
中空糸膜の製造方法
【課題】
中空糸膜の乾燥に使用する加熱空気を特定の条件で制御することにより、中空糸膜の構造変化や膜性能の低下を著しく抑制しながら、中空糸膜を効率的に乾燥する。
【解決手段】
セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを含む紡糸原液と、前記ポリマーに対して不活性な芯液とを二重管状ノズルから同時に吐出した後、凝固槽に浸漬し、凝固槽から引き上げた中空糸膜を洗浄し、グリセリン槽に浸漬し、ドライヤーで乾燥する工程を含む、膜厚10〜30μmの中空糸膜の製造方法において、前記乾燥工程が、特定の条件で40〜110℃の乾燥空気をドライヤー中へ送風し、ドライヤーの乾燥空気中に3〜30秒間中空糸膜を通過させることによって行われる。
中空糸膜の乾燥に使用する加熱空気を特定の条件で制御することにより、中空糸膜の構造変化や膜性能の低下を著しく抑制しながら、中空糸膜を効率的に乾燥する。
【解決手段】
セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを含む紡糸原液と、前記ポリマーに対して不活性な芯液とを二重管状ノズルから同時に吐出した後、凝固槽に浸漬し、凝固槽から引き上げた中空糸膜を洗浄し、グリセリン槽に浸漬し、ドライヤーで乾燥する工程を含む、膜厚10〜30μmの中空糸膜の製造方法において、前記乾燥工程が、特定の条件で40〜110℃の乾燥空気をドライヤー中へ送風し、ドライヤーの乾燥空気中に3〜30秒間中空糸膜を通過させることによって行われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空糸膜の構造にダメージを与えず、かつコンパクトな装置で効率的な乾燥を行うことができる中空糸膜の製造方法に関する。
【背景技術】
【0002】
中空糸膜は、その構造上の特徴から、膜モジュール体積あたりの膜面積が大きいこと、耐ファウリング性に優れること、スケールアップが容易であることから、逆浸透膜、限外濾過膜、精密ろ過膜、血液透析膜など多くの用途に応用されている。
【0003】
中空糸膜は、一般的に紡糸ポリマー溶液と芯液を同時に吐出し、凝固槽で凝固相分離させて膜細孔を形成させ、その後、膜中の溶剤を水洗し、適宜グリセリン処理などを行った後、膜中の水分を乾燥して製造される。
【0004】
中空糸膜は膜中に細孔を有し、分離機能を発揮するので、連続的に紡糸される中空糸膜の乾燥工程にも、膜性能を低下させないための工夫がなされている。一般的な乾燥工程は、湿潤状態にある中空糸膜に熱を与えて水分を蒸発させて行われるが、熱の与え方として熱風を与える方法が一般的である。熱風の与え方としては、複数の乾燥室に分割し、後段の乾燥温度を高めて、短時間に大量の中空糸膜を乾燥する方法が提案されている(特許文献1参照)。また、湿潤状態にある中空糸膜をアルコールなどの表面張力の低い液体で置換した後、乾燥させることにより膜構造の変化を抑える方法が提案されている(特許文献2〜5参照)。さらに、乾燥前の中空糸膜を予め温水にて加熱することにより乾燥装置の小型化を図る方法も提案されている(特許文献6参照)。
【0005】
また、中空糸膜をオートクレーブ中で加熱処理することにより乾燥後の中空糸膜のつぶれや膠着を防ぐ方法が提案されている(特許文献7参照)。さらに、中空糸膜にマイクロ波を照射すると共に蒸気による湿熱処理を行う方法も提案されている(特許文献8参照)。
【0006】
しかしながら、後段の乾燥温度を上げる方法や、中空糸膜を予め温水にて加熱する方法は、乾燥効率を上げることには効果はあるが、過度な乾燥を抑制することが困難である。特に耐熱性のあるポリマーからなり、中空糸内部の芯液も同時に乾燥することが必要な場合は有用であるが、熱を加えすぎると性能や構造が変化してしまう膜には適用が困難である。また、湿潤状態の中空糸膜を表面張力の低い液体で置換した後に乾燥させる方法は、アルコールなどの可燃性液体を蒸発させるため、火災発生などの危険性が高い問題がある。また、中空糸膜をオートクレーブ中で加熱処理する方法は、熱を加えすぎると性能や構造が変化してしまう耐熱性のない膜には適用が困難であるほか、連続処理ができない問題がある。また、中空糸膜にマイクロ波を照射する方法は、マイクロ波の発生装置などの特殊な装置が必要となるほか、乾燥が不均一になる問題がある。
【0007】
特に芯液に不活性な液体を用い、グリセリンなどの親水性物質が付着した、比較的膜厚が薄い中空糸膜の場合、乾燥が不足すると、グリセリンが大量に膜表面に残留するため、モジュール組み立ての際に接着不良が発生しやすい問題があるほか、乾燥が過剰な場合、膜が収縮してしまい、出来上がった膜の性能が低下しやすい問題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−87945号公報
【特許文献2】特開昭55−51818号公報
【特許文献3】特開昭61−55208号公報
【特許文献4】特開昭62−234510号公報
【特許文献5】特開平1−260012号公報
【特許文献6】特開2002−253938号公報
【特許文献7】特開平6−327951号公報
【特許文献8】特開平11−332980号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記の従来技術の問題点を解消するために創案されたものであり、その目的は、セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを素材とし、グリセリンを細孔内に付与した均一構造の薄膜の中空糸膜の製造方法において、効率的に、かつ高い構造安定性を保持して中空糸膜を乾燥させる方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、かかる目的を達成するために鋭意検討した結果、中空糸膜の乾燥に使用する加熱空気を特定の条件で制御することにより、中空糸膜の構造変化や膜性能の低下を著しく抑制しながら、中空糸膜を効率的に乾燥できることを見出し、本発明の完成に至った。
【0011】
即ち、本発明は、以下の(1)〜(4)の構成を有するものである。
(1)セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを含む紡糸原液と、前記ポリマーに対して不活性な芯液とを二重管状ノズルから同時に吐出した後、凝固槽に浸漬し、凝固槽から引き上げた中空糸膜を洗浄し、グリセリン槽に浸漬し、ドライヤーで乾燥する工程を含む、膜厚10〜30μmの中空糸膜の製造方法において、前記乾燥工程が、以下の式を満足する条件で40〜110℃の乾燥空気をドライヤー中へ送風し、ドライヤーの乾燥空気中に3〜30秒間中空糸膜を通過させることによって行われることを特徴とする方法:
3.0<B×C/A<15.0
式中、Aは乾燥工程に入る直前の単位時間当たりの未乾燥中空糸膜中の水分量(g/秒)であり、Bは乾燥空気の可溶解水分量(g/m3)であり、Cは乾燥空気の送風量(m3/秒)である。
(2)乾燥空気の可溶解水分量Bが24〜794g/m3であり、乾燥空気の送風量Cが0.0005〜0.01m3/秒であることを特徴とする(1)に記載の方法。
(3)中空糸膜の紡糸速度が20〜300m/分であることを特徴とする(1)または(2)に記載の方法。
(4)乾燥前後の中空糸膜の体積保持率が0.50〜0.95であることを特徴とする(1)〜(3)のいずれかに記載の方法。
【発明の効果】
【0012】
本発明の製造方法は、グリセリンを細孔内に付与した中空糸膜を特定の条件下で乾燥しているので、中空糸膜の構造変化や膜性能の低下が少ないとともに、モジュール作製時の接着不良が発生しにくい。
【図面の簡単な説明】
【0013】
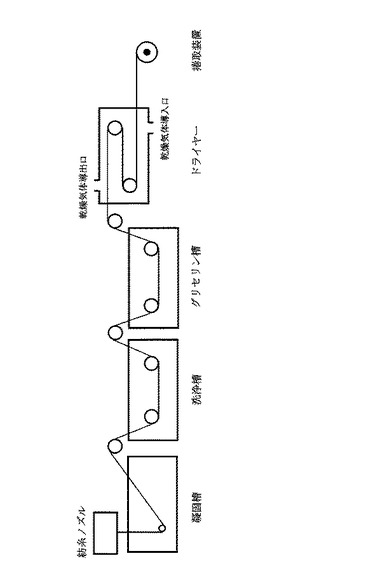
【図1】本発明の製造方法の工程を概略的に示したものである。
【発明を実施するための形態】
【0014】
本発明の中空糸膜の製造方法は、図1に示すような従来公知の乾湿式紡糸法を採用するものであり、ドライヤーでの乾燥工程が、以下の式を満足する条件で30〜100℃の乾燥空気をドライヤー中へ送風し、ドライヤーの乾燥空気中に3〜30秒間中空糸膜を通過させることによって行われることを特徴とする:
3.0<B×C/A<15.0
式中、Aは乾燥工程に入る直前の単位時間当たりの未乾燥中空糸膜中の水分量(g/秒)であり、Bは乾燥空気の可溶解水分量(g/m3)であり、Cは乾燥空気の送風量(m3/秒)である。
【0015】
上記式において、B×C/Aが低い値であると、乾燥が不十分で、その結果、乾燥前後の中空糸膜の体積保持率が0.95を越えることがあるので、B×C/Aは3.0以上であり、好ましくは4.0以上、より好ましくは5.0以上である。一方、B×C/Aが高い値であると、乾燥が進みすぎ、その結果、乾燥前後の中空糸膜の体積保持率が0.50未満となることがあるので、B×C/Aは15.0以下であり、好ましくは12.0以下であり、より好ましくは11.0以下である。
【0016】
上記式において、Bは温度と相対湿度の影響を受ける。温度が上がれば飽和水蒸気圧が大きくなるので高い値を取り、相対湿度が高ければ飽和水蒸気圧と絶対湿度の差が小さくなるので低い値となる。当然、乾燥効率は乾燥空気の可溶解水分量(B)と送風量(C)によって決まるので、B値のみでは決まらないが、Bは24〜794g/m3が好ましい。Bが低い値であると、乾燥空気の乾燥能力が低く、乾燥が不十分になって、乾燥前後の中空糸膜の体積保持率が0.95を越えたり、乾燥時間の延長や、乾燥工程が大型化してしまうことがあるので、50g/m3以上がより好ましく、75g/m3以上が特に好ましい。また、Bが高い値であると、乾燥能力は高いが、乾燥が進みすぎたり、乾燥速度が速すぎて、乾燥前後の体積保持率が0.50未満となることがあるので、Bは600g/m3以下がより好ましく、500g/m3以下が特に好ましい。
【0017】
また、Cは0.0005〜0.01m3/秒が好ましい。乾燥空気の送風量Cが少ないと、乾燥が不均一になることがあるので、0.0007m3/秒以上がより好ましく、0.001m3/秒以上が特に好ましい。また、送風量Cが多すぎると、乾燥工程における捲き付きにつながることがあるので、0.009m3/秒以下がより好ましく、0.008m3/秒以下が特に好ましい。
【0018】
また、中空糸膜の乾燥空気の温度は40℃〜110℃である。上のB×C/Aに記載したのと同様の理由から温度の下限は50℃以上が好ましく、60℃以上がより好ましい。また、温度の上限は105℃以下が好ましく、100℃以下がより好ましい。
【0019】
本発明の方法の乾燥工程のドライヤーは、例えば図1に示されるように、グリセリン槽と捲取装置の間に配置され、外気と遮断する部材で囲まれたものを採用することができる。この場合、ドライヤーには乾燥空気の導入口と導出口をそれぞれ少なくとも1ヶ所以上有していることが必要である。乾燥空気の導入口および導出口の位置は特に限定されず、中空糸膜を効率よく、ムラ無く乾燥できる位置、大きさ、形状を適宜設定すればよい。また、ドライヤー内での中空糸膜の走行方向は特に制限されず、水平方向に走行させても鉛直方向に走行させてもよい。
【0020】
本発明では、ドライヤーを通過する中空糸膜の乾燥時間は3〜30秒である。乾燥時間が短いと、乾燥ゾーンの長さを短くすることができるが、乾燥が不均一になることがあるので、4秒以上が好ましく、5秒以上がより好ましい。乾燥時間が長いと、製造する中空糸膜の本数が多い時でも乾燥は均一になるが、乾燥ゾーンが長くなり、設備コストが上昇してしまう問題があり、20秒以下が好ましく、15秒以下がより好ましい。
【0021】
本発明の製造方法は、中空糸膜を20〜300m/分の高速で紡糸する時に好適に用いることができる。20m/分未満の低速紡糸においては、本発明の方法を用いなくても体積保持率を適切な範囲に保つことができる。一方、乾燥効率の面では紡速の上限は特にないが、一般的に中空糸膜の紡糸は紡速の最大が300m/分程度である。
【0022】
本発明の方法で得られる中空糸膜の膜厚は、可紡性や血液浄化器の組み立て性向上の面から、10〜30μmである。膜厚が大きいと、糸強度は高くなるが、膜性能が低下してしまうことがある。また、膜厚が薄すぎると、糸強度が低くなるため、血液浄化器の生産性が低下するとか、血液浄化中に膜が破断したりリークが発生したりする問題が生じる可能性がある。したがって、中空糸膜の膜厚は12μm以上がより好ましく、14μm以上がさらに好ましい。
【0023】
本発明の製造方法では、乾燥前後の中空糸膜の体積保持率は0.50〜0.95であることが好ましい。体積保持率が低い値であると、乾燥工程での中空糸膜中の細孔の収縮が大きくなり、透水性や透過性が低下してしまうため、体積保持率は0.55以上がより好ましく、0.60以上が特に好ましい。一方、体積保持率が高い値であると、中空糸膜中の細孔は収縮しないが、出来上がった中空糸膜の安定性が低下してしまい、保存時や中空糸膜モジュール製造時に中空糸膜のディメンジョンが変わってしまったり、性能が不安定になったりすることがある。また、膜中にグリセリンを含有する中空糸膜の場合、体積保持率が高いと、乾燥時やモジュール作製時に中空糸膜の表面にグリセリンが滲みだしてしまいモジュール作製に悪影響を与えることがある。すなわち、中空糸膜の表面に滲みだしたグリセリンと接着樹脂であるウレタン樹脂が反応し、接着不良を起こすことがある。そのため、体積保持率は0.90以下がより好ましく、0,85以下が特に好ましい。
【0024】
本発明の方法で得られる中空糸膜の透水性は5〜500ml/m2/hr/mmHgであることが好ましい。透水性が低すぎる場合には、構造変化が性能に与える影響が小さいため、本発明を適用しても効果は小さい。透水性が高すぎる場合には、本発明を適用しても乾燥前の構造を保持しきれないとか、グリセリンの滲みだしを抑制しきれないことがある。
【0025】
本発明の製造方法の工程は、例えば、以下のように行うことができる。
中空糸膜のポリマー素材、そのポリマー素材に対する溶媒、非溶媒を混合した後、加熱溶解して紡糸原液を調製し、得られた紡糸原液を二重管状ノズルの外側スリットから吐出すると同時に中心孔より芯液を吐出する。ノズルから吐出された紡糸原液は、空中走行部(エアギャップ)を通過させた後、凝固槽に浸漬させ、紡糸原液の凝固、相分離を行わせる(いわゆる乾湿式紡糸法)。凝固槽から引き上げられた中空糸膜は、過剰の溶媒、非溶媒等を除去するために洗浄槽で洗浄された後、中空糸膜の細孔にグリセリンを含浸させるためにグリセリン槽に浸漬させる。このようにして得られた湿潤中空糸膜をドライヤーに通して乾燥し、ボビン形状に巻き取る。
【0026】
中空糸膜のポリマー素材は、溶媒に溶解し、乾湿式紡糸できることが必要であり、本発明では、酢酸セルロースや三酢酸セルロースなどのセルロースアセテート系ポリマー、またはポリスルホンやポリエーテルスルホンなどのポリスルホン系ポリマーが細孔径を調節しやすく、強度も比較的高いので用いられる。紡糸原液中のポリマー濃度は、用いるポリマーの種類や目的とする中空糸膜の性能、物性、品質により適宜設定されるが、本発明においては15〜50重量%が好ましい。
【0027】
セルロースアセテート系ポリマーまたはポリスルホン系ポリマーに対する溶媒としては、N−メチル−2−ピロリドン、ジメチルアセトアミド、ジメチルホルムアミド、ジメチルスルホキシドなどが挙げられるが、セルロース系ポリマーやポリスルホン系ポリマーの凝固および相分離のコントロールのしやすさ、作業安全性、廃棄処理の観点からN−メチル−2−ピロリドン、ジメチルアセトアミドを用いるのが好ましい。
【0028】
また、紡糸原液に非溶媒を添加する場合には、グリセリン、エチレングリコール、トリエチレングリコール、ポリエチレングリコール等が好ましく用いられるが、溶媒との相溶性や洗浄除去性、安全性の観点からトリエチレングリコール、ポリエチレングリコールがより好ましい。ポリエチレングリコールは分子量200、400のものを用いるのが、室温で液体であり取り扱い性に優れる点でより好ましい。さらに、紡糸原液には、公知の酸化防止剤や微孔形成剤などの添加剤を必要に応じて加えることができる。紡糸原液中の溶媒/非溶媒の重量比は紡糸原液の安定性が高まることや均質膜構造を得やすいことなどから97/3〜40/60とするのが好ましい。90/10〜50/50がより好ましく、80/20〜60/40がさらに好ましい。
【0029】
本発明の方法では、芯液は紡糸原液に対して不活性なものを使用する。不活性なものとは、紡糸原液を凝固も溶解もしない流体である。不活性な液体としては、ノナン、デカン、ウンデカン、ドデカン、流動パラフィン、ミリスチン酸イソプロピルなどが挙げられ、不活性な気体としては、窒素、アルゴンなどが挙げられるが、これらに特に限定されるものではない。芯液として紡糸原液ポリマー素材に対して不活性な流体を用いると、中空糸膜の構造は、均一な構造を取りやすく、乾燥時に表面張力の影響を受け、膜構造が変化しやすいので、本発明を好適に適用することができる。芯液として活性のある液体を用いると、得られる中空糸膜は中空膜内側に緻密層を有する不均一構造となりやすく、また中空部の液体を乾燥する必要があり、乾燥に時間を要するので、本発明を適用しても十分な乾燥が得られないことがある。
【0030】
本発明の方法では、中空糸膜の細孔内にグリセリンを付与するために、洗浄工程で溶媒等を除去した中空糸膜を、グリセリン溶液で満たしたグリセリン槽に浸漬させる。グリセリンを膜中に含まない場合は、乾燥時に中空糸膜中に細孔を保護する物質がないので、表面張力の影響で、乾燥中に中空糸膜が収縮しやすく、体積保持率を0.50〜0.95の範囲とすることが困難な場合がある。
【0031】
中空糸膜を浸漬させるグリセリン溶液のグリセリン濃度や温度は、中空糸膜の細孔の大きさや数、分布状態によって適宜設定する必要があるが、15〜90重量%のグリセリン水溶液を30〜80℃に加熱したものが好ましい。グリセリン濃度が低過ぎると、中空糸膜細孔内への含浸性は高まるが乾燥によって細孔が収縮するため、所期の膜特性を得られない可能性がある。従って、グリセリン濃度は18重量%以上がより好ましく、21重量%以上がさらに好ましい。また、グリセリン濃度が高過ぎると、細孔径の保持効果は高まるが、粘度が高まるため細孔内への含浸性が低下することがある。また、グリセリン水溶液の粘度を低下させるためには温度を上げれば良いが、そうするとグリセリン自体が熱酸化されたり、中空糸膜にダメージを与えたりする可能性がある。従って、グリセリン濃度は87重量%以下がより好ましく、84重量%以下がさらに好ましい。
【0032】
本発明の方法で得られる中空糸膜の膜内部は実質的に均一構造である。膜内部が不均一構造である場合には、上述のように乾燥時の表面張力の影響を受けず、本発明を適用しなくても、体積保持率が高く保たれることがある。なお、膜内部が実質的に均一構造であるとは、2000倍の電子顕微鏡で膜断面を観察する場合に、膜断面に明らかに認められるフィンガーライク構造や網目構造などの組織が観察されない(つまり、孔が観察されない)ことを意味する。このような、均一構造の膜は、分離特性上種々のメリットを有する一方で、乾燥時の水分蒸発、除去時に表面張力の影響を受け、膜および膜細孔が収縮しやすいというデメリットがあるので、本発明の方法を特に好適に採用できる。
【実施例】
【0033】
本発明の方法の効果を実施例によって示すが、本発明はこれらに限定されるものではない。なお、この実施例中で測定した特性値は以下の方法で評価した。
【0034】
(ドライヤーの乾燥空気温度)
ドライヤー内の乾燥空気導入口と導出口の中間部あたりに温度検知端を設置し、これにより検知された温度を乾燥空気温度とした。
【0035】
(1錘あたりのドライヤーの乾燥空気の送風量)
ドライヤーに乾燥空気を供給するダクト内にオリフィス流量計と温度検知端を設置し、前後の圧力損失と温度より、供給するドライヤー送風量を求め、ドライヤーで乾燥する中空糸膜の本数から1錘あたりのドライヤー送風量を求めた。
【0036】
(露点)
ドライヤー内の乾燥空気導入口と導出口の中間部分に露点計を設置し、露点を計測した。
【0037】
(1錘あたりの乾燥空気の可溶解水分量)
乾燥空気温度よりその温度での飽和水蒸気量と、露点から乾燥空気中の実水分量を求め、飽和水蒸気量から実水分量を引き、乾燥空気の可溶解水分量を求め、ドライヤー送風量と錘数から1錘あたりの乾燥空気の可溶解水分量を求めた。
【0038】
(1錘あたりの未乾燥中空糸膜中の水分量)
乾燥工程に入る直前の中空糸膜を1分間分採取し、採取時の重量を記録しておく。記録後、サンプルを105℃の定温乾燥機内に2時間静置する。サンプルを乾燥機から取り出したら、すばやく乾燥雰囲気下のデシケータ内に移動し40〜60分放冷する。放冷後すばやくサンプルの重量を測り、1錘あたりの未乾燥中空糸膜の水分量を求める。
未乾燥中空糸膜中の水分量[g/秒]=(乾燥前重量−乾燥後重量)/60/錘数
【0039】
(体積保持率)
中空糸膜の体積保持率は乾燥後の中空糸膜断面積の測定値/乾燥前の中空糸膜断面積の測定値から求める。
ここで、中空糸膜断面のサンプルは以下のようにして得ることができる。紡糸後の中空糸膜を厚さ2mmのスライドガラスの中央に開けられたφ1mmの孔に適当数通し、スライドガラス上下面で剃刀によりカットし、中空部を露出させた断面サンプルを得る。得られたサンプルは投影機(Nikon−12A)を用いて、視野内の任意の10サンプルを無作為に抽出し、各中空糸膜断面内側の短径と長径をそれぞれ測定し、その算術平均値を中空糸膜1個の内径とする。同様にして各中空糸膜断面外側の短径と長径をそれぞれ測定し、その算術平均値を中空糸膜1個の外径とする。さらに10サンプルの平均値をもってそれぞれ中空糸膜内径、外径とする。このように定義した中空糸膜の内径、外径から以下の式により中空糸膜の断面積を求める。
中空糸膜の断面積[m2]=π×((外径/2)2−(内径/2)2)
【0040】
(透水性)
血液浄化器の血液出口部回路(圧力測定点よりも出口側)を鉗子で挟んで封止した。37℃に保温した純水を加圧タンクに入れ、レギュレーターにより圧力を制御しながら、37℃恒温槽で保温した血液浄化器の血液流路側へ純水を送り、透析液側から流出した濾液量を測定する。膜間圧力差(TMP)は
TMP=(Pi+Po)/2
とする。ここでPiは透析器入口側圧力、Poは透析器出口側圧力である。TMPを4点変化させ濾過流量を測定し、それらの関係の傾きから血液浄化器の透水性(mL/hr/mmHg)を算出する。このときTMPと濾過流量の相関係数は0.999以上であることが必要である。また、回路による圧力損失誤差を少なくするために、TMPは100mmHg以下の範囲で測定する。中空糸膜の透水性は膜面積と血液浄化器の透水性から算出する。
UFR(H)=UFR(D)/A
ここでUFR(H)は中空糸膜の透水性(mL/m2/hr/mmHg)、UFR(D)は血液浄化器の透水性(mL/hr/mmHg)、Aは血液浄化器の膜面積(m2)である。
【0041】
(モジュール歩留まり)
モジュールケースに充填率が50%前後になるように中空糸膜を充填し、端部をウレタン樹脂で接着する。樹脂が硬化した後、端部を切断し、中空部を開孔させる。このようにして得られたモジュールを用いて、リークテストを行う。モジュールを100本作製した際に、リーク不良を起こさなかった割合(%)を求めた。
【0042】
(実施例1)
セルローストリアセテート(CTA)(ダイセル化学社製)16.20重量%、N−メチルピロリドン(三菱化学社製)58.66重量%、トリエチレングリコール(三井化学社製)25.14重量%を150℃で溶解して紡糸原液を得た。120℃に加温した二重管ノズルの中心孔から芯液として流動パラフィンを吐出し、同時に紡糸原液を外側スリットから吐出させてエアギャップを通過させた後、40℃の水を満たした凝固槽で凝固させた。その後、洗浄槽で水洗して溶媒等を除去し、膜構造を安定化させた後、65℃、70重量%のグリセリン水溶液を満たしたグリセリン槽を通過させ、表1に示す条件で図1に記載の構造のドライヤーで乾燥した後、紡糸速度75m/分でボビンに巻き上げた。その後、ボビンを70℃で20時間熱処理を行って中空糸膜を得た。
【0043】
(実施例2〜7)
表1に記載のようにドライヤーの乾燥空気温度、1錘あたりの乾燥空気の可溶解水分量B、1錘あたりのドライヤーの乾燥空気の送風量C、乾燥時間、紡糸速度、1錘あたりの未乾燥中空糸膜中の水分量Aのいずれかを変更した以外は、実施例1と同様にして中空糸膜を得た。
【0044】
(実施例8)
セルローストリアセテート(CTA)(ダイセル化学社製)33.00重量%、N−メチルピロリドン(三菱化学社製)46.90重量%、トリエチレングリコール(三井化学社製)20.10重量%を110℃で溶解して紡糸原液を得た。140℃に加温した二重管ノズルの中心孔から芯液として流動パラフィンを吐出し、同時に紡糸原液を外側スリットから吐出させてエアギャップを通過させた後、20℃の水を満たした凝固槽で凝固させた。その後、洗浄槽で水洗して溶媒等を除去し、膜構造を安定化させた後、40℃、40重量%のグリセリン水溶液を満たしたグリセリン槽を通過させ、表1に示す条件で図1に記載の構造のドライヤーで乾燥した後、紡糸速度75m/分でボビンに巻き上げた。その後、ボビンを70℃で20時間熱処理を行って中空糸膜を得た。
【0045】
(実施例9)
ポリエーテルスルホン(PES)(住友化学社製)48.50重量%、ポリビニルピロリドン(BASF社製)2.70重量%、N−メチルピロリドン(三菱化学社製)29.80重量%、トリエチレングリコール(三井化学社製)19.00重量%を160℃で溶解して紡糸原液を得た。160℃に加温した二重管ノズルの中心孔から芯液として流動パラフィンを吐出し、同時に紡糸原液を外側スリットから吐出させてエアギャップを通過させた後、12℃の水を満たした凝固槽で凝固させた。その後、洗浄槽で水洗して溶媒等を除去し、膜構造を安定化させた後、65℃、48重量%のグリセリン水溶液を満たしたグリセリン槽を通過させ、表1に示す条件で図1に記載の構造のドライヤーで乾燥した後、紡糸速度75m/分でボビンに巻き上げた。その後、ボビンを70℃で20時間熱処理を行って中空糸膜を得た。
【0046】
(比較例1〜2)
表1に記載のようにドライヤーの乾燥空気温度、1錘あたりの乾燥空気の可溶解水分量B、1錘あたりのドライヤーの乾燥空気の送風量Cを変更した以外は、実施例1と同様にして中空糸膜を得た。
【0047】

【0048】
【0049】
【0050】
表1の結果から明らかなように、実施例1〜9で得られた中空糸膜は、体積保持率、モジュール歩留りの評価項目に関して優れるのに対して、比較例1〜2で得られた中空糸膜は、前記評価項目のいずれかで劣った結果だった。
【産業上の利用可能性】
【0051】
本発明の方法によれば、セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを素材とし、グリセリンを細孔内に付与した均一構造の薄膜の中空糸膜の製造方法において、効率的に、かつ高い構造安定性を保持して中空糸膜を乾燥させる方法を提供することができる。
【技術分野】
【0001】
本発明は、中空糸膜の構造にダメージを与えず、かつコンパクトな装置で効率的な乾燥を行うことができる中空糸膜の製造方法に関する。
【背景技術】
【0002】
中空糸膜は、その構造上の特徴から、膜モジュール体積あたりの膜面積が大きいこと、耐ファウリング性に優れること、スケールアップが容易であることから、逆浸透膜、限外濾過膜、精密ろ過膜、血液透析膜など多くの用途に応用されている。
【0003】
中空糸膜は、一般的に紡糸ポリマー溶液と芯液を同時に吐出し、凝固槽で凝固相分離させて膜細孔を形成させ、その後、膜中の溶剤を水洗し、適宜グリセリン処理などを行った後、膜中の水分を乾燥して製造される。
【0004】
中空糸膜は膜中に細孔を有し、分離機能を発揮するので、連続的に紡糸される中空糸膜の乾燥工程にも、膜性能を低下させないための工夫がなされている。一般的な乾燥工程は、湿潤状態にある中空糸膜に熱を与えて水分を蒸発させて行われるが、熱の与え方として熱風を与える方法が一般的である。熱風の与え方としては、複数の乾燥室に分割し、後段の乾燥温度を高めて、短時間に大量の中空糸膜を乾燥する方法が提案されている(特許文献1参照)。また、湿潤状態にある中空糸膜をアルコールなどの表面張力の低い液体で置換した後、乾燥させることにより膜構造の変化を抑える方法が提案されている(特許文献2〜5参照)。さらに、乾燥前の中空糸膜を予め温水にて加熱することにより乾燥装置の小型化を図る方法も提案されている(特許文献6参照)。
【0005】
また、中空糸膜をオートクレーブ中で加熱処理することにより乾燥後の中空糸膜のつぶれや膠着を防ぐ方法が提案されている(特許文献7参照)。さらに、中空糸膜にマイクロ波を照射すると共に蒸気による湿熱処理を行う方法も提案されている(特許文献8参照)。
【0006】
しかしながら、後段の乾燥温度を上げる方法や、中空糸膜を予め温水にて加熱する方法は、乾燥効率を上げることには効果はあるが、過度な乾燥を抑制することが困難である。特に耐熱性のあるポリマーからなり、中空糸内部の芯液も同時に乾燥することが必要な場合は有用であるが、熱を加えすぎると性能や構造が変化してしまう膜には適用が困難である。また、湿潤状態の中空糸膜を表面張力の低い液体で置換した後に乾燥させる方法は、アルコールなどの可燃性液体を蒸発させるため、火災発生などの危険性が高い問題がある。また、中空糸膜をオートクレーブ中で加熱処理する方法は、熱を加えすぎると性能や構造が変化してしまう耐熱性のない膜には適用が困難であるほか、連続処理ができない問題がある。また、中空糸膜にマイクロ波を照射する方法は、マイクロ波の発生装置などの特殊な装置が必要となるほか、乾燥が不均一になる問題がある。
【0007】
特に芯液に不活性な液体を用い、グリセリンなどの親水性物質が付着した、比較的膜厚が薄い中空糸膜の場合、乾燥が不足すると、グリセリンが大量に膜表面に残留するため、モジュール組み立ての際に接着不良が発生しやすい問題があるほか、乾燥が過剰な場合、膜が収縮してしまい、出来上がった膜の性能が低下しやすい問題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−87945号公報
【特許文献2】特開昭55−51818号公報
【特許文献3】特開昭61−55208号公報
【特許文献4】特開昭62−234510号公報
【特許文献5】特開平1−260012号公報
【特許文献6】特開2002−253938号公報
【特許文献7】特開平6−327951号公報
【特許文献8】特開平11−332980号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、上記の従来技術の問題点を解消するために創案されたものであり、その目的は、セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを素材とし、グリセリンを細孔内に付与した均一構造の薄膜の中空糸膜の製造方法において、効率的に、かつ高い構造安定性を保持して中空糸膜を乾燥させる方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、かかる目的を達成するために鋭意検討した結果、中空糸膜の乾燥に使用する加熱空気を特定の条件で制御することにより、中空糸膜の構造変化や膜性能の低下を著しく抑制しながら、中空糸膜を効率的に乾燥できることを見出し、本発明の完成に至った。
【0011】
即ち、本発明は、以下の(1)〜(4)の構成を有するものである。
(1)セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを含む紡糸原液と、前記ポリマーに対して不活性な芯液とを二重管状ノズルから同時に吐出した後、凝固槽に浸漬し、凝固槽から引き上げた中空糸膜を洗浄し、グリセリン槽に浸漬し、ドライヤーで乾燥する工程を含む、膜厚10〜30μmの中空糸膜の製造方法において、前記乾燥工程が、以下の式を満足する条件で40〜110℃の乾燥空気をドライヤー中へ送風し、ドライヤーの乾燥空気中に3〜30秒間中空糸膜を通過させることによって行われることを特徴とする方法:
3.0<B×C/A<15.0
式中、Aは乾燥工程に入る直前の単位時間当たりの未乾燥中空糸膜中の水分量(g/秒)であり、Bは乾燥空気の可溶解水分量(g/m3)であり、Cは乾燥空気の送風量(m3/秒)である。
(2)乾燥空気の可溶解水分量Bが24〜794g/m3であり、乾燥空気の送風量Cが0.0005〜0.01m3/秒であることを特徴とする(1)に記載の方法。
(3)中空糸膜の紡糸速度が20〜300m/分であることを特徴とする(1)または(2)に記載の方法。
(4)乾燥前後の中空糸膜の体積保持率が0.50〜0.95であることを特徴とする(1)〜(3)のいずれかに記載の方法。
【発明の効果】
【0012】
本発明の製造方法は、グリセリンを細孔内に付与した中空糸膜を特定の条件下で乾燥しているので、中空糸膜の構造変化や膜性能の低下が少ないとともに、モジュール作製時の接着不良が発生しにくい。
【図面の簡単な説明】
【0013】
【図1】本発明の製造方法の工程を概略的に示したものである。
【発明を実施するための形態】
【0014】
本発明の中空糸膜の製造方法は、図1に示すような従来公知の乾湿式紡糸法を採用するものであり、ドライヤーでの乾燥工程が、以下の式を満足する条件で30〜100℃の乾燥空気をドライヤー中へ送風し、ドライヤーの乾燥空気中に3〜30秒間中空糸膜を通過させることによって行われることを特徴とする:
3.0<B×C/A<15.0
式中、Aは乾燥工程に入る直前の単位時間当たりの未乾燥中空糸膜中の水分量(g/秒)であり、Bは乾燥空気の可溶解水分量(g/m3)であり、Cは乾燥空気の送風量(m3/秒)である。
【0015】
上記式において、B×C/Aが低い値であると、乾燥が不十分で、その結果、乾燥前後の中空糸膜の体積保持率が0.95を越えることがあるので、B×C/Aは3.0以上であり、好ましくは4.0以上、より好ましくは5.0以上である。一方、B×C/Aが高い値であると、乾燥が進みすぎ、その結果、乾燥前後の中空糸膜の体積保持率が0.50未満となることがあるので、B×C/Aは15.0以下であり、好ましくは12.0以下であり、より好ましくは11.0以下である。
【0016】
上記式において、Bは温度と相対湿度の影響を受ける。温度が上がれば飽和水蒸気圧が大きくなるので高い値を取り、相対湿度が高ければ飽和水蒸気圧と絶対湿度の差が小さくなるので低い値となる。当然、乾燥効率は乾燥空気の可溶解水分量(B)と送風量(C)によって決まるので、B値のみでは決まらないが、Bは24〜794g/m3が好ましい。Bが低い値であると、乾燥空気の乾燥能力が低く、乾燥が不十分になって、乾燥前後の中空糸膜の体積保持率が0.95を越えたり、乾燥時間の延長や、乾燥工程が大型化してしまうことがあるので、50g/m3以上がより好ましく、75g/m3以上が特に好ましい。また、Bが高い値であると、乾燥能力は高いが、乾燥が進みすぎたり、乾燥速度が速すぎて、乾燥前後の体積保持率が0.50未満となることがあるので、Bは600g/m3以下がより好ましく、500g/m3以下が特に好ましい。
【0017】
また、Cは0.0005〜0.01m3/秒が好ましい。乾燥空気の送風量Cが少ないと、乾燥が不均一になることがあるので、0.0007m3/秒以上がより好ましく、0.001m3/秒以上が特に好ましい。また、送風量Cが多すぎると、乾燥工程における捲き付きにつながることがあるので、0.009m3/秒以下がより好ましく、0.008m3/秒以下が特に好ましい。
【0018】
また、中空糸膜の乾燥空気の温度は40℃〜110℃である。上のB×C/Aに記載したのと同様の理由から温度の下限は50℃以上が好ましく、60℃以上がより好ましい。また、温度の上限は105℃以下が好ましく、100℃以下がより好ましい。
【0019】
本発明の方法の乾燥工程のドライヤーは、例えば図1に示されるように、グリセリン槽と捲取装置の間に配置され、外気と遮断する部材で囲まれたものを採用することができる。この場合、ドライヤーには乾燥空気の導入口と導出口をそれぞれ少なくとも1ヶ所以上有していることが必要である。乾燥空気の導入口および導出口の位置は特に限定されず、中空糸膜を効率よく、ムラ無く乾燥できる位置、大きさ、形状を適宜設定すればよい。また、ドライヤー内での中空糸膜の走行方向は特に制限されず、水平方向に走行させても鉛直方向に走行させてもよい。
【0020】
本発明では、ドライヤーを通過する中空糸膜の乾燥時間は3〜30秒である。乾燥時間が短いと、乾燥ゾーンの長さを短くすることができるが、乾燥が不均一になることがあるので、4秒以上が好ましく、5秒以上がより好ましい。乾燥時間が長いと、製造する中空糸膜の本数が多い時でも乾燥は均一になるが、乾燥ゾーンが長くなり、設備コストが上昇してしまう問題があり、20秒以下が好ましく、15秒以下がより好ましい。
【0021】
本発明の製造方法は、中空糸膜を20〜300m/分の高速で紡糸する時に好適に用いることができる。20m/分未満の低速紡糸においては、本発明の方法を用いなくても体積保持率を適切な範囲に保つことができる。一方、乾燥効率の面では紡速の上限は特にないが、一般的に中空糸膜の紡糸は紡速の最大が300m/分程度である。
【0022】
本発明の方法で得られる中空糸膜の膜厚は、可紡性や血液浄化器の組み立て性向上の面から、10〜30μmである。膜厚が大きいと、糸強度は高くなるが、膜性能が低下してしまうことがある。また、膜厚が薄すぎると、糸強度が低くなるため、血液浄化器の生産性が低下するとか、血液浄化中に膜が破断したりリークが発生したりする問題が生じる可能性がある。したがって、中空糸膜の膜厚は12μm以上がより好ましく、14μm以上がさらに好ましい。
【0023】
本発明の製造方法では、乾燥前後の中空糸膜の体積保持率は0.50〜0.95であることが好ましい。体積保持率が低い値であると、乾燥工程での中空糸膜中の細孔の収縮が大きくなり、透水性や透過性が低下してしまうため、体積保持率は0.55以上がより好ましく、0.60以上が特に好ましい。一方、体積保持率が高い値であると、中空糸膜中の細孔は収縮しないが、出来上がった中空糸膜の安定性が低下してしまい、保存時や中空糸膜モジュール製造時に中空糸膜のディメンジョンが変わってしまったり、性能が不安定になったりすることがある。また、膜中にグリセリンを含有する中空糸膜の場合、体積保持率が高いと、乾燥時やモジュール作製時に中空糸膜の表面にグリセリンが滲みだしてしまいモジュール作製に悪影響を与えることがある。すなわち、中空糸膜の表面に滲みだしたグリセリンと接着樹脂であるウレタン樹脂が反応し、接着不良を起こすことがある。そのため、体積保持率は0.90以下がより好ましく、0,85以下が特に好ましい。
【0024】
本発明の方法で得られる中空糸膜の透水性は5〜500ml/m2/hr/mmHgであることが好ましい。透水性が低すぎる場合には、構造変化が性能に与える影響が小さいため、本発明を適用しても効果は小さい。透水性が高すぎる場合には、本発明を適用しても乾燥前の構造を保持しきれないとか、グリセリンの滲みだしを抑制しきれないことがある。
【0025】
本発明の製造方法の工程は、例えば、以下のように行うことができる。
中空糸膜のポリマー素材、そのポリマー素材に対する溶媒、非溶媒を混合した後、加熱溶解して紡糸原液を調製し、得られた紡糸原液を二重管状ノズルの外側スリットから吐出すると同時に中心孔より芯液を吐出する。ノズルから吐出された紡糸原液は、空中走行部(エアギャップ)を通過させた後、凝固槽に浸漬させ、紡糸原液の凝固、相分離を行わせる(いわゆる乾湿式紡糸法)。凝固槽から引き上げられた中空糸膜は、過剰の溶媒、非溶媒等を除去するために洗浄槽で洗浄された後、中空糸膜の細孔にグリセリンを含浸させるためにグリセリン槽に浸漬させる。このようにして得られた湿潤中空糸膜をドライヤーに通して乾燥し、ボビン形状に巻き取る。
【0026】
中空糸膜のポリマー素材は、溶媒に溶解し、乾湿式紡糸できることが必要であり、本発明では、酢酸セルロースや三酢酸セルロースなどのセルロースアセテート系ポリマー、またはポリスルホンやポリエーテルスルホンなどのポリスルホン系ポリマーが細孔径を調節しやすく、強度も比較的高いので用いられる。紡糸原液中のポリマー濃度は、用いるポリマーの種類や目的とする中空糸膜の性能、物性、品質により適宜設定されるが、本発明においては15〜50重量%が好ましい。
【0027】
セルロースアセテート系ポリマーまたはポリスルホン系ポリマーに対する溶媒としては、N−メチル−2−ピロリドン、ジメチルアセトアミド、ジメチルホルムアミド、ジメチルスルホキシドなどが挙げられるが、セルロース系ポリマーやポリスルホン系ポリマーの凝固および相分離のコントロールのしやすさ、作業安全性、廃棄処理の観点からN−メチル−2−ピロリドン、ジメチルアセトアミドを用いるのが好ましい。
【0028】
また、紡糸原液に非溶媒を添加する場合には、グリセリン、エチレングリコール、トリエチレングリコール、ポリエチレングリコール等が好ましく用いられるが、溶媒との相溶性や洗浄除去性、安全性の観点からトリエチレングリコール、ポリエチレングリコールがより好ましい。ポリエチレングリコールは分子量200、400のものを用いるのが、室温で液体であり取り扱い性に優れる点でより好ましい。さらに、紡糸原液には、公知の酸化防止剤や微孔形成剤などの添加剤を必要に応じて加えることができる。紡糸原液中の溶媒/非溶媒の重量比は紡糸原液の安定性が高まることや均質膜構造を得やすいことなどから97/3〜40/60とするのが好ましい。90/10〜50/50がより好ましく、80/20〜60/40がさらに好ましい。
【0029】
本発明の方法では、芯液は紡糸原液に対して不活性なものを使用する。不活性なものとは、紡糸原液を凝固も溶解もしない流体である。不活性な液体としては、ノナン、デカン、ウンデカン、ドデカン、流動パラフィン、ミリスチン酸イソプロピルなどが挙げられ、不活性な気体としては、窒素、アルゴンなどが挙げられるが、これらに特に限定されるものではない。芯液として紡糸原液ポリマー素材に対して不活性な流体を用いると、中空糸膜の構造は、均一な構造を取りやすく、乾燥時に表面張力の影響を受け、膜構造が変化しやすいので、本発明を好適に適用することができる。芯液として活性のある液体を用いると、得られる中空糸膜は中空膜内側に緻密層を有する不均一構造となりやすく、また中空部の液体を乾燥する必要があり、乾燥に時間を要するので、本発明を適用しても十分な乾燥が得られないことがある。
【0030】
本発明の方法では、中空糸膜の細孔内にグリセリンを付与するために、洗浄工程で溶媒等を除去した中空糸膜を、グリセリン溶液で満たしたグリセリン槽に浸漬させる。グリセリンを膜中に含まない場合は、乾燥時に中空糸膜中に細孔を保護する物質がないので、表面張力の影響で、乾燥中に中空糸膜が収縮しやすく、体積保持率を0.50〜0.95の範囲とすることが困難な場合がある。
【0031】
中空糸膜を浸漬させるグリセリン溶液のグリセリン濃度や温度は、中空糸膜の細孔の大きさや数、分布状態によって適宜設定する必要があるが、15〜90重量%のグリセリン水溶液を30〜80℃に加熱したものが好ましい。グリセリン濃度が低過ぎると、中空糸膜細孔内への含浸性は高まるが乾燥によって細孔が収縮するため、所期の膜特性を得られない可能性がある。従って、グリセリン濃度は18重量%以上がより好ましく、21重量%以上がさらに好ましい。また、グリセリン濃度が高過ぎると、細孔径の保持効果は高まるが、粘度が高まるため細孔内への含浸性が低下することがある。また、グリセリン水溶液の粘度を低下させるためには温度を上げれば良いが、そうするとグリセリン自体が熱酸化されたり、中空糸膜にダメージを与えたりする可能性がある。従って、グリセリン濃度は87重量%以下がより好ましく、84重量%以下がさらに好ましい。
【0032】
本発明の方法で得られる中空糸膜の膜内部は実質的に均一構造である。膜内部が不均一構造である場合には、上述のように乾燥時の表面張力の影響を受けず、本発明を適用しなくても、体積保持率が高く保たれることがある。なお、膜内部が実質的に均一構造であるとは、2000倍の電子顕微鏡で膜断面を観察する場合に、膜断面に明らかに認められるフィンガーライク構造や網目構造などの組織が観察されない(つまり、孔が観察されない)ことを意味する。このような、均一構造の膜は、分離特性上種々のメリットを有する一方で、乾燥時の水分蒸発、除去時に表面張力の影響を受け、膜および膜細孔が収縮しやすいというデメリットがあるので、本発明の方法を特に好適に採用できる。
【実施例】
【0033】
本発明の方法の効果を実施例によって示すが、本発明はこれらに限定されるものではない。なお、この実施例中で測定した特性値は以下の方法で評価した。
【0034】
(ドライヤーの乾燥空気温度)
ドライヤー内の乾燥空気導入口と導出口の中間部あたりに温度検知端を設置し、これにより検知された温度を乾燥空気温度とした。
【0035】
(1錘あたりのドライヤーの乾燥空気の送風量)
ドライヤーに乾燥空気を供給するダクト内にオリフィス流量計と温度検知端を設置し、前後の圧力損失と温度より、供給するドライヤー送風量を求め、ドライヤーで乾燥する中空糸膜の本数から1錘あたりのドライヤー送風量を求めた。
【0036】
(露点)
ドライヤー内の乾燥空気導入口と導出口の中間部分に露点計を設置し、露点を計測した。
【0037】
(1錘あたりの乾燥空気の可溶解水分量)
乾燥空気温度よりその温度での飽和水蒸気量と、露点から乾燥空気中の実水分量を求め、飽和水蒸気量から実水分量を引き、乾燥空気の可溶解水分量を求め、ドライヤー送風量と錘数から1錘あたりの乾燥空気の可溶解水分量を求めた。
【0038】
(1錘あたりの未乾燥中空糸膜中の水分量)
乾燥工程に入る直前の中空糸膜を1分間分採取し、採取時の重量を記録しておく。記録後、サンプルを105℃の定温乾燥機内に2時間静置する。サンプルを乾燥機から取り出したら、すばやく乾燥雰囲気下のデシケータ内に移動し40〜60分放冷する。放冷後すばやくサンプルの重量を測り、1錘あたりの未乾燥中空糸膜の水分量を求める。
未乾燥中空糸膜中の水分量[g/秒]=(乾燥前重量−乾燥後重量)/60/錘数
【0039】
(体積保持率)
中空糸膜の体積保持率は乾燥後の中空糸膜断面積の測定値/乾燥前の中空糸膜断面積の測定値から求める。
ここで、中空糸膜断面のサンプルは以下のようにして得ることができる。紡糸後の中空糸膜を厚さ2mmのスライドガラスの中央に開けられたφ1mmの孔に適当数通し、スライドガラス上下面で剃刀によりカットし、中空部を露出させた断面サンプルを得る。得られたサンプルは投影機(Nikon−12A)を用いて、視野内の任意の10サンプルを無作為に抽出し、各中空糸膜断面内側の短径と長径をそれぞれ測定し、その算術平均値を中空糸膜1個の内径とする。同様にして各中空糸膜断面外側の短径と長径をそれぞれ測定し、その算術平均値を中空糸膜1個の外径とする。さらに10サンプルの平均値をもってそれぞれ中空糸膜内径、外径とする。このように定義した中空糸膜の内径、外径から以下の式により中空糸膜の断面積を求める。
中空糸膜の断面積[m2]=π×((外径/2)2−(内径/2)2)
【0040】
(透水性)
血液浄化器の血液出口部回路(圧力測定点よりも出口側)を鉗子で挟んで封止した。37℃に保温した純水を加圧タンクに入れ、レギュレーターにより圧力を制御しながら、37℃恒温槽で保温した血液浄化器の血液流路側へ純水を送り、透析液側から流出した濾液量を測定する。膜間圧力差(TMP)は
TMP=(Pi+Po)/2
とする。ここでPiは透析器入口側圧力、Poは透析器出口側圧力である。TMPを4点変化させ濾過流量を測定し、それらの関係の傾きから血液浄化器の透水性(mL/hr/mmHg)を算出する。このときTMPと濾過流量の相関係数は0.999以上であることが必要である。また、回路による圧力損失誤差を少なくするために、TMPは100mmHg以下の範囲で測定する。中空糸膜の透水性は膜面積と血液浄化器の透水性から算出する。
UFR(H)=UFR(D)/A
ここでUFR(H)は中空糸膜の透水性(mL/m2/hr/mmHg)、UFR(D)は血液浄化器の透水性(mL/hr/mmHg)、Aは血液浄化器の膜面積(m2)である。
【0041】
(モジュール歩留まり)
モジュールケースに充填率が50%前後になるように中空糸膜を充填し、端部をウレタン樹脂で接着する。樹脂が硬化した後、端部を切断し、中空部を開孔させる。このようにして得られたモジュールを用いて、リークテストを行う。モジュールを100本作製した際に、リーク不良を起こさなかった割合(%)を求めた。
【0042】
(実施例1)
セルローストリアセテート(CTA)(ダイセル化学社製)16.20重量%、N−メチルピロリドン(三菱化学社製)58.66重量%、トリエチレングリコール(三井化学社製)25.14重量%を150℃で溶解して紡糸原液を得た。120℃に加温した二重管ノズルの中心孔から芯液として流動パラフィンを吐出し、同時に紡糸原液を外側スリットから吐出させてエアギャップを通過させた後、40℃の水を満たした凝固槽で凝固させた。その後、洗浄槽で水洗して溶媒等を除去し、膜構造を安定化させた後、65℃、70重量%のグリセリン水溶液を満たしたグリセリン槽を通過させ、表1に示す条件で図1に記載の構造のドライヤーで乾燥した後、紡糸速度75m/分でボビンに巻き上げた。その後、ボビンを70℃で20時間熱処理を行って中空糸膜を得た。
【0043】
(実施例2〜7)
表1に記載のようにドライヤーの乾燥空気温度、1錘あたりの乾燥空気の可溶解水分量B、1錘あたりのドライヤーの乾燥空気の送風量C、乾燥時間、紡糸速度、1錘あたりの未乾燥中空糸膜中の水分量Aのいずれかを変更した以外は、実施例1と同様にして中空糸膜を得た。
【0044】
(実施例8)
セルローストリアセテート(CTA)(ダイセル化学社製)33.00重量%、N−メチルピロリドン(三菱化学社製)46.90重量%、トリエチレングリコール(三井化学社製)20.10重量%を110℃で溶解して紡糸原液を得た。140℃に加温した二重管ノズルの中心孔から芯液として流動パラフィンを吐出し、同時に紡糸原液を外側スリットから吐出させてエアギャップを通過させた後、20℃の水を満たした凝固槽で凝固させた。その後、洗浄槽で水洗して溶媒等を除去し、膜構造を安定化させた後、40℃、40重量%のグリセリン水溶液を満たしたグリセリン槽を通過させ、表1に示す条件で図1に記載の構造のドライヤーで乾燥した後、紡糸速度75m/分でボビンに巻き上げた。その後、ボビンを70℃で20時間熱処理を行って中空糸膜を得た。
【0045】
(実施例9)
ポリエーテルスルホン(PES)(住友化学社製)48.50重量%、ポリビニルピロリドン(BASF社製)2.70重量%、N−メチルピロリドン(三菱化学社製)29.80重量%、トリエチレングリコール(三井化学社製)19.00重量%を160℃で溶解して紡糸原液を得た。160℃に加温した二重管ノズルの中心孔から芯液として流動パラフィンを吐出し、同時に紡糸原液を外側スリットから吐出させてエアギャップを通過させた後、12℃の水を満たした凝固槽で凝固させた。その後、洗浄槽で水洗して溶媒等を除去し、膜構造を安定化させた後、65℃、48重量%のグリセリン水溶液を満たしたグリセリン槽を通過させ、表1に示す条件で図1に記載の構造のドライヤーで乾燥した後、紡糸速度75m/分でボビンに巻き上げた。その後、ボビンを70℃で20時間熱処理を行って中空糸膜を得た。
【0046】
(比較例1〜2)
表1に記載のようにドライヤーの乾燥空気温度、1錘あたりの乾燥空気の可溶解水分量B、1錘あたりのドライヤーの乾燥空気の送風量Cを変更した以外は、実施例1と同様にして中空糸膜を得た。
【0047】
【0048】
【0049】
【0050】
表1の結果から明らかなように、実施例1〜9で得られた中空糸膜は、体積保持率、モジュール歩留りの評価項目に関して優れるのに対して、比較例1〜2で得られた中空糸膜は、前記評価項目のいずれかで劣った結果だった。
【産業上の利用可能性】
【0051】
本発明の方法によれば、セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを素材とし、グリセリンを細孔内に付与した均一構造の薄膜の中空糸膜の製造方法において、効率的に、かつ高い構造安定性を保持して中空糸膜を乾燥させる方法を提供することができる。
【特許請求の範囲】
【請求項1】
セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを含む紡糸原液と、前記ポリマーに対して不活性な芯液とを二重管状ノズルから同時に吐出した後、凝固槽に浸漬し、凝固槽から引き上げた中空糸膜を洗浄し、グリセリン槽に浸漬し、ドライヤーで乾燥する工程を含む、膜厚10〜30μmの中空糸膜の製造方法において、前記乾燥工程が、以下の式を満足する条件で40〜110℃の乾燥空気をドライヤー中へ送風し、ドライヤーの乾燥空気中に3〜30秒間中空糸膜を通過させることによって行われることを特徴とする方法:
3.0<B×C/A<15.0
式中、Aは乾燥工程に入る直前の単位時間当たりの未乾燥中空糸膜中の水分量(g/秒)であり、Bは乾燥空気の可溶解水分量(g/m3)であり、Cは乾燥空気の送風量(m3/秒)である。
【請求項2】
乾燥空気の可溶解水分量Bが24〜794g/m3であり、乾燥空気の送風量Cが0.0005〜0.01m3/秒であることを特徴とする請求項1に記載の方法。
【請求項3】
中空糸膜の紡糸速度が20〜300m/分であることを特徴とする請求項1または2に記載の方法。
【請求項4】
乾燥前後の中空糸膜の体積保持率が0.50〜0.95であることを特徴とする請求項1〜3のいずれかに記載の方法。
【請求項1】
セルロースアセテート系ポリマーまたはポリスルホン系ポリマーを含む紡糸原液と、前記ポリマーに対して不活性な芯液とを二重管状ノズルから同時に吐出した後、凝固槽に浸漬し、凝固槽から引き上げた中空糸膜を洗浄し、グリセリン槽に浸漬し、ドライヤーで乾燥する工程を含む、膜厚10〜30μmの中空糸膜の製造方法において、前記乾燥工程が、以下の式を満足する条件で40〜110℃の乾燥空気をドライヤー中へ送風し、ドライヤーの乾燥空気中に3〜30秒間中空糸膜を通過させることによって行われることを特徴とする方法:
3.0<B×C/A<15.0
式中、Aは乾燥工程に入る直前の単位時間当たりの未乾燥中空糸膜中の水分量(g/秒)であり、Bは乾燥空気の可溶解水分量(g/m3)であり、Cは乾燥空気の送風量(m3/秒)である。
【請求項2】
乾燥空気の可溶解水分量Bが24〜794g/m3であり、乾燥空気の送風量Cが0.0005〜0.01m3/秒であることを特徴とする請求項1に記載の方法。
【請求項3】
中空糸膜の紡糸速度が20〜300m/分であることを特徴とする請求項1または2に記載の方法。
【請求項4】
乾燥前後の中空糸膜の体積保持率が0.50〜0.95であることを特徴とする請求項1〜3のいずれかに記載の方法。
【図1】

【公開番号】特開2011−56458(P2011−56458A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−211338(P2009−211338)
【出願日】平成21年9月14日(2009.9.14)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月14日(2009.9.14)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]