
中空糸膜の製造方法
【課題】除濁等の濾過用途に好適な、緻密な細孔と高い透水性能を有し、耐久性及び耐汚染性にも優れたポリフッ化ビニリデン糸中空糸膜を提供する。
【解決手段】内径0.4mm以上2.3以下、空孔率が60%以上90%以下であり、引っ張り破断強度が7MPa以上20MPa以下であり、引っ張り弾性率が10MPa以上80MPa以下であり、瞬時耐圧縮強度が0.3MPa以上3.0MPa以下であるポリフッ化ビニリデン中空糸膜。
【解決手段】内径0.4mm以上2.3以下、空孔率が60%以上90%以下であり、引っ張り破断強度が7MPa以上20MPa以下であり、引っ張り弾性率が10MPa以上80MPa以下であり、瞬時耐圧縮強度が0.3MPa以上3.0MPa以下であるポリフッ化ビニリデン中空糸膜。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリフッ化ビニリデン系中空糸膜及びその製造方法に関し、更に詳しくは、緻密な細孔と高い透水性能を有し、耐久性及び耐汚染性にも優れ、水の除濁等の濾過分野に好適なポリフッ化ビニリデン系中空糸膜及びその製造方法に関する。
【背景技術】
【0002】
精密濾過膜、限外濾過膜等の多孔膜を用いた除菌や除濁粒子等の濾過操作は、自動車産業(電着塗料回収再利用システム)、半導体産業(超純水製造)、医薬食品産業(除菌、酵素精製)などの多方面にわたって実用化されている。特に、近年は、河川水等を除濁して飲料水及び工業用水の製造を行う上水分野や、下水(下水二次処理水)の除濁浄化を行う下水分野への応用が盛んになっている。こうした分野で膜が広く使われるためには、有機物等による汚染(目詰まり)をできるだけ起こさせないような処理が必要である。
【0003】
膜の素材としては、セルロース系、ポリアクリロニトリル系、ポリオレフィン系等の多種多様のものが用いられている。中でもポリフッ化ビニリデンは高強度で耐熱性が高いほか、骨格が疎水性のために耐水性が高く水系濾過膜の素材として適しており、有望と考えられる。
【0004】
ポリフッ化ビニリデン膜の製造方法としては、米国特許第5022990号明細書において、ポリフッ化ビニリデン、有機液状体及び無機微粉体を溶融混練してから冷却によりミクロ相分離させ、その後有機液状体と無機微粉体とを抽出する中空糸膜の製造方法が提案されている。また、WO91/17204には、ポリフッ化ビニリデンと溶媒系からなる中空糸膜の製造方法が開示されている。
【0005】
一般に汚濁分の多い原水を濾過する場合、濾過を続けていくと膜表面又は膜内部に濾過されずに残った堆積物が新たな濾過抵抗となるため、濾過能力が落ちてしまうことが知られている。そのため、濾過運転の途中に濾過をせずに高流速の水流で堆積物を剥ぎ取るフラッシング、気泡を膜にあてて堆積物を剥ぎ取るエアースクラビング、濾過の方向を逆にして洗浄する逆洗等が取り入れられている。
更には、定期的に薬品洗浄を行って濾過能力を高く維持することも行われている。フラッシングやエアースクラビングは膜の洗浄効果が高いものの、膜に多大な負荷をかけるために膜破断の可能性が高く、それに加え、従来の膜では、これらの洗浄手段をとっても経時的な汚れ(目詰まり)の膜への蓄積は大きく、必ずしも満足のいく透水性能が得られていない問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】米国特許第5022990号明細書
【特許文献2】WO91/17204
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、除濁等の濾過用途に好適な、緻密な細孔と高い透水性能を有し、耐久性及び耐汚染性にも優れたポリフッ化ビニリデン糸中空糸膜、及び該中空糸膜を、安定に、欠陥無く製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
すなわち本発明は、以下の(1)〜(5)の発明に関する。
(1)内径0.4mm以上2.3mm以下、空孔率が60%以上90%以下であり、引っ張り破断強度が7MPa以上20MPa以下であり、引っ張り弾性率が10MPa以上80MPa以下であり、瞬時耐圧縮強度が0.3MPa以上3.0MPa以下であるポリフッ化ビニリデン中空糸膜。
(2)外径/内径比は1.3以上2.3以下である前記(1)記載のポリフッ化ビニリデン中空糸膜。
(3)エチレン−ビニルアルコール共重合体により被覆された前記(1)記載のポリフッ化ビニリデン中空糸膜。
(4)前記エチレン−ビニルアルコール共重合体の被覆量が0.1重量%以上、10重量%以下である前記(3)記載のポリフッ化ビニリデン中空糸膜。
(5)前記(1)〜(4)のいずれか一項のポリフッ化ビニリデン中空糸膜を用いたモジュール。
【発明の効果】
【0009】
本発明の製造方法により得られる新規な中空糸膜は、緻密な細孔と高い透水性能を持ち、適度な引っ張り弾性率を持つゆえに、モジュールとしたときに高い耐久性及び耐汚染性を有し、さらに親水性素材を被覆することでより高い耐汚染性を付与することができる。また、本発明によれば、このような特性を有する中空糸膜を安定に、欠陥無く製造することができる。
【図面の簡単な説明】
【0010】
【図1】図1は、実施例3の電子顕微鏡写真であり、(A)は外表面、(B)は膜断面(全体)、(C)は膜断面、(D)は内表面の写真である。(A)と(D)では、写真の上下方向が糸長方向と同じである。
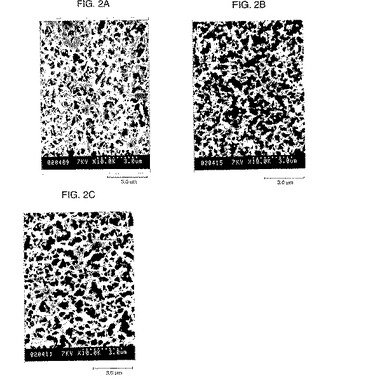
【図2】図2は、比較例1の電子顕微鏡写真であり、(A)は外表面、(B)は膜断面、(C)は内表面の写真である。(A)と(C)では、写真の上下方向が糸長方向と同じである。
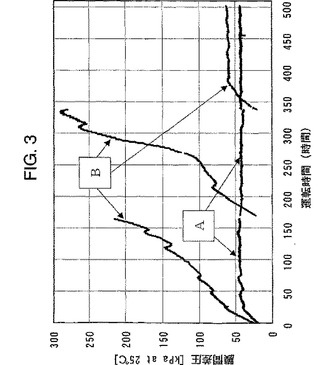
【図3】図3は、実施例2と比較例1の河川水濾過性能テスト結果を表すグラフである。
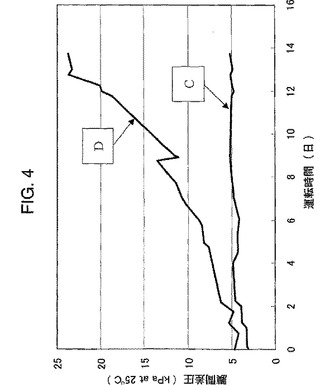
【図4】図4は、実施例5と比較例2の水道水濾過性能テスト結果を表すグラフである。
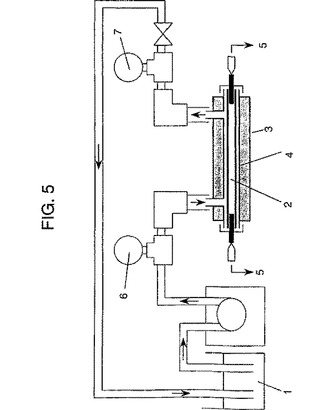
【図5】図5は、懸濁水濾過時の透水性能を測定する装置の概念図である。
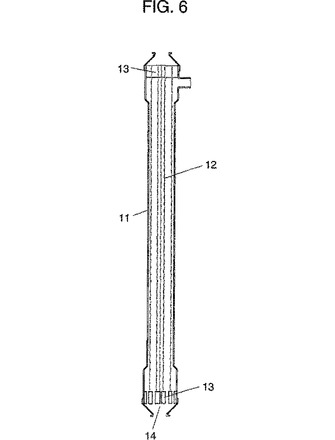
【図6】図6は、実施例1、2、3及び5、並びに比較例1及び2において用いられる濾過モジュールの断面模式図である。
【発明を実施するための形態】
【0011】
以下、本発明を詳細に述べる。
本発明は、ポリフッ化ビニリデン及び有機液状体からなる混合物、又はポリフッ化ビニリデン、有機液状体及び無機微粉体からなる混合物を、溶融混練し、押し出して中空繊維を成形し、中空繊維から有機液状体又は有機液状体及び無機微粉体を抽出する中空糸膜の製造方法において、抽出終了前の中空繊維又は抽出終了後の中空繊維を糸長方向に延伸し、次いで糸長方向に収縮させる工程を含むことを特徴としている。
【0012】
本発明の対象となる多孔膜の形状は、中空糸膜である。中空糸膜は、実際に濾過に使用する形態(モジュール)にする場合、平膜やシート状膜に比べて単位体積当たりの充填膜面積を多くでき、体積当たりの濾過処理能力を高くできる点で有利である。
【0013】
ポリフッ化ビニリデンは、高強度で耐熱性が高く、また骨格が疎水性のために耐水性が高く、本発明の素材として適している。本発明に用いられるポリフッ化ビニリデンには、フッ化ビニリデンホモポリマー及びフッ化ビニリデン共重合体が含まれる。また、フッ化ビニリデン共重合体としては、フッ化ビニリデンと、四フッ化エチレン、六フッ化プロピレン、三フッ化塩化エチレン及びエチレンからなる群から選ばれる1種類以上の単量体との共重合体が挙げられる。本発明においては、フッ化ビニリデンホモポリマーを用いることが好ましい。これらのポリマーは単独で用いても2種以上混合して用いても差し支えない。
【0014】
ポリフッ化ビニリデンの重量平均分子量Mwは、100,000以上、1,000,000未満であることが好ましい。ポリフッ化ビニリデンのMwが100,000未満では、得られる中空糸膜の伸びが小さく脆いものとなるため実用的でなく、Mwが1,000,000以上であると溶融時の流動性が低くなるため成形性が悪くなる。
原料のポリフッ化ビニリデンは、必要に応じて、少量の酸化防止剤、紫外線吸収剤等の安定剤を含んでいてもよい。
【0015】
本発明における有機液状体とは、沸点が150℃以上の液体を指す。有機液状体は、中空繊維中から抽出され、得られる中空糸膜を多孔性にする。なお、有機液状体は、低温(常温)ではポリフッ化ビニリデンと相溶しないが、溶融成形時(高温)ではポリフッ化ビニリデンと相溶していることが好ましい。
本発明に用いられる有機液状体は、溶解度パラメーター(SP:δ)が15〜21(MPa)1/2の範囲にあることが望ましい。本発明においては、SPの範囲を18〜19(MPa)1/2とすることがより好ましい。
【0016】
本発明に用いられるSPが15〜21(MPa)1/2の有機液状体の例としては、フタル酸ジエチル(DEP)、フタル酸ジブチル(DBP)、フタル酸ジオクチル(DOP)等のフタル酸エステルやリン酸エステル等が挙げられる。これらのうち、特にフタル酸ジオクチル(δ=18.3(MPa)1/2(分散成分δD=16.6、極性成分δP=7.0、水素結合成分δH=3.1))や、フタル酸ジブチル(δ=20.2(MPa)1/2(δD=17.8、δP=8.6、δH=4.1))(J.BRANDRUP and E.H.IMMERGUT,POLYMER HANDBOOK THIRD EDITION,ページVII−542,1989)、及びこれらの混合物が望ましいが、本発明はこれに限られるものではない。なお、フタル酸ジオクチルは、2つのエステル部分の炭素数がそれぞれ8の化合物の総称であり、例えば、フタル酸ジ−2−エチルヘキシルが含まれる。
【0017】
ここで、2種以上の有機液状体を混合する場合、例えば、有機液状体(A)のSPがδ(A)、δ(A)の分散成分、極性成分、水素結合成分がそれぞれδD(A)、δP(A)、δH(A)、有機液状体(B)のSPがδ(B)、δ(B)の分散成分、極性成分、水素結合成分がそれぞれδD(B)、δP(B)、δH(B)である場合において、有機液状体(A)及び(B)をm:nの比で混合した混合物(C)のSPであるδ(C)は、以下の式により、まずδ(C)の分散成分δD(C)、極性成分δP(C)、水素結合成分δH(C)をそれぞれ求めてから、決定することができる。
δD(C)=[mδD(A)+nδD(B)]/(m+n)
δP(C)=[mδP(A)+nδP(B)]/(m+n)
δH(C)=[mδH(A)+nδH(B)]/(m+n)
δ(C)=[[δD(C)]2+[δP(C)]2+[δH(C)]2]1/2
また、有機液状体を2種以上混合して使用する場合も、両者のSPがそれぞれ15〜21(MPa)1/2の範囲にあることが好ましいが、この範囲に限られるものではない。
【0018】
本発明においては、ポリフッ化ビニリデン、有機液状体及び無機微粉体の3成分からなる混合物より中空糸膜を製造することが望ましい。無機微粉体は、有機液状体を保持する担体としての機能を持ち、さらにミクロ相分離の核としての機能を持つ。すなわち、無機微粉体は、混合物の溶融混練及び成形時において有機液状体の遊離を防止し、成形を容易にするものであり、ミクロ相分離の核として有機液状体を高度にミクロ分散させ、有機液状体の凝集を防止する働きを有する。無機微粉体としては疎水性シリカを使用することが望ましい。疎水性シリカは凝集を起こしにくいため、溶融混練及び成形時において細かくミクロに分散し結果として均質な三次元網目状構造を与える。
【0019】
ここで、疎水性シリカとは、シリカの表面のシラノール基をジメチルシランやジメチルジクロロシラン等の有機ケイ素系化合物と化学的に反応させ、シリカの表面をメチル基等で置換し疎水化させたシリカのことである。
また、三次元網目状構造とは、膜断面にマクロボイド(粗大孔)が実質的に存在せず、三次元のどの方向にも連通孔が存在する構造を指す。マクロボイドが膜断面に存在すると、膜強度が低下して好ましくない他、連続して存在するとリークの原因となる。マクロボイドは球形近似直径で8μm以上の空孔を指す。
【0020】
無機微粉体を用いる製造方法により得られる中空糸膜の断面構造は、マクロボイドを持たない均質な三次元網目状構造となっている。ただし、延伸を行っているため糸長方向への網目構造の伸長は認められる。
【0021】
ポリフッ化ビニリデン及び有機液状体からなる混合物、又はポリフッ化ビニリデン、有機液状体及び無機微粉体からなる混合物は、ヘンシェルミキサーやバンバリーミキサー、プロシェアミキサー等を用いて混合することにより得られる。
ポリフッ化ビニリデン、有機液状体及び無機微粉体の3成分を混合する場合の順序としては、3成分を同時に混合するよりも、まず無機微粉体と有機液状体を混合して無機微粉体に有機液状体を十分に吸着させ、次いでポリフッ化ビニリデンを配合して混合することが、溶融成形性や得られる多孔膜の空孔率及び機械的強度の向上の点で有利である。
【0022】
これらの混合物は、二軸押出機等の溶融混練押出し装置により溶融混練され、
中空糸状に押し出し成形され、冷却固化されて中空繊維となる。なお、ポリフッ化ビニリデンと有機液状体の2成分の場合は、ヘンシェルミキサー等による予備混練を行わずに、直接ポリフッ化ビニリデン及び有機液状体を別々に2軸押出し機等の溶融混練押出し装置に供給しても良い。混練性を上げるために、混合後に一度溶融混練を行ってペレット化し、このペレットを溶融混練押出し装置に供給し、中空糸状に押し出し成形し、冷却固化して中空繊維としても良い。
【0023】
上述の通り、本発明の中空糸膜の製造方法は、抽出終了前の中空繊維又は抽出終了後の中空繊維を延伸し、次いで収縮させる工程を含むことを特徴としている。
抽出終了前の中空繊維又は抽出終了後の中空繊維を延伸することにより、最終的に得られる中空糸膜の高透過性及び高強度化が期待できる。
【0024】
延伸は、空間温度0℃以上160℃以下で行うことが望ましい。160℃より高い場合には延伸斑が大きいうえに破断伸度の低下及び透水性能が低くなり好ましくなく、0℃以下では延伸破断の可能性が高く実用的でない。延伸工程中の空間温度を0℃以上80℃以下とすることがより好ましい。
【0025】
また、延伸倍率は、1.1倍以上3.0倍以下の範囲とすることが望ましい。ここでいう延伸倍率とは、延伸工程中で最も伸ばされる時の中空繊維の長さから求められる倍率のことである。例えば、10cmの糸を延伸して20cmにした場合、延伸倍率は2.0倍となり、また10cmの糸を延伸して20cmにし、その後収縮させて15cmにした場合でも、延伸倍率は2.0倍となる。すなわち、延伸倍率=延伸時最大糸長/元糸長である。延伸倍率が1.1倍未満では透水性能が低くなり易いため好ましくなく、延伸倍率が3.0倍より大きいと耐圧強度の低下が大きくなったり、延伸による破断の可能性が高く実用的でない。より好ましくは1.6倍以上であり、最も好ましくは1.8倍以上である。
【0026】
本発明においては、有機液状体を含んだ中空繊維を延伸することが好ましい。
有機液状体を含んだ中空繊維の方が、有機液状体を含んでいない中空繊維よりも、延伸時の破断が少ない。更に、有機液状体を含んだ中空繊維の方が、延伸後の中空繊維の収縮を大きくさせることができるため、延伸後の収縮率設定の自由度が増す。
【0027】
また、無機微粉体を含んだ中空繊維を延伸することが好ましい。無機微粉体を含んだ中空繊維の方が、中空繊維に含まれる無機微粉体の存在による中空繊維の硬さのために、延伸する際において中空繊維が扁平につぶれにくくなる。また、最終的に得られる中空糸膜の孔径が小さくなりすぎたり、糸径が細くなりすぎることを防止することもできる。
本発明においては、有機液状体及び無機微粉体の両方を含む中空繊維を延伸することがより望ましい。
【0028】
上述の理由により、抽出終了後に中空繊維を延伸するよりも、有機液状体又は無機微粉体のいずれか一方を含んだ中空繊維を延伸する方が好ましく、更に、有機液状体又は無機微粉体のいずれか一方を含んだ中空繊維を延伸するよりも、有機液状体及び無機微粉体の両方を含んだ中空繊維を延伸することがより好ましい。
【0029】
また、延伸した中空繊維を抽出する方法は、延伸により中空繊維の表面及び内部に空隙が増加しているため、抽出溶剤が中空繊維内部に浸透し易いという利点がある。また、延伸し、次いで収縮させる工程の後に抽出を行う方法は、後述のように、引っ張り弾性率の低い、曲がり易い中空繊維となるために、抽出を液流中で行う場合には、中空繊維が液流により揺れ易くなり、攪拌効果が増すために短時間で効率の高い抽出が可能となるという利点を有する。
【0030】
本発明では、中空繊維を延伸し、次いで収縮させる工程を有しているため、最終的に引っ張り弾性率の低い中空繊維や中空糸膜を得ることができる。ここで、「引っ張り弾性率が低い」とは、糸が小さな力で伸びやすく、力がなくなればまた元に戻ることを意味する。引っ張り弾性率が低いと、中空糸膜が扁平につぶれることなく、曲がりやすく、濾過の際に水流で揺れやすい。水流に従って糸の曲がりが一定せずに揺れることで、膜表面に付着堆積する汚染物質の層が成長せずに剥がれやすく、濾過水量を高く維持できる。更にはフラッシングやエアースクラビングで強制的に糸を揺らす場合に、揺れが大きく洗浄回復効果が高くなる。
【0031】
延伸した後に収縮を行う際の糸長収縮の程度については、延伸による糸長増分に対する糸長収縮率を0.3以上0.9以下の範囲とすることが望ましい。例えば、10cmの糸を延伸して20cmにし、その後14cmにさせた時は、以下の式より、
糸長収縮率={(延伸時最大糸長)−(収縮後糸長)}/[(延伸時最大糸長)
−(元糸長)]=(20−14)/(20−10)=0.6
糸長収縮率は0.6となる。糸長収縮率が0.9以上の場合は透水性能が低くなり易く、0.3未満の場合は引っ張り弾性率が高くなり易いため好ましくない。
本発明においては、糸長収縮率が0.50以上0.85以下の範囲内であることがより好ましい。
【0032】
また、中空繊維を延伸時最大糸長まで延伸し、次いで収縮させる工程を採ることにより、最終的に得られる中空糸膜は使用中に延伸時最大糸長まで伸ばした際にも切れることがなくなる。
ここで、延伸倍率をX、延伸による糸長増分に対する糸長収縮率をYとしたとき、破断伸度の保障の程度を表す率Zは、以下の式で定義できる。
Z=(延伸時最大糸長−収縮後糸長)/収縮後糸長=(XY−Y)/(X+Y−XY)
Zは0.2以上1.5以下が好ましく、より好ましくはZは0.3以上1.0以下である。Zが小さすぎると破断伸度の保障が少なくなり、Zが大きすぎると延伸時の破断の可能性が高くなる割りに透水性能が低くなる。
【0033】
また本発明の製造方法では、延伸し、次いで収縮させる工程を含むため、引っ張り破断伸度は低伸度での破断が極めて少なくなり、引っ張り破断伸度の分布を狭くすることができる。
延伸し、次いで収縮させる工程における空間温度は、収縮の時間や物性の点から、0℃以上160℃以下の範囲が望ましく、より好ましくは0℃以上100℃以下である。0℃より低いと収縮に時間がかかり実用的でなく、160℃を越えると破断伸度の低下及び透水性能が低くなり好ましくない。
【0034】
本発明においては、また、収縮工程中において、中空繊維を捲縮することが好ましい。これにより捲縮度の高い中空糸膜を、つぶれ或いは傷つけることなく得ることができる。
【0035】
一般に、中空糸膜は、曲がりの無い直管状の形態をなしているため、束ねて濾過用モジュールとした場合に、中空糸間の隙間が取れずに空隙度の低い糸束になる可能性が高い。これに対して、捲縮度が高い中空糸膜を用いると、個々の糸の曲がりにより平均的に中空糸膜間隔が広がり空隙度の高い糸束とすることができる。また、捲縮度の低い中空糸膜からなる濾過モジュールは、特に外圧で用いる際に糸束の空隙が少なくなり流動抵抗が増大し、糸束の中央部まで濾過圧力が有効に伝わらなくなる。更には、逆洗やフラッシングで濾過堆積物を中空糸膜から剥ぎ落とす際にも糸束内部の洗浄効果が小さくなる。捲縮度の高い中空糸膜からなる糸束は、空隙度が大きく外圧濾過でも中空糸膜間隙が保たれ、偏流が起こりにくい。
【0036】
本発明においては、捲縮度が1.5以上2.5以下の範囲であることが好ましい。1.5未満の場合には上記の理由から好ましくなく、また、2.5より大きいと容積当たりの濾過面積が低下するため好ましくない。
【0037】
中空繊維の捲縮方法としては、延伸し、次いで収縮させる工程中において、中空繊維を収縮させながら、例えば、周期的に凹凸のついた一対のギアロール又は凹凸のついた一対のスポンジベルトで挟み込みながら引き取る方法等が挙げられる。中空繊維を収縮させる工程の前半が60℃以上100℃以下の空間温度であり、後半が0℃以上40℃以下の水或いは空気で冷却しつつ捲縮を与えながら行うことが、捲縮度を制御する上で好ましい。
【0038】
また、本発明においては、延伸を、相対する一対の無限軌道式ベルトからなる引き取り機を用いて行うことが好ましい。この場合、引取り機を延伸の上流側と下流側とで使用し、それぞれの引取り機においては、相対するベルト間に中空繊維を挟み、双方のベルトを同速度で同方向へ移動させることにより糸送りを行う。また、この場合、下流側の糸送り速度を上流側の糸送り速度より速くして延伸を行うことが好ましい。このようにして延伸を行うと、延伸時に延伸張力に負けずにスリップすること無しに延伸し、且つ糸が扁平につぶれるのを防ぐことが可能となる。
【0039】
ここで、無限軌道式ベルトとは、駆動ロールと接する内側は繊維強化ベルト等の高弾性のベルトで出来ており、中空繊維と接する外側の表面が弾性体で出来ていることが好ましい。また、弾性体の厚み方向の圧縮弾性率が0.1MPa以上2MPa以下であり、該弾性体の厚みが2mm以上20mmであることが更に好ましい。特に、外側表面の弾性体をシリコーンゴムにすることが、耐薬品性、耐熱性の点から好ましい。
【0040】
有機液状体の抽出は、塩化メチレン等のポリフッ化ビニリデンに不活性で有機液状体と相溶する溶剤を用いて行うことができる。また無機微粉体の抽出は、例えば疎水性シリカであれば、中空繊維を苛性ソーダ水溶液中に浸漬、次いで水洗を行うことで、疎水性シリカを抽出することができる。
【0041】
ここで、混合物がポリフッ化ビニリデン、有機液状体及び無機微粉体からなる場合における、有機液状体及び無機微粉体を抽出する工程と、中空繊維を延伸し、次いで収縮させる工程との関係については、特に制限はないが、本発明においては、延伸し、次いで収縮させる工程が、有機液状体の抽出前で、且つ無機微粉体の抽出前に行われるか、又は有機液状体の抽出後で、且つ無機微粉体の抽出前に行われることが好ましい。
【0042】
本発明の中空糸膜の製造方法においては、中空繊維を延伸し、次いで収縮させる工程の後に中空繊維を熱処理する工程を含んでいることが望ましい。熱処理により、圧縮強度や破裂強度で表される耐圧強度を高くすることができる。例えば、中空糸膜の圧縮強度が高いと、中空糸の外側から圧縮の力が働く外圧濾過時又は外圧逆洗時等において、中空糸が扁平につぶれることを防止できる。中空糸がつぶれると濾過水流路閉塞等により濾過抵抗が極端に増大してしまうため好ましくない。
【0043】
中空繊維の熱処理は100℃以上160℃以下で行うことが望ましい。160℃より高いと破断伸度の低下及び透水性能が低くなり好ましくなく、100℃より低いと耐圧強度が十分に高くならず好ましくない。また、熱処理は抽出終了後の中空繊維に対して行うことが、糸径、空孔率、孔径、透水性能の変化が小さくなるという点から望ましい。
【0044】
本発明においては、また、エチレン−ビニルアルコール共重合体と、ポリフッ化ビニリデンに不活性でエチレン−ビニルアルコール共重合体を溶解する溶剤とを含むエチレン−ビニルアルコール共重合体溶液を抽出終了後の中空繊維の内部にある空孔に浸透させて、その後、中空繊維の内部の厚み部分にある空孔から溶剤を乾燥除去する工程を含むことが望ましい。かかる工程を行うことにより、濾過安定性の高い中空糸膜が安定的に製造できる。
【0045】
エチレン−ビニルアルコール共重合体は、耐汚染性、耐熱性に優れ、また水不溶性の素材であるため、膜被覆用素材として好適である。本発明の製造方法により得られるポリフッ化ビニリデン中空糸膜は、高強度であり耐圧縮性も高いため、ポリフッ化ビニリデン中空糸膜にエチレン−ビニルアルコール共重合体を更に被覆することにより、高強度、高耐圧であり、かつ耐汚染性に極めて優れた中空糸膜とすることができる。なお、ポリフッ化ビニリデン自体は疎水性であるが、例えばアルカリ処理すると、ポリフッ化ビニリデン中空繊維表面及び内部にある空孔表面の濡れ性が向上するため、エチレン−ビニルアルコール共重合体の被覆を効率良く行うことが可能となる。
【0046】
エチレン−ビニルアルコール共重合体は、例えば、エチレンと酢酸ビニルとを共重合させた後、酢酸ビニル由来の側鎖の酢酸エステル部分を鹸化(加水分解)し、側鎖を水酸基に転化させることにより合成される結晶性の熱可塑性樹脂である。本発明に用いるエチレン−ビニルアルコール共重合体中のエチレン含量は、被覆効率の観点から20モル%以上が好ましく、耐汚染性の観点から60モル%以下が好ましい。鹸化度は高いほど好ましく、機械的強度の観点から80モル%以上が好ましい。特に好ましいのは鹸化度99モル%以上の、実質的に完全鹸化されたものである。なお、エチレン−ビニルアルコール共重合体中には、必要に応じて酸化防止剤、滑剤等の添加物が、本発明の目的を損なわない範囲で添加されていてもよい。
【0047】
エチレン−ビニルアルコール共重合体をポリフッ化ビニリデン中空繊維に被覆する具体的方法としては、まず、エチレン−ビニルアルコール共重合体を、ポリフッ化ビニリデンは溶かさないがエチレン−ビニルアルコール共重合体を溶かす溶剤、例えば水とイソプロピルアルコールの混合溶剤、に溶かしてエチレン−ビニルアルコール共重合体溶液とし、次いで、このエチレン−ビニルアルコール共重合体溶液を、延伸及び抽出の終了したポリフッ化ビニリデン中空繊維に浸透させて、その後、溶剤を乾燥し除去することで、エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜をつくることができる。抽出の終了した中空繊維に浸透させてから延伸及び溶剤の乾燥除去をしても良い。
【0048】
本発明のエチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜の、中空糸膜に対するエチレン−ビニルアルコール共重合体の被覆量は、有機物等に対する耐汚染性の効果の観点から0.1重量%以上が好ましく、透水量の観点から10重量%以下が好ましい。より好ましい被覆量は0.5重量%以上7重量%以下であり、さらに好ましくは1重量%以上5重量%以下である。被覆は中空繊維の内外表面及び繊維内部の厚み部分の微細な空孔表面にまんべんなく行われていることが好ましい。
【0049】
上記のような製造方法をとることで、引っ張り弾性率が低く、且つ圧縮強度の高い中空糸膜を得ることができ、除濁等の濾過用途に好適な、緻密な細孔と高い透水性能を有し、耐久性及び耐汚染性にも優れたポリフッ化ビニリデン中空糸膜を提供することができる。
【0050】
なお、本発明の方法により得られる中空糸膜は、本発明の目的を達成するために、以下の特徴を有することが望ましい。
中空糸膜の内径は、中空糸管内を流れる液の抵抗(管内圧損)の観点から0.4mm以上であり、単位体積当たりの充填膜面積の観点から3.0mm以下である。0.5mm以上1.5mm以下とすることがより好適である。
【0051】
また、中空糸膜の外径/内径比は、小さすぎると引っ張り、破裂又は圧縮に際しての耐性が弱く、大きすぎると膜面積に比して膜厚が大きすぎて濾過能力が低くなるため不利である。したがって、中空糸膜の外径/内径比は1.3以上2.3以下とすることが好適である。より好ましくは1.5以上2.1以下、さらにより好ましくは1.6以上2.0以下である。
【0052】
中空糸膜の空孔率は、透水性能の観点から60%以上であり、強度の観点から90%以下である。より好ましくは65%以上85%以下、さらにより好ましくは70%以上80%以下である。
なお空孔率は、以下の式より決定できる。
空孔率%=100×(湿潤膜重量[g]−乾燥膜重量[g])/水比重[g/cm3]/(膜体積[cm3])
【0053】
ここで、湿潤膜とは、孔内は純水が満たされているが、中空部内には純水が入っていない状態の膜を指す。具体的には、10〜20cm長のサンプル膜をエタノール中に浸漬して孔内をエタノールで満たした後に純水浸漬を4〜5回繰り返して孔内を充分に純水で置換し、かかる後に中空糸の一端を手で持って5回ほど良く振り、さらに他端に手を持ちかえてまた5回程よく振って中空部内の水を除去することで得ることができる。また、乾燥膜は、前記湿潤膜の重量測定後にオーブン中で例えば60℃で恒量になるまで乾燥させて得ることができる。
膜体積は、以下の式膜体積[cm3]=π×{(外径[cm]/2)2−(内径[cm]/2)2}×膜長[cm]
により求めることができる。膜1本では重量が小さすぎて重量測定の誤差が大きくなる場合は、複数本の膜を用いることができる。
【0054】
中空糸膜の孔径としては、平均孔径が0.05μm以上5.0μm以下であることが好適である。より好ましくは平均孔径が0.05μm以上1.0μm以下であり、さらにより好ましくは0.1μm以上0.5μm以下である。平均孔径が0.05μmより小さい場合は濾過流量が小さくなり好ましくない。平均孔径が5.0μmより大きくなると、濁質の有効な濾過分別ができなくなり、また、濁質が膜内部につまり易く濾過量の経時低下が大きくなるため好ましくない。
膜の平均孔径は、ASTM:F316−86記載の方法(別称:ハーフドライ法)にしたがって決定することができる。なお、このハーフドライ法によって決定されるのは、膜の最小孔径層の平均孔径である。
【0055】
なお、本発明においては、ハーフドライ法による平均孔径の測定は、使用液体にエタノールを用い、25℃、昇圧速度0.001MPa/秒での測定を標準測定条件とした。平均孔径[μm]は、下記式より求まる。
平均孔径[μm]=(2860×表面張力[mN/m])/ハーフドライ空気圧力[Pa]
【0056】
エタノールの25℃における表面張力は21.97mN/mである(日本化学会編、化学便覧基礎編改訂3版、II-82頁、丸善(株)、1984年)ので、本発明における標準測定条件の場合は、
平均孔径[μm]=62834.2/(ハーフドライ空気圧力[Pa])
にて求めることができる。
【0057】
膜の最大孔径は、ハーフドライ法において膜から気泡が初めて出てくる時の圧力から求めることができる(バブルポイント法)。上記のハーフドライ法標準測定条件の場合、中空糸膜から気泡が初めて出てくる時の圧力から、最大孔径[μm]=62834.2/(気泡発生空気圧力[Pa])
より求めることができる。
膜の最大孔径と平均孔径の比は、2.0未満であることが好ましい。2.0以上ではリークの問題があり、また、逆洗の効果が弱くなる。
【0058】
本発明の製造方法により得られる中空糸膜は、引っ張り破断強度が大きく、圧縮強度や圧縮弾性率が高いにも関わらず、引っ張り弾性率が低いことを大きな特徴としている。
引っ張り破断強度が大きいということは、モジュールとして濾過運転あるいはフラッシングをした時の糸切れに対して耐性が高いことを意味する。引っ張り破断強度は5MPa以上20MPa以下の範囲であることが好適である。5MPaより小さいと糸切れの頻度が増える。20MPaより大きいと透水性能が低くなる。より好ましくは7MPa以上である。
【0059】
瞬時耐圧縮強度は0.3MPa以上3.0MPa以下が好ましく、より好ましくは0.6MPa以上、さらに、外圧濾過でのつぶれにくさと膜の透過性という点から0.8MPa以上が好適である。
圧縮弾性率の値としては、つぶれにくさと透過性の観点から1.5MPa以上10MPa以下が好ましく、より好ましくは2MPa以上、さらに好ましくは4MPa以上である。
引っ張り弾性率は10MPa以上80MPa以下の範囲が好適である。より好ましくは10MPa以上70MPa以下、さらにより好ましくは20MPa以上60MPa以下である。10MPaより小さいと膜に腰がなく束ねてモジュールにすることが難しい。80MPaより大きいと糸がゆれる効果が少なくなる。
【0060】
さらに、本発明の製造方法により得られる中空糸膜は、糸傷に対する耐性が高く、また繰り返し疲労耐性に優れることを特徴としている。一般に傷がつくとそこを基点に傷が成長しリークや糸切れにまで進んでしまうが、本発明の製造方法により得られる中空糸膜は引っ張り弾性率の低さのためか、傷を基点とした破断がおきにくい。特に、膜が均質の三次元網目状構造をとる場合は、表面に傷がついても傷が貫通していなければ阻止孔径は実質変わらないという利点を有する。
【0061】
また、繰り返し疲労に対しても、引っ張り弾性率の低さに基づく膜の柔らかさに由来してか、強い耐性を持っている。モジュール端部の接着界面部は、中空糸が揺れる度に繰り返しの疲労を受け破断しやすい部位であるが、引っ張り弾性率の低い本発明の製造方法により得られる膜では糸切れが少なくなる。
【0062】
引っ張り破断伸度としては、30%以上200%未満が適当であり、より好ましくは50%以上150%未満である。30%より小さいとフラッシングやエアースクラビングで強制的に糸を揺らす場合に膜破断の可能性が高くなり、200%より高いと破裂或いは圧縮等の強度面が弱かったり、低延伸倍率により引っ張り弾性率が高くなり好ましくない。また本発明の製造方法では、延伸し、次いで収縮させる工程を含むため、引っ張り破断伸度は低伸度での破断が極めて少なくなり、引っ張り破断伸度の分布を狭くすることができる。
【0063】
純水透水率は、引っ張り、破裂又は圧縮に対する耐性及び透過性能の観点から1000L/(m2・hr)以上30000L/(m2・hr)以下とすることが適当である。より好ましくは2000L/(m2・hr)以上、さらにより好ましくは3000L/(m2・hr)以上である。
【0064】
なお、純水透水率は標準的に以下の方法によって測定できる。
エタノール浸漬した後、数回純水浸漬を繰り返した約10cm長の湿潤中空糸膜の一端を封止し、他端の中空部内へ注射針を入れた。25℃の環境下にて注射針から0.1MPaの圧力にて25℃の純水を中空部内へ注入し、外面から透過してくる純水の透水量を測定し、以下の式より純水透水率を求めた。
純水透水率[L/(m2・hr)]=透過水量[L]/(π×膜内径[m]×膜有効長[m]×測定時間[hr])
ここで、膜有効長とは、注射針が挿入されている部分を除いた、正味の膜長を指す。
【0065】
中空糸膜の臨界表面張力としては、汚染物の付着しにくさから45mN/m以上73mN/m以下が好ましい。ポリフッ化ビニリデン自体の臨界表面張力は33mN/m程度であるが、例えばアルカリ水溶液中で処理を行うことで45mN/m以上にできる。またエチレン−ビニルアルコール共重合体の臨界表面張力が70mN/m以上であるので、エチレン−ビニルアルコール共重合体を被覆したポリフッ化ビニリデン中空糸膜では、臨界表面張力を70mN/m以上にすることができる。
【0066】
中空糸膜の臨界表面張力の値は、乾燥状態の中空糸膜を濡らすことのできる液体の表面張力の上限値として定義している。中空糸膜の臨界表面張力の値は、例えば、和光純薬工業株式会社製ぬれ指数標準液を用い、JIS K 6768に準じて測定できる。具体的には、段階的に表面張力が異なる複数の標準液を準備し、その中の一つの標準液を用いて中空糸膜面上に滴下し、液滴を膜面に広げ、滴下した標準液の液膜が破れを生じることなく、2秒以上濡らすことのできる上限の標準液の表面張力値を臨界表面張力とすることで決定できる。
【実施例】
【0067】
以下に本発明の実施例を示すが、本発明はこれに限定されるものではない。まず、本実施例に示す膜の諸特性値を測定する方法について説明する。
1)引っ張り破断強度、引っ張り破断伸度、引っ張り弾性率:
引っ張り試験機(島津製作所製:オートグラフAG−A型)を用い、湿潤した中空糸膜をチャック間距離50mm、引っ張り速度200mm/分にて引っ張り、破断時の荷重と変位から、以下の式により引っ張り破断強度及び引っ張り破断伸度を求めた。測定は温度25℃、相対湿度40〜70%の室内で行った。
引っ張り破断強度[Pa]=破断時荷重[N]/膜断面積[m2]
ここで、膜断面積[m2]=π×[(外径[m]/2)2−(内径[m]/2)2]である。
引っ張り破断伸度[%]=100×破断時変位[mm]/50[mm]
なお、引っ張り弾性率[Pa]は、上記引っ張り試験の際の0.1%変位荷重と5%変位荷重から100%変位時の荷重を求め、膜断面積で除して求めた。
【0068】
2)圧縮弾性率:
圧縮測定機(島津製作所製:AGS−H/EZtest)により、5mm幅の圧縮用治具を用い湿潤した中空糸膜の長さ5mm分について、糸長方向に垂直な方向での圧縮変位と荷重を測った。圧縮速度は1mm/minで、初期中空糸膜直径に対して0.1%変位時と5%変位時の荷重から100%変位時の荷重を求め、初期中空糸外径と中空糸膜長5mmを乗じて得られる投影断面積で規格化し圧縮弾性率とした。測定は温度25℃、相対湿度40〜70%の室内で行った。
無限軌道式ベルトの厚み方向の圧縮弾性率は、乾燥試料を同様にして測定した。
【0069】
3)瞬時耐圧縮強度:
40℃の純水をはった耐圧容器に、片端を封止した湿潤した中空糸膜を入れ、外表面側を純水で液密に満たし、内表面側の中空部を大気に開放した状態にした。エアーにより15秒間で水圧を0.05MPaにまで上げ、中空糸の外表面側より内表面側に濾過水を得た(外圧方式)。15秒間の濾過水量を測定し、その後さらに15秒間で圧力を0.05MPa上げ、再び15秒間の濾過水量を測定するというサイクルを続けた。なお、このサイクルを続け圧力を上げて行く途中で膜がつぶれ濾過水量が減少に転ずる。濾過水量が最大となった圧力を瞬時耐圧縮強度[Pa]とした。
【0070】
4)純水透水率:
エタノール浸漬した後、数回純水浸漬を繰り返した約10cm長の湿潤中空糸膜の一端を封止し、他端の中空部内へ注射針を入れた。25℃の環境下にて注射針から0.1MPaの圧力にて25℃の純水を中空部内へ注入し、外面から透過してくる純水の透水量を測定し、以下の式より純水透水率を求めた。
純水透水率[L/(m2・hr)]=透過水量[L]/(π×膜内径[m]×膜有効長[m]×測定時間[hr])
ここで、膜有効長とは、注射針が挿入されている部分を除いた、正味の膜長を指す。
【0071】
5)重量平均分子量(Mw):
GPCによるポリスチレン換算分子量。GPC測定装置:東洋ソーダ製LS−8000、カラム:GMHXL、溶媒:DMF、カラム温度:40℃。
6)膜残存シリカ量:
X線光電子分光法(XPS)により、抽出終了後の中空糸膜表面の炭素、フッ素、酸素、窒素、ケイ素の元素分析を行い、ケイ素の相対元素濃度より膜残存シリカ量(重量%)を求めた。なお、この手法では、膜表面より1nm深さあたりまでの膜残存シリカ量を測定することになる。
【0072】
7)捲縮度:
中空糸膜約1000本を束ね幅4cmのPET製帯に1kgの張力をかけつつ中空糸膜束の周長を測り、次式により中空糸膜の捲縮度を求めた。
捲縮度=(周長[m]/π)2/((中空糸直径[m])2×中空糸本数)
8)被覆量:
エチレン−ビニルアルコール共重合体の被覆量は以下の式により求めた。
被覆量(重量%)=100×{(エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン乾燥膜重量[g])−(ポリフッ化ビニリデン乾燥膜重量[g])}/(エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン乾燥膜重量[g])
乾燥膜は、オーブン中で60℃で恒温になるまで乾燥させて得た。
【0073】
9)懸濁水濾過時の透水性能保持率:
目詰まり(膜汚染)による透水性能劣化に対する耐性(耐汚染性)を判断するための指標として、図5に示す装置を用いて測定した。湿潤中空糸膜2をペンシルモジュール3(内径4mmφのチューブ4の側面に原水1の導入口と排出口を設けたモジュール)に挿入し、膜有効長11cmにて外圧方式にて濾過を行った。まず初めに純水を、膜外表面積1m2当たり1日当たり10m3透過する濾過圧力にて濾過を行って透過水5を2分間採取し、初期純水透水量とした。次いで、懸濁水である下水二次処理水を、初期純水透水量を測定したときと同じ濾過圧力にて30分間濾過を行い、濾過28分目から30分目までの2分間透過水5を採取し、懸濁水濾過時透水量とした。なお、原水の入圧及び出圧は、それぞれ圧力計6(入圧)及び7(出圧)により測定した。懸濁水濾過時の透水性能保持率を、下記の式で定義した。操作は全て25℃、膜面線速0.1m/秒にて行った。
【0074】
懸濁水濾過時の透水性能保持率[%]=100×(懸濁水濾過時透水量[g])/(初期純水透水量[g])
なおここで、
濾過圧力[Pa]={(原水の入圧[Pa])+(原水の出圧[Pa])}/2
膜外表面積[m2]=π×(糸外径[m])×(膜有効長[m])
膜面線速[m/s]=4×(循環水量[m3/s])/{π(ペンシルモジュールのチューブ内径[m])2−π(膜外径[m])2}
【0075】
続いて、本発明を実施例に基づいて説明する。
(実施例1)
平均一次粒径0.016μm、比表面積110m2/gの疎水性シリカ(日本アエロジル社製;AEROSIL−R972(商品名))23重量%、フタル酸ジオクチル30.8重量%、フタル酸ジブチル6.2重量%(二者の混合液のSP:18.59(MPa)1/2)をヘンシェルミキサーで混合し、これに重量平均分子量290000のポリフッ化ビニリデン(呉羽化学工業(株)製:KFポリマー#1000(商品名))40重量%を添加し、再度ヘンシェルミキサーで混合した。
【0076】
得られた混合物を48mmφ二軸押し出し機で更に溶融混練し、ペレットにした。このペレットを30mmφ二軸押し出し機に連続的に投入し、押し出し機先端にとりつけた円環状ノズルより、中空部内にエアーを供給しつつ、240℃にて溶融押し出しした。押し出し物を、約20cmの空中走行を経て40℃の水槽中に20m/minの紡速で通過させることで冷却固化して中空繊維を得た。この中空繊維を連続的に一対の第一の無限軌道式ベルト引き取り機で20m/minの速度で引き取り、空間温度40℃に制御した第一の加熱槽(0.8m長)を経由して、更に第一の無限軌道式ベルト引き取り機と同様な第二の無限軌道式ベルト引き取り機で40m/minの速度で引き取り2.0倍に延伸した。そして更に、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、中空繊維を第三の無限軌道式ベルト引き取り機で30m/minの速度で引き取り1.5倍まで収縮させた後、周長約3mのカセで巻き取った。いずれの無限軌道式ベルト引き取り機の無限軌道式ベルトも繊維強化ベルトの上にシリコーンゴム製の弾性体が接着一体化されたベルトであり、中空繊維に接する外表面側のシリコーンゴム製弾性体の厚みは11mmで厚み方向の圧縮弾性率は0.9MPaであった。延伸による糸長増分に対する糸長収縮率は0.5である。次いで、この中空繊維を束として30℃の塩化メチレン中に1時間浸漬させ、これを5回繰り返してフタル酸ジオクチル、フタル酸ジブチルを抽出した後、乾燥させた。続いて、50重量%エタノール水溶液に30分間浸漬し、更に水中に移して30分間浸漬して、中空繊維を水で濡らした。更に、40℃の5重量%苛性ソーダ水溶液中へ1時間浸漬させ、これを2回行った後、40℃の温水へ1時間浸漬することによる水洗を10回行い疎水性シリカを抽出した後、乾燥した。膜残存シリカ量は0.4重量%であった。
【0077】
得られた中空糸膜は、外径1.25mm内径0.65mm、空孔率73%、ハーフドライ法による平均孔径は0.29μm、バブルポイント法による最大孔径は0.37μm、最大孔径と平均孔径の比は1.28、純水透水率は5800L/(m2・hr)であった。引っ張り破断強度は8.5MPa、引っ張り破断伸度は135%、引っ張り弾性率は20MPa、圧縮弾性率は3.5MPa、瞬時耐圧縮強度は0.7MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.45であった。
【0078】
この中空糸膜12を用いて図6に示すような濾過モジュール11を作成した。濾過モジュール11は、有効膜長さ1m、中空糸本数300本からなり、両末端の中空糸間をエポキシ系封止材13で封止されている。モジュールの上部端部は中空糸膜の中空部が開口しており、また下部端部は中空糸膜の中空部が封止されている。原水及びエアーの導入口14を経て、中空糸の外表面側より濁度2度(HACH COMPANY製:Model2100Pで測定)、TOC(Total Organic Carbon)0.5ppm(島津製作所製:TOC−5000Aで測定)の河川水を濾過し、上部端部の内表面側より濾過水を得た。設定Flux2.7m/日(設定Flux(m/日)は濾過流量(m3/日)を膜外表面積(m2)で割った値)で29分濾過した後、逆洗及びエアースクラビングを同時に60秒間行った。逆洗の流量は4.0m/日(膜外表面積基準)、モジュール下部の原水及びエアーの導入口14から細かいエアーを噴出させて汚れを落とすエアースクラビングのエアー量は6.5L/分とした。このサイクルを続けた結果、20日以上安定した膜間差圧で運転可能であった。
【0079】
(実施例2)
延伸して、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、20℃の冷却水槽の水面に位置する一対の周長が約0.20mであり且つ4山の凹凸ロールに170rpmの回転速度で中空繊維を連続的に挟んで周期的に曲げつつ冷却し、その後、第三の無限軌道式ベルト引き取り機で30m/minの速度で引き取り、また、抽出後乾燥した中空糸膜をオーブン中で140℃・2時間の加熱処理した以外は、実施例1と同様にして中空糸膜を得た。膜残存シリカ量は0.4重量%であった。
【0080】
得られた加熱処理後の中空糸膜は、外径1.22mm、内径0.67mm、空孔率73%、ハーフドライ法による平均孔径は0.28μm、バブルポイント法による最大孔径は0.36μm、最大孔径と平均孔径の比は1.29、純水透水率は4700L/(m2・hr)であった。引っ張り破断強度は10.1MPa、引っ張り破断伸度は120%、引っ張り弾性率は44MPa、圧縮弾性率は4.9MPa、瞬時耐圧縮強度は0.9MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.72であった。
【0081】
この加熱処理後の中空糸膜を用いて実施例1と同様に、モジュールを作り、実施例1と同様な方法で、濾過、逆洗、エアースクラビングを行った。このサイクルを続けた結果、20日以上安定した膜間差圧で運転可能であった(図3、A)。
【0082】
(実施例3)
使用するポリフッ化ビニリデンポリマーを重量平均分子量が310000のポリフッ化ビニリデンポリマー(SOLVAY社製:Solef6010(商品名))にした以外は、実施例2と同様な方法で加熱処理した中空糸膜を得た。膜残存シリカ量は0.4重量%であった。
【0083】
得られた加熱処理後の中空糸膜は、外径1.22mm、内径0.66mm、空孔率72%、ハーフドライ法による平均孔径は0.27μm、バブルポイント法による最大孔径は0.35μm、最大孔径と平均孔径の比は1.30、純水透水率は4700L/(m2・hr)、引っ張り破断強度は8.9MPa、引っ張り破断伸度は130%、引っ張り弾性率は37MPa、圧縮弾性率は4.4MPa、瞬時耐圧縮強度は0.9MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった(図1)。臨界表面張力は54mN/m、捲縮度は1.70であった。この中空糸膜を用いて実施例1と同様に、モジュールを作り、実施例1と同様な方法で、濾過、逆洗、エアースクラビングを行った結果、20日以上安定した膜間差圧で運転可能であった。
【0084】
(実施例4)
平均一次粒径0.016μm、比表面積110m2/gの疎水性シリカ23重量%、フタル酸ジオクチル33.3重量%、フタル酸ジブチル3.7重量%(二者の混合液のSP:18.47(MPa)1/2)をヘンシェルミキサーで混合し、これに重量平均分子量290000のポリフッ化ビニリデン40重量%を添加し、再度ヘンシェルミキサーで混合した。得られた混合物を35mmφ二軸押し出し機で更に溶融混練し、ペレットにした。このペレットを30mmφ二軸押し出し機に連続的に投入し、押し出し機先端にとりつけた円環状ノズルより、中空部内にエアーを供給しつつ、230℃にて押し出し、約20cmの空中走行を経て40℃の水槽中に10m/minの紡速で溶融押し出し及び冷却固化して、中空繊維を得た。この中空繊維を、実施例1と同様に一対の第一の無限軌道式ベルト引き取り機で10m/minの速度で引き取り、空間温度40℃に制御した第一の加熱槽(0.8m長)を経由して、更に第一の無限軌道式ベルト引き取り機と同様な第二の無限軌道式ベルト引き取り機で20m/minの速度で引き取り2.0倍に延伸した。そして更に、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、冷却水槽の水面に位置する一対の周長が約0.2mであり且つ4山の凹凸ロールに170rpmの回転速度で中空糸を連続的に挟んで冷却し、その後、第三の無限軌道式ベルト引き取り機で15m/minの速度で引き取り1.5倍まで延伸糸を収縮させた後、周長約3mのカセで巻き取った。
延伸による糸長増分に対する糸長収縮率は0.5である。次いで、巻き取った膜を30℃の塩化メチレン中に1時間浸漬させ、これを5回繰り返してフタル酸ジオクチル、フタル酸ジブチルを抽出した後、乾燥させた。次いで、50重量%エタノール水溶液に30分間浸漬し、更に水中に移して30分間浸漬して、中空繊維を水で濡らした。更に、40℃の5重量%苛性ソーダ水溶液中へ1時間浸漬し、これを2回行った。40℃の温水へ1時間浸漬することによる水洗を10回行い疎水性シリカを抽出した後、乾燥した。得られた中空繊維をオーブン中で140℃・2時間の加熱処理を行った。膜残存シリカ量は0.4重量%であった。
【0085】
得られた加熱処理後の中空糸膜は、外径1.90mm、内径1.05mm、空孔率73%、ハーフドライ法による平均孔径は0.60μm、バブルポイント法による最大孔径は0.96μm、最大孔径と平均孔径の比は1.60、純水透水率は17000L/(m2・hr)であった。引っ張り破断強度は12.0MPa、引っ張り破断伸度は145%、引っ張り弾性率は50MPa、圧縮弾性率は3.4MPa、瞬時耐圧縮強度は0.7MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.72であった。
【0086】
(実施例5)
平均一次粒径0.016μm、比表面積110m2/gの疎水性シリカ23重量%、フタル酸ジオクチル33.3重量%、フタル酸ジブチル3.7重量%(二者の混合液のSP:18.47(MPa)1/2)をヘンシェルミキサーで混合し、これに重量平均分子量290000のポリフッ化ビニリデン40重量%を添加し、再度ヘンシェルミキサーで混合した。
【0087】
得られた混合物を35mmφ二軸押し出し機で溶融混練し、ペレットにした。このペレットを30mmφ二軸押し出し機に連続的に投入し、押し出し機先端にとりつけた円環状ノズルより中空部内にエアーを供給しつつ、230℃にて押し出し、約20cmの空中走行を経て40℃の水槽中に10m/minの紡速で溶融押し出し及び冷却固化して、中空繊維を得、そのままカセで巻き取った。次いで、巻き取った中空繊維の束を切断することなしに30℃の塩化メチレン中に1時間浸漬させ、これを5回繰り返してフタル酸ジオクチル、フタル酸ジブチルを抽出した後、乾燥させた。次いで、50重量%エタノール水溶液に30分間浸漬し、更に水中に移して30分間浸漬して、中空繊維を水で濡らした。更に40℃の20重量%苛性ソーダ水溶液中へ1時間浸漬し、これを2回行った後、40℃の温水へ1時間浸漬することによる水洗を10回行い疎水性シリカを抽出した後、乾燥して中空繊維を得た。
【0088】
この中空繊維をカセに取り付けて10m/minで繰り出し、実施例1と同様に一対の第一の無限軌道式ベルト引き取り機で10m/minの速度で引き取り、空間温度40℃に制御した第一の加熱槽(0.8m長)を経由して、更に第一の無限軌道式ベルト引き取り機と同様な第二の無限軌道式ベルト引き取り機で20m/minの速度で引き取り2.0倍に延伸した。そして更に、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、第三の無限軌道式ベルト引き取り機で15m/minの速度で引き取り1.5倍まで収縮させた後、カセで巻き取った。延伸による糸長増分に対する糸長収縮率は0.5である。得られた中空繊維をオーブン中で100℃・1時間の加熱処理を行った。膜残存シリカ量は0.7重量%であった。
【0089】
得られた加熱処理後の中空糸膜は、外径1.90mm、内径1.05mm、空孔率73%、ハーフドライ法による平均孔径は0.66μm、バブルポイント法による最大孔径は1.07μm、最大孔径と平均孔径の比は1.62、純水透水率は20000L/(m2・hr)であった。引っ張り破断強度は12.2MPa、引っ張り破断伸度は140%、引っ張り弾性率は53MPa、圧縮弾性率は1.6MPa、瞬時耐圧縮強度は0.4MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は58mN/m、捲縮度は1.43であった。
【0090】
この加熱処理後の中空糸膜を用いて、図6に示すような有効膜長さ21cm、中空糸本数130本からなり、両末端の中空糸間をエポキシ系封止材で封止した濾過モジュールを作成した。中空糸の外表面側より濁度0.03度(水道機工製:浄水濁度計・濁り番ST−BMで測定)、残留塩素0.2〜0.3ppmの水道水を濾過し、内表面側より濾過水を得た。設定Flux5.0m/日で29.5分濾過した後、逆洗流量6.0m/日で30秒間逆洗を行った。このサイクルを続けた結果、10日以上安定した膜間差圧で運転可能であった(図4、C)。
【0091】
(実施例6)
平均一次粒径0.016μm、比表面積110m2/gの疎水性シリカ25重量%、フタル酸ジオクチル28.0重量%、フタル酸ジブチル7.0重量%(二者の混合液のSP:18.66(MPa)1/2)をヘンシェルミキサーで混合し、これに重量平均分子量290000のポリフッ化ビニリデン40重量%を添加し、再度ヘンシェルミキサーで混合した。
【0092】
得られた混合物を48mmφ二軸押し出し機で溶融混練し、ペレットにした。このペレットを30mmφ二軸押し出し機に連続的に投入し、押し出し機先端にとりつけた円環状ノズルより、中空部内に窒素ガスを供給しつつ、200℃にて押し出し、約20cmの空中走行を経て40℃の水槽中に2m/minの紡速で溶融押し出し及び冷却固化して、中空繊維を得、カセで巻き取った。次いで、巻き取った中空繊維の束を切断することなしに、30℃の塩化メチレン中に1時間浸漬させ、これを5回繰り返してフタル酸ジオクチル、フタル酸ジブチルを抽出した後、乾燥させた。次いで、50重量%エタノール水溶液に30分間浸漬し、更に水中に移して30分間浸漬して、中空繊維を水で濡らした。更に40℃の5重量%苛性ソーダ水溶液中へ1時間浸漬し、40℃の温水へ1時間浸漬することによる水洗を10回行い疎水性シリカを抽出した後、乾燥して中空繊維を得た。
【0093】
この中空繊維をカセに取り付けて2m/minで繰り出し、実施例1と同様に一対の第一の無限軌道式ベルト引き取り機で2m/minの速度で引き取り、空間温度40℃に制御した第一の加熱槽(0.8m長)を経由して、更に第一の無限軌道式ベルト引き取り機と同様な第二の無限軌道式ベルト引き取り機で4m/minの速度で引き取り2.0倍に延伸した。そして更に、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、第三の無限軌道式ベルト引き取り機で3m/minの速度で引き取り1.5倍まで延伸糸を収縮させた後、カセで巻き取った。延伸による糸長増分に対する糸長収縮率は0.5である。得られた中空繊維をオーブン中で100℃・1時間の加熱処理を行った。膜残存シリカ量は1.0重量%であった。
【0094】
得られた加熱処理後の中空糸膜は、外径3.67mm、内径2.42mm、空孔率67%、ハーフドライ法による平均孔径は0.29μm、バブルポイント法による最大孔径は0.46μm、最大孔径と平均孔径の比は1.59、純水透水率は2700L/(m2・hr)であった。引っ張り破断強度は7.3MPa、引っ張り破断伸度は80%、引っ張り弾性率は19MPa、圧縮弾性率は1.5MPa、瞬時耐圧縮強度は0.3MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.41であった。
【0095】
(実施例7)
エチレン−ビニルアルコール共重合体(日本合成化学工業製:ソアノールET3803、エチレン含量38モル%)を、水とイソプロピルアルコールの50重量%ずつの混合溶剤100重量部に対して3重量部加熱混合し溶解させた。得られたエチレン−ビニルアルコール共重合体溶液中(68℃)に、実施例2で得られた加熱処理後の中空糸膜を両端の開口した150cmの中空糸膜100本からなる糸束にして5分間完全に浸漬し、溶液中から取り出した中空糸膜束を30分間室温で風乾し、次いで60℃のオーブンで1時間乾燥することで、エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜を得た。
【0096】
得られたエチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜は、外径1.22mm、内径0.66mm、空孔率70%、ハーフドライ法による平均孔径は0.27μm、バブルポイント法による最大孔径は0.35μm、最大孔径と平均孔径の比は1.30、純水透水率は3000L/(m2・hr)であった。引っ張り破断強度は11.0MPa、引っ張り破断伸度は100%、引っ張り弾性率は49MPa、圧縮弾性率は5.3MPa、瞬時耐圧縮強度は0.9MPaであった。臨界表面張力は70mN/m、捲縮度は1.74であった。被覆量は2.6重量%であった。
懸濁水濾過時の透水性能保持率は25%であった。
【0097】
(実施例8)
実施例7と同様の方法で得たエチレン−ビニルアルコール共重合体溶液中に、実施例5で得られた加熱処理後の中空糸膜を両端の開口した150cmの中空糸膜100本からなる糸束にして5分間完全に浸漬し、溶液中から取り出した中空糸膜束を30分間室温で風乾し、次いで60℃のオーブンで1時間乾燥することで、エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜を得た。
【0098】
得られたエチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜の性能は、外径1.90mm、内径1.05mm、空孔率72%、ハーフドライ法による平均孔径は0.58μm、バブルポイント法による最大孔径は0.95μm、最大孔径と平均孔径の比は1.64、純水透水率は16000L/(m2・hr)であった。引っ張り破断強度は13.7MPa、引っ張り破断伸度は120%、引っ張り弾性率は61MPa、圧縮弾性率は1.9MPa、瞬時耐圧縮強度は0.4MPaであった。臨界表面張力は70mN/m、捲縮度は1.43であった。被覆量は5.7重量%であった。
【0099】
(比較例1)
実施例3において、第一の引き取り機で20m/minの速度で引き取った後、延伸せずにカセに巻き取り実施例3と同様な抽出、乾燥を行った。膜残存シリカ量は0.5重量%であった。
【0100】
得られた中空糸膜は、外径1.27mm、内径0.67mmで、空孔率66%、ハーフドライ法による平均孔径は0.20μm、バブルポイント法による最大孔径は0.25μm、最大孔径と平均孔径の比は1.25、純水透水率は2000L/(m2・hr)であった。引っ張り破断強度は7.0MPa、引っ張り破断伸度は220%、引っ張り弾性率は90MPa、圧縮弾性率は9.2MPaで瞬時耐圧縮強度は1.6MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった(図2)。臨界表面張力は52mN/m、捲縮度は1.44であった。
懸濁水濾過時の透水性能保持率は14%であった。
【0101】
この中空糸膜を用いて実施例1と同様にモジュールを作り、実施例1と同様な方法で濾過、逆洗、エアースクラビングを行った。このサイクルを続けた結果、約6日で膜間差圧が0.2MPaまで急激に上昇した(0〜170時間)。このモジュールを、5000ppmの次亜塩素酸ナトリウムと2重量%の苛性ソーダの混合液に6時間浸漬して薬品洗浄し、次いでpHが中性になるまで水洗を行い、さらに2重量%の硝酸と2重量%の蓚酸の混合液に2時間浸漬して薬品洗浄し、次いでpHが中性になるまで水洗を行うことで、透水量が初期にほぼ近い状態のモジュールを得た。このモジュールで上記と同様に設定Flux2.7m/日でのサイクルを再開したところ、再び約6日で膜間差圧が上昇し、上限の0.3MPaに達して運転不可能になった(170〜340時間)。このモジュールを再度上記と同様な方法で薬品洗浄して初期状態のモジュールを得て、今度は設定Fluxを2.4m/日に下げて運転したところ、ようやく安定運転ができた(340〜500時間)(図3、B)。
【0102】
(比較例2)
実施例5において、延伸、収縮及び加熱処理の工程を行わなかった以外は、同様な方法で中空糸膜を得た。膜残存シリカ量は0.7重量%であった。
得られた中空糸膜は、外径1.98mm、内径1.09mmで、空孔率66%、ハーフドライ法による平均孔径は0.47μm、バブルポイント法による最大孔径は0.76μm、最大孔径と平均孔径の比は1.62、純水透水率は7900L/(m2・hr)であった。引っ張り破断強度は10.7MPa、引っ張り破断伸度は280%、引っ張り弾性率は129MPa、圧縮弾性率は6.8MPaで瞬時耐圧縮強度は1.2MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は58mN/m、捲縮度は1.43であった。
【0103】
この中空糸膜を用いて実施例5と同様にモジュールを作り、設定Flux5.0m/日で29.5分濾過した後、逆洗流量6.0m/日で30秒間逆洗を行った。このサイクルを続けた結果、5日目くらいから膜間差圧が上昇し、実施例5のモジュールと違って安定して運転できなかった(図4、D)。
【0104】
(比較例3)
実施例6において、延伸、収縮及び加熱処理の工程を行わなかった以外は、同様な方法で中空糸膜を得た。膜残存シリカ量は1.0重量%であった。
得られた中空糸膜は、外径3.77mm、内径2.48mmで、空孔率57%、ハーフドライ法による平均孔径は0.20μm、バブルポイント法による最大孔径は0.28μm、最大孔径と平均孔径の比は1.40、純水透水率は700L/(m2・hr)であった。引っ張り破断強度は6.5MPa、引っ張り破断伸度は150%、引っ張り弾性率は55MPa、圧縮弾性率は6.6MPaで瞬時耐圧縮強度は1.0MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.41であった。
このように、本発明の製造方法により得られる中空糸膜は、濾過流量が高く、使用中の濾過流量低下が少なく、さらには糸切れに対する耐性の高い中空糸濾過膜であるため、水の除濁等の濾過分野において非常に好適である。
【技術分野】
【0001】
本発明は、ポリフッ化ビニリデン系中空糸膜及びその製造方法に関し、更に詳しくは、緻密な細孔と高い透水性能を有し、耐久性及び耐汚染性にも優れ、水の除濁等の濾過分野に好適なポリフッ化ビニリデン系中空糸膜及びその製造方法に関する。
【背景技術】
【0002】
精密濾過膜、限外濾過膜等の多孔膜を用いた除菌や除濁粒子等の濾過操作は、自動車産業(電着塗料回収再利用システム)、半導体産業(超純水製造)、医薬食品産業(除菌、酵素精製)などの多方面にわたって実用化されている。特に、近年は、河川水等を除濁して飲料水及び工業用水の製造を行う上水分野や、下水(下水二次処理水)の除濁浄化を行う下水分野への応用が盛んになっている。こうした分野で膜が広く使われるためには、有機物等による汚染(目詰まり)をできるだけ起こさせないような処理が必要である。
【0003】
膜の素材としては、セルロース系、ポリアクリロニトリル系、ポリオレフィン系等の多種多様のものが用いられている。中でもポリフッ化ビニリデンは高強度で耐熱性が高いほか、骨格が疎水性のために耐水性が高く水系濾過膜の素材として適しており、有望と考えられる。
【0004】
ポリフッ化ビニリデン膜の製造方法としては、米国特許第5022990号明細書において、ポリフッ化ビニリデン、有機液状体及び無機微粉体を溶融混練してから冷却によりミクロ相分離させ、その後有機液状体と無機微粉体とを抽出する中空糸膜の製造方法が提案されている。また、WO91/17204には、ポリフッ化ビニリデンと溶媒系からなる中空糸膜の製造方法が開示されている。
【0005】
一般に汚濁分の多い原水を濾過する場合、濾過を続けていくと膜表面又は膜内部に濾過されずに残った堆積物が新たな濾過抵抗となるため、濾過能力が落ちてしまうことが知られている。そのため、濾過運転の途中に濾過をせずに高流速の水流で堆積物を剥ぎ取るフラッシング、気泡を膜にあてて堆積物を剥ぎ取るエアースクラビング、濾過の方向を逆にして洗浄する逆洗等が取り入れられている。
更には、定期的に薬品洗浄を行って濾過能力を高く維持することも行われている。フラッシングやエアースクラビングは膜の洗浄効果が高いものの、膜に多大な負荷をかけるために膜破断の可能性が高く、それに加え、従来の膜では、これらの洗浄手段をとっても経時的な汚れ(目詰まり)の膜への蓄積は大きく、必ずしも満足のいく透水性能が得られていない問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】米国特許第5022990号明細書
【特許文献2】WO91/17204
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、除濁等の濾過用途に好適な、緻密な細孔と高い透水性能を有し、耐久性及び耐汚染性にも優れたポリフッ化ビニリデン糸中空糸膜、及び該中空糸膜を、安定に、欠陥無く製造する方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
すなわち本発明は、以下の(1)〜(5)の発明に関する。
(1)内径0.4mm以上2.3mm以下、空孔率が60%以上90%以下であり、引っ張り破断強度が7MPa以上20MPa以下であり、引っ張り弾性率が10MPa以上80MPa以下であり、瞬時耐圧縮強度が0.3MPa以上3.0MPa以下であるポリフッ化ビニリデン中空糸膜。
(2)外径/内径比は1.3以上2.3以下である前記(1)記載のポリフッ化ビニリデン中空糸膜。
(3)エチレン−ビニルアルコール共重合体により被覆された前記(1)記載のポリフッ化ビニリデン中空糸膜。
(4)前記エチレン−ビニルアルコール共重合体の被覆量が0.1重量%以上、10重量%以下である前記(3)記載のポリフッ化ビニリデン中空糸膜。
(5)前記(1)〜(4)のいずれか一項のポリフッ化ビニリデン中空糸膜を用いたモジュール。
【発明の効果】
【0009】
本発明の製造方法により得られる新規な中空糸膜は、緻密な細孔と高い透水性能を持ち、適度な引っ張り弾性率を持つゆえに、モジュールとしたときに高い耐久性及び耐汚染性を有し、さらに親水性素材を被覆することでより高い耐汚染性を付与することができる。また、本発明によれば、このような特性を有する中空糸膜を安定に、欠陥無く製造することができる。
【図面の簡単な説明】
【0010】
【図1】図1は、実施例3の電子顕微鏡写真であり、(A)は外表面、(B)は膜断面(全体)、(C)は膜断面、(D)は内表面の写真である。(A)と(D)では、写真の上下方向が糸長方向と同じである。
【図2】図2は、比較例1の電子顕微鏡写真であり、(A)は外表面、(B)は膜断面、(C)は内表面の写真である。(A)と(C)では、写真の上下方向が糸長方向と同じである。
【図3】図3は、実施例2と比較例1の河川水濾過性能テスト結果を表すグラフである。
【図4】図4は、実施例5と比較例2の水道水濾過性能テスト結果を表すグラフである。
【図5】図5は、懸濁水濾過時の透水性能を測定する装置の概念図である。
【図6】図6は、実施例1、2、3及び5、並びに比較例1及び2において用いられる濾過モジュールの断面模式図である。
【発明を実施するための形態】
【0011】
以下、本発明を詳細に述べる。
本発明は、ポリフッ化ビニリデン及び有機液状体からなる混合物、又はポリフッ化ビニリデン、有機液状体及び無機微粉体からなる混合物を、溶融混練し、押し出して中空繊維を成形し、中空繊維から有機液状体又は有機液状体及び無機微粉体を抽出する中空糸膜の製造方法において、抽出終了前の中空繊維又は抽出終了後の中空繊維を糸長方向に延伸し、次いで糸長方向に収縮させる工程を含むことを特徴としている。
【0012】
本発明の対象となる多孔膜の形状は、中空糸膜である。中空糸膜は、実際に濾過に使用する形態(モジュール)にする場合、平膜やシート状膜に比べて単位体積当たりの充填膜面積を多くでき、体積当たりの濾過処理能力を高くできる点で有利である。
【0013】
ポリフッ化ビニリデンは、高強度で耐熱性が高く、また骨格が疎水性のために耐水性が高く、本発明の素材として適している。本発明に用いられるポリフッ化ビニリデンには、フッ化ビニリデンホモポリマー及びフッ化ビニリデン共重合体が含まれる。また、フッ化ビニリデン共重合体としては、フッ化ビニリデンと、四フッ化エチレン、六フッ化プロピレン、三フッ化塩化エチレン及びエチレンからなる群から選ばれる1種類以上の単量体との共重合体が挙げられる。本発明においては、フッ化ビニリデンホモポリマーを用いることが好ましい。これらのポリマーは単独で用いても2種以上混合して用いても差し支えない。
【0014】
ポリフッ化ビニリデンの重量平均分子量Mwは、100,000以上、1,000,000未満であることが好ましい。ポリフッ化ビニリデンのMwが100,000未満では、得られる中空糸膜の伸びが小さく脆いものとなるため実用的でなく、Mwが1,000,000以上であると溶融時の流動性が低くなるため成形性が悪くなる。
原料のポリフッ化ビニリデンは、必要に応じて、少量の酸化防止剤、紫外線吸収剤等の安定剤を含んでいてもよい。
【0015】
本発明における有機液状体とは、沸点が150℃以上の液体を指す。有機液状体は、中空繊維中から抽出され、得られる中空糸膜を多孔性にする。なお、有機液状体は、低温(常温)ではポリフッ化ビニリデンと相溶しないが、溶融成形時(高温)ではポリフッ化ビニリデンと相溶していることが好ましい。
本発明に用いられる有機液状体は、溶解度パラメーター(SP:δ)が15〜21(MPa)1/2の範囲にあることが望ましい。本発明においては、SPの範囲を18〜19(MPa)1/2とすることがより好ましい。
【0016】
本発明に用いられるSPが15〜21(MPa)1/2の有機液状体の例としては、フタル酸ジエチル(DEP)、フタル酸ジブチル(DBP)、フタル酸ジオクチル(DOP)等のフタル酸エステルやリン酸エステル等が挙げられる。これらのうち、特にフタル酸ジオクチル(δ=18.3(MPa)1/2(分散成分δD=16.6、極性成分δP=7.0、水素結合成分δH=3.1))や、フタル酸ジブチル(δ=20.2(MPa)1/2(δD=17.8、δP=8.6、δH=4.1))(J.BRANDRUP and E.H.IMMERGUT,POLYMER HANDBOOK THIRD EDITION,ページVII−542,1989)、及びこれらの混合物が望ましいが、本発明はこれに限られるものではない。なお、フタル酸ジオクチルは、2つのエステル部分の炭素数がそれぞれ8の化合物の総称であり、例えば、フタル酸ジ−2−エチルヘキシルが含まれる。
【0017】
ここで、2種以上の有機液状体を混合する場合、例えば、有機液状体(A)のSPがδ(A)、δ(A)の分散成分、極性成分、水素結合成分がそれぞれδD(A)、δP(A)、δH(A)、有機液状体(B)のSPがδ(B)、δ(B)の分散成分、極性成分、水素結合成分がそれぞれδD(B)、δP(B)、δH(B)である場合において、有機液状体(A)及び(B)をm:nの比で混合した混合物(C)のSPであるδ(C)は、以下の式により、まずδ(C)の分散成分δD(C)、極性成分δP(C)、水素結合成分δH(C)をそれぞれ求めてから、決定することができる。
δD(C)=[mδD(A)+nδD(B)]/(m+n)
δP(C)=[mδP(A)+nδP(B)]/(m+n)
δH(C)=[mδH(A)+nδH(B)]/(m+n)
δ(C)=[[δD(C)]2+[δP(C)]2+[δH(C)]2]1/2
また、有機液状体を2種以上混合して使用する場合も、両者のSPがそれぞれ15〜21(MPa)1/2の範囲にあることが好ましいが、この範囲に限られるものではない。
【0018】
本発明においては、ポリフッ化ビニリデン、有機液状体及び無機微粉体の3成分からなる混合物より中空糸膜を製造することが望ましい。無機微粉体は、有機液状体を保持する担体としての機能を持ち、さらにミクロ相分離の核としての機能を持つ。すなわち、無機微粉体は、混合物の溶融混練及び成形時において有機液状体の遊離を防止し、成形を容易にするものであり、ミクロ相分離の核として有機液状体を高度にミクロ分散させ、有機液状体の凝集を防止する働きを有する。無機微粉体としては疎水性シリカを使用することが望ましい。疎水性シリカは凝集を起こしにくいため、溶融混練及び成形時において細かくミクロに分散し結果として均質な三次元網目状構造を与える。
【0019】
ここで、疎水性シリカとは、シリカの表面のシラノール基をジメチルシランやジメチルジクロロシラン等の有機ケイ素系化合物と化学的に反応させ、シリカの表面をメチル基等で置換し疎水化させたシリカのことである。
また、三次元網目状構造とは、膜断面にマクロボイド(粗大孔)が実質的に存在せず、三次元のどの方向にも連通孔が存在する構造を指す。マクロボイドが膜断面に存在すると、膜強度が低下して好ましくない他、連続して存在するとリークの原因となる。マクロボイドは球形近似直径で8μm以上の空孔を指す。
【0020】
無機微粉体を用いる製造方法により得られる中空糸膜の断面構造は、マクロボイドを持たない均質な三次元網目状構造となっている。ただし、延伸を行っているため糸長方向への網目構造の伸長は認められる。
【0021】
ポリフッ化ビニリデン及び有機液状体からなる混合物、又はポリフッ化ビニリデン、有機液状体及び無機微粉体からなる混合物は、ヘンシェルミキサーやバンバリーミキサー、プロシェアミキサー等を用いて混合することにより得られる。
ポリフッ化ビニリデン、有機液状体及び無機微粉体の3成分を混合する場合の順序としては、3成分を同時に混合するよりも、まず無機微粉体と有機液状体を混合して無機微粉体に有機液状体を十分に吸着させ、次いでポリフッ化ビニリデンを配合して混合することが、溶融成形性や得られる多孔膜の空孔率及び機械的強度の向上の点で有利である。
【0022】
これらの混合物は、二軸押出機等の溶融混練押出し装置により溶融混練され、
中空糸状に押し出し成形され、冷却固化されて中空繊維となる。なお、ポリフッ化ビニリデンと有機液状体の2成分の場合は、ヘンシェルミキサー等による予備混練を行わずに、直接ポリフッ化ビニリデン及び有機液状体を別々に2軸押出し機等の溶融混練押出し装置に供給しても良い。混練性を上げるために、混合後に一度溶融混練を行ってペレット化し、このペレットを溶融混練押出し装置に供給し、中空糸状に押し出し成形し、冷却固化して中空繊維としても良い。
【0023】
上述の通り、本発明の中空糸膜の製造方法は、抽出終了前の中空繊維又は抽出終了後の中空繊維を延伸し、次いで収縮させる工程を含むことを特徴としている。
抽出終了前の中空繊維又は抽出終了後の中空繊維を延伸することにより、最終的に得られる中空糸膜の高透過性及び高強度化が期待できる。
【0024】
延伸は、空間温度0℃以上160℃以下で行うことが望ましい。160℃より高い場合には延伸斑が大きいうえに破断伸度の低下及び透水性能が低くなり好ましくなく、0℃以下では延伸破断の可能性が高く実用的でない。延伸工程中の空間温度を0℃以上80℃以下とすることがより好ましい。
【0025】
また、延伸倍率は、1.1倍以上3.0倍以下の範囲とすることが望ましい。ここでいう延伸倍率とは、延伸工程中で最も伸ばされる時の中空繊維の長さから求められる倍率のことである。例えば、10cmの糸を延伸して20cmにした場合、延伸倍率は2.0倍となり、また10cmの糸を延伸して20cmにし、その後収縮させて15cmにした場合でも、延伸倍率は2.0倍となる。すなわち、延伸倍率=延伸時最大糸長/元糸長である。延伸倍率が1.1倍未満では透水性能が低くなり易いため好ましくなく、延伸倍率が3.0倍より大きいと耐圧強度の低下が大きくなったり、延伸による破断の可能性が高く実用的でない。より好ましくは1.6倍以上であり、最も好ましくは1.8倍以上である。
【0026】
本発明においては、有機液状体を含んだ中空繊維を延伸することが好ましい。
有機液状体を含んだ中空繊維の方が、有機液状体を含んでいない中空繊維よりも、延伸時の破断が少ない。更に、有機液状体を含んだ中空繊維の方が、延伸後の中空繊維の収縮を大きくさせることができるため、延伸後の収縮率設定の自由度が増す。
【0027】
また、無機微粉体を含んだ中空繊維を延伸することが好ましい。無機微粉体を含んだ中空繊維の方が、中空繊維に含まれる無機微粉体の存在による中空繊維の硬さのために、延伸する際において中空繊維が扁平につぶれにくくなる。また、最終的に得られる中空糸膜の孔径が小さくなりすぎたり、糸径が細くなりすぎることを防止することもできる。
本発明においては、有機液状体及び無機微粉体の両方を含む中空繊維を延伸することがより望ましい。
【0028】
上述の理由により、抽出終了後に中空繊維を延伸するよりも、有機液状体又は無機微粉体のいずれか一方を含んだ中空繊維を延伸する方が好ましく、更に、有機液状体又は無機微粉体のいずれか一方を含んだ中空繊維を延伸するよりも、有機液状体及び無機微粉体の両方を含んだ中空繊維を延伸することがより好ましい。
【0029】
また、延伸した中空繊維を抽出する方法は、延伸により中空繊維の表面及び内部に空隙が増加しているため、抽出溶剤が中空繊維内部に浸透し易いという利点がある。また、延伸し、次いで収縮させる工程の後に抽出を行う方法は、後述のように、引っ張り弾性率の低い、曲がり易い中空繊維となるために、抽出を液流中で行う場合には、中空繊維が液流により揺れ易くなり、攪拌効果が増すために短時間で効率の高い抽出が可能となるという利点を有する。
【0030】
本発明では、中空繊維を延伸し、次いで収縮させる工程を有しているため、最終的に引っ張り弾性率の低い中空繊維や中空糸膜を得ることができる。ここで、「引っ張り弾性率が低い」とは、糸が小さな力で伸びやすく、力がなくなればまた元に戻ることを意味する。引っ張り弾性率が低いと、中空糸膜が扁平につぶれることなく、曲がりやすく、濾過の際に水流で揺れやすい。水流に従って糸の曲がりが一定せずに揺れることで、膜表面に付着堆積する汚染物質の層が成長せずに剥がれやすく、濾過水量を高く維持できる。更にはフラッシングやエアースクラビングで強制的に糸を揺らす場合に、揺れが大きく洗浄回復効果が高くなる。
【0031】
延伸した後に収縮を行う際の糸長収縮の程度については、延伸による糸長増分に対する糸長収縮率を0.3以上0.9以下の範囲とすることが望ましい。例えば、10cmの糸を延伸して20cmにし、その後14cmにさせた時は、以下の式より、
糸長収縮率={(延伸時最大糸長)−(収縮後糸長)}/[(延伸時最大糸長)
−(元糸長)]=(20−14)/(20−10)=0.6
糸長収縮率は0.6となる。糸長収縮率が0.9以上の場合は透水性能が低くなり易く、0.3未満の場合は引っ張り弾性率が高くなり易いため好ましくない。
本発明においては、糸長収縮率が0.50以上0.85以下の範囲内であることがより好ましい。
【0032】
また、中空繊維を延伸時最大糸長まで延伸し、次いで収縮させる工程を採ることにより、最終的に得られる中空糸膜は使用中に延伸時最大糸長まで伸ばした際にも切れることがなくなる。
ここで、延伸倍率をX、延伸による糸長増分に対する糸長収縮率をYとしたとき、破断伸度の保障の程度を表す率Zは、以下の式で定義できる。
Z=(延伸時最大糸長−収縮後糸長)/収縮後糸長=(XY−Y)/(X+Y−XY)
Zは0.2以上1.5以下が好ましく、より好ましくはZは0.3以上1.0以下である。Zが小さすぎると破断伸度の保障が少なくなり、Zが大きすぎると延伸時の破断の可能性が高くなる割りに透水性能が低くなる。
【0033】
また本発明の製造方法では、延伸し、次いで収縮させる工程を含むため、引っ張り破断伸度は低伸度での破断が極めて少なくなり、引っ張り破断伸度の分布を狭くすることができる。
延伸し、次いで収縮させる工程における空間温度は、収縮の時間や物性の点から、0℃以上160℃以下の範囲が望ましく、より好ましくは0℃以上100℃以下である。0℃より低いと収縮に時間がかかり実用的でなく、160℃を越えると破断伸度の低下及び透水性能が低くなり好ましくない。
【0034】
本発明においては、また、収縮工程中において、中空繊維を捲縮することが好ましい。これにより捲縮度の高い中空糸膜を、つぶれ或いは傷つけることなく得ることができる。
【0035】
一般に、中空糸膜は、曲がりの無い直管状の形態をなしているため、束ねて濾過用モジュールとした場合に、中空糸間の隙間が取れずに空隙度の低い糸束になる可能性が高い。これに対して、捲縮度が高い中空糸膜を用いると、個々の糸の曲がりにより平均的に中空糸膜間隔が広がり空隙度の高い糸束とすることができる。また、捲縮度の低い中空糸膜からなる濾過モジュールは、特に外圧で用いる際に糸束の空隙が少なくなり流動抵抗が増大し、糸束の中央部まで濾過圧力が有効に伝わらなくなる。更には、逆洗やフラッシングで濾過堆積物を中空糸膜から剥ぎ落とす際にも糸束内部の洗浄効果が小さくなる。捲縮度の高い中空糸膜からなる糸束は、空隙度が大きく外圧濾過でも中空糸膜間隙が保たれ、偏流が起こりにくい。
【0036】
本発明においては、捲縮度が1.5以上2.5以下の範囲であることが好ましい。1.5未満の場合には上記の理由から好ましくなく、また、2.5より大きいと容積当たりの濾過面積が低下するため好ましくない。
【0037】
中空繊維の捲縮方法としては、延伸し、次いで収縮させる工程中において、中空繊維を収縮させながら、例えば、周期的に凹凸のついた一対のギアロール又は凹凸のついた一対のスポンジベルトで挟み込みながら引き取る方法等が挙げられる。中空繊維を収縮させる工程の前半が60℃以上100℃以下の空間温度であり、後半が0℃以上40℃以下の水或いは空気で冷却しつつ捲縮を与えながら行うことが、捲縮度を制御する上で好ましい。
【0038】
また、本発明においては、延伸を、相対する一対の無限軌道式ベルトからなる引き取り機を用いて行うことが好ましい。この場合、引取り機を延伸の上流側と下流側とで使用し、それぞれの引取り機においては、相対するベルト間に中空繊維を挟み、双方のベルトを同速度で同方向へ移動させることにより糸送りを行う。また、この場合、下流側の糸送り速度を上流側の糸送り速度より速くして延伸を行うことが好ましい。このようにして延伸を行うと、延伸時に延伸張力に負けずにスリップすること無しに延伸し、且つ糸が扁平につぶれるのを防ぐことが可能となる。
【0039】
ここで、無限軌道式ベルトとは、駆動ロールと接する内側は繊維強化ベルト等の高弾性のベルトで出来ており、中空繊維と接する外側の表面が弾性体で出来ていることが好ましい。また、弾性体の厚み方向の圧縮弾性率が0.1MPa以上2MPa以下であり、該弾性体の厚みが2mm以上20mmであることが更に好ましい。特に、外側表面の弾性体をシリコーンゴムにすることが、耐薬品性、耐熱性の点から好ましい。
【0040】
有機液状体の抽出は、塩化メチレン等のポリフッ化ビニリデンに不活性で有機液状体と相溶する溶剤を用いて行うことができる。また無機微粉体の抽出は、例えば疎水性シリカであれば、中空繊維を苛性ソーダ水溶液中に浸漬、次いで水洗を行うことで、疎水性シリカを抽出することができる。
【0041】
ここで、混合物がポリフッ化ビニリデン、有機液状体及び無機微粉体からなる場合における、有機液状体及び無機微粉体を抽出する工程と、中空繊維を延伸し、次いで収縮させる工程との関係については、特に制限はないが、本発明においては、延伸し、次いで収縮させる工程が、有機液状体の抽出前で、且つ無機微粉体の抽出前に行われるか、又は有機液状体の抽出後で、且つ無機微粉体の抽出前に行われることが好ましい。
【0042】
本発明の中空糸膜の製造方法においては、中空繊維を延伸し、次いで収縮させる工程の後に中空繊維を熱処理する工程を含んでいることが望ましい。熱処理により、圧縮強度や破裂強度で表される耐圧強度を高くすることができる。例えば、中空糸膜の圧縮強度が高いと、中空糸の外側から圧縮の力が働く外圧濾過時又は外圧逆洗時等において、中空糸が扁平につぶれることを防止できる。中空糸がつぶれると濾過水流路閉塞等により濾過抵抗が極端に増大してしまうため好ましくない。
【0043】
中空繊維の熱処理は100℃以上160℃以下で行うことが望ましい。160℃より高いと破断伸度の低下及び透水性能が低くなり好ましくなく、100℃より低いと耐圧強度が十分に高くならず好ましくない。また、熱処理は抽出終了後の中空繊維に対して行うことが、糸径、空孔率、孔径、透水性能の変化が小さくなるという点から望ましい。
【0044】
本発明においては、また、エチレン−ビニルアルコール共重合体と、ポリフッ化ビニリデンに不活性でエチレン−ビニルアルコール共重合体を溶解する溶剤とを含むエチレン−ビニルアルコール共重合体溶液を抽出終了後の中空繊維の内部にある空孔に浸透させて、その後、中空繊維の内部の厚み部分にある空孔から溶剤を乾燥除去する工程を含むことが望ましい。かかる工程を行うことにより、濾過安定性の高い中空糸膜が安定的に製造できる。
【0045】
エチレン−ビニルアルコール共重合体は、耐汚染性、耐熱性に優れ、また水不溶性の素材であるため、膜被覆用素材として好適である。本発明の製造方法により得られるポリフッ化ビニリデン中空糸膜は、高強度であり耐圧縮性も高いため、ポリフッ化ビニリデン中空糸膜にエチレン−ビニルアルコール共重合体を更に被覆することにより、高強度、高耐圧であり、かつ耐汚染性に極めて優れた中空糸膜とすることができる。なお、ポリフッ化ビニリデン自体は疎水性であるが、例えばアルカリ処理すると、ポリフッ化ビニリデン中空繊維表面及び内部にある空孔表面の濡れ性が向上するため、エチレン−ビニルアルコール共重合体の被覆を効率良く行うことが可能となる。
【0046】
エチレン−ビニルアルコール共重合体は、例えば、エチレンと酢酸ビニルとを共重合させた後、酢酸ビニル由来の側鎖の酢酸エステル部分を鹸化(加水分解)し、側鎖を水酸基に転化させることにより合成される結晶性の熱可塑性樹脂である。本発明に用いるエチレン−ビニルアルコール共重合体中のエチレン含量は、被覆効率の観点から20モル%以上が好ましく、耐汚染性の観点から60モル%以下が好ましい。鹸化度は高いほど好ましく、機械的強度の観点から80モル%以上が好ましい。特に好ましいのは鹸化度99モル%以上の、実質的に完全鹸化されたものである。なお、エチレン−ビニルアルコール共重合体中には、必要に応じて酸化防止剤、滑剤等の添加物が、本発明の目的を損なわない範囲で添加されていてもよい。
【0047】
エチレン−ビニルアルコール共重合体をポリフッ化ビニリデン中空繊維に被覆する具体的方法としては、まず、エチレン−ビニルアルコール共重合体を、ポリフッ化ビニリデンは溶かさないがエチレン−ビニルアルコール共重合体を溶かす溶剤、例えば水とイソプロピルアルコールの混合溶剤、に溶かしてエチレン−ビニルアルコール共重合体溶液とし、次いで、このエチレン−ビニルアルコール共重合体溶液を、延伸及び抽出の終了したポリフッ化ビニリデン中空繊維に浸透させて、その後、溶剤を乾燥し除去することで、エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜をつくることができる。抽出の終了した中空繊維に浸透させてから延伸及び溶剤の乾燥除去をしても良い。
【0048】
本発明のエチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜の、中空糸膜に対するエチレン−ビニルアルコール共重合体の被覆量は、有機物等に対する耐汚染性の効果の観点から0.1重量%以上が好ましく、透水量の観点から10重量%以下が好ましい。より好ましい被覆量は0.5重量%以上7重量%以下であり、さらに好ましくは1重量%以上5重量%以下である。被覆は中空繊維の内外表面及び繊維内部の厚み部分の微細な空孔表面にまんべんなく行われていることが好ましい。
【0049】
上記のような製造方法をとることで、引っ張り弾性率が低く、且つ圧縮強度の高い中空糸膜を得ることができ、除濁等の濾過用途に好適な、緻密な細孔と高い透水性能を有し、耐久性及び耐汚染性にも優れたポリフッ化ビニリデン中空糸膜を提供することができる。
【0050】
なお、本発明の方法により得られる中空糸膜は、本発明の目的を達成するために、以下の特徴を有することが望ましい。
中空糸膜の内径は、中空糸管内を流れる液の抵抗(管内圧損)の観点から0.4mm以上であり、単位体積当たりの充填膜面積の観点から3.0mm以下である。0.5mm以上1.5mm以下とすることがより好適である。
【0051】
また、中空糸膜の外径/内径比は、小さすぎると引っ張り、破裂又は圧縮に際しての耐性が弱く、大きすぎると膜面積に比して膜厚が大きすぎて濾過能力が低くなるため不利である。したがって、中空糸膜の外径/内径比は1.3以上2.3以下とすることが好適である。より好ましくは1.5以上2.1以下、さらにより好ましくは1.6以上2.0以下である。
【0052】
中空糸膜の空孔率は、透水性能の観点から60%以上であり、強度の観点から90%以下である。より好ましくは65%以上85%以下、さらにより好ましくは70%以上80%以下である。
なお空孔率は、以下の式より決定できる。
空孔率%=100×(湿潤膜重量[g]−乾燥膜重量[g])/水比重[g/cm3]/(膜体積[cm3])
【0053】
ここで、湿潤膜とは、孔内は純水が満たされているが、中空部内には純水が入っていない状態の膜を指す。具体的には、10〜20cm長のサンプル膜をエタノール中に浸漬して孔内をエタノールで満たした後に純水浸漬を4〜5回繰り返して孔内を充分に純水で置換し、かかる後に中空糸の一端を手で持って5回ほど良く振り、さらに他端に手を持ちかえてまた5回程よく振って中空部内の水を除去することで得ることができる。また、乾燥膜は、前記湿潤膜の重量測定後にオーブン中で例えば60℃で恒量になるまで乾燥させて得ることができる。
膜体積は、以下の式膜体積[cm3]=π×{(外径[cm]/2)2−(内径[cm]/2)2}×膜長[cm]
により求めることができる。膜1本では重量が小さすぎて重量測定の誤差が大きくなる場合は、複数本の膜を用いることができる。
【0054】
中空糸膜の孔径としては、平均孔径が0.05μm以上5.0μm以下であることが好適である。より好ましくは平均孔径が0.05μm以上1.0μm以下であり、さらにより好ましくは0.1μm以上0.5μm以下である。平均孔径が0.05μmより小さい場合は濾過流量が小さくなり好ましくない。平均孔径が5.0μmより大きくなると、濁質の有効な濾過分別ができなくなり、また、濁質が膜内部につまり易く濾過量の経時低下が大きくなるため好ましくない。
膜の平均孔径は、ASTM:F316−86記載の方法(別称:ハーフドライ法)にしたがって決定することができる。なお、このハーフドライ法によって決定されるのは、膜の最小孔径層の平均孔径である。
【0055】
なお、本発明においては、ハーフドライ法による平均孔径の測定は、使用液体にエタノールを用い、25℃、昇圧速度0.001MPa/秒での測定を標準測定条件とした。平均孔径[μm]は、下記式より求まる。
平均孔径[μm]=(2860×表面張力[mN/m])/ハーフドライ空気圧力[Pa]
【0056】
エタノールの25℃における表面張力は21.97mN/mである(日本化学会編、化学便覧基礎編改訂3版、II-82頁、丸善(株)、1984年)ので、本発明における標準測定条件の場合は、
平均孔径[μm]=62834.2/(ハーフドライ空気圧力[Pa])
にて求めることができる。
【0057】
膜の最大孔径は、ハーフドライ法において膜から気泡が初めて出てくる時の圧力から求めることができる(バブルポイント法)。上記のハーフドライ法標準測定条件の場合、中空糸膜から気泡が初めて出てくる時の圧力から、最大孔径[μm]=62834.2/(気泡発生空気圧力[Pa])
より求めることができる。
膜の最大孔径と平均孔径の比は、2.0未満であることが好ましい。2.0以上ではリークの問題があり、また、逆洗の効果が弱くなる。
【0058】
本発明の製造方法により得られる中空糸膜は、引っ張り破断強度が大きく、圧縮強度や圧縮弾性率が高いにも関わらず、引っ張り弾性率が低いことを大きな特徴としている。
引っ張り破断強度が大きいということは、モジュールとして濾過運転あるいはフラッシングをした時の糸切れに対して耐性が高いことを意味する。引っ張り破断強度は5MPa以上20MPa以下の範囲であることが好適である。5MPaより小さいと糸切れの頻度が増える。20MPaより大きいと透水性能が低くなる。より好ましくは7MPa以上である。
【0059】
瞬時耐圧縮強度は0.3MPa以上3.0MPa以下が好ましく、より好ましくは0.6MPa以上、さらに、外圧濾過でのつぶれにくさと膜の透過性という点から0.8MPa以上が好適である。
圧縮弾性率の値としては、つぶれにくさと透過性の観点から1.5MPa以上10MPa以下が好ましく、より好ましくは2MPa以上、さらに好ましくは4MPa以上である。
引っ張り弾性率は10MPa以上80MPa以下の範囲が好適である。より好ましくは10MPa以上70MPa以下、さらにより好ましくは20MPa以上60MPa以下である。10MPaより小さいと膜に腰がなく束ねてモジュールにすることが難しい。80MPaより大きいと糸がゆれる効果が少なくなる。
【0060】
さらに、本発明の製造方法により得られる中空糸膜は、糸傷に対する耐性が高く、また繰り返し疲労耐性に優れることを特徴としている。一般に傷がつくとそこを基点に傷が成長しリークや糸切れにまで進んでしまうが、本発明の製造方法により得られる中空糸膜は引っ張り弾性率の低さのためか、傷を基点とした破断がおきにくい。特に、膜が均質の三次元網目状構造をとる場合は、表面に傷がついても傷が貫通していなければ阻止孔径は実質変わらないという利点を有する。
【0061】
また、繰り返し疲労に対しても、引っ張り弾性率の低さに基づく膜の柔らかさに由来してか、強い耐性を持っている。モジュール端部の接着界面部は、中空糸が揺れる度に繰り返しの疲労を受け破断しやすい部位であるが、引っ張り弾性率の低い本発明の製造方法により得られる膜では糸切れが少なくなる。
【0062】
引っ張り破断伸度としては、30%以上200%未満が適当であり、より好ましくは50%以上150%未満である。30%より小さいとフラッシングやエアースクラビングで強制的に糸を揺らす場合に膜破断の可能性が高くなり、200%より高いと破裂或いは圧縮等の強度面が弱かったり、低延伸倍率により引っ張り弾性率が高くなり好ましくない。また本発明の製造方法では、延伸し、次いで収縮させる工程を含むため、引っ張り破断伸度は低伸度での破断が極めて少なくなり、引っ張り破断伸度の分布を狭くすることができる。
【0063】
純水透水率は、引っ張り、破裂又は圧縮に対する耐性及び透過性能の観点から1000L/(m2・hr)以上30000L/(m2・hr)以下とすることが適当である。より好ましくは2000L/(m2・hr)以上、さらにより好ましくは3000L/(m2・hr)以上である。
【0064】
なお、純水透水率は標準的に以下の方法によって測定できる。
エタノール浸漬した後、数回純水浸漬を繰り返した約10cm長の湿潤中空糸膜の一端を封止し、他端の中空部内へ注射針を入れた。25℃の環境下にて注射針から0.1MPaの圧力にて25℃の純水を中空部内へ注入し、外面から透過してくる純水の透水量を測定し、以下の式より純水透水率を求めた。
純水透水率[L/(m2・hr)]=透過水量[L]/(π×膜内径[m]×膜有効長[m]×測定時間[hr])
ここで、膜有効長とは、注射針が挿入されている部分を除いた、正味の膜長を指す。
【0065】
中空糸膜の臨界表面張力としては、汚染物の付着しにくさから45mN/m以上73mN/m以下が好ましい。ポリフッ化ビニリデン自体の臨界表面張力は33mN/m程度であるが、例えばアルカリ水溶液中で処理を行うことで45mN/m以上にできる。またエチレン−ビニルアルコール共重合体の臨界表面張力が70mN/m以上であるので、エチレン−ビニルアルコール共重合体を被覆したポリフッ化ビニリデン中空糸膜では、臨界表面張力を70mN/m以上にすることができる。
【0066】
中空糸膜の臨界表面張力の値は、乾燥状態の中空糸膜を濡らすことのできる液体の表面張力の上限値として定義している。中空糸膜の臨界表面張力の値は、例えば、和光純薬工業株式会社製ぬれ指数標準液を用い、JIS K 6768に準じて測定できる。具体的には、段階的に表面張力が異なる複数の標準液を準備し、その中の一つの標準液を用いて中空糸膜面上に滴下し、液滴を膜面に広げ、滴下した標準液の液膜が破れを生じることなく、2秒以上濡らすことのできる上限の標準液の表面張力値を臨界表面張力とすることで決定できる。
【実施例】
【0067】
以下に本発明の実施例を示すが、本発明はこれに限定されるものではない。まず、本実施例に示す膜の諸特性値を測定する方法について説明する。
1)引っ張り破断強度、引っ張り破断伸度、引っ張り弾性率:
引っ張り試験機(島津製作所製:オートグラフAG−A型)を用い、湿潤した中空糸膜をチャック間距離50mm、引っ張り速度200mm/分にて引っ張り、破断時の荷重と変位から、以下の式により引っ張り破断強度及び引っ張り破断伸度を求めた。測定は温度25℃、相対湿度40〜70%の室内で行った。
引っ張り破断強度[Pa]=破断時荷重[N]/膜断面積[m2]
ここで、膜断面積[m2]=π×[(外径[m]/2)2−(内径[m]/2)2]である。
引っ張り破断伸度[%]=100×破断時変位[mm]/50[mm]
なお、引っ張り弾性率[Pa]は、上記引っ張り試験の際の0.1%変位荷重と5%変位荷重から100%変位時の荷重を求め、膜断面積で除して求めた。
【0068】
2)圧縮弾性率:
圧縮測定機(島津製作所製:AGS−H/EZtest)により、5mm幅の圧縮用治具を用い湿潤した中空糸膜の長さ5mm分について、糸長方向に垂直な方向での圧縮変位と荷重を測った。圧縮速度は1mm/minで、初期中空糸膜直径に対して0.1%変位時と5%変位時の荷重から100%変位時の荷重を求め、初期中空糸外径と中空糸膜長5mmを乗じて得られる投影断面積で規格化し圧縮弾性率とした。測定は温度25℃、相対湿度40〜70%の室内で行った。
無限軌道式ベルトの厚み方向の圧縮弾性率は、乾燥試料を同様にして測定した。
【0069】
3)瞬時耐圧縮強度:
40℃の純水をはった耐圧容器に、片端を封止した湿潤した中空糸膜を入れ、外表面側を純水で液密に満たし、内表面側の中空部を大気に開放した状態にした。エアーにより15秒間で水圧を0.05MPaにまで上げ、中空糸の外表面側より内表面側に濾過水を得た(外圧方式)。15秒間の濾過水量を測定し、その後さらに15秒間で圧力を0.05MPa上げ、再び15秒間の濾過水量を測定するというサイクルを続けた。なお、このサイクルを続け圧力を上げて行く途中で膜がつぶれ濾過水量が減少に転ずる。濾過水量が最大となった圧力を瞬時耐圧縮強度[Pa]とした。
【0070】
4)純水透水率:
エタノール浸漬した後、数回純水浸漬を繰り返した約10cm長の湿潤中空糸膜の一端を封止し、他端の中空部内へ注射針を入れた。25℃の環境下にて注射針から0.1MPaの圧力にて25℃の純水を中空部内へ注入し、外面から透過してくる純水の透水量を測定し、以下の式より純水透水率を求めた。
純水透水率[L/(m2・hr)]=透過水量[L]/(π×膜内径[m]×膜有効長[m]×測定時間[hr])
ここで、膜有効長とは、注射針が挿入されている部分を除いた、正味の膜長を指す。
【0071】
5)重量平均分子量(Mw):
GPCによるポリスチレン換算分子量。GPC測定装置:東洋ソーダ製LS−8000、カラム:GMHXL、溶媒:DMF、カラム温度:40℃。
6)膜残存シリカ量:
X線光電子分光法(XPS)により、抽出終了後の中空糸膜表面の炭素、フッ素、酸素、窒素、ケイ素の元素分析を行い、ケイ素の相対元素濃度より膜残存シリカ量(重量%)を求めた。なお、この手法では、膜表面より1nm深さあたりまでの膜残存シリカ量を測定することになる。
【0072】
7)捲縮度:
中空糸膜約1000本を束ね幅4cmのPET製帯に1kgの張力をかけつつ中空糸膜束の周長を測り、次式により中空糸膜の捲縮度を求めた。
捲縮度=(周長[m]/π)2/((中空糸直径[m])2×中空糸本数)
8)被覆量:
エチレン−ビニルアルコール共重合体の被覆量は以下の式により求めた。
被覆量(重量%)=100×{(エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン乾燥膜重量[g])−(ポリフッ化ビニリデン乾燥膜重量[g])}/(エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン乾燥膜重量[g])
乾燥膜は、オーブン中で60℃で恒温になるまで乾燥させて得た。
【0073】
9)懸濁水濾過時の透水性能保持率:
目詰まり(膜汚染)による透水性能劣化に対する耐性(耐汚染性)を判断するための指標として、図5に示す装置を用いて測定した。湿潤中空糸膜2をペンシルモジュール3(内径4mmφのチューブ4の側面に原水1の導入口と排出口を設けたモジュール)に挿入し、膜有効長11cmにて外圧方式にて濾過を行った。まず初めに純水を、膜外表面積1m2当たり1日当たり10m3透過する濾過圧力にて濾過を行って透過水5を2分間採取し、初期純水透水量とした。次いで、懸濁水である下水二次処理水を、初期純水透水量を測定したときと同じ濾過圧力にて30分間濾過を行い、濾過28分目から30分目までの2分間透過水5を採取し、懸濁水濾過時透水量とした。なお、原水の入圧及び出圧は、それぞれ圧力計6(入圧)及び7(出圧)により測定した。懸濁水濾過時の透水性能保持率を、下記の式で定義した。操作は全て25℃、膜面線速0.1m/秒にて行った。
【0074】
懸濁水濾過時の透水性能保持率[%]=100×(懸濁水濾過時透水量[g])/(初期純水透水量[g])
なおここで、
濾過圧力[Pa]={(原水の入圧[Pa])+(原水の出圧[Pa])}/2
膜外表面積[m2]=π×(糸外径[m])×(膜有効長[m])
膜面線速[m/s]=4×(循環水量[m3/s])/{π(ペンシルモジュールのチューブ内径[m])2−π(膜外径[m])2}
【0075】
続いて、本発明を実施例に基づいて説明する。
(実施例1)
平均一次粒径0.016μm、比表面積110m2/gの疎水性シリカ(日本アエロジル社製;AEROSIL−R972(商品名))23重量%、フタル酸ジオクチル30.8重量%、フタル酸ジブチル6.2重量%(二者の混合液のSP:18.59(MPa)1/2)をヘンシェルミキサーで混合し、これに重量平均分子量290000のポリフッ化ビニリデン(呉羽化学工業(株)製:KFポリマー#1000(商品名))40重量%を添加し、再度ヘンシェルミキサーで混合した。
【0076】
得られた混合物を48mmφ二軸押し出し機で更に溶融混練し、ペレットにした。このペレットを30mmφ二軸押し出し機に連続的に投入し、押し出し機先端にとりつけた円環状ノズルより、中空部内にエアーを供給しつつ、240℃にて溶融押し出しした。押し出し物を、約20cmの空中走行を経て40℃の水槽中に20m/minの紡速で通過させることで冷却固化して中空繊維を得た。この中空繊維を連続的に一対の第一の無限軌道式ベルト引き取り機で20m/minの速度で引き取り、空間温度40℃に制御した第一の加熱槽(0.8m長)を経由して、更に第一の無限軌道式ベルト引き取り機と同様な第二の無限軌道式ベルト引き取り機で40m/minの速度で引き取り2.0倍に延伸した。そして更に、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、中空繊維を第三の無限軌道式ベルト引き取り機で30m/minの速度で引き取り1.5倍まで収縮させた後、周長約3mのカセで巻き取った。いずれの無限軌道式ベルト引き取り機の無限軌道式ベルトも繊維強化ベルトの上にシリコーンゴム製の弾性体が接着一体化されたベルトであり、中空繊維に接する外表面側のシリコーンゴム製弾性体の厚みは11mmで厚み方向の圧縮弾性率は0.9MPaであった。延伸による糸長増分に対する糸長収縮率は0.5である。次いで、この中空繊維を束として30℃の塩化メチレン中に1時間浸漬させ、これを5回繰り返してフタル酸ジオクチル、フタル酸ジブチルを抽出した後、乾燥させた。続いて、50重量%エタノール水溶液に30分間浸漬し、更に水中に移して30分間浸漬して、中空繊維を水で濡らした。更に、40℃の5重量%苛性ソーダ水溶液中へ1時間浸漬させ、これを2回行った後、40℃の温水へ1時間浸漬することによる水洗を10回行い疎水性シリカを抽出した後、乾燥した。膜残存シリカ量は0.4重量%であった。
【0077】
得られた中空糸膜は、外径1.25mm内径0.65mm、空孔率73%、ハーフドライ法による平均孔径は0.29μm、バブルポイント法による最大孔径は0.37μm、最大孔径と平均孔径の比は1.28、純水透水率は5800L/(m2・hr)であった。引っ張り破断強度は8.5MPa、引っ張り破断伸度は135%、引っ張り弾性率は20MPa、圧縮弾性率は3.5MPa、瞬時耐圧縮強度は0.7MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.45であった。
【0078】
この中空糸膜12を用いて図6に示すような濾過モジュール11を作成した。濾過モジュール11は、有効膜長さ1m、中空糸本数300本からなり、両末端の中空糸間をエポキシ系封止材13で封止されている。モジュールの上部端部は中空糸膜の中空部が開口しており、また下部端部は中空糸膜の中空部が封止されている。原水及びエアーの導入口14を経て、中空糸の外表面側より濁度2度(HACH COMPANY製:Model2100Pで測定)、TOC(Total Organic Carbon)0.5ppm(島津製作所製:TOC−5000Aで測定)の河川水を濾過し、上部端部の内表面側より濾過水を得た。設定Flux2.7m/日(設定Flux(m/日)は濾過流量(m3/日)を膜外表面積(m2)で割った値)で29分濾過した後、逆洗及びエアースクラビングを同時に60秒間行った。逆洗の流量は4.0m/日(膜外表面積基準)、モジュール下部の原水及びエアーの導入口14から細かいエアーを噴出させて汚れを落とすエアースクラビングのエアー量は6.5L/分とした。このサイクルを続けた結果、20日以上安定した膜間差圧で運転可能であった。
【0079】
(実施例2)
延伸して、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、20℃の冷却水槽の水面に位置する一対の周長が約0.20mであり且つ4山の凹凸ロールに170rpmの回転速度で中空繊維を連続的に挟んで周期的に曲げつつ冷却し、その後、第三の無限軌道式ベルト引き取り機で30m/minの速度で引き取り、また、抽出後乾燥した中空糸膜をオーブン中で140℃・2時間の加熱処理した以外は、実施例1と同様にして中空糸膜を得た。膜残存シリカ量は0.4重量%であった。
【0080】
得られた加熱処理後の中空糸膜は、外径1.22mm、内径0.67mm、空孔率73%、ハーフドライ法による平均孔径は0.28μm、バブルポイント法による最大孔径は0.36μm、最大孔径と平均孔径の比は1.29、純水透水率は4700L/(m2・hr)であった。引っ張り破断強度は10.1MPa、引っ張り破断伸度は120%、引っ張り弾性率は44MPa、圧縮弾性率は4.9MPa、瞬時耐圧縮強度は0.9MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.72であった。
【0081】
この加熱処理後の中空糸膜を用いて実施例1と同様に、モジュールを作り、実施例1と同様な方法で、濾過、逆洗、エアースクラビングを行った。このサイクルを続けた結果、20日以上安定した膜間差圧で運転可能であった(図3、A)。
【0082】
(実施例3)
使用するポリフッ化ビニリデンポリマーを重量平均分子量が310000のポリフッ化ビニリデンポリマー(SOLVAY社製:Solef6010(商品名))にした以外は、実施例2と同様な方法で加熱処理した中空糸膜を得た。膜残存シリカ量は0.4重量%であった。
【0083】
得られた加熱処理後の中空糸膜は、外径1.22mm、内径0.66mm、空孔率72%、ハーフドライ法による平均孔径は0.27μm、バブルポイント法による最大孔径は0.35μm、最大孔径と平均孔径の比は1.30、純水透水率は4700L/(m2・hr)、引っ張り破断強度は8.9MPa、引っ張り破断伸度は130%、引っ張り弾性率は37MPa、圧縮弾性率は4.4MPa、瞬時耐圧縮強度は0.9MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった(図1)。臨界表面張力は54mN/m、捲縮度は1.70であった。この中空糸膜を用いて実施例1と同様に、モジュールを作り、実施例1と同様な方法で、濾過、逆洗、エアースクラビングを行った結果、20日以上安定した膜間差圧で運転可能であった。
【0084】
(実施例4)
平均一次粒径0.016μm、比表面積110m2/gの疎水性シリカ23重量%、フタル酸ジオクチル33.3重量%、フタル酸ジブチル3.7重量%(二者の混合液のSP:18.47(MPa)1/2)をヘンシェルミキサーで混合し、これに重量平均分子量290000のポリフッ化ビニリデン40重量%を添加し、再度ヘンシェルミキサーで混合した。得られた混合物を35mmφ二軸押し出し機で更に溶融混練し、ペレットにした。このペレットを30mmφ二軸押し出し機に連続的に投入し、押し出し機先端にとりつけた円環状ノズルより、中空部内にエアーを供給しつつ、230℃にて押し出し、約20cmの空中走行を経て40℃の水槽中に10m/minの紡速で溶融押し出し及び冷却固化して、中空繊維を得た。この中空繊維を、実施例1と同様に一対の第一の無限軌道式ベルト引き取り機で10m/minの速度で引き取り、空間温度40℃に制御した第一の加熱槽(0.8m長)を経由して、更に第一の無限軌道式ベルト引き取り機と同様な第二の無限軌道式ベルト引き取り機で20m/minの速度で引き取り2.0倍に延伸した。そして更に、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、冷却水槽の水面に位置する一対の周長が約0.2mであり且つ4山の凹凸ロールに170rpmの回転速度で中空糸を連続的に挟んで冷却し、その後、第三の無限軌道式ベルト引き取り機で15m/minの速度で引き取り1.5倍まで延伸糸を収縮させた後、周長約3mのカセで巻き取った。
延伸による糸長増分に対する糸長収縮率は0.5である。次いで、巻き取った膜を30℃の塩化メチレン中に1時間浸漬させ、これを5回繰り返してフタル酸ジオクチル、フタル酸ジブチルを抽出した後、乾燥させた。次いで、50重量%エタノール水溶液に30分間浸漬し、更に水中に移して30分間浸漬して、中空繊維を水で濡らした。更に、40℃の5重量%苛性ソーダ水溶液中へ1時間浸漬し、これを2回行った。40℃の温水へ1時間浸漬することによる水洗を10回行い疎水性シリカを抽出した後、乾燥した。得られた中空繊維をオーブン中で140℃・2時間の加熱処理を行った。膜残存シリカ量は0.4重量%であった。
【0085】
得られた加熱処理後の中空糸膜は、外径1.90mm、内径1.05mm、空孔率73%、ハーフドライ法による平均孔径は0.60μm、バブルポイント法による最大孔径は0.96μm、最大孔径と平均孔径の比は1.60、純水透水率は17000L/(m2・hr)であった。引っ張り破断強度は12.0MPa、引っ張り破断伸度は145%、引っ張り弾性率は50MPa、圧縮弾性率は3.4MPa、瞬時耐圧縮強度は0.7MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.72であった。
【0086】
(実施例5)
平均一次粒径0.016μm、比表面積110m2/gの疎水性シリカ23重量%、フタル酸ジオクチル33.3重量%、フタル酸ジブチル3.7重量%(二者の混合液のSP:18.47(MPa)1/2)をヘンシェルミキサーで混合し、これに重量平均分子量290000のポリフッ化ビニリデン40重量%を添加し、再度ヘンシェルミキサーで混合した。
【0087】
得られた混合物を35mmφ二軸押し出し機で溶融混練し、ペレットにした。このペレットを30mmφ二軸押し出し機に連続的に投入し、押し出し機先端にとりつけた円環状ノズルより中空部内にエアーを供給しつつ、230℃にて押し出し、約20cmの空中走行を経て40℃の水槽中に10m/minの紡速で溶融押し出し及び冷却固化して、中空繊維を得、そのままカセで巻き取った。次いで、巻き取った中空繊維の束を切断することなしに30℃の塩化メチレン中に1時間浸漬させ、これを5回繰り返してフタル酸ジオクチル、フタル酸ジブチルを抽出した後、乾燥させた。次いで、50重量%エタノール水溶液に30分間浸漬し、更に水中に移して30分間浸漬して、中空繊維を水で濡らした。更に40℃の20重量%苛性ソーダ水溶液中へ1時間浸漬し、これを2回行った後、40℃の温水へ1時間浸漬することによる水洗を10回行い疎水性シリカを抽出した後、乾燥して中空繊維を得た。
【0088】
この中空繊維をカセに取り付けて10m/minで繰り出し、実施例1と同様に一対の第一の無限軌道式ベルト引き取り機で10m/minの速度で引き取り、空間温度40℃に制御した第一の加熱槽(0.8m長)を経由して、更に第一の無限軌道式ベルト引き取り機と同様な第二の無限軌道式ベルト引き取り機で20m/minの速度で引き取り2.0倍に延伸した。そして更に、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、第三の無限軌道式ベルト引き取り機で15m/minの速度で引き取り1.5倍まで収縮させた後、カセで巻き取った。延伸による糸長増分に対する糸長収縮率は0.5である。得られた中空繊維をオーブン中で100℃・1時間の加熱処理を行った。膜残存シリカ量は0.7重量%であった。
【0089】
得られた加熱処理後の中空糸膜は、外径1.90mm、内径1.05mm、空孔率73%、ハーフドライ法による平均孔径は0.66μm、バブルポイント法による最大孔径は1.07μm、最大孔径と平均孔径の比は1.62、純水透水率は20000L/(m2・hr)であった。引っ張り破断強度は12.2MPa、引っ張り破断伸度は140%、引っ張り弾性率は53MPa、圧縮弾性率は1.6MPa、瞬時耐圧縮強度は0.4MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は58mN/m、捲縮度は1.43であった。
【0090】
この加熱処理後の中空糸膜を用いて、図6に示すような有効膜長さ21cm、中空糸本数130本からなり、両末端の中空糸間をエポキシ系封止材で封止した濾過モジュールを作成した。中空糸の外表面側より濁度0.03度(水道機工製:浄水濁度計・濁り番ST−BMで測定)、残留塩素0.2〜0.3ppmの水道水を濾過し、内表面側より濾過水を得た。設定Flux5.0m/日で29.5分濾過した後、逆洗流量6.0m/日で30秒間逆洗を行った。このサイクルを続けた結果、10日以上安定した膜間差圧で運転可能であった(図4、C)。
【0091】
(実施例6)
平均一次粒径0.016μm、比表面積110m2/gの疎水性シリカ25重量%、フタル酸ジオクチル28.0重量%、フタル酸ジブチル7.0重量%(二者の混合液のSP:18.66(MPa)1/2)をヘンシェルミキサーで混合し、これに重量平均分子量290000のポリフッ化ビニリデン40重量%を添加し、再度ヘンシェルミキサーで混合した。
【0092】
得られた混合物を48mmφ二軸押し出し機で溶融混練し、ペレットにした。このペレットを30mmφ二軸押し出し機に連続的に投入し、押し出し機先端にとりつけた円環状ノズルより、中空部内に窒素ガスを供給しつつ、200℃にて押し出し、約20cmの空中走行を経て40℃の水槽中に2m/minの紡速で溶融押し出し及び冷却固化して、中空繊維を得、カセで巻き取った。次いで、巻き取った中空繊維の束を切断することなしに、30℃の塩化メチレン中に1時間浸漬させ、これを5回繰り返してフタル酸ジオクチル、フタル酸ジブチルを抽出した後、乾燥させた。次いで、50重量%エタノール水溶液に30分間浸漬し、更に水中に移して30分間浸漬して、中空繊維を水で濡らした。更に40℃の5重量%苛性ソーダ水溶液中へ1時間浸漬し、40℃の温水へ1時間浸漬することによる水洗を10回行い疎水性シリカを抽出した後、乾燥して中空繊維を得た。
【0093】
この中空繊維をカセに取り付けて2m/minで繰り出し、実施例1と同様に一対の第一の無限軌道式ベルト引き取り機で2m/minの速度で引き取り、空間温度40℃に制御した第一の加熱槽(0.8m長)を経由して、更に第一の無限軌道式ベルト引き取り機と同様な第二の無限軌道式ベルト引き取り機で4m/minの速度で引き取り2.0倍に延伸した。そして更に、空間温度80℃に制御した第二の加熱槽(0.8m長)を出た後に、第三の無限軌道式ベルト引き取り機で3m/minの速度で引き取り1.5倍まで延伸糸を収縮させた後、カセで巻き取った。延伸による糸長増分に対する糸長収縮率は0.5である。得られた中空繊維をオーブン中で100℃・1時間の加熱処理を行った。膜残存シリカ量は1.0重量%であった。
【0094】
得られた加熱処理後の中空糸膜は、外径3.67mm、内径2.42mm、空孔率67%、ハーフドライ法による平均孔径は0.29μm、バブルポイント法による最大孔径は0.46μm、最大孔径と平均孔径の比は1.59、純水透水率は2700L/(m2・hr)であった。引っ張り破断強度は7.3MPa、引っ張り破断伸度は80%、引っ張り弾性率は19MPa、圧縮弾性率は1.5MPa、瞬時耐圧縮強度は0.3MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.41であった。
【0095】
(実施例7)
エチレン−ビニルアルコール共重合体(日本合成化学工業製:ソアノールET3803、エチレン含量38モル%)を、水とイソプロピルアルコールの50重量%ずつの混合溶剤100重量部に対して3重量部加熱混合し溶解させた。得られたエチレン−ビニルアルコール共重合体溶液中(68℃)に、実施例2で得られた加熱処理後の中空糸膜を両端の開口した150cmの中空糸膜100本からなる糸束にして5分間完全に浸漬し、溶液中から取り出した中空糸膜束を30分間室温で風乾し、次いで60℃のオーブンで1時間乾燥することで、エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜を得た。
【0096】
得られたエチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜は、外径1.22mm、内径0.66mm、空孔率70%、ハーフドライ法による平均孔径は0.27μm、バブルポイント法による最大孔径は0.35μm、最大孔径と平均孔径の比は1.30、純水透水率は3000L/(m2・hr)であった。引っ張り破断強度は11.0MPa、引っ張り破断伸度は100%、引っ張り弾性率は49MPa、圧縮弾性率は5.3MPa、瞬時耐圧縮強度は0.9MPaであった。臨界表面張力は70mN/m、捲縮度は1.74であった。被覆量は2.6重量%であった。
懸濁水濾過時の透水性能保持率は25%であった。
【0097】
(実施例8)
実施例7と同様の方法で得たエチレン−ビニルアルコール共重合体溶液中に、実施例5で得られた加熱処理後の中空糸膜を両端の開口した150cmの中空糸膜100本からなる糸束にして5分間完全に浸漬し、溶液中から取り出した中空糸膜束を30分間室温で風乾し、次いで60℃のオーブンで1時間乾燥することで、エチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜を得た。
【0098】
得られたエチレン−ビニルアルコール共重合体被覆ポリフッ化ビニリデン中空糸膜の性能は、外径1.90mm、内径1.05mm、空孔率72%、ハーフドライ法による平均孔径は0.58μm、バブルポイント法による最大孔径は0.95μm、最大孔径と平均孔径の比は1.64、純水透水率は16000L/(m2・hr)であった。引っ張り破断強度は13.7MPa、引っ張り破断伸度は120%、引っ張り弾性率は61MPa、圧縮弾性率は1.9MPa、瞬時耐圧縮強度は0.4MPaであった。臨界表面張力は70mN/m、捲縮度は1.43であった。被覆量は5.7重量%であった。
【0099】
(比較例1)
実施例3において、第一の引き取り機で20m/minの速度で引き取った後、延伸せずにカセに巻き取り実施例3と同様な抽出、乾燥を行った。膜残存シリカ量は0.5重量%であった。
【0100】
得られた中空糸膜は、外径1.27mm、内径0.67mmで、空孔率66%、ハーフドライ法による平均孔径は0.20μm、バブルポイント法による最大孔径は0.25μm、最大孔径と平均孔径の比は1.25、純水透水率は2000L/(m2・hr)であった。引っ張り破断強度は7.0MPa、引っ張り破断伸度は220%、引っ張り弾性率は90MPa、圧縮弾性率は9.2MPaで瞬時耐圧縮強度は1.6MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった(図2)。臨界表面張力は52mN/m、捲縮度は1.44であった。
懸濁水濾過時の透水性能保持率は14%であった。
【0101】
この中空糸膜を用いて実施例1と同様にモジュールを作り、実施例1と同様な方法で濾過、逆洗、エアースクラビングを行った。このサイクルを続けた結果、約6日で膜間差圧が0.2MPaまで急激に上昇した(0〜170時間)。このモジュールを、5000ppmの次亜塩素酸ナトリウムと2重量%の苛性ソーダの混合液に6時間浸漬して薬品洗浄し、次いでpHが中性になるまで水洗を行い、さらに2重量%の硝酸と2重量%の蓚酸の混合液に2時間浸漬して薬品洗浄し、次いでpHが中性になるまで水洗を行うことで、透水量が初期にほぼ近い状態のモジュールを得た。このモジュールで上記と同様に設定Flux2.7m/日でのサイクルを再開したところ、再び約6日で膜間差圧が上昇し、上限の0.3MPaに達して運転不可能になった(170〜340時間)。このモジュールを再度上記と同様な方法で薬品洗浄して初期状態のモジュールを得て、今度は設定Fluxを2.4m/日に下げて運転したところ、ようやく安定運転ができた(340〜500時間)(図3、B)。
【0102】
(比較例2)
実施例5において、延伸、収縮及び加熱処理の工程を行わなかった以外は、同様な方法で中空糸膜を得た。膜残存シリカ量は0.7重量%であった。
得られた中空糸膜は、外径1.98mm、内径1.09mmで、空孔率66%、ハーフドライ法による平均孔径は0.47μm、バブルポイント法による最大孔径は0.76μm、最大孔径と平均孔径の比は1.62、純水透水率は7900L/(m2・hr)であった。引っ張り破断強度は10.7MPa、引っ張り破断伸度は280%、引っ張り弾性率は129MPa、圧縮弾性率は6.8MPaで瞬時耐圧縮強度は1.2MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は58mN/m、捲縮度は1.43であった。
【0103】
この中空糸膜を用いて実施例5と同様にモジュールを作り、設定Flux5.0m/日で29.5分濾過した後、逆洗流量6.0m/日で30秒間逆洗を行った。このサイクルを続けた結果、5日目くらいから膜間差圧が上昇し、実施例5のモジュールと違って安定して運転できなかった(図4、D)。
【0104】
(比較例3)
実施例6において、延伸、収縮及び加熱処理の工程を行わなかった以外は、同様な方法で中空糸膜を得た。膜残存シリカ量は1.0重量%であった。
得られた中空糸膜は、外径3.77mm、内径2.48mmで、空孔率57%、ハーフドライ法による平均孔径は0.20μm、バブルポイント法による最大孔径は0.28μm、最大孔径と平均孔径の比は1.40、純水透水率は700L/(m2・hr)であった。引っ張り破断強度は6.5MPa、引っ張り破断伸度は150%、引っ張り弾性率は55MPa、圧縮弾性率は6.6MPaで瞬時耐圧縮強度は1.0MPaであった。膜断面写真から、この膜は均質な連通孔からなる三次元の網目状構造を有し、内部に8μm以上のマクロボイドは認められなかった。臨界表面張力は54mN/m、捲縮度は1.41であった。
このように、本発明の製造方法により得られる中空糸膜は、濾過流量が高く、使用中の濾過流量低下が少なく、さらには糸切れに対する耐性の高い中空糸濾過膜であるため、水の除濁等の濾過分野において非常に好適である。
【特許請求の範囲】
【請求項1】
内径0.4mm以上2.3mm以下、空孔率が60%以上90%以下であり、引っ張り破断強度が7MPa以上20MPa以下であり、引っ張り弾性率が10MPa以上80MPa以下であり、瞬時耐圧縮強度が0.3MPa以上3.0MPa以下であるポリフッ化ビニリデン中空糸膜。
【請求項2】
外径/内径比は1.3以上2.3以下である請求項1記載のポリフッ化ビニリデン中空糸膜。
【請求項3】
エチレン−ビニルアルコール共重合体により被覆された請求項1記載のポリフッ化ビニリデン中空糸膜。
【請求項4】
前記エチレン−ビニルアルコール共重合体の被覆量が0.1重量%以上、10重量%以下である請求項3記載のポリフッ化ビニリデン中空糸膜。
【請求項5】
請求項1〜4のいずれか一項のポリフッ化ビニリデン中空糸膜を用いたモジュール。
【請求項1】
内径0.4mm以上2.3mm以下、空孔率が60%以上90%以下であり、引っ張り破断強度が7MPa以上20MPa以下であり、引っ張り弾性率が10MPa以上80MPa以下であり、瞬時耐圧縮強度が0.3MPa以上3.0MPa以下であるポリフッ化ビニリデン中空糸膜。
【請求項2】
外径/内径比は1.3以上2.3以下である請求項1記載のポリフッ化ビニリデン中空糸膜。
【請求項3】
エチレン−ビニルアルコール共重合体により被覆された請求項1記載のポリフッ化ビニリデン中空糸膜。
【請求項4】
前記エチレン−ビニルアルコール共重合体の被覆量が0.1重量%以上、10重量%以下である請求項3記載のポリフッ化ビニリデン中空糸膜。
【請求項5】
請求項1〜4のいずれか一項のポリフッ化ビニリデン中空糸膜を用いたモジュール。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−11211(P2011−11211A)
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願番号】特願2010−225385(P2010−225385)
【出願日】平成22年10月5日(2010.10.5)
【分割の表示】特願2007−237772(P2007−237772)の分割
【原出願日】平成14年3月5日(2002.3.5)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願日】平成22年10月5日(2010.10.5)
【分割の表示】特願2007−237772(P2007−237772)の分割
【原出願日】平成14年3月5日(2002.3.5)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]