目的で温度を上昇させることは、ポリビニルピロリドンの劣化分解を促進し、ひいては選択透過性中空糸膜中にポリビニルピロリドンの分解物をブレンドしてしまうことから、例えば、得られた中空糸膜を血液浄化に使用する場合、血液中に分解物が溶出するなど、製品の品質安全上、優れたものとはならなかった。そこで、ポリビニルピロリドンの分解を抑制する目的で低温で原料を混合することを試みた。低温溶解とはいっても氷点下となるような極端な条件にするとランニングコストもかかるため、通常5℃以上70℃以下が好ましい。60℃以下がより好ましい。しかし、単純に溶解温度を下げると溶解時間の長時間化によるポリビニルピロリドン劣化分解、操業性の低下や設備の大型化を招くことになり工業的に実施する上では問題がある。特に、ポリビニルピロリドンは低温溶解をしようとするとポリビニルピロリドンが継粉になり、それ以上溶解することが困難となったり、均一溶解に長時間を要するという課題を有する。
【0113】
低温で時間をかけずに溶解するための溶解条件について検討を行った結果、溶解に先立ち紡糸溶液を構成する成分を混練した後に溶解させることが好ましいことを見出し本発明に到達した。該混練はポリスルホン系樹脂、ポリビニルピロリドンおよび溶媒等の構成成分を一括して混練しても良いし、ポリビニルピロリドンとポリスルホン系樹脂とを別個に混練しても良い。前述のごとくポリビニルピロリドンは酸素との接触により劣化が促進され過酸化水素の発生につながるので、該混練時においても不活性ガスで置換した雰囲気で行う等、酸素との接触を抑制する配慮が必要であり別ラインで行うのが好ましい。混練はポリビニルピロリドンと溶媒のみとしてポリスルホン系樹脂は予備混練をせずに直接溶解タンクに供給する方法も本発明の範疇に含まれる。
【0114】
該混練は溶解タンクと別に混練ラインを設けて実施し混練したものを溶解タンクに供給してもよいし、混練機能を有する溶解タンクで混練と溶解の両方を実施しても良い。前者の別個の装置で実施する場合の、混練装置の種類や形式は問わない。回分式、連続式のいずれであっても構わない。スタティックミキサー等のスタティックな方法であっても良いし、ニーダーや攪拌式混練機等のダイナミックな方法であっても良い。混練の効率より後者が好ましい。後者の場合の混練方法も限定なく、ピンタイプ、スクリュータイプ、攪拌器タイプ等いずれの形式でもよい。スクリュータイプが好ましい。スクリューの形状や回転数も混練効率と発熱とのバランスより適宜選択すれば良い。一方、混練機能を有する溶解タンクを用いる場合の溶解タンクの形式も限定されないが、例えば、2本の枠型ブレードが自転、公転するいわゆるプラネタリー運動により混練効果を発現する形式の混練溶解機が推奨される。例えば、井上製作所社製のプラネタリュームミキサーやトリミックス等が本方式に該当する。
【0115】
混練時のポリビニルピロリドンやポリスルホン系樹脂等の樹脂成分と溶媒との比率も限定されない。樹脂/溶媒の質量比で0.1〜3が好ましい。0.5〜2がより好ましい。
【0116】
前述のごとくポリビニルピロリドンの劣化を抑制し、かつ効率的な溶解を行うことが本発明の技術ポイントである。従って、少なくともポリビニルピロリドンが存在する系は窒素雰囲気下、70℃以下の低温で混練および溶解することが好ましい実施態様である。ポリビニルピロリドンとポリスルホン系樹脂を別ラインで混練する場合にポリスルホン系樹脂の混練ラインに本要件を適用してもよい。混練や溶解の効率と発熱とは二律背反現象である。該二律背反をできるだけ回避した装置や条件の選択が本発明の重要な要素となる。そういう意味で混練機構における冷却方法が重要であり配慮が必要である。
【0117】
引き続き前記方法で混練されたものの溶解を行う。該溶解方法も限定されないが、例えば、攪拌式の溶解装置による溶解方法が適用できる。低温・短時間(3時間以内)で溶解するためには、フルード数(Fr=n2d/g)が0.7以上1.3以下、攪拌レイノルズ数(Re=nd2ρ/μ)が50以上250以下であることが好ましい。ここでnは翼の回転数(rps)、ρは密度(Kg/m3)、μは粘度(Pa・s)、gは重力加速度(=9.8m/s2)、dは撹拌翼径(m)である。フルード数が大きすぎると、慣性力が強くなるためタンク内で飛散した原料が壁や天井に付着し、所期の製膜溶液組成が得られないことがある。したがって、フルード数は1.25以下がより好ましく、1.2以下がさらに好ましく、1.15以下がよりさらに好ましい。また、フルード数が小さすぎると、慣性力が弱まるために原料の分散性が低下し、特にポリビニルピロリドンが継粉になり、それ以上溶解することが困難となったり、均一溶解に長時間を要することがある。したがって、フルード数は0.75以上がより好ましく、0.8以上がさらに好ましい。
【0118】
本願発明における製膜溶液は所謂低粘性流体であるため、撹拌レイノルズ数が大きすぎると、撹拌時、製膜溶液中への気泡のかみこみによる脱泡時間の長時間化や脱泡不足が起こるなどの問題が生ずることがある。そのため、撹拌レイノルズ数はより好ましくは240以下、さらに好ましくは230以下、よりさらに好ましくは220以下である。また、撹拌レイノルズ数が小さすぎると、撹拌力が小さくなるため溶解の不均一化が起こりやすくなることがある。したがって、撹拌レイノルズ数は、35以上がより好ましく、40以上がさらに好ましく、55以上がよりさらに好ましく、60以上が特に好ましい。さらに、このような紡糸溶液で中空糸膜を製膜すると気泡による曳糸性の低下による操業性の低下や品質面でも中空糸膜への気泡の噛み込みによりその部位が欠陥となり、膜の気密性やバースト圧の低下などを引き起こして問題となることがわかった。紡糸溶液の脱泡は効果的な対処策だが、紡糸溶液の粘度コントロールや溶剤の蒸発による紡糸溶液の組成変化を伴うこともありうるので、行う場合には慎重な対応が必要となる。
【0119】
さらに、ポリビニルピロリドンは空気中の酸素の影響により酸化分解を起こす傾向にあることから、紡糸溶液の溶解は不活性気体封入下で行うのが好ましい。不活性気体としては、窒素、アルゴンなどが上げられるが、窒素を用いるのが好ましい。このとき、溶解タンク内の残存酸素濃度は3%以下であることが好ましい。窒素封入圧力を高めてやれば溶解時間短縮が望めるが、高圧にするには設備費用が嵩む点と、作業安全性の面から大気圧以上2kgf/cm2以下が好ましい。
【0120】
その他、本願発明に用いるような低粘性製膜溶液の溶解に用いられる撹拌翼形状としては、ディスクタービン型、パドル型、湾曲羽根ファンタービン型、矢羽根タービン型などの放射流型翼、プロペラ型、傾斜パドル型、ファウドラー型などの軸流型翼が挙げられるが、これらに限定されるものではない。
【0121】
以上のような低温溶解方法を用いることにより、ポリビニルピロリドンの劣化分解が抑制された安全性の高い中空糸膜を得ることが可能となる。さらに付言すれば、製膜には原料溶解後の滞留時間が24時間以内の紡糸溶液を使用することが好ましい。なぜなら、製膜溶液が保温されている間に熱エネルギーを蓄積し、原料劣化を起こす傾向が認められたためである。
【0122】
本発明における中空糸膜のその他の特性は限定されないが、例えば、ポリビニルピロリドンの中空糸膜の外表面最表層における含有量が25〜50質量%であるのが好ましい。外表面最表層のポリビニルピロリドンの含有量が25質量%未満では膜全体、特に膜内表面のポリビニルピロリドンの含有量が低くなりすぎ、血液適合性や透過性能の低下が起こる可能性がある。また乾燥膜の場合、プライミング性が低下することがある。血液透析器を血液浄化療法に使用する時には、生理食塩水などを血液透析器の中空糸膜内外部に流すことにより、湿潤化および泡抜きを行う必要がある。このプライミング操作において、中空糸膜の真円度や端部の潰れ、変形、膜素材の親水性などが、プライミング性に影響を与えると考えられるが、ポリスルホン系樹脂とポリビニルピロリドンからなる中空糸膜であって乾燥膜血液浄化器の場合には、中空糸膜の親疎水バランスがプライミング性に大きく影響する。したがって、外表面最表層におけるポリビニルピロリドンの含有量は27質量%以上がより好ましく、29質量%以上がさらに好ましく、31質量%以上がよりさらに好ましい。また、外表面最表層のポリビニルピロリドンの含有量が50質量%を超すと透析液に含まれるエンドトキシン(内毒素)が血液側へ浸入する可能性が高まり、発熱等の副作用を引き起こすことに繋がるとか、膜を乾燥させた時に膜外表面に存在するポリビニルピロリドンが介在し中空糸膜同士がくっつき(固着し)、モジュール組み立ての作業性が悪化する等の課題を引き起こす可能性がある。したがって、47質量%以下がより好ましく、43質量%以下がさらに好ましく、41質量%以下がよりさらに好ましい。
【0123】
上記の特性を付与する方法として、例えば、ポリスルホン系樹脂に対するポリビニルピロリドンの含有量を前記した範囲にしたり、中空糸膜の製膜条件を最適化する等により達成できる。また、製膜された中空糸膜を洗浄することも有効な方法である。製膜条件としては、ノズル出口のエアギャップ部の湿度調整、延伸条件、凝固浴の温度、凝固液中の溶媒と非溶媒との組成比等の最適化が、また、洗浄方法としては、温水洗浄、アルコール洗浄および遠心洗浄等が有効である。該方法の中で、製膜条件としては、エアギャップ部の湿度および外部凝固液中の溶媒と非溶媒との組成比の最適化が、洗浄方法としてはアルコール洗浄が特に有効である。
【0124】
内部凝固液としては、0〜80質量%のジメチルアセトアミド(DMAc)水溶液が好ましい。より好ましくは、15〜70質量%、さらに好ましくは25〜60質量%、よりさらに好ましくは30〜50質量%である。内部凝固液濃度が低すぎると、血液接触面の緻密層が厚くなるため、溶質透過性が低下する可能性がある。また内部凝固液濃度が高すぎると、緻密層の形成が不完全になりやすく、分画特性が低下する可能性がある。外部凝固液は0〜50質量%のDMAc水溶液を使用するのが好ましい。外部凝固液濃度が高すぎる場合は、外表面開孔率および外表面平均孔面積が大きくなりすぎ、透析使用時エンドトキシンの血液側への逆流入の増大や、バースト圧の低下を起こす可能性がある。したがって、外部凝固液濃度は、より好ましくは40質量%以下、さらに好ましくは30質量%以下、よりさらに好ましくは25質量%以下である。また、外部凝固液濃度が低すぎる場合には、紡糸溶液から持ち込まれる溶媒を希釈するために大量の水を使用する必要があり、また廃液処理のためのコストが増大する。そのため、外部凝固液濃度の下限はより好ましくは5質量%以上である。
【0125】
上記中空糸膜の製造において、完全に中空糸膜構造が固定される以前に実質的に延伸をかけないことが好ましい。実質的に延伸を掛けないとは、ノズルから吐出された紡糸溶液に弛みや過度の緊張が生じないように紡糸工程中のローラー速度をコントロールすることを意味する。吐出線速度/凝固浴第一ローラー速度比(ドラフト比)は0.7〜1.8が好ましい範囲である。前記比が0.7未満では、走行する中空糸膜に弛みが生じ生産性の低下に繋がることがあるので、ドラフト比は0.8以上がより好ましく、0.9以上がさらに好ましく、0.95以上がよりさらに好ましい。1.8を超える場合には中空糸膜の緻密層が裂けるなど膜構造が破壊されることがある。そのため、ドラフト比は、より好ましくは1.7以下、さらに好ましくは1.6以下、よりさらに好ましくは1.5以下、特に好ましくは1.4以下である。ドラフト比をこの範囲に調整することにより細孔の変形や破壊を防ぐことができ、膜孔への血中タンパクの目詰まりを防ぎ経時的な性能安定性やシャープな分画特性を発現することが可能となる。
【0126】
水洗浴を通過した中空糸膜は、湿潤状態のまま綛に巻き取り、3,000〜20,000本の束にする。ついで、得られた中空糸膜を前述した洗浄、脱水および乾燥工程を経て乾燥中空糸膜として、中空糸膜モジュール用に供せられる。
【0127】
上記の本発明の中空糸膜は、上記の特性を有しており、例えば血液浄化用モジュールの分離膜として好適に用いることができる。
【0128】
該モジュールは、上記方法で得られた中空糸膜の両端を樹脂で固定化したモジュールである。
【0129】
モジュールの形状を図3に例示する。
【0130】
モジュール1は、筒状の容器2内に選択透過性中空糸膜束3を装填し、該中空糸膜束3の両端部を容器2の両端部に接着剤等により固定4し、容器2の両端部をキャップ5a、5bにより被覆してなる。そして、容器2の側部で一方の端部近傍には、容器2内に透析液を導入する透析液導入口6aを、他方の端部近傍には、透析液を排出する透析液排出口6bをそれぞれ突出形成してある。また、一方のキャップ5aには容器2内に血液を導入する血液導入口7aを、他方のキャップ5bには血液を排出する血液排出口7bをそれぞれ突出形成してある。
【0131】
そして、血液は、矢印Aに示すように、血液導入口7aからキャップ5aと選択透過性中空糸膜束3の一方の端面とにより形成される空間内に入り、選択透過性中空糸膜束3の中空糸の中を通り、選択透過性中空糸束3の他方の端面とキャップ5bとにより形成される空間内に入り、血液排出口7bから矢印Bに示すように排出される。一方、透析液は、矢印Cに示すように、透析液導入口6aから容器2内に入り、選択透過性中空糸膜束3の中空糸膜の外側を流れ、矢印Dに示すように、透析液排出口6bから排出される。このとき、透析される血液の流れと透析液の流れとは逆方向の所謂対向流とする。この間に、選択透過性中空糸膜内を流れる血液中の老廃物が中空糸膜を通して外側の透析液中に透析される。
【0132】
前記容器やキャップの素材としては、ポリカーボネート、ポリエステル、ポリプロピレン等が挙げられる。また、両端部固定に用いられる接着剤の材料としてはポリウレタン樹脂、エポキシ樹脂およびシリコーン樹脂等が挙げられる。
【0133】
両端部固定に用いられる接着剤の固定部への注入方法は限定されないが、注入すべきモジュールを回転させることにより発生する遠心力を利用して注入する遠心接着法が推奨される。該遠心接着の方法も限定されない。たとえば、乾燥された選択透過性中空糸膜束が装填された容器の両端に目止め治具を取り付け、遠心接着機にセットする。遠心接着機を所定の回転数で回転させながら、室温付近の温度で透析液導入口6aおよび6bより所定量の未硬化の接着剤樹脂を注入した後、遠心接着機の温度を注入接着剤樹脂の硬化温度に上昇させ、硬化を終了させるか、あるいは少なくとも樹脂の流動性がなくなるまでプレ硬化させて遠心接着機を停止する。後者の場合は静置状態で加温をしてポスト硬化を行い硬化を終了させる。この遠心接着法は選択透過性中空糸膜膜束の接着部の内側を可撓性樹脂層で覆って接着界面の選択透過性中空糸膜を補強した2層遠心接着法であってもよい。
【0134】
上記遠心接着法の場合、選択透過性中空糸膜束内の空間全体に接着剤が均一に注入されることが重要である。この注入が不均一になり接着剤の注入量が不充分な箇所が生ずると接着不良に繋がる。特に、選択透過性中空糸膜同士が固着した部分があると接着剤の浸透が阻害される。従って、この固着部分の解きほぐしをするために、例えば、選択透過性中空糸膜束端面にノズルより空気を吹き付ける、いわゆる整糸処理等が実施されている。確かに、本整糸処理は固着中空糸膜の解きほぐしには効果があるが、この処理により端面部の選択透過性中空糸膜束の変形が起こり傾き中空糸膜の発生に繋がるので好ましくない。
本発明の選択透過性中空糸膜束は乾燥時の部分固着が抑制されているので整糸処理をしなくても接着剤の注入の均一性が確保されるという特徴を有する。従って、整糸処理は不要である。ただし、接着剤の注入の均一性確保は重要であるので、下記対応等を実施することが好ましい。例えば、接着剤として低粘度の銘柄を選択することが好ましい。二液混合2分後の粘度が2000mPa・s以下が好ましい。1600mPa・s以下がより好ましい。また、モジュール組み立てに用いる容器に乾燥選択透過性中空糸膜束を挿入する時の中空状の包装体で拘束される選択透過性中空糸膜束の充填密度を低くすることが好ましい。
【0135】
充填する中空糸膜束の中空糸膜本数、長さは、市場要求や中空糸膜束特性により適宜設定される。容器の長さや径は該充填する選択透過性中空糸膜束の大きさに見合うように設定される。
【0136】
該モジュールにおいて、(1)下記方法で評価される樹脂で固定化された部分の中空糸膜の傾き度が15度以上の中空糸膜の本数の割合が0.05%以下であり、(2)下記方法で測定される目詰まり中空糸膜の本数の割合が0.05%以下であることを同時に満足することが好ましい。
【0137】
[傾き中空糸膜の割合評価法]
所定本数の中空糸膜(例えば、10000本)を中空糸束側表面が梨地加工された厚み0.2mmのポリエチレン製のフィルムよりなる中空状包装体で拘束された乾燥中空糸膜包装体を所定形状(例えば、内径31mm、長さ255mm)のモジュール容器に挿入し、中空糸膜を固定しながらポリエチレン製のフィルムよりなる包装体を抜き取る。この状態で容器の両端に目止め治具を取り付け、遠心接着機にセットする。遠心接着機を500rpmの回転数で回転させながら、透析液導入口6aおよび6bよりポッティング剤(三洋化成社製の二液硬化型ポリウレタン樹脂、主剤:ポリメディカMA−200、硬化剤:ポリメディカMB−200、配合比:52/48、二液混合2分後の粘度:1400mPa・s)を25℃にて1端面当り0.8g/秒で20gを注入した。50℃で30分間硬化をして遠心接着機を停止する。このモジュールを取り出し、室温で1晩ポスト硬化をした後、モジュール端部の両端それぞれ5mmづつを切削、開口して中空糸膜モジュールを得る。該モジュール端面を厚さ約0.2mmで切削して評価用サンプルを作製する。以上の評価用サンプルの作製法は一例であり限定されない。例えば、モジュール化された製品について評価する場合は、該モジュールの端面を厚さ約0.2mmで切削して評価用サンプルとしてもよい。この端面をプロジェクターで拡大、投影して端面の法線に対する傾きが15度以上である中空糸膜を傾き中空糸膜とする。具体的な測定方法は次のとおりである。すなわち、まず該サンプルの厚さ(d)を測定し、d×tan15度の値を算出する。サンプルをプロジェクターで20倍〜50倍程度に拡大、投影する。傾いた中空糸膜が存在すると傾き部分の影が生ずる。この影の部分のずれの長さを測定する。この長さが上記d×tan15度よりも大きい中空糸膜の本数を数える。概念図を図4に示す。
傾き中空糸膜の割合は次式で算出する。
傾き中空糸膜の割合(%)=(15度以上の傾きの中空糸膜の本数/サンプル端面の中空糸膜の全本数)×100
【0138】
中空糸膜の傾き度が15度を超えた場合は、血液が流れにくくなり、偏流が起こり残血中空糸膜の発生に繋がる。傾き中空糸膜の割合は0.04%以下がより好ましく、0.03%以下がさらに好ましい。0%が特に好ましい。0.05%を超えた場合は残血中空糸膜本数が増加し透析患者に不安感を与えるので好ましくない。本発明においては、本特性は両端面ともが満足するのが好ましい。
【0139】
[目詰まり中空糸膜の割合]
上記方法で調製したサンプル端面を赤色のマジックインキ(R)で彩色し、かつ該端面を放射線状に8分割のマーキングをし、8分割した全端面をナショナルライト付き顕微鏡(ライトスコープ100、倍率:100倍、松下電器産業社製)を用いて目詰まり中空糸膜の本数をカウントする。目詰まり中空糸膜の割合は下記式にて算出する。
目詰まり中空糸膜の割合(%)=(目詰まり中空糸膜本数/サンプル端面の中空糸膜の全本数)×100
ここで、目詰まり中空糸膜本数およびサンプル端面の中空糸膜の全本数共に、8分割した端面全ての総合計数である。
【0140】
上記目詰まり中空糸膜の割合は、0.04%以下がより好ましく、0.03%以下がさらに好ましい。0%が特に好ましい。目詰まり中空糸膜の割合が0.05%を超えた場合は、血液が流れにくくなり、血液の偏流が起こり残血中空糸膜の発生に繋がるので好ましくない。本発明においては、本特性は両端面ともが満足するのが好ましい。
【0141】
さらに、本発明のモジュールは、モジュール端面の中空糸膜が接着剤で固定化された部分の最表面部分を下記方法で観察し評価される潰れ中空糸膜本数の割合が0.05%以下であることが好ましい。本発明においては、本特性は両側の端面の両方ともが満足するのが好ましい。0.04%以下がより好ましく、0.03%以下がさらに好ましい。0%が特に好ましい。潰れ中空糸膜の本数の割合が0.05%を超えた場合は、血液が流れにくくなり、血液の偏流が起こり残血中空糸膜の発生に繋がる。
[潰れ中空糸膜の割合評価法]
上記の傾き中空糸膜の割合評価に用いるサンプルの端面(モジュール端面側)を放射線状に8分割のマーキングをし、8分割した全端面を200倍の倍率で観察して潰れの個数をカウントした。潰れの基準は中空糸膜1本ずつにおいて短径と長径を測定し、その比が1対2よりも扁平しているものを潰れ中空糸膜とする。潰れ中空糸膜の割合は次式により求める。
潰れ中空糸膜の割合(%)=(潰れ中空糸膜本数/サンプル端面の中空糸膜の全本数)×100
ここで、潰れ糸膜本数およびサンプル端面の中空糸膜の全本数共に、8分割した端面全ての総合計数である。
【0142】
また、本発明のモジュールは、下記方法で測定される残血中空糸膜の割合がモジュール当りの全中空糸の本数に対して0.05%以下であることが好ましい。0.04%以下がより好ましく、0.03%以下がさらに好ましい。0%が特に好ましい。0.05%を超えた場合は残血中空糸膜本数が増加し透析患者に不安感を与えるので好ましくない。
[残血中空糸膜の割合評価法]
上記方法で得られたモジュールの透析液側を生理食塩水で満たし、健康人から採取したヘパリン加血200mlを血液バッグに詰め、血液バッグとモジュールをチューブで連結し、37℃で血液流速100ml/min、1時間循環する。循環開始前と循環60分との血液をサンプリングし、白血球数、血小板数を測定する。測定した値はヘマトクリットの値で補正する。
補正値=測定値(60分)×ヘマトクリット(0分)/ヘマトクリット(60分)
補正値から白血球と血小板の変化率を算出する。
変化率=補正値(60分)/循環開始前値×100
60分循環終了後、生理食塩水で返血し、残血している糸の本数を数える。残血中空糸膜の割合は下記式にて算出する。
残血中空糸膜の割合(%)=(残血中空糸膜の本数/モジュール中の中空糸膜の全本数)×100
【0143】
さらに、本発明においては、上記のモジュールを放射線照射後室温で1年以上保存した後に、透析型人工腎臓装置製造承認基準により定められた試験を実施した時の中空糸膜の抽出液におけるUV(220〜350nm)吸光度が全ての部位で0.10以下であるのが好ましい。2年以上経過しても該特性が維持されるのがより好ましい。モジュールの保障期間は3年に設定されているので少なくとも3年間該特性が維持されるのが特に好ましい。1年経過でUV(220〜350nm)吸光度が0.06以下が維持されれば3年間の維持が可能であることを経験的に確認している。
【0144】
中空糸膜の膜厚は10μm以上60μm以下が好ましい。60μmを超えると、透水性は高くても、移動速度の遅い中〜高分子量物質の透過性が低下することがある。膜厚は薄い方が物質透過性が高まり、55μm以下がより好ましく、50μm以下がさらに好ましく、よりさらに好ましくは47μm以下である。また、膜厚が10μm未満では、膜強度が低く偏肉度を0.6以上としても、バースト圧が低くなることがある。そのため、膜厚は20μm以上がより好ましく、さらに好ましくは25μm以上、よりさらに好ましくは30μm以上、特に好ましくは35μm以上である。
【実施例】
【0145】
以下、本発明の有効性を実施例を挙げて説明するが、本発明はこれらに限定されるものではない。なお、以下の実施例における物性の評価方法は以下の通りである。
【0146】
1、中空糸膜中の残溶媒量の測定
残溶媒量の測定は使用した溶媒の種類により液体クロマトグラフィーやガスクロマトグラフィーなどで検査標準濃度の検量線と比較して求めた。ここではジメチルアセトアミド(DMAc)の中空糸膜残量の測定を例に挙げ、説明する。
洗浄を終えた中空糸膜長さ0.25kmに純水100mlを加え、70℃で1時間抽出する。得られた抽出液を水を溶媒とした液体クロマトグラフィー(使用カラム;島津製作所社製ガードカラムSCR(H)、流速1mL/min、温度は室温、検出UV210nm)にてDMAcを純水にて濃度調製した標品とともに分析し、得られたピークエリア面積から検量線(例えば1、2、5、10ppm)を導いて抽出液中のDMAc濃度を求めた。検量線の範囲外の場合には、分析サンプルを適当な比率で希釈して分析を行った。これを次式で算出し、中空糸膜に残存するDMAc量とした。
残DMAc(mg/kmHF)=DMAc濃度(ppm)×抽出液量(L)/0.25km
【0147】
2、中空糸膜の含水率
中空糸膜の含水率は、乾燥前の中空糸膜の質量(g)を測定し、その後減圧下(−750mmHg以下)で真空乾燥を12時間実施し、乾燥後の中空糸膜の質量(g)を測定する。乾燥前後の質量差を減量(g)として乾燥後質量(g)を基準にして%で求める。以下の式で含水率を決定する。
(減量/乾燥後質量)×100=含水率(質量%)
ここで、中空糸膜の質量は1〜2gの範囲内とすることで、2時間後に絶乾状態(これ以上質量変化がない状態)にすることができる。
【0148】
3、中空糸膜の含水率変動率
中空糸膜を中空糸膜を長手方向に2.7cmずつ10個に等分し、各々の部位から乾燥状態の中空糸膜1gをはかりとり、上記方法で含水率を測定し下記式で算出した。
含水率変動率(%)={(含水率最大値―含水率最小値)/含水率平均値}×100
【0149】
4、UV(220−350nm)吸光度
透析型人工腎臓装置製造基準に定められた方法である中空糸膜1gに純水100mlを加え、70℃で1時間抽出した抽出液を分光光度計(日立製作所社製、U−3000)を用いて波長範囲200〜350nmの吸光度を測定し、この波長範囲での最大の吸光度を求めた。
該測定は、中空糸膜束を長手方向に2.7cmずつ10個に等分し、各々の部位から乾燥状態の中空糸膜1gをはかりとり全サンプルについて測定した。
湿潤型のモジュールに充填されている中空糸膜束の場合は、モジュールの透析液側流路に生理食塩水を500mL/minで5分間通液し、ついで血液側流路に200mL/minで通液した。その後血液側から透析液側に200mL/minでろ過をかけながら3分間通液した後にフリーズドライして乾燥膜を得て、該乾燥膜を用いて上記測定を行った。
【0150】
5、過酸化水素の定量
前記方法で抽出した抽出液2.6mlに塩化アンモニウム緩衝液(PH8.6)0.2mlとモル比で当量混合したTiCl4の塩化水素溶液と4−(2−ピリジルアゾ)レゾルシノールのNa塩水溶液との混合液を0.4mMに調製した発色試薬0.2mlを加え、50℃で5分間加温後、室温に冷却し508nmの吸光度を測定。標品を用いて同様に測定して求めた検量線にて定量した。
該測定は、中空糸膜を長手方向に2.7cmずつ10個に等分し、各々の部位から乾燥状態の中空糸膜1gをはかりとり全サンプルについて測定した。
湿潤型モジュールに充填されている中空糸膜束の場合は、UV(220−350nm)吸光度の測定と同様に処理することにより得た乾燥膜を用いて測定した。
【0151】
6、中空糸膜の部分固着性
包装体で拘束した乾燥中空糸膜束を切断時に発生する熱により中空糸膜同士が融着しないようにSKカッターを使用し、中空糸膜の長手方向に2cm幅で切断する。その輪切り状の中空糸膜を除電しながら(キーエンス社製 SJ−F020)ゆっくりと机上の紙面に落とし、複数本以上の塊が発生するかどうか目視で確認した。なお、目視で確認する際、明らかに切断面の融着により塊が生じているものは部分固着ではないと分類した。融着の状態がひどい場合には適宜切断する刃物を交換する。
【0152】
7、中空糸膜の収縮度変動
乾燥上がりの中空糸膜束の円形断面において、中心点からの半径の1/4の外周部と中心点からの半径の1/4の内周部に区分をしてサンプリングをした。この外周部および内周部よりサンプリングされた中空糸膜よりそれぞれ500本をランダムに採取し、それぞれ500本の全てについて以下の方法でその糸長を測定しその平均値を求めた。両平均長の差を求め、以下の基準により判定した。◎および○を合格とした。
(糸長の測定法)
各中空糸膜の両端をそれぞれ端部より5mm内部をコクヨWクリップ口幅15mm、豆(コクヨ社製:クリーJ36)で挟み、一方のクリップを固定、もう一方のクリップをフリーとして中空糸膜を吊り下げ、この状態で糸長を定規にて測定する。
(収縮度変動の判定)
◎:外周部と内周部との中空糸膜長さの平均値の差が1mm未満
○:外周部と内周部との中空糸膜長さの平均値の差が1mmから3mm以下
×:外周部と内周部との中空糸膜長さの平均値の差が3mmを超える
【0153】
8、乾燥中空糸膜の保存安定性
乾燥中空糸膜束を湿度50%RHに調湿されたドライボックス中(雰囲気は空気)に室温で3ヶ月間保存した後、前記方法でUV(220−350nm)吸光度を測定した。該保存によるUV(220−350nm)吸光度の増加度で安定性を判定した。該増加度は中空糸膜束を長手方向に2.7cmずつ10個に等分し、それぞれのサンプルについて測定し、その平均値で判定した。平均値が0.1を超えないものを合格とした。
【0154】
9、傾き中空糸膜の割合評価法
実施例および比較例で得られた乾燥中空糸膜束の包装体を内径31長さ255mmのモジュール容器に挿入し、中空糸膜束を固定しながら包装体を抜き取った。この状態で容器の両端を目止め治具を取り付け、遠心接着機にセットした。遠心接着機を500rpmの回転数で回転させながら、透析液導入口6aおよび6bよりポッティング剤(三洋化成社製の二液硬化型ポリウレタン樹脂、主剤:ポリメディカMA−200、硬化剤:ポリメディカMB−200、配合比:52/48、二液混合2分後の粘度:1400mPa・s)を25℃にて1端面当り0.8g/秒で20gを注入した。50℃で30分間キュアリングをして遠心接着機を停止した。この容器を取り出し、室温で1晩ポストキュアーをした後、容器端部の両端それぞれ5mmづつを切削、開口してモジュールを得た。該モジュール端面を厚さ約0.2mmで切削して評価用サンプルを作製した。この端面をプロジェクターで拡大、投影して端面の法線に対する傾きが15度以上である中空糸膜を傾き中空糸膜とした。具体的な測定方法は次の通りである。すなわち、まず該サンプルの厚さ(d)を測定し、d×tan15度の値を算出した。サンプルをプロジェクターで20倍〜50倍程度に拡大、投影する。傾いた中空糸膜が存在すると傾き部分の影が生ずる。この影の部分のずれの長さを測定した。この長さが上記d×tan15度よりも大きい中空糸膜の本数を数える。概念図を図2に示した。
傾き中空糸膜の割合は次式で算出する。
傾き中空糸膜の割合(%)=(15度以上の傾きの中空糸膜の本数/サンプル端面の中空糸膜の全本数)×100
傾き中空糸膜の割合で以下の品質区分判定をした。
◎:傾き中空糸膜の割合0.03%未満
○:傾き中空糸膜の割合0.03〜0.05%
×:傾き中空糸膜の割合0.05%を超える
◎および○を合格とした。
【0155】
10、潰れ中空糸膜の割合評価法
上記の傾き中空糸膜の割合評価に用いるサンプルの端面(モジュール端面側)を放射線状に8分割のマーキングをし、8分割した全端面を200倍の倍率で観察して潰れの個数をカウントした。潰れの基準は中空糸膜1本ずつにおいて短径と長径を測定し、その比が1対2よりも扁平しているものを潰れ中空糸膜とした。潰れ中空糸膜本数の割合は次式により求めた。
潰れ中空糸膜の割合(%)=(潰れ中空糸膜本数/サンプル端面の中空糸膜の全本数)×100
ここで、潰れ糸膜本数およびサンプル端面の中空糸膜の全本数共に、8分割した端面全ての総合計数である。
潰れ中空糸膜の割合で以下の品質区分判定をした。
◎:潰れ中空糸膜の割合0.03%未満
○:潰れ中空糸膜の割合0.03〜0.05%
×:潰れ中空糸膜の割合0.05%を超える
◎および○を合格とした。
【0156】
11、目詰まり中空糸膜の割合
上記方法で調製したサンプル端面を赤色のマジックインキ(R)で彩色し、かつ該端面を放射線状に8分割のマーキングをし、8分割した全端面をナショナルライト付き顕微鏡(ライトスコープ100、倍率:100倍、松下電器産業社製)を用いて目詰まり中空糸膜の本数をカウントした。目詰まり中空糸膜の割合は下記式にて算出した。
目詰まり中空糸膜の割合(%)=(目詰まり中空糸膜本数/サンプル端面の中空糸膜の全本数)×100
ここで、目詰まり中空糸膜本数およびサンプル端面の中空糸膜の全本数共に、8分割した端面全ての総合計数である。
目詰まり中空糸膜の割合で以下の品質区分判定をした。
◎:目詰まり中空糸膜の割合0.03%未満
○:目詰まり中空糸膜の割合0.03〜0.05%
×:目詰まり中空糸膜の割合0.05%を超える
◎および○を合格とした。
【0157】
12、残血中空糸膜の割合
上記方法で得られたモジュールの透析液側を生理食塩水で満たし、健康人から採取したヘパリン加血200mlを血液バッグに詰め、血液バッグとモジュールをチューブで連結し、37℃で血液流速100ml/min、1時間循環する。循環開始前と循環60分との血液をサンプリングし、白血球数、血小板数を測定する。測定した値はヘマトクリットの値で補正した。
補正値=測定値(60分)×ヘマトクリット(0分)/ヘマトクリット(60分)
補正値から白血球と血小板の変化率を算出した。
変化率=補正値(60分)/循環開始前値×100
60分循環終了後、生理食塩水で返血し、残血している糸の本数を数えた。残血中空糸膜の割合は下記式にて算出した。
残血中空糸膜の割合(%)=(残血中空糸膜本数/モジュール中の中空糸膜の全本数)×100
目詰まり中空糸膜の割合で以下の品質区分判定をした。
◎:残血中空糸膜の割合0.03%未満
○:残血中空糸膜の割合0.03〜0.05%
×:残血中空糸膜の割合0.05%を超える
◎および○を合格とした。
【0158】
13、透水率
モジュールの血液出口部回路(圧力測定点よりも出口側)を鉗子により封止した。37℃に保温した純水を加圧タンクに入れ、レギュレーターにより圧力を制御しながら、37℃恒温槽で保温したモジュールの血液流路側へ純水を送り、透析液側から流出した濾液量を測定した。膜間圧力差(TMP)は
TMP=(Pi+Po)/2
とする。ここでPiはモジュール入口側圧力、Poはモジュール出口側圧力である。TMPを4点変化させ濾過流量を測定し、それらの関係の傾きから透水率(mL/hr/mmHg)を算出する。このときTMPと濾過流量の相関係数は0.999以上でなくてはならない。また回路による圧力損失誤差を少なくするために、TMPは100mmHg以下の範囲で測定する。中空糸膜の透水性は膜面積と透析器の透水率から算出する。
UFR(H)=UFR(D)/A
ここでUFR(H)は中空糸膜の透水率(mL/m2/hr/mmHg)、UFR(D)は透析器の透水率(mL/hr/mmHg)、Aは透析器の膜面積(m2)である。
【0159】
14、膜面積の計算
透析器の膜面積は中空糸の内径基準として求める。
A=n×π×d×L
ここで、nは透析器内の中空糸本数、πは円周率、dは中空糸の内径(m)、Lは透析器内の中空糸の有効長(m)である。
【0160】
15、血液リークテスト
クエン酸を添加して凝固を抑制した37℃の牛血液を、モジュールに200mL/minで送液し、10mL/min(m2)の割合で血液をろ過する。このとき、ろ液は血液に戻し、循環系とする。60分間後にモジュールのろ液を採取し、赤血球のリークに起因する赤色を目視で観察する。この血液リーク試験を各実施例、比較例ともに30本のモジュールを用い、血液リークしたモジュール数を調べる。
【0161】
16、モジュールの中空糸膜の保存安定性
傾き中空糸膜の割合評価法同様の方法で調製したモジュールに25kGyのγ線を照射した。γ線照射後のモジュールを室温で一年間保存した後、前記した方法でUV(220−350nm)吸光度を測定した。該保存によるUV(220−350nm)吸光度の増加度で安定性を判定した。該増加度は中空糸膜を長手方向に10個に等分し、それぞれのサンプルについて測定し、その平均値で判定した。平均値が透析型人工腎臓装置製造基準の基準値である0.10を超えないものを合格とした。
【0162】
17、中空糸膜内外表面の最表層におけるポリビニルピロリドンの含有量
ポリビニルピロリドンの含有量は、X線光電子分光法(ESCA法)で求めた。
中空糸膜1本を内表面の一部が露出するようにカミソリで斜めに切断し、内外表面が測定できるように試料台にはりつけてESCAで測定を行った。測定条件は次に示す通りである。
測定装置:アルバック・ファイ ESCA5800
励起X線:MgKα線
X線出力:14kV,25mA
光電子脱出角度:45°
分析径:400μmφ
パスエネルギー:29.35eV
分解能:0.125eV/step
真空度:約10-7Pa以下
窒素の測定値(N)と硫黄の測定値(S)から、次の式により表面でのポリビニルピロリドン含有量を算出した。
<ポリビニルピロリドン添加PES(ポリエーテルスルホン)膜の場合>
ポリビニルピロリドン含有量(Hポリビニルピロリドン)[質量%]
=100×(N×111)/(N×111+S×232)
<ポリビニルピロリドン添加PSf(ポリスルホン)膜の場合>
ポリビニルピロリドン含有量(Hポリビニルピロリドン)[質量%]
=100×(N×111)/(N×111+S×442)
【0163】
18、中空糸膜全体でのポリビニルピロリドン含有量
中空糸膜を、真空乾燥器を用いて、80℃で48時間乾燥させ、その10mgをCHNコーダー(ヤナコ分析工業社製、MT−6型)で分析し、窒素含有量からポリビニルピロリドンの含有量を下記式で計算し求めた。
ポリビニルピロリドンの含有量(質量%)=窒素含有量(質量%)×111/14
【0164】
19、中空糸膜外表面の開孔率
中空糸膜外表面を10,000倍の電子顕微鏡で観察し写真(SEM写真)を撮影する。その画像を画像解析処理ソフトで処理して中空糸膜外表面の開孔率を求めた。画像解析処理ソフトは、例えばImage Pro Plus (Media Cybernetics,Inc.)を使用して測定する。取り込んだ画像を孔部と閉塞部が識別されるように強調・フィルタ操作を実施する。その後、孔部をカウントし、孔内部に下層のポリマー鎖が見て取れる場合には孔を結合して一孔とみなしてカウントする。測定範囲の面積(A)、および測定範囲内の孔の面積の累計(B)を求めて開孔率(%)=B/A×100で求めた。これを10視野実施してその平均を求めた。初期操作としてスケール設定を実施するものとし、また、カウント時には測定範囲境界上の孔は除外しないものとする。
【0165】
20、中空糸膜の膜厚み
倍率200倍の投影機で中空糸膜の断面を投影し、各視野内で最大、最小、中程度の大きさの中空糸膜の内径(A)および外径(B)を測定し、各中空糸膜の膜厚を次式で求め、
膜厚=(B−A)/2
30視野90個の中空糸膜の膜厚の平均を算出した。
【0166】
21、エンドトキシン濃度
エンドトキシン濃度200EU/Lの透析液をモジュールの透析液入り口より流速500ml/minで送液し、中空糸膜の外側から内側へエンドトキシンを含有する透析液をろ過速度15ml/minで2時間ろ過を行い、中空糸膜の外側から中空糸膜の内側へろ過された透析液を貯留し、該貯留液のエンドトキシン濃度を測定した。エンドトキシン濃度はリムルスESIIテストワコー(和光純薬工業社製)を用い、取り説の方法(ゲル化転倒法)に従って分析を行った。
【0167】
(実施例1)
ポリエーテルスルホン(住化ケムテックス社製、スミカエクセル(登録商標)5200P)1質量部、ポリビニルピロリドン(BASF社製コリドン(登録商標)K−90)0.145質量部、DMAc1.5質量部を2軸のスクリュータイプの混練機で混練した。得られた混練物をDMAc2.96質量部および水0.17質量部を仕込んだ攪拌式の溶解機に添加し、3時間攪拌して溶解した。混練および溶解は内温が30℃以上に上がらないように冷却した。ついで真空ポンプを用いて系内を−500mmHgまで減圧した後、密閉し15分間放置した。この操作を3回繰り返して製膜溶液の脱泡を行った。なお、上記ポリビニルピロリドンとしては、過酸化水素含有量110ppmのものを用い、供給タンクや前記の溶解槽を窒素ガス置換した。また、溶解時のフルード数および撹拌レイノルズ数はそれぞれ1.1および120であった。製膜溶液を20μm、5μmの2段の焼結フィルターに順に通した後、75℃に加温したチューブインオリフィスノズルから中空形成剤として予め−700mmHgで30分間脱気処理した50℃の60質量%DMAc水溶液を用いて吐出、紡糸管により外気と遮断された400mmの乾式部を通過後、60℃の20質量%DMAc水溶液中で凝固させ、湿潤状態のまま綛に捲き上げた。使用したチューブインオリフィスノズルのノズルスリット幅は、平均60μmであり、最大61μm、最小59μm、スリット幅の最大値、最小値の比は1.03、ドラフト比は1.2であった。
【0168】
該中空糸膜10000本を中空糸膜側表面が梨地加工された厚み0.2mmのポリエチレン製のフィルム(誘電率2.3、誘電正接0.0002、誘電率と誘電正接との積0.00046)よりなる断面形状が円形の中空状の包装体(外径36mm)に挿入した後、270mmの長さに切断した。該中空糸膜を拘束した包装体をトレーの上面に包装体の形状に合わせた半円形の窪みを付けたガラス転移温度225℃、誘電率3.5、誘電正接0.0035、誘電率と誘電正接との積0.01225であるポリエーテルスルホン樹脂製のトレーの窪みの部分に入れて遠心洗浄、脱水機にセットした。単位トレーの幅方向長さは210mmとし、トレーの中心部に幅46mmの空間を設け、その左右にそれぞれ2本づつの中空糸膜を中心間距離41mmで配置した。
【0169】
洗浄条件は、エンドトキシンフィルターを通過させた洗浄液を90℃に加熱後3.5L/minで噴射した。噴射角度40°の洗浄ノズルを図6の様に単位トレーに対してそれぞれ2個になるように配置し、約51°間隔で7単位トレー×7段の計98個の噴射ノズルを配し、中空糸端面との最短距離を55mmとし、中空糸膜束の端面での洗浄液の噴射形状が保護パイプの外径の約1.2倍になるようにした。縦断面でのポリプロピレン製パイプ中心軸と洗浄ノズルの中心軸とが一致するように配置した。回転テーブルを30rpmで回転させながら20分間洗浄し、25℃の水を7L/minで噴射し、回転テーブルを30rpmで回転させながら5分間冷却した。脱水条件は、140rpmで回転テーブルを回転させ20分間液切りをした。得られた全中空糸膜束の含水率は275±25質量%の範囲に入っていた。
【0170】
この様にして得られた中空糸膜の残溶媒量は、液体クロマトグラフィー分析の検出限界である0.5ppm以下であった。エンドトキシンに関しても洗浄後の中空糸膜束の抽出液からはエンドトキシンが検出されなかった。洗浄後の廃液からはエンドトキシンが検出され、エンドトキシンの洗浄除去にも効果がみられた。また、脱水直後の中空糸膜束全数の外観検査を目視で行なったが、中空糸膜が曲がったり、折れたりするものがなく良好な品質のものが得られた。
【0171】
得られた脱水中空糸膜をトレーごと取り出し、マイクロ波発振器を加熱オーブンの側壁に設置し、マイクロ波が水平方向に発振でき、オーブン内部に水平の回転照射台を有し、遠赤外線ヒーターおよびオーブンを減圧にするための排気系を有したマイクロ波乾燥機の照射台上に中空糸膜の長手方向が水平になる方向で前記の単位トレーを2段重ねで配置し1組のセットトレーとした5組のセットトレーを略等間隔で中空糸膜が回転中心からみて略放射状になるように配置した。上下の中心間距離は41mmであった。1組のセットトレーおよび中空糸膜の配置の概念図を図5に示す。該照射台は金属製の保持治具の上に厚みが6mmのポリプロピレン製の板が固定された構造で、照射台はセットトレーの高さ方向の中心点がマイクロ波発振器の導波管の中心部になるように設置した。
【0172】
該照射台を8rpmで回転させながら、以下の条件で乾燥した。7kPaの減圧下、1.5kWの出力で25分間中空糸膜を加熱した後、マイクロ波照射を停止すると同時に減圧度1.5kPaに上げ3分間維持した。つづいて減圧度を7kPaに戻し、かつマイクロ波を照射し0.5kWの出力で8分間中空糸膜を加熱した後、マイクロ波を切断し減圧度を上げ0.7kPaを3分間維持した。さらに減圧度を7kPaに戻し、0.2kWの出力で5分間マイクロ波の照射を行い中空糸膜の加熱をした。マイクロ波照射終了後の中空糸膜中の含水率は14質量%であった。マイクロ波切断後、減圧度を0.5kPaに上げ、遠赤外線のみを照射し、10分間維持することにより中空糸膜の乾燥を終了した。なお、乾燥中は全期間に渡り乾燥オーブンの中心部に設けた熱電対で検出される温度で50℃になるように遠赤外線ヒーターの出力調整をした。この際の中空糸膜表面の最高到達温度は65℃であった。なお、上記のマイクロ波乾燥機のマイクロ波発振器の導波管はマイクロ波の進行方向に向かい断面積が段々大きくなりかつ導波管出口に円錐形の反射板が円錐の頂点が導波管内部に向く方向で設置された構造を有しており、照射されるマイクロ波のEr/Eiは0.05であった。また、乾燥前の中空糸膜の含水率は約340質量%であった。最終の乾燥上がりの含水率は2.5質量%であった。含水率の管理は最外側の1本の中空糸膜に注目して行った。1バッチの全中空糸膜の含水率は2.3〜2.7質量%の範囲に入っており中空糸膜間の乾燥の均一性は良好であった。得られた中空糸膜の内径は198μm、膜厚は28μmであった。包装体中の乾燥中空糸膜の充填率は50容量%であった。紡糸工程中、中空糸膜が接触するローラーは全て表面が鏡面加工されたもの、ガイドは全て表面が梨地加工されたものを使用した。
【0173】
1組のセットトレーより無作為に1本の乾燥された中空糸膜を選択し外周部と内周部との中空糸膜長さの平均値の差を求めた。中空糸膜の収縮変動は小さく0.5mm以下であった。また、別のサンプルで中空糸膜の外周部(半径で1/4の範囲)の中空糸膜をサンプリングし、該サンプルを長手方向に2.7cmずつ10個に等分し、各々の部位から乾燥状態の中空糸膜1gづつをはかりとり、含水率を測定した。また、透析型人工腎臓装置製造承認基準試験に準じて抽出液を得、抽出液中の過酸化水素溶出量およびUV(220−350nm)吸光度を測定した。含水率の変動は小さかった。また、過酸化水素溶出量およびUV(220−350nm)吸光度の最大値は全部位において低レベルで安定していた。また、乾燥上がりの中空糸膜長は265mmと想定して湿潤状態の中空糸膜の長さを270mmに設定して乾燥した。これらの結果を表1〜3に纏めた。また、得られた中空糸膜の1サンプルを乾燥状態で保存し保存安定性を評価した。乾燥状態での保存安定性は良好であり3ヶ月間保存後の中空糸膜を10等分した各部位より得られた抽出液のUV(220−350nm)吸光度の最大値は0.03であり、最大値で見ても基準値の0.10以下が維持されていた。さらに、各部位のUV吸光度レベルは低レベルで安定していた。
【0174】
上記方法で得られたポリエチレンフィルムで拘束された乾燥中空糸膜を内径31mm、長さ255mmのモジュール容器に挿入し、中空糸膜を固定しながらポリエチレン製のフィルムよりなる包装体を抜き取った。この状態で容器の両端を目止め治具を取り付け、遠心接着機にセットした。遠心接着機を500rpmで回転させながら、透析液導入口6aおよび6bよりポッティング剤(三洋化成社製の二液硬化型ポリウレタン樹脂、主剤:ポリメディカMA−200、硬化剤:ポリメディカMB−200、配合比:52/48、二液混合2分後の粘度:1400mPa・s)を25℃にて1端面当り0.8g/秒で20gを注入した。50℃で30分間キュアリングをして遠心接着機を停止した。このモジュールを取り出し、室温で1晩ポストキュアーした。端面を切削、開口して中空糸膜モジュールを得た。
【0175】
該モジュールを汎用タイプの脱酸素剤(王子タック株式会社製タモツ(登録商標))2個および細孔容積1.05cc/g、表面積320m2/g、粒径8メッシュのシリカゲルに塩化カルシウムを10質量%担持した改良シリカゲルBを紙パックに封入した調湿剤とともに外層がポリエステルフイルム、中間層がアルミ箔、内層がポリエチレンフイルムよりなる酸素透過率および水蒸気透過率がそれぞれ1cm3/m2・24h・MPa(20℃,90%RH)以下および5g/m2・24h・MPa(40℃,90%RH)以下のアルミラミネートシートよりなる包装袋にて熱シール法でシールし密封した。調湿剤は、事前に相対湿度85%RHの環境で24時間シーズニングしたものを用いた。包装体を室温で72時間保存した後に、25kGyのγ線を照射し滅菌を行った。滅菌処理品と同時に密封した包装体の包装袋内の酸素濃度を測定したところ0.1容量%以下であり実質的な無酸素状態になっていた。また、相対湿度は75%RHであった。
【0176】
本実施例で得られた乾燥中空糸膜は上記乾燥工程での中空糸膜の折れ曲がり等の変形がなく、中空糸膜内の中空糸膜の配列乱れも少なく、かつ、部分固着も発生していないので包装体の抜き取りがスムーズに行うことができた。また、接着処理の作業性も良好であった。接着端面の中空糸膜断面観察による傾き中空糸膜および潰れ中空糸膜本数はゼロであった。また、上記方法で評価した目詰まり中空糸膜も検出されなかった。従って、残血中空糸膜もなく高品質であった。
【0177】
該モジュールに、クエン酸を添加した新鮮牛血を血液流量200mL/min、ろ過速度10mL/min(m2)でモジュールに流したが、中空糸膜同士の固着による接着不良や血液リークはみられなかった。これらの結果を表4に示した。
【0178】
また、上記モジュールを室温で1年間保存した。保存後のモジュールより中空糸膜を切り出し、溶出物試験に供したところUV(220−350nm)吸光度は最大値で見ても0.04であり透析型人工腎臓装置製造承認基準値である0.10以下が維持されていた。
【0179】
以下の実施例および比較例においても、各種の特性値評価は特に断らない限り、本実施例と同様に1組のセットトレーより無作為に選んだ中空糸膜でおこなった。
【0180】
【表1】
【0181】
【表2】
【0182】
【表3】
【0183】
【表4】
【0184】
(比較例1)
実施例1において、湿潤状態の中空糸膜束を拘束する包装体およびトレーの材料を、ガラス転移温度150℃、誘電率2.9、誘電正接0.009、誘電率と誘電正接の積0.0261のポリカーボネート樹脂に変更する以外は、実施例1と同様にして比較例1の中空糸膜を得た。本比較例の場合は、トレー材料のガラス転移温度が高いので洗浄、脱水工程においては問題が発生しないが、包装体およびトレーがマイクロ波の透過性の低いポリカーボネート樹脂よりなるために、該包装体およびトレーのマイクロ波による発熱が大きく、中空糸膜外周部と内周部の中空糸膜の温度差が大きくなり、このことにより収縮率に差が生じ、該発熱の影響の大きい外周部の中空糸膜の収縮が内周部の中空糸膜の収縮より大きくなるために、それぞれの平均中空糸膜長さの差が4mmにもなった。
【0185】
また、本比較例で得られた乾燥中空糸膜の含水率、過酸化水素溶出量およびUV吸光度測定値を表1〜3に示す。ここで、過酸化水素溶出量およびUV吸光度は、中空糸膜の外周部(半径で1/4の範囲)の中空糸膜について評価したものである。本比較例の方法では、上記の中空糸膜の外周部の温度上昇により中空糸膜構成成分のポリビニルピロリドンの劣化が増大し、かつ中空糸膜の長手方向の乾燥の均一性が低下するので、本比較例で得られた中空糸膜の過酸化水素溶出量はレベルが高く、かつ過酸化水素溶出量のサンプリング個所による変動が大きく低品質であった。さらに、本比較例の中空糸膜は過酸化水素溶出量が高いため、保存安定性が劣っていた。本比較例で得られた乾燥状態の中空糸膜は、約30日の保存で、UV(220−350nm)吸光度が0.10を超えてしまった。また、乾燥上がりの中空糸膜のUV(220−350nm)吸光度のサンプリング部位による変動が大きく、部分固着の発生があり、モジュール組み立ての作業性が劣っていた。
【0186】
また、実施例1と同様の方法でモジュールを組み立てたが、目詰まり中空糸膜本数が多数検出された。このため、残血中空糸膜が発生し低品質であった。さらに、実施例1と同様の方法で滅菌処理した後のモジュールに充填されている中空糸膜は過酸化水素溶出量レベルが高くモジュールの保存安定性が劣り、UV(220−350nm)吸光度の平均値は約2ヶ月で透析型人工腎臓装置製造承認基準値の0.10を超えてしまった。これらの結果を表1〜4に示す。
【0187】
(比較例2)
比較例1において、中空糸膜束が照射台に対して垂直(すなわち中空糸膜束を立てた状態)になるようにトレーの配置方向を変更する以外は、比較例1と同様にして比較例2の中空糸膜を得た。本比較例で得られた中空糸膜は、比較例1で得られた課題に加えて、中空糸膜束を垂直に配置したために、本比較例で得られた乾燥中空糸膜は座屈により折れ曲がり糸が発生していた。そのために本発明で得られた中空糸膜モジュールは傾き中空糸膜や潰れ中空糸膜が増大し、残血性がさらに悪化した。結果を表1〜4に示す。
【0188】
(比較例3)
実施例1の方法において、洗浄を行わないこと以外は、実施例1と同様にして比較例3の中空糸膜を得た。得られた乾燥後の中空糸膜束には固着が観察され、中空糸膜モジュールを組立てる際、端部接着樹脂が中空糸膜間にうまく入らず中空糸膜モジュールを組み立てることが出来なかった。
【0189】
(実施例2)
実施例1と同様の方法でポリエーテルスルホン(住化ケムテックス社製、スミカエクセル(登録商標)4800P)18質量%、ポリビニルピロリドン(BASF社製コリドン(登録商標)K−90)3.8質量%、ジメチルアセトアミド(DMAc)73.2質量%、水5質量%からなる製膜溶液を得た。なお、上記ポリビニルピロリドンとしては、過酸化水素含有量90ppmのものを用いた。得られた製膜溶液を15μm、15μmの2段のフィルターに通した後、70℃に加温したチューブインオリフィスノズルから中空形成剤として予め−700mmHgで2時間脱気処理した60℃の50質量%DMAc水溶液と同時に吐出し、紡糸管により外気と遮断された350mmのエアギャップ部を通過後、60℃の水中で凝固させた。使用したチューブインオリフィスノズルのノズルスリット幅は、平均45μmであり、最大45.5μm、最小44.5μm、スリット幅の最大値、最小値の比は1.02、ドラフト比は1.3であった。凝固浴から引き揚げられた中空糸膜は85℃の水洗槽を45秒間通過させ溶媒と過剰のポリビニルピロリドンを除去した後巻き上げた。
【0190】
該中空糸膜10,080本を中空糸膜束側表面が梨地加工された厚み0.2mmのポリプロピレンフィルム(誘電率:2.2、誘電正接:0.0002、誘電率と誘電正接との積:0.00044)よりなる断面形状が円形の中空状の包装体(直径36mm)よりなる包装体に挿入した後、実施例1と同様の方法で洗浄、脱水を行った。引き続き、実施例1の乾燥法に準じた方法で乾燥し含水率3.0質量%の中空糸膜を得た。紡糸工程中の糸道変更のためのローラーは表面が鏡面加工されたものを使用し、固定ガイドは表面が梨地処理されたものを使用した。得られた中空糸膜の内径は199μm、膜厚は27μmであった。実施例1と同様に1バッチの全中空糸膜間の含水率の変動は小さかった。
【0191】
本実施例で得られた中空糸膜は実施例1の中空糸膜と同様に高品質であった。結果を表1〜3に示す。
また、得られた乾燥中空糸膜を用いて実施例1と同様の方法によりモジュールを得、滅菌処理を行った。得られたモジュールも実施例1で得られたモジュールと同様に高品質であった。結果を表4に示す。
【0192】
(比較例4)
実施例2の方法において、ガラス転移温度が−120℃、誘電率2.3、誘電正接0.0002、誘電率と誘電正接との積0.00046であるポリエチレン樹脂製のトレーに変更する以外は、実施例2と同じ方法で洗浄したが、洗浄液の熱でトレーが変形し、トレーの積み上げセットがうまくできなくなるために繰り返し使用ができなかった。
【0193】
(比較例5)
比較例4の方法で、単位トレーの中心部の空間にも1本の中空糸膜を配置し、5本の中空糸膜を中心間距離41mmで並列に固定するように変更し、かつ洗浄水の温度を室温に変更する以外は、実施例2と同様にして比較例5の乾燥中空糸膜を得た。1組のセットトレーおよび中空糸膜の配置の概念図を図7に示す。乾燥は単位トレーの中央部に位置する中空糸膜の含水率に注目して制御した。1組のセットトレーの外側部の中空糸膜の含水率は、全てが0.4質量%であり過乾燥になっていた。各種特性値はこの最外部の中空糸膜束について評価した。本比較例で得られた中空糸膜は洗浄が不十分であり、中空糸膜外表面のポリビニルピロリドン含有率が高く、中空糸膜同士の固着が見られた。また過乾燥のために、中空糸膜中のポリビニルピロリドンの劣化が激しく、過酸化水素抽出量が多かった。そのために、中空糸膜モジュールの保存安定性が劣っていた。さらに、エンドトキシン透過試験の結果、中空糸外側から中空糸内側にろ過されたエンドトキシンが検出された。外表面PVP量が多いためエンドトキシンが透過し易くなったものと推測する。結果を表1〜4に示す。
【0194】
(比較例6)
比較例5の方法において、乾燥をセットトレーの最外部の一本の中空糸膜の含水率に注目して制御した。含水率が2.5質量%になった時点で乾燥を停止した。中央部の中空糸膜束の含水率は7質量%であり乾燥不足であった。この中心部の中空糸膜は、実施例1と同様にしてモジュールの組み立てを行った所、ウレタン樹脂が発泡し、接着不良を起こしてしまった。これは、中空糸膜束を接近して配置したため、中央部の中空糸膜束にマイクロ波が到達しない部分があったためと推測する。
【0195】
(実施例3)
実施例1と同様の方法で、ポリスルホン(アモコ社製P−3500)18質量%、ポリビニルピロリドン(BASF社製コリドン(登録商標)K−60)9質量%、ジメチルアセトアミド(DMAc)68質量%、水5質量%よりなる製膜溶液を得た。なお、上記ポリビニルピロリドンとしては、過酸化水素含有量100ppmのものを用いた。得られた製膜溶液を15μm、15μmの2段のフィルターに通した後、40℃に加温したチューブインオリフィスノズルから中空形成剤として予め減圧脱気した60℃の35質量%DMAc水溶液と同時に吐出し、紡糸管により外気と遮断された600mmのエアギャップ部を通過後、50℃の水中で凝固させた。使用したチューブインオリフィスノズルのノズルスリット幅は、平均60μmであり、最大61μm、最小59μm、スリット幅の最大値、最小値の比は1.03、ドラフト比は1.1であった。凝固浴から引き揚げられた中空糸膜は85℃の水洗槽を45秒間通過させ溶媒と過剰のポリビニルピロリドンを除去した後巻き上げた。該中空糸膜をトレーの材質をガラス転移温度190℃、誘電率3.1、誘電正接0.005、誘電率と誘電正接との積0.01550であるポリスルホン樹脂製に変更する以外は、実施例1と同様の方法で洗浄、脱水および乾燥し含水率2.0質量%の乾燥中空糸膜を得た。紡糸工程中の糸道変更のためのローラーは表面が鏡面加工されたものを使用し、固定ガイドは表面が梨地加工されたものを使用した。得られた中空糸膜の内径は201μm、膜厚は44μmであった。実施例1と同様にセットトレー内の全中空糸膜間の含水率の変動は小さかった。
【0196】
本実施例で得られた中空糸膜は実施例1の中空糸膜と同様に高品質であった。結果を表1〜3に示す。
また、得られた乾燥中空糸膜を用いて実施例1と同様の方法によりモジュールを得、滅菌処理を行った。得られたモジュールも実施例1で得られたモジュールと同様に高品質であった。結果を表4に示す。
【0197】
(実施例4)
実施例1と同様の方法で、ポリスルホン(アモコ社製P−1700)17質量%、ポリビニルピロリドン(BASF社製コリドン(登録商標)K−60)5質量%、ジメチルアセトアミド(DMAc)73質量%、水5質量%よりなる製膜溶液を得た。なお、上記ポリビニルピロリドンとしては、過酸化水素含有量120ppmのものを用いた。得られた製膜溶液を15μm、15μmの2段のフィルターに通した後、40℃に加温したチューブインオリフィスノズルから中空形成剤として減圧脱気された65℃の35質量%DMAc水溶液と同時に吐出し、紡糸管により外気と遮断された600mmのエアギャップ部を通過後、50℃の水中で凝固させた。使用したチューブインオリフィスノズルのノズルスリット幅は、平均60μmであり、最大61μm、最小59μm、スリット幅の最大値、最小値の比は1.03、ドラフト比は1.2であった。凝固浴から引き揚げられた中空糸膜は85℃の水洗槽を45秒間通過させ溶媒と過剰のポリビニルピロリドンを除去した後巻き上げた。紡糸工程中の糸道変更のためのローラーは表面が鏡面加工されたものを使用し、固定ガイドは表面が梨地加工されたものを使用した。該中空糸膜を実施例3と同様の方法で洗浄、脱水および乾燥した。得られた中空糸膜の内径は201μm、膜厚は43μmであった。実施例1と同様に1バッチの全中空糸膜間の含水率の変動は小さかった。
【0198】
本実施例で得られた中空糸膜は実施例1の中空糸膜と同様に高品質であった。結果を表1〜3に示す。
また、得られた乾燥中空糸膜を用いて実施例1と同様の方法によりモジュールを得、滅菌処理を行った。得られたモジュールも実施例1で得られたモジュールと同様に高品質であった。結果を表4に示す。
【0199】
(比較例7)
実施例4の方法において、湿潤状態の中空糸膜を拘束する包装体およびトレーの材料を、ガラス転移温度80℃、誘電率3、誘電正接0.01、誘電率と誘電正接の積0.030の塩化ビニル樹脂に変更する以外は、実施例4と同様にして比較例7の中空糸膜を得た。本比較例で得られた中空糸膜およびモジュールは比較例1で得られた中空糸膜やモジュールと同様に低品質であった。
【0200】
(実施例5)
実施例1において、ポリエーテルスルホン樹脂製のトレーの構造を中空糸膜が上下、左右共に中心間距離54mmでそれぞれ3本づつ挿入固定できる中空状の空間を有したものに変えて、この空間に9本のポリエチレン製フィルムよりなる包装体で拘束された中空糸膜を挿入、固定するように変更する以外は、実施例1と同様にして実施例5の中空糸膜を得た。1組のセットトレーおよび中空糸膜の配置の概念図を図8に示す。実施例1と同様に1バッチの全中空糸膜間の含水率の変動は小さかった。
本実施例で得られた中空糸膜は実施例1の中空糸膜と同様に高品質であった。結果を表1〜3に示す。また、得られた乾燥中空糸膜を用いて実施例1と同様の方法によりモジュールを得、滅菌処理を行った。得られたモジュールも実施例1で得られたモジュールと同様に高品質であった。結果を表1〜4に示す。
【0201】
(比較例8)
実施例5の方法で、トレーの材質をガラス転移温度が−120℃、誘電率2.3、誘電正接0.0002、誘電率と誘電正接との積0.00046であるポリエチレン樹脂製のトレーに変えて、かつ中空糸膜の中心間距離を全て41mmに縮め、さらに、洗浄水の温度を室温に変更する以外は、実施例5と同様にして比較例8の乾燥中空糸膜を得た。1セットのトレーおよび中空糸膜の配置の概念図を図9に示す。乾燥は単位トレーの中央部に位置する中空糸膜の含水率に注目して制御した。1組のセットトレーの外側部の中空糸膜の含水率は、全てが0.4質量%であり過乾燥になっていた。各種特性値はこの最外部の中空糸膜束について評価した。本比較例で得られた中空糸膜は洗浄が不十分であり、中空糸膜外表面のポリビニルピロリドン含有量が高く、中空糸膜同士の固着が見られた、また過乾燥のために、中空糸膜中のポリビニルピロリドンの劣化が激しく、過酸化水素溶出量が多かった。そのために、中空糸膜モジュールの保存安定性が劣っていた。さらに、エンドトキシン透過試験の結果、中空糸外側から中空糸内側にろ過されたエンドトキシンが検出された。外表面PVP量が多いためエンドトキシンが透過し易くなったものと推測する。結果を表1〜4に示す。
【0202】
(比較例9)
比較例8の方法において、乾燥をセットトレーの外周部のコーナーの一本の含水率に注目して制御した。中空糸膜1本の含水率が2.5質量%になった時点で乾燥を停止した。中心部の中空糸膜の含水率は9質量%であり乾燥不足であった。この中心部の中空糸膜は、実施例1と同様にしてモジュールの組み立てを行った所、ウレタン樹脂が発泡し、接着不良を起こしてしまった。
【産業上の利用可能性】
【0203】
本発明の中空糸膜の製造方法は、洗浄、脱水および乾燥工程において、中空糸膜を同一のトレーに固定して処理するので、これらの工程の作業性を大幅に向上させることができるという利点を有する。また、該トレーとして特定された特性の樹脂よりなるものを使用するため、これらの工程における中空糸膜の変形や変質が抑制され、高品質な中空糸膜を得ることができるという利点を有する。
例えば、本発明の中空糸膜の乾燥方法は、従来公知技術であったマイクロ波乾燥を採用しており、従来公知の中空糸膜束内に気体を通過させ乾燥の均一化を図る通風方式を併用することも可能ではあるが、あえて使用しなくても十分な乾燥が遂行できるので、この通風を施すための治具が不要で乾燥機の構造が簡略化される上に、被乾燥中空糸膜束をこの通風を施すための治具に固定する必要がないので被乾燥中空糸膜の乾燥機へ配置する作業性が向上する。また、従来公知技術の課題であった被乾燥中空糸膜の配置方向や通風の不均一性等による乾燥工程における被乾燥中空糸膜の折れ、配列乱れ等の中空糸膜の変形や収縮斑が抑制されるので、本発明方法で乾燥された乾燥中空糸膜は、例えば、モジュールの組み立て工程におけるモジュール容器への中空糸膜束の挿入性が向上すると共に、次工程のモジュールの組み立て時の接着作業が向上する。さらに、変形や収縮斑に起因した傾き中空糸膜、潰れ中空糸膜および目詰まり中空糸膜等の欠点中空糸膜の発生が抑制され、これらの欠点により引き起される残血性が改善されるという利点がある。また、中空糸膜の折れや傷発生が抑制されるので、血液リーク性が改善される。また、本発明においては湿潤状態の中空糸膜束が中空状の包装体で拘束されているので、被乾燥中空糸膜束をトレーに固定する作業性が向上する上に、乾燥された中空糸膜束を用いて組立てるモジュールに装填する本数単位として中空状の包装体で拘束されており、乾燥された中空糸膜束をそのままモジュール容器に装填し、その後に包装体を抜き取ることにより中空糸膜束をモジュール用容器に装填することができ、該装填の作業性が大幅に向上でき、装填時の欠点糸の発生が抑制されるという利点がある。
【0204】
さらに、従来公知技術の課題であった通風方向、すなわち、中空糸膜束の長手方向における乾燥の不均一化が改善されるので、ポリビニルピロリドンの局所的な劣化が低減され、該劣化により生成する過酸化水素溶出量が抑制される。従って、本発明により得られた中空糸膜は、該過酸化水素により引起されるポリビニルピロリドン等の劣化が抑制されるので、長期保存をしても透析型人工腎臓装置製造承認基準であるUV(220−350nm)吸光度の平均値を0.10以下に維持することができる利点がある。また、該乾燥の均一化により中空糸膜の長手方向におけるポリビニルピロリドンの劣化の変動が小さく、中空糸膜の長手方向における上記のUV(220−350nm)吸光度変動が抑制され、中空糸膜の含水率が適度な範囲に設定されており、かつその変動率が抑制されているので、これらの変動により引き起こされる中空糸膜の部分固着の発生が抑制され、モジュール組み立て性の優れた中空糸膜が安定して製造できるという特徴を有する。また、該中空糸膜の長手方向におけるUV(220−350nm)吸光度変動の抑制は、血液浄化用に使用した場合の安全性の向上にも繋がる。従って、慢性腎不全の治療に用いる高透水性を有するモジュール等に用いられる中空糸膜の製造方法として好適であるいう利点がある。
従って、産業界に寄与することが大である。
【図面の簡単な説明】
【0205】
【図1】縦断面方向での中空糸膜束と洗浄ノズルの関係を示す図。
【図2】横断面方向での中空糸膜束と洗浄ノズルの関係を示す図。
【図3】モジュールの断面図。
【図4】傾き中空糸膜の割合評価法の概念図。
【図5】実施例1における1セットのトレーおよび中空糸膜の配置図。
【図6】中空糸膜束を並列に配した場合の中空糸膜束と洗浄ノズルの関係を示す図。
【図7】比較例2における1セットのトレーおよび中空糸膜の配置図。
【図8】実施例5における1セットのトレーおよび中空糸膜の配置図。
【図9】比較例8および9における1セットのトレーおよび中空糸膜の配置図。
【符号の説明】
【0206】
1:モジュール
2:容器
3:中空糸膜束
4:接着樹脂
5:キャップ
6a:透析液導入口
6b:透析液排出口
7a:血液導入口
7b:血液排出口
8:トレー
9:テーブル
10:洗浄ノズル
【技術分野】
【0001】
本発明は、中空糸膜の製造方法における中空糸膜の洗浄、脱水および乾燥方法に関するものである。より詳しくは、中空糸膜を遠心力を利用して洗浄、脱水する工程に引き続きマイクロ波照射による乾燥工程を経て中空糸膜を製造する方法において、高品質な中空糸膜が経済的に製造できる中空糸膜の製造方法に関するものである。
【背景技術】
【0002】
近年、選択的な透過性を有する中空糸膜を利用する技術がめざましく進歩し、これまでに気体や液体の分離フィルター、医療分野における血液透析器、血液濾過器、血液成分分離フィルター等の広範な分野での実用化が進んでいる。該中空糸膜の材料としては、セルロース系(再生セルロース系、酢酸セルロース系、化学変性セルロース系等)、ポリアクリロニトリル系、ポリメチルメタクリレート系、ポリスルホン系、ポリエチレンビニルアルコール系、ポリアミド系等の樹脂が用いられてきた。このうちポリスルホン系樹脂は、その熱安定性、耐酸、耐アルカリ性に加え、製膜溶液に親水化剤を添加して製膜することにより、血液適合性が向上することから、半透膜素材として注目され研究が進められてきた。
【0003】
腎不全治療などにおける血液浄化療法では、血液中の尿毒素、老廃物を除去する目的で、透析膜や限外濾過膜を分離材として用いた血液透析器、血液濾過器あるいは血液透析濾過器などのモジュールが広く使用されている。特に中空糸型の膜を分離材として用いたモジュールは体外循環血液量の低減、血中の物質除去効率の高さ、さらにモジュール生産時の生産性などの利点から透析器分野での重要度が高い。
【0004】
上記の血液浄化器等に使用される中空糸膜モジュールに充填される中空糸膜は、その製造工程においては、中空糸膜の内部に残存する溶媒を取り除く洗浄工程、この洗浄された中空糸膜に含まれた洗浄液を分離する脱水工程および該脱水された中空糸膜を乾燥する乾燥工程が含まれる。
【0005】
洗浄方法として、次のような方式が知られている。
中空糸膜を洗浄ボックスに収納し、この洗浄ボックスを洗浄水が入れられた浸漬槽に浸漬する。そして、洗浄水を加熱保温するとともに浸漬槽内の洗浄水の入れ替えと、中空糸膜の脱水を数回繰り返すことにより、中空糸膜を洗浄する方法。
【0006】
また、紡糸された中空糸膜を、洗浄水が通過可能な洗浄ボックスに束状態で収納し、前記洗浄ボックスを回転させながら周囲より洗浄水を前記洗浄ボックスへ噴射して洗浄し、次いで脱水する中空糸膜の製造方法が開示されている(例えば、特許文献1参照)。
【特許文献1】特許第3147600号公報
【0007】
中空糸膜を熱水浴へ浸漬する方法は、洗浄水が中空糸膜の内部に通水されて溶媒が流出されるまでに要する時間や、浸漬水槽内の洗浄水を数回にわたって入れ替えるのに要する時間など、中空糸膜の洗浄に必要な処理時間が長く(例えば、12時間程度)かかる。また、浸漬水槽の内部では洗浄水が対流しにくいので、洗浄ムラが発生する恐れがある。また、洗浄水が中空糸膜の内部へ通水されにくく、溶媒も流出されにくいので、中空糸膜に対する洗浄水のしめる割合を大きくする必要があり、そのため大きな浸漬水槽を用いなければならない。さらに、洗浄水が大きな浸漬水槽へ数回入れ替えられるので、多量の洗浄水が消費され、洗浄するのにコストがかさむという問題点がある。
【0008】
また、特許文献1において開示された方法では、中空糸内面側へ積極的に洗浄水を供給することが出来ず、中空糸内面に溶媒が残留し易くなる問題点がある。さらに、100L以上の大量の洗浄水を中空糸に供給し、中空糸を回転させると中空糸に付着した洗浄水により発生する遠心力により糸が曲がったり、折れたりするため中空糸にダメージを与えてしまう。中空糸が曲がったり、折れたりした場合には、ろ過性能が低下するだけでなく、ろ過中に中空糸が破れ致命的な欠陥を生み出す可能性を持ってしまう問題がある。また、使用する洗浄水を循環して使用する構成では、洗浄した溶媒が再付着してしまい、洗浄効率が低下する問題を抱えている。
【0009】
さらに、従来の洗浄方法、装置は溶剤の除去を目指したものであり、透析中に患者の発熱の問題を引き起こすエンドトキシンに関してエンドトキシンを中空糸膜から除去するもしくは付着させないための方法が言及されていない。特に、特許文献1に示されている方法では、洗浄に用いた洗浄液を再度利用する循環方式で洗浄を行なうためエンドトキシンが再付着する可能性があり、さらに洗浄ラインをエンドトキシンで汚染してしまう問題に対しては全く配慮されていない。
【0010】
一方、中空糸膜を接着してモジュールを作製するためには中空糸膜を乾燥させる必要があるが、有機高分子よりなる多孔膜、なかでもポリスルホン系等の疎水性樹脂からなる透析膜、限外濾過膜は、製膜後に乾燥させると乾燥前に比べ著しく透水量が低下することが知られている。そのため膜は常に湿潤状態か、水に浸漬させた状態で取り扱う必要があった。
【0011】
この対策として従来よりとられてきた方法は、製膜後、乾燥前にグリセリン等の低揮発性有機液体を多孔膜中の空孔部分に詰めておくことであった。しかしながら、低揮発性有機液体は、一般に高粘度なため、洗浄除去に時間がかかり、膜をモジュール成型して洗浄後も微量ではあるが低揮発性有機液体由来の溶出物等(低揮発性有機液体と化学反応して生成した様々な誘導体)がモジュール封入液中にみられることに問題があった。
【0012】
低揮発性有機液体を用いずに乾燥させる方法として、低揮発性有機液体の代わりに塩化カルシウム等の無機塩を用いる方法が開示されているが、洗浄除去する必要性に変わりはない。また、微量であるとしても残存した無機塩が透析患者に与える悪影響が危惧される
(特許文献2参照)。
【特許文献2】特開平6−277470号公報
【0013】
また、膜の乾燥方法として、中空糸膜に対し水蒸気による湿熱処理を行いながらマイクロ波を照射する中空糸膜の製造方法が開示されている(特許文献3参照)。しかし、乾燥でありながら膜の変形を防ぐために水蒸気処理していることから乾燥時間を長くする必要があるなどの欠点があり、さらに、グリセリン等の低揮発性有機液体を付着させてからの乾燥であることから、膜からの溶出物を低減させるという目的は達成されない。
【特許文献3】特開平11−332980号公報
【0014】
低揮発性有機液体を用いずに乾燥処理をしたポリビニルピロリドンを含む親水化膜が開示されている(特許文献4および5参照)。これらには、血液から血漿成分を分離する性能が記載されているが、血漿タンパクが透過することから透析膜としては有効でないことが分かる。また、ポリビニルピロリドンを分解・変性させる温度で乾燥していることから、膜からの溶出物を低減させるという目的においては極めて好ましくない製法である。
【特許文献4】特開平8−52331号公報
【特許文献5】特公平8−9668号公報
【0015】
また、特定の性能を有する湿潤膜をグリセリン等の低揮発性有機液体に含浸せずに120℃以下の温度で乾燥して高性能な血液浄化膜を製造する方法が開示されている(特許文献6参照)。しかし、この方法は、糸束状にして乾燥した場合には、糸束の中心部と外周部の膜とでは若干の性能差が生じることが同一発明者等により明らかにされている。
【特許文献6】特許第3281364号公報
【0016】
特許文献6と同一発明者らにより特許文献5に開示されている乾燥方法の課題解決の方策として、マイクロ波を照射して乾燥する方法が開示されている(特許文献7〜10参照)。これらの方法は低揮発性有機液体に含浸せず乾燥する方法であり、かつ中空糸膜の分離性能を低下させずに乾燥できる点では好ましい方法である。しかしながら、これらの方法はいずれもが、中空糸膜内に気体を通風し乾燥の均一化を図る方法である。該方法は、マイクロ波照射機構に加え、中空糸膜内に気体を通風するための補助機構の設置が必要であり乾燥機の構造が複雑になるという課題を有する。また、該方法は中空糸膜内に気体を通風するための補助機構に被乾燥中空糸膜を固定する必要があり、該固定部の構造が複雑になり、かつ中空糸膜を所定の場所にセットしたり、通風量を制御したりする等乾燥の準備や乾燥操作が煩雑になるという課題を有する。
また、別の発明者により減圧により中空糸膜内部に空気を通過させながらマイクロ波を照射して中空糸膜を乾燥する方法が開示されている(特許文献11参照)。該方法も同様の課題を有する。
【特許文献7】特開2003−175320号公報
【特許文献8】特開2003−175321号公報
【特許文献9】特開2003−175322号公報
【特許文献10】特開2003−284931号公報
【特許文献11】特開平9−888号公報
【0017】
また、上記特許文献の方法は通風乾燥が併用されているために、通風乾燥において通風条件を厳密に制御しないと、中空糸膜内での通風の不均一性等により乾燥工程において被乾燥中空糸膜の収縮斑等の中空糸膜の変形差が発生し中空糸膜の折れ、配列乱れおよび糸長変動等が引き起こされる。中空糸膜の折れや配列乱れが発生するとモジュール化の折に接着剤による両端の包埋部の中空糸膜に傾きが生じ、例えば、血液浄化用に使用した場合に血液の偏流が起こり残血中空糸膜の発生に繋がる。また、中空糸膜の折れや配列乱れが発生するとモジュール組み立て工程におけるモジュールの容器への中空糸膜の挿入性が低下し、中空糸膜の傷や中空糸膜の断面が変形した潰れ糸が発生する。傷は血液リークに繋がる。また、潰れ糸は血液の偏流原因となり残血中空糸膜の発生に繋がる。糸長変動に関しては、収縮率が大きく糸長の短い中空糸膜が発生すると、接着剤による両端の包埋時に中空糸膜の中空部に接着剤が浸入し易くなり目詰まり中空糸膜の発生に繋がり、血液の偏流原因となり残血中空糸膜の発生が起こる。逆に、収縮率が低く糸長の長い中空糸膜が発生すると中空糸膜折れや配列乱れの発生に繋がり上記の課題が引き起こされる。
【0018】
また、上記特許文献の方法は中空糸膜素材の長期保存安定性に対する配慮が不足しておりその改善も必要である。中空糸膜を血液浄化療法用の分離膜として使用する場合は、親水性化合物の溶出が多くなると人体に取り異物である親水性化合物の長期透析時の体内蓄積が増え副作用や合併症等を引き起こす可能性があり透析型人工腎臓装置製造承認基準において中空糸膜の抽出液におけるUV(220〜350nm)吸光度の基準が設定されている。上記特許文献の方法においても、代表値の測定はされている。
本発明者等は、上記の透析型人工腎臓装置製造承認基準により定められた試験法で抽出された抽出液中には、従来公知のUV吸光度では測定できない過酸化水素が含まれていることを見出した。該過酸化水素が存在すると、例えばポリビニルピロリドンの酸化劣化を促進し、中空糸膜を保存した時にポリビニルピロリドンの溶出量が増加する事を見出した。さらに、過酸化水素は中空糸膜の特定部位に存在しても、その個所より中空糸膜素材の劣化反応が開始され中空糸膜の全体に伝播していくため、モジュールと用いられる中空糸膜の長手方向の存在量が全領域に渡り、一定量以下を確保する必要がある事を見出した。上記特許文献の方法で実施した場合は、該過酸化水素の溶出量が多くなり該中空糸膜を長期保存した場合にポリビニルピロリドンの酸化劣化が促進され、経時によりUV(220〜350nm)吸光度が増加するという課題が発生する。
【0019】
上記特許文献の方法で実施した場合は、通風の入り口側から出口側への中空糸膜の長手方向での乾燥の不均一化が起こり、過酸化水素が局所的に発生し上記課題の発生に繋がる。
【0020】
また、上記特許文献の方法で実施した場合は、通風の入り口側から出口側への中空糸膜の長手方向が乾燥の不均一化により、UV(220〜350nm)吸光度についても中空糸膜の長手方向の変動が大きいという課題が発生する。該変動は安全性の低下に繋がる。また、UV(220〜350nm)吸光度の変動は中空糸膜外表面のポリビニルピロリドンの表面濃度をも反映しており、湿潤状態の中空糸膜を乾燥した場合に乾燥上がりに中空糸膜表面のポリビニルピロリドン濃度の高い部分で部分的な中空糸膜同士のくっつき(固着)が発生するという課題に繋がる。該部分的な固着が発生するとモジュール組み立て性が悪化する等の問題に繋がるので改善が必要である。上記特許文献においては、これらの課題に対する配慮が全くなされていない。
【0021】
上記の課題を改善する方法として、湿潤状態の中空糸膜束をフィルムで包装し、乾燥機内の回転テーブル上に、該包装された湿潤状態の中空糸膜束をセットし、回転させながら減圧下でマイクロ波を照射して乾燥する方法が開示されている(特許文献12参照)。
しかしながら、該特許文献においては、前述の過酸化水素の生成抑制に関しては配慮がなされていない。
【特許文献12】特開2004−305997号公報
【0022】
上記の特許文献1の方法は、洗浄および脱水工程についての技術開示である。また、特許文献2〜11の方法は乾燥工程についての技術開示であり、これらの工程全体を通して品質向上やコスト低減に繋げる技術思想は開示されていない。
【発明の開示】
【発明が解決しようとする課題】
【0023】
従来技術に比して簡略化された方法により洗浄、脱水および乾燥工程における作業性を向上させ、かつこれらの工程での中空糸膜の変形を抑制するとともに乾燥の均一性の向上および乾燥工程における中空糸膜成分の劣化を低減し、高性能で、安全性が高く、かつ保存安定性やモジュール組み立て性に優れた中空糸膜が製造できるコストパフォーマンスの高い中空糸膜の製造方法を提供することにある。
【課題を解決するための手段】
【0024】
本発明は、複数本の中空糸膜が集束された中空糸膜束を遠心力を利用して洗浄、脱水する工程、引き続きマイクロ波照射により乾燥する工程を経て中空糸膜を製造する方法であって、該両工程においてガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下である樹脂よりなるトレーに中空糸膜束を収容し、トレーごと一連の処理を行うことを特徴とする中空糸膜の製造方法である。
この場合において、中空糸膜束をトレーに収容し、遠心洗浄機のテーブル上に回転中心からみて中空糸膜の長手方向が略放射状になるように配置し、該テーブルを回転させながら回転中心付近より洗浄水を前記のトレーに収容された中空糸膜に噴射しつつ中空糸膜を洗浄処理し、次いで洗浄水の供給を停止し脱水処理することが好ましい。
また、洗浄、脱水終了後の中空糸膜束の含水率が100〜600質量%であり、該工程の1バッチで処理される全中空糸膜束中の含水率の変動が平均含水率±15%以内であることが好ましい。
また、マイクロ波照射により乾燥する工程において、マイクロ波発振器がマイクロ波照射オーブンの側壁に設置され、回転機能を有する水平に設定された照射台を有し、かつ排気機能を有したマイクロ波照射オーブンの照射台上に上記洗浄、脱水された中空糸膜をトレーごと回転中心に対して略放射状になるように設置し、該照射台を回転させながら、20kPa以下の減圧下でマイクロ波を水平方向に発振し被乾燥中空糸膜にマイクロ波を照射することが好ましい。
また、マイクロ波発振器からオーブンに向かう入射波のエネルギーEiとオーブンで反射されオーブンより発振器に向かう反射波のエネルギーErとの比(Er/Ei)が0.2以下であるマイクロ波発振器を用いて中空糸膜にマイクロ波を照射し乾燥するのが好ましい。
また、前記のマイクロ波照射オーブンに遠赤外線照射ヒーターを設置し、中空糸膜中の含水率が10質量%以上の状態でマイクロ波照射を中止し、引き続き遠赤外線照射により乾燥するのが好ましい。
【発明の効果】
【0025】
本発明の中空糸膜の製造方法は、洗浄、脱水および乾燥工程において、中空糸膜を同一のトレーに固定して処理するので、これらの工程の作業性を大幅に向上させることができるという利点を有する。また、該トレーとして特定された特性の樹脂よりなるものを使用するため、これらの工程における中空糸膜の変形や変質が抑制され、高品質な中空糸膜を得ることができるという利点を有する。
例えば、本発明の中空糸膜の乾燥方法は、従来公知技術であったマイクロ波乾燥を採用しており、従来公知の中空糸膜束内に気体を通過させ乾燥の均一化を図る通風方式を併用することも可能ではあるが、あえて使用しなくても十分な乾燥が遂行できるので、この通風を施すための治具が不要で乾燥機の構造が簡略化される上に、被乾燥中空糸膜束をこの通風を施すための治具に固定する必要がないので被乾燥中空糸膜の乾燥機へ配置する作業性が向上する。また、従来公知技術の課題であった被乾燥中空糸膜の配置方向や通風の不均一性等による乾燥工程における被乾燥中空糸膜の折れ、配列乱れ等の中空糸膜の変形や収縮斑が抑制されるので、本発明方法で乾燥された乾燥中空糸膜は、例えば、モジュールの組み立て工程におけるモジュール容器への中空糸膜束の挿入性が向上すると共に、次工程のモジュールの組み立て時の接着作業が向上する。さらに、変形や収縮斑に起因した傾き中空糸膜、潰れ中空糸膜および目詰まり中空糸膜等の欠点中空糸膜の発生が抑制され、これらの欠点により引き起される残血性が改善されるという利点がある。また、中空糸膜の折れや傷発生が抑制されるので、血液リーク性が改善される。また、本発明においては湿潤状態の中空糸膜束が中空状の包装体で拘束されているので、被乾燥中空糸膜束をトレーに固定する作業性が向上する上に、乾燥された中空糸膜束を用いて組立てるモジュールに装填する本数単位として中空状の包装体で拘束されており、乾燥された中空糸膜束をそのままモジュール容器に装填し、その後に包装体を抜き取ることにより中空糸膜束をモジュール容器に装填することができ、該装填の作業性が大幅に向上でき、装填時の欠点糸の発生が抑制されるという利点がある。
【0026】
さらに、従来公知技術の課題であった通風方向、すなわち、中空糸膜束の長手方向における乾燥の不均一化が改善されるので、ポリビニルピロリドンの局所的な劣化が低減され、該劣化により生成する過酸化水素溶出量が抑制される。従って、本発明により得られた中空糸膜は、該過酸化水素により引起されるポリビニルピロリドン等の劣化が抑制されるので、長期保存をしても透析型人工腎臓装置製造承認基準であるUV(220−350nmの最大)吸光度の平均値を0.10以下に維持することができる利点がある。また、該乾燥の均一化により中空糸膜の長手方向におけるポリビニルピロリドンの劣化の変動が小さく、中空糸膜の長手方向における上記のUV(220−350nm)吸光度変動が抑制され、中空糸膜の含水率が適度な範囲に設定されており、かつその変動率が抑制されているので、これらの変動により引き起こされる中空糸膜の部分固着の発生が抑制され、モジュール組み立て性の優れた中空糸膜が安定して製造できるという特徴を有する。また、該中空糸膜の長手方向におけるUV(220−350nm)吸光度変動の抑制は、血液浄化用に使用した場合の安全性の向上にも繋がる。従って、慢性腎不全の治療に用いる高透水性を有するモジュール等に用いられる中空糸膜の製造方法として好適であるという利点がある。
【発明を実施するための最良の形態】
【0027】
以下、本発明を詳細に説明する。
本発明の中空糸膜の製造方法は、中空糸膜を遠心力を利用して洗浄、脱水する工程および引き続きマイクロ波照射により乾燥する工程を含むものであって、両工程においてガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下である樹脂よりなる同一のトレーに積載して処理することが好ましい。
【0028】
本発明における遠心力を利用して洗浄、脱水する工程の内容は限定されないが、中空糸膜を樹脂製の中空状の包装体で拘束し、該拘束された中空糸膜が固定できる樹脂製のトレーに固定、収納して回転可能なテーブルを有した遠心力洗浄機のテーブルにトレーを固定し、テーブルを回転させながら回転中心付近より洗浄水を前記のトレーに収納された中空糸膜に噴射しつつ中空糸膜を洗浄し、脱水する方法が好ましい。
【0029】
上記方法においては、上記工程と次工程であるマイクロ波乾燥工程を同一の樹脂製トレーを用いて処理することにより両工程における作業性を向上させることが、本発明の大きな特徴の一つである。この場合において、該樹脂製トレーの材質を上記2工程において必要な特性のものを選択することも本発明の特徴の一つである。
該樹脂の特性としては、ガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下であることが好ましい。
ガラス転移温度は100℃以上がより好ましく、110℃以上がさらに好ましい。ガラス転移温度が100℃未満の場合は、洗浄工程において洗浄に用いる温水によりトレーが熱変形し、繰り返し使用に耐えられない場合があるので好ましくない。
一方、1MHzでの誘電率と誘電正接の積が0.02以下であるという誘電率に関連する特性はマイクロ波乾燥工程において必要な特性である。0.018以下がより好ましく、0.016以下がさらに好ましい。
1MHzでの誘電率と誘電正接の積が0.02以下である樹脂を用いることによりマイクロ波の透過性が向上し、マイクロ波照射によるトレーの発熱が抑制され、水分を含んだ中空糸膜が選択的に加熱されるので中空糸膜の乾燥の均一性が向上すると共に、トレーの熱変形が抑制され、トレーの寿命延長に繋がるので好ましい。該樹脂としては上述のごとくポリエチレンやポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート系樹脂、ポリスルホン樹脂やポリエーテルスルホン樹脂等のポリスルホン系樹脂、ポリエーテルエーテルケトン樹脂およびポリイミド樹脂等が挙げられる。前記のもう一つの必要特性であるガラス転移温度の制約を加えるとポリスルホン樹脂やポリエーテルスルホン樹脂等のポリスルホン系樹脂、ポリエーテルエーテルケトン樹脂およびポリイミド樹脂等が選択される。これに対して、ポリ塩化ビニル樹脂、ポリメチルメタアクリレート樹脂およびポリカーボネート樹脂等の1MHzでの誘電率と誘電正接の積が0.02を超える樹脂を用いた場合は、マイクロ波の透過性が低下するためにトレーの発熱が増大し、トレーと接触している部分の包装体やその近傍の中空糸膜の温度が上昇し、その部分の中空糸膜中のポリビニルピロリドンの劣化の増大や中空糸膜の長手方向の乾燥の均一性が低下したり、中空糸膜の収縮が増大し、中空糸膜内での品質変動が増大するので好ましくない。
なお、前記のトレー用樹脂のガラス転移温度を100℃以上にすることは、マイクロ波乾燥工程における熱変形抑制にも繋がり、繰り返し使用によるトレーの寿命延長にも繋がるので好ましい。
【0030】
本発明においては、中空糸膜を樹脂製の中空状の包装体で拘束してトレーに固定するのが好ましい。このことにより中空糸膜の取り扱い性が向上し、配置の作業性が改善される。この場合の湿潤状態の中空糸膜の拘束は次工程のモジュール組み立てに配慮して行うのが好ましい。すなわち、モジュールに必要な単位の本数の中空糸膜をモジュール容器の内径より少し小さめの包装体で拘束し、乾燥された中空糸膜を包装体ごとにモジュール容器内に挿入し、挿入された状態で包装体のみを抜き出すことにより乾燥中空糸膜のモジュール容器への挿入の作業性や該作業における中空糸膜の傷発生等のトラブルの発生を抑制することができるので特に好ましい方法として推奨される。該方法においては、被乾燥中空糸膜の単位長さも得られた乾燥中空糸膜を充填するモジュール容器の長さに見合う長さに設定するのが好ましい。この場合、乾燥による中空糸膜の収縮度を配慮して被乾燥中空糸膜の長さの設定をすることが好ましい。
【0031】
湿潤状態の中空糸膜の長さの設定は、乾燥された中空糸膜を装填するモジュール容器長さをA(mm)、該モジュール組立て時の中空糸膜両端部の切り代の長さをB(mm)とした時に中空糸膜の乾燥上がりでA+B(mm)に設定するのが好ましい。
【0032】
また、中空状の包装体は断面形状が円形である樹脂よりなり、その外径が乾燥中空糸膜を装填するモジュール容器の内径の70〜99.9%であることが好ましい実施態様である。中空状の包装体の外径が乾燥中空糸膜を装填するモジュール容器の内径の80〜99.0%がより好ましく、90〜98.0%がさらに好ましい。99.9%を超えた場合は、該包装体のモジュール容器への装填が困難になるので好ましくない。逆に70%未満では、モジュール内の中空糸膜の占める空間が小さくなるため、モジュール容器内に無駄な空間が生じたり、中空糸膜のモジュール内での位置の偏りが生じ、例えば、血液浄化器として使用する場合に、透析液の偏流が起こり易くなり透析効率の低下に繋がることがある。また、中空糸膜を容器内に固定する接着工程の作業性も低下する。
【0033】
中空状の包装体の厚みは0.05〜1mmが好ましい。0.1〜0.8mmがより好ましく、0.15〜0.7mmがさらに好ましい。0.05mm未満では形状の保持性が低下し、変形しやすくなり中空糸膜の形状変形の発生や容器への装填の作業性の悪化に繋がるので好ましくない。逆に、1mmを超えた場合は、形状の保持性や装填の作業性の改善効果が飽和し過剰品質になる。
【0034】
中空状の包装体で拘束される中空糸膜の充填密度は、中空状の包装体の断面積に対して、拘束される中空糸膜の各中空糸膜の外径断面積の総和で40〜90容量%が好ましい。43〜80容量%が好ましく、46〜70容量%がさらに好ましい。40容量%未満ではモジュール組立て後のモジュール内での無駄な空間体積が増大し、モジュールの径が大きくなるので好ましくない。また、例えば、血液浄化器として用いる場合に透析液の偏流が起こり透析効率の低下に繋がることがある。逆に90容量%を超えた場合は、乾燥中空糸膜の容器への装填の作業時の中空状の包装体を抜き取る際の抜き取りの作業性が低下する上に中空糸膜の潰れや傷の発生が起こり易くなり、欠点糸の発生に繋がることがある。また、中空糸膜を容器内に固定する接着工程において、中空糸膜間の空間への接着剤の浸透性が低下し接着不良個所の増加にも繋がることがある。
【0035】
上記の湿潤状態の中空糸膜を拘束する中空状の包装体の材質は、1MHzでの誘電率と誘電正接の積が0.02以下である樹脂より選択するのが好ましい。0.018以下がより好ましく、0.016以下がさらに好ましい。該樹脂としてはポリエチレンやポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート系樹脂、ポリスルホン樹脂やエーテルスルホン樹脂等のポリスルホン系樹脂、ポリエーテルエーテルケトン樹脂およびポリイミド樹脂等が挙げられる。該樹脂を用いることによりマイクロ波の透過性が向上し、中空糸膜の乾燥の均一性が向上するので好ましい。該包装体はトレーとは異なり、
トレーに比べて寸法精度の要求が低く、かつ繰り返し使用の必要性が少ないのでガラス転移温度に対する配慮は不要である。必要に応じて繰り返し使用することも排除されない。ポリオレフィン系樹脂は1MHzでの誘電率と誘電正接の積が0.0005以下と極めて低い上に、柔らかく、かつ中空糸膜の滑り性がよく、中空糸膜の挿入や抜き取りの折に中空糸膜に傷が付き難いという長所も兼ね備えているので特に好ましい。
一方、ポリ塩化ビニル樹脂、ポリメチルメタアクリレート樹脂およびポリカーボネート樹脂等の1MHzでの誘電率と誘電正接の積が0.02を超える樹脂を用いた場合は、マイクロ波の透過性が低下するために包装体が加熱され、拘束された中空糸膜の包装体と接触部あるいは近傍の中空糸膜の温度が上昇し、中空糸膜中のポリビニルピロリドンの劣化の増大や中空糸膜の長手方向の乾燥の均一性の低下および中空糸膜の収縮等が増大するので好ましくない。
【0036】
上記包装体は、上記特性を有した材料よりなれば、その形態は限定されない。例えば、フィルムやシートのごとく非透液性のものでもよいし、メッシュや織物等の透液性の形態のものでもよい。シームレスのチューブ状包装体を用いる方法が好ましい。例えば、中空状のパイプ等を用いるのが好ましい。特に、フィルムやシートを予め溶断シール等でチューブ状に成型したものに湿潤状態の中空糸膜を充填するのがより好ましい。
【0037】
上記の中空糸膜を固定するトレーの構造は前記要件を満たすような配置に固定できるものであれば限定はされない。トレーの形状も限定なく、湿潤状態の中空糸膜が拘束された包装体の形状の窪みをつけたり、包装体が固定できる突起を付けて包装体を固定する方式、中空状の空間を設け該空間に包装体を収納し固定する方式等が挙げられる。トレーの上面に包装体の形状に合わせた半円形の窪みを付けて、この窪みに包装体で拘束された被乾燥中空糸膜(束)を固定する方式が作業性の点より好ましい。該トレーは水平方向と垂直方向の両方に複数本の中空糸膜が配置された形態であっても、水平あるいは垂直方向のみ複数本配置され、反対方向は単数本とした単位トレー(以下、単位トレーと称する)を複数個組み合わせてセットトレー(以下、セットトレーと称する)としてもよい。取り扱い性より水平方向に複数本配列した単位トレーを複数個積み上げて単位トレーとする方法が推奨される。
【0038】
本発明における洗浄および脱水の方法は、遠心力を利用して行う方法であればその内容は限定されないが、上記の中空糸膜を樹脂製の中空状の包装体で拘束し、該拘束された中空糸膜が固定できる上記の樹脂製のトレーに固定、収納して回転可能なテーブルを有した遠心洗浄機のテーブルにトレーを固定し、テーブルを回転させながら回転中心付近より洗浄水を前記のトレーに収納された中空糸膜に噴射しつつ中空糸膜を洗浄し、脱水する方法が好ましい。該方法により洗浄、脱水機への被洗浄中空糸膜の配置の作業性が向上し、かつ効率的な洗浄、脱水処理を行うことができる。
【0039】
上記方法において、回転テーブルは円形が好ましく。中空糸膜を固定したトレーを略放射線状になるように回転テーブルの上に配置するのが、遠心力を有効に用いられる配置であり洗浄効率の面より推奨される。
【0040】
本発明における洗浄液の供給方法は遠心力を有効に利用するために、回転テーブルの回転中心付近から中空糸端面に向け噴射し供給するのが好ましい。噴射される洗浄液の粒径は好ましくは500μm以下、より好ましくは400μm以下、さらに好ましくは300μm以下、よりさらに好ましくは200μm以下である。洗浄液の粒径が大きすぎると、中空糸膜に付着した水滴で発生する遠心力により中空糸膜が曲がるなどして品質に悪影響を与えることがある。また、洗浄液の粒径が小さすぎると、水滴が中空糸膜に到達する前に拡散してしまい、却って洗浄効率が低下することがある。したがって、洗浄液の粒径は10μm以上が好ましく、20μm以上がより好ましく、30μm以上がさらに好ましく、40μm以上がよりさらに好ましい。
【0041】
上記噴霧径は下記方法にて測定する。
[噴霧径の測定方法]
液浸法と呼ばれる方法で測定を実施した。シリコンオイルを塗布したプレートグラス上に霧を受け止め、素早く拡大写真を撮影し、出来上がった写真から粒子径を測定した。粒子径は、ザウター平均粒径を求め表示する。
ザウター平均粒径=Σ(nd3)/Σ(nd2)
n:個数、d:粒径
【0042】
洗浄液の温度は高ければ高いほど洗浄効果が高まり、100℃以上の温度の洗浄液を用いることも可能であるが、100℃以上の洗浄液を噴射するためには、洗浄機自体を耐圧仕様にする必要があるなどコストアップに繋がる、また装置の構造が複雑になるため、95℃以下で行なうのが好ましい。例えば、親水性高分子としてポリビニルピロリドンを含有する中空糸膜の場合、洗浄温度を高くしすぎるとポリビニルピロリドンが熱劣化を起こす可能性があるので、より好ましくは93℃以下、さらに好ましくは90℃以下である。また、洗浄液の温度が低すぎると、洗浄効率が低下するため、洗浄時間を長くする、洗浄液量が増えるなどのコストアップに繋がる可能性がある。したがって、洗浄液の温度は20℃以上がより好ましく、30℃以上がさらに好ましく、40℃以上がよりさらに好ましい。アルコールを含む洗浄液を使用する場合は、アルコールの沸点よりも低い温度とするのが、作業安全上好ましい。
【0043】
本発明において、回転テーブルの回転数は、中空糸膜束の回転中心から最も遠い端面での遠心方向の加速度を1m/s2〜100m/s2の範囲にするのが良い。回転テーブルの回転数が速すぎると、遠心力で中空糸膜が折れ曲がったり、中空糸膜端部が潰れたりすることがあるので、より好ましくは70m/s2以下、さらに好ましくは50m/s2以下、よりさらに好ましくは30m/s2以下である。逆に、遠心力が不足すると、中空糸膜表面の液更新速度が低下し所期の洗浄効率が得られない可能性があるため、より好ましくは3m/s2以上、さらに好ましくは5m/s2以上、よりさらに好ましくは7m/s2以上である。
【0044】
1つのノズルから吐出される洗浄液の吐出角度は5〜120°であることが好ましい。洗浄液の吐出角度が小さすぎると、一度に洗浄できる中空糸膜束の本数を減らす必要があるとか、またはノズルの数を増やす必要が生ずるため、洗浄液の勢いが低下しない程度に拡散させるのが、洗浄性とコストを両立させる意味で好ましい。したがって、洗浄液の吐出角度は、より好ましくは10°以上、さらに好ましくは20°以上、よりさらに好ましくは30°以上である。また、洗浄液の吐出角度が大きすぎると、洗浄液の勢いが周辺部になるほど低下し洗浄効率が低下するとか洗浄斑が発生することがあるので、より好ましくは110°以下、さらに好ましく100°以下、よりさらに好ましくは90°以下である。
【0045】
上記の噴霧角度は下記方法により測定する。
[噴霧角度]
噴霧角度はノズルから噴霧している状態を写真撮影し、得られた写真からノズル近傍での開き角度をもとめ噴霧角度とする。
【0046】
供給する洗浄液の量は、1ヶ所の洗浄ノズルから噴射される洗浄液の量として20〜100ml/minにするのが好ましい。洗浄液の量が少なすぎると、中空糸膜表面の液更新が低下する、または中空糸束全体に洗浄液が行き渡らなくなるため、中空糸膜間、中空糸膜束間で洗浄斑が発生するなどの問題が生ずることがある。したがって、洗浄液量は、より好ましくは26ml/min以上、さらに好ましくは31ml/min以上、よりさらに好ましくは36ml/min以上である。逆に、洗浄液の量が多すぎると、洗浄液の勢いが強すぎて中空糸膜が折れる、潰れるなどダメージを与える可能性がある。したがって、洗浄液量は95ml/min以下がより好ましく、90ml/min以下がさらに好ましく、85ml/min以下がよりさらに好ましい。また、中空糸膜束1本あたりに供給される洗浄液の量としては、10〜50ml/minにするのが好ましく、より好ましくは15〜30ml/minである。設備全体として供給する全洗浄液量は、
全洗浄液量=[洗浄する中空糸膜束数]×[中空糸膜束1本当たりの洗浄液量]
でもとまり、設備内に配置する洗浄ノズル数は、
洗浄ノズル数=[全洗浄液量]/[洗浄ノズル1ヶ当たりから供給する洗浄液量]
から適宜設定することが出来る。
【0047】
洗浄液としては、水、アルコールを用いるのが好ましい。中空糸膜が医療用途として使用される場合、雑菌やゴミ、異物、イオン性物質などが中空糸膜に付着して汚染することを防止するため、精密ろ過、限外ろ過、ナノろ過、逆浸透などを用いて処理した水や、機能水と呼ばれるアルカリイオン水、磁気水などを用いるのが好ましい。また、ポリビニルピロリドンを含有する中空糸膜において、膜中のポリビニルピロリドン含有量をコントロールすることを目的として洗浄を行う場合、洗浄液としてアルコール含有の洗浄液を用いることが好ましい。アルコールとしては、エタノールやイソプロパノールを用いるのがコスト、安全性等の面より好ましい。前記、水とアルコールの混合液を用いることも本願発明においては排除されない。この場合、アルコール濃度としては3〜60体積%が中空糸膜からのポリビニルピロリドンの抽出力が適当であり、中空糸膜中の親水性高分子含有量をコントロールしやすいため好ましい。より好ましくは4〜55体積%、さらに好ましく5〜50体積%、よりさらに好ましくは7〜45体積%である。アルコール水溶液を用いる場合の洗浄温度は、20〜60℃が好ましく、25〜50℃がより好ましく、30〜45℃がさらに好ましい。
【0048】
また、得られた中空糸膜を血液浄化に使用する目的で洗浄を行う場合には、中空糸膜に付着しているエンドトキシンを除去する、または中空糸膜へのエンドトキシンの付着を防止するために、洗浄液はエンドトキシン濃度が100EU/L以下の洗浄液を用いるのが好ましい実施態様である。洗浄液中のエンドトキシンを除去するためには、使用直前に調製した洗浄液をエンドトキシン除去フィルターを用いて処理するのが好ましい。エンドトキシン除去フィルターとしては、特に限定されるものではなく、一般に市販されているものを用いることができる。また、エンドトキシン吸着剤を使用することも本発明の範疇より除外しない。エンドトキシンは疎水性部位に吸着しやすい特性を有するため、例えば、疎水性の強い膜を洗浄する際には、洗浄中に膜にエンドトキシンが吸着し経時的に濃縮することを防ぐ必要がある。したがって、エンドトキシン除去フィルターで処理後の洗浄液中のエンドトキシン含量は、より好ましくは50EU/L未満、さらに好ましくは10EU/L未満、よりさらに好ましくは1EU/L未満である。また、洗浄液中のエンドトキシン含量は、ゼロであることが好ましいが、洗浄液より完全にエンドトキシンを除去するためのコストと生体に対する安全性を考慮すると、洗浄液中エンドトキシン含量は0.01EU/L程度は許容範囲と思われる。洗浄液中のエンドトキシンを除去するための具体的な態様としては、例えば、洗浄液として水を用いる場合、砂ろ過、凝集沈殿等で処理した原水を、次に逆浸透膜、精密ろ過膜、限外ろ過膜処理し、使用する直前にエンドトキシンフィルターを用いて処理された水を遠心洗浄に使用するのが好ましい。
【0049】
洗浄後の洗浄液にはエンドトキシンが含まれている可能性が高いため、再度洗浄に用いる事無く廃棄するのが好ましい。さらに、洗浄液を一定の場所に滞留させていると菌が繁殖し、エンドトキシンの発生の原因になるため、洗浄後の洗浄液は本発明装置の底部に設けられた排水口から直ちに排出されるのが好ましい。使用後の洗浄液は、上記のごとく再使用することなく廃棄するのが好ましいが、コスト削減等を考慮し、再使用に供する場合は、上述したようなエンドトキシン除去処理を行うのが好ましい。
【0050】
洗浄装置内の菌の増殖を防止することを目的として、洗浄装置内壁面を加熱し壁面に付着した洗浄液を乾燥させるとともに殺菌可能な温度まで加熱することも好ましい実施態様である。壁面の温度は65℃〜170℃が好ましい。壁面を加熱することで壁面での結露を防止でき、装置内を洗浄したい温度の飽和蒸気圧に保つことができ洗浄液を噴射した際に洗浄液の温度を低下させず中空糸膜束を洗浄できる。温度が低すぎると、かえって菌の温床になることがあるので、壁面の加熱温度は、より好ましくは80℃以上、さらに好ましくは90℃以上である。また、菌の増殖抑制および殺菌が目的であるから、壁面の温度は高い方が好ましいが、温度が高すぎると、作業安全の面、放射熱による中空糸膜へのダメージ等の懸念があるため、壁面の加熱温度は150℃以下がより好ましく、120℃以下がさらに好ましい。
【0051】
洗浄ノズルの配置は、図1に示されるように装置の縦断面では、中空糸膜束の中心部とノズルの中心が同一線上に来るように配するのが好ましい。また、図2に示されるように装置の横断面でもノズルの中心線と中空糸膜束の中心線が一致するように配するのが好ましい。こうすることで噴射された洗浄液を中空糸膜束に効率よく接触させることができる。ただし、装置の横断面での中空糸膜束と洗浄ノズルの位置関係を中心線が一致するように配するためには、中空糸膜束1本1本を放射状に並べるのが好ましい。作業性等の問題から1個のトレーに複数個の中空糸膜を並列に配するのが好ましい。この場合には、テーブル上に配置された中空糸膜は等間隔にならないため、洗浄ノズルの位置も最も効率よく中空糸膜束に洗浄液が噴射できる配置をとるように配慮をするのが好ましい。一例を図6に示す。
【0052】
洗浄ノズルと中空糸膜束との最短距離は、20mm以上100mm以下にするのが好ましい。洗浄ノズルと中空糸膜束の距離に関しては、洗浄ノズルから噴射される洗浄液の噴射角度との関係により左右されるものでもあるので、一概には決められないが、本発明に使用の洗浄ノズルの場合、前記範囲の距離をとるのが好ましい。20mmより短ければ洗浄ノズルから噴射される洗浄液の勢いが強い場合、中空糸膜が曲がったり、折れたりする可能性がある。したがって、洗浄ノズルと中空糸膜束との距離は、より好ましくは25mm以上、さらに好ましくは30mm以上である。また、100mmより大きくなると噴射された洗浄液が、遠心力の影響により中空糸膜束に届き難くなるばかりでなく、設備として大型化しなければならなくなり、スペースの面で不利となることがある。
【0053】
洗浄ノズルと中空糸膜束との距離と噴射角度は、装置の縦断面、もしくは横断面において中空糸膜束と洗浄ノズルとの中心が一致したときに、中空糸膜束の洗浄液がかかる端面での噴射された洗浄液の拡がりが、中空糸膜束の外径以上の大きさになるのが好ましい。洗浄液の噴射形状は、円形、楕円形、正方形、長方形と種々の形状が考えられるが、均一に容易に噴射することを考えると円形状に噴射するのが好ましい。円形状とは、リング状も含まれる。中空糸膜束の端面での噴射された洗浄液の拡がり大きさは、中空糸膜束の最大径よりも大きく最大径の1.3倍よりも小さいのが好ましい。中空糸膜束外径の最大径よりも小さいと中空糸膜束の変形等のばらつきにより洗浄液がかからない部分が発生し洗浄効率が低下する可能性がある。したがって、洗浄液の拡がり大きさは、中空糸膜束外径の最大径の1.05倍以上がより好ましく、1.1倍以上がさらに好ましい。また、洗浄液が拡散しすぎると中空糸膜束に接触する洗浄液量が減少するため洗浄効率が低下する可能性がある。したがって、洗浄液の拡がりは、中空糸膜束の最大外径の1.25倍以下がより好ましく、1.2倍以下がさらに好ましい。このような関係を得られるように、ノズルの角度、ノズルと中空糸膜束との距離を定めるのがよい。
【0054】
引き続き脱水処理される。該脱水処理は洗浄機と別の装置でおこなってもよいが、洗浄機で実施するのが好ましい。すなわち、上記方法で洗浄した後に、洗浄液の供給を停止し、回転はそのまま続行し、該回転の遠心力を利用して脱水を行うのが好ましい実施態様である。このことにより中空糸膜を移送する作業を省略することができる。また、洗浄と脱水を同じ装置で行う方法は洗浄と脱水を反復することにより洗浄効率を上げることもできるという利点もある。同一装置で洗浄と脱水を行う場合の脱水時の回転速度は洗浄時と同じであっても、あるいは変更してもよい。
【0055】
上記の洗浄や脱水工程において、遠心力によりトレーに固定した包装体で拘束された中空糸膜がトレーより離脱しないための方策は限定されないが、例えば、中空糸膜の端部にメッシュや多孔板等の透液性の固定具を設置するのが好ましい実施態様である。該固定具はトレーに設置してもよいし、遠心洗浄、脱水機の方に設定してもよい。この場合、遠心力のかかる外周側の設置は必須である。両側に設置してもよい。
【0056】
上記方法で得られる遠心脱水後の中空糸膜束の含水率は100〜600質量%が好ましい。150〜500質量%がより好ましく、200〜400質量%がさらに好ましい。600質量%を超えた場合は、次工程である乾燥工程の負荷が大きくなり、該工程における時間やエネルギーの消費量が増大するので好ましくない。一方、100質量%未満にするには上記脱水のための時間やエネルギーの消費量が増大するので好ましくない。
【0057】
上記脱水工程の1バッチで処理される全中空糸膜束中の含水率の変動が平均含水率±15%以内であることが好ましい。平均含水率±12%以内がより好ましく、平均含水率±10%以内がさらに好ましい。該全中空糸膜束中の含水率の変動が平均含水率±15%を超えた場合は、次工程の乾燥工程における中空糸膜束間の乾燥挙動の変動が起こり、乾燥中空糸膜束の品質変動に繋がることがある。
【0058】
本発明におけるマイクロ波乾燥の方法は限定されないが、下記の方法で行うのが好ましい。
上記方法において洗浄、脱水された中空糸膜をトレーごとマイクロ波乾燥機に移動し乾燥処理するのが好ましい。このことにより、中空糸膜の移送および配置の作業効率が向上する。
【0059】
本発明においては、中空糸膜の長手方向が水平に対して45度以下の角度になるようにマイクロ波照射オーブン中に配置して乾燥するのが好ましい。中空糸膜の角度は30度以下がより好ましく、0度、すなわち水平置きが最も好ましい。角度が45度超、例えば従来技術で開示されている90度である垂直に配置した場合は、中空糸膜の乾燥の進行に従い、水により拘束されていた中空糸膜の集合性が低下し中空糸膜の動きの自由度が増し、例えば自重による変形である座屈が発生する可能性が高まる。該変形が起こると中空糸膜の折れ曲がりに繋がる。また、中空糸膜間の配列乱れに繋がり、モジュール組み立て時のモジュール容器への中空糸膜の挿入性の低下、挿入時の中空糸膜とモジュール容器あるいは中空糸膜同士の擦れによる中空糸膜の傷や潰れ中空糸膜の発生および挿入した後の中空糸膜を接着によりモジュールに固定する接着工程の作業性や接着作業による接着不良、傾き中空糸膜の発生や接着剤の中空糸膜内孔への接着剤の浸入による目詰まり中空糸膜の発生増大等の課題に繋がる。従って、本発明は中空糸膜の直径(D)と長さ(L)との比であるL/Dが2以上の中空糸膜の乾燥に適用するのが好ましい。L/Dが3以上の中空糸膜の乾燥に適用するのがより好ましい。
【0060】
上記の中空糸膜束の乾燥方法は、従来公知技術であった中空糸膜束内に気体を通過させ乾燥の均一化を図る通風方式を併用することも可能ではあるが、あえて使用しなくても十分な乾燥が遂行できるので、通風方式を排除しており、この通風を施すための治具が不要で乾燥機の構造が簡略化される上に、被乾燥中空糸膜束をこの通風を施すための治具に固定する必要がないので被乾燥中空糸膜束の乾燥機へ配置する作業性が向上する。また、従来公知技術の課題であった被乾燥中空糸膜束の配置方向や通風の不均一性等による乾燥工程における被乾燥中空糸膜束の中空糸膜の折れ、配列乱れ等の中空糸膜の変形や収縮斑が抑制されるので、本発明方法で乾燥された乾燥中空糸膜束は、例えば、血液浄化用のモジュール組み立て工程におけるモジュール容器への中空糸膜束の挿入性が向上すると共に、次工程のモジュール組み立て時の接着作業性が向上する。さらに、変形や収縮斑に起因した傾き中空糸膜、潰れ中空糸膜および目詰まり中空糸膜等の欠点中空糸膜の発生が抑制され、これらの欠点により引き起される残血性が改善されるという効果が発現される。また、中空糸膜の折れや傷発生が抑制されるので、血液リーク性が改善される。
【0061】
さらに、従来公知技術の課題であった通風方向、すなわち、中空糸膜束の長手方向における乾燥の不均一化が改善されるので、ポリビニルピロリドンの局所的な劣化が低減され、該劣化により生成する過酸化水素溶出量が抑制される。従って、本発明により得られた中空糸膜束は、該過酸化水素により引起されるポリビニルピロリドン等の劣化が抑制されるので、長期保存をしても透析型人工腎臓装置製造承認基準であるUV(220−350nm)吸光度の最大値を10個の平均値で0.10以下に維持することができる利点がある。また、該乾燥の均一化により中空糸膜束の長手方向におけるポリビニルピロリドンの劣化の変動が小さく、中空糸膜束の長手方向における上記のUV(220−350nm)吸光度変動が抑制され、中空糸膜束の含水率が適度な範囲に設定されており、かつその変動率が抑制されているので、これらの変動により引き起こされる中空糸膜束の部分固着の発生が抑制され、モジュール組み立て性の優れた中空糸膜束が安定して製造できるという特徴を有する。また、該中空糸膜束の長手方向におけるUV(220−350nm)吸光度変動の抑制は、血液浄化用に使用した場合の安全性の向上にも繋がる。従って、慢性腎不全の治療に用いる高透水性を有する血液浄化器等に用いられる中空糸膜束の乾燥方法として好適である。
【0062】
本発明においては、トレーに固定する中空糸膜束の配置は上記の洗浄、脱水および乾燥装置の空間効率の点では、中空糸膜束が最密充填されるように配置するのが好ましい。しかしながら、本発明におけるマイクロ波照射による乾燥方法では、中空糸膜束の複数本を最密充填になる配置で乾燥すると中空糸膜束の配置場所によりマイクロ波の照射エネルギーに差が生じ、中空糸束膜間の乾燥の均一性が低下するという課題に遭遇する。本発明者等はこの課題解決について鋭意検討を進め、乾燥効率と乾燥の均一性のバランスをとること、すなわち、コストパフォーマンスを高めるには、隣接する中空糸膜束間に特定された空間を設けることが好ましいことを見出した。
【0063】
すなわち、その第一の方法は、単位中空糸膜束の直径をdとした時に隣接する中空糸膜束間の間隔を中空糸膜束中心間距離で1.5d以上離した位置に配置することが好ましい。該間隔は縦、横および斜めのいずれの方向に対しても満足する必要がある。1.7d以上がより好ましく、1.9d以上がさらに好ましい。1.5d未満に配置した場合は、その本数が3本以上になると外側の中空糸膜束と中間部の中空糸膜束で乾燥速度に差が生じ中空糸膜束間の乾燥の均一性が低下する。中間部の中空糸膜束の乾燥速度が遅くなる。従って、中空糸膜束群の外側の中空糸束の含水率に合わせて乾燥を制御すると中間部の中空糸膜束が乾燥不足になる。逆に、中間部の中空糸膜束の含水率に合わせて乾燥を制御すると外側の中空糸膜束が過乾燥になり、全中空糸膜束の含水率を本発明が求める好ましい範囲に制御することができなくなることがある。この場合、1.5d以内に近接する中空糸膜束が2本の場合はこの現象が起こらないので許容される。従って、本発明の第二の方法は、1.5d以内に配置される中空糸膜の本数を2本以内とすることが好ましい。この2本の配置は縦、横および斜めのいずれの方向に対しても満足する必要がある。すなわち、縦、横各2本の合計4本よりなる中空糸膜束のブロックに関しては、該ブロック間の距離を1.5d以上にすることで上記課題は回避できる。該中空糸膜束間の乾燥の不均一性を抑制する第二の方法は、第一の方法よりも最密充填に近づけられるのでコストパフォーマンスが高くなるので、より好ましい方法である。
【0064】
上記方法により、トレー上に配置した複数本数の中空糸膜束間の乾燥の均一性が確保できる理由は明確ではないが、マイクロ波の中空糸膜束への浸透距離が関与しているものと推察している。すなわち、中空糸膜束間の距離が1.5dを超えた場合は、各中空糸膜の全面より均等にマイクロ波が照射されるが、中空糸膜間束間の距離が1.5d未満になると隣接の中空糸膜束によるマイクロ波の遮蔽効果が生じ、中間部の中空糸膜束に到達するマイクロ波が減衰することにより照射エネルギーが低下し中間部の中空糸膜束の乾燥速度が遅くなると推察している。
【0065】
単位中空糸膜束の直径dは25〜50mmであることが好ましい。30〜45mmがより好ましい。
【0066】
本発明においては、上記トレーで固定された被乾燥中空糸膜束をマイクロ波乾燥機内に設置された回転機能を有する水平に設定された照射台上に配置し、回転させながら乾燥することが好ましい。また、中空糸膜束が回転中心に対して略放射状になるようにトレーを回転テーブル上に配することが好ましい。該トレーは、複数個を略等間隔に配するのがより好ましい。該対応により後述の実施事項との相乗効果により、被乾燥中空糸膜束の長手方向を含めた乾燥の均一性を向上させることができる。本方法によれば、照射台の上に置くのみで配置ができるので乾燥機への被乾燥中空糸膜束の配置の作業が極めて単純で効率的に行うことができる。また、該照射台を回転させることにより被乾燥中空糸膜束に照射されるマイクロ波のエネルギーが均一化でき、乾燥の均一性を向上させることができる。該テーブルの回転数は3〜20rpmが好ましい。なお、テーブル上のトレーの配置場所にトレーの形状の窪みを付けたり、逆に、トレーが固定できる突起を付けてトレーの配置場所を特定化し配置の作業性を向上させる等の手段をとることも好ましい実施態様である。分割トレー方式の場合は、予めセットトレーに組立ててから回転テーブルに固定してもよいし、回転テーブル上で単位トレーの組立てを行ってセットトレーを形成させてもよい。また、洗浄、脱水したセットトレーをそのまま移送してもよい。
【0067】
上記セットトレーに配する中空糸膜の本数は、前記要件を満たせば限定されずマイクロ波乾燥機のサイズや構造により適宜選択すればよいが、縦に2〜4本、横に2〜6本が好ましい。すなわち、横方向に2〜6本の中空糸膜を並列に固定した単位トレーを2〜4段積み上げてセットトレーとするのが好ましい。
【0068】
上記照射台は金属製の回転保持具上に厚みが3mm以上の樹脂製のスペーサーを設置した構造よりなり、該スペーサーの上にトレーを設置するのが好ましい。スペーサーの厚みは4mm以上がより好ましく、5mm以上がさらに好ましい。樹脂製のスペーサーの厚みが3mm未満では、該樹脂製のスペーサーを支える金属製の回転保持具でマイクロ波が反射され、該反射されたマイクロ波により回転保持具側の中空糸膜の乾燥が促進され、被乾燥中空糸膜束の中空糸膜束内および中空糸膜束間の加熱の均一性が低下するので好ましくない。該樹脂製のスペーサーの材質も限定されず、ポリプロピレン、ポリエチレンテレフタレート等の汎用性樹脂であっても構わないが、耐熱性の点より、ポリカーボネート、ポリスルホン系樹脂、ポリエーテルエーテルケトン、ポリフェニレンサルファイド、アラミド、全芳香族ポリエステル等のいわゆるエンジニアリング樹脂よりなるものが好ましい。該樹脂製のスペーサーにおいても、前述したトレーの材質と同様の誘電特性を有するのが好ましい。従って、ポリスルホン系樹脂の使用が好ましい。回転保持具を含めて樹脂製にすることも本発明の範疇に含まれる。
【0069】
本発明における上記照射台の縦方向の位置は、該照射台上に配置した単位トレーの被乾燥中空糸膜束群の中心点がマイクロ波発振器の導波管出口の中心部付近になるように設定するのがよい。
【0070】
本発明方法で得られる中空糸膜が具備すべき第一の特性は、セットトレー中の中空糸膜束の乾燥上がり含水率が全本数ともに1〜5質量%であることが好ましい。1.5〜4質量%がより好ましく、2〜3質量%がさらに好ましい。
なお、本発明でいう含水率とは、中空糸膜束の質量(g)を測定し、その後減圧下(−750mmHg以下)で真空乾燥を12時間実施し、乾燥後の質量(g)を測定する。乾燥前後の差を減量(g)として乾燥後質量(g)を基準にして%で求める。以下の式で含水率は決定する。
(減量/乾燥後質量)×100=含水率(質量%)
【0071】
含水率が1質量%未満になるまで乾燥すると、中空糸膜素材のポリビニルピロリドンの劣化が増大し、該劣化物の溶出量が増加するので、例えば血液浄化用に用いる場合の安全性の低下に繋がる。また、中空糸膜の長手方向でのポリビニルピロリドンの劣化度の変動が起こり、中空糸膜の外表面における該劣化物等親水性化合物の表面濃度の変動が大きくなり、中空糸膜の親水性化合物の表面濃度の高い部分で部分的な固着が発生するという課題に繋がる。該部分的な固着が発生するとモジュール組み立て性が悪化する等の問題に繋がる。さらに、過酸化水素の溶出量が増大し、かつ中空糸膜の長手方向の該溶出量の変動が大きくなる。過酸化水素が存在すると、例えばポリビニルピロリドンの酸化劣化を促進し、中空糸膜を保存した時に該ポリビニルピロリドンの溶出量が増加する。すなわち、保存安定性が悪化する。過酸化水素は中空糸膜の特定部位に存在しても、その個所より中空糸膜素材の劣化反応が開始され中空糸膜の全体に伝播していくため、モジュールと用いられる中空糸膜の長手方向の存在量が全領域に渡り、一定量以下を確保する必要がある。従って、過酸化水素溶出量が増大することは例え局部的といえども安全性の低下に繋がる。一方、5質量%を超えた場合は、保存時菌が増殖しやすくなったり、中空糸膜の自重により糸潰れが発生したり、モジュール組み立て時に接着剤の接着障害が発生する可能性があるため好ましくない。また、保存時菌が増殖しやすくなったり、中空糸膜の自重により糸潰れが発生したりすることに繋がる。
【0072】
上記の乾燥終了時の水分率管理の方法は限定されない。赤外線吸収法等によりオンライン計測をしても良いし、サンプリングによるオフライン計測で行っても良い。
【0073】
本発明方法で得られる中空糸膜が具備すべき第二の特性は、乾燥時の中空糸膜束中の中空糸膜の長手方向の収縮率変動幅が特定範囲であることが好ましい。すなわち、乾燥終了後の中空状の包装体で拘束された中空糸膜束の外周部と内周部との中空糸膜長さの平均値の差が3mm以内であることが好ましい。
ここで、中空糸膜束の外周部とは、中空糸膜束の円形断面において、中心点からの半径の1/4の外周部をいう。また、内周部とは中心点からの半径の1/4の内周部をいう。中空糸膜長さの平均値とは、外周部および内周部よりサンプリングされた中空糸膜よりそれぞれ500本をランダムに採取し、それぞれ500本の全てについて以下の方法でその糸長を測定しその平均値を求めたものである。
(糸長の測定法)
各中空糸膜の両端をそれぞれ端部より5mm内部をコクヨWクリップ口幅15mm、豆(コクヨ社製:クリーJ36)で挟み、一方のクリップを固定、もう一方のクリップをフリーとして中空糸膜を吊り下げ、この状態で糸長を定規にて測定する。
【0074】
中空糸膜長さの平均値の差は2mm以下がより好ましく、1mm以下がさらに好ましい。中空糸膜長さの平均値の差が3mmを超えた場合は、該中空糸膜を用いてモジュール化した場合に、後述のごとく傾き中空糸膜の割合や目詰まり中空糸膜の割合が増大し、例えば血液浄化用に用いた場合の残血中空糸膜の増大に繋がるので好ましくない。
【0075】
上記特性は、本発明の乾燥方法を実施することにより容易に達成することができる。本発明の乾燥方法の構成要件の総和の効果として発現されるが、中でも前述した包装体やトレーの材質選択の効果の寄与が大きい。
【0076】
本発明においては、以下の要件を満たすことも好ましい実施態様である。
本発明者等は、前述のごとく透析型人工腎臓装置製造承認基準により定められた試験法で抽出された抽出液中には、従来公知のUV吸光度では測定できない過酸化水素が含まれていることを見出した。該過酸化水素が存在すると、例えばポリビニルピロリドンの酸化劣化を促進し、中空糸膜を保存した時にポリビニルピロリドンの溶出量が増加する事を見出した。さらに、過酸化水素は中空糸膜の特定部位に存在しても、その個所より中空糸膜素材の劣化反応が開始され中空糸膜の全体に伝播していくため、モジュールと用いられる中空糸膜の長手方向の存在量が全領域に渡り、一定量以下を確保する必要がある事を見出した。従来公知の方法で実施した場合は、該過酸化水素の溶出量が多くなり該中空糸膜を長期保存した場合にポリビニルピロリドンの酸化劣化が促進され、経時によりUV(220〜350nm)吸光度が増加するという課題が発生することを見出した。
【0077】
すなわち、以下に示す特性の中空糸膜が得られることが好ましい。すなわち、本発明方法で得られる中空糸膜が具備すべき第三の特性は、中空糸膜の保存安定性を支配する中空糸膜の過酸化水素溶出量に関する特性であり、中空糸膜を長手方向に10個に分割し、各々を透析型人工腎臓装置製造承認基準により定められた試験を実施したとき、10個に分割したすべての部位で抽出液中の過酸化水素濃度が5ppm以下あることが好ましい。ここで、透析型人工腎臓装置製造承認基準の溶出試験は、該分割した中空糸膜から1gをはかりとる。これに100mlの純水を加え、70℃で1時間抽出を行い、抽出液のUV(220−350nm)吸光度を測定するものであるが、該抽出液中の過酸化水素を定量することにより求めたものである。
【0078】
該過酸化水素溶出量は、4ppm以下がより好ましく、3ppm以下がさらに好ましい。過酸化水素の溶出量が5ppmを超えた場合は、過酸化水素による酸化劣化等で前記の保存安定性が悪化し、例えば、長期保存した場合にポリビニルピロリドンの溶出量が増大することがある。保存安定性としては、該ポリビニルピロリドンの溶出量の増加が最も顕著な現象であるが、その他、ポリスルホン系高分子の劣化が引き起こされて中空糸膜が脆くなるとか、モジュール組み立てに用いるポリウレタン系接着剤の劣化を促進し該劣化物の溶出量が増加し安全性の低下に繋がる可能性がある。該長期保存における過酸化水素の酸化作用により引き起こされる劣化起因の溶出量の増加は透析型人工腎臓装置製造承認基準により設定されているUV(220−350nm)吸光度の測定により評価できる。
従って、本発明においては、本発明により得られた乾燥中空糸膜をドライボックス中(雰囲気は空気)に室温で3ヶ月保存した後の中空糸膜を長手方向に10個に分割し、各々を透析型人工腎臓装置製造承認基準により定められた試験を実施したとき、中空糸膜の抽出液におけるUV(220〜350nm)吸光度の最大値が10個の平均値で0.10以下であることが好ましい。5ヶ月以上保存しても上記特性が維持されるのがより好ましい。そのためには、3ヶ月保存後のUV(220〜350nm)吸光度が0.08以下であることがより好ましく、0.06以下であることがさらに好ましい。中空糸膜の製造工程、輸送および在庫用の保管等で乾燥状態の中空糸膜を保管することを考慮すると上記特性の付与が好ましい。
【0079】
また、具備すべき第四の特性は、中空糸膜の部分固着を支配する特性であり、乾燥上がりの中空糸膜は、中空糸膜を長手方向に10個に分割し、各々を透析型人工腎臓装置製造承認基準により定められた試験を実施したとき、中空糸膜の抽出液におけるUV(220〜350nm)吸光度の最大値が0.10未満であり、かつ同一中空糸膜内における最大値と最小値の差が0.05以下にすることも重要である。該抽出液におけるUV(220〜350nm)吸光度は、中空糸膜の固着に悪影響を及ぼす中空糸膜表面のポリビニルピロリドン含有量の指標であり、該中空糸膜の長手方向の抽出液におけるUV(220〜350nm)吸光度変動を抑えることにより、中空糸膜の長手方向における中空糸膜表面におけるポリビニルピロリドンの含有量の変動が抑制されるので中空糸膜の部分固着の発生が抑制される。また、該変動の抑制は中空糸膜全体のポリビニルピロリドンの溶出量を低いレベルに保つことに繋がるので、血液浄化用に使用した場合に安全性が向上する。したがって、0.04以下が好ましく、0.03以下がさらに好ましく、0.02以下がよりさらに好ましい。
【0080】
該UV吸光度の最大値は、固着に影響をおよぼす外表面の親水性高分子の含有量が少なく、かつ抽出される溶出物が存在しないという意味からUV吸光度の下限値は0であることが好ましいが、本発明に於いてUV吸光度の最大値は0.03以上0.1未満であることが好ましい。0.03に満たなくなると膜内表面の親水性高分子の含有量が十分ではないために、膜の濡れ性に乏しく、膜性能を十分に発揮できない可能性がある。より好ましくは0.04〜0.09、さらに好ましくは0.05〜0.08、よりさらに好ましくは0.06〜0.07である。
【0081】
本発明における中空糸膜の構成材料としては、再生セルロース、セルロースアセテート、セルローストリアセテートなどのセルロース系、ポリスルホンやポリエーテルスルホンなどのポリスルホン系、ポリアクリロニトリル、ポリメチルメタクリレート、エチレンビニルアルコール共重合体などが挙げられるが、セルロース系やポリスルホン系が好ましい。また、親水性高分子を含有する疎水性高分子よりなるものが好ましい。特に、ポリビニルピロリドンを含むポリスルホン系樹脂より構成されてなる系が、生体適合性に優れ、かつ透水性能や分離特性の優れた選択透過性分離膜を得ることができるので好ましい。
【0082】
ポリスルホン系樹脂とは、スルホン結合を有する樹脂の総称であり特に限定されないが、例を挙げると化1、化2で示される繰り返し単位をもつポリスルホン樹脂やポリエーテルスルホン樹脂がポリスルホン系樹脂として広く市販されており、入手も容易なため好ましい。
【化1】
【化2】
【0083】
ポリビニルピロリドンは、N−ビニルピロリドンをビニル重合させた水溶性の高分子化合物であり、BASF社より「コリドン」、ISP社より「プラスドン」、第一工業製薬社より「ピッツコール」の商品名で市販されており、それぞれ各種の分子量の製品がある。一般には、親水性の付与効率では低分子量のものが、一方、溶出量を低くする点では高分子量のものを用いるのが好適であるが、最終製品の中空糸膜の要求特性に合わせて適宜選択される。単一の分子量のものを用いても良いし、分子量の異なる製品を2種以上混合して用いても良い。また、市販の製品を精製し、例えば分子量分布をシャープにしたものを用いても良い。ポリビニルピロリドンの分子量としては重量平均分子量10,000〜1,500,000のものを用いることができる。具体的には、例えばBASF社より市販されている分子量9,000のもの(K17)、以下同様に45,000(K30)、450,000(K60)、900,000(K80)、1,200,000(K90)を用いるのが好ましく、目的とする用途、特性、構造を得るために、それぞれ単独で用いてもよく、適宜2種以上を組み合わせて用いても良い。
【0084】
本発明におけるポリスルホン系樹脂に対するポリビニルピロリドンの膜中の含有量は、中空糸膜に十分な親水性や、高い含水率を付与できる範囲であれば特に限定されず任意に設定することができるが、ポリスルホン系樹脂に対するポリビニルピロリドンの質量割合で1〜20質量%が好ましく、3〜15質量%がより好ましい。1質量%未満では、膜の親水性付与効果が不足する可能性がある。一方、20質量%を超えると、親水性付与効果が飽和し、かつ親水性高分子の膜からの溶出量が増大し安全性が低下する。
【0085】
本発明における中空糸膜の製造方法は何ら限定されるものではないが、例えば特開2000−300663公報で知られるような方法が例示される。例えば、ポリエーテルスルホン(4800P、住友化学社製)16質量%とポリビニルピロリドン(K−90、BASF社製)5質量%、ジメチルアセトアミド74質量%、水5質量%を混合溶解し、脱泡したものを紡糸溶液として、50%ジメチルアセトアミド水溶液を芯液として使用し、これを2重管オリフィスの外側、内側より同時に吐出し、50cmの空走部を経て、75℃、水の凝固浴中に導き中空糸膜を形成し、水洗後まきとり、湿潤状態の中空糸膜を製造することができる。
【0086】
本発明における乾燥方法は、例えば上記方法等により得られた湿潤状態の中空糸膜に適用するのが好ましい実施態様である。
【0087】
本発明においては、簡略化された方法で乾燥が実施でき、かつ通風方式により引き起こされる各種課題が改善されるが、前述の本発明で得られる中空糸膜が具備すべく特性を安定して得るには、前記の達成要件に加え中空糸膜の乾燥の均一化を達成するための手段を取り入れることが好ましい。以下に、該方策について言及する。
【0088】
マイクロ波発振器をマイクロ波照射オーブンの側壁に設置し、マイクロ波を照射台の側面方向より照射することが好ましい。また、マイクロ波発振器からオーブンに向かう入射波のエネルギーEiとオーブンで反射されオーブンより発振器に向かう反射波のエネルギーErとの比(Er/Ei)が0.2以下であるマイクロ波発振器を用いてマイクロ波を照射し加熱することがより好ましい。該マイクロ波発振器からオーブンに向かう入射波のエネルギーEiとオーブンで反射されオーブンより発振器に向かう反射波のエネルギーErの測定は、マイクロ波発振器からオーブンに向かう導波管部にエネルギー検知器を設置して測定し求めたものである。Er/Eiが0.2を超えた場合は、中空糸膜に当るマイクロ波のエネルギーが不均一となり、後述する各種の均一加熱のための手段を講じても本発明の効果を十分に発現することができなくなるので好ましくない。また、Er/Eiが大きいと反射波により発振器のマグネトロンが破壊されることがある。Er/Eiは0.15以下がより好ましく、0.10以下がさらに好ましい。本発明においては、上記のEr/Eiを0.1以下にする方法は限定されないが、特開2000−340356号公報に開示されている各種の方策を採用するのが好ましい実施態様である。
【0089】
上記対応と前述した被乾燥中空糸膜の配置により被乾燥中空糸膜に照射されるマイクロ波の強度分布が均一化され、中空糸膜の乾燥が均一化され、前述の本発明の中空糸膜が具備すべき好ましい特性を付与することができる。
【0090】
本発明においては、中空糸膜中の含水率が10〜20質量%に低下した時点でマイクロ波の照射を中止し、引き続き遠赤外線照射により乾燥することが好ましい。この場合、本発明においては、トレー内の中空糸膜間の乾燥の均一性が高いので、どの位置の中空糸膜の含水率に注目して上記切り替えを行ってもよいが、セットトレーの最外部に位置する中空糸膜のいずれか1本に注目し切り替えを行うのが好ましい。10〜15質量%がより好ましい。含水率が10質量%未満になるまでマイクロ波照射による乾燥を行うと、ポリビニルピロリドンの劣化が増大し過酸化水素の抽出量が増大し、中空糸膜の保存安定性が低下するので好ましくない。また、中空糸膜の長手方向の含水率やUV(220〜350nm)吸光度の変動率が増大し中空糸膜の部分固着の発生が増大するので好ましくない。逆に、20質量%を超えた時点でマイクロ波照射を中止すると最終含水率に乾燥するまでのトータルの乾燥時間が長くなるので好ましくない。
【0091】
本発明においては、上述のごとく乾燥工程においてポリビニルピロリドンの酸化劣化を抑制することが重要である。従って、上記のマイクロ波照射や遠赤外線照射を窒素ガス等の不活性ガス雰囲気下で実施するのが好ましいが、経済的に不利である。一方、減圧下でマイクロ波乾燥や遠赤外線乾燥を行い、酸化劣化を抑制する方法は、乾燥効率の向上にも繋がり経済的であり推奨される。両乾燥の両方ともに減圧下で行うのが最も好ましい実施態様である。例えば、マイクロ波乾燥の乾燥条件としては、20kPa以下の減圧下で出力0.1〜100kWのマイクロ波を照射することが好ましい実施態様である。また、該マイクロ波の周波数は1,000〜5,000MHzであり、乾燥処理中の中空糸膜束の最高到達温度が90℃以下であることが好ましい実施態様である。減圧という手段を併設すれば、それだけで水分の乾燥が促進されるので、マイクロ波の照射出力を低く抑え、照射時間も短縮できる利点もあるが、温度の上昇も比較的低くすることができるので、全体的には中空糸膜束の性能低下に与える影響が少ない。さらに、減圧という手段を伴う乾燥は、乾燥温度を比較的下げることができるという利点があり、特にポリビニルピロリドンの劣化分解を著しく抑えることができるという有意な点がある。適正な乾燥温度は20〜80℃で十分足りるということになる。より好ましくは20〜60℃、さらに好ましくは20〜50℃、よりさらに好ましくは30〜45℃である。
【0092】
減圧を伴うということは、中空糸膜束の中心部および外周部に均等に低圧が作用することになり、水分の蒸発が均一に促進されることになり、中空糸膜の乾燥が均一になされるために、乾燥の不均一に起因する中空糸膜束の障害を是正することになる。それに、マイクロ波による加熱も、中空糸膜束の中心および外周全体にほぼ等しく作用することになるから、均一な加熱において、相乗的に機能することになり、中空糸膜束の乾燥において、特有の意義があることになる。減圧度についてはマイクロ波の出力、中空糸膜束の有する総水分含量および中空糸膜束の本数により適宜設定すれば良いが、乾燥中の中空糸膜束の温度上昇を防ぐため、減圧度は20kPa以下、より好ましくは15kPa以下、さらに好ましくは10kPa以下で行う。20kPa以上では水分蒸発効率が低下するばかりでなく、中空糸膜束を構成するポリマーの温度が上昇してしまい劣化してしまう可能性がある。また、減圧度は高い方が温度上昇抑制と乾燥効率を高める意味で好ましいが、装置の密閉度を維持するためにかかるコストが高くなるので0.1kPa以上が好ましい。より好ましくは0.25kPa以上、さらに好ましくは0.4kPa以上である。
【0093】
乾燥時間短縮を考慮すると、マイクロ波の出力は高い方が好ましいが、例えばポリビニルピロリドンを含有する中空糸膜束では過乾燥や過加熱によるポリビニルピロリドンの劣化・分解が起こったり、使用時の濡れ性低下が起こるなどの問題があるため、出力はあまり上げないのが好ましい。また0.1kW未満の出力でも中空糸膜束を乾燥することは可能であるが、乾燥時間が伸びることによる処理量低下の問題が起こる可能性がある。減圧度とマイクロ波出力の組合せの最適値は、中空糸膜束の保有水分量および中空糸膜束の処理本数により異なるものであって、試行錯誤のうえ適宜設定値を求めるのが好ましい。
例えば、本発明の乾燥条件を実施する一応の目安として、中空糸膜束1本当たり50gの水分を有する中空糸膜束を20本乾燥した場合、総水分含量は50g×20本=1,000gとなり、この時のマイクロ波の出力は1.5kW、減圧度は5kPaが適当である。
【0094】
より好ましいマイクロ波出力は0.1〜80kW、さらに好ましいマイクロ波出力は0.1〜60kWである。マイクロ波の出力は、例えば、中空糸膜束の総数と総含水量により決まるが、いきなり高出力のマイクロ波を照射すると、短時間で乾燥が終了するが、中空糸膜が部分的に変性することがあり、縮れのような変形を起こすことがある。マイクロ波を使用して乾燥するという場合に、例えば、中空糸膜に保水剤のようなものを用いた場合に、高出力やマイクロ波を用いて過激に乾燥することは保水剤の飛散による消失の原因にもなる。それに特に減圧の条件を伴うと、中空糸膜への影響を考えれば、従来においては減圧下でマイクロ波を照射することは意図していなかった。本発明の減圧下でマイクロ波を照射するということは、水性液体の蒸発が比較的温度が低い状態において活発になるため、高出力マイクロ波および高温によるポリビニルピロリドンの劣化や中空糸膜の変形等の中空糸膜の損傷を防ぐという二重の効果を奏することになる。
【0095】
本発明は、減圧下におけるマイクロ波により乾燥をするという、マイクロ波の出力を一定にした一段乾燥を可能としているが、別の実施態様として、乾燥の進行に応じて、マイクロ波の出力を順次段階的に下げる、いわゆる多段乾燥を好ましい態様として包含している。そこで、多段乾燥の意義を説明すると次のようになる。減圧下で、しかも30〜90℃程度の比較的低い温度で、マイクロ波で乾燥する場合に、中空糸膜束の乾燥の進み具合に合わせて、マイクロ波の出力を順次下げていくという多段乾燥方法が優れている。乾燥する中空糸膜の総量、工業的に許容できる適正な乾燥時間などを考慮して、減圧の程度、温度、マイクロ波の出力および照射時間を決めればよい。多段乾燥は、例えば、2〜6段という任意に何段も可能であるが、生産性を考慮して工業的に適正と許容できるのは、2〜3段乾燥にするのが適当である。中空糸膜束に含まれる水分の総量にもよるが、比較的多い場合に、多段乾燥は、例えば、90℃以下の温度における、5〜20kPa程度の減圧下で、一段目は30〜100kWの範囲で、二段目は10〜30kWの範囲で、三段目は0.1〜10kWというように、マイクロ波照射時間を加味して決めることができる。マイクロ波の出力を、例えば、高い部分で90kW、低い部分で0.1kWのように、出力の較差が大きい場合には、その出力を下げる段数を例えば4〜8段と多くすればよい。本発明の場合に、減圧というマイクロ波照射に技術的な配慮をしているから、比較的マイクロ波の出力を下げた状態でもできるという有利な点がある。例えば、一段目は10〜20kWのマイクロ波により10〜100分程度、二段目は3〜10kW程度で5〜80分程度、三段目は0.1〜3kW程度で1〜60分程度という段階で乾燥する。各段のマイクロ波の出力および照射時間は、中空糸膜に含まれる水分の総量の減り具合に連動して下げていくことが好ましい。この乾燥方法は、中空糸膜束に非常に温和な乾燥方法であり、本発明の作用効果を有意にしている。
【0096】
別の態様を説明すると、中空糸膜束の水分総量が比較的少ないという、いわゆる含水率が400質量%以下の場合には、12kW以下の低出力マイクロ波による照射が優れている場合がある。例えば、中空糸膜束総量の水分量が1〜7kg程度と比較的少量の場合には、80℃以下、好ましくは60℃以下の温度における、3〜10kPa程度の減圧下において、12kW以下の出力の、例えば1〜5kW程度のマイクロ波で10〜240分、0.5〜1kW未満のマイクロ波で1〜240分程度、より好ましくは3〜240分程度、0.1〜0.5kW未満のマイクロ波で1〜240分程度照射するという、乾燥の程度に応じてマイク口波の照射出力および照射時間を調整すれば乾燥が均一に行われる。減圧度は各段において、一応0.1〜20kPaという条件を設定しているが、中空糸膜の水分含量の比較的多い一段目を例えば0.1〜5kPaと減圧を高め、マイクロ波の出力を10〜30kWと高める、ニ段目、三段目を5〜20kPaの減圧下で0.1〜5kWによる一段よりやや高い圧力下でマイクロ波を照射するという、いわゆる各段の減圧度を状況に応じて適正に調整して変えることなどは、中空糸膜束の水分総量および含水率の低下の推移を考慮して任意に設定することが可能である。各段において、減圧度を変える操作は、本発明の減圧下でマイクロ波を照射するという意義をさらに大きくする。勿論、マイクロ波照射装置内におけるマイクロ波の均一な照射および排気には常時配慮する必要がある。
【0097】
中空糸膜束の乾燥を、減圧下でマイクロ波を照射して乾燥することと、通風向きを交互に逆転する乾燥方法を併用することも乾燥において工程が煩雑にはなるが、有効な乾燥方法である。マイクロ波照射方法および通風交互逆転方法も、一長一短があり、高度の品質が求められる場合に、これらを併用することができる。最初の段階で、通風交互逆転方法を採用して、平均含水量が20〜60質量%程度に進行したら、次の段階で減圧下でマイクロ波を照射して乾燥することができる。この場合に、マイクロ波を照射して乾燥してから、次に通風向きを交互に逆転する通風乾燥方法を併用することもできる。これらは、乾燥により製造される中空糸膜の品質、特に中空糸膜における長さ方向において部分固着がないポリスルホン系選択透過性中空糸膜束の品質を考慮して決めることができる。これらの乾燥方法を同時に行うこともできるが、装置の煩雑さ、複雑さ、価格の高騰などの不利な点があるため実用的ではない。しかし、遠赤外線等の有効な加熱方法を併用することは本発明の乾燥方法の範囲からは排除しない。
【0098】
乾燥中の中空糸膜束の最高到達温度は、不可逆性のサーモラベルを中空糸膜束を保護するフィルム側面に貼り付けて乾燥を行い、乾燥後に取り出し表示を確認することで測定することができる。この時、乾燥中の中空糸膜束の最高到達温度は90℃以下が好ましく、より好ましくは80℃以下に抑える。さらに好ましくは70℃以下である。最高到達温度が90℃を超えると、膜構造が変化しやすくなり性能低下や酸化劣化を起こしてしまう場合がある。特にポリビニルピロリドンを含有する中空糸膜束では、熱によるポリビニルピロリドンの分解等が起こりやすいので温度上昇をできるだけ防ぐ必要がある。減圧度とマイクロ波出力の最適化と断続的に照射することで温度上昇を防ぐことができる。また、乾燥温度は低い方が好ましいが、減圧度の維持コスト、乾燥時間短縮の面より30℃以上が好ましい。
【0099】
マイクロ波の照射周波数は、中空糸膜束への照射斑の抑制や、細孔内の水を細孔より押出す効果などを考慮すると1,000〜5,000MHzが好ましい。より好ましくは1,500〜4,000MHz、さらに好ましくは2,000〜3,000MHzである。
該マイクロ波照射による乾燥は中空糸膜束を均一に加熱し乾燥することが重要である。上記したマイクロ波乾燥においては、マイクロ波の発生時に付随発生する反射波による不均一加熱が発生するので、該反射波による不均一加熱を低減する手段を取る事が重要である。該方策は限定されず任意であるが、例えば、特開2000−340356号公報において開示されているオーブン中に反射板を設けて反射波を反射させ加熱の均一化を行う方法が好ましい実施態様の一つである。
【0100】
中空糸膜束の含水率が10〜20質量%まで低下した後は、遠赤外線照射により中空糸膜束を乾燥するのが好ましい。マイクロ波を照射したり、加熱(通風)乾燥を行う方が被乾燥物を速く乾燥するという意味では好ましいが、ポリビニルピロリドンを含む分離膜の場合、ポリビニルピロリドンが乾燥の進行、すなわち中空糸膜中の水分含量の低下に伴い、熱による劣化分解を受けやすくなる問題がある。したがって、乾燥の最終段階(低水分含量)においては、より低いエネルギーでマイルドに乾燥するのが好ましい。また、遠赤外線は、電磁波の一種であり、マイクロ波と同様に被乾燥物の内部まで浸透するため、低エネルギーでも被乾燥物を均一に斑なく乾燥できるという特徴を有するため好ましい。
【0101】
遠赤外線の照射波長は1〜30μmであることが好ましい。水や有機物は波長3〜12μmの遠赤外線の吸収率が高いため、遠赤外線の波長が短すぎても長すぎても、被乾燥物の温度が上がり難くなるため、乾燥時間が延びるなど乾燥にかかるコストが増大することがある。したがって、照射する遠赤外線の波長は1.5〜26μmがより好ましく、2〜22μmがさらに好ましく、2.5〜18μmがよりさらに好ましい。
【0102】
遠赤外線を照射するための放射媒体としては、表面に酸化金属の被膜を有するステンレス媒体を使用するのが好ましい実施態様である。例えば、オーステナイト系ステンレス鋼粉体にAl2O3、Fe2O3、TiO2、CaO、MgO、K2O、Na2O等の酸化金属をコーティングした遠赤外線放射体を用いるのが、安価で効率的に遠赤外線を取り出すことができるため、より好ましい実施態様である。
【0103】
一方、マイクロ波乾燥終了後に行う遠赤外線照射による乾燥の場合は、マイクロ波乾燥の場合と異なり、減圧下で照射しても放電現象は発生しないので、マイクロ波乾燥の場合より減圧度を高めて行うことができる。乾燥効率の点より5kPa以下が好ましく、4kPa以下がより好ましく、3kPa以下がさらに好ましく、2kPa以下がよりさらに好ましい。遠赤外線照射の照射エネルギーは、オーブンの中心部に設けた熱電対で検出される温度で80℃以下になるように制御するのが好ましい。70℃以下で制御するのがより好ましい。この遠赤外線照射による輻射線は、水に吸収されエネルギーに変換される割合が高く、熱効率に優れたものであり、かつ乾燥の推移に従った温度制御も適性にできるという、安全性を備えた利点を有する。この遠赤外線照射による乾燥方法、中空糸膜束の色彩、表面粗さ、屈曲、亀裂、平滑および柔軟な感触などを含む表面効果を保つために乾燥仕上げという点で有意義である。
【0104】
本発明における好ましい乾燥方法の具体的な態様は、中空糸膜束に(1)マイクロ波照射と遠赤外線照射を同時にする乾燥工程、(2)マイクロ波照射をする乾燥工程、および(3)遠赤外線照射をする乾燥工程という複数の乾燥工程の態様を包含する。本発明の適正な乾燥方法は、まず(A)中空糸膜束に(1)マイクロ波照射と遠赤外線照射を同時にする乾燥工程を採用し、中空糸膜束の含水率が一定値に下がった状態で、(3)遠赤外線照射をする乾燥工程を採用する乾燥方法が一般的である。別の乾燥方法の態様は、(B)中空糸膜束に、(2)マイクロ波照射をする乾燥工程を採用し、中空糸膜束の含水率が一定値に下がった状態で、(3)遠赤外線照射をする乾燥工程を採用する乾燥方法である。勿論この各乾燥工程には適正な温度制御、および減圧下で行う場合の圧力制御、および通風排気を必要な場合にそれを採用することは必須の要件である。
理論的には、(1)乾燥工程と(2)乾燥工程を併用すること、(3)乾燥工程と(1)乾燥工程を併用すること、(2)乾燥工程に(3)乾燥工程を併用することなど、本件発明の乾燥方法を実施する乾燥装置の現場の操作上のことであり、実施可能ではあるが、(A)、(B)の乾燥方法に比べて、その実用上の成果は十分に吟味していない。
【0105】
このように、遠赤外線照射はマイクロ波照射終了後に照射を開始してもよいし、マイクロ波照射時にも照射し、マイクロ波乾燥と遠赤外線乾燥とを同時進行で実施してもよい。マイクロ波と遠赤外線照射を同時に行うことにより、マイクロ波照射により励起され中空糸膜表面に移動してきた水の蒸発が遠赤外線照射により加速されるため乾燥効率向上に繋がる。また、この表面水分の効率的な蒸発により、表面水分により誘導されるポリビニルピロリドンの中空糸膜表面の濃度変動が抑制され、部分固着発生抑制に繋げられるので好ましい。上述のごとくマイクロ波乾燥についても減圧下で実施するのが好ましいので、減圧下でマイクロ波乾燥と遠赤外線乾燥とを同時進行で実施して、前記の含水率になった時点でマイクロ波照射を中止し、減圧状態を維持したまま遠赤外線照射を続行し、さらなる乾燥を続ける方法が好ましい。この折に、マイクロ波の照射終了後に系の減圧度を下げて、コンディショニングを行った後に、再度減圧度を上げて遠赤外線照射を開始してもよい。従って、本発明においては、加熱オーブン内に遠赤外線ヒーターが取り付けられており、かつ加熱オーブン内を減圧(真空)にできる排気系が取り付けられたマイクロ波乾燥機を用いて乾燥することが好ましい実施態様である。
【0106】
マイクロ波乾燥と遠赤外線乾燥による、減圧下、および温度という条件を加えて乾燥する場合に、一般には、例えば減圧高温下で高出力のマイクロ波を短時間に加えると、含水率の低下が促進されるが、水分の偏在、ポリビニルピロリドンの偏在が、マイクロ波の加熱にも関係するので、突沸のような現象を誘発し、これが中空糸膜束の材質や多孔構造を傷めることになり、バースト圧に対処できる構造を保証することが出来なくなるおそれがある。本発明は、マイクロ波と遠赤外線の出力を適性に調整して、温度、圧力の環境も調整することにより、特にマイクロ波による中空糸膜束の内、外の全体的な乾燥を促進する一方で、遠赤外線による、特に中空糸膜束の表面を含む全体の乾燥を促進することになり、このマイクロ波乾燥と遠赤外線乾燥は相乗的な乾燥効果を上げることになる。
【0107】
本発明においては、乾燥終了後に乾燥系内を常圧に戻す折に窒素ガス等の不活性ガスを用いることが好ましい実施態様である。乾燥終了直後は、中空糸膜束の温度が高いため、乾燥庫内を常圧に戻す際、空気等の酸素を含む気体を送入すると、ポリビニルピロリドンを含有する中空糸膜の場合、ポリビニルピロリドンが酸素と熱の影響により酸化劣化を受けることがある。したがって、乾燥終了後に乾燥庫内を常圧に戻す際に、不活性ガスを送入することにより中空糸膜束中のポリビニルピロリドンの酸化劣化が抑制される。
【0108】
中空糸膜束の乾燥は、マイクロ波、遠赤外線を使用して、時間的に無制限に乾燥に供することが品質に良い影響を与えることにはならない。中空糸膜束を構成するポリスルホン系樹脂の、又はポリビニルピロリドン材料の熱劣化や、酸素、水、蒸気などの環境劣化の影響も考えられるからである。したがって、工業的な生産ということからすれば、乾燥時間にも自ずと許容される適正な時間を考慮する必要がある。本発明者等は、マイクロ波、遠赤外線という比較的過酷な乾燥条件に供する中空糸膜の品質を保護するという観点から、さらに工業的生産性という観点から考えれば、乾燥開始から終了するまでの乾燥時間は5時間以内が好ましい。より好ましくは4時間以内、さらに好ましくは3時間以内である。
【0109】
本発明における中空糸膜は、前述のごとく過酸化水素溶出量が抑制されていることが好ましい。本特性を付与することに関しては、上述の乾燥方法や乾燥条件を選ぶことが重要であるが、過酸化水素の生成の原因物質であるポリビニルピロリドンの品質や取り扱い等も重要な要因であり配慮が必要である。例えば、ポリビニルピロリドンとして過酸化水素含有量が300ppm以下のものを用いて製造することが好ましい。原料として用いるポリビニルピロリドン中の該過酸化水素含有量を300ppm以下にすることで、製膜後の中空糸膜の過酸化水素溶出量を5ppm以下に抑えることができ、本発明の中空糸膜の品質安定化が達成できるので好ましい。したがって、原料として用いるポリビニルピロリドン中の過酸化水素含有率は250ppm以下がより好ましく、200ppm以下がさらに好ましく、150ppm以下がよりさらに好ましい。
【0110】
過酸化水素の溶出量を上記の規制された範囲に制御する方法としては、例えば、前記したごとく原料として用いるポリビニルピロリドン中の過酸化水素量を300ppm以下にすることが有効な方法であるが、該過酸化水素は上記した中空糸膜束の製造過程でも生成するので、該中空糸膜束の製造条件を厳密に制御する必要がある。特に、該中空糸膜束を製造する際の紡糸溶液の溶解工程および乾燥工程での生成の寄与が大きいので、乾燥条件の最適化が重要である。特に、この乾燥条件の最適化は、中空糸膜束の長手方向の溶出量変動を小さくすることに関して有効な手段となる。
【0111】
紡糸溶液の溶解工程に関しては、例えば、ポリスルホン系樹脂、ポリビニルピロリドン、溶媒からなる紡糸溶液を撹拌、溶解する際、ポリビニルピロリドン中に過酸化水素が含まれていると、溶解タンク内に存在する酸素の影響および溶解時の加熱の影響により、過酸化水素が爆発的に増加することがわかった。したがって、溶解タンクに原料を投入する際には、予め不活性ガスにて置換された溶解タンク内に原料を投入するのが好ましい。不活性ガスとしては、窒素、アルゴンなどが好適に用いられる。また、溶媒、場合によっては非溶媒を添加することもあるが、これら溶媒、非溶媒中に溶存している酸素を不活性ガスで置換して用いるのも好適な実施態様である。
【0112】
また、過酸化水素の発生を抑制する他の方法として、製膜溶液を溶解する際、短時間に溶解することも重要な要件である。そのためには、通常、溶解温度を高くすることおよび/または撹拌速度を上げればよい。しかしながら、そうすると温度および撹拌線速度、剪断力の影響によりポリビニルピロリドンの劣化・分解が進行してしまう。事実、発明者らの検討によれば、製膜溶液中のポリビニルピロリドンの分子量は溶解温度の上昇に従い、分子量のピークトップが分解方向に移動(低分子側にシフト)したり、または低分子側に分解物と思われるショルダーが現れる現象が認められた。以上より、原料の溶解速度を向上させる目的で温度を上昇させることは、ポリビニルピロリドンの劣化分解を促進し、ひいては選択透過性中空糸膜中にポリビニルピロリドンの分解物をブレンドしてしまうことから、例えば、得られた中空糸膜を血液浄化に使用する場合、血液中に分解物が溶出するなど、製品の品質安全上、優れたものとはならなかった。そこで、ポリビニルピロリドンの分解を抑制する目的で低温で原料を混合することを試みた。低温溶解とはいっても氷点下となるような極端な条件にするとランニングコストもかかるため、通常5℃以上70℃以下が好ましい。60℃以下がより好ましい。しかし、単純に溶解温度を下げると溶解時間の長時間化によるポリビニルピロリドン劣化分解、操業性の低下や設備の大型化を招くことになり工業的に実施する上では問題がある。特に、ポリビニルピロリドンは低温溶解をしようとするとポリビニルピロリドンが継粉になり、それ以上溶解することが困難となったり、均一溶解に長時間を要するという課題を有する。
【0113】
低温で時間をかけずに溶解するための溶解条件について検討を行った結果、溶解に先立ち紡糸溶液を構成する成分を混練した後に溶解させることが好ましいことを見出し本発明に到達した。該混練はポリスルホン系樹脂、ポリビニルピロリドンおよび溶媒等の構成成分を一括して混練しても良いし、ポリビニルピロリドンとポリスルホン系樹脂とを別個に混練しても良い。前述のごとくポリビニルピロリドンは酸素との接触により劣化が促進され過酸化水素の発生につながるので、該混練時においても不活性ガスで置換した雰囲気で行う等、酸素との接触を抑制する配慮が必要であり別ラインで行うのが好ましい。混練はポリビニルピロリドンと溶媒のみとしてポリスルホン系樹脂は予備混練をせずに直接溶解タンクに供給する方法も本発明の範疇に含まれる。
【0114】
該混練は溶解タンクと別に混練ラインを設けて実施し混練したものを溶解タンクに供給してもよいし、混練機能を有する溶解タンクで混練と溶解の両方を実施しても良い。前者の別個の装置で実施する場合の、混練装置の種類や形式は問わない。回分式、連続式のいずれであっても構わない。スタティックミキサー等のスタティックな方法であっても良いし、ニーダーや攪拌式混練機等のダイナミックな方法であっても良い。混練の効率より後者が好ましい。後者の場合の混練方法も限定なく、ピンタイプ、スクリュータイプ、攪拌器タイプ等いずれの形式でもよい。スクリュータイプが好ましい。スクリューの形状や回転数も混練効率と発熱とのバランスより適宜選択すれば良い。一方、混練機能を有する溶解タンクを用いる場合の溶解タンクの形式も限定されないが、例えば、2本の枠型ブレードが自転、公転するいわゆるプラネタリー運動により混練効果を発現する形式の混練溶解機が推奨される。例えば、井上製作所社製のプラネタリュームミキサーやトリミックス等が本方式に該当する。
【0115】
混練時のポリビニルピロリドンやポリスルホン系樹脂等の樹脂成分と溶媒との比率も限定されない。樹脂/溶媒の質量比で0.1〜3が好ましい。0.5〜2がより好ましい。
【0116】
前述のごとくポリビニルピロリドンの劣化を抑制し、かつ効率的な溶解を行うことが本発明の技術ポイントである。従って、少なくともポリビニルピロリドンが存在する系は窒素雰囲気下、70℃以下の低温で混練および溶解することが好ましい実施態様である。ポリビニルピロリドンとポリスルホン系樹脂を別ラインで混練する場合にポリスルホン系樹脂の混練ラインに本要件を適用してもよい。混練や溶解の効率と発熱とは二律背反現象である。該二律背反をできるだけ回避した装置や条件の選択が本発明の重要な要素となる。そういう意味で混練機構における冷却方法が重要であり配慮が必要である。
【0117】
引き続き前記方法で混練されたものの溶解を行う。該溶解方法も限定されないが、例えば、攪拌式の溶解装置による溶解方法が適用できる。低温・短時間(3時間以内)で溶解するためには、フルード数(Fr=n2d/g)が0.7以上1.3以下、攪拌レイノルズ数(Re=nd2ρ/μ)が50以上250以下であることが好ましい。ここでnは翼の回転数(rps)、ρは密度(Kg/m3)、μは粘度(Pa・s)、gは重力加速度(=9.8m/s2)、dは撹拌翼径(m)である。フルード数が大きすぎると、慣性力が強くなるためタンク内で飛散した原料が壁や天井に付着し、所期の製膜溶液組成が得られないことがある。したがって、フルード数は1.25以下がより好ましく、1.2以下がさらに好ましく、1.15以下がよりさらに好ましい。また、フルード数が小さすぎると、慣性力が弱まるために原料の分散性が低下し、特にポリビニルピロリドンが継粉になり、それ以上溶解することが困難となったり、均一溶解に長時間を要することがある。したがって、フルード数は0.75以上がより好ましく、0.8以上がさらに好ましい。
【0118】
本願発明における製膜溶液は所謂低粘性流体であるため、撹拌レイノルズ数が大きすぎると、撹拌時、製膜溶液中への気泡のかみこみによる脱泡時間の長時間化や脱泡不足が起こるなどの問題が生ずることがある。そのため、撹拌レイノルズ数はより好ましくは240以下、さらに好ましくは230以下、よりさらに好ましくは220以下である。また、撹拌レイノルズ数が小さすぎると、撹拌力が小さくなるため溶解の不均一化が起こりやすくなることがある。したがって、撹拌レイノルズ数は、35以上がより好ましく、40以上がさらに好ましく、55以上がよりさらに好ましく、60以上が特に好ましい。さらに、このような紡糸溶液で中空糸膜を製膜すると気泡による曳糸性の低下による操業性の低下や品質面でも中空糸膜への気泡の噛み込みによりその部位が欠陥となり、膜の気密性やバースト圧の低下などを引き起こして問題となることがわかった。紡糸溶液の脱泡は効果的な対処策だが、紡糸溶液の粘度コントロールや溶剤の蒸発による紡糸溶液の組成変化を伴うこともありうるので、行う場合には慎重な対応が必要となる。
【0119】
さらに、ポリビニルピロリドンは空気中の酸素の影響により酸化分解を起こす傾向にあることから、紡糸溶液の溶解は不活性気体封入下で行うのが好ましい。不活性気体としては、窒素、アルゴンなどが上げられるが、窒素を用いるのが好ましい。このとき、溶解タンク内の残存酸素濃度は3%以下であることが好ましい。窒素封入圧力を高めてやれば溶解時間短縮が望めるが、高圧にするには設備費用が嵩む点と、作業安全性の面から大気圧以上2kgf/cm2以下が好ましい。
【0120】
その他、本願発明に用いるような低粘性製膜溶液の溶解に用いられる撹拌翼形状としては、ディスクタービン型、パドル型、湾曲羽根ファンタービン型、矢羽根タービン型などの放射流型翼、プロペラ型、傾斜パドル型、ファウドラー型などの軸流型翼が挙げられるが、これらに限定されるものではない。
【0121】
以上のような低温溶解方法を用いることにより、ポリビニルピロリドンの劣化分解が抑制された安全性の高い中空糸膜を得ることが可能となる。さらに付言すれば、製膜には原料溶解後の滞留時間が24時間以内の紡糸溶液を使用することが好ましい。なぜなら、製膜溶液が保温されている間に熱エネルギーを蓄積し、原料劣化を起こす傾向が認められたためである。
【0122】
本発明における中空糸膜のその他の特性は限定されないが、例えば、ポリビニルピロリドンの中空糸膜の外表面最表層における含有量が25〜50質量%であるのが好ましい。外表面最表層のポリビニルピロリドンの含有量が25質量%未満では膜全体、特に膜内表面のポリビニルピロリドンの含有量が低くなりすぎ、血液適合性や透過性能の低下が起こる可能性がある。また乾燥膜の場合、プライミング性が低下することがある。血液透析器を血液浄化療法に使用する時には、生理食塩水などを血液透析器の中空糸膜内外部に流すことにより、湿潤化および泡抜きを行う必要がある。このプライミング操作において、中空糸膜の真円度や端部の潰れ、変形、膜素材の親水性などが、プライミング性に影響を与えると考えられるが、ポリスルホン系樹脂とポリビニルピロリドンからなる中空糸膜であって乾燥膜血液浄化器の場合には、中空糸膜の親疎水バランスがプライミング性に大きく影響する。したがって、外表面最表層におけるポリビニルピロリドンの含有量は27質量%以上がより好ましく、29質量%以上がさらに好ましく、31質量%以上がよりさらに好ましい。また、外表面最表層のポリビニルピロリドンの含有量が50質量%を超すと透析液に含まれるエンドトキシン(内毒素)が血液側へ浸入する可能性が高まり、発熱等の副作用を引き起こすことに繋がるとか、膜を乾燥させた時に膜外表面に存在するポリビニルピロリドンが介在し中空糸膜同士がくっつき(固着し)、モジュール組み立ての作業性が悪化する等の課題を引き起こす可能性がある。したがって、47質量%以下がより好ましく、43質量%以下がさらに好ましく、41質量%以下がよりさらに好ましい。
【0123】
上記の特性を付与する方法として、例えば、ポリスルホン系樹脂に対するポリビニルピロリドンの含有量を前記した範囲にしたり、中空糸膜の製膜条件を最適化する等により達成できる。また、製膜された中空糸膜を洗浄することも有効な方法である。製膜条件としては、ノズル出口のエアギャップ部の湿度調整、延伸条件、凝固浴の温度、凝固液中の溶媒と非溶媒との組成比等の最適化が、また、洗浄方法としては、温水洗浄、アルコール洗浄および遠心洗浄等が有効である。該方法の中で、製膜条件としては、エアギャップ部の湿度および外部凝固液中の溶媒と非溶媒との組成比の最適化が、洗浄方法としてはアルコール洗浄が特に有効である。
【0124】
内部凝固液としては、0〜80質量%のジメチルアセトアミド(DMAc)水溶液が好ましい。より好ましくは、15〜70質量%、さらに好ましくは25〜60質量%、よりさらに好ましくは30〜50質量%である。内部凝固液濃度が低すぎると、血液接触面の緻密層が厚くなるため、溶質透過性が低下する可能性がある。また内部凝固液濃度が高すぎると、緻密層の形成が不完全になりやすく、分画特性が低下する可能性がある。外部凝固液は0〜50質量%のDMAc水溶液を使用するのが好ましい。外部凝固液濃度が高すぎる場合は、外表面開孔率および外表面平均孔面積が大きくなりすぎ、透析使用時エンドトキシンの血液側への逆流入の増大や、バースト圧の低下を起こす可能性がある。したがって、外部凝固液濃度は、より好ましくは40質量%以下、さらに好ましくは30質量%以下、よりさらに好ましくは25質量%以下である。また、外部凝固液濃度が低すぎる場合には、紡糸溶液から持ち込まれる溶媒を希釈するために大量の水を使用する必要があり、また廃液処理のためのコストが増大する。そのため、外部凝固液濃度の下限はより好ましくは5質量%以上である。
【0125】
上記中空糸膜の製造において、完全に中空糸膜構造が固定される以前に実質的に延伸をかけないことが好ましい。実質的に延伸を掛けないとは、ノズルから吐出された紡糸溶液に弛みや過度の緊張が生じないように紡糸工程中のローラー速度をコントロールすることを意味する。吐出線速度/凝固浴第一ローラー速度比(ドラフト比)は0.7〜1.8が好ましい範囲である。前記比が0.7未満では、走行する中空糸膜に弛みが生じ生産性の低下に繋がることがあるので、ドラフト比は0.8以上がより好ましく、0.9以上がさらに好ましく、0.95以上がよりさらに好ましい。1.8を超える場合には中空糸膜の緻密層が裂けるなど膜構造が破壊されることがある。そのため、ドラフト比は、より好ましくは1.7以下、さらに好ましくは1.6以下、よりさらに好ましくは1.5以下、特に好ましくは1.4以下である。ドラフト比をこの範囲に調整することにより細孔の変形や破壊を防ぐことができ、膜孔への血中タンパクの目詰まりを防ぎ経時的な性能安定性やシャープな分画特性を発現することが可能となる。
【0126】
水洗浴を通過した中空糸膜は、湿潤状態のまま綛に巻き取り、3,000〜20,000本の束にする。ついで、得られた中空糸膜を前述した洗浄、脱水および乾燥工程を経て乾燥中空糸膜として、中空糸膜モジュール用に供せられる。
【0127】
上記の本発明の中空糸膜は、上記の特性を有しており、例えば血液浄化用モジュールの分離膜として好適に用いることができる。
【0128】
該モジュールは、上記方法で得られた中空糸膜の両端を樹脂で固定化したモジュールである。
【0129】
モジュールの形状を図3に例示する。
【0130】
モジュール1は、筒状の容器2内に選択透過性中空糸膜束3を装填し、該中空糸膜束3の両端部を容器2の両端部に接着剤等により固定4し、容器2の両端部をキャップ5a、5bにより被覆してなる。そして、容器2の側部で一方の端部近傍には、容器2内に透析液を導入する透析液導入口6aを、他方の端部近傍には、透析液を排出する透析液排出口6bをそれぞれ突出形成してある。また、一方のキャップ5aには容器2内に血液を導入する血液導入口7aを、他方のキャップ5bには血液を排出する血液排出口7bをそれぞれ突出形成してある。
【0131】
そして、血液は、矢印Aに示すように、血液導入口7aからキャップ5aと選択透過性中空糸膜束3の一方の端面とにより形成される空間内に入り、選択透過性中空糸膜束3の中空糸の中を通り、選択透過性中空糸束3の他方の端面とキャップ5bとにより形成される空間内に入り、血液排出口7bから矢印Bに示すように排出される。一方、透析液は、矢印Cに示すように、透析液導入口6aから容器2内に入り、選択透過性中空糸膜束3の中空糸膜の外側を流れ、矢印Dに示すように、透析液排出口6bから排出される。このとき、透析される血液の流れと透析液の流れとは逆方向の所謂対向流とする。この間に、選択透過性中空糸膜内を流れる血液中の老廃物が中空糸膜を通して外側の透析液中に透析される。
【0132】
前記容器やキャップの素材としては、ポリカーボネート、ポリエステル、ポリプロピレン等が挙げられる。また、両端部固定に用いられる接着剤の材料としてはポリウレタン樹脂、エポキシ樹脂およびシリコーン樹脂等が挙げられる。
【0133】
両端部固定に用いられる接着剤の固定部への注入方法は限定されないが、注入すべきモジュールを回転させることにより発生する遠心力を利用して注入する遠心接着法が推奨される。該遠心接着の方法も限定されない。たとえば、乾燥された選択透過性中空糸膜束が装填された容器の両端に目止め治具を取り付け、遠心接着機にセットする。遠心接着機を所定の回転数で回転させながら、室温付近の温度で透析液導入口6aおよび6bより所定量の未硬化の接着剤樹脂を注入した後、遠心接着機の温度を注入接着剤樹脂の硬化温度に上昇させ、硬化を終了させるか、あるいは少なくとも樹脂の流動性がなくなるまでプレ硬化させて遠心接着機を停止する。後者の場合は静置状態で加温をしてポスト硬化を行い硬化を終了させる。この遠心接着法は選択透過性中空糸膜膜束の接着部の内側を可撓性樹脂層で覆って接着界面の選択透過性中空糸膜を補強した2層遠心接着法であってもよい。
【0134】
上記遠心接着法の場合、選択透過性中空糸膜束内の空間全体に接着剤が均一に注入されることが重要である。この注入が不均一になり接着剤の注入量が不充分な箇所が生ずると接着不良に繋がる。特に、選択透過性中空糸膜同士が固着した部分があると接着剤の浸透が阻害される。従って、この固着部分の解きほぐしをするために、例えば、選択透過性中空糸膜束端面にノズルより空気を吹き付ける、いわゆる整糸処理等が実施されている。確かに、本整糸処理は固着中空糸膜の解きほぐしには効果があるが、この処理により端面部の選択透過性中空糸膜束の変形が起こり傾き中空糸膜の発生に繋がるので好ましくない。
本発明の選択透過性中空糸膜束は乾燥時の部分固着が抑制されているので整糸処理をしなくても接着剤の注入の均一性が確保されるという特徴を有する。従って、整糸処理は不要である。ただし、接着剤の注入の均一性確保は重要であるので、下記対応等を実施することが好ましい。例えば、接着剤として低粘度の銘柄を選択することが好ましい。二液混合2分後の粘度が2000mPa・s以下が好ましい。1600mPa・s以下がより好ましい。また、モジュール組み立てに用いる容器に乾燥選択透過性中空糸膜束を挿入する時の中空状の包装体で拘束される選択透過性中空糸膜束の充填密度を低くすることが好ましい。
【0135】
充填する中空糸膜束の中空糸膜本数、長さは、市場要求や中空糸膜束特性により適宜設定される。容器の長さや径は該充填する選択透過性中空糸膜束の大きさに見合うように設定される。
【0136】
該モジュールにおいて、(1)下記方法で評価される樹脂で固定化された部分の中空糸膜の傾き度が15度以上の中空糸膜の本数の割合が0.05%以下であり、(2)下記方法で測定される目詰まり中空糸膜の本数の割合が0.05%以下であることを同時に満足することが好ましい。
【0137】
[傾き中空糸膜の割合評価法]
所定本数の中空糸膜(例えば、10000本)を中空糸束側表面が梨地加工された厚み0.2mmのポリエチレン製のフィルムよりなる中空状包装体で拘束された乾燥中空糸膜包装体を所定形状(例えば、内径31mm、長さ255mm)のモジュール容器に挿入し、中空糸膜を固定しながらポリエチレン製のフィルムよりなる包装体を抜き取る。この状態で容器の両端に目止め治具を取り付け、遠心接着機にセットする。遠心接着機を500rpmの回転数で回転させながら、透析液導入口6aおよび6bよりポッティング剤(三洋化成社製の二液硬化型ポリウレタン樹脂、主剤:ポリメディカMA−200、硬化剤:ポリメディカMB−200、配合比:52/48、二液混合2分後の粘度:1400mPa・s)を25℃にて1端面当り0.8g/秒で20gを注入した。50℃で30分間硬化をして遠心接着機を停止する。このモジュールを取り出し、室温で1晩ポスト硬化をした後、モジュール端部の両端それぞれ5mmづつを切削、開口して中空糸膜モジュールを得る。該モジュール端面を厚さ約0.2mmで切削して評価用サンプルを作製する。以上の評価用サンプルの作製法は一例であり限定されない。例えば、モジュール化された製品について評価する場合は、該モジュールの端面を厚さ約0.2mmで切削して評価用サンプルとしてもよい。この端面をプロジェクターで拡大、投影して端面の法線に対する傾きが15度以上である中空糸膜を傾き中空糸膜とする。具体的な測定方法は次のとおりである。すなわち、まず該サンプルの厚さ(d)を測定し、d×tan15度の値を算出する。サンプルをプロジェクターで20倍〜50倍程度に拡大、投影する。傾いた中空糸膜が存在すると傾き部分の影が生ずる。この影の部分のずれの長さを測定する。この長さが上記d×tan15度よりも大きい中空糸膜の本数を数える。概念図を図4に示す。
傾き中空糸膜の割合は次式で算出する。
傾き中空糸膜の割合(%)=(15度以上の傾きの中空糸膜の本数/サンプル端面の中空糸膜の全本数)×100
【0138】
中空糸膜の傾き度が15度を超えた場合は、血液が流れにくくなり、偏流が起こり残血中空糸膜の発生に繋がる。傾き中空糸膜の割合は0.04%以下がより好ましく、0.03%以下がさらに好ましい。0%が特に好ましい。0.05%を超えた場合は残血中空糸膜本数が増加し透析患者に不安感を与えるので好ましくない。本発明においては、本特性は両端面ともが満足するのが好ましい。
【0139】
[目詰まり中空糸膜の割合]
上記方法で調製したサンプル端面を赤色のマジックインキ(R)で彩色し、かつ該端面を放射線状に8分割のマーキングをし、8分割した全端面をナショナルライト付き顕微鏡(ライトスコープ100、倍率:100倍、松下電器産業社製)を用いて目詰まり中空糸膜の本数をカウントする。目詰まり中空糸膜の割合は下記式にて算出する。
目詰まり中空糸膜の割合(%)=(目詰まり中空糸膜本数/サンプル端面の中空糸膜の全本数)×100
ここで、目詰まり中空糸膜本数およびサンプル端面の中空糸膜の全本数共に、8分割した端面全ての総合計数である。
【0140】
上記目詰まり中空糸膜の割合は、0.04%以下がより好ましく、0.03%以下がさらに好ましい。0%が特に好ましい。目詰まり中空糸膜の割合が0.05%を超えた場合は、血液が流れにくくなり、血液の偏流が起こり残血中空糸膜の発生に繋がるので好ましくない。本発明においては、本特性は両端面ともが満足するのが好ましい。
【0141】
さらに、本発明のモジュールは、モジュール端面の中空糸膜が接着剤で固定化された部分の最表面部分を下記方法で観察し評価される潰れ中空糸膜本数の割合が0.05%以下であることが好ましい。本発明においては、本特性は両側の端面の両方ともが満足するのが好ましい。0.04%以下がより好ましく、0.03%以下がさらに好ましい。0%が特に好ましい。潰れ中空糸膜の本数の割合が0.05%を超えた場合は、血液が流れにくくなり、血液の偏流が起こり残血中空糸膜の発生に繋がる。
[潰れ中空糸膜の割合評価法]
上記の傾き中空糸膜の割合評価に用いるサンプルの端面(モジュール端面側)を放射線状に8分割のマーキングをし、8分割した全端面を200倍の倍率で観察して潰れの個数をカウントした。潰れの基準は中空糸膜1本ずつにおいて短径と長径を測定し、その比が1対2よりも扁平しているものを潰れ中空糸膜とする。潰れ中空糸膜の割合は次式により求める。
潰れ中空糸膜の割合(%)=(潰れ中空糸膜本数/サンプル端面の中空糸膜の全本数)×100
ここで、潰れ糸膜本数およびサンプル端面の中空糸膜の全本数共に、8分割した端面全ての総合計数である。
【0142】
また、本発明のモジュールは、下記方法で測定される残血中空糸膜の割合がモジュール当りの全中空糸の本数に対して0.05%以下であることが好ましい。0.04%以下がより好ましく、0.03%以下がさらに好ましい。0%が特に好ましい。0.05%を超えた場合は残血中空糸膜本数が増加し透析患者に不安感を与えるので好ましくない。
[残血中空糸膜の割合評価法]
上記方法で得られたモジュールの透析液側を生理食塩水で満たし、健康人から採取したヘパリン加血200mlを血液バッグに詰め、血液バッグとモジュールをチューブで連結し、37℃で血液流速100ml/min、1時間循環する。循環開始前と循環60分との血液をサンプリングし、白血球数、血小板数を測定する。測定した値はヘマトクリットの値で補正する。
補正値=測定値(60分)×ヘマトクリット(0分)/ヘマトクリット(60分)
補正値から白血球と血小板の変化率を算出する。
変化率=補正値(60分)/循環開始前値×100
60分循環終了後、生理食塩水で返血し、残血している糸の本数を数える。残血中空糸膜の割合は下記式にて算出する。
残血中空糸膜の割合(%)=(残血中空糸膜の本数/モジュール中の中空糸膜の全本数)×100
【0143】
さらに、本発明においては、上記のモジュールを放射線照射後室温で1年以上保存した後に、透析型人工腎臓装置製造承認基準により定められた試験を実施した時の中空糸膜の抽出液におけるUV(220〜350nm)吸光度が全ての部位で0.10以下であるのが好ましい。2年以上経過しても該特性が維持されるのがより好ましい。モジュールの保障期間は3年に設定されているので少なくとも3年間該特性が維持されるのが特に好ましい。1年経過でUV(220〜350nm)吸光度が0.06以下が維持されれば3年間の維持が可能であることを経験的に確認している。
【0144】
中空糸膜の膜厚は10μm以上60μm以下が好ましい。60μmを超えると、透水性は高くても、移動速度の遅い中〜高分子量物質の透過性が低下することがある。膜厚は薄い方が物質透過性が高まり、55μm以下がより好ましく、50μm以下がさらに好ましく、よりさらに好ましくは47μm以下である。また、膜厚が10μm未満では、膜強度が低く偏肉度を0.6以上としても、バースト圧が低くなることがある。そのため、膜厚は20μm以上がより好ましく、さらに好ましくは25μm以上、よりさらに好ましくは30μm以上、特に好ましくは35μm以上である。
【実施例】
【0145】
以下、本発明の有効性を実施例を挙げて説明するが、本発明はこれらに限定されるものではない。なお、以下の実施例における物性の評価方法は以下の通りである。
【0146】
1、中空糸膜中の残溶媒量の測定
残溶媒量の測定は使用した溶媒の種類により液体クロマトグラフィーやガスクロマトグラフィーなどで検査標準濃度の検量線と比較して求めた。ここではジメチルアセトアミド(DMAc)の中空糸膜残量の測定を例に挙げ、説明する。
洗浄を終えた中空糸膜長さ0.25kmに純水100mlを加え、70℃で1時間抽出する。得られた抽出液を水を溶媒とした液体クロマトグラフィー(使用カラム;島津製作所社製ガードカラムSCR(H)、流速1mL/min、温度は室温、検出UV210nm)にてDMAcを純水にて濃度調製した標品とともに分析し、得られたピークエリア面積から検量線(例えば1、2、5、10ppm)を導いて抽出液中のDMAc濃度を求めた。検量線の範囲外の場合には、分析サンプルを適当な比率で希釈して分析を行った。これを次式で算出し、中空糸膜に残存するDMAc量とした。
残DMAc(mg/kmHF)=DMAc濃度(ppm)×抽出液量(L)/0.25km
【0147】
2、中空糸膜の含水率
中空糸膜の含水率は、乾燥前の中空糸膜の質量(g)を測定し、その後減圧下(−750mmHg以下)で真空乾燥を12時間実施し、乾燥後の中空糸膜の質量(g)を測定する。乾燥前後の質量差を減量(g)として乾燥後質量(g)を基準にして%で求める。以下の式で含水率を決定する。
(減量/乾燥後質量)×100=含水率(質量%)
ここで、中空糸膜の質量は1〜2gの範囲内とすることで、2時間後に絶乾状態(これ以上質量変化がない状態)にすることができる。
【0148】
3、中空糸膜の含水率変動率
中空糸膜を中空糸膜を長手方向に2.7cmずつ10個に等分し、各々の部位から乾燥状態の中空糸膜1gをはかりとり、上記方法で含水率を測定し下記式で算出した。
含水率変動率(%)={(含水率最大値―含水率最小値)/含水率平均値}×100
【0149】
4、UV(220−350nm)吸光度
透析型人工腎臓装置製造基準に定められた方法である中空糸膜1gに純水100mlを加え、70℃で1時間抽出した抽出液を分光光度計(日立製作所社製、U−3000)を用いて波長範囲200〜350nmの吸光度を測定し、この波長範囲での最大の吸光度を求めた。
該測定は、中空糸膜束を長手方向に2.7cmずつ10個に等分し、各々の部位から乾燥状態の中空糸膜1gをはかりとり全サンプルについて測定した。
湿潤型のモジュールに充填されている中空糸膜束の場合は、モジュールの透析液側流路に生理食塩水を500mL/minで5分間通液し、ついで血液側流路に200mL/minで通液した。その後血液側から透析液側に200mL/minでろ過をかけながら3分間通液した後にフリーズドライして乾燥膜を得て、該乾燥膜を用いて上記測定を行った。
【0150】
5、過酸化水素の定量
前記方法で抽出した抽出液2.6mlに塩化アンモニウム緩衝液(PH8.6)0.2mlとモル比で当量混合したTiCl4の塩化水素溶液と4−(2−ピリジルアゾ)レゾルシノールのNa塩水溶液との混合液を0.4mMに調製した発色試薬0.2mlを加え、50℃で5分間加温後、室温に冷却し508nmの吸光度を測定。標品を用いて同様に測定して求めた検量線にて定量した。
該測定は、中空糸膜を長手方向に2.7cmずつ10個に等分し、各々の部位から乾燥状態の中空糸膜1gをはかりとり全サンプルについて測定した。
湿潤型モジュールに充填されている中空糸膜束の場合は、UV(220−350nm)吸光度の測定と同様に処理することにより得た乾燥膜を用いて測定した。
【0151】
6、中空糸膜の部分固着性
包装体で拘束した乾燥中空糸膜束を切断時に発生する熱により中空糸膜同士が融着しないようにSKカッターを使用し、中空糸膜の長手方向に2cm幅で切断する。その輪切り状の中空糸膜を除電しながら(キーエンス社製 SJ−F020)ゆっくりと机上の紙面に落とし、複数本以上の塊が発生するかどうか目視で確認した。なお、目視で確認する際、明らかに切断面の融着により塊が生じているものは部分固着ではないと分類した。融着の状態がひどい場合には適宜切断する刃物を交換する。
【0152】
7、中空糸膜の収縮度変動
乾燥上がりの中空糸膜束の円形断面において、中心点からの半径の1/4の外周部と中心点からの半径の1/4の内周部に区分をしてサンプリングをした。この外周部および内周部よりサンプリングされた中空糸膜よりそれぞれ500本をランダムに採取し、それぞれ500本の全てについて以下の方法でその糸長を測定しその平均値を求めた。両平均長の差を求め、以下の基準により判定した。◎および○を合格とした。
(糸長の測定法)
各中空糸膜の両端をそれぞれ端部より5mm内部をコクヨWクリップ口幅15mm、豆(コクヨ社製:クリーJ36)で挟み、一方のクリップを固定、もう一方のクリップをフリーとして中空糸膜を吊り下げ、この状態で糸長を定規にて測定する。
(収縮度変動の判定)
◎:外周部と内周部との中空糸膜長さの平均値の差が1mm未満
○:外周部と内周部との中空糸膜長さの平均値の差が1mmから3mm以下
×:外周部と内周部との中空糸膜長さの平均値の差が3mmを超える
【0153】
8、乾燥中空糸膜の保存安定性
乾燥中空糸膜束を湿度50%RHに調湿されたドライボックス中(雰囲気は空気)に室温で3ヶ月間保存した後、前記方法でUV(220−350nm)吸光度を測定した。該保存によるUV(220−350nm)吸光度の増加度で安定性を判定した。該増加度は中空糸膜束を長手方向に2.7cmずつ10個に等分し、それぞれのサンプルについて測定し、その平均値で判定した。平均値が0.1を超えないものを合格とした。
【0154】
9、傾き中空糸膜の割合評価法
実施例および比較例で得られた乾燥中空糸膜束の包装体を内径31長さ255mmのモジュール容器に挿入し、中空糸膜束を固定しながら包装体を抜き取った。この状態で容器の両端を目止め治具を取り付け、遠心接着機にセットした。遠心接着機を500rpmの回転数で回転させながら、透析液導入口6aおよび6bよりポッティング剤(三洋化成社製の二液硬化型ポリウレタン樹脂、主剤:ポリメディカMA−200、硬化剤:ポリメディカMB−200、配合比:52/48、二液混合2分後の粘度:1400mPa・s)を25℃にて1端面当り0.8g/秒で20gを注入した。50℃で30分間キュアリングをして遠心接着機を停止した。この容器を取り出し、室温で1晩ポストキュアーをした後、容器端部の両端それぞれ5mmづつを切削、開口してモジュールを得た。該モジュール端面を厚さ約0.2mmで切削して評価用サンプルを作製した。この端面をプロジェクターで拡大、投影して端面の法線に対する傾きが15度以上である中空糸膜を傾き中空糸膜とした。具体的な測定方法は次の通りである。すなわち、まず該サンプルの厚さ(d)を測定し、d×tan15度の値を算出した。サンプルをプロジェクターで20倍〜50倍程度に拡大、投影する。傾いた中空糸膜が存在すると傾き部分の影が生ずる。この影の部分のずれの長さを測定した。この長さが上記d×tan15度よりも大きい中空糸膜の本数を数える。概念図を図2に示した。
傾き中空糸膜の割合は次式で算出する。
傾き中空糸膜の割合(%)=(15度以上の傾きの中空糸膜の本数/サンプル端面の中空糸膜の全本数)×100
傾き中空糸膜の割合で以下の品質区分判定をした。
◎:傾き中空糸膜の割合0.03%未満
○:傾き中空糸膜の割合0.03〜0.05%
×:傾き中空糸膜の割合0.05%を超える
◎および○を合格とした。
【0155】
10、潰れ中空糸膜の割合評価法
上記の傾き中空糸膜の割合評価に用いるサンプルの端面(モジュール端面側)を放射線状に8分割のマーキングをし、8分割した全端面を200倍の倍率で観察して潰れの個数をカウントした。潰れの基準は中空糸膜1本ずつにおいて短径と長径を測定し、その比が1対2よりも扁平しているものを潰れ中空糸膜とした。潰れ中空糸膜本数の割合は次式により求めた。
潰れ中空糸膜の割合(%)=(潰れ中空糸膜本数/サンプル端面の中空糸膜の全本数)×100
ここで、潰れ糸膜本数およびサンプル端面の中空糸膜の全本数共に、8分割した端面全ての総合計数である。
潰れ中空糸膜の割合で以下の品質区分判定をした。
◎:潰れ中空糸膜の割合0.03%未満
○:潰れ中空糸膜の割合0.03〜0.05%
×:潰れ中空糸膜の割合0.05%を超える
◎および○を合格とした。
【0156】
11、目詰まり中空糸膜の割合
上記方法で調製したサンプル端面を赤色のマジックインキ(R)で彩色し、かつ該端面を放射線状に8分割のマーキングをし、8分割した全端面をナショナルライト付き顕微鏡(ライトスコープ100、倍率:100倍、松下電器産業社製)を用いて目詰まり中空糸膜の本数をカウントした。目詰まり中空糸膜の割合は下記式にて算出した。
目詰まり中空糸膜の割合(%)=(目詰まり中空糸膜本数/サンプル端面の中空糸膜の全本数)×100
ここで、目詰まり中空糸膜本数およびサンプル端面の中空糸膜の全本数共に、8分割した端面全ての総合計数である。
目詰まり中空糸膜の割合で以下の品質区分判定をした。
◎:目詰まり中空糸膜の割合0.03%未満
○:目詰まり中空糸膜の割合0.03〜0.05%
×:目詰まり中空糸膜の割合0.05%を超える
◎および○を合格とした。
【0157】
12、残血中空糸膜の割合
上記方法で得られたモジュールの透析液側を生理食塩水で満たし、健康人から採取したヘパリン加血200mlを血液バッグに詰め、血液バッグとモジュールをチューブで連結し、37℃で血液流速100ml/min、1時間循環する。循環開始前と循環60分との血液をサンプリングし、白血球数、血小板数を測定する。測定した値はヘマトクリットの値で補正した。
補正値=測定値(60分)×ヘマトクリット(0分)/ヘマトクリット(60分)
補正値から白血球と血小板の変化率を算出した。
変化率=補正値(60分)/循環開始前値×100
60分循環終了後、生理食塩水で返血し、残血している糸の本数を数えた。残血中空糸膜の割合は下記式にて算出した。
残血中空糸膜の割合(%)=(残血中空糸膜本数/モジュール中の中空糸膜の全本数)×100
目詰まり中空糸膜の割合で以下の品質区分判定をした。
◎:残血中空糸膜の割合0.03%未満
○:残血中空糸膜の割合0.03〜0.05%
×:残血中空糸膜の割合0.05%を超える
◎および○を合格とした。
【0158】
13、透水率
モジュールの血液出口部回路(圧力測定点よりも出口側)を鉗子により封止した。37℃に保温した純水を加圧タンクに入れ、レギュレーターにより圧力を制御しながら、37℃恒温槽で保温したモジュールの血液流路側へ純水を送り、透析液側から流出した濾液量を測定した。膜間圧力差(TMP)は
TMP=(Pi+Po)/2
とする。ここでPiはモジュール入口側圧力、Poはモジュール出口側圧力である。TMPを4点変化させ濾過流量を測定し、それらの関係の傾きから透水率(mL/hr/mmHg)を算出する。このときTMPと濾過流量の相関係数は0.999以上でなくてはならない。また回路による圧力損失誤差を少なくするために、TMPは100mmHg以下の範囲で測定する。中空糸膜の透水性は膜面積と透析器の透水率から算出する。
UFR(H)=UFR(D)/A
ここでUFR(H)は中空糸膜の透水率(mL/m2/hr/mmHg)、UFR(D)は透析器の透水率(mL/hr/mmHg)、Aは透析器の膜面積(m2)である。
【0159】
14、膜面積の計算
透析器の膜面積は中空糸の内径基準として求める。
A=n×π×d×L
ここで、nは透析器内の中空糸本数、πは円周率、dは中空糸の内径(m)、Lは透析器内の中空糸の有効長(m)である。
【0160】
15、血液リークテスト
クエン酸を添加して凝固を抑制した37℃の牛血液を、モジュールに200mL/minで送液し、10mL/min(m2)の割合で血液をろ過する。このとき、ろ液は血液に戻し、循環系とする。60分間後にモジュールのろ液を採取し、赤血球のリークに起因する赤色を目視で観察する。この血液リーク試験を各実施例、比較例ともに30本のモジュールを用い、血液リークしたモジュール数を調べる。
【0161】
16、モジュールの中空糸膜の保存安定性
傾き中空糸膜の割合評価法同様の方法で調製したモジュールに25kGyのγ線を照射した。γ線照射後のモジュールを室温で一年間保存した後、前記した方法でUV(220−350nm)吸光度を測定した。該保存によるUV(220−350nm)吸光度の増加度で安定性を判定した。該増加度は中空糸膜を長手方向に10個に等分し、それぞれのサンプルについて測定し、その平均値で判定した。平均値が透析型人工腎臓装置製造基準の基準値である0.10を超えないものを合格とした。
【0162】
17、中空糸膜内外表面の最表層におけるポリビニルピロリドンの含有量
ポリビニルピロリドンの含有量は、X線光電子分光法(ESCA法)で求めた。
中空糸膜1本を内表面の一部が露出するようにカミソリで斜めに切断し、内外表面が測定できるように試料台にはりつけてESCAで測定を行った。測定条件は次に示す通りである。
測定装置:アルバック・ファイ ESCA5800
励起X線:MgKα線
X線出力:14kV,25mA
光電子脱出角度:45°
分析径:400μmφ
パスエネルギー:29.35eV
分解能:0.125eV/step
真空度:約10-7Pa以下
窒素の測定値(N)と硫黄の測定値(S)から、次の式により表面でのポリビニルピロリドン含有量を算出した。
<ポリビニルピロリドン添加PES(ポリエーテルスルホン)膜の場合>
ポリビニルピロリドン含有量(Hポリビニルピロリドン)[質量%]
=100×(N×111)/(N×111+S×232)
<ポリビニルピロリドン添加PSf(ポリスルホン)膜の場合>
ポリビニルピロリドン含有量(Hポリビニルピロリドン)[質量%]
=100×(N×111)/(N×111+S×442)
【0163】
18、中空糸膜全体でのポリビニルピロリドン含有量
中空糸膜を、真空乾燥器を用いて、80℃で48時間乾燥させ、その10mgをCHNコーダー(ヤナコ分析工業社製、MT−6型)で分析し、窒素含有量からポリビニルピロリドンの含有量を下記式で計算し求めた。
ポリビニルピロリドンの含有量(質量%)=窒素含有量(質量%)×111/14
【0164】
19、中空糸膜外表面の開孔率
中空糸膜外表面を10,000倍の電子顕微鏡で観察し写真(SEM写真)を撮影する。その画像を画像解析処理ソフトで処理して中空糸膜外表面の開孔率を求めた。画像解析処理ソフトは、例えばImage Pro Plus (Media Cybernetics,Inc.)を使用して測定する。取り込んだ画像を孔部と閉塞部が識別されるように強調・フィルタ操作を実施する。その後、孔部をカウントし、孔内部に下層のポリマー鎖が見て取れる場合には孔を結合して一孔とみなしてカウントする。測定範囲の面積(A)、および測定範囲内の孔の面積の累計(B)を求めて開孔率(%)=B/A×100で求めた。これを10視野実施してその平均を求めた。初期操作としてスケール設定を実施するものとし、また、カウント時には測定範囲境界上の孔は除外しないものとする。
【0165】
20、中空糸膜の膜厚み
倍率200倍の投影機で中空糸膜の断面を投影し、各視野内で最大、最小、中程度の大きさの中空糸膜の内径(A)および外径(B)を測定し、各中空糸膜の膜厚を次式で求め、
膜厚=(B−A)/2
30視野90個の中空糸膜の膜厚の平均を算出した。
【0166】
21、エンドトキシン濃度
エンドトキシン濃度200EU/Lの透析液をモジュールの透析液入り口より流速500ml/minで送液し、中空糸膜の外側から内側へエンドトキシンを含有する透析液をろ過速度15ml/minで2時間ろ過を行い、中空糸膜の外側から中空糸膜の内側へろ過された透析液を貯留し、該貯留液のエンドトキシン濃度を測定した。エンドトキシン濃度はリムルスESIIテストワコー(和光純薬工業社製)を用い、取り説の方法(ゲル化転倒法)に従って分析を行った。
【0167】
(実施例1)
ポリエーテルスルホン(住化ケムテックス社製、スミカエクセル(登録商標)5200P)1質量部、ポリビニルピロリドン(BASF社製コリドン(登録商標)K−90)0.145質量部、DMAc1.5質量部を2軸のスクリュータイプの混練機で混練した。得られた混練物をDMAc2.96質量部および水0.17質量部を仕込んだ攪拌式の溶解機に添加し、3時間攪拌して溶解した。混練および溶解は内温が30℃以上に上がらないように冷却した。ついで真空ポンプを用いて系内を−500mmHgまで減圧した後、密閉し15分間放置した。この操作を3回繰り返して製膜溶液の脱泡を行った。なお、上記ポリビニルピロリドンとしては、過酸化水素含有量110ppmのものを用い、供給タンクや前記の溶解槽を窒素ガス置換した。また、溶解時のフルード数および撹拌レイノルズ数はそれぞれ1.1および120であった。製膜溶液を20μm、5μmの2段の焼結フィルターに順に通した後、75℃に加温したチューブインオリフィスノズルから中空形成剤として予め−700mmHgで30分間脱気処理した50℃の60質量%DMAc水溶液を用いて吐出、紡糸管により外気と遮断された400mmの乾式部を通過後、60℃の20質量%DMAc水溶液中で凝固させ、湿潤状態のまま綛に捲き上げた。使用したチューブインオリフィスノズルのノズルスリット幅は、平均60μmであり、最大61μm、最小59μm、スリット幅の最大値、最小値の比は1.03、ドラフト比は1.2であった。
【0168】
該中空糸膜10000本を中空糸膜側表面が梨地加工された厚み0.2mmのポリエチレン製のフィルム(誘電率2.3、誘電正接0.0002、誘電率と誘電正接との積0.00046)よりなる断面形状が円形の中空状の包装体(外径36mm)に挿入した後、270mmの長さに切断した。該中空糸膜を拘束した包装体をトレーの上面に包装体の形状に合わせた半円形の窪みを付けたガラス転移温度225℃、誘電率3.5、誘電正接0.0035、誘電率と誘電正接との積0.01225であるポリエーテルスルホン樹脂製のトレーの窪みの部分に入れて遠心洗浄、脱水機にセットした。単位トレーの幅方向長さは210mmとし、トレーの中心部に幅46mmの空間を設け、その左右にそれぞれ2本づつの中空糸膜を中心間距離41mmで配置した。
【0169】
洗浄条件は、エンドトキシンフィルターを通過させた洗浄液を90℃に加熱後3.5L/minで噴射した。噴射角度40°の洗浄ノズルを図6の様に単位トレーに対してそれぞれ2個になるように配置し、約51°間隔で7単位トレー×7段の計98個の噴射ノズルを配し、中空糸端面との最短距離を55mmとし、中空糸膜束の端面での洗浄液の噴射形状が保護パイプの外径の約1.2倍になるようにした。縦断面でのポリプロピレン製パイプ中心軸と洗浄ノズルの中心軸とが一致するように配置した。回転テーブルを30rpmで回転させながら20分間洗浄し、25℃の水を7L/minで噴射し、回転テーブルを30rpmで回転させながら5分間冷却した。脱水条件は、140rpmで回転テーブルを回転させ20分間液切りをした。得られた全中空糸膜束の含水率は275±25質量%の範囲に入っていた。
【0170】
この様にして得られた中空糸膜の残溶媒量は、液体クロマトグラフィー分析の検出限界である0.5ppm以下であった。エンドトキシンに関しても洗浄後の中空糸膜束の抽出液からはエンドトキシンが検出されなかった。洗浄後の廃液からはエンドトキシンが検出され、エンドトキシンの洗浄除去にも効果がみられた。また、脱水直後の中空糸膜束全数の外観検査を目視で行なったが、中空糸膜が曲がったり、折れたりするものがなく良好な品質のものが得られた。
【0171】
得られた脱水中空糸膜をトレーごと取り出し、マイクロ波発振器を加熱オーブンの側壁に設置し、マイクロ波が水平方向に発振でき、オーブン内部に水平の回転照射台を有し、遠赤外線ヒーターおよびオーブンを減圧にするための排気系を有したマイクロ波乾燥機の照射台上に中空糸膜の長手方向が水平になる方向で前記の単位トレーを2段重ねで配置し1組のセットトレーとした5組のセットトレーを略等間隔で中空糸膜が回転中心からみて略放射状になるように配置した。上下の中心間距離は41mmであった。1組のセットトレーおよび中空糸膜の配置の概念図を図5に示す。該照射台は金属製の保持治具の上に厚みが6mmのポリプロピレン製の板が固定された構造で、照射台はセットトレーの高さ方向の中心点がマイクロ波発振器の導波管の中心部になるように設置した。
【0172】
該照射台を8rpmで回転させながら、以下の条件で乾燥した。7kPaの減圧下、1.5kWの出力で25分間中空糸膜を加熱した後、マイクロ波照射を停止すると同時に減圧度1.5kPaに上げ3分間維持した。つづいて減圧度を7kPaに戻し、かつマイクロ波を照射し0.5kWの出力で8分間中空糸膜を加熱した後、マイクロ波を切断し減圧度を上げ0.7kPaを3分間維持した。さらに減圧度を7kPaに戻し、0.2kWの出力で5分間マイクロ波の照射を行い中空糸膜の加熱をした。マイクロ波照射終了後の中空糸膜中の含水率は14質量%であった。マイクロ波切断後、減圧度を0.5kPaに上げ、遠赤外線のみを照射し、10分間維持することにより中空糸膜の乾燥を終了した。なお、乾燥中は全期間に渡り乾燥オーブンの中心部に設けた熱電対で検出される温度で50℃になるように遠赤外線ヒーターの出力調整をした。この際の中空糸膜表面の最高到達温度は65℃であった。なお、上記のマイクロ波乾燥機のマイクロ波発振器の導波管はマイクロ波の進行方向に向かい断面積が段々大きくなりかつ導波管出口に円錐形の反射板が円錐の頂点が導波管内部に向く方向で設置された構造を有しており、照射されるマイクロ波のEr/Eiは0.05であった。また、乾燥前の中空糸膜の含水率は約340質量%であった。最終の乾燥上がりの含水率は2.5質量%であった。含水率の管理は最外側の1本の中空糸膜に注目して行った。1バッチの全中空糸膜の含水率は2.3〜2.7質量%の範囲に入っており中空糸膜間の乾燥の均一性は良好であった。得られた中空糸膜の内径は198μm、膜厚は28μmであった。包装体中の乾燥中空糸膜の充填率は50容量%であった。紡糸工程中、中空糸膜が接触するローラーは全て表面が鏡面加工されたもの、ガイドは全て表面が梨地加工されたものを使用した。
【0173】
1組のセットトレーより無作為に1本の乾燥された中空糸膜を選択し外周部と内周部との中空糸膜長さの平均値の差を求めた。中空糸膜の収縮変動は小さく0.5mm以下であった。また、別のサンプルで中空糸膜の外周部(半径で1/4の範囲)の中空糸膜をサンプリングし、該サンプルを長手方向に2.7cmずつ10個に等分し、各々の部位から乾燥状態の中空糸膜1gづつをはかりとり、含水率を測定した。また、透析型人工腎臓装置製造承認基準試験に準じて抽出液を得、抽出液中の過酸化水素溶出量およびUV(220−350nm)吸光度を測定した。含水率の変動は小さかった。また、過酸化水素溶出量およびUV(220−350nm)吸光度の最大値は全部位において低レベルで安定していた。また、乾燥上がりの中空糸膜長は265mmと想定して湿潤状態の中空糸膜の長さを270mmに設定して乾燥した。これらの結果を表1〜3に纏めた。また、得られた中空糸膜の1サンプルを乾燥状態で保存し保存安定性を評価した。乾燥状態での保存安定性は良好であり3ヶ月間保存後の中空糸膜を10等分した各部位より得られた抽出液のUV(220−350nm)吸光度の最大値は0.03であり、最大値で見ても基準値の0.10以下が維持されていた。さらに、各部位のUV吸光度レベルは低レベルで安定していた。
【0174】
上記方法で得られたポリエチレンフィルムで拘束された乾燥中空糸膜を内径31mm、長さ255mmのモジュール容器に挿入し、中空糸膜を固定しながらポリエチレン製のフィルムよりなる包装体を抜き取った。この状態で容器の両端を目止め治具を取り付け、遠心接着機にセットした。遠心接着機を500rpmで回転させながら、透析液導入口6aおよび6bよりポッティング剤(三洋化成社製の二液硬化型ポリウレタン樹脂、主剤:ポリメディカMA−200、硬化剤:ポリメディカMB−200、配合比:52/48、二液混合2分後の粘度:1400mPa・s)を25℃にて1端面当り0.8g/秒で20gを注入した。50℃で30分間キュアリングをして遠心接着機を停止した。このモジュールを取り出し、室温で1晩ポストキュアーした。端面を切削、開口して中空糸膜モジュールを得た。
【0175】
該モジュールを汎用タイプの脱酸素剤(王子タック株式会社製タモツ(登録商標))2個および細孔容積1.05cc/g、表面積320m2/g、粒径8メッシュのシリカゲルに塩化カルシウムを10質量%担持した改良シリカゲルBを紙パックに封入した調湿剤とともに外層がポリエステルフイルム、中間層がアルミ箔、内層がポリエチレンフイルムよりなる酸素透過率および水蒸気透過率がそれぞれ1cm3/m2・24h・MPa(20℃,90%RH)以下および5g/m2・24h・MPa(40℃,90%RH)以下のアルミラミネートシートよりなる包装袋にて熱シール法でシールし密封した。調湿剤は、事前に相対湿度85%RHの環境で24時間シーズニングしたものを用いた。包装体を室温で72時間保存した後に、25kGyのγ線を照射し滅菌を行った。滅菌処理品と同時に密封した包装体の包装袋内の酸素濃度を測定したところ0.1容量%以下であり実質的な無酸素状態になっていた。また、相対湿度は75%RHであった。
【0176】
本実施例で得られた乾燥中空糸膜は上記乾燥工程での中空糸膜の折れ曲がり等の変形がなく、中空糸膜内の中空糸膜の配列乱れも少なく、かつ、部分固着も発生していないので包装体の抜き取りがスムーズに行うことができた。また、接着処理の作業性も良好であった。接着端面の中空糸膜断面観察による傾き中空糸膜および潰れ中空糸膜本数はゼロであった。また、上記方法で評価した目詰まり中空糸膜も検出されなかった。従って、残血中空糸膜もなく高品質であった。
【0177】
該モジュールに、クエン酸を添加した新鮮牛血を血液流量200mL/min、ろ過速度10mL/min(m2)でモジュールに流したが、中空糸膜同士の固着による接着不良や血液リークはみられなかった。これらの結果を表4に示した。
【0178】
また、上記モジュールを室温で1年間保存した。保存後のモジュールより中空糸膜を切り出し、溶出物試験に供したところUV(220−350nm)吸光度は最大値で見ても0.04であり透析型人工腎臓装置製造承認基準値である0.10以下が維持されていた。
【0179】
以下の実施例および比較例においても、各種の特性値評価は特に断らない限り、本実施例と同様に1組のセットトレーより無作為に選んだ中空糸膜でおこなった。
【0180】
【表1】
【0181】
【表2】
【0182】
【表3】
【0183】
【表4】
【0184】
(比較例1)
実施例1において、湿潤状態の中空糸膜束を拘束する包装体およびトレーの材料を、ガラス転移温度150℃、誘電率2.9、誘電正接0.009、誘電率と誘電正接の積0.0261のポリカーボネート樹脂に変更する以外は、実施例1と同様にして比較例1の中空糸膜を得た。本比較例の場合は、トレー材料のガラス転移温度が高いので洗浄、脱水工程においては問題が発生しないが、包装体およびトレーがマイクロ波の透過性の低いポリカーボネート樹脂よりなるために、該包装体およびトレーのマイクロ波による発熱が大きく、中空糸膜外周部と内周部の中空糸膜の温度差が大きくなり、このことにより収縮率に差が生じ、該発熱の影響の大きい外周部の中空糸膜の収縮が内周部の中空糸膜の収縮より大きくなるために、それぞれの平均中空糸膜長さの差が4mmにもなった。
【0185】
また、本比較例で得られた乾燥中空糸膜の含水率、過酸化水素溶出量およびUV吸光度測定値を表1〜3に示す。ここで、過酸化水素溶出量およびUV吸光度は、中空糸膜の外周部(半径で1/4の範囲)の中空糸膜について評価したものである。本比較例の方法では、上記の中空糸膜の外周部の温度上昇により中空糸膜構成成分のポリビニルピロリドンの劣化が増大し、かつ中空糸膜の長手方向の乾燥の均一性が低下するので、本比較例で得られた中空糸膜の過酸化水素溶出量はレベルが高く、かつ過酸化水素溶出量のサンプリング個所による変動が大きく低品質であった。さらに、本比較例の中空糸膜は過酸化水素溶出量が高いため、保存安定性が劣っていた。本比較例で得られた乾燥状態の中空糸膜は、約30日の保存で、UV(220−350nm)吸光度が0.10を超えてしまった。また、乾燥上がりの中空糸膜のUV(220−350nm)吸光度のサンプリング部位による変動が大きく、部分固着の発生があり、モジュール組み立ての作業性が劣っていた。
【0186】
また、実施例1と同様の方法でモジュールを組み立てたが、目詰まり中空糸膜本数が多数検出された。このため、残血中空糸膜が発生し低品質であった。さらに、実施例1と同様の方法で滅菌処理した後のモジュールに充填されている中空糸膜は過酸化水素溶出量レベルが高くモジュールの保存安定性が劣り、UV(220−350nm)吸光度の平均値は約2ヶ月で透析型人工腎臓装置製造承認基準値の0.10を超えてしまった。これらの結果を表1〜4に示す。
【0187】
(比較例2)
比較例1において、中空糸膜束が照射台に対して垂直(すなわち中空糸膜束を立てた状態)になるようにトレーの配置方向を変更する以外は、比較例1と同様にして比較例2の中空糸膜を得た。本比較例で得られた中空糸膜は、比較例1で得られた課題に加えて、中空糸膜束を垂直に配置したために、本比較例で得られた乾燥中空糸膜は座屈により折れ曲がり糸が発生していた。そのために本発明で得られた中空糸膜モジュールは傾き中空糸膜や潰れ中空糸膜が増大し、残血性がさらに悪化した。結果を表1〜4に示す。
【0188】
(比較例3)
実施例1の方法において、洗浄を行わないこと以外は、実施例1と同様にして比較例3の中空糸膜を得た。得られた乾燥後の中空糸膜束には固着が観察され、中空糸膜モジュールを組立てる際、端部接着樹脂が中空糸膜間にうまく入らず中空糸膜モジュールを組み立てることが出来なかった。
【0189】
(実施例2)
実施例1と同様の方法でポリエーテルスルホン(住化ケムテックス社製、スミカエクセル(登録商標)4800P)18質量%、ポリビニルピロリドン(BASF社製コリドン(登録商標)K−90)3.8質量%、ジメチルアセトアミド(DMAc)73.2質量%、水5質量%からなる製膜溶液を得た。なお、上記ポリビニルピロリドンとしては、過酸化水素含有量90ppmのものを用いた。得られた製膜溶液を15μm、15μmの2段のフィルターに通した後、70℃に加温したチューブインオリフィスノズルから中空形成剤として予め−700mmHgで2時間脱気処理した60℃の50質量%DMAc水溶液と同時に吐出し、紡糸管により外気と遮断された350mmのエアギャップ部を通過後、60℃の水中で凝固させた。使用したチューブインオリフィスノズルのノズルスリット幅は、平均45μmであり、最大45.5μm、最小44.5μm、スリット幅の最大値、最小値の比は1.02、ドラフト比は1.3であった。凝固浴から引き揚げられた中空糸膜は85℃の水洗槽を45秒間通過させ溶媒と過剰のポリビニルピロリドンを除去した後巻き上げた。
【0190】
該中空糸膜10,080本を中空糸膜束側表面が梨地加工された厚み0.2mmのポリプロピレンフィルム(誘電率:2.2、誘電正接:0.0002、誘電率と誘電正接との積:0.00044)よりなる断面形状が円形の中空状の包装体(直径36mm)よりなる包装体に挿入した後、実施例1と同様の方法で洗浄、脱水を行った。引き続き、実施例1の乾燥法に準じた方法で乾燥し含水率3.0質量%の中空糸膜を得た。紡糸工程中の糸道変更のためのローラーは表面が鏡面加工されたものを使用し、固定ガイドは表面が梨地処理されたものを使用した。得られた中空糸膜の内径は199μm、膜厚は27μmであった。実施例1と同様に1バッチの全中空糸膜間の含水率の変動は小さかった。
【0191】
本実施例で得られた中空糸膜は実施例1の中空糸膜と同様に高品質であった。結果を表1〜3に示す。
また、得られた乾燥中空糸膜を用いて実施例1と同様の方法によりモジュールを得、滅菌処理を行った。得られたモジュールも実施例1で得られたモジュールと同様に高品質であった。結果を表4に示す。
【0192】
(比較例4)
実施例2の方法において、ガラス転移温度が−120℃、誘電率2.3、誘電正接0.0002、誘電率と誘電正接との積0.00046であるポリエチレン樹脂製のトレーに変更する以外は、実施例2と同じ方法で洗浄したが、洗浄液の熱でトレーが変形し、トレーの積み上げセットがうまくできなくなるために繰り返し使用ができなかった。
【0193】
(比較例5)
比較例4の方法で、単位トレーの中心部の空間にも1本の中空糸膜を配置し、5本の中空糸膜を中心間距離41mmで並列に固定するように変更し、かつ洗浄水の温度を室温に変更する以外は、実施例2と同様にして比較例5の乾燥中空糸膜を得た。1組のセットトレーおよび中空糸膜の配置の概念図を図7に示す。乾燥は単位トレーの中央部に位置する中空糸膜の含水率に注目して制御した。1組のセットトレーの外側部の中空糸膜の含水率は、全てが0.4質量%であり過乾燥になっていた。各種特性値はこの最外部の中空糸膜束について評価した。本比較例で得られた中空糸膜は洗浄が不十分であり、中空糸膜外表面のポリビニルピロリドン含有率が高く、中空糸膜同士の固着が見られた。また過乾燥のために、中空糸膜中のポリビニルピロリドンの劣化が激しく、過酸化水素抽出量が多かった。そのために、中空糸膜モジュールの保存安定性が劣っていた。さらに、エンドトキシン透過試験の結果、中空糸外側から中空糸内側にろ過されたエンドトキシンが検出された。外表面PVP量が多いためエンドトキシンが透過し易くなったものと推測する。結果を表1〜4に示す。
【0194】
(比較例6)
比較例5の方法において、乾燥をセットトレーの最外部の一本の中空糸膜の含水率に注目して制御した。含水率が2.5質量%になった時点で乾燥を停止した。中央部の中空糸膜束の含水率は7質量%であり乾燥不足であった。この中心部の中空糸膜は、実施例1と同様にしてモジュールの組み立てを行った所、ウレタン樹脂が発泡し、接着不良を起こしてしまった。これは、中空糸膜束を接近して配置したため、中央部の中空糸膜束にマイクロ波が到達しない部分があったためと推測する。
【0195】
(実施例3)
実施例1と同様の方法で、ポリスルホン(アモコ社製P−3500)18質量%、ポリビニルピロリドン(BASF社製コリドン(登録商標)K−60)9質量%、ジメチルアセトアミド(DMAc)68質量%、水5質量%よりなる製膜溶液を得た。なお、上記ポリビニルピロリドンとしては、過酸化水素含有量100ppmのものを用いた。得られた製膜溶液を15μm、15μmの2段のフィルターに通した後、40℃に加温したチューブインオリフィスノズルから中空形成剤として予め減圧脱気した60℃の35質量%DMAc水溶液と同時に吐出し、紡糸管により外気と遮断された600mmのエアギャップ部を通過後、50℃の水中で凝固させた。使用したチューブインオリフィスノズルのノズルスリット幅は、平均60μmであり、最大61μm、最小59μm、スリット幅の最大値、最小値の比は1.03、ドラフト比は1.1であった。凝固浴から引き揚げられた中空糸膜は85℃の水洗槽を45秒間通過させ溶媒と過剰のポリビニルピロリドンを除去した後巻き上げた。該中空糸膜をトレーの材質をガラス転移温度190℃、誘電率3.1、誘電正接0.005、誘電率と誘電正接との積0.01550であるポリスルホン樹脂製に変更する以外は、実施例1と同様の方法で洗浄、脱水および乾燥し含水率2.0質量%の乾燥中空糸膜を得た。紡糸工程中の糸道変更のためのローラーは表面が鏡面加工されたものを使用し、固定ガイドは表面が梨地加工されたものを使用した。得られた中空糸膜の内径は201μm、膜厚は44μmであった。実施例1と同様にセットトレー内の全中空糸膜間の含水率の変動は小さかった。
【0196】
本実施例で得られた中空糸膜は実施例1の中空糸膜と同様に高品質であった。結果を表1〜3に示す。
また、得られた乾燥中空糸膜を用いて実施例1と同様の方法によりモジュールを得、滅菌処理を行った。得られたモジュールも実施例1で得られたモジュールと同様に高品質であった。結果を表4に示す。
【0197】
(実施例4)
実施例1と同様の方法で、ポリスルホン(アモコ社製P−1700)17質量%、ポリビニルピロリドン(BASF社製コリドン(登録商標)K−60)5質量%、ジメチルアセトアミド(DMAc)73質量%、水5質量%よりなる製膜溶液を得た。なお、上記ポリビニルピロリドンとしては、過酸化水素含有量120ppmのものを用いた。得られた製膜溶液を15μm、15μmの2段のフィルターに通した後、40℃に加温したチューブインオリフィスノズルから中空形成剤として減圧脱気された65℃の35質量%DMAc水溶液と同時に吐出し、紡糸管により外気と遮断された600mmのエアギャップ部を通過後、50℃の水中で凝固させた。使用したチューブインオリフィスノズルのノズルスリット幅は、平均60μmであり、最大61μm、最小59μm、スリット幅の最大値、最小値の比は1.03、ドラフト比は1.2であった。凝固浴から引き揚げられた中空糸膜は85℃の水洗槽を45秒間通過させ溶媒と過剰のポリビニルピロリドンを除去した後巻き上げた。紡糸工程中の糸道変更のためのローラーは表面が鏡面加工されたものを使用し、固定ガイドは表面が梨地加工されたものを使用した。該中空糸膜を実施例3と同様の方法で洗浄、脱水および乾燥した。得られた中空糸膜の内径は201μm、膜厚は43μmであった。実施例1と同様に1バッチの全中空糸膜間の含水率の変動は小さかった。
【0198】
本実施例で得られた中空糸膜は実施例1の中空糸膜と同様に高品質であった。結果を表1〜3に示す。
また、得られた乾燥中空糸膜を用いて実施例1と同様の方法によりモジュールを得、滅菌処理を行った。得られたモジュールも実施例1で得られたモジュールと同様に高品質であった。結果を表4に示す。
【0199】
(比較例7)
実施例4の方法において、湿潤状態の中空糸膜を拘束する包装体およびトレーの材料を、ガラス転移温度80℃、誘電率3、誘電正接0.01、誘電率と誘電正接の積0.030の塩化ビニル樹脂に変更する以外は、実施例4と同様にして比較例7の中空糸膜を得た。本比較例で得られた中空糸膜およびモジュールは比較例1で得られた中空糸膜やモジュールと同様に低品質であった。
【0200】
(実施例5)
実施例1において、ポリエーテルスルホン樹脂製のトレーの構造を中空糸膜が上下、左右共に中心間距離54mmでそれぞれ3本づつ挿入固定できる中空状の空間を有したものに変えて、この空間に9本のポリエチレン製フィルムよりなる包装体で拘束された中空糸膜を挿入、固定するように変更する以外は、実施例1と同様にして実施例5の中空糸膜を得た。1組のセットトレーおよび中空糸膜の配置の概念図を図8に示す。実施例1と同様に1バッチの全中空糸膜間の含水率の変動は小さかった。
本実施例で得られた中空糸膜は実施例1の中空糸膜と同様に高品質であった。結果を表1〜3に示す。また、得られた乾燥中空糸膜を用いて実施例1と同様の方法によりモジュールを得、滅菌処理を行った。得られたモジュールも実施例1で得られたモジュールと同様に高品質であった。結果を表1〜4に示す。
【0201】
(比較例8)
実施例5の方法で、トレーの材質をガラス転移温度が−120℃、誘電率2.3、誘電正接0.0002、誘電率と誘電正接との積0.00046であるポリエチレン樹脂製のトレーに変えて、かつ中空糸膜の中心間距離を全て41mmに縮め、さらに、洗浄水の温度を室温に変更する以外は、実施例5と同様にして比較例8の乾燥中空糸膜を得た。1セットのトレーおよび中空糸膜の配置の概念図を図9に示す。乾燥は単位トレーの中央部に位置する中空糸膜の含水率に注目して制御した。1組のセットトレーの外側部の中空糸膜の含水率は、全てが0.4質量%であり過乾燥になっていた。各種特性値はこの最外部の中空糸膜束について評価した。本比較例で得られた中空糸膜は洗浄が不十分であり、中空糸膜外表面のポリビニルピロリドン含有量が高く、中空糸膜同士の固着が見られた、また過乾燥のために、中空糸膜中のポリビニルピロリドンの劣化が激しく、過酸化水素溶出量が多かった。そのために、中空糸膜モジュールの保存安定性が劣っていた。さらに、エンドトキシン透過試験の結果、中空糸外側から中空糸内側にろ過されたエンドトキシンが検出された。外表面PVP量が多いためエンドトキシンが透過し易くなったものと推測する。結果を表1〜4に示す。
【0202】
(比較例9)
比較例8の方法において、乾燥をセットトレーの外周部のコーナーの一本の含水率に注目して制御した。中空糸膜1本の含水率が2.5質量%になった時点で乾燥を停止した。中心部の中空糸膜の含水率は9質量%であり乾燥不足であった。この中心部の中空糸膜は、実施例1と同様にしてモジュールの組み立てを行った所、ウレタン樹脂が発泡し、接着不良を起こしてしまった。
【産業上の利用可能性】
【0203】
本発明の中空糸膜の製造方法は、洗浄、脱水および乾燥工程において、中空糸膜を同一のトレーに固定して処理するので、これらの工程の作業性を大幅に向上させることができるという利点を有する。また、該トレーとして特定された特性の樹脂よりなるものを使用するため、これらの工程における中空糸膜の変形や変質が抑制され、高品質な中空糸膜を得ることができるという利点を有する。
例えば、本発明の中空糸膜の乾燥方法は、従来公知技術であったマイクロ波乾燥を採用しており、従来公知の中空糸膜束内に気体を通過させ乾燥の均一化を図る通風方式を併用することも可能ではあるが、あえて使用しなくても十分な乾燥が遂行できるので、この通風を施すための治具が不要で乾燥機の構造が簡略化される上に、被乾燥中空糸膜束をこの通風を施すための治具に固定する必要がないので被乾燥中空糸膜の乾燥機へ配置する作業性が向上する。また、従来公知技術の課題であった被乾燥中空糸膜の配置方向や通風の不均一性等による乾燥工程における被乾燥中空糸膜の折れ、配列乱れ等の中空糸膜の変形や収縮斑が抑制されるので、本発明方法で乾燥された乾燥中空糸膜は、例えば、モジュールの組み立て工程におけるモジュール容器への中空糸膜束の挿入性が向上すると共に、次工程のモジュールの組み立て時の接着作業が向上する。さらに、変形や収縮斑に起因した傾き中空糸膜、潰れ中空糸膜および目詰まり中空糸膜等の欠点中空糸膜の発生が抑制され、これらの欠点により引き起される残血性が改善されるという利点がある。また、中空糸膜の折れや傷発生が抑制されるので、血液リーク性が改善される。また、本発明においては湿潤状態の中空糸膜束が中空状の包装体で拘束されているので、被乾燥中空糸膜束をトレーに固定する作業性が向上する上に、乾燥された中空糸膜束を用いて組立てるモジュールに装填する本数単位として中空状の包装体で拘束されており、乾燥された中空糸膜束をそのままモジュール容器に装填し、その後に包装体を抜き取ることにより中空糸膜束をモジュール用容器に装填することができ、該装填の作業性が大幅に向上でき、装填時の欠点糸の発生が抑制されるという利点がある。
【0204】
さらに、従来公知技術の課題であった通風方向、すなわち、中空糸膜束の長手方向における乾燥の不均一化が改善されるので、ポリビニルピロリドンの局所的な劣化が低減され、該劣化により生成する過酸化水素溶出量が抑制される。従って、本発明により得られた中空糸膜は、該過酸化水素により引起されるポリビニルピロリドン等の劣化が抑制されるので、長期保存をしても透析型人工腎臓装置製造承認基準であるUV(220−350nm)吸光度の平均値を0.10以下に維持することができる利点がある。また、該乾燥の均一化により中空糸膜の長手方向におけるポリビニルピロリドンの劣化の変動が小さく、中空糸膜の長手方向における上記のUV(220−350nm)吸光度変動が抑制され、中空糸膜の含水率が適度な範囲に設定されており、かつその変動率が抑制されているので、これらの変動により引き起こされる中空糸膜の部分固着の発生が抑制され、モジュール組み立て性の優れた中空糸膜が安定して製造できるという特徴を有する。また、該中空糸膜の長手方向におけるUV(220−350nm)吸光度変動の抑制は、血液浄化用に使用した場合の安全性の向上にも繋がる。従って、慢性腎不全の治療に用いる高透水性を有するモジュール等に用いられる中空糸膜の製造方法として好適であるいう利点がある。
従って、産業界に寄与することが大である。
【図面の簡単な説明】
【0205】
【図1】縦断面方向での中空糸膜束と洗浄ノズルの関係を示す図。
【図2】横断面方向での中空糸膜束と洗浄ノズルの関係を示す図。
【図3】モジュールの断面図。
【図4】傾き中空糸膜の割合評価法の概念図。
【図5】実施例1における1セットのトレーおよび中空糸膜の配置図。
【図6】中空糸膜束を並列に配した場合の中空糸膜束と洗浄ノズルの関係を示す図。
【図7】比較例2における1セットのトレーおよび中空糸膜の配置図。
【図8】実施例5における1セットのトレーおよび中空糸膜の配置図。
【図9】比較例8および9における1セットのトレーおよび中空糸膜の配置図。
【符号の説明】
【0206】
1:モジュール
2:容器
3:中空糸膜束
4:接着樹脂
5:キャップ
6a:透析液導入口
6b:透析液排出口
7a:血液導入口
7b:血液排出口
8:トレー
9:テーブル
10:洗浄ノズル
【特許請求の範囲】
【請求項1】
複数本の中空糸膜が集束された中空糸膜束を遠心力を利用して洗浄、脱水する工程、引き続きマイクロ波照射により乾燥する工程を経て中空糸膜を製造する方法であって、該両工程においてガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下である樹脂よりなるトレーに中空糸膜束を収容し、トレーごと一連の処理を行うことを特徴とする中空糸膜の製造方法。
【請求項2】
中空糸膜束をトレーに収容し、遠心洗浄機のテーブル上に回転中心からみて中空糸膜の長手方向が略放射状になるように配置し、該テーブルを回転させながら回転中心付近より洗浄水を前記のトレーに収容された中空糸膜に噴射しつつ中空糸膜を洗浄処理し、次いで洗浄水の供給を停止し脱水処理することを特徴とする請求項1に記載の中空糸膜の製造方法。
【請求項3】
洗浄、脱水終了後の中空糸膜束の含水率が100〜600質量%であり、該工程の1バッチで処理される全中空糸膜束中の含水率の変動が平均含水率±15%以内であることを特徴とする請求項1または2記載の中空糸膜の製造方法。
【請求項4】
マイクロ波照射により乾燥する工程において、マイクロ波発振器がマイクロ波照射オーブンの側壁に設置され、回転機能を有する水平に設定された照射台を有し、かつ排気機能を有したマイクロ波照射オーブンの照射台上に上記洗浄、脱水された中空糸膜をトレーごと回転中心に対して略放射状になるように設置し、該照射台を回転させながら、20kPa以下の減圧下でマイクロ波を水平方向に発振し中空糸膜を乾燥することを特徴とする請求項1〜3いずれかに記載の中空糸膜の製造方法。
【請求項5】
マイクロ波発振器からオーブンに向かう入射波のエネルギーEiとオーブンで反射されオーブンから発振器に向かう反射波のエネルギーErとの比(Er/Ei)が0.2以下であるマイクロ波発振器を用いて中空糸膜にマイクロ波を照射し乾燥することを特徴とする請求項1〜4いずれかに記載の中空糸膜の製造方法。
【請求項6】
前記のマイクロ波照射オーブンに遠赤外線照射ヒーターを設置し、中空糸膜中の含水率が10質量%以上の状態でマイクロ波照射を中止し、引き続き遠赤外線照射により乾燥することを特徴とする請求項1〜5いずれかに記載の中空糸膜の製造方法。
【請求項1】
複数本の中空糸膜が集束された中空糸膜束を遠心力を利用して洗浄、脱水する工程、引き続きマイクロ波照射により乾燥する工程を経て中空糸膜を製造する方法であって、該両工程においてガラス転移温度が100℃以上で、かつ1MHzでの誘電率と誘電正接の積が0.02以下である樹脂よりなるトレーに中空糸膜束を収容し、トレーごと一連の処理を行うことを特徴とする中空糸膜の製造方法。
【請求項2】
中空糸膜束をトレーに収容し、遠心洗浄機のテーブル上に回転中心からみて中空糸膜の長手方向が略放射状になるように配置し、該テーブルを回転させながら回転中心付近より洗浄水を前記のトレーに収容された中空糸膜に噴射しつつ中空糸膜を洗浄処理し、次いで洗浄水の供給を停止し脱水処理することを特徴とする請求項1に記載の中空糸膜の製造方法。
【請求項3】
洗浄、脱水終了後の中空糸膜束の含水率が100〜600質量%であり、該工程の1バッチで処理される全中空糸膜束中の含水率の変動が平均含水率±15%以内であることを特徴とする請求項1または2記載の中空糸膜の製造方法。
【請求項4】
マイクロ波照射により乾燥する工程において、マイクロ波発振器がマイクロ波照射オーブンの側壁に設置され、回転機能を有する水平に設定された照射台を有し、かつ排気機能を有したマイクロ波照射オーブンの照射台上に上記洗浄、脱水された中空糸膜をトレーごと回転中心に対して略放射状になるように設置し、該照射台を回転させながら、20kPa以下の減圧下でマイクロ波を水平方向に発振し中空糸膜を乾燥することを特徴とする請求項1〜3いずれかに記載の中空糸膜の製造方法。
【請求項5】
マイクロ波発振器からオーブンに向かう入射波のエネルギーEiとオーブンで反射されオーブンから発振器に向かう反射波のエネルギーErとの比(Er/Ei)が0.2以下であるマイクロ波発振器を用いて中空糸膜にマイクロ波を照射し乾燥することを特徴とする請求項1〜4いずれかに記載の中空糸膜の製造方法。
【請求項6】
前記のマイクロ波照射オーブンに遠赤外線照射ヒーターを設置し、中空糸膜中の含水率が10質量%以上の状態でマイクロ波照射を中止し、引き続き遠赤外線照射により乾燥することを特徴とする請求項1〜5いずれかに記載の中空糸膜の製造方法。
【図1】

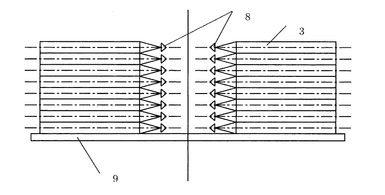
【図2】
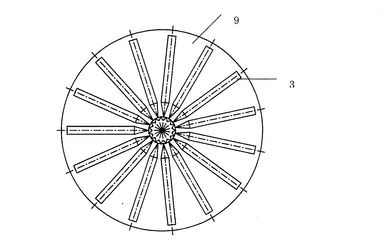
【図3】
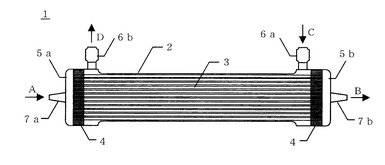
【図4】
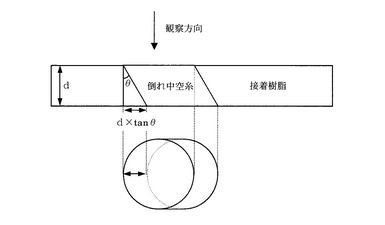
【図5】
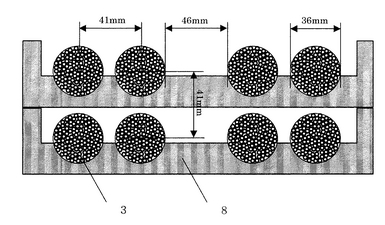
【図6】
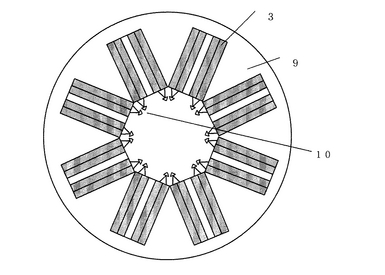
【図7】
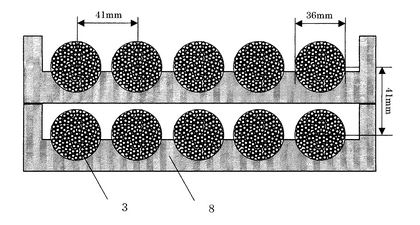
【図8】
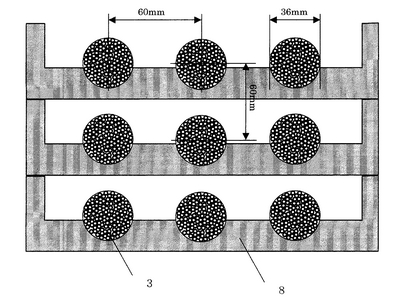
【図9】
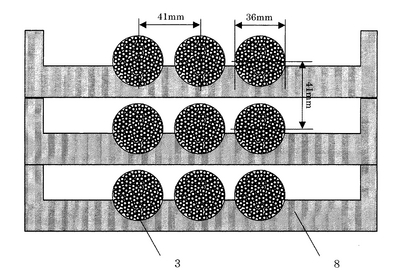
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−263600(P2006−263600A)
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願番号】特願2005−85999(P2005−85999)
【出願日】平成17年3月24日(2005.3.24)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成18年10月5日(2006.10.5)
【国際特許分類】
【出願日】平成17年3月24日(2005.3.24)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]