
中空糸膜モジュールの製造方法
【課題】大掛かりな装置が不要で、かつ、封止部形成時に中空糸膜の端末処理が不要であるとともに、作業性よく所望の厚み及び封止樹脂部を得られ、封止面の乱れもなく封止ができる中空糸膜モジュールの製造方法を提供する。
【解決手段】溶融温度が、中空糸膜の分解温度または溶融温度以下である熱可塑性を有する封止樹脂からなる線条材2が、中空糸膜11aに巻回して中空糸膜11aに一体化されて形成された封止樹脂部12aを備えた多数の封止樹脂部付き中空糸膜1を、封止樹脂部12a同士が密着するように束ねた状態で、容器本体3a内に挿入し、線条材2を溶融させて各中空糸膜11a間及び中空糸膜11aと容器本体3aとの間に溶融した封止樹脂を充満させたのち、硬化させるようにした。
【解決手段】溶融温度が、中空糸膜の分解温度または溶融温度以下である熱可塑性を有する封止樹脂からなる線条材2が、中空糸膜11aに巻回して中空糸膜11aに一体化されて形成された封止樹脂部12aを備えた多数の封止樹脂部付き中空糸膜1を、封止樹脂部12a同士が密着するように束ねた状態で、容器本体3a内に挿入し、線条材2を溶融させて各中空糸膜11a間及び中空糸膜11aと容器本体3aとの間に溶融した封止樹脂を充満させたのち、硬化させるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空糸膜モジュールの製造方法に関する。
【背景技術】
【0002】
通常、逆浸透膜、限外濾過膜、精密濾過膜、気体分離膜、透析膜等に代表される樹脂性中空糸膜を利用した分離装置は、複数本の中空糸膜を束ねた状態で液出入口を備えた容器(ハウジング内)に収容してモジュール化を行なう必要がある。
このような中空糸膜モジュールは、モジュール化時に複数本の中空糸膜を筒状をした容器本体内に収容するとともに、束の端部で、各中空糸膜と中空糸膜との間及び中空糸膜と容器本体との隙間に封止材(ポッティング材)を充填して、封止部を形成し、モジュールの液入口と液出口との間を封止するとともに、この封止部によって中空糸膜同士を結束した状態にしている。
【0003】
また、中空糸膜モジュールの製造に用いられる封止法(ポッティング法)としては、重力によって封止材を流し込む静置法や遠心力を利用して封止材をモジュール端部に充填する遠心成形法が多用されている。
静置法は簡便な方法であるが、中空糸膜の隙間にポッティング材が十分に行き渡らない,いわゆる不浸透が生じやすいため、中空糸膜の本数が多く、隣接する中空糸膜との隙間が狭い場合などは静置法では対応できない場合がある。一方、遠心成形法を用いると、中空糸膜のわずかな隙間にも封止材が十分に充填され、中空糸膜を理想的に固定,シールすることができるが、遠心装置などが必要でその製造装置が大掛かりなものとなり、製造コストがかかる。
また、従来の静置法や遠心成形法においては、封止時に中空糸膜内に封止材が入り込まないように中空糸膜の端末処理をしておき、封止完了後に封止材とともに端末処理部を切除するなどしなければならず、作業が煩雑であるという問題もある。
【0004】
一方、上記静置法や遠心成形法の問題を解消する方法として、モジュールを構成する各中空糸膜の端部に封止樹脂部となるチューブを外嵌しておき、束にした複数の中空糸膜のチューブの部分をプレス型によって加圧加熱してチューブを溶融させて、モジュールの封止部形状に成形する方法(特許文献1参照)や、モジュールを構成する各中空糸膜の端部に封止材からなるチューブを外嵌したり、テープを巻回したのち、束にした複数の中空糸膜のチューブあるいはテープを溶融させて中空糸膜の端部を結束して結束体としたのち、この結束体を容器本体内に挿入し、結束部を容器本体の内壁面に接着固定する方法(特許文献2参照)が提案されている。
すなわち、上記特許文献の方法では、予め各中空糸膜の端部にチューブを外嵌あるいはテープを巻回して封止樹脂部を形成しておき、この封止樹脂部を加熱溶融させるようになっているので、各中空糸膜間に確実に封止材が入り込んだ状態の封止部を確実に得ることができるとともに、中空糸膜周囲のチューブあるいはテープのみを溶融するだけであるので、中空糸膜の端末処理も必要がない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3299323号公報
【特許文献2】特開平07‐47241号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記のチューブを中空糸膜に外嵌させる方法の場合、チューブと中空糸膜との間に隙間を設けないように、チューブの内径と中空糸膜の外径とをほぼ同じにすると、チューブの装着作業が非常に難しく現実的でない。一方、チューブ内径を中空糸膜の外径より少し大きなものにしておくと、上記問題はないが、チューブの位置決めや芯合わせ作業が難しいとともに、チューブと中空糸膜との間に隙間が生じるため、チューブを溶融してもチューブ近傍に空気が噛みこんだ状態で残ってしまうおそれがある。そこで、特許文献1の方法では、プレス型で、チューブを加熱加圧しているが、かかる方法では、空気の噛み込みの問題はなくなるかもしれないが、熱可塑性樹脂製の中空糸膜などでは加圧成形時に圧力によって中空糸膜が潰れてしまうおそれがある。
他方、テープを巻く方法では、封止樹脂部の幅及び厚みをした1枚のテープを中空糸膜に巻回しているため、テープ端部の突き合わせが難しく作業性が悪いという問題があるとともに、得ようとする封止樹脂部の厚みが厚い場合、テープの厚みも厚くなり、巻回が難しい。
【0007】
本発明は、上記事情に鑑みて、大掛かりな装置が不要で、かつ、封止部形成時に中空糸膜の端末処理が不要であるとともに、作業性よく所望の厚み及び封止樹脂部を得られ、封止面の乱れもなく封止ができる中空糸膜モジュールの製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明にかかる中空糸膜モジュールの製造方法は、液入口と液出口とを有する容器と、この容器に収容された複数の中空糸膜と、中空糸膜の端部で中空糸膜間及び中空糸膜と容器本体との間に気密及び液密に封止材が充填されて形成されて、容器内を液入口側と、液出口側とに仕切る封止部と備える中空糸膜モジュールの製造方法であって、溶融温度が、中空糸膜の分解温度または溶融温度以下である熱可塑性を有する封止樹脂からなる線条材が、中空糸膜に巻回されるとともに、中空糸膜に一体化されて形成された封止樹脂部を備えた多数の封止樹脂部付き中空糸膜を、前記封止樹脂部同士が密着するように束ねた状態で、前記線条材を溶融させて多数の中空糸膜間に溶融した前記封止樹脂を充満させたのち、硬化させて多数の中空糸膜を結束する結束工程を備えていることを特徴としている。
【0009】
本発明の製造方法において、封止樹脂部付き中空糸膜を得る方法としては、特に限定されないが、例えば、以下の(1)〜(4)のような方法が挙げられる。
(1)製造する中空糸膜モジュールに適合する長さに切断された中空糸膜の両端部外周面の封止樹脂部を設ける位置に接着剤を塗布するともに、この接着剤塗布部に線条材を巻回する方法。
(2)製造する中空糸膜モジュールに適合する長さに切断された中空糸膜の両端部外周面の封止樹脂部を設ける位置に接着剤が塗布された線条材を巻回する方法。
(3)長尺中空糸膜の長手方向に間欠的に接着剤を塗布するともに、この接着剤塗布部に線条材を巻回して封止樹脂部の長さ以上の長さの封止樹脂部形成部を長尺中空糸膜に間欠的に形成したのち、封止樹脂部形成部を備えた長尺中空糸膜を切断して封止樹脂部付き中空糸膜を得る方法。
(4)接着剤が塗布された線条材を、長尺中空糸膜の長手方向に間欠的に巻回して封止樹脂部の長さ以上の長さの封止樹脂部形成部を長尺中空糸膜に間欠的に形成したのち、封止樹脂部形成部を備えた長尺中空糸膜を切断して封止樹脂部付き中空糸膜を得る方法。
【0010】
上記接着剤としては、線条材を中空糸膜の表面に固定するとともに、封止の邪魔にならなければ、特に限定されないが、例えば、中空糸膜が塩化ビニル系樹脂で形成され、線状材が塩化ビニル系熱可塑性樹脂で形成されている場合、塩化ビニル系樹脂あるいはメラミン・エポキシ・フェノール系の接着層あるいは接着剤が挙げられる。
なお、例えば、中空糸膜が、オレフィン系樹脂製のものの場合、上記のように線条材を中空糸膜に接着固定する代わりに、中空糸膜と加熱溶融で一体化しやすいオレフィン系樹脂からなる線条材を用い、線条材の表面を加熱溶融しながら中空糸膜の周囲に巻き付けて線条材を融着することも可能である。
【0011】
また、本発明の製造方法において、結束工程は、容器本体内で行っても、容器本体外で予め行っても構わない。
結束工程において、線条材を溶融させる方法としては、特に限定されないが、例えば、加熱溶融する方法、線条材が塩化ビニル系樹脂などの場合、溶剤で溶融する方法が挙げられる。
加熱溶融する方法において、加熱方法としては、特に限定されないが、例えば、ヒーターで直接加熱する方法、超音波振動を付与して隣接する封止樹脂部付き中空糸膜の封止樹脂部同士をこすり合わせ封止樹脂部を構成する線条材を溶融する方法、線条材を構成する樹脂中に鉄粉等の導体粉を混入しておき、電磁誘導加熱によって線条材を加熱溶融する方法、あるいは、これらを併用した方法等が挙げられる。
【0012】
なお、結束工程を容器本体外で予め行う場合、例えば、結束工程を経て得られた多数の中空糸膜の結束体を容器本体内に挿入するとともに、容器本体と前記結束体の結束部との間に封止部を構成する樹脂を充満させることによって容器本体と一体化することができる。
容器本体と前記結束体の結束部との間に封止部を構成する樹脂を充満させる方法としては、特に限定されないが、例えば、注型法を採用することができる。
【0013】
本発明の製造方法において用いられる容器本体の材質は、特に限定されないが、例えば、特に限定されないが、塩化ビニル系樹脂、ポリカーボネート樹脂、ABS樹脂、アクリル系樹脂、ポリオレフィン系樹脂、ポリスルホン系樹脂、ポリフェニレンオキサイド系樹脂、ポリアセタール系樹脂等が挙げられ、一般的に塩化ビニル系樹脂がよく用いられる。
【0014】
本発明の製造方法において用いられる中空糸膜の材質は、特に限定されないが、例えばセルロース系樹脂、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、PMMA( ポリメタクリル酸メチル)などのアクリル系樹脂、ポリスルフォン系樹脂, フッ素系樹脂、塩化ビニル系樹脂などの樹脂やセラミックなどが挙げられ、容器本体として塩化ビニル系樹脂を用いた場合、リサイクル性を考慮すると、塩化ビニル系樹脂を用いることが好ましい。
中空糸膜となる塩化ビニル系樹脂としては、特に限定されないが、例えば、塩化ビニルと共重合可能なモノマーとの共重合体、ゴム成分をグラフト重合したもの、塩化ビニル樹脂を塩素化したものや塩化ビニル樹脂の特性を損なわない程度に他の成分をブレンドしたものを含み、塩化ビニル樹脂が主成分であるものが挙げられる。
【0015】
本発明の製造方法において用いられる線条材とは、中空糸膜の分解温度または溶融温度以下の溶融温度を有し封止部となる熱可塑性樹脂で形成され、中空糸膜に効率よく巻回できて、封止材となるものであれば特に限定されないが、熱可塑性樹脂からなる糸や細いテープ状体が挙げられる。糸としては、モノフィラメントでも撚糸でも構わない。
また、上記線条材の材質としては、中空糸膜の分解温度または溶融温度以下の溶融温度を有し、封止を行うことができれば、特に限定されないが、例えば、ポリエチレン、ポリプロピレンなどのポリオレフィン系高分子、塩化ビニル系樹脂が挙げられ、容器本体及び中空糸膜として塩化ビニル系樹脂を用いた場合、リサイクル性を考慮すると、塩化ビニル系樹脂を用いることが好ましい。
【0016】
線条材の太さは、特に限定されないが、線条材の長手方向に直交する面で切断したときの断面の面積が0.01〜0.25mm2、断面の最大幅が0.1〜0.5mm程度が好ましく、線条材が糸の場合、その外径が0.1〜0.5mm程度のものを用いることが好ましい。
【0017】
上記封止樹脂部の長さ及び厚みは、モジュールのサイズや中空糸膜と熱可塑性高分子の相性によって異なり、適宜決定されるが、例えば、中空糸膜の外径が2mm、長さが30cm程度のとき、封止樹脂部は、長さが30〜50mm程度、厚みが2〜3mm程度が一般的である。
【発明の効果】
【0018】
本発明にかかる中空糸膜モジュールの製造方法は、以上のように、溶融温度が、中空糸膜の分解温度または溶融温度以下である熱可塑性を有する封止樹脂からなる線条材が、中空糸膜に巻回されるとともに、中空糸膜に一体化されて形成された封止樹脂部を備えた多数の封止樹脂部付き中空糸膜を、前記封止樹脂部同士が密着するように束ねた状態で、前記線条材を溶融させて多数の中空糸膜間に溶融した前記封止樹脂を充満させたのち、硬化させて多数の中空糸膜を結束する結束工程を備えているので、大掛かりな装置が不要で、かつ、封止部形成時に中空糸膜の端末処理が不要であるとともに、作業性よく所望の厚み及び封止樹脂部を得られ、空気の噛み込みや封止面の乱れもなく封止ができる。
【0019】
すなわち、中空糸膜の周囲に線条材を巻き付けて封止樹脂部を形成するようになっているので、中空糸膜との間に隙間が生じないように封止樹脂部を設けることができる。そして、巻きつけた線条材を加熱溶融するだけなので、空気の噛み込みもなく、短時間で、かつ、封止面の乱れもなく封止ができる。
また、中空糸膜の周囲に設けた封止樹脂部を溶融させるだけであるので、中空糸膜の開口端までの溶融樹脂の回り込みがなく、端部処理の必要がない。
したがって、封止後に、端末処理した部分を溶融した封止材の硬化後に封止材とともにカットする必要がなく、中空糸膜と封止樹脂のロスがない。
また、中空糸膜に高分子を巻きつけて加熱溶融するだけなので、遠心成形法のような大きな設備を必要とせず、かつ、溶融した高分子がすき間なく中空糸膜とハウジングを固定するので、確実な封止ができる。
【0020】
さらに、中空糸膜と中空糸膜との間隔を狭いものにしても、中空糸膜間に必ず封止材が存在するので、静置法に比べ、中空糸膜と中空糸膜との間隔を狭くすることができ、限られた容器内のスペースで大きな膜面積をかせぐことができる。
【図面の簡単な説明】
【0021】
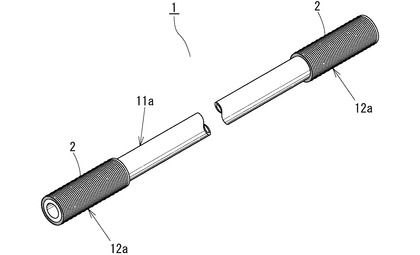
【図1】本発明にかかる中空糸膜モジュールの製造方法に用いられる封止樹脂部付き中空糸膜の1例をあらわす斜視図である。
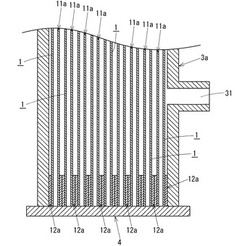
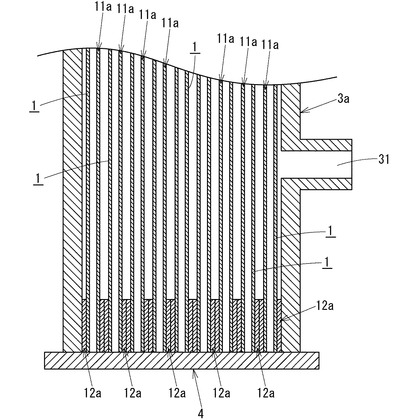
【図2】図1の封止樹脂部付き中空糸膜を容器本体に収容した状態を模式的にあらわす断面図である。
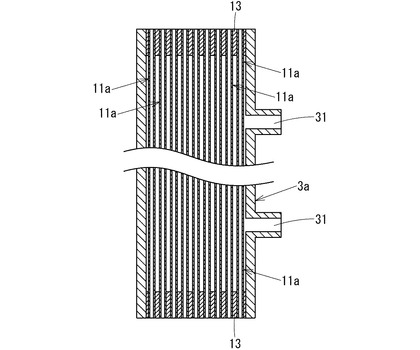
【図3】図2の封止樹脂部付き中空糸膜を溶融させて封止部を形成した状態を模式的にあらわす断面図である。
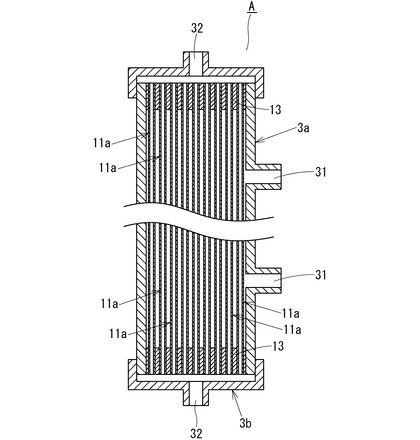
【図4】本発明にかかる中空糸膜モジュールの製造方法で得られる中空糸膜モジュールの1例を模式的にあらわす断面図である。
【図5】本発明にかかる中空糸膜モジュールの製造方法用いる封止樹脂部付き中空糸膜の製造装置の模式図である。
【図6】図5の封止樹脂部付き中空糸膜の製造装置の糸巻きつけ装置部分の拡大図である。
【発明を実施するための形態】
【0022】
以下に、本発明を、その実施の形態をあらわす図面を参照しつつ詳しく説明する。
図1〜図4は、本発明の製造方法の第1の実施の形態を工程順にあらわしている。
【0023】
この中空糸膜モジュールの製造方法は、以下に述べるようにして図4に示すような中空糸膜モジュールAを製造できるようになっている。
(1)図1に示すように、中空糸膜11aの両端部に所定長さ及び所定厚みの封止樹脂部12aが形成された封止樹脂部付き中空糸膜1を用意する。
すなわち、封止樹脂部付き中空糸膜1の封止樹脂部12aは、中空糸膜11aの周りに線条材2が巻回されるとともに接着剤を介して中空糸膜11aの外壁面に固定されることによって形成されている。
線条材2は、中空糸膜11aの分解温度または溶融温度以下の溶融温度を有する熱可塑性樹脂製の撚糸で形成されている。
(2)図2に示すように、所望本数の上記封止樹脂部付き中空糸膜1をその両端の封止樹脂部12aが隣接する他の封止樹脂部付き中空糸膜1の封止樹脂部12aと密着するとともに、その直径が得ようとするモジュールの容器本体3aの内径とほぼ同じである円柱状になるように束ねる。
なお、容器本体3aは、円筒状をしていて、その側壁面に2つの液出入口となる筒部31を備え、後で詳述する図4に示す2つのキャップ3bとともに容器3を形成するようになっているとともに、線条材2より分解温度または溶融温度が高い材料で形成されている。
(3)図2に示すように、この封止樹脂部付き中空糸膜1の束を容器本体3a内に挿入したのち、容器本体3aをその中心軸が上下方向を向くように支持するとともに、容器本体3aの下端に、束となった封止樹脂部付き中空糸膜1の下端面に当接する封止樹脂と非接着性の材料(例えば、金属)からなる蓋4を取り付ける。
(4)封止樹脂部12aを構成する線条材2を中空糸膜1及び容器本体3aが溶融しない温度範囲で加熱溶融させて中空糸膜11aと中空糸膜11aとの間、及び、中空糸膜11aと容器本体3aとの間に溶融した封止樹脂を充満させたのち、図3に示すように、溶融した封止樹脂を冷却硬化させて各中空糸膜11aをその両端部で結束するとともに、この封止樹脂によって容器本体3aの内外を封止状態にする封止部13を形成する。
(5)図4に示すように、容器本体3aの両端に液出入口となる筒部32を備えたキャップ3bを接着固定して中空糸膜モジュールAを得る。
【0024】
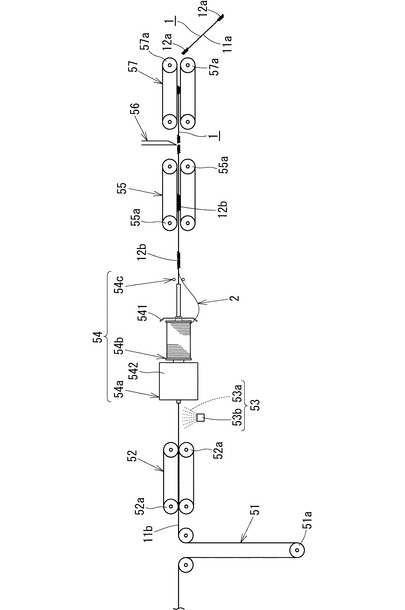
また、上記封止樹脂部付き中空糸膜1は、例えば、図5に示す封止樹脂部付き中空糸膜製造装置5を用いて製造することができる。
すなわち、封止樹脂部付き中空糸膜製造装置5は、テンション調整装置51と、第1引取り機52と、接着剤塗布装置53と、線条材巻き付け機54と、第2引取り機55と、カッター56と、第3引取り機57とを備えている。
【0025】
テンション調整装置51は、中空糸膜製造装置(図示せず)から連続的に送り出されてくる長尺中空糸膜11bをダンサーローラ51aが上下することによって長尺中空糸膜11bの第1引取り機52と第2引取り機55による引取り速度の変化による中空糸膜製造装置から連続的に送り出されてくる長尺中空糸膜11bにかかるテンションが一定になるように調整するようになっている。
第1引取り機52は、回転速度可変の2つの無端ベルト52aによってテンション調整装置51から送り出される長尺中空糸膜11bを上下から挟み込んで所望の速度で引き取るようになっている。
【0026】
接着剤塗布装置53は、図示していないが、制御装置によってオンオフ制御される電磁弁を備え、この電磁弁が開状態となることによって接着剤53aが噴霧ノズル53bから長尺中空糸膜11bの表面に噴霧され、電磁弁が閉状態になることによって接着剤53aの噴霧が停止するようになっている。
【0027】
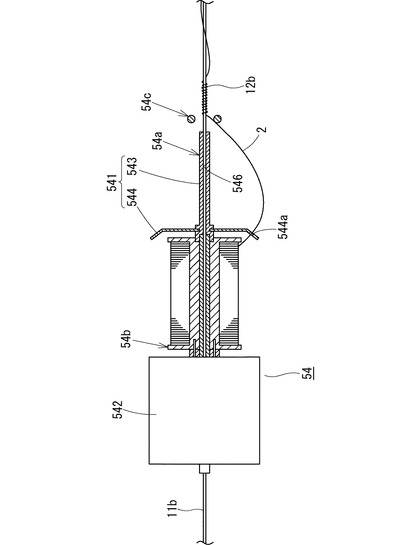
線条材巻き付け機54は、図5に示すように、接着剤塗布装置53の後方に配置され、図5及び図6に示すように、装置本体54aと、ボビン54bと、線条材ガイド54cとを備えている。
装置本体54aは、回転体541と、モーター542とを備えているとともに、その中心に長尺中空糸膜11bが通過する貫通孔546が設けられている。
【0028】
回転体541は、モーター542の駆動によって動く回転軸543と、この回転軸543に固定されて回転軸543の回転に伴って回転するフライヤー544とを備えている。
フライヤー544は、線条材2のガイド孔544aを備えている。
【0029】
モーター542は、制御装置によってその回転速度が自在に制御できるようになっている。すなわち、回転体541及びフライヤー544の回転速度が制御できるようになっている。
ボビン54bは、線条材2が巻回されているとともに、装置本体54aの回転軸543部分がその中央を貫通した状態で、回転軸543の回転に伴って回転しないように装置本体54aに装着されている。
【0030】
線条材ガイド54cは、装置本体54aの後方に設けられていて、中央を長尺中空糸膜11bが通るリング状をしている。
【0031】
そして、この線条材巻き付け機54は、ボビン54bから引き出された線条材2を、ボビンフライヤー544のガイド孔544a及び線条材ガイド54cを通り、線条材ガイド54c近傍長尺中空糸膜11bの周囲に線条材2を巻き付けるようになっている。
【0032】
第2引取り機55は、回転速度可変の2つの無端ベルト55aによって、線条材巻き付け機54を通過した後述する封止樹脂部形成部付きの長尺中空糸膜11bを引き取るようになっている。
カッター56は、第2引取り機55から送り出された封止樹脂部形成部付きの長尺中空糸膜11bを長尺中空糸膜11bの中心軸に直交する方向に切断するようになっている。
第3引取り機57は、第2引取り機55から送り出される封止樹脂部形成部付きの長尺中空糸膜11bの先端部を回転速度可変の2つの無端ベルト57aによって封止樹脂部形成部付きの長尺中空糸膜11bの第2引取り機55と第3引取り機57との間にある部分に所定のテンションをかけて、カッター56による切断が正確に行われるようにしている。
【0033】
つぎに、この封止樹脂部付き中空糸膜製造装置5の動作を詳しく説明する。
すなわち、この封止樹脂部付き中空糸膜製造装置5は、第1引取り機52及び第2引取り機55によって一定速度で長尺中空糸膜11bを連続的に引き取る。
そして、接着剤塗布装置53は、上記のように一定速度で引き取られる長尺中空糸膜11bの表面に一旦電磁弁を開放したのち、電磁弁を閉じることによって、得ようとする封止樹脂部付き中空糸膜1の封止樹脂部12aの長さの2倍の長さの接着剤塗布部を長尺中空糸膜11bの表面に得ようとする封止樹脂部付き中空糸膜1の長さと同じピッチで間欠的に設ける。
【0034】
線条材巻き付け機54は、回転体541が通常極低速で回転していて、上記接着剤塗布部の先端が線条材ガイド54cの位置に達すると、高速回転し、接着剤塗布部の後端が線条材ガイド54cの位置に達すると、再び極低速回転に戻るようにモーター542の回転駆動が制御される。
すなわち、長尺中空糸膜11bの接着剤塗布部では、ボビン54bから引き出された線条材2が、緻密に巻きつけられるとともに、接着剤によって長尺中空糸膜11b上に接着固定され、封止樹脂部形成部12bが間欠的に形成される。なお、長尺中空糸膜11bの封止樹脂部形成部12bと封止樹脂部形成部12bとの間には、長いピッチで緩く巻回され接着されない線条材部分が残る。
【0035】
一方、接着剤塗布部以外の部分では、線条材2が長いピッチで接着固定されない状態で緩く長尺中空糸膜11bに巻き付けられる。
カッター56は、封止樹脂部形成部12bの長さ方向の中間位置がカッター56の位置に達すると切断動作を行い、得られた封止樹脂部付き中空糸膜1を搬送ベルト57に受けさせて次工程に搬送する。
【0036】
なお、得られる封止樹脂部付き中空糸膜1は、封止樹脂部12aと封止樹脂部12aとの間に長いピッチで緩く巻回された線条材2が残っている。この残った線条材2は、後工程で切除する。なお、モジュールの用途によっては、残った線条材2を切除しなくても構わない。
また、封止樹脂部12aの厚みを厚くしたい場合は、長尺中空糸膜11bの引き取り方向に線条材巻き付け機54を多段に並べ、線条材2を多層に巻き付けるようにしてもよい。
【0037】
この中空糸膜モジュールAの製造方法は、上記のように、中空糸膜11aの両端部に線条材2を巻回して封止樹脂部12aを形成するようにしたので、中空糸膜11aの外周面に密着した状態の封止樹脂部12aを確実にかつ簡単に設けることができる。
そして、巻きつけた線条材2を加熱溶融するだけなので、空気の噛み込みもなく、短時間で、かつ、封止面の乱れもなく封止ができる。
【0038】
また、中空糸膜11aの周囲に設けた封止樹脂部12aを溶融させるだけであるので、中空糸膜11aの開口端までの溶融樹脂の回り込みがなく、封止にあたり、中空糸膜11aの端部を封止処理する必要がない。したがって、端末処理した部分を溶融した封止材の硬化後に封止材とともにカットする必要がなく、中空糸膜11aと封止樹脂のロスがない。
【0039】
さらに、封止樹脂部12aの厚みを薄くして、中空糸膜11aと中空糸膜11aとの間隔を狭いものにしても、中空糸膜11a間に必ず封止材が存在するので、静置法に比べ、中空糸膜11aと中空糸膜11aとの間隔を狭くすることができ、限られた容器3内のスペースで大きな膜面積をかせぐことができる。
【0040】
そして、第1引取り機52及び第2引取り機55によって連続的に引き取られる長尺中空糸膜11bに間欠的に封止樹脂部12aの2倍の長さの封止樹脂部形成部12bを形成し、この封止樹脂部形成部12bの中央部をカッター56で切断することによって連続的に封止樹脂部付き中空糸膜1を得るようにしたので、封止樹脂部付き中空糸膜1を効率よく生産することができる。
【0041】
なお、上記のようにして、得られた中空糸膜モジュールAは、内圧式、外圧式のいずれにも用いることができる。すなわち、内圧式として用いる場合は、筒部32が原液の入口となり、筒部31がろ過液の出口となる。一方、外圧式として用いる場合は、筒部31が原液の入口となり、筒部32がろ過液の出口となる。
【0042】
本発明は、上記の実施の形態に限定されない。例えば、上記の実施の形態では、中空糸膜製造装置から連続的に送り出される長尺中空糸膜に直接、封止樹脂部形成部を設けるようにしていたが、中空糸膜製造装置から連続的に送り出される長尺中空糸膜を一旦巻き取り機でボビン等に巻取り、巻き取られた長尺中空糸膜をボビン等から巻き戻しながら封止樹脂部形成部を設けるようにしても構わない。
【0043】
上記の実施の形態では、長尺中空糸膜の接着剤塗布部が線条材の巻回位置にくると、回転体が高速で回転し、接着剤塗布部が糸の巻回位置を過ぎると、極低速で回転することによって接着剤塗布部のみ密に糸が巻回されるようにしていたが、第1引取り機及び第2引取り機の引き取り速度を変化させるようにしてもよい。すなわち、回転体を一定速度で回転させておき、長尺中空糸膜の接着剤塗布部が糸の巻回位置にくる引取り速度を極低速にし、接着剤塗布部が糸の巻回位置を過ぎると、引き取り速度を高速にするようにしてもよい。
上記の実施の形態では、糸巻き付け装置が1つであったが、糸巻き付け装置を複数台長尺中空糸膜の引き取り方向に並べ、複数本の線条材を上下方向に重ねて巻きつけるようにしても構わない。
【符号の説明】
【0044】
A 中空糸膜モジュール
1 封止樹脂部付き中空糸膜
11a 中空糸膜
11b 長尺中空糸膜
12a 封止樹脂部
12b 封止樹脂部形成部
13 封止部
2 線条材
3 容器
3a 容器本体
3b キャップ
31 筒部(液出入口)
32 筒部(液出入口)
53a 接着剤
【技術分野】
【0001】
本発明は、中空糸膜モジュールの製造方法に関する。
【背景技術】
【0002】
通常、逆浸透膜、限外濾過膜、精密濾過膜、気体分離膜、透析膜等に代表される樹脂性中空糸膜を利用した分離装置は、複数本の中空糸膜を束ねた状態で液出入口を備えた容器(ハウジング内)に収容してモジュール化を行なう必要がある。
このような中空糸膜モジュールは、モジュール化時に複数本の中空糸膜を筒状をした容器本体内に収容するとともに、束の端部で、各中空糸膜と中空糸膜との間及び中空糸膜と容器本体との隙間に封止材(ポッティング材)を充填して、封止部を形成し、モジュールの液入口と液出口との間を封止するとともに、この封止部によって中空糸膜同士を結束した状態にしている。
【0003】
また、中空糸膜モジュールの製造に用いられる封止法(ポッティング法)としては、重力によって封止材を流し込む静置法や遠心力を利用して封止材をモジュール端部に充填する遠心成形法が多用されている。
静置法は簡便な方法であるが、中空糸膜の隙間にポッティング材が十分に行き渡らない,いわゆる不浸透が生じやすいため、中空糸膜の本数が多く、隣接する中空糸膜との隙間が狭い場合などは静置法では対応できない場合がある。一方、遠心成形法を用いると、中空糸膜のわずかな隙間にも封止材が十分に充填され、中空糸膜を理想的に固定,シールすることができるが、遠心装置などが必要でその製造装置が大掛かりなものとなり、製造コストがかかる。
また、従来の静置法や遠心成形法においては、封止時に中空糸膜内に封止材が入り込まないように中空糸膜の端末処理をしておき、封止完了後に封止材とともに端末処理部を切除するなどしなければならず、作業が煩雑であるという問題もある。
【0004】
一方、上記静置法や遠心成形法の問題を解消する方法として、モジュールを構成する各中空糸膜の端部に封止樹脂部となるチューブを外嵌しておき、束にした複数の中空糸膜のチューブの部分をプレス型によって加圧加熱してチューブを溶融させて、モジュールの封止部形状に成形する方法(特許文献1参照)や、モジュールを構成する各中空糸膜の端部に封止材からなるチューブを外嵌したり、テープを巻回したのち、束にした複数の中空糸膜のチューブあるいはテープを溶融させて中空糸膜の端部を結束して結束体としたのち、この結束体を容器本体内に挿入し、結束部を容器本体の内壁面に接着固定する方法(特許文献2参照)が提案されている。
すなわち、上記特許文献の方法では、予め各中空糸膜の端部にチューブを外嵌あるいはテープを巻回して封止樹脂部を形成しておき、この封止樹脂部を加熱溶融させるようになっているので、各中空糸膜間に確実に封止材が入り込んだ状態の封止部を確実に得ることができるとともに、中空糸膜周囲のチューブあるいはテープのみを溶融するだけであるので、中空糸膜の端末処理も必要がない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3299323号公報
【特許文献2】特開平07‐47241号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上記のチューブを中空糸膜に外嵌させる方法の場合、チューブと中空糸膜との間に隙間を設けないように、チューブの内径と中空糸膜の外径とをほぼ同じにすると、チューブの装着作業が非常に難しく現実的でない。一方、チューブ内径を中空糸膜の外径より少し大きなものにしておくと、上記問題はないが、チューブの位置決めや芯合わせ作業が難しいとともに、チューブと中空糸膜との間に隙間が生じるため、チューブを溶融してもチューブ近傍に空気が噛みこんだ状態で残ってしまうおそれがある。そこで、特許文献1の方法では、プレス型で、チューブを加熱加圧しているが、かかる方法では、空気の噛み込みの問題はなくなるかもしれないが、熱可塑性樹脂製の中空糸膜などでは加圧成形時に圧力によって中空糸膜が潰れてしまうおそれがある。
他方、テープを巻く方法では、封止樹脂部の幅及び厚みをした1枚のテープを中空糸膜に巻回しているため、テープ端部の突き合わせが難しく作業性が悪いという問題があるとともに、得ようとする封止樹脂部の厚みが厚い場合、テープの厚みも厚くなり、巻回が難しい。
【0007】
本発明は、上記事情に鑑みて、大掛かりな装置が不要で、かつ、封止部形成時に中空糸膜の端末処理が不要であるとともに、作業性よく所望の厚み及び封止樹脂部を得られ、封止面の乱れもなく封止ができる中空糸膜モジュールの製造方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明にかかる中空糸膜モジュールの製造方法は、液入口と液出口とを有する容器と、この容器に収容された複数の中空糸膜と、中空糸膜の端部で中空糸膜間及び中空糸膜と容器本体との間に気密及び液密に封止材が充填されて形成されて、容器内を液入口側と、液出口側とに仕切る封止部と備える中空糸膜モジュールの製造方法であって、溶融温度が、中空糸膜の分解温度または溶融温度以下である熱可塑性を有する封止樹脂からなる線条材が、中空糸膜に巻回されるとともに、中空糸膜に一体化されて形成された封止樹脂部を備えた多数の封止樹脂部付き中空糸膜を、前記封止樹脂部同士が密着するように束ねた状態で、前記線条材を溶融させて多数の中空糸膜間に溶融した前記封止樹脂を充満させたのち、硬化させて多数の中空糸膜を結束する結束工程を備えていることを特徴としている。
【0009】
本発明の製造方法において、封止樹脂部付き中空糸膜を得る方法としては、特に限定されないが、例えば、以下の(1)〜(4)のような方法が挙げられる。
(1)製造する中空糸膜モジュールに適合する長さに切断された中空糸膜の両端部外周面の封止樹脂部を設ける位置に接着剤を塗布するともに、この接着剤塗布部に線条材を巻回する方法。
(2)製造する中空糸膜モジュールに適合する長さに切断された中空糸膜の両端部外周面の封止樹脂部を設ける位置に接着剤が塗布された線条材を巻回する方法。
(3)長尺中空糸膜の長手方向に間欠的に接着剤を塗布するともに、この接着剤塗布部に線条材を巻回して封止樹脂部の長さ以上の長さの封止樹脂部形成部を長尺中空糸膜に間欠的に形成したのち、封止樹脂部形成部を備えた長尺中空糸膜を切断して封止樹脂部付き中空糸膜を得る方法。
(4)接着剤が塗布された線条材を、長尺中空糸膜の長手方向に間欠的に巻回して封止樹脂部の長さ以上の長さの封止樹脂部形成部を長尺中空糸膜に間欠的に形成したのち、封止樹脂部形成部を備えた長尺中空糸膜を切断して封止樹脂部付き中空糸膜を得る方法。
【0010】
上記接着剤としては、線条材を中空糸膜の表面に固定するとともに、封止の邪魔にならなければ、特に限定されないが、例えば、中空糸膜が塩化ビニル系樹脂で形成され、線状材が塩化ビニル系熱可塑性樹脂で形成されている場合、塩化ビニル系樹脂あるいはメラミン・エポキシ・フェノール系の接着層あるいは接着剤が挙げられる。
なお、例えば、中空糸膜が、オレフィン系樹脂製のものの場合、上記のように線条材を中空糸膜に接着固定する代わりに、中空糸膜と加熱溶融で一体化しやすいオレフィン系樹脂からなる線条材を用い、線条材の表面を加熱溶融しながら中空糸膜の周囲に巻き付けて線条材を融着することも可能である。
【0011】
また、本発明の製造方法において、結束工程は、容器本体内で行っても、容器本体外で予め行っても構わない。
結束工程において、線条材を溶融させる方法としては、特に限定されないが、例えば、加熱溶融する方法、線条材が塩化ビニル系樹脂などの場合、溶剤で溶融する方法が挙げられる。
加熱溶融する方法において、加熱方法としては、特に限定されないが、例えば、ヒーターで直接加熱する方法、超音波振動を付与して隣接する封止樹脂部付き中空糸膜の封止樹脂部同士をこすり合わせ封止樹脂部を構成する線条材を溶融する方法、線条材を構成する樹脂中に鉄粉等の導体粉を混入しておき、電磁誘導加熱によって線条材を加熱溶融する方法、あるいは、これらを併用した方法等が挙げられる。
【0012】
なお、結束工程を容器本体外で予め行う場合、例えば、結束工程を経て得られた多数の中空糸膜の結束体を容器本体内に挿入するとともに、容器本体と前記結束体の結束部との間に封止部を構成する樹脂を充満させることによって容器本体と一体化することができる。
容器本体と前記結束体の結束部との間に封止部を構成する樹脂を充満させる方法としては、特に限定されないが、例えば、注型法を採用することができる。
【0013】
本発明の製造方法において用いられる容器本体の材質は、特に限定されないが、例えば、特に限定されないが、塩化ビニル系樹脂、ポリカーボネート樹脂、ABS樹脂、アクリル系樹脂、ポリオレフィン系樹脂、ポリスルホン系樹脂、ポリフェニレンオキサイド系樹脂、ポリアセタール系樹脂等が挙げられ、一般的に塩化ビニル系樹脂がよく用いられる。
【0014】
本発明の製造方法において用いられる中空糸膜の材質は、特に限定されないが、例えばセルロース系樹脂、ポリオレフィン系樹脂、ポリビニルアルコール系樹脂、PMMA( ポリメタクリル酸メチル)などのアクリル系樹脂、ポリスルフォン系樹脂, フッ素系樹脂、塩化ビニル系樹脂などの樹脂やセラミックなどが挙げられ、容器本体として塩化ビニル系樹脂を用いた場合、リサイクル性を考慮すると、塩化ビニル系樹脂を用いることが好ましい。
中空糸膜となる塩化ビニル系樹脂としては、特に限定されないが、例えば、塩化ビニルと共重合可能なモノマーとの共重合体、ゴム成分をグラフト重合したもの、塩化ビニル樹脂を塩素化したものや塩化ビニル樹脂の特性を損なわない程度に他の成分をブレンドしたものを含み、塩化ビニル樹脂が主成分であるものが挙げられる。
【0015】
本発明の製造方法において用いられる線条材とは、中空糸膜の分解温度または溶融温度以下の溶融温度を有し封止部となる熱可塑性樹脂で形成され、中空糸膜に効率よく巻回できて、封止材となるものであれば特に限定されないが、熱可塑性樹脂からなる糸や細いテープ状体が挙げられる。糸としては、モノフィラメントでも撚糸でも構わない。
また、上記線条材の材質としては、中空糸膜の分解温度または溶融温度以下の溶融温度を有し、封止を行うことができれば、特に限定されないが、例えば、ポリエチレン、ポリプロピレンなどのポリオレフィン系高分子、塩化ビニル系樹脂が挙げられ、容器本体及び中空糸膜として塩化ビニル系樹脂を用いた場合、リサイクル性を考慮すると、塩化ビニル系樹脂を用いることが好ましい。
【0016】
線条材の太さは、特に限定されないが、線条材の長手方向に直交する面で切断したときの断面の面積が0.01〜0.25mm2、断面の最大幅が0.1〜0.5mm程度が好ましく、線条材が糸の場合、その外径が0.1〜0.5mm程度のものを用いることが好ましい。
【0017】
上記封止樹脂部の長さ及び厚みは、モジュールのサイズや中空糸膜と熱可塑性高分子の相性によって異なり、適宜決定されるが、例えば、中空糸膜の外径が2mm、長さが30cm程度のとき、封止樹脂部は、長さが30〜50mm程度、厚みが2〜3mm程度が一般的である。
【発明の効果】
【0018】
本発明にかかる中空糸膜モジュールの製造方法は、以上のように、溶融温度が、中空糸膜の分解温度または溶融温度以下である熱可塑性を有する封止樹脂からなる線条材が、中空糸膜に巻回されるとともに、中空糸膜に一体化されて形成された封止樹脂部を備えた多数の封止樹脂部付き中空糸膜を、前記封止樹脂部同士が密着するように束ねた状態で、前記線条材を溶融させて多数の中空糸膜間に溶融した前記封止樹脂を充満させたのち、硬化させて多数の中空糸膜を結束する結束工程を備えているので、大掛かりな装置が不要で、かつ、封止部形成時に中空糸膜の端末処理が不要であるとともに、作業性よく所望の厚み及び封止樹脂部を得られ、空気の噛み込みや封止面の乱れもなく封止ができる。
【0019】
すなわち、中空糸膜の周囲に線条材を巻き付けて封止樹脂部を形成するようになっているので、中空糸膜との間に隙間が生じないように封止樹脂部を設けることができる。そして、巻きつけた線条材を加熱溶融するだけなので、空気の噛み込みもなく、短時間で、かつ、封止面の乱れもなく封止ができる。
また、中空糸膜の周囲に設けた封止樹脂部を溶融させるだけであるので、中空糸膜の開口端までの溶融樹脂の回り込みがなく、端部処理の必要がない。
したがって、封止後に、端末処理した部分を溶融した封止材の硬化後に封止材とともにカットする必要がなく、中空糸膜と封止樹脂のロスがない。
また、中空糸膜に高分子を巻きつけて加熱溶融するだけなので、遠心成形法のような大きな設備を必要とせず、かつ、溶融した高分子がすき間なく中空糸膜とハウジングを固定するので、確実な封止ができる。
【0020】
さらに、中空糸膜と中空糸膜との間隔を狭いものにしても、中空糸膜間に必ず封止材が存在するので、静置法に比べ、中空糸膜と中空糸膜との間隔を狭くすることができ、限られた容器内のスペースで大きな膜面積をかせぐことができる。
【図面の簡単な説明】
【0021】
【図1】本発明にかかる中空糸膜モジュールの製造方法に用いられる封止樹脂部付き中空糸膜の1例をあらわす斜視図である。
【図2】図1の封止樹脂部付き中空糸膜を容器本体に収容した状態を模式的にあらわす断面図である。
【図3】図2の封止樹脂部付き中空糸膜を溶融させて封止部を形成した状態を模式的にあらわす断面図である。
【図4】本発明にかかる中空糸膜モジュールの製造方法で得られる中空糸膜モジュールの1例を模式的にあらわす断面図である。
【図5】本発明にかかる中空糸膜モジュールの製造方法用いる封止樹脂部付き中空糸膜の製造装置の模式図である。
【図6】図5の封止樹脂部付き中空糸膜の製造装置の糸巻きつけ装置部分の拡大図である。
【発明を実施するための形態】
【0022】
以下に、本発明を、その実施の形態をあらわす図面を参照しつつ詳しく説明する。
図1〜図4は、本発明の製造方法の第1の実施の形態を工程順にあらわしている。
【0023】
この中空糸膜モジュールの製造方法は、以下に述べるようにして図4に示すような中空糸膜モジュールAを製造できるようになっている。
(1)図1に示すように、中空糸膜11aの両端部に所定長さ及び所定厚みの封止樹脂部12aが形成された封止樹脂部付き中空糸膜1を用意する。
すなわち、封止樹脂部付き中空糸膜1の封止樹脂部12aは、中空糸膜11aの周りに線条材2が巻回されるとともに接着剤を介して中空糸膜11aの外壁面に固定されることによって形成されている。
線条材2は、中空糸膜11aの分解温度または溶融温度以下の溶融温度を有する熱可塑性樹脂製の撚糸で形成されている。
(2)図2に示すように、所望本数の上記封止樹脂部付き中空糸膜1をその両端の封止樹脂部12aが隣接する他の封止樹脂部付き中空糸膜1の封止樹脂部12aと密着するとともに、その直径が得ようとするモジュールの容器本体3aの内径とほぼ同じである円柱状になるように束ねる。
なお、容器本体3aは、円筒状をしていて、その側壁面に2つの液出入口となる筒部31を備え、後で詳述する図4に示す2つのキャップ3bとともに容器3を形成するようになっているとともに、線条材2より分解温度または溶融温度が高い材料で形成されている。
(3)図2に示すように、この封止樹脂部付き中空糸膜1の束を容器本体3a内に挿入したのち、容器本体3aをその中心軸が上下方向を向くように支持するとともに、容器本体3aの下端に、束となった封止樹脂部付き中空糸膜1の下端面に当接する封止樹脂と非接着性の材料(例えば、金属)からなる蓋4を取り付ける。
(4)封止樹脂部12aを構成する線条材2を中空糸膜1及び容器本体3aが溶融しない温度範囲で加熱溶融させて中空糸膜11aと中空糸膜11aとの間、及び、中空糸膜11aと容器本体3aとの間に溶融した封止樹脂を充満させたのち、図3に示すように、溶融した封止樹脂を冷却硬化させて各中空糸膜11aをその両端部で結束するとともに、この封止樹脂によって容器本体3aの内外を封止状態にする封止部13を形成する。
(5)図4に示すように、容器本体3aの両端に液出入口となる筒部32を備えたキャップ3bを接着固定して中空糸膜モジュールAを得る。
【0024】
また、上記封止樹脂部付き中空糸膜1は、例えば、図5に示す封止樹脂部付き中空糸膜製造装置5を用いて製造することができる。
すなわち、封止樹脂部付き中空糸膜製造装置5は、テンション調整装置51と、第1引取り機52と、接着剤塗布装置53と、線条材巻き付け機54と、第2引取り機55と、カッター56と、第3引取り機57とを備えている。
【0025】
テンション調整装置51は、中空糸膜製造装置(図示せず)から連続的に送り出されてくる長尺中空糸膜11bをダンサーローラ51aが上下することによって長尺中空糸膜11bの第1引取り機52と第2引取り機55による引取り速度の変化による中空糸膜製造装置から連続的に送り出されてくる長尺中空糸膜11bにかかるテンションが一定になるように調整するようになっている。
第1引取り機52は、回転速度可変の2つの無端ベルト52aによってテンション調整装置51から送り出される長尺中空糸膜11bを上下から挟み込んで所望の速度で引き取るようになっている。
【0026】
接着剤塗布装置53は、図示していないが、制御装置によってオンオフ制御される電磁弁を備え、この電磁弁が開状態となることによって接着剤53aが噴霧ノズル53bから長尺中空糸膜11bの表面に噴霧され、電磁弁が閉状態になることによって接着剤53aの噴霧が停止するようになっている。
【0027】
線条材巻き付け機54は、図5に示すように、接着剤塗布装置53の後方に配置され、図5及び図6に示すように、装置本体54aと、ボビン54bと、線条材ガイド54cとを備えている。
装置本体54aは、回転体541と、モーター542とを備えているとともに、その中心に長尺中空糸膜11bが通過する貫通孔546が設けられている。
【0028】
回転体541は、モーター542の駆動によって動く回転軸543と、この回転軸543に固定されて回転軸543の回転に伴って回転するフライヤー544とを備えている。
フライヤー544は、線条材2のガイド孔544aを備えている。
【0029】
モーター542は、制御装置によってその回転速度が自在に制御できるようになっている。すなわち、回転体541及びフライヤー544の回転速度が制御できるようになっている。
ボビン54bは、線条材2が巻回されているとともに、装置本体54aの回転軸543部分がその中央を貫通した状態で、回転軸543の回転に伴って回転しないように装置本体54aに装着されている。
【0030】
線条材ガイド54cは、装置本体54aの後方に設けられていて、中央を長尺中空糸膜11bが通るリング状をしている。
【0031】
そして、この線条材巻き付け機54は、ボビン54bから引き出された線条材2を、ボビンフライヤー544のガイド孔544a及び線条材ガイド54cを通り、線条材ガイド54c近傍長尺中空糸膜11bの周囲に線条材2を巻き付けるようになっている。
【0032】
第2引取り機55は、回転速度可変の2つの無端ベルト55aによって、線条材巻き付け機54を通過した後述する封止樹脂部形成部付きの長尺中空糸膜11bを引き取るようになっている。
カッター56は、第2引取り機55から送り出された封止樹脂部形成部付きの長尺中空糸膜11bを長尺中空糸膜11bの中心軸に直交する方向に切断するようになっている。
第3引取り機57は、第2引取り機55から送り出される封止樹脂部形成部付きの長尺中空糸膜11bの先端部を回転速度可変の2つの無端ベルト57aによって封止樹脂部形成部付きの長尺中空糸膜11bの第2引取り機55と第3引取り機57との間にある部分に所定のテンションをかけて、カッター56による切断が正確に行われるようにしている。
【0033】
つぎに、この封止樹脂部付き中空糸膜製造装置5の動作を詳しく説明する。
すなわち、この封止樹脂部付き中空糸膜製造装置5は、第1引取り機52及び第2引取り機55によって一定速度で長尺中空糸膜11bを連続的に引き取る。
そして、接着剤塗布装置53は、上記のように一定速度で引き取られる長尺中空糸膜11bの表面に一旦電磁弁を開放したのち、電磁弁を閉じることによって、得ようとする封止樹脂部付き中空糸膜1の封止樹脂部12aの長さの2倍の長さの接着剤塗布部を長尺中空糸膜11bの表面に得ようとする封止樹脂部付き中空糸膜1の長さと同じピッチで間欠的に設ける。
【0034】
線条材巻き付け機54は、回転体541が通常極低速で回転していて、上記接着剤塗布部の先端が線条材ガイド54cの位置に達すると、高速回転し、接着剤塗布部の後端が線条材ガイド54cの位置に達すると、再び極低速回転に戻るようにモーター542の回転駆動が制御される。
すなわち、長尺中空糸膜11bの接着剤塗布部では、ボビン54bから引き出された線条材2が、緻密に巻きつけられるとともに、接着剤によって長尺中空糸膜11b上に接着固定され、封止樹脂部形成部12bが間欠的に形成される。なお、長尺中空糸膜11bの封止樹脂部形成部12bと封止樹脂部形成部12bとの間には、長いピッチで緩く巻回され接着されない線条材部分が残る。
【0035】
一方、接着剤塗布部以外の部分では、線条材2が長いピッチで接着固定されない状態で緩く長尺中空糸膜11bに巻き付けられる。
カッター56は、封止樹脂部形成部12bの長さ方向の中間位置がカッター56の位置に達すると切断動作を行い、得られた封止樹脂部付き中空糸膜1を搬送ベルト57に受けさせて次工程に搬送する。
【0036】
なお、得られる封止樹脂部付き中空糸膜1は、封止樹脂部12aと封止樹脂部12aとの間に長いピッチで緩く巻回された線条材2が残っている。この残った線条材2は、後工程で切除する。なお、モジュールの用途によっては、残った線条材2を切除しなくても構わない。
また、封止樹脂部12aの厚みを厚くしたい場合は、長尺中空糸膜11bの引き取り方向に線条材巻き付け機54を多段に並べ、線条材2を多層に巻き付けるようにしてもよい。
【0037】
この中空糸膜モジュールAの製造方法は、上記のように、中空糸膜11aの両端部に線条材2を巻回して封止樹脂部12aを形成するようにしたので、中空糸膜11aの外周面に密着した状態の封止樹脂部12aを確実にかつ簡単に設けることができる。
そして、巻きつけた線条材2を加熱溶融するだけなので、空気の噛み込みもなく、短時間で、かつ、封止面の乱れもなく封止ができる。
【0038】
また、中空糸膜11aの周囲に設けた封止樹脂部12aを溶融させるだけであるので、中空糸膜11aの開口端までの溶融樹脂の回り込みがなく、封止にあたり、中空糸膜11aの端部を封止処理する必要がない。したがって、端末処理した部分を溶融した封止材の硬化後に封止材とともにカットする必要がなく、中空糸膜11aと封止樹脂のロスがない。
【0039】
さらに、封止樹脂部12aの厚みを薄くして、中空糸膜11aと中空糸膜11aとの間隔を狭いものにしても、中空糸膜11a間に必ず封止材が存在するので、静置法に比べ、中空糸膜11aと中空糸膜11aとの間隔を狭くすることができ、限られた容器3内のスペースで大きな膜面積をかせぐことができる。
【0040】
そして、第1引取り機52及び第2引取り機55によって連続的に引き取られる長尺中空糸膜11bに間欠的に封止樹脂部12aの2倍の長さの封止樹脂部形成部12bを形成し、この封止樹脂部形成部12bの中央部をカッター56で切断することによって連続的に封止樹脂部付き中空糸膜1を得るようにしたので、封止樹脂部付き中空糸膜1を効率よく生産することができる。
【0041】
なお、上記のようにして、得られた中空糸膜モジュールAは、内圧式、外圧式のいずれにも用いることができる。すなわち、内圧式として用いる場合は、筒部32が原液の入口となり、筒部31がろ過液の出口となる。一方、外圧式として用いる場合は、筒部31が原液の入口となり、筒部32がろ過液の出口となる。
【0042】
本発明は、上記の実施の形態に限定されない。例えば、上記の実施の形態では、中空糸膜製造装置から連続的に送り出される長尺中空糸膜に直接、封止樹脂部形成部を設けるようにしていたが、中空糸膜製造装置から連続的に送り出される長尺中空糸膜を一旦巻き取り機でボビン等に巻取り、巻き取られた長尺中空糸膜をボビン等から巻き戻しながら封止樹脂部形成部を設けるようにしても構わない。
【0043】
上記の実施の形態では、長尺中空糸膜の接着剤塗布部が線条材の巻回位置にくると、回転体が高速で回転し、接着剤塗布部が糸の巻回位置を過ぎると、極低速で回転することによって接着剤塗布部のみ密に糸が巻回されるようにしていたが、第1引取り機及び第2引取り機の引き取り速度を変化させるようにしてもよい。すなわち、回転体を一定速度で回転させておき、長尺中空糸膜の接着剤塗布部が糸の巻回位置にくる引取り速度を極低速にし、接着剤塗布部が糸の巻回位置を過ぎると、引き取り速度を高速にするようにしてもよい。
上記の実施の形態では、糸巻き付け装置が1つであったが、糸巻き付け装置を複数台長尺中空糸膜の引き取り方向に並べ、複数本の線条材を上下方向に重ねて巻きつけるようにしても構わない。
【符号の説明】
【0044】
A 中空糸膜モジュール
1 封止樹脂部付き中空糸膜
11a 中空糸膜
11b 長尺中空糸膜
12a 封止樹脂部
12b 封止樹脂部形成部
13 封止部
2 線条材
3 容器
3a 容器本体
3b キャップ
31 筒部(液出入口)
32 筒部(液出入口)
53a 接着剤
【特許請求の範囲】
【請求項1】
液入口と液出口とを有する容器と、この容器に収容された複数の中空糸膜と、中空糸膜の端部で中空糸膜間及び中空糸膜と容器本体との間に気密及び液密に封止材が充填されて形成されて、容器内を液入口側と、液出口側とに仕切る封止部と備える中空糸膜モジュールの製造方法であって、
溶融温度が、中空糸膜の分解温度または溶融温度以下である熱可塑性を有する封止樹脂からなる線条材が、中空糸膜に巻回されるとともに、中空糸膜に一体化されて形成された封止樹脂部を備えた多数の封止樹脂部付き中空糸膜を、
前記封止樹脂部同士が密着するように束ねた状態で、前記線条材を溶融させて多数の中空糸膜間に溶融した前記封止樹脂を充満させたのち、硬化させて多数の中空糸膜を結束する結束工程を備えていることを特徴とする中空糸膜モジュールの製造方法。
【請求項2】
結束工程を容器本体内で行い、中空糸膜の端部を結束するとともに、結束部を容器本体内壁面に密着固定する請求項1に記載の中空糸膜モジュールの製造方法。
【請求項3】
結束工程を経て得られた多数の中空糸膜の結束体を容器本体内に挿入するとともに、容器本体と前記結束体の結束部との間に封止部を構成する樹脂を充満させる請求項1に記載の中空糸膜モジュールの製造方法。
【請求項4】
長尺中空糸膜の長手方向に間欠的に接着剤を塗布するともに、この接着剤塗布部に線条材を巻回して封止樹脂部の長さ以上の長さの封止樹脂部形成部を長尺中空糸膜に間欠的に形成する工程と、
前記封止樹脂部形成部を備えた長尺中空糸膜を切断して封止樹脂部付き中空糸膜を得る工程とを備える請求項1〜請求項3のいずれかに記載の中空糸膜モジュールの製造方法。
【請求項5】
接着剤が塗布された線条材を、長尺中空糸膜の長手方向に間欠的に巻回して巻回部の長さ以上の長さの巻回部形成部を長尺中空糸膜に間欠的に形成する工程と、
前記封止樹脂部形成部を備えた長尺中空糸膜を切断して封止樹脂部付き中空糸膜を得る工程とを備える請求項1〜請求項3のいずれかに記載の中空糸膜モジュールの製造方法。
【請求項6】
中空糸膜、線状材及び容器本体が塩化ビニル系樹脂で形成されている請求項1〜請求項5のいずれかに記載の中空糸膜モジュールの製造方法。
【請求項1】
液入口と液出口とを有する容器と、この容器に収容された複数の中空糸膜と、中空糸膜の端部で中空糸膜間及び中空糸膜と容器本体との間に気密及び液密に封止材が充填されて形成されて、容器内を液入口側と、液出口側とに仕切る封止部と備える中空糸膜モジュールの製造方法であって、
溶融温度が、中空糸膜の分解温度または溶融温度以下である熱可塑性を有する封止樹脂からなる線条材が、中空糸膜に巻回されるとともに、中空糸膜に一体化されて形成された封止樹脂部を備えた多数の封止樹脂部付き中空糸膜を、
前記封止樹脂部同士が密着するように束ねた状態で、前記線条材を溶融させて多数の中空糸膜間に溶融した前記封止樹脂を充満させたのち、硬化させて多数の中空糸膜を結束する結束工程を備えていることを特徴とする中空糸膜モジュールの製造方法。
【請求項2】
結束工程を容器本体内で行い、中空糸膜の端部を結束するとともに、結束部を容器本体内壁面に密着固定する請求項1に記載の中空糸膜モジュールの製造方法。
【請求項3】
結束工程を経て得られた多数の中空糸膜の結束体を容器本体内に挿入するとともに、容器本体と前記結束体の結束部との間に封止部を構成する樹脂を充満させる請求項1に記載の中空糸膜モジュールの製造方法。
【請求項4】
長尺中空糸膜の長手方向に間欠的に接着剤を塗布するともに、この接着剤塗布部に線条材を巻回して封止樹脂部の長さ以上の長さの封止樹脂部形成部を長尺中空糸膜に間欠的に形成する工程と、
前記封止樹脂部形成部を備えた長尺中空糸膜を切断して封止樹脂部付き中空糸膜を得る工程とを備える請求項1〜請求項3のいずれかに記載の中空糸膜モジュールの製造方法。
【請求項5】
接着剤が塗布された線条材を、長尺中空糸膜の長手方向に間欠的に巻回して巻回部の長さ以上の長さの巻回部形成部を長尺中空糸膜に間欠的に形成する工程と、
前記封止樹脂部形成部を備えた長尺中空糸膜を切断して封止樹脂部付き中空糸膜を得る工程とを備える請求項1〜請求項3のいずれかに記載の中空糸膜モジュールの製造方法。
【請求項6】
中空糸膜、線状材及び容器本体が塩化ビニル系樹脂で形成されている請求項1〜請求項5のいずれかに記載の中空糸膜モジュールの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−183266(P2011−183266A)
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願番号】特願2010−49021(P2010−49021)
【出願日】平成22年3月5日(2010.3.5)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年9月22日(2011.9.22)
【国際特許分類】
【出願日】平成22年3月5日(2010.3.5)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]