
中空糸膜モジュールの補修方法及び中空糸膜モジュール
【課題】中空糸膜に生じたリーク部を安定して補修でき、かつ補修後の処理効率の低下を抑制できる中空糸膜モジュールの補修方法、及び該補修方法で補修した中空糸膜モジュールの提供を目的とする。
【解決手段】中空糸膜モジュールが有する中空糸膜11に生じたリーク部30を補修する方法であって、中空糸膜11のリーク部30の膜内に補修剤40を充填し、リーク部30を塞いだ状態で補修剤40を硬化させる補修工程を有する、中空糸膜モジュールの補修方法。また、該補修方法で補修した中空糸膜モジュール。
【解決手段】中空糸膜モジュールが有する中空糸膜11に生じたリーク部30を補修する方法であって、中空糸膜11のリーク部30の膜内に補修剤40を充填し、リーク部30を塞いだ状態で補修剤40を硬化させる補修工程を有する、中空糸膜モジュールの補修方法。また、該補修方法で補修した中空糸膜モジュール。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空糸膜モジュールの補修方法及び中空糸膜モジュールに関する。
【背景技術】
【0002】
下水処理、浄水処理、再生水の精製等においては、濾過手段として中空糸膜モジュールが広く使用されている。特に膜濾過設備の大型化が必要な用途においては、浸漬型中空糸膜モジュールと呼ばれる、中空糸膜の両端が集水管にポッティング材で接着固定され、該中空糸膜の接着固定部分以外の部分が露出した状態で被処理水に浸漬するタイプのモジュールが使用されている。
【0003】
このような中空糸膜モジュールにおいては、濾過中に被処理水に含まれる異物等によって中空糸膜の表面が傷付き、その部分にリーク部(被処理水が濾過水側に漏れ込んでしまう部分。)が生じることがある。このような中空糸膜のリーク部を補修する方法としては、例えば、下記の方法(i)及び(ii)が知られている。
(i)リーク部が生じた中空糸膜の開口端に紫外線硬化型樹脂を充填して硬化させ、該中空糸膜の開口端を塞ぐ方法(特許文献1)。
(ii)リーク部が生じた中空糸膜の開口端にホットメルト樹脂を充填して硬化させ、該中空糸膜の開口端を塞ぐ方法(特許文献2)。
つまり、前記方法(i)及び(ii)は、いずれもリーク部が生じた中空糸膜の開口端を塞いで、該中空糸膜を濾過に使用しないようにする補修方法である。
【0004】
また、濾過中は、ポッティング材による接着固定部分の被処理水側の端面近傍で中空糸膜に大きな破断応力が加わり、その部分で中空糸膜にリーク部が生じることがある。このようなリーク部を補修する方法としては、下記の方法(iii)が知られている。
(iii)ポッティング材による接着固定部分の被処理水側の中空糸膜の外周部に、リーク部を覆うように液状の水性フッ素系ゴムを供給して固形化させる方法(特許文献3)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−136253号公報
【特許文献2】特開平5−168875号公報
【特許文献3】特開2003−93850号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、前記方法(i)〜(iii)では、補修後に、モジュールにおける中空糸膜の濾過面積が大きく減少するため、処理効率が低下する問題がある。
【0007】
本発明は、中空糸膜に生じたリーク部を安定して補修でき、かつ補修後の処理効率の低下を抑制できる中空糸膜モジュールの補修方法、及び該補修方法で補修した中空糸膜モジュールの提供を目的とする。
【課題を解決するための手段】
【0008】
本発明の中空糸膜モジュールの補修方法は、中空糸膜モジュールが有する中空糸膜に生じたリーク部を補修する方法であって、
前記中空糸膜のリーク部の膜内に硬化性の補修剤を充填し、前記リーク部を塞いだ状態で前記補修剤を硬化させる補修工程を有する方法である。
前記中空糸膜モジュールは、複数本の中空糸膜が集束され、その一方又は両方の端部が開口した状態で、両端がポッティング材により集水管に接着固定されている浸漬型モジュールであることが好ましい。
前記補修剤は、注射針から前記中空糸膜のリーク部の膜内に注入して充填することが好ましい。
また、前記中空糸膜のリーク部の膜内に前記補修剤を充填した後、該中空糸膜にバブルポイント以下の圧力で気体を圧入し、前記補修剤をリーク部に凝集させた状態で硬化させることが好ましい。
前記注射針の外径は、1mm以下であることが好ましい。
前記補修剤は、エポキシ樹脂であることが好ましい。
前記補修剤の硬化前の粘度は、500〜20000mPa・sであることが好ましい。
本発明の中空糸膜モジュールは、本発明の補修方法により補修された中空糸膜モジュールである。
【発明の効果】
【0009】
本発明の中空糸膜モジュールの補修方法によれば、中空糸膜に生じたリーク部を安定して補修でき、かつ補修後の処理効率の低下を抑制できる。
本発明の中空糸膜モジュールは、本発明の補修方法によって中空糸膜に生じたリーク部が安定して補修されており、かつ補修後の処理効率の低下も抑制されている。
【図面の簡単な説明】
【0010】
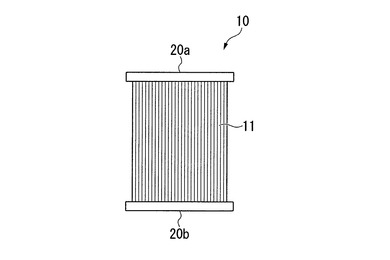
【図1】本発明の中空糸膜モジュールの一例を示した正面図である。
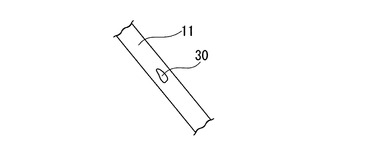
【図2】中空糸膜のリーク部を模式的に示した斜視図である。
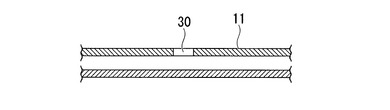
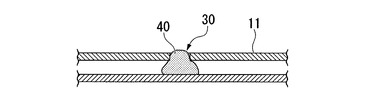
【図3】図2の中空糸膜を膜の長さ方向に沿って切断したときの断面図である。
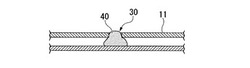
【図4】中空糸膜のリーク部の膜内に補修剤を充填した様子を示した断面図である。
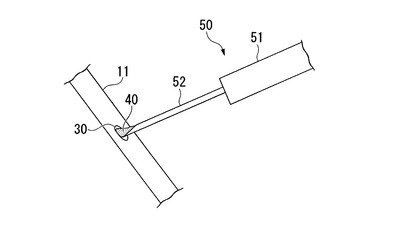
【図5】中空糸膜のリーク部の膜内に補修剤を注入する様子を示した斜視図である。
【発明を実施するための形態】
【0011】
(中空糸膜モジュール)
図1は、本発明の補修方法で補修される中空糸膜モジュールの一例を示す正面図である。
中空糸膜モジュール10は、シート状に配列された複数本の中空糸膜11と、中空糸膜11の長さ方向の両端部に設けられた2本の集水管20a,20bからなる集水部とを備え、全体として平たい矩形の形状を有している。各々の中空糸膜11の両端部は、開口した状態でポッティング材により集水管20a,20b内に着脱不能に接着固定され、中空糸膜11の中空部と集水管20a,20b内の流路が連通している。
なお、中空糸膜11の端部は、両端が開口端であることが好ましいが、一方のみが開口端で、他方の端部が封止されていてもよい。
【0012】
図1に示される中空糸膜モジュール10は、浸漬型膜モジュールと呼ばれ、これを被処理水に浸漬し、吸引濾過することにより、水を膜の外側から内側に透過させ、集水管20a,20bの備える端面のうちの少なくとも1箇所に形成された取水口(図示略)から、濾過水を得るものである。
【0013】
中空糸膜11の分画レベルは、精密ろ過膜(MF)、限外濾過膜(UF)、ナノろ過膜(NF)等のいずれのレベルであってもよく、濾過の対象等に応じて、孔径、空孔率、膜厚、外径等が適宜決定される。例えば、有機物やウイルスの除去を目的とする中空糸膜の場合は、限外濾過膜、なかでも膜分画分子量が数万から数十万の中空糸膜を用いることが好ましい。また、中空糸膜11の外径としては、例えば0.1〜10mmであり、好ましくは0.5〜5mmである。
【0014】
中空糸膜11の材質としては、中空糸膜状に成形可能な材質であれば制限はなく、例えばセルロース系、ポリオレフィン系、ポリビニールアルコール系、ポリスルホン系、ポリアクリロニトリル系、フッ素系等の樹脂が挙げられる。具体的には、ポリエチレン、ポリプロピレン、ポリフッ化ビニリデン、ポリ四フッ化エチレン、ポリスルホン等が挙げられる。
【0015】
これらのなかでは、耐薬品性に優れる樹脂を選択することが好ましく、特にフッ素系樹脂が好適である。フッ素系樹脂のなかでも、中空糸膜とする際の賦形性と耐薬品性等から、ポリフッ化ビニリデン(PVDF)がより好ましい。ポリフッ化ビニリデンとしては、フッ化ビニリデンのホモポリマーの他、フッ化ビニリデンと共重合可能な単量体をフッ化ビニリデンに共重合させた共重合体が挙げられる。フッ化ビニリデンと共重合可能な単量体としては、例えばフッ化ビニル、四フッ化エチレン、三フッ化エチレン、ヘキサフルオロプロピレン等が挙げられ、1種以上を使用できる。
【0016】
中空糸膜11は、長期使用における膜破断防止等のため、その内部に、中空状の支持体を備えるものであってもよい。支持体としては、中空状のモノフィラメント糸、編紐、又は組紐等が挙げられる。
【0017】
中空糸膜11を集水管20a,20b内に固定するためのポッティング材としては、ポリウレタン樹脂、エポキシ樹脂等の熱硬化性樹脂が好適に用いられる。ポッティング材により、中空糸膜11の内側と外側とが集水管20a,20b内において隔離される。
【0018】
集水管20a,20bの材質としては、機械的強度及び耐久性を有するものであればよく、例えばポリカーボネート、ポリスルホン、ポリプロピレン、アクリル樹脂、ABS樹脂、変性PPE樹脂、PPS樹脂、耐腐蝕性金属等が例示され、ポッティング材との接着性が良いものを選択することが好ましい。
【0019】
図1の例のように、全体として平たい矩形の形状を有する浸漬型の中空糸膜モジュールとしては、例えば、ゼノン・エンバイロメント(株)のZeeweed500d、三菱レイヨン(株)のSADF2580等が挙げられる。このような中空糸膜モジュール10は、平たい矩形の形状を有するため、被処理水中に浸漬した際の集積度や洗浄性に優れる。
また、その集水部は、集水管20a,20bが中空糸膜11の両端部に着脱不能に固定された形態であるため、耐圧性が優れるとともに、構成がシンプルであって集積度の点で好ましい。
【0020】
なお、中空糸膜モジュールの構成、形状としては、図示例のものに限定されず、被処理水槽の大きさ、被処理水に含まれる処理成分の性状、洗浄性等に鑑みて、適宜選択される。例えば集水管としては、軸方向に垂直な断面が矩形である管に限定されず、断面が円形(円環状)の管等も挙げられる。また、図1では、いわゆる浸漬型の膜モジュールを例として示している。
【0021】
このような中空糸膜モジュール10においては、その使用中に、被処理水に含まれる異物により中空糸膜11の表面が傷付く等して、ピンホールや破れが生じ、その部分が図2及び図3に示すようなリーク部30となることがある。リーク部とは、このように中空糸膜の内側と外側との隔離が不完全になり、被処理水が濾過水側に漏れ込んでしまう部分のことを言う。
【0022】
(補修方法)
以下、本発明の中空糸膜モジュールの補修方法の一例として、中空糸膜モジュール10の中空糸膜11に生じたリーク部30の補修方法について説明する。中空糸膜モジュール10の補修方法としては、例えば、下記のリーク検査工程、補修工程及び補修確認工程を有する方法が挙げられる。
リーク検出工程:リーク検査を行って中空糸膜11に生じたリーク部30を検出する。
補修工程:図4に示すように、中空糸膜11のリーク部30の膜内に硬化性の補修剤40(以下、単に「補修剤40」という。)を充填し、リーク部30を塞いだ状態で補修剤40を硬化させる。
補修確認工程:前記補修工程後に、再度リーク検査を行ってリーク部30が補修されていることを確認する。
【0023】
リーク検査工程:
リーク部30を検出するリーク検査方法としては、微粒子を用いた検査方法や、いわゆる吸引法等が挙げられる。なかでも、中空糸膜モジュール10を水又は水溶液の中に浸漬した状態で、この中空糸膜モジュール10に対して、中空糸膜モジュール10の濾過方向の逆方向に気体を圧入して、気泡の発生箇所からリーク部30の位置を特定する方法が好ましい。具体的には、中空糸膜モジュール10をエタノール水溶液等の有機溶剤水溶液に浸漬し、その状態で気体を圧入する方法や、中空糸膜モジュール10をエタノール水溶液に浸漬して膜表面を親水化し、親水化された中空糸膜モジュール10を一旦取り出し、水の入った水槽に浸漬しなおし、その状態で気体を圧入する方法がある(例えば特開2001−205056号公報参照。)。また、有機溶剤水溶液に代えて、界面活性剤水溶液を用いる場合もある。
このような加圧気体を用いたリーク検査方法は、検出感度が高く、広く採用されている。
【0024】
なお、図示例の中空糸膜モジュール10は、集水管20a,20bが中空糸膜11の両端部に着脱不能に固定され、中空糸膜11の端面を露出させることができない形態である。この形態の中空糸膜モジュール10について、加圧気体を用いてリーク検査を行う場合には、集水管20a,20b側から中空糸膜11に気体を圧入して、中空糸膜11からの気泡の発生箇所を特定する方法、すなわち、濾過方向の逆方向に気体を圧入する方法が好適に採用される。
【0025】
補修工程:
中空糸膜モジュール10の中空糸膜11内の水を排出させ、図5に示すように、シリンジ51及びシリンジ51の先端に取り付けられた注射針52を有する注射器50を用い、注射針52を中空糸膜11のリーク部30内に挿入し、シリンジ51内に収容した補修剤40を注射針52から、中空糸膜11のリーク部30の膜内に注入して充填し、図4に示すように、リーク部30を塞いだ状態で補修剤40を硬化させる。
本発明の補修方法では、このように、中空糸膜11のリーク部30の膜内に補修剤40を充填して、リーク部30を補修剤40で塞ぐことで補修する。そのため、リーク部30が生じた中空糸膜11の開口端を塞がずに、リーク部30から被処理液が濾過水に漏れ込むことを防ぐことができるので、中空糸膜11におけるリーク部30の両側の膜部分は補修後も濾過に利用できる。よって、補修後の処理効率の低下が抑制される。
また、リーク部30に補修剤40を塗布して硬化させることでリーク部30を塞いで補修することも考えられるが、この方法を試みたところ、補修箇所の耐久性が充分に得られなかった。これに対し、本発明の補修方法は、リーク部30の膜内に補修剤40を充填して硬化させることでリーク部30を塞ぐので、補修剤40の硬化物がリーク部30から脱離し難く、補修した中空糸膜11を補修後に濾過に利用しても補修箇所の耐久性が充分に得られる。
【0026】
注射針52の外径は、注射針52をリーク部30に挿入したときに、中空糸膜11が裂けてリーク部30がより大きくなることを抑制しやすいことから、1mm(19G)以下が好ましい。また、注射針52の外径は、注射針52の内径が充分に確保されて補修剤40の注入が容易になることから、0.5mm(25G)以上が好ましい。
なお、括弧内は、注射針の太さを表すG(ゲージ)という単位を用いて外径を示したものであり、数字が大きいほど外径が細くなる。
【0027】
補修剤40としては、中空糸膜のリーク部の補修が可能な硬化性の補修剤であればよく、熱硬化型接着剤(例えば、アクリル系接着剤、エポキシ系接着剤、オキセタン系接着剤等。)、湿気硬化型接着剤(例えば、ウレタン系接着剤、シリコーン系接着剤、変成シリコーン系接着剤、シアノアクリレート系瞬間接着剤等。)、紫外線硬化型接着剤(例えば、アクリル系、シアノアクリレート系等。)、ホットメルト樹脂、エポキシ樹脂等が挙げられる。
【0028】
補修剤40として、紫外線によってのみ硬化する紫外線硬化型樹脂やホットメルト樹脂を使用する場合は、リーク部30が乾燥していないとこれらの補修剤がリーク部30に良好に付着しないため、補修時の前処理としてリーク部30の乾燥が不可欠となる。そのため、補修前に乾燥しなくてもよくなることから、熱硬化型接着剤、湿気硬化型接着剤、エポキシ樹脂が好ましい。
補修前の乾燥が不要であると、乾燥に要する時間を削減できるだけでなく、乾燥により中空糸膜が湿熱収縮を起こして有効膜面積が変動することを回避できる。また、中空糸膜を一旦乾燥させてしまうと、リーク部の補修後にリーク部が確実に閉塞されたかどうかを確認する補修確認工程や、中空糸膜モジュールを被処理水中に戻す時に、中空糸膜を再度親水化させる必要が生じ、時間や手間がかかる。これに対して、補修前に乾燥しない場合には、再度親水化させる作業が不要となり、時間も手間も削減できる。また、乾燥と親水化を繰り返すことによる中空糸膜の湿熱収縮による形状変化も回避できる。さらに、補修前に乾燥が不要であると、乾燥設備のある施設まで中空糸膜モジュール10を移動させる必要がなく、その使用現場、すなわち浄水場や下水処理場等で、速やかに補修することができる。これによりリーク部30の補修に伴う作業に要する時間、手間を大幅に削減でき、現場での作業効率が格段に向上する。
補修剤40としては、ポッティング材と同種の補修剤がより好ましい。また、耐水性に優れることから、エポキシ樹脂が特に好ましい。
【0029】
中空糸膜11の内部での流動性が高くなりすぎず、リーク部30を補修剤40で塞ぐことが容易になることから、補修剤40の硬化前の粘度は、500mPa・s以上が好ましく、1000mPa・s以上がより好ましい。また、中空糸膜11のリーク部30の膜内への注入が容易になることから、補修剤40の硬化前の粘度は、20000mPa・s以下が好ましく、10000mPa・s以下がより好ましい。
【0030】
中空糸膜11のリーク部30の膜内に補修剤40を充填した後は、該中空糸膜11にバブルポイント以下の圧力で気体を圧入して、補修剤40をリーク部30に凝集させた状態で硬化させることが好ましい。これにより、リーク部30の膜内に注入した補修剤40が中空糸膜11の開口端側に流動することを抑制できるので、補修後の濾過面積の減少がより小さくなり、補修後の処理効率の低下をより抑制できる。また、補修剤40がリーク部30の膜内に凝集することで、リーク部30がより安定して塞がれるので、より確実にリーク部30を補修することができる。
気体を圧入する方向は、中空糸膜11の開口端側から膜の長さ方向の中央に向かう方向、すなわち、被処理水を加圧して中空糸膜11の外側から内側に水を透過させて濾過水を得る場合の濾過方向と反対方向が好ましい。中空糸膜11の両端が開口端となっている場合は、中空糸膜11の両方の開口端側から気体を圧入する。
なお、前記バブルポイントとは、中空糸膜11に開口端側から気体を圧入したときに、リーク部30から気泡が発生する最低圧力である。
【0031】
中空糸膜11内に気体を圧入する際の圧力は、10〜100kPaが好ましい。前記圧力が下限値以上であれば、補修剤40がリーク部30の膜内で凝集しやすい。また、前記圧力が上限値以下であれば、リーク部30の膜内に注入した補修剤40がリーク部30から放出されることを抑制しやすい。
【0032】
補修剤40の硬化は、補修剤40の種類に応じて適宜行えばよい。例えば、補修剤40が湿気硬化型接着剤であれば、中空糸膜11のリーク部30の膜内に充填したときに、中空糸膜11中の水分により硬化反応が進行する。また、補修剤40が熱硬化型接着剤であれば、リーク部30の膜内に充填した後に熱硬化型接着剤の種類に応じた温度で加熱することで硬化反応が進行する。
【0033】
補修確認工程:
補修工程で補修した中空糸膜モジュール10に対してリーク検査を行い、リーク部30が補修できているかどうかを確認する。
補修確認工程におけるリーク検査は、前記リーク検査工程と同様にして行える。
【0034】
以上説明した本発明の補修方法によれば、中空糸膜に生じたリーク部の膜内に補修剤を充填して硬化させることでリーク部を補修することができ、かつ補修後の処理効率の低下も抑制できる。また、補修箇所の耐久性が充分に得られる。
なお、本発明の補修方法は、前記した方法には限定されない。例えば、補修方法において、補修剤を注入する際に注射針を使用しなくてもよい。また、注射針を使用する場合でも、例えば補修剤がカートリッジ型であるとき等は、カートリッジに注射針を装着して補修剤の注入を行ってもよい。
また、リーク検査工程、補修確認工程の一方又は両方を行わない方法であってもよい。
【0035】
本発明の中空糸膜モジュールは、前述した本発明の補修方法によってリーク部を補修した中空糸膜モジュールであり、補修前に比べて処理効率の低下が抑制されており、補修箇所の耐久性にも優れている。
【実施例】
【0036】
以下、実施例によって本発明を詳細に説明するが、本発明は以下の記載によっては限定されない。
[実施例1]
PET(ポリエチレンテレフタレート)繊維を編むことにより中空状に加工し、その表面にPVDF(ポリフッ化ビニリデン)多孔質部を形成した多孔質中空糸膜(三菱レイヨン(株)製、内径1000μm、外径2800μm)を多数本備え、これらの中空糸膜が露出している状態の浸漬型の中空糸膜モジュールについて、以下のようにして、リーク検査工程、補修工程及び補修確認工程を行った。
【0037】
リーク検査工程:
上述の中空糸膜モジュールを親水化溶液(日信化学工業(株)製、オルフィンEXP4036、0.3wt%水溶液:表面張力25.8mN/m)に10分間浸漬後、一旦取り出し、水の入った水槽に浸漬しなおし、その状態で、中空糸膜モジュールの中空糸膜に対して内側から加圧空気を100kPaで注入し、リーク検査を実施した。
中空糸膜から気泡が発生した箇所をリーク部としてマーキングした後、中空糸膜モジュール内部の水を排出させ、リーク部とその周囲の液滴を水が滴下しない程度にウェスペーパーでぬぐった。
補修工程:
補修剤として、カートリッジ型の二液硬化エポキシ接着剤(Henkel製 E−30CL)を使用し、そのカートリッジの先端に外径0.8mm(21G)の注射針(テルモ製)を取り付け、該注射針をリーク部に挿入し、中空糸膜のリーク部の膜内に補修剤を3mL注入して充填し、硬化させた。
補修確認工程:
硬化後、前記リーク検査工程と同様にしてリーク検査を行い、リーク部が補修されていることを確認したところ、気泡の発生はなく、リーク部が補修されていることが確認された。
【0038】
前記補修方法により補修した後の中空糸膜モジュールを用いて、水中で1000時間の濾過運転を行い、その後、再度リーク検査を実施したが、補修したリーク部からの気泡の発生はなく、補修箇所は優れた耐久性を有していた。
【0039】
[実施例2]
実施例1と同様にしてリーク検査を実施し、気泡として検出されたリーク部にマーキングを行い、モジュール内部の水を排出した後、濾過方向と逆方向にバブルポイント以下の20kPaで乾燥空気を圧入して中空糸膜を乾燥させた。
次いで、実施例1と同様にして中空糸膜のリーク部の膜内に補修剤を注入して充填し、濾過方向と逆方向にバブルポイント以下の20kPaで乾燥空気を5分間圧入しながら補修剤を硬化させた。
次いで、実施例1と同様にしてリーク検査を行い、リーク部が補修されていることを確認したところ、気泡の発生はなく、リーク部が補修されていることが確認された。
【0040】
前記補修方法により補修した後の中空糸膜モジュールを用いて、水中で1000時間の濾過運転を行い、その後、再度リーク検査を実施したが、補修したリーク部からの気泡の発生はなく、補修箇所は優れた耐久性を有していた。
【0041】
[比較例1]
実施例1と同様にしてリーク検査工程を実施した後、補修工程において、補修剤である二液硬化エポキシ接着剤(Henkel製 E−30CL)をリーク部周辺の表面に塗布し、硬化させることでリーク部を塞いで補修を行った。次いで、実施例1と同様にして補修確認工程を実施したところ気泡の発生はなく、リーク部が補修されていることが確認された。
前記補修方法により補修した後の中空糸膜モジュールを用いて、水中で1000時間の濾過運転を行い、その後、再度リーク検査を実施したところ、気泡が発生し、濾過運転中に補修箇所の一部が剥離したことが確認された。
【符号の説明】
【0042】
10 中空糸膜モジュール
11 中空糸膜
20a,20b 集水管
30 リーク部
40 補修剤
50 注射器
51 シリンジ
52 注射針
【技術分野】
【0001】
本発明は、中空糸膜モジュールの補修方法及び中空糸膜モジュールに関する。
【背景技術】
【0002】
下水処理、浄水処理、再生水の精製等においては、濾過手段として中空糸膜モジュールが広く使用されている。特に膜濾過設備の大型化が必要な用途においては、浸漬型中空糸膜モジュールと呼ばれる、中空糸膜の両端が集水管にポッティング材で接着固定され、該中空糸膜の接着固定部分以外の部分が露出した状態で被処理水に浸漬するタイプのモジュールが使用されている。
【0003】
このような中空糸膜モジュールにおいては、濾過中に被処理水に含まれる異物等によって中空糸膜の表面が傷付き、その部分にリーク部(被処理水が濾過水側に漏れ込んでしまう部分。)が生じることがある。このような中空糸膜のリーク部を補修する方法としては、例えば、下記の方法(i)及び(ii)が知られている。
(i)リーク部が生じた中空糸膜の開口端に紫外線硬化型樹脂を充填して硬化させ、該中空糸膜の開口端を塞ぐ方法(特許文献1)。
(ii)リーク部が生じた中空糸膜の開口端にホットメルト樹脂を充填して硬化させ、該中空糸膜の開口端を塞ぐ方法(特許文献2)。
つまり、前記方法(i)及び(ii)は、いずれもリーク部が生じた中空糸膜の開口端を塞いで、該中空糸膜を濾過に使用しないようにする補修方法である。
【0004】
また、濾過中は、ポッティング材による接着固定部分の被処理水側の端面近傍で中空糸膜に大きな破断応力が加わり、その部分で中空糸膜にリーク部が生じることがある。このようなリーク部を補修する方法としては、下記の方法(iii)が知られている。
(iii)ポッティング材による接着固定部分の被処理水側の中空糸膜の外周部に、リーク部を覆うように液状の水性フッ素系ゴムを供給して固形化させる方法(特許文献3)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平7−136253号公報
【特許文献2】特開平5−168875号公報
【特許文献3】特開2003−93850号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、前記方法(i)〜(iii)では、補修後に、モジュールにおける中空糸膜の濾過面積が大きく減少するため、処理効率が低下する問題がある。
【0007】
本発明は、中空糸膜に生じたリーク部を安定して補修でき、かつ補修後の処理効率の低下を抑制できる中空糸膜モジュールの補修方法、及び該補修方法で補修した中空糸膜モジュールの提供を目的とする。
【課題を解決するための手段】
【0008】
本発明の中空糸膜モジュールの補修方法は、中空糸膜モジュールが有する中空糸膜に生じたリーク部を補修する方法であって、
前記中空糸膜のリーク部の膜内に硬化性の補修剤を充填し、前記リーク部を塞いだ状態で前記補修剤を硬化させる補修工程を有する方法である。
前記中空糸膜モジュールは、複数本の中空糸膜が集束され、その一方又は両方の端部が開口した状態で、両端がポッティング材により集水管に接着固定されている浸漬型モジュールであることが好ましい。
前記補修剤は、注射針から前記中空糸膜のリーク部の膜内に注入して充填することが好ましい。
また、前記中空糸膜のリーク部の膜内に前記補修剤を充填した後、該中空糸膜にバブルポイント以下の圧力で気体を圧入し、前記補修剤をリーク部に凝集させた状態で硬化させることが好ましい。
前記注射針の外径は、1mm以下であることが好ましい。
前記補修剤は、エポキシ樹脂であることが好ましい。
前記補修剤の硬化前の粘度は、500〜20000mPa・sであることが好ましい。
本発明の中空糸膜モジュールは、本発明の補修方法により補修された中空糸膜モジュールである。
【発明の効果】
【0009】
本発明の中空糸膜モジュールの補修方法によれば、中空糸膜に生じたリーク部を安定して補修でき、かつ補修後の処理効率の低下を抑制できる。
本発明の中空糸膜モジュールは、本発明の補修方法によって中空糸膜に生じたリーク部が安定して補修されており、かつ補修後の処理効率の低下も抑制されている。
【図面の簡単な説明】
【0010】
【図1】本発明の中空糸膜モジュールの一例を示した正面図である。
【図2】中空糸膜のリーク部を模式的に示した斜視図である。
【図3】図2の中空糸膜を膜の長さ方向に沿って切断したときの断面図である。
【図4】中空糸膜のリーク部の膜内に補修剤を充填した様子を示した断面図である。
【図5】中空糸膜のリーク部の膜内に補修剤を注入する様子を示した斜視図である。
【発明を実施するための形態】
【0011】
(中空糸膜モジュール)
図1は、本発明の補修方法で補修される中空糸膜モジュールの一例を示す正面図である。
中空糸膜モジュール10は、シート状に配列された複数本の中空糸膜11と、中空糸膜11の長さ方向の両端部に設けられた2本の集水管20a,20bからなる集水部とを備え、全体として平たい矩形の形状を有している。各々の中空糸膜11の両端部は、開口した状態でポッティング材により集水管20a,20b内に着脱不能に接着固定され、中空糸膜11の中空部と集水管20a,20b内の流路が連通している。
なお、中空糸膜11の端部は、両端が開口端であることが好ましいが、一方のみが開口端で、他方の端部が封止されていてもよい。
【0012】
図1に示される中空糸膜モジュール10は、浸漬型膜モジュールと呼ばれ、これを被処理水に浸漬し、吸引濾過することにより、水を膜の外側から内側に透過させ、集水管20a,20bの備える端面のうちの少なくとも1箇所に形成された取水口(図示略)から、濾過水を得るものである。
【0013】
中空糸膜11の分画レベルは、精密ろ過膜(MF)、限外濾過膜(UF)、ナノろ過膜(NF)等のいずれのレベルであってもよく、濾過の対象等に応じて、孔径、空孔率、膜厚、外径等が適宜決定される。例えば、有機物やウイルスの除去を目的とする中空糸膜の場合は、限外濾過膜、なかでも膜分画分子量が数万から数十万の中空糸膜を用いることが好ましい。また、中空糸膜11の外径としては、例えば0.1〜10mmであり、好ましくは0.5〜5mmである。
【0014】
中空糸膜11の材質としては、中空糸膜状に成形可能な材質であれば制限はなく、例えばセルロース系、ポリオレフィン系、ポリビニールアルコール系、ポリスルホン系、ポリアクリロニトリル系、フッ素系等の樹脂が挙げられる。具体的には、ポリエチレン、ポリプロピレン、ポリフッ化ビニリデン、ポリ四フッ化エチレン、ポリスルホン等が挙げられる。
【0015】
これらのなかでは、耐薬品性に優れる樹脂を選択することが好ましく、特にフッ素系樹脂が好適である。フッ素系樹脂のなかでも、中空糸膜とする際の賦形性と耐薬品性等から、ポリフッ化ビニリデン(PVDF)がより好ましい。ポリフッ化ビニリデンとしては、フッ化ビニリデンのホモポリマーの他、フッ化ビニリデンと共重合可能な単量体をフッ化ビニリデンに共重合させた共重合体が挙げられる。フッ化ビニリデンと共重合可能な単量体としては、例えばフッ化ビニル、四フッ化エチレン、三フッ化エチレン、ヘキサフルオロプロピレン等が挙げられ、1種以上を使用できる。
【0016】
中空糸膜11は、長期使用における膜破断防止等のため、その内部に、中空状の支持体を備えるものであってもよい。支持体としては、中空状のモノフィラメント糸、編紐、又は組紐等が挙げられる。
【0017】
中空糸膜11を集水管20a,20b内に固定するためのポッティング材としては、ポリウレタン樹脂、エポキシ樹脂等の熱硬化性樹脂が好適に用いられる。ポッティング材により、中空糸膜11の内側と外側とが集水管20a,20b内において隔離される。
【0018】
集水管20a,20bの材質としては、機械的強度及び耐久性を有するものであればよく、例えばポリカーボネート、ポリスルホン、ポリプロピレン、アクリル樹脂、ABS樹脂、変性PPE樹脂、PPS樹脂、耐腐蝕性金属等が例示され、ポッティング材との接着性が良いものを選択することが好ましい。
【0019】
図1の例のように、全体として平たい矩形の形状を有する浸漬型の中空糸膜モジュールとしては、例えば、ゼノン・エンバイロメント(株)のZeeweed500d、三菱レイヨン(株)のSADF2580等が挙げられる。このような中空糸膜モジュール10は、平たい矩形の形状を有するため、被処理水中に浸漬した際の集積度や洗浄性に優れる。
また、その集水部は、集水管20a,20bが中空糸膜11の両端部に着脱不能に固定された形態であるため、耐圧性が優れるとともに、構成がシンプルであって集積度の点で好ましい。
【0020】
なお、中空糸膜モジュールの構成、形状としては、図示例のものに限定されず、被処理水槽の大きさ、被処理水に含まれる処理成分の性状、洗浄性等に鑑みて、適宜選択される。例えば集水管としては、軸方向に垂直な断面が矩形である管に限定されず、断面が円形(円環状)の管等も挙げられる。また、図1では、いわゆる浸漬型の膜モジュールを例として示している。
【0021】
このような中空糸膜モジュール10においては、その使用中に、被処理水に含まれる異物により中空糸膜11の表面が傷付く等して、ピンホールや破れが生じ、その部分が図2及び図3に示すようなリーク部30となることがある。リーク部とは、このように中空糸膜の内側と外側との隔離が不完全になり、被処理水が濾過水側に漏れ込んでしまう部分のことを言う。
【0022】
(補修方法)
以下、本発明の中空糸膜モジュールの補修方法の一例として、中空糸膜モジュール10の中空糸膜11に生じたリーク部30の補修方法について説明する。中空糸膜モジュール10の補修方法としては、例えば、下記のリーク検査工程、補修工程及び補修確認工程を有する方法が挙げられる。
リーク検出工程:リーク検査を行って中空糸膜11に生じたリーク部30を検出する。
補修工程:図4に示すように、中空糸膜11のリーク部30の膜内に硬化性の補修剤40(以下、単に「補修剤40」という。)を充填し、リーク部30を塞いだ状態で補修剤40を硬化させる。
補修確認工程:前記補修工程後に、再度リーク検査を行ってリーク部30が補修されていることを確認する。
【0023】
リーク検査工程:
リーク部30を検出するリーク検査方法としては、微粒子を用いた検査方法や、いわゆる吸引法等が挙げられる。なかでも、中空糸膜モジュール10を水又は水溶液の中に浸漬した状態で、この中空糸膜モジュール10に対して、中空糸膜モジュール10の濾過方向の逆方向に気体を圧入して、気泡の発生箇所からリーク部30の位置を特定する方法が好ましい。具体的には、中空糸膜モジュール10をエタノール水溶液等の有機溶剤水溶液に浸漬し、その状態で気体を圧入する方法や、中空糸膜モジュール10をエタノール水溶液に浸漬して膜表面を親水化し、親水化された中空糸膜モジュール10を一旦取り出し、水の入った水槽に浸漬しなおし、その状態で気体を圧入する方法がある(例えば特開2001−205056号公報参照。)。また、有機溶剤水溶液に代えて、界面活性剤水溶液を用いる場合もある。
このような加圧気体を用いたリーク検査方法は、検出感度が高く、広く採用されている。
【0024】
なお、図示例の中空糸膜モジュール10は、集水管20a,20bが中空糸膜11の両端部に着脱不能に固定され、中空糸膜11の端面を露出させることができない形態である。この形態の中空糸膜モジュール10について、加圧気体を用いてリーク検査を行う場合には、集水管20a,20b側から中空糸膜11に気体を圧入して、中空糸膜11からの気泡の発生箇所を特定する方法、すなわち、濾過方向の逆方向に気体を圧入する方法が好適に採用される。
【0025】
補修工程:
中空糸膜モジュール10の中空糸膜11内の水を排出させ、図5に示すように、シリンジ51及びシリンジ51の先端に取り付けられた注射針52を有する注射器50を用い、注射針52を中空糸膜11のリーク部30内に挿入し、シリンジ51内に収容した補修剤40を注射針52から、中空糸膜11のリーク部30の膜内に注入して充填し、図4に示すように、リーク部30を塞いだ状態で補修剤40を硬化させる。
本発明の補修方法では、このように、中空糸膜11のリーク部30の膜内に補修剤40を充填して、リーク部30を補修剤40で塞ぐことで補修する。そのため、リーク部30が生じた中空糸膜11の開口端を塞がずに、リーク部30から被処理液が濾過水に漏れ込むことを防ぐことができるので、中空糸膜11におけるリーク部30の両側の膜部分は補修後も濾過に利用できる。よって、補修後の処理効率の低下が抑制される。
また、リーク部30に補修剤40を塗布して硬化させることでリーク部30を塞いで補修することも考えられるが、この方法を試みたところ、補修箇所の耐久性が充分に得られなかった。これに対し、本発明の補修方法は、リーク部30の膜内に補修剤40を充填して硬化させることでリーク部30を塞ぐので、補修剤40の硬化物がリーク部30から脱離し難く、補修した中空糸膜11を補修後に濾過に利用しても補修箇所の耐久性が充分に得られる。
【0026】
注射針52の外径は、注射針52をリーク部30に挿入したときに、中空糸膜11が裂けてリーク部30がより大きくなることを抑制しやすいことから、1mm(19G)以下が好ましい。また、注射針52の外径は、注射針52の内径が充分に確保されて補修剤40の注入が容易になることから、0.5mm(25G)以上が好ましい。
なお、括弧内は、注射針の太さを表すG(ゲージ)という単位を用いて外径を示したものであり、数字が大きいほど外径が細くなる。
【0027】
補修剤40としては、中空糸膜のリーク部の補修が可能な硬化性の補修剤であればよく、熱硬化型接着剤(例えば、アクリル系接着剤、エポキシ系接着剤、オキセタン系接着剤等。)、湿気硬化型接着剤(例えば、ウレタン系接着剤、シリコーン系接着剤、変成シリコーン系接着剤、シアノアクリレート系瞬間接着剤等。)、紫外線硬化型接着剤(例えば、アクリル系、シアノアクリレート系等。)、ホットメルト樹脂、エポキシ樹脂等が挙げられる。
【0028】
補修剤40として、紫外線によってのみ硬化する紫外線硬化型樹脂やホットメルト樹脂を使用する場合は、リーク部30が乾燥していないとこれらの補修剤がリーク部30に良好に付着しないため、補修時の前処理としてリーク部30の乾燥が不可欠となる。そのため、補修前に乾燥しなくてもよくなることから、熱硬化型接着剤、湿気硬化型接着剤、エポキシ樹脂が好ましい。
補修前の乾燥が不要であると、乾燥に要する時間を削減できるだけでなく、乾燥により中空糸膜が湿熱収縮を起こして有効膜面積が変動することを回避できる。また、中空糸膜を一旦乾燥させてしまうと、リーク部の補修後にリーク部が確実に閉塞されたかどうかを確認する補修確認工程や、中空糸膜モジュールを被処理水中に戻す時に、中空糸膜を再度親水化させる必要が生じ、時間や手間がかかる。これに対して、補修前に乾燥しない場合には、再度親水化させる作業が不要となり、時間も手間も削減できる。また、乾燥と親水化を繰り返すことによる中空糸膜の湿熱収縮による形状変化も回避できる。さらに、補修前に乾燥が不要であると、乾燥設備のある施設まで中空糸膜モジュール10を移動させる必要がなく、その使用現場、すなわち浄水場や下水処理場等で、速やかに補修することができる。これによりリーク部30の補修に伴う作業に要する時間、手間を大幅に削減でき、現場での作業効率が格段に向上する。
補修剤40としては、ポッティング材と同種の補修剤がより好ましい。また、耐水性に優れることから、エポキシ樹脂が特に好ましい。
【0029】
中空糸膜11の内部での流動性が高くなりすぎず、リーク部30を補修剤40で塞ぐことが容易になることから、補修剤40の硬化前の粘度は、500mPa・s以上が好ましく、1000mPa・s以上がより好ましい。また、中空糸膜11のリーク部30の膜内への注入が容易になることから、補修剤40の硬化前の粘度は、20000mPa・s以下が好ましく、10000mPa・s以下がより好ましい。
【0030】
中空糸膜11のリーク部30の膜内に補修剤40を充填した後は、該中空糸膜11にバブルポイント以下の圧力で気体を圧入して、補修剤40をリーク部30に凝集させた状態で硬化させることが好ましい。これにより、リーク部30の膜内に注入した補修剤40が中空糸膜11の開口端側に流動することを抑制できるので、補修後の濾過面積の減少がより小さくなり、補修後の処理効率の低下をより抑制できる。また、補修剤40がリーク部30の膜内に凝集することで、リーク部30がより安定して塞がれるので、より確実にリーク部30を補修することができる。
気体を圧入する方向は、中空糸膜11の開口端側から膜の長さ方向の中央に向かう方向、すなわち、被処理水を加圧して中空糸膜11の外側から内側に水を透過させて濾過水を得る場合の濾過方向と反対方向が好ましい。中空糸膜11の両端が開口端となっている場合は、中空糸膜11の両方の開口端側から気体を圧入する。
なお、前記バブルポイントとは、中空糸膜11に開口端側から気体を圧入したときに、リーク部30から気泡が発生する最低圧力である。
【0031】
中空糸膜11内に気体を圧入する際の圧力は、10〜100kPaが好ましい。前記圧力が下限値以上であれば、補修剤40がリーク部30の膜内で凝集しやすい。また、前記圧力が上限値以下であれば、リーク部30の膜内に注入した補修剤40がリーク部30から放出されることを抑制しやすい。
【0032】
補修剤40の硬化は、補修剤40の種類に応じて適宜行えばよい。例えば、補修剤40が湿気硬化型接着剤であれば、中空糸膜11のリーク部30の膜内に充填したときに、中空糸膜11中の水分により硬化反応が進行する。また、補修剤40が熱硬化型接着剤であれば、リーク部30の膜内に充填した後に熱硬化型接着剤の種類に応じた温度で加熱することで硬化反応が進行する。
【0033】
補修確認工程:
補修工程で補修した中空糸膜モジュール10に対してリーク検査を行い、リーク部30が補修できているかどうかを確認する。
補修確認工程におけるリーク検査は、前記リーク検査工程と同様にして行える。
【0034】
以上説明した本発明の補修方法によれば、中空糸膜に生じたリーク部の膜内に補修剤を充填して硬化させることでリーク部を補修することができ、かつ補修後の処理効率の低下も抑制できる。また、補修箇所の耐久性が充分に得られる。
なお、本発明の補修方法は、前記した方法には限定されない。例えば、補修方法において、補修剤を注入する際に注射針を使用しなくてもよい。また、注射針を使用する場合でも、例えば補修剤がカートリッジ型であるとき等は、カートリッジに注射針を装着して補修剤の注入を行ってもよい。
また、リーク検査工程、補修確認工程の一方又は両方を行わない方法であってもよい。
【0035】
本発明の中空糸膜モジュールは、前述した本発明の補修方法によってリーク部を補修した中空糸膜モジュールであり、補修前に比べて処理効率の低下が抑制されており、補修箇所の耐久性にも優れている。
【実施例】
【0036】
以下、実施例によって本発明を詳細に説明するが、本発明は以下の記載によっては限定されない。
[実施例1]
PET(ポリエチレンテレフタレート)繊維を編むことにより中空状に加工し、その表面にPVDF(ポリフッ化ビニリデン)多孔質部を形成した多孔質中空糸膜(三菱レイヨン(株)製、内径1000μm、外径2800μm)を多数本備え、これらの中空糸膜が露出している状態の浸漬型の中空糸膜モジュールについて、以下のようにして、リーク検査工程、補修工程及び補修確認工程を行った。
【0037】
リーク検査工程:
上述の中空糸膜モジュールを親水化溶液(日信化学工業(株)製、オルフィンEXP4036、0.3wt%水溶液:表面張力25.8mN/m)に10分間浸漬後、一旦取り出し、水の入った水槽に浸漬しなおし、その状態で、中空糸膜モジュールの中空糸膜に対して内側から加圧空気を100kPaで注入し、リーク検査を実施した。
中空糸膜から気泡が発生した箇所をリーク部としてマーキングした後、中空糸膜モジュール内部の水を排出させ、リーク部とその周囲の液滴を水が滴下しない程度にウェスペーパーでぬぐった。
補修工程:
補修剤として、カートリッジ型の二液硬化エポキシ接着剤(Henkel製 E−30CL)を使用し、そのカートリッジの先端に外径0.8mm(21G)の注射針(テルモ製)を取り付け、該注射針をリーク部に挿入し、中空糸膜のリーク部の膜内に補修剤を3mL注入して充填し、硬化させた。
補修確認工程:
硬化後、前記リーク検査工程と同様にしてリーク検査を行い、リーク部が補修されていることを確認したところ、気泡の発生はなく、リーク部が補修されていることが確認された。
【0038】
前記補修方法により補修した後の中空糸膜モジュールを用いて、水中で1000時間の濾過運転を行い、その後、再度リーク検査を実施したが、補修したリーク部からの気泡の発生はなく、補修箇所は優れた耐久性を有していた。
【0039】
[実施例2]
実施例1と同様にしてリーク検査を実施し、気泡として検出されたリーク部にマーキングを行い、モジュール内部の水を排出した後、濾過方向と逆方向にバブルポイント以下の20kPaで乾燥空気を圧入して中空糸膜を乾燥させた。
次いで、実施例1と同様にして中空糸膜のリーク部の膜内に補修剤を注入して充填し、濾過方向と逆方向にバブルポイント以下の20kPaで乾燥空気を5分間圧入しながら補修剤を硬化させた。
次いで、実施例1と同様にしてリーク検査を行い、リーク部が補修されていることを確認したところ、気泡の発生はなく、リーク部が補修されていることが確認された。
【0040】
前記補修方法により補修した後の中空糸膜モジュールを用いて、水中で1000時間の濾過運転を行い、その後、再度リーク検査を実施したが、補修したリーク部からの気泡の発生はなく、補修箇所は優れた耐久性を有していた。
【0041】
[比較例1]
実施例1と同様にしてリーク検査工程を実施した後、補修工程において、補修剤である二液硬化エポキシ接着剤(Henkel製 E−30CL)をリーク部周辺の表面に塗布し、硬化させることでリーク部を塞いで補修を行った。次いで、実施例1と同様にして補修確認工程を実施したところ気泡の発生はなく、リーク部が補修されていることが確認された。
前記補修方法により補修した後の中空糸膜モジュールを用いて、水中で1000時間の濾過運転を行い、その後、再度リーク検査を実施したところ、気泡が発生し、濾過運転中に補修箇所の一部が剥離したことが確認された。
【符号の説明】
【0042】
10 中空糸膜モジュール
11 中空糸膜
20a,20b 集水管
30 リーク部
40 補修剤
50 注射器
51 シリンジ
52 注射針
【特許請求の範囲】
【請求項1】
中空糸膜モジュールが有する中空糸膜に生じたリーク部を補修する方法であって、
前記中空糸膜のリーク部の膜内に硬化性の補修剤を充填し、前記リーク部を塞いだ状態で前記補修剤を硬化させる補修工程を有する、中空糸膜モジュールの補修方法。
【請求項2】
前記中空糸膜モジュールが、複数本の中空糸膜が集束され、その一方又は両方の端部が開口した状態で、両端がポッティング材により集水管に接着固定されている浸漬型モジュールである、請求項1に記載の中空糸膜モジュールの補修方法。
【請求項3】
前記補修剤を、注射針から前記中空糸膜のリーク部の膜内に注入して充填する、請求項1又は2に記載の中空糸膜モジュールの補修方法。
【請求項4】
前記中空糸膜のリーク部の膜内に前記補修剤を充填した後、該中空糸膜にバブルポイント以下の圧力で気体を圧入し、前記補修剤をリーク部に凝集させた状態で硬化させる、請求項1〜3のいずれか一項に記載の中空糸膜モジュールの補修方法。
【請求項5】
前記注射針の外径が1mm以下である、請求項3に記載の中空糸膜モジュールの補修方法。
【請求項6】
前記補修剤がエポキシ樹脂である、請求項1〜5のいずれか一項に記載の中空糸膜モジュールの補修方法。
【請求項7】
前記補修剤の硬化前の粘度が500〜20000mPa・sである、請求項1〜6のいずれか一項に記載の中空糸膜モジュールの補修方法。
【請求項8】
請求項1〜7のいずれか一項に記載の方法により補修された中空糸膜モジュール。
【請求項1】
中空糸膜モジュールが有する中空糸膜に生じたリーク部を補修する方法であって、
前記中空糸膜のリーク部の膜内に硬化性の補修剤を充填し、前記リーク部を塞いだ状態で前記補修剤を硬化させる補修工程を有する、中空糸膜モジュールの補修方法。
【請求項2】
前記中空糸膜モジュールが、複数本の中空糸膜が集束され、その一方又は両方の端部が開口した状態で、両端がポッティング材により集水管に接着固定されている浸漬型モジュールである、請求項1に記載の中空糸膜モジュールの補修方法。
【請求項3】
前記補修剤を、注射針から前記中空糸膜のリーク部の膜内に注入して充填する、請求項1又は2に記載の中空糸膜モジュールの補修方法。
【請求項4】
前記中空糸膜のリーク部の膜内に前記補修剤を充填した後、該中空糸膜にバブルポイント以下の圧力で気体を圧入し、前記補修剤をリーク部に凝集させた状態で硬化させる、請求項1〜3のいずれか一項に記載の中空糸膜モジュールの補修方法。
【請求項5】
前記注射針の外径が1mm以下である、請求項3に記載の中空糸膜モジュールの補修方法。
【請求項6】
前記補修剤がエポキシ樹脂である、請求項1〜5のいずれか一項に記載の中空糸膜モジュールの補修方法。
【請求項7】
前記補修剤の硬化前の粘度が500〜20000mPa・sである、請求項1〜6のいずれか一項に記載の中空糸膜モジュールの補修方法。
【請求項8】
請求項1〜7のいずれか一項に記載の方法により補修された中空糸膜モジュール。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−66870(P2013−66870A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−208961(P2011−208961)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]