
中空糸膜型医療用具及び医療用具
【課題】電子線照射滅菌による絶縁破壊の発生を効果的に防止する。
【解決手段】筒状容器9と、中空糸膜3の束と、筒状容器9の両端部に設けられている、流体の出入口となるノズル4、5を有するヘッダーと、筒状容器9の側面部に設けられている流体の出入口となるポート6、7と、ノズル4、5及び前記ポート6、7に、それぞれ着脱自在に取り付けられている栓体20、30とを具備し、
前記中空糸膜3の内表面と、前記ヘッダーの内表面との間に第1の空間11を、
前記中空糸膜3の外表面と、前記筒状容器の内表面との間に第2の空間12を、
それぞれ有し、
前記第1の空間11と筒状容器の外部との間10a、及び/又は、前記第2の空間12と筒状容器の外部10aとの間に、それぞれ栓体を介して連通路が形成されており、包装袋10に収納された状態で電子線照射による滅菌処理が施されている中空糸膜型医療用具1。
【解決手段】筒状容器9と、中空糸膜3の束と、筒状容器9の両端部に設けられている、流体の出入口となるノズル4、5を有するヘッダーと、筒状容器9の側面部に設けられている流体の出入口となるポート6、7と、ノズル4、5及び前記ポート6、7に、それぞれ着脱自在に取り付けられている栓体20、30とを具備し、
前記中空糸膜3の内表面と、前記ヘッダーの内表面との間に第1の空間11を、
前記中空糸膜3の外表面と、前記筒状容器の内表面との間に第2の空間12を、
それぞれ有し、
前記第1の空間11と筒状容器の外部との間10a、及び/又は、前記第2の空間12と筒状容器の外部10aとの間に、それぞれ栓体を介して連通路が形成されており、包装袋10に収納された状態で電子線照射による滅菌処理が施されている中空糸膜型医療用具1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、中空糸膜型医療用具及び医療用具に関する。
【背景技術】
【0002】
近年、筒状容器の内空部に濾材を具備する医療用具が血液浄化用の医療機器として用いられており、特に、中空糸膜を具備するものが多用されている。
例えば、慢性腎不全患者の血液透析療法に用いられる人工腎臓、患者の血漿を廃棄して新鮮凍結血漿やアルブミン溶液と置換する血漿交換療法に用いられる血漿分離器、患者の血漿中の高分子量物質を除去する二重濾過血漿交換療法に用いられる血漿分画器等に中空糸膜型医療用具が多用されている。
【0003】
前記中空糸膜型医療用具は、血液等、患者の体液と接触する医療用具であるため、使用の際には滅菌処理が施されている必要がある。
滅菌処理方法としては、例えば、熱滅菌、化学滅菌、照射滅菌、電子線滅菌等が挙げられるが、特に電子線滅菌は、熱滅菌のように高温にさらされたり、化学滅菌のように薬剤が医療用具に残留したりすることも無く、また、前記照射滅菌のうちのγ線滅菌のように放射性物質を大量に保管する必要も無いので、有用性の高い滅菌方法として知られている(例えば、特許文献1参照。)。
【0004】
一方において、電子線はγ線と比較して透過力が小さく、その透過距離は照射対象である物質の密度及び電子線のエネルギーに依存する。よって電子線滅菌工程においては、照射対象の構成材料としてポリオレフィン系樹脂等の絶縁性の高分子材料を使用すると、電子線の照射により内部に電子が補足され、一定以上の電荷が蓄積されると絶縁破壊が生じるという問題がある。
かかる問題に対して、従来においては、照射対象の材料中に所定のアニオン系界面活性剤を含有させることにより、電荷をアニオン基で中和して絶縁破壊を防止する技術(例えば、特許文献2参照)や、照射対象を、照射電子線の最大飛程に位置する内層とその外層からなる複数層構成とし、前記内層の体積抵抗率を外層の体積抵抗率よりも小さくし、前記最大飛程に集まった電荷を移動させやすくすることにより絶縁破壊を防止する技術(例えば、特許文献3参照。)が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−325434号公報
【特許文献2】特開2000−001561号公報
【特許文献3】特開2001−324656号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、中空糸膜型医療用具等の、主に絶縁性材料で成型された筒状容器中に濾材が装填されている構成の各種医療用具は、形状が複雑で、かつ全体として高密度であり、しかも部位によって密度が異なるものであるため、電子線滅菌工程において電荷が蓄積しやすく、部位によって電荷の蓄積の度合いが異なる場合もある。
一方において医療用具として要求される無菌性を確実に達成するためには、より高い線量の電子線を照射して確実に滅菌を行うことが必要となる傾向がある。
【0007】
例えば、中空糸膜型医療用具を電子線照射滅菌する場合、一般的には15〜25kGy程度の線量とされているが、形状が複雑で、部位によって密度が異なるため、無菌性を確実に達成するため35kGy以上の高い線量の電子線を照射し、また、絶縁破壊を確実に防止しながら、滅菌処理を行う必要がある。
【0008】
そこで本発明においては、上述したような従来技術の問題点に鑑み、高い線量の電子線照射による滅菌処理を行っても、絶縁破壊の発生を効果的に防止できる医療用具、特に中空糸膜型医療用具を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記従来技術の課題を解決するため鋭意研究を重ねた結果、医療用具、特に中空糸膜型医療用具を構成する流体の出口及び/又は入口に取り付ける栓体について検討し、当該栓体を介して内部と外部とを連通させる構成とすることにより、絶縁破壊の発生を効果的に防止できることを見出し、本発明を得るに至った。
すなわち、本発明は以下の通りである。
【0010】
〔1〕
筒状容器と、
当該筒状容器に装填された中空糸膜の束と、
当該中空糸膜の束を、前記筒状容器の両端部で包埋固定しているポッティング樹脂と、
前記筒状容器の両端部に設けられている、流体の出入口となるノズルを有するヘッダーと、
前記筒状容器の側面部に設けられている、流体の出入口となるポートと、
前記ノズル及び前記ポートに、それぞれ着脱自在に取り付けられている栓体と、
を、具備し、
前記中空糸膜の内表面と、前記ヘッダーの内表面との間に第1の空間を、
前記中空糸膜の外表面と、前記筒状容器の内表面との間に第2の空間を、
それぞれ有し、
前記第1の空間と筒状容器の外部との間、及び/又は、前記第2の空間と筒状容器の外部との間に、それぞれ栓体を介して連通路が形成されており、
包装袋に収納された状態で電子線照射による滅菌処理が施されている中空糸膜型医療用具。
〔2〕
前記連通路が、前記栓体と前記ノズルとの間の空隙、及び/又は前記栓体と前記ポートとの間の空隙により形成されている、前記〔1〕に記載の中空糸膜型医療用具。
〔3〕
前記連通路が、前記栓体の貫通孔により形成されている前記〔1〕に記載の中空糸膜型医療用具。
〔4〕
前記連通路が、前記栓体と前記ノズルとの間の空隙、及び/又は前記栓体と前記ポートとの間の空隙、並びに前記栓体の貫通孔により形成されている前記〔1〕に記載の中空糸膜型医療用具。
〔5〕
絶縁性材料で成型された内空部を有する容器と、
前記内空部に装填された濾材と、
前記内空部を形成する容器壁面部に設けられ、前記容器内に流体を流入させる入口部と、
前記内空部を形成する容器壁面部に設けられ、前記容器外に流体を流出させる出口部と、
を具備し、
前記入口部及び出口部に、着脱自在に取り付けられている栓体を具備し、
前記栓体は、前記入口部及び/又は出口部との間に空隙を有しているか、当該栓体に貫通孔が形成されているか、少なくともいずれかの構成を有しており、前記空隙及び/又は貫通孔により、前記容器の内空部と外部とが連通しており、
包装袋に収納された状態で電子線照射による滅菌処理が施されている医療用具。
【発明の効果】
【0011】
本発明によれば、電子線照射滅菌処理工程における絶縁破壊の発生を効果的に防止でき、信頼性の高い医療用具、特に中空糸膜型医療用具を提供できる。
【図面の簡単な説明】
【0012】
【図1】本実施形態の中空糸膜型医療用具の一例の部分断面模式図を示す。
【図2】ノズル用栓体の一例の斜視図を示す。
【図3】(a)ノズル用栓体の側面方向側からの断面図を示す。(b)ノズル用栓体の下面図を示す。
【図4】ノズル用栓体をノズルに取り付けた状態の断面図を示す。
【図5】ポート用栓体の斜視図を示す。
【図6】(a)ポート用栓体の側面方向側からの断面図を示す。(b)ポート用栓体の下面図を示す。
【図7】ポート用栓体をポートに取り付けた状態の断面図を示す。
【図8】ノズル・ポート両用栓体の一例の斜視図を示す。
【図9】(a)ノズル・ポート両用栓体の側面方向側からの断面図を示す。(b)ノズル・ポート両用栓体の下面図を示す。
【図10】図8のノズル・ポート両用栓体をノズルに取り付けた状態の断面図を示す。
【図11】図8のノズル・ポート両用栓体をポートに取り付けた状態の断面図を示す。
【図12】ノズル・ポート両用栓体の他の一例の斜視図を示す。
【図13】図12のノズル・ポート両用栓体をノズルに取り付けた状態の断面図を示す。
【図14】図12のノズル・ポート両用栓体をポートに取り付けた状態の断面図を示す。
【図15】ノズル・ポート両用栓体の他の一例の斜視図を示す。
【図16】図15のノズル・ポート両用栓体をノズルに取り付けた状態の断面図を示す。
【図17】図15のノズル・ポート両用栓体をポートに取り付けた状態の断面図を示す。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態(以下、「本実施形態」と言う。)について、図を参照して説明する。
なお、本発明は以下の記載に限定されるものではなく、その要旨の範囲内で種々変形して実施できる。
図面中、同一の要素には同一の符号を付し、重複する説明を省略する場合がある。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとし、さらに図面の寸法比率は、図示の比率に限定されるものではない。
さらに、本明細書において、「略」を付した用語は、当業者の技術常識の範囲内でその「略」を除いた用語の意味を示すものであり、「略」を除いた意味自体をも含むものとする。
【0014】
〔医療用具〕
本実施形態の医療用具は、絶縁性材料で成型された内空部を有する容器と、前記内空部に装填された濾材とを具備している。
また、前記容器の壁面部には、前記容器内に流体を流入させる入口部と、前記容器外に流体を流出させる出口部とを具備している。
前記入口部及び出口部には、それぞれ所定の栓体が着脱自在に取り付けられている。
前記栓体は、前記入口部及び/又は出口部との間に空隙を有しているか、当該栓体に貫通孔が形成されているか、少なくともいずれかの構成を有しており、前記空隙及び/又は貫通孔により、前記容器の内部と外部とが連通している。
さらに、本実施形態の医療用具は包装袋に収納された状態で、当該包装袋の外部から電子線照射を行うことによって滅菌処理が施されている。
【0015】
上述した本実施形態の医療用具は、その代表的な実施形態として、中空糸膜型医療用具が挙げられる。
中空糸膜型医療用具は、筒状容器と、当該筒状容器の長手方向に沿って装填され、両端部が前記筒状容器の両端部ポッティング樹脂により固定されている、前記濾材に相当する中空糸膜の束を有している。
また、中空糸膜型医療用具は、前記筒状容器の両端部に、流体の出入口となるノズルを有するヘッダーを具備しており、前記筒状容器の側面部に、流体の出入口となるポートを具備している。
前記ノズル及び前記ポートには、それぞれ所定の栓体が着脱自在に取り付けられている。
さらに、中空糸膜医療用具は、前記中空糸膜の内表面と前記ヘッダーの内表面との間に第1の空間を、前記中空糸膜の外表面と前記筒状容器の内表面との間に第2の空間を、それぞれ有しており、前記第1の空間と筒状容器の外部との間、及び/又は、前記第2の空間と筒状容器の外部との間に、それぞれ栓体を介する連通路が形成されている。
さらにまた、本実施形態の中空糸膜型医療用具は、包装袋に収納された状態で、当該包装袋の外部からの電子線照射を行うことによって滅菌処理が施されている。
【0016】
下記においては、主として本実施形態の医療用具の好適な形態である中空糸膜型医療用具について図を参照して説明するが、本実施形態の医療用具は、下記の例に限定されるものではなく、絶縁性材料で成型された内空部を有する容器に所定の濾材が装填され、容器壁面部に所定の入口部と出口部を具備し、当該入口部と出口部に、着脱自在に取り付けられる栓体を有する構成の医療用具であればよく、中空糸膜型医療用具に限定されるものではない。
【0017】
〔医療用具のタイプ〕
一般的に中空糸膜型医療用具に代表される各種医療用具は、濾材の内部例えば中空糸膜の中空内部や、容器との隙間が水性媒体で満たされたウェットタイプと、水性媒体で満たされていない非ウェットタイプとに大別される。
前記非ウェットタイプは、さらに、濾材、例えば中空糸膜の含水率が数パーセント程度に低いドライタイプと、濾材例えば中空糸膜が水分や保湿剤等によって適度に湿潤化されているセミドライタイプ(ハーフウェットタイプと称されることもある。)に区分されることがある。本実施形態の医療用具は、いずれのタイプも含むものとする。
【0018】
本実施形態の医療用具がウェットタイプである場合、水性媒体としては、純水や溶媒に抗酸化剤や緩衝液を混合させたものが一般的に使用できる。
前記抗酸化剤としては、例えば、ピロ亜硫酸ナトリウム、アセトンソジウムバイサルファイト、ソジウムホルムアルデヒドスルホキシレート、ソジウムハイドロサルファイト、1−アスコルビン酸等が挙げられ、前記緩衝液としては、例えば、リン酸緩衝液、トリスヒドロキシメチルアミノメタン緩衝液、酢酸緩衝液、クエン酸緩衝液及びホウ酸緩衝液等が挙げられるが、特にこれらに限定するものではない。
また、前記溶媒としては、例えば、メタノール、エタノール、グリセリン、プロピレングリコール、イソプロパノール等が挙げられるが、特にこれらに限定するものではない。
本実施形態の医療用具がセミドライタイプである場合、保湿剤としては、親水性高分子の劣化保護機能を有しつつ適度な粘性を帯びて膜表面に保持されやすく、疎水性高分子や親水性高分子とは強固な化学結合を形成せず、しかも生理的水溶液により洗浄されやすいという要件を同時に満たす材料が好ましく使用できる。例えば、グリセリン、マンニトール、グリコール類(例えば、エチレングリコール、ジエチレングリコール、プロピレングリコール、テトラエチレングリコール)、ポリグリコール類(例えば、ポリエチレングリコール)等の多価アルコール類等が挙げられる。特に、血液浄化用中空糸膜の孔径保持剤や表面改質剤として実績がある点で、グリセリン又はポリエチレングリコールの水溶液がより好ましく、グリセリン水溶液が特に好ましいが、特にこれらに限定するものではない。
【0019】
〔中空糸膜型医療用具〕
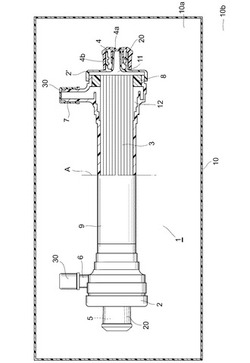
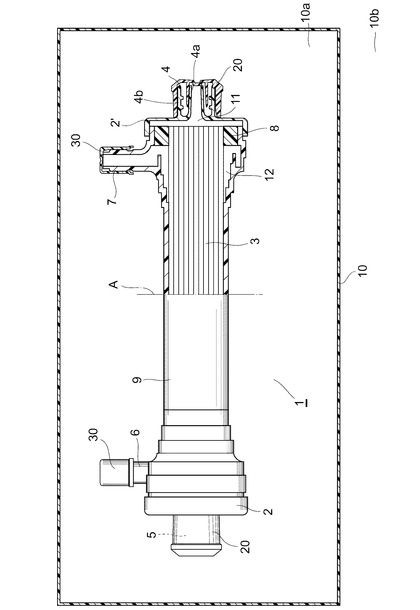
図1は、本実施形態の中空糸膜型医療用具の一例の部分断面模式図を示す。
図1中、中央に示す一点鎖線Aの右側部分は、中空糸膜型医療用具の概略断面図を示し、一点鎖線Aの左側部分は、中空糸膜型医療用具の概略側面図を示す。
中空糸膜型医療用具1は、筒状容器9の長手方向に沿って、濾材である中空糸膜3の束が装填されている。
中空糸膜3の束の両端部はポッティング樹脂8により筒状容器9の両端部に固定されている。
前記ポッティング樹脂8により固定された中空糸膜3の両端部では、当該中空糸膜3の内側が開口されており、当該開口部と対向して、流体の出入口となるノズル4、5を具備するヘッダー2、2'が設けられている。
筒状容器9の側壁面には、流体の出入口となるポート6、7が設けられている。
前記ノズル4、5及びポート6、7には、それぞれ、後述する所定の栓体が着脱自在に取り付けられている。
中空糸膜3の内側とヘッダー2、2'の内表面との間には第1の空間11、中空糸膜3の外側と筒状容器9の内表面との間には第2の空間12が、それぞれ形成されている。
中空糸膜型医療用具1は、包装袋10により収納、密閉された状態で電子線照射による滅菌処理が施されており、保管や運搬の際に滅菌状態が保持されている。
なお、本明細書において、中空糸膜型医療用具1を収納している包装袋10の内部を、「筒状容器の外部10a」と称し、包装袋の外部を「包装袋の外部10b」と称する。
以下、本実施形態の医療用具の構成について、中空糸膜型医療用具を例として詳細に説明する。
【0020】
(筒状容器)
筒状容器9は絶縁性材料で成型されており、濾材である中空糸膜3を収容する内空部を有している。筒状容器9の形状、寸法に関しては特に限定されるものではなく、従来公知のものをいずれも適用できる。
前記絶縁性材質としては、従来公知の材料を適用でき、例えば、ポリプロピレン樹脂、ポリスチレン樹脂、ポリメチルメタクリレート樹脂、ポリエチレンテレフタレート樹脂、ナイロン6樹脂、ポリスルホン樹脂、ポリアクリロニトリル樹脂、ポリカーボネート樹脂、ABS樹脂、スチレン・ブタジエン共重合体樹脂等が挙げられる。
特に、ポリプロピレン樹脂、ポリスチレン樹脂、ポリアクリロニトリル樹脂、スチレン・ブタジエン共重合体樹脂が安価であり、医療用部材の分野での汎用性が高く、高い安全性が確認されているので好ましく、スチレン・ブタジエン共重合体樹脂がより好ましいが、これらに限定するものではない。
【0021】
(濾材:中空糸膜)
中空糸膜3は、処理液の成分分離(濾過や吸着等)を行う機能を有する濾材であり、形状、寸法、分画特性に関しては特に限定されるものではなく、使用目的に照らして適宜選択できる。
中空糸膜3の材質としては、電子線滅菌が可能な従来公知の材料をいずれも適用できる。例えば、セルロース系高分子、ポリスルホン系高分子、ポリアクリロニトリル系高分子、ポリメチルメタクリレート系高分子、エチレンビニルアルコール共重合体を含むポリビニル系高分子、ポリアミド系高分子、ポリエステル系高分子、ポリオレフィン系高分子等が挙げられるが、これらに限定されるものではない。
特に、ポリスルホン系高分子は、芳香族化合物であることから放射線耐性に特に優れており、また、熱や化学的処理にも非常に強く、安全性にも優れている材料であるため好適である。
【0022】
中空糸膜3は、従来公知の技術により製造できる。例えば、上述した樹脂材料を所定の溶媒に溶解し紡糸原液を調製し、この紡糸原液を紡糸することにより製造できる。
なお、中空糸膜3の基材として疎水性高分子を使用する場合は、親水性高分子をさらに使用し、両者の共通溶媒を用いてブレンドして紡糸原液を調製し、この紡糸原液を製膜することにより中空糸膜3に親水性を付与することが一般的である。
前記親水性高分子としては、例えば、ポリビニルピロリドン(PVP)、ポリエチレングリコール、ポリビニルアルコール、ポリプロピレングリコール等が挙げられる。特にポリビニルピロリドンが親水化の効果や安全性の面より好ましいが、特にこれらに限定するものではない。
前記疎水性高分子と親水性高分子の共通溶媒としては、用いる高分子に応じて適宜選択することができるが、例えば、親水性高分子がPVPである場合、ジメチルアセトアミド(以下、DMACと称する。)、ジメチルスルホキシド、N−メチル−2−ピロリドン、ジメチルホルムアミド、スルホラン、ジオキサン等の溶媒、あるいはこれらを2種類以上混合した溶媒等が挙げられる。
目的とする中空糸膜3の孔径制御のため、前記紡糸原液には水等の所定の添加物を加えてもよい。
【0023】
中空糸膜3を製膜する方法としては、例えば、チューブインオリフィス型の紡糸口金を用い、紡糸口金のオリフィスから紡糸原液を、チューブから該紡糸原液を凝固させるための中空内液を吐出させるのと同時に空中に吐出させる方法が挙げられる。
前記中空内液としては、水、又は水を主体とした凝固液が使用でき、目的とする中空糸膜の透過性能に応じてその組成等を決定すればよい。一般的には、紡糸原液に使用した溶剤と水との混合溶液が好適に使用される。例えば0〜65質量%のDMAC水溶液等が用いられる。
前記のように中空内液とともに紡糸原液を吐出させた後、空走部を走行させ、紡糸口金下部に設置した水を主体とする凝固浴中へ導入し、浸漬して凝固を完了させる。
その後、洗浄工程等を経て、湿潤状態の中空糸膜巻き取り機で巻き取り、中空糸膜の束を得、乾燥処理を行う。あるいは、前記洗浄工程を経た後に乾燥機内にて乾燥処理を行い、その後、中空糸膜を巻き取り、中空糸膜の束を得てもよい。
【0024】
中空糸膜3の束は、図1に示すように、筒状容器9の長手方向に沿って装填され、筒状容器9の両端部に固定されている。例えば、中空糸膜3の束を筒状容器9へ挿入し、両端部にポッティング樹脂8を注入し、筒状容器9の長手方向中心を軸として遠心回転させることにより、両端部にポッティング樹脂8の層を形成して両端をシールすることにより固定することができる。
なお、中空糸膜3の束を固定した後、余分なポッティング樹脂を切断除去して、中空糸膜3の端面において内部を開口させ、さらにその上から流体の出入口を持つヘッダー2、2'を取り付けることにより、中空糸膜3の束が筒状容器9に充填される。
これにより、中空糸膜3の内側とヘッダー2、2’内表面との間には第1の空間11が形成され、中空糸膜3の外側と筒状容器9の内表面との間には第2の空間12が形成される。
【0025】
(ポッティング樹脂)
ポッティング樹脂8は、中空糸膜3の束を両端部においてシールする機能を有している。
ポッティング樹脂8としては、例えば、ポリウレタン樹脂、エポキシ樹脂、シリコン樹脂等を使用できるが、これらに限定されるものではない。
【0026】
(ヘッダー)
ヘッダー2、2'は、それぞれ中空糸膜3の端面に対向しており、かつ前記筒状容器9の両端部に設けられている。
ヘッダー2、2'の材料としては、筒状容器9の材料と同様の材料を適用でき、例えば、ポリプロピレン樹脂、ポリスチレン樹脂、ポリメチルメタクリレート樹脂、ポリエチレンテレフタレート樹脂、ナイロン6樹脂、ポリスルホン樹脂、ポリアクリロニトリル樹脂、ポリカーボネート樹脂、ABS樹脂、スチレン・ブタジエン共重合体樹脂等が挙げられる。
特に、ポリプロピレン樹脂、ポリスチレン樹脂、ポリアクリロニトリル樹脂、スチレン・ブタジエン共重合体樹脂は、樹脂コストが安価であり、医療用部材の分野での汎用性が高く、高い安全性が確認されているので好ましく、スチレン・ブタジエン共重合体樹脂がより好ましいが、特にこれらに限定するものではない。
【0027】
(ヘッダーのノズル)
ヘッダー2、2'はそれぞれノズル4、5を具備しており、当該ノズル4、5は、筒状容器9内に所定の流体を流入させ、及び/又は、筒状容器9内から所定の流体を流出させる入口部及び/又は出口部としての役割を有している。
なお、本明細書及び説明に用いる図面においては、ノズル4、5を代表して符号4により示すことがある。
ノズル4は、筒状容器9の内部と連通する内環部4aと、後述する栓体を取り付ける外環部4bとを具備している。
具体的には、JIS T 3250:2005(血液透析器、血液透析ろ(濾)過器、血液ろ(濾)過器及び血液濃縮器)の4.4.3(血液透析器、血液透析ろ(濾)過器及び血液ろ(濾)過器の血液側接続部分)に記載の構造を適用できる。
【0028】
(ポート)
ポート6、7は、それぞれ、筒状容器9内に所定の流体を流入、及び/又は、筒状容器9内から流体を流出させる入口部及び/又は出口部である。
なお、本明細書及び説明に用いる図面においては、ポート6、7を代表して符号6により示すことがある。
ポート6は、筒状容器9の内部と連通する中空部を有する管状構造となっている。
具体的には、JIS T 3250:2005(血液透析器、血液透析ろ(濾)過器、血液ろ(濾)過器及び血液濃縮器)の4.4.4(血液透析器及び血液透析ろ(濾)過器の透析液側接続部分)に記載の構造を適用できる。
【0029】
(栓体)
以下、上述したノズル4、5、ポート6、7に着脱自在に取り付けられる栓体について説明する。以下、第1の形態〜第6の形態の栓体について、順次説明する。
【0030】
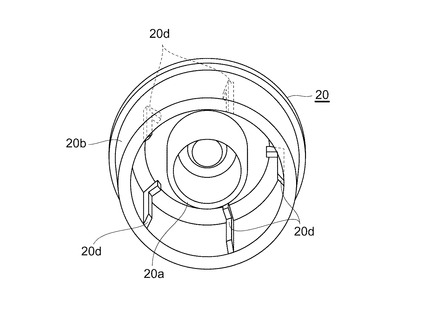
<第1の形態>
第1の形態の栓体は、ノズル4、5に取り付けるノズル用栓体である。
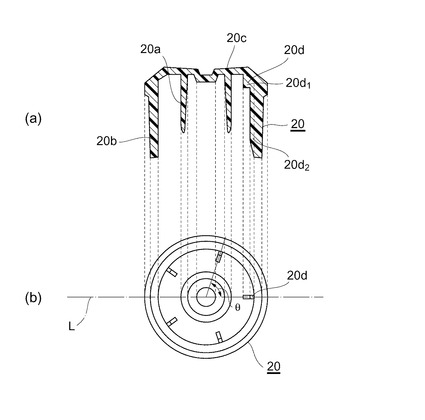
図2にノズル用栓体20の一例の斜視図を示し、図3にノズル用栓体20の一例の断面図及び下面図を示す。
図3(a)は、図3(b)中の一点鎖線Lの位置で切断したときの断面図であり、図3(b)はノズル取り付け側から見た下面図を示す。図4に、図2に示すノズル用栓体20をノズル4に取り付けた状態の断面図を示す。
【0031】
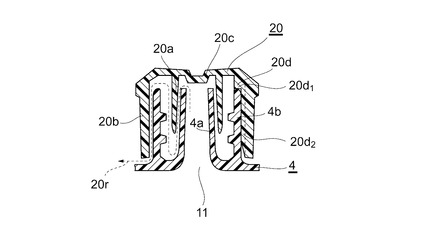
ノズル用栓体20は、ノズル4に取り付けた状態でノズルの内環部4aの外壁面に対向する小環部20aと、ノズルの外環部4bの外壁面に対向する大環部20bとを具備しており、またノズルの開口部に対向する天板部20cを具備している。
ノズル用栓体20は、天板部20cの内面側の周端部分、すなわち天板部20cと大環部20bとの境界部分に、所定の高さのリブ20dを有している。
リブ20dは、図3(a)に示すように、天板部20c近傍の頂頭部20d1と、大環部20bに沿った脚部20d2とを具備しており、脚部20d2から頂頭部20d1にかけて段差が形成された略L字状となっている。
なお、リブ20dの脚部20d2の下端部は図示のようにテーパー状となっていてもよいが、これに限定されるものではない。
リブ20dは、図3(b)に示すように、ノズル用栓体20の下面方向から見たときの円環方向を基準として不連続で設けられており、設置個数は任意に選択することができ、実用上、3個〜12個の範囲で設けることが好ましい。例えば、図3(b)に示す例においては、θ=72°の間隔で5箇所に設けられているが、この例に限定されるものではない。
【0032】
図4に示すように、リブ20dが設けられている位置においては、ノズル4の外環部4bの先端部とリブ20dの頂頭部20d1とが突き当たり、さらにはリブ20dの脚部20d2がノズル4の外壁部に接するため、リブ20dが設けられていない位置においては、当該リブ20dの頂頭部20d1の高さ分、ノズル用栓体20とノズル4の外環部4bの先端部との間に空隙が形成され、これにより図4中の破線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわちノズル用栓体20の外部との間を連通する連通路20rが形成される。
【0033】
<第2の形態>
第2の形態の栓体は、ポート6、7に取り付ける栓体である。
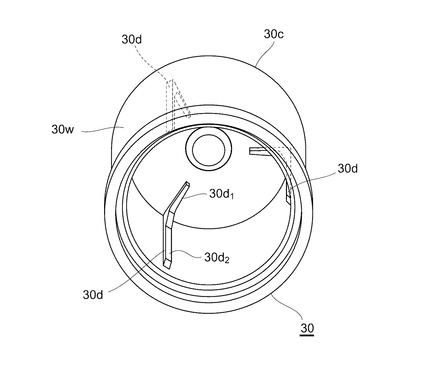
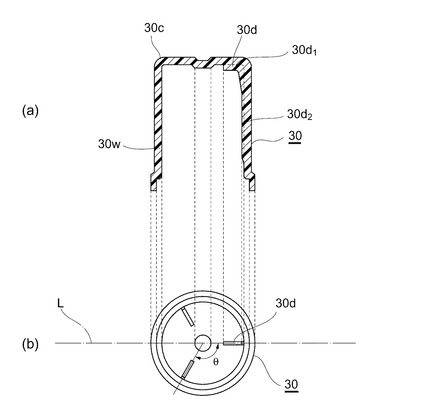
図5にポート用栓体30の一例の斜視図を示し、図6にポート用栓体30の一例の断面図及び下面図を示す。
図6(a)は、図6(b)中の一点鎖線Lの位置で切断したときのポート用栓体の側面側からの断面図であり、図6(b)はポート取り付け側から見た下面図を示す。図7に、図5に示すポート用栓体30をポート6に取り付けた状態の断面図を示す。
【0034】
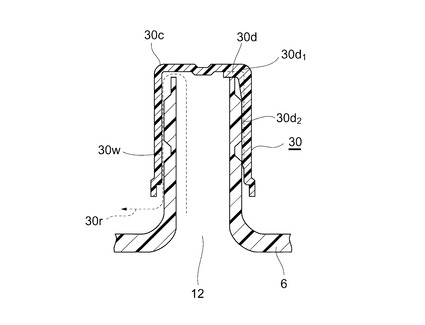
ポート用栓体30は、図7に示すように、ポート6に取り付けた状態で、ポート6の外壁面に対向する側壁部30wと、ポートの開口部に対向する天板部30cを具備している。
ポート用栓体30は、天板部30cの内面側の周端部分、すなわち天板部30cと側壁部30wとの境界部分に所定の高さのリブ30dを有している。
リブ30dは、図7に示すように、天板部30c近傍の頂頭部30d1と、側壁部30wに沿った脚部30d2とを具備しており、脚部30d2から頂頭部30d1にかけて段差が形成された略L字状となっている。
なお、リブの脚部30d2の下端部は図示のようにテーパー状となっていてもよいが、これに限定されるものではない。
リブ30dは、図6(b)に示すように、ポート用栓体30の下面方向から見たときの円環方向を基準として不連続で設けられており、設置個数は任意に選択することができ、実用上、3個〜12個の範囲で設けることが好ましい。例えば、図6(b)に示す例においては、θ=120°の間隔で3箇所に設けられているが、この例に限定されるものではない。
【0035】
図7に示すように、リブ30dが設けられている位置においては、ポート6の先端部とリブの頂頭部30d1とが突き当たり、さらにはリブの脚部30d2がポート6の側壁部30wに接するため、リブ30dが設けられていない位置においては、当該リブ30dの頂頭部の高さ分、ポート用栓体30とポート6の先端部との間に空隙が形成され、これにより図7中の破線に示すように、図1に示した第2の空間12と筒状容器9の外部10aすなわちポート用栓体30の外部との間を連通する連通路30rが形成される。
【0036】
<第3の形態>
第3の形態の栓体は、ノズル4、5、ポート6、7の両方の用途に使用できる栓体(以下、ノズル・ポート両用栓体と言う)である。
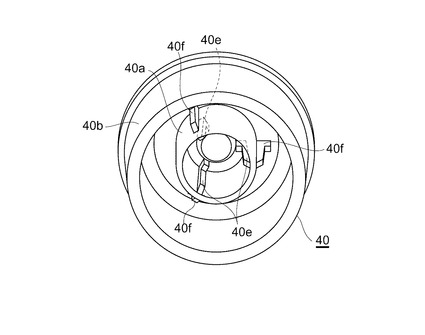
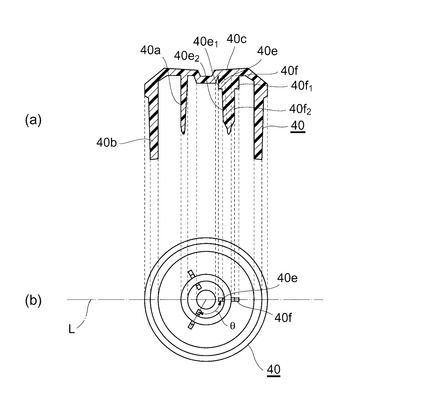
図8にノズル・ポート両用栓体40の一例の斜視図を示し、図9にノズル・ポート両用栓体の一例の断面図及び下面図を示す。
なお、図9(a)は、図9(b)中の一点鎖線Lの位置で切断したときのノズル・ポート両用栓体の側面側からの断面図であり、図9(b)はノズル又はポート取り付け側から見た下面図を示す。
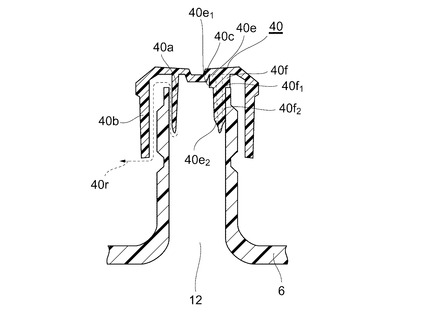
図10に、ノズル・ポート両用栓体40をノズル4に取り付けた状態の断面図を示す。
図11に、ノズル・ポート両用栓体40をポート6に取り付けた状態の断面図を示す。
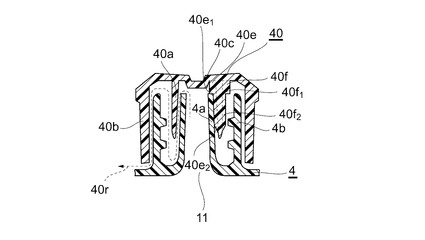
【0037】
ノズル・ポート用栓体40は、図10に示すように、ノズル4に取り付けた状態で、ノズルの内環部4aの外壁面に対向する小環部40aと、ノズルの外環部4bの外壁面に対向する大環部40bとを具備しており、またノズルの開口部に対向する天板部40cを具備している。
ノズル・ポート用栓体40は、前記小環部40dの内壁部及び外壁部に、それぞれ所定の高さのリブ40e、40fを有している(以下、それぞれ内側リブ40e、外側リブ40fと言う場合もある。)。
内側リブ40eは、図10に示すように、天板部40c近傍の頂頭部40e1と、小環部40aに沿った脚部40e2を具備している。
外側リブ40fは、天板部40c近傍の頂頭部40f1と、小環部40aに沿った脚部40f2とを具備している。
内側リブ40e及び外側リブ40fは、それぞれ脚部から頂頭部にかけて段差が形成された略L字状となっている。
なお、内側リブ40e及び外側リブ40fの脚部の下端部は図示のようにテーパー状となっていてもよいが、これに限定されるものではない。
内側リブ40e、外側リブ40fは、図9(b)に示すように、ノズル・ポート用栓体40の下面方向から見たときの円環方向を基準として不連続で設けられており、設置個数は任意に選択することができ、実用上、3個〜12個の範囲で設けることが好ましい。例えば、図9(b)に示す例においては、θ=120°の間隔で3箇所に設けられているが、この例に限定されるものではない。
【0038】
図10に示すように、内側リブ40eが設けられている位置においては、ノズル4の内環部4aの先端部と内側リブの頂頭部40e1とが突き当たり、さらには内側リブの脚部40e2がノズル4の内環部4aの外壁部に接するため、内側リブ40eが設けられていない位置においては、当該内側リブ40eの頂頭部の高さ分、栓体40とノズル4の内環部4aの先端部との間に空隙が形成され、これにより、図10中の破線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわち栓体40の外部との間を連通する連通路40rが形成される。
【0039】
図11に示すように、外側リブ40fが設けられている位置においては、ポート6の先端部と外側リブの頂頭部40f1とが突き当たり、さらには外側リブの脚部40f2がポート6の内壁部に接するため、外側リブ40fが設けられていない位置においては、当該外側リブ40fの頂頭部の高さ分、栓体40とポート6の先端部との間に空隙が形成され、これにより、図11中の破線に示すように、図1に示した第2の空間12と筒状容器9の外部10aすなわち栓体40の外部との間を連通する連通路40rが形成される。
【0040】
<第4の形態>
第4の形態の栓体は、ノズル4、5、ポート6、7の両方の用途に使用できる栓体(ノズル・ポート両用栓体)である。
図12にノズル・ポート両用栓体50の一例の斜視図を示し、図13にノズル・ポート両用栓体50をノズル4に取り付けた状態の断面図を示す。
図14に、ノズル・ポート両用栓体50をポート6に取り付けた状態の断面図を示す。
【0041】
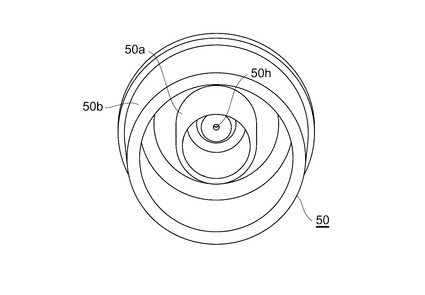
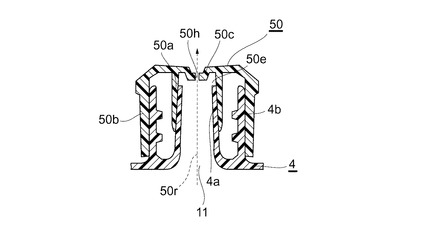
図13に示すように、ノズル・ポート用栓体50は、ノズル4に取り付けた状態でノズルの内環部4aの外壁面に対向する小環部50aと、ノズルの外環部4bの外壁面に対向する大環部50bとを具備しており、またノズルの開口部に対向する天板部50cを具備しており、天板部50cには、貫通孔50hが形成されている。
天板部50cに形成されている貫通孔50hにより、図13中の破線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわち栓体50の外部との間を連通する連通路50rが形成される。
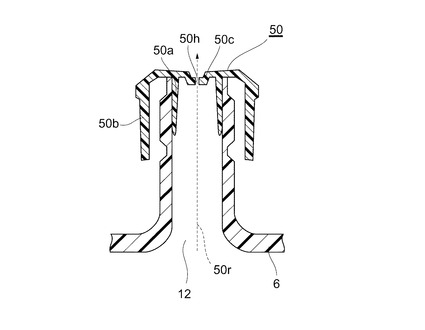
【0042】
図14に示すように、ノズル・ポート用栓体50をポート6に取り付けると、ポート6の内壁面と栓体50の小環部50aとが全周に亘り密着するが、天板部50cに形成されている貫通孔50hにより、図14中の破線に示すように、図1に示した第2の空間12と筒状容器9の外部10aすなわち栓体50の外部との間を連通する連通路50rが形成される。
【0043】
<第5の形態>
第5の形態の栓体は、ノズル4、5、ポート6、7の両方の用途に使用できる栓体(ノズル・ポート両用栓体)である。
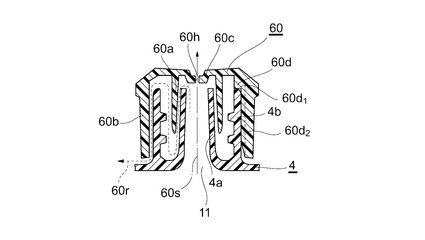
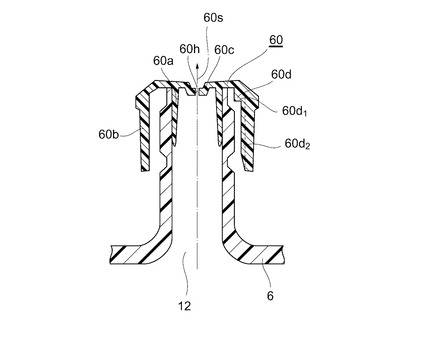
図15にノズル・ポート両用栓体60の一例の斜視図を示し、図16にノズル・ポート両用栓体60をノズル4に取り付けた状態の断面図を示す。
図17に、ノズル・ポート両用栓体60をポート6に取り付けた状態の断面図を示す。
【0044】
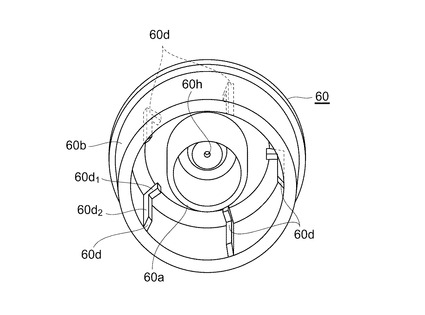
ノズル・ポート用栓体60は、ノズル4に取り付けた状態で、ノズルの内環部4aの外壁面に対向する小環部60aと、ノズルの外環部4bの外壁面に対向する大環部60bとを具備しており、またノズルの開口部に対向する天板部60cを具備している。
ノズル・ポート用栓体60は、大環部60bの内壁部にリブ60dを有している。
リブ60dは、図16、図17に示すように、天板部60c近傍の頂頭部60d1と、大環部60bに沿った脚部60d2とを具備しており、脚部から頂頭部にかけて段差が形成された略L字状となっている。
なお、リブの脚部60d2の下端部は図示のようにテーパー状となっていてもよいが、これに限定されるものではない。
リブ60dは、図15に示すように、栓体60の下面方向から見たときの円環方向を基準として不連続で設けられており、設置個数は任意に選択することができ、実用上、3個〜12個の範囲で設けることが好ましい。例えば、図15に示す例においては、θ=72°の間隔で5箇所に設けられているが、この例に限定されるものではない。
【0045】
ノズル・ポート用栓体60をノズル4に取り付けた場合、図16に示すように、リブ60dが設けられている位置においては、ノズル4の外環部4bの先端部とリブの頂頭部60d1とが突き当たり、さらにはリブの脚部60d2がノズル4の外環部4bの外壁部に接するため、リブ60dが設けられていない位置においては、当該リブ60dの頂頭部の高さ分、栓体60とノズル4の外環部4bの先端部との間に空隙が形成され、これにより図16中の破線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわち栓体60の外部との間を連通する連通路60rが形成される。
【0046】
また、図15に示すように、栓体60は天板部60cに貫通孔60hを具備しているため、図16中の一点鎖線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわち栓体60の外部との間を連通する連通路60sが形成される。
【0047】
ノズル・ポート用栓体60をポート60に取り付けた場合、図17に示すように、ポート6の内壁面と栓体60の小環部60aとが全周に亘り密着するが、天板部60cに形成されている貫通孔60hにより、図17中の一点鎖線に示すように、図1に示した第2の空間12と筒状容器9の外部10aすなわち栓体60の外部との間を連通する連通路60sが形成される。
【0048】
<第6の形態>
第6の形態の栓体は、ノズル4、5及び/又はポート6、7に使用できる密栓である。
本実施形態の医療用具においては、ノズル4、5、ポート6、7のいずれかにおいて連通路が形成されていればよいため、連通路を形成しない密栓も使用可能である。
【0049】
(栓体の製造方法)
上記に亘り説明した各種栓体は、従来公知の方法により作製できる。
栓体の材質としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリカーボネート樹脂、ポリスチレン樹脂、ポリアミド樹脂、ポリアセタール樹脂、シリコン樹脂等が挙げられるが、これらに限定されるものではない。特に、ポリエチレン樹脂、ポリプロピレン樹脂は、適度な硬さに基づく密着性や施栓性があるため、既に汎用されており好ましい。
栓体は、上述した各種形態に応じた型を用いて射出成形法によって製造できる。
【0050】
(栓体の組み合わせ)
上述したように、本実施形態の中空糸膜医療用具においては、前記第1の空間11と筒状容器9の外部との間、及び/又は、前記第2の空間12と筒状容器9の外部との間に、それぞれ栓体を介し、所定の連通路が形成されている。すなわち上記栓体のうちのいずれか一以上において、筒状容器9の外部との間に連通路が形成されていればよい。
具体的には、(ノズル用栓体、ポート用栓体)が、(密栓、ポートとの間に空隙を有する栓体)、(密栓、貫通孔を有する栓体)、(密栓、ポートとの間に空隙を有しかつ貫通孔を有する栓体)、(ノズルとの間に空隙を有する栓体、密栓)、(貫通孔を有する栓体、密栓)、(ノズルとの間に空隙及び貫通孔を有する栓体、密栓)、(ノズルとの間に空隙を有する栓体、ポートとの間に空隙を有する栓体)、(貫通孔を有する栓体、貫通孔を有する栓体)、(ノズルとの間に空隙及び貫通孔を有する栓体、ポートとの間に空隙及び貫通孔を有する栓体)の組み合わせが挙げられる。
なお、ノズル、ポートが、それぞれ複数ある場合、それらのうちのいずれかにおいて、栓体を介して筒状容器の外部10aとの間に連通路が形成されていればよい。
【0051】
さらに、中空糸膜型医療用具に限定されず、広義の医療用具、すなわち内空部を有する容器と濾材とを具備する医療用具においては、流体の入口部と出口部に取り付けられる栓体のうちの、少なくともいずれかにおいて、容器の内部と、容器の外部との間に、連通路が形成されていればよい。すなわち、栓体と前記入口部及び/又は出口部との間に空隙を有しているか、当該栓体に貫通孔が形成されているか、少なくともいずれかの構成を有しており、前記空隙及び/又は貫通孔により、前記容器の内空部と外部とが連通していればよい。
【0052】
(包装袋)
本実施形態の医療用具、例えば中空糸膜型医療用具は、後述する電子線照射による滅菌処理を、図1に示すように、所定の包装袋10に収納された状態で、包装袋10の外部から電子線を照射することにより施されているものとする。
滅菌処理する際に用いる包装袋10の材質は、例えば、ポリ塩化ビニリデン製フィルム、ポリビニルアルコール製フィルム、二軸延伸ポリビニルアルコール製フィルム、ポリ塩化ビニリデンコート二軸延伸ポリアルコール製フィルム、ナイロン/アルミニウム/ポリエチレンのラミネートシート、ポリエステル/アルミニウム/ポリエチレンのラミネートシート、アルミ箔、ナイロン/ポリエチレン二層構造フィルム等が挙げられる。
包装袋10は、上述したように、各種材質のフィルム、シートが適用できるが、絶縁性の材料により構成されている場合、包装袋10の外部から電子線を照射して滅菌処理を行うと、包装袋10に電荷が蓄積し、絶縁破壊が発生するおそれがある。そこで、包装袋10として、導電性材料を含有している材料を用いることが好ましい。これにより、電子線の照射により包装袋10に蓄積した電荷を、図1中に示した包装袋の外部10bに放散させ、包装袋10の絶縁破壊の発生を防止でき、さらには、滅菌対象である医療用具、例えば中空糸膜型医療用具の内部に蓄積した電荷を、包装袋の外部10bに放散させやすくなる。
このような導電性の材料を含有する包装袋10としては、上述したフィルム又はシートの表面に帯電防止剤や、導電性の高分子材料をコーティングしたものや、帯電防止剤や導電性の材料をブレンドした材料で成形した前記フィルム又はシートのほか、ナイロン/アルミニウム/ポリエチレンのラミネートフィルム又はシート、ポリエステル/アルミニウム/ポリエチレンのラミネートフィルム又はシート、アルミニウム箔、アルミニウム蒸着膜等の金属箔、金属蒸着膜、あるいはそのラミネート製品等を積層したフィルム等が挙げられる。
特に、外層がナイロン、中間層がアルミニウム箔又はアルミニウム蒸着膜、内層がポリエチレンのラミネートフィルムや、これにポリエチレンやポリエステルを外層、中間層、内層として組み合わせたラミネートシートからなる包装袋が好ましい。
【0053】
(電子線照射による滅菌処理)
本実施形態の中空糸膜型医療用具は、電子線の照射によって滅菌されているものとする。
電子線の照射線量は、5〜60kGy(キログレイ)が好ましく、15〜50kGyがより好ましく、15〜45kGyがさらに好ましい。
本実施形態の中空糸膜型医療用具は、ヘッダー2、2'のノズル4、5、筒状容器9の側面のポート6、7には、それぞれ、ノズル用栓体20、ポート用栓体30が取り付けられ、かつ上述した包装袋10により包装した状態で電子線照射による滅菌処理がなされている。
【0054】
本実施形態の医療用具、例えば中空糸膜型医療用具においては、後述する電子線照射による滅菌処理を行う際に、本体内に蓄積された電荷が、栓体を介して形成されている連通路により本体外に放出され、これにより絶縁破壊が効果的に防止される。
なお、栓体のいずれかにおいて、筒状容器と外部空間との間を連通する連通路が形成されていればよいが、複数の栓体において連通路が形成されていることが好ましい。
すなわち、図1に示す構成の中空糸膜型医療用具においては、前記第1の空間11と筒状容器9の外部空間10aとが、ノズル用栓体20を介して連通しており、前記第2の空間12と筒状容器の外部空間10aとが、前記ポート用栓体30を介して連通していることが好ましい。これにより、中空糸膜型医療用具の本体内に溜まった電荷が、前記連通路を介して本体外の空間に放散され、絶縁破壊を防止できる。そしてこのような構成をとることにより、各種医療用具、例えば中空糸膜型医療用具の構成材料について特殊な材料、すなわち体積抵抗率の低い材料で構成する必要がなく、ノズル用栓体及び/又はポート用栓体の構成のみを変更すれば足り、全体としての強度を実用上十分なものに保持でき、溶出物の増加を防止でき、従来技術において問題となっていた絶縁破壊に関する課題を解決できる。
【0055】
〔医療用具の利用分野〕
本実施形態の医療用具は、幅広く利用可能である。
例えば、血液透析器、血液透析濾過器、血液濾過器、持続血液透析濾過器、持続血液濾過器、血漿分離器、血漿成分分画器、血漿成分吸着器、ウイルス除去器、ウイルス吸着器、血液濃縮器、血漿濃縮器、腹水濾過器、腹水濃縮器等が挙げられ、中空糸膜の持つ、濾過特性、選択吸着特性(被吸着物質と相互作用をなすリガンドを中空糸膜に固定したものを含む)を利用した各種医療用具として適用できる。
【実施例】
【0056】
以下、具体的な実施例と、これとの比較例を挙げて説明するが、本発明は、以下の実施例に限定されるものではない。
先ず、実施例に用いた各種測定方法について説明する。
【0057】
〔中空糸膜型医療用具の絶縁破壊発生率の測定〕
(目視観察)
電子線照射により絶縁破壊が発生した場合の、中空糸膜型医療用具の絶縁破壊発生箇所について、黒く焦げた痕の有無を目視により確認した。
(水中陽圧試験)
中空糸膜型医療用具全体を水中に沈め、筒状容器の内部に空気を送り込んで150kPaの圧力をかけて30秒間保持することによって、絶縁破壊発生箇所からの気泡の発生を観察し、絶縁破壊の発生を確認した。
この水中陽圧試験は、図1に示す構成の中空糸膜型医療用具の第1の空間11、第2の空間12のそれぞれで行った。
上記(目視観察)、(水中陽圧試験)のいずれかの方法で、絶縁破壊の発生が確認された場合、その中空糸膜型医療用具は絶縁破壊が発生したものと判断し、作製した中空糸膜型医療用具の全数に対する絶縁破壊が発生した中空糸膜型医療用具の数の割合を百分率で示した。
【0058】
〔実施例1〕
ポリスルホン(ソルベイ・アドバンスド・ポリマーズ社製、P−1700):17質量部
PVP(アイ・エス・ピー社製、K−90):4質量部
ジメチルアセトアミド(以下、DMAC):79質量部
からなる均一な紡糸原液を作製した。
中空内液にはDMACの42%水溶液を用い、前記紡糸原液とともに、紡糸口金から吐出させた。
その際、乾燥後の膜厚を35μm、内径を185μmに合わせるように、紡糸原液及び中空内液の吐出量を調整した。
吐出した紡糸原液を前記紡糸口金の位置から50cm下方に設けた水よりなる60℃の凝固浴に浸漬し、30m/分の速度で凝固工程、水洗工程を通過させた後に乾燥機に導入し、160℃で乾燥後、クリンプを付与したポリスルホン系中空糸膜を巻き取った。
次に、巻き取った16000本の中空糸膜の束を、中空糸膜の有効膜面積が2.5m2となるように設計したスチレン−ブタジエン共重合体(旭化成ケミカル株式会社製、登録商標 アサフレックス)製の筒状容器に装填し、その両端部をウレタン樹脂(三洋化成工業株式会社製)で接着固定し、両端面を切断して中空糸膜の開口端を形成した。
開口端から濃度63%のグリセリン(和光純薬工業(株)製 特級)水溶液を中空糸膜内に5秒間注入し、0.2MPaのエアーで10秒間フラッシュさせた後、両端部にスチレン−ブタジエン共重合体(旭化成ケミカル株式会社製、登録商標 アサフレックス)製のヘッダーキャップを取り付けた。
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図2〜図4に示す形状の、ノズルとの間に空隙が形成され、かつ、天板部に貫通孔を有さない構造のノズル用栓体を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図5〜図7に示す形状の、ポートとの間に空隙が形成され、かつ、天板部に貫通孔を有さない構造のポート用栓体を被着した。
その後、ポリエチレン:膜厚50μm/ナイロン:膜厚25μmの二層構造の滅菌袋で包装し、10MeV電子線を線量が35kGyになるように照射して、セミドライタイプの中空糸膜型医療用具とした。ここで、線量は、被照射物の近傍に張り付けた三酢酸セルロース線量計(富士フィルム社製、FTR−125)を用いて測定した。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0059】
〔実施例2〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図8〜図10に示す形状の、ノズルとの間に空隙が形成され、かつ天板部に貫通孔を有さない構造のノズル・ポート両用栓体を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図8、図9、及び図11に示す形状の、ポートとの間に空隙が形成され、かつ天板部に貫通孔を有さない構造のノズル・ポート両用栓体を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0060】
〔実施例3〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図12及び図13に示す形状の、ノズルとの間に空隙が形成されないが、天板部に貫通孔を有しているノズル・ポート両用栓体を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図12及び図14に示す形状の、ポートとの間に空隙が形成されないが、天板部に貫通孔を有しているノズル・ポート両用栓体を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0061】
〔実施例4〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図15及び図16に示す形状の、ノズルとの間に空隙が形成され、かつ天板部に貫通孔を有しているノズル・ポート両用栓体を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図15及び図17に示す形状の、ポートとの間に空隙が形成されないが、天板部に貫通孔を有しているノズル・ポート両用栓体を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0062】
〔実施例5〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、ノズルとの間に空隙が形成されず、かつ天板部に貫通孔を有していない密栓を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図5〜図7に示す形状の、ポートとの間に空隙が形成され、かつ、天板部に貫通孔を有さない構造のポート用栓体を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0063】
〔実施例6〕
線量が57kGyになるように、電子線を照射した。
その他の条件は、実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0064】
〔比較例1〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、ノズルとの間に空隙が形成されず、かつ天板部に貫通孔を有していない密栓を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、ノズルとの間に空隙が形成されず、かつ天板部に貫通孔を有していない密栓を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0065】
〔比較例2〕
線量が57kGyになるように、電子線を照射した。
その他の条件は、比較例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0066】
【表1】

【0067】
表1に示すように、実施例1〜6の中空糸膜型医療用具においては、いずれも絶縁破壊の発生を効果的に防止することができた。
【産業上の利用可能性】
【0068】
本発明の医療用具は、医療現場に於いて、血液透析、血液透析濾過、血液濾過、持続血液透析濾過、持続血液濾過、血漿交換、二重濾過血漿交換、ウイルス除去、血液濃縮、腹水濾過・濃縮、吸着等の各種医療用具として、産業上の利用可能性を有している。
【符号の説明】
【0069】
1 中空糸膜型医療用具
2、2'ヘッダー
3 中空糸膜
4、5 ノズル
4a ノズルの内環部
4b ノズルの外環部
6、7 ポート
8 ポッティング樹脂
9 筒状容器
10 包装袋
10a 筒状容器の外部
10b 包装袋の外部
11 第1の空間
12 第2の空間
20 ノズル用栓体
20a ノズル用栓体の小環部
20b ノズル用栓体の大環部
20c ノズル用栓体の天板部
20d リブ
20d1 頂頭部
20d2 脚部
20r 連通路
30 ポート用栓体
30w ポート用栓体の側壁部
30c ポート用栓体の天板部
30d リブ
30d1 頂頭部
30d2 脚部
30r 連通路
40 ノズル・ポート両用栓体
40a ノズル・ポート両用栓体の小環部
40b ノズル・ポート両用栓体の大環部
40c ノズル・ポート両用栓体の天板部
40e 内側リブ
40f 外側リブ
40e1 内側リブの頂頭部
40e2 内側リブの脚部
40f1 外側リブの頂頭部
40f2 外側リブの脚部
40r 連通路
50 ノズル・ポート両用栓体
50a ノズル・ポート両用栓体の小環部
50b ノズル・ポート両用栓体の大環部
50c ノズル・ポート両用栓体の天板部
50h 貫通孔
50r 連通路
60 ノズル・ポート両用栓体
60a ノズル・ポート両用栓体の小環部
60b ノズル・ポート両用栓体の大環部
60c ノズル・ポート両用栓体の天板部
60d リブ
60d1 頂頭部
60d2 脚部
60r 連通路
60h 貫通孔
60s 連通路
【技術分野】
【0001】
本発明は、中空糸膜型医療用具及び医療用具に関する。
【背景技術】
【0002】
近年、筒状容器の内空部に濾材を具備する医療用具が血液浄化用の医療機器として用いられており、特に、中空糸膜を具備するものが多用されている。
例えば、慢性腎不全患者の血液透析療法に用いられる人工腎臓、患者の血漿を廃棄して新鮮凍結血漿やアルブミン溶液と置換する血漿交換療法に用いられる血漿分離器、患者の血漿中の高分子量物質を除去する二重濾過血漿交換療法に用いられる血漿分画器等に中空糸膜型医療用具が多用されている。
【0003】
前記中空糸膜型医療用具は、血液等、患者の体液と接触する医療用具であるため、使用の際には滅菌処理が施されている必要がある。
滅菌処理方法としては、例えば、熱滅菌、化学滅菌、照射滅菌、電子線滅菌等が挙げられるが、特に電子線滅菌は、熱滅菌のように高温にさらされたり、化学滅菌のように薬剤が医療用具に残留したりすることも無く、また、前記照射滅菌のうちのγ線滅菌のように放射性物質を大量に保管する必要も無いので、有用性の高い滅菌方法として知られている(例えば、特許文献1参照。)。
【0004】
一方において、電子線はγ線と比較して透過力が小さく、その透過距離は照射対象である物質の密度及び電子線のエネルギーに依存する。よって電子線滅菌工程においては、照射対象の構成材料としてポリオレフィン系樹脂等の絶縁性の高分子材料を使用すると、電子線の照射により内部に電子が補足され、一定以上の電荷が蓄積されると絶縁破壊が生じるという問題がある。
かかる問題に対して、従来においては、照射対象の材料中に所定のアニオン系界面活性剤を含有させることにより、電荷をアニオン基で中和して絶縁破壊を防止する技術(例えば、特許文献2参照)や、照射対象を、照射電子線の最大飛程に位置する内層とその外層からなる複数層構成とし、前記内層の体積抵抗率を外層の体積抵抗率よりも小さくし、前記最大飛程に集まった電荷を移動させやすくすることにより絶縁破壊を防止する技術(例えば、特許文献3参照。)が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−325434号公報
【特許文献2】特開2000−001561号公報
【特許文献3】特開2001−324656号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、中空糸膜型医療用具等の、主に絶縁性材料で成型された筒状容器中に濾材が装填されている構成の各種医療用具は、形状が複雑で、かつ全体として高密度であり、しかも部位によって密度が異なるものであるため、電子線滅菌工程において電荷が蓄積しやすく、部位によって電荷の蓄積の度合いが異なる場合もある。
一方において医療用具として要求される無菌性を確実に達成するためには、より高い線量の電子線を照射して確実に滅菌を行うことが必要となる傾向がある。
【0007】
例えば、中空糸膜型医療用具を電子線照射滅菌する場合、一般的には15〜25kGy程度の線量とされているが、形状が複雑で、部位によって密度が異なるため、無菌性を確実に達成するため35kGy以上の高い線量の電子線を照射し、また、絶縁破壊を確実に防止しながら、滅菌処理を行う必要がある。
【0008】
そこで本発明においては、上述したような従来技術の問題点に鑑み、高い線量の電子線照射による滅菌処理を行っても、絶縁破壊の発生を効果的に防止できる医療用具、特に中空糸膜型医療用具を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは、上記従来技術の課題を解決するため鋭意研究を重ねた結果、医療用具、特に中空糸膜型医療用具を構成する流体の出口及び/又は入口に取り付ける栓体について検討し、当該栓体を介して内部と外部とを連通させる構成とすることにより、絶縁破壊の発生を効果的に防止できることを見出し、本発明を得るに至った。
すなわち、本発明は以下の通りである。
【0010】
〔1〕
筒状容器と、
当該筒状容器に装填された中空糸膜の束と、
当該中空糸膜の束を、前記筒状容器の両端部で包埋固定しているポッティング樹脂と、
前記筒状容器の両端部に設けられている、流体の出入口となるノズルを有するヘッダーと、
前記筒状容器の側面部に設けられている、流体の出入口となるポートと、
前記ノズル及び前記ポートに、それぞれ着脱自在に取り付けられている栓体と、
を、具備し、
前記中空糸膜の内表面と、前記ヘッダーの内表面との間に第1の空間を、
前記中空糸膜の外表面と、前記筒状容器の内表面との間に第2の空間を、
それぞれ有し、
前記第1の空間と筒状容器の外部との間、及び/又は、前記第2の空間と筒状容器の外部との間に、それぞれ栓体を介して連通路が形成されており、
包装袋に収納された状態で電子線照射による滅菌処理が施されている中空糸膜型医療用具。
〔2〕
前記連通路が、前記栓体と前記ノズルとの間の空隙、及び/又は前記栓体と前記ポートとの間の空隙により形成されている、前記〔1〕に記載の中空糸膜型医療用具。
〔3〕
前記連通路が、前記栓体の貫通孔により形成されている前記〔1〕に記載の中空糸膜型医療用具。
〔4〕
前記連通路が、前記栓体と前記ノズルとの間の空隙、及び/又は前記栓体と前記ポートとの間の空隙、並びに前記栓体の貫通孔により形成されている前記〔1〕に記載の中空糸膜型医療用具。
〔5〕
絶縁性材料で成型された内空部を有する容器と、
前記内空部に装填された濾材と、
前記内空部を形成する容器壁面部に設けられ、前記容器内に流体を流入させる入口部と、
前記内空部を形成する容器壁面部に設けられ、前記容器外に流体を流出させる出口部と、
を具備し、
前記入口部及び出口部に、着脱自在に取り付けられている栓体を具備し、
前記栓体は、前記入口部及び/又は出口部との間に空隙を有しているか、当該栓体に貫通孔が形成されているか、少なくともいずれかの構成を有しており、前記空隙及び/又は貫通孔により、前記容器の内空部と外部とが連通しており、
包装袋に収納された状態で電子線照射による滅菌処理が施されている医療用具。
【発明の効果】
【0011】
本発明によれば、電子線照射滅菌処理工程における絶縁破壊の発生を効果的に防止でき、信頼性の高い医療用具、特に中空糸膜型医療用具を提供できる。
【図面の簡単な説明】
【0012】
【図1】本実施形態の中空糸膜型医療用具の一例の部分断面模式図を示す。
【図2】ノズル用栓体の一例の斜視図を示す。
【図3】(a)ノズル用栓体の側面方向側からの断面図を示す。(b)ノズル用栓体の下面図を示す。
【図4】ノズル用栓体をノズルに取り付けた状態の断面図を示す。
【図5】ポート用栓体の斜視図を示す。
【図6】(a)ポート用栓体の側面方向側からの断面図を示す。(b)ポート用栓体の下面図を示す。
【図7】ポート用栓体をポートに取り付けた状態の断面図を示す。
【図8】ノズル・ポート両用栓体の一例の斜視図を示す。
【図9】(a)ノズル・ポート両用栓体の側面方向側からの断面図を示す。(b)ノズル・ポート両用栓体の下面図を示す。
【図10】図8のノズル・ポート両用栓体をノズルに取り付けた状態の断面図を示す。
【図11】図8のノズル・ポート両用栓体をポートに取り付けた状態の断面図を示す。
【図12】ノズル・ポート両用栓体の他の一例の斜視図を示す。
【図13】図12のノズル・ポート両用栓体をノズルに取り付けた状態の断面図を示す。
【図14】図12のノズル・ポート両用栓体をポートに取り付けた状態の断面図を示す。
【図15】ノズル・ポート両用栓体の他の一例の斜視図を示す。
【図16】図15のノズル・ポート両用栓体をノズルに取り付けた状態の断面図を示す。
【図17】図15のノズル・ポート両用栓体をポートに取り付けた状態の断面図を示す。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための形態(以下、「本実施形態」と言う。)について、図を参照して説明する。
なお、本発明は以下の記載に限定されるものではなく、その要旨の範囲内で種々変形して実施できる。
図面中、同一の要素には同一の符号を付し、重複する説明を省略する場合がある。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとし、さらに図面の寸法比率は、図示の比率に限定されるものではない。
さらに、本明細書において、「略」を付した用語は、当業者の技術常識の範囲内でその「略」を除いた用語の意味を示すものであり、「略」を除いた意味自体をも含むものとする。
【0014】
〔医療用具〕
本実施形態の医療用具は、絶縁性材料で成型された内空部を有する容器と、前記内空部に装填された濾材とを具備している。
また、前記容器の壁面部には、前記容器内に流体を流入させる入口部と、前記容器外に流体を流出させる出口部とを具備している。
前記入口部及び出口部には、それぞれ所定の栓体が着脱自在に取り付けられている。
前記栓体は、前記入口部及び/又は出口部との間に空隙を有しているか、当該栓体に貫通孔が形成されているか、少なくともいずれかの構成を有しており、前記空隙及び/又は貫通孔により、前記容器の内部と外部とが連通している。
さらに、本実施形態の医療用具は包装袋に収納された状態で、当該包装袋の外部から電子線照射を行うことによって滅菌処理が施されている。
【0015】
上述した本実施形態の医療用具は、その代表的な実施形態として、中空糸膜型医療用具が挙げられる。
中空糸膜型医療用具は、筒状容器と、当該筒状容器の長手方向に沿って装填され、両端部が前記筒状容器の両端部ポッティング樹脂により固定されている、前記濾材に相当する中空糸膜の束を有している。
また、中空糸膜型医療用具は、前記筒状容器の両端部に、流体の出入口となるノズルを有するヘッダーを具備しており、前記筒状容器の側面部に、流体の出入口となるポートを具備している。
前記ノズル及び前記ポートには、それぞれ所定の栓体が着脱自在に取り付けられている。
さらに、中空糸膜医療用具は、前記中空糸膜の内表面と前記ヘッダーの内表面との間に第1の空間を、前記中空糸膜の外表面と前記筒状容器の内表面との間に第2の空間を、それぞれ有しており、前記第1の空間と筒状容器の外部との間、及び/又は、前記第2の空間と筒状容器の外部との間に、それぞれ栓体を介する連通路が形成されている。
さらにまた、本実施形態の中空糸膜型医療用具は、包装袋に収納された状態で、当該包装袋の外部からの電子線照射を行うことによって滅菌処理が施されている。
【0016】
下記においては、主として本実施形態の医療用具の好適な形態である中空糸膜型医療用具について図を参照して説明するが、本実施形態の医療用具は、下記の例に限定されるものではなく、絶縁性材料で成型された内空部を有する容器に所定の濾材が装填され、容器壁面部に所定の入口部と出口部を具備し、当該入口部と出口部に、着脱自在に取り付けられる栓体を有する構成の医療用具であればよく、中空糸膜型医療用具に限定されるものではない。
【0017】
〔医療用具のタイプ〕
一般的に中空糸膜型医療用具に代表される各種医療用具は、濾材の内部例えば中空糸膜の中空内部や、容器との隙間が水性媒体で満たされたウェットタイプと、水性媒体で満たされていない非ウェットタイプとに大別される。
前記非ウェットタイプは、さらに、濾材、例えば中空糸膜の含水率が数パーセント程度に低いドライタイプと、濾材例えば中空糸膜が水分や保湿剤等によって適度に湿潤化されているセミドライタイプ(ハーフウェットタイプと称されることもある。)に区分されることがある。本実施形態の医療用具は、いずれのタイプも含むものとする。
【0018】
本実施形態の医療用具がウェットタイプである場合、水性媒体としては、純水や溶媒に抗酸化剤や緩衝液を混合させたものが一般的に使用できる。
前記抗酸化剤としては、例えば、ピロ亜硫酸ナトリウム、アセトンソジウムバイサルファイト、ソジウムホルムアルデヒドスルホキシレート、ソジウムハイドロサルファイト、1−アスコルビン酸等が挙げられ、前記緩衝液としては、例えば、リン酸緩衝液、トリスヒドロキシメチルアミノメタン緩衝液、酢酸緩衝液、クエン酸緩衝液及びホウ酸緩衝液等が挙げられるが、特にこれらに限定するものではない。
また、前記溶媒としては、例えば、メタノール、エタノール、グリセリン、プロピレングリコール、イソプロパノール等が挙げられるが、特にこれらに限定するものではない。
本実施形態の医療用具がセミドライタイプである場合、保湿剤としては、親水性高分子の劣化保護機能を有しつつ適度な粘性を帯びて膜表面に保持されやすく、疎水性高分子や親水性高分子とは強固な化学結合を形成せず、しかも生理的水溶液により洗浄されやすいという要件を同時に満たす材料が好ましく使用できる。例えば、グリセリン、マンニトール、グリコール類(例えば、エチレングリコール、ジエチレングリコール、プロピレングリコール、テトラエチレングリコール)、ポリグリコール類(例えば、ポリエチレングリコール)等の多価アルコール類等が挙げられる。特に、血液浄化用中空糸膜の孔径保持剤や表面改質剤として実績がある点で、グリセリン又はポリエチレングリコールの水溶液がより好ましく、グリセリン水溶液が特に好ましいが、特にこれらに限定するものではない。
【0019】
〔中空糸膜型医療用具〕
図1は、本実施形態の中空糸膜型医療用具の一例の部分断面模式図を示す。
図1中、中央に示す一点鎖線Aの右側部分は、中空糸膜型医療用具の概略断面図を示し、一点鎖線Aの左側部分は、中空糸膜型医療用具の概略側面図を示す。
中空糸膜型医療用具1は、筒状容器9の長手方向に沿って、濾材である中空糸膜3の束が装填されている。
中空糸膜3の束の両端部はポッティング樹脂8により筒状容器9の両端部に固定されている。
前記ポッティング樹脂8により固定された中空糸膜3の両端部では、当該中空糸膜3の内側が開口されており、当該開口部と対向して、流体の出入口となるノズル4、5を具備するヘッダー2、2'が設けられている。
筒状容器9の側壁面には、流体の出入口となるポート6、7が設けられている。
前記ノズル4、5及びポート6、7には、それぞれ、後述する所定の栓体が着脱自在に取り付けられている。
中空糸膜3の内側とヘッダー2、2'の内表面との間には第1の空間11、中空糸膜3の外側と筒状容器9の内表面との間には第2の空間12が、それぞれ形成されている。
中空糸膜型医療用具1は、包装袋10により収納、密閉された状態で電子線照射による滅菌処理が施されており、保管や運搬の際に滅菌状態が保持されている。
なお、本明細書において、中空糸膜型医療用具1を収納している包装袋10の内部を、「筒状容器の外部10a」と称し、包装袋の外部を「包装袋の外部10b」と称する。
以下、本実施形態の医療用具の構成について、中空糸膜型医療用具を例として詳細に説明する。
【0020】
(筒状容器)
筒状容器9は絶縁性材料で成型されており、濾材である中空糸膜3を収容する内空部を有している。筒状容器9の形状、寸法に関しては特に限定されるものではなく、従来公知のものをいずれも適用できる。
前記絶縁性材質としては、従来公知の材料を適用でき、例えば、ポリプロピレン樹脂、ポリスチレン樹脂、ポリメチルメタクリレート樹脂、ポリエチレンテレフタレート樹脂、ナイロン6樹脂、ポリスルホン樹脂、ポリアクリロニトリル樹脂、ポリカーボネート樹脂、ABS樹脂、スチレン・ブタジエン共重合体樹脂等が挙げられる。
特に、ポリプロピレン樹脂、ポリスチレン樹脂、ポリアクリロニトリル樹脂、スチレン・ブタジエン共重合体樹脂が安価であり、医療用部材の分野での汎用性が高く、高い安全性が確認されているので好ましく、スチレン・ブタジエン共重合体樹脂がより好ましいが、これらに限定するものではない。
【0021】
(濾材:中空糸膜)
中空糸膜3は、処理液の成分分離(濾過や吸着等)を行う機能を有する濾材であり、形状、寸法、分画特性に関しては特に限定されるものではなく、使用目的に照らして適宜選択できる。
中空糸膜3の材質としては、電子線滅菌が可能な従来公知の材料をいずれも適用できる。例えば、セルロース系高分子、ポリスルホン系高分子、ポリアクリロニトリル系高分子、ポリメチルメタクリレート系高分子、エチレンビニルアルコール共重合体を含むポリビニル系高分子、ポリアミド系高分子、ポリエステル系高分子、ポリオレフィン系高分子等が挙げられるが、これらに限定されるものではない。
特に、ポリスルホン系高分子は、芳香族化合物であることから放射線耐性に特に優れており、また、熱や化学的処理にも非常に強く、安全性にも優れている材料であるため好適である。
【0022】
中空糸膜3は、従来公知の技術により製造できる。例えば、上述した樹脂材料を所定の溶媒に溶解し紡糸原液を調製し、この紡糸原液を紡糸することにより製造できる。
なお、中空糸膜3の基材として疎水性高分子を使用する場合は、親水性高分子をさらに使用し、両者の共通溶媒を用いてブレンドして紡糸原液を調製し、この紡糸原液を製膜することにより中空糸膜3に親水性を付与することが一般的である。
前記親水性高分子としては、例えば、ポリビニルピロリドン(PVP)、ポリエチレングリコール、ポリビニルアルコール、ポリプロピレングリコール等が挙げられる。特にポリビニルピロリドンが親水化の効果や安全性の面より好ましいが、特にこれらに限定するものではない。
前記疎水性高分子と親水性高分子の共通溶媒としては、用いる高分子に応じて適宜選択することができるが、例えば、親水性高分子がPVPである場合、ジメチルアセトアミド(以下、DMACと称する。)、ジメチルスルホキシド、N−メチル−2−ピロリドン、ジメチルホルムアミド、スルホラン、ジオキサン等の溶媒、あるいはこれらを2種類以上混合した溶媒等が挙げられる。
目的とする中空糸膜3の孔径制御のため、前記紡糸原液には水等の所定の添加物を加えてもよい。
【0023】
中空糸膜3を製膜する方法としては、例えば、チューブインオリフィス型の紡糸口金を用い、紡糸口金のオリフィスから紡糸原液を、チューブから該紡糸原液を凝固させるための中空内液を吐出させるのと同時に空中に吐出させる方法が挙げられる。
前記中空内液としては、水、又は水を主体とした凝固液が使用でき、目的とする中空糸膜の透過性能に応じてその組成等を決定すればよい。一般的には、紡糸原液に使用した溶剤と水との混合溶液が好適に使用される。例えば0〜65質量%のDMAC水溶液等が用いられる。
前記のように中空内液とともに紡糸原液を吐出させた後、空走部を走行させ、紡糸口金下部に設置した水を主体とする凝固浴中へ導入し、浸漬して凝固を完了させる。
その後、洗浄工程等を経て、湿潤状態の中空糸膜巻き取り機で巻き取り、中空糸膜の束を得、乾燥処理を行う。あるいは、前記洗浄工程を経た後に乾燥機内にて乾燥処理を行い、その後、中空糸膜を巻き取り、中空糸膜の束を得てもよい。
【0024】
中空糸膜3の束は、図1に示すように、筒状容器9の長手方向に沿って装填され、筒状容器9の両端部に固定されている。例えば、中空糸膜3の束を筒状容器9へ挿入し、両端部にポッティング樹脂8を注入し、筒状容器9の長手方向中心を軸として遠心回転させることにより、両端部にポッティング樹脂8の層を形成して両端をシールすることにより固定することができる。
なお、中空糸膜3の束を固定した後、余分なポッティング樹脂を切断除去して、中空糸膜3の端面において内部を開口させ、さらにその上から流体の出入口を持つヘッダー2、2'を取り付けることにより、中空糸膜3の束が筒状容器9に充填される。
これにより、中空糸膜3の内側とヘッダー2、2’内表面との間には第1の空間11が形成され、中空糸膜3の外側と筒状容器9の内表面との間には第2の空間12が形成される。
【0025】
(ポッティング樹脂)
ポッティング樹脂8は、中空糸膜3の束を両端部においてシールする機能を有している。
ポッティング樹脂8としては、例えば、ポリウレタン樹脂、エポキシ樹脂、シリコン樹脂等を使用できるが、これらに限定されるものではない。
【0026】
(ヘッダー)
ヘッダー2、2'は、それぞれ中空糸膜3の端面に対向しており、かつ前記筒状容器9の両端部に設けられている。
ヘッダー2、2'の材料としては、筒状容器9の材料と同様の材料を適用でき、例えば、ポリプロピレン樹脂、ポリスチレン樹脂、ポリメチルメタクリレート樹脂、ポリエチレンテレフタレート樹脂、ナイロン6樹脂、ポリスルホン樹脂、ポリアクリロニトリル樹脂、ポリカーボネート樹脂、ABS樹脂、スチレン・ブタジエン共重合体樹脂等が挙げられる。
特に、ポリプロピレン樹脂、ポリスチレン樹脂、ポリアクリロニトリル樹脂、スチレン・ブタジエン共重合体樹脂は、樹脂コストが安価であり、医療用部材の分野での汎用性が高く、高い安全性が確認されているので好ましく、スチレン・ブタジエン共重合体樹脂がより好ましいが、特にこれらに限定するものではない。
【0027】
(ヘッダーのノズル)
ヘッダー2、2'はそれぞれノズル4、5を具備しており、当該ノズル4、5は、筒状容器9内に所定の流体を流入させ、及び/又は、筒状容器9内から所定の流体を流出させる入口部及び/又は出口部としての役割を有している。
なお、本明細書及び説明に用いる図面においては、ノズル4、5を代表して符号4により示すことがある。
ノズル4は、筒状容器9の内部と連通する内環部4aと、後述する栓体を取り付ける外環部4bとを具備している。
具体的には、JIS T 3250:2005(血液透析器、血液透析ろ(濾)過器、血液ろ(濾)過器及び血液濃縮器)の4.4.3(血液透析器、血液透析ろ(濾)過器及び血液ろ(濾)過器の血液側接続部分)に記載の構造を適用できる。
【0028】
(ポート)
ポート6、7は、それぞれ、筒状容器9内に所定の流体を流入、及び/又は、筒状容器9内から流体を流出させる入口部及び/又は出口部である。
なお、本明細書及び説明に用いる図面においては、ポート6、7を代表して符号6により示すことがある。
ポート6は、筒状容器9の内部と連通する中空部を有する管状構造となっている。
具体的には、JIS T 3250:2005(血液透析器、血液透析ろ(濾)過器、血液ろ(濾)過器及び血液濃縮器)の4.4.4(血液透析器及び血液透析ろ(濾)過器の透析液側接続部分)に記載の構造を適用できる。
【0029】
(栓体)
以下、上述したノズル4、5、ポート6、7に着脱自在に取り付けられる栓体について説明する。以下、第1の形態〜第6の形態の栓体について、順次説明する。
【0030】
<第1の形態>
第1の形態の栓体は、ノズル4、5に取り付けるノズル用栓体である。
図2にノズル用栓体20の一例の斜視図を示し、図3にノズル用栓体20の一例の断面図及び下面図を示す。
図3(a)は、図3(b)中の一点鎖線Lの位置で切断したときの断面図であり、図3(b)はノズル取り付け側から見た下面図を示す。図4に、図2に示すノズル用栓体20をノズル4に取り付けた状態の断面図を示す。
【0031】
ノズル用栓体20は、ノズル4に取り付けた状態でノズルの内環部4aの外壁面に対向する小環部20aと、ノズルの外環部4bの外壁面に対向する大環部20bとを具備しており、またノズルの開口部に対向する天板部20cを具備している。
ノズル用栓体20は、天板部20cの内面側の周端部分、すなわち天板部20cと大環部20bとの境界部分に、所定の高さのリブ20dを有している。
リブ20dは、図3(a)に示すように、天板部20c近傍の頂頭部20d1と、大環部20bに沿った脚部20d2とを具備しており、脚部20d2から頂頭部20d1にかけて段差が形成された略L字状となっている。
なお、リブ20dの脚部20d2の下端部は図示のようにテーパー状となっていてもよいが、これに限定されるものではない。
リブ20dは、図3(b)に示すように、ノズル用栓体20の下面方向から見たときの円環方向を基準として不連続で設けられており、設置個数は任意に選択することができ、実用上、3個〜12個の範囲で設けることが好ましい。例えば、図3(b)に示す例においては、θ=72°の間隔で5箇所に設けられているが、この例に限定されるものではない。
【0032】
図4に示すように、リブ20dが設けられている位置においては、ノズル4の外環部4bの先端部とリブ20dの頂頭部20d1とが突き当たり、さらにはリブ20dの脚部20d2がノズル4の外壁部に接するため、リブ20dが設けられていない位置においては、当該リブ20dの頂頭部20d1の高さ分、ノズル用栓体20とノズル4の外環部4bの先端部との間に空隙が形成され、これにより図4中の破線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわちノズル用栓体20の外部との間を連通する連通路20rが形成される。
【0033】
<第2の形態>
第2の形態の栓体は、ポート6、7に取り付ける栓体である。
図5にポート用栓体30の一例の斜視図を示し、図6にポート用栓体30の一例の断面図及び下面図を示す。
図6(a)は、図6(b)中の一点鎖線Lの位置で切断したときのポート用栓体の側面側からの断面図であり、図6(b)はポート取り付け側から見た下面図を示す。図7に、図5に示すポート用栓体30をポート6に取り付けた状態の断面図を示す。
【0034】
ポート用栓体30は、図7に示すように、ポート6に取り付けた状態で、ポート6の外壁面に対向する側壁部30wと、ポートの開口部に対向する天板部30cを具備している。
ポート用栓体30は、天板部30cの内面側の周端部分、すなわち天板部30cと側壁部30wとの境界部分に所定の高さのリブ30dを有している。
リブ30dは、図7に示すように、天板部30c近傍の頂頭部30d1と、側壁部30wに沿った脚部30d2とを具備しており、脚部30d2から頂頭部30d1にかけて段差が形成された略L字状となっている。
なお、リブの脚部30d2の下端部は図示のようにテーパー状となっていてもよいが、これに限定されるものではない。
リブ30dは、図6(b)に示すように、ポート用栓体30の下面方向から見たときの円環方向を基準として不連続で設けられており、設置個数は任意に選択することができ、実用上、3個〜12個の範囲で設けることが好ましい。例えば、図6(b)に示す例においては、θ=120°の間隔で3箇所に設けられているが、この例に限定されるものではない。
【0035】
図7に示すように、リブ30dが設けられている位置においては、ポート6の先端部とリブの頂頭部30d1とが突き当たり、さらにはリブの脚部30d2がポート6の側壁部30wに接するため、リブ30dが設けられていない位置においては、当該リブ30dの頂頭部の高さ分、ポート用栓体30とポート6の先端部との間に空隙が形成され、これにより図7中の破線に示すように、図1に示した第2の空間12と筒状容器9の外部10aすなわちポート用栓体30の外部との間を連通する連通路30rが形成される。
【0036】
<第3の形態>
第3の形態の栓体は、ノズル4、5、ポート6、7の両方の用途に使用できる栓体(以下、ノズル・ポート両用栓体と言う)である。
図8にノズル・ポート両用栓体40の一例の斜視図を示し、図9にノズル・ポート両用栓体の一例の断面図及び下面図を示す。
なお、図9(a)は、図9(b)中の一点鎖線Lの位置で切断したときのノズル・ポート両用栓体の側面側からの断面図であり、図9(b)はノズル又はポート取り付け側から見た下面図を示す。
図10に、ノズル・ポート両用栓体40をノズル4に取り付けた状態の断面図を示す。
図11に、ノズル・ポート両用栓体40をポート6に取り付けた状態の断面図を示す。
【0037】
ノズル・ポート用栓体40は、図10に示すように、ノズル4に取り付けた状態で、ノズルの内環部4aの外壁面に対向する小環部40aと、ノズルの外環部4bの外壁面に対向する大環部40bとを具備しており、またノズルの開口部に対向する天板部40cを具備している。
ノズル・ポート用栓体40は、前記小環部40dの内壁部及び外壁部に、それぞれ所定の高さのリブ40e、40fを有している(以下、それぞれ内側リブ40e、外側リブ40fと言う場合もある。)。
内側リブ40eは、図10に示すように、天板部40c近傍の頂頭部40e1と、小環部40aに沿った脚部40e2を具備している。
外側リブ40fは、天板部40c近傍の頂頭部40f1と、小環部40aに沿った脚部40f2とを具備している。
内側リブ40e及び外側リブ40fは、それぞれ脚部から頂頭部にかけて段差が形成された略L字状となっている。
なお、内側リブ40e及び外側リブ40fの脚部の下端部は図示のようにテーパー状となっていてもよいが、これに限定されるものではない。
内側リブ40e、外側リブ40fは、図9(b)に示すように、ノズル・ポート用栓体40の下面方向から見たときの円環方向を基準として不連続で設けられており、設置個数は任意に選択することができ、実用上、3個〜12個の範囲で設けることが好ましい。例えば、図9(b)に示す例においては、θ=120°の間隔で3箇所に設けられているが、この例に限定されるものではない。
【0038】
図10に示すように、内側リブ40eが設けられている位置においては、ノズル4の内環部4aの先端部と内側リブの頂頭部40e1とが突き当たり、さらには内側リブの脚部40e2がノズル4の内環部4aの外壁部に接するため、内側リブ40eが設けられていない位置においては、当該内側リブ40eの頂頭部の高さ分、栓体40とノズル4の内環部4aの先端部との間に空隙が形成され、これにより、図10中の破線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわち栓体40の外部との間を連通する連通路40rが形成される。
【0039】
図11に示すように、外側リブ40fが設けられている位置においては、ポート6の先端部と外側リブの頂頭部40f1とが突き当たり、さらには外側リブの脚部40f2がポート6の内壁部に接するため、外側リブ40fが設けられていない位置においては、当該外側リブ40fの頂頭部の高さ分、栓体40とポート6の先端部との間に空隙が形成され、これにより、図11中の破線に示すように、図1に示した第2の空間12と筒状容器9の外部10aすなわち栓体40の外部との間を連通する連通路40rが形成される。
【0040】
<第4の形態>
第4の形態の栓体は、ノズル4、5、ポート6、7の両方の用途に使用できる栓体(ノズル・ポート両用栓体)である。
図12にノズル・ポート両用栓体50の一例の斜視図を示し、図13にノズル・ポート両用栓体50をノズル4に取り付けた状態の断面図を示す。
図14に、ノズル・ポート両用栓体50をポート6に取り付けた状態の断面図を示す。
【0041】
図13に示すように、ノズル・ポート用栓体50は、ノズル4に取り付けた状態でノズルの内環部4aの外壁面に対向する小環部50aと、ノズルの外環部4bの外壁面に対向する大環部50bとを具備しており、またノズルの開口部に対向する天板部50cを具備しており、天板部50cには、貫通孔50hが形成されている。
天板部50cに形成されている貫通孔50hにより、図13中の破線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわち栓体50の外部との間を連通する連通路50rが形成される。
【0042】
図14に示すように、ノズル・ポート用栓体50をポート6に取り付けると、ポート6の内壁面と栓体50の小環部50aとが全周に亘り密着するが、天板部50cに形成されている貫通孔50hにより、図14中の破線に示すように、図1に示した第2の空間12と筒状容器9の外部10aすなわち栓体50の外部との間を連通する連通路50rが形成される。
【0043】
<第5の形態>
第5の形態の栓体は、ノズル4、5、ポート6、7の両方の用途に使用できる栓体(ノズル・ポート両用栓体)である。
図15にノズル・ポート両用栓体60の一例の斜視図を示し、図16にノズル・ポート両用栓体60をノズル4に取り付けた状態の断面図を示す。
図17に、ノズル・ポート両用栓体60をポート6に取り付けた状態の断面図を示す。
【0044】
ノズル・ポート用栓体60は、ノズル4に取り付けた状態で、ノズルの内環部4aの外壁面に対向する小環部60aと、ノズルの外環部4bの外壁面に対向する大環部60bとを具備しており、またノズルの開口部に対向する天板部60cを具備している。
ノズル・ポート用栓体60は、大環部60bの内壁部にリブ60dを有している。
リブ60dは、図16、図17に示すように、天板部60c近傍の頂頭部60d1と、大環部60bに沿った脚部60d2とを具備しており、脚部から頂頭部にかけて段差が形成された略L字状となっている。
なお、リブの脚部60d2の下端部は図示のようにテーパー状となっていてもよいが、これに限定されるものではない。
リブ60dは、図15に示すように、栓体60の下面方向から見たときの円環方向を基準として不連続で設けられており、設置個数は任意に選択することができ、実用上、3個〜12個の範囲で設けることが好ましい。例えば、図15に示す例においては、θ=72°の間隔で5箇所に設けられているが、この例に限定されるものではない。
【0045】
ノズル・ポート用栓体60をノズル4に取り付けた場合、図16に示すように、リブ60dが設けられている位置においては、ノズル4の外環部4bの先端部とリブの頂頭部60d1とが突き当たり、さらにはリブの脚部60d2がノズル4の外環部4bの外壁部に接するため、リブ60dが設けられていない位置においては、当該リブ60dの頂頭部の高さ分、栓体60とノズル4の外環部4bの先端部との間に空隙が形成され、これにより図16中の破線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわち栓体60の外部との間を連通する連通路60rが形成される。
【0046】
また、図15に示すように、栓体60は天板部60cに貫通孔60hを具備しているため、図16中の一点鎖線に示すように、図1に示した第1の空間11と筒状容器9の外部10aすなわち栓体60の外部との間を連通する連通路60sが形成される。
【0047】
ノズル・ポート用栓体60をポート60に取り付けた場合、図17に示すように、ポート6の内壁面と栓体60の小環部60aとが全周に亘り密着するが、天板部60cに形成されている貫通孔60hにより、図17中の一点鎖線に示すように、図1に示した第2の空間12と筒状容器9の外部10aすなわち栓体60の外部との間を連通する連通路60sが形成される。
【0048】
<第6の形態>
第6の形態の栓体は、ノズル4、5及び/又はポート6、7に使用できる密栓である。
本実施形態の医療用具においては、ノズル4、5、ポート6、7のいずれかにおいて連通路が形成されていればよいため、連通路を形成しない密栓も使用可能である。
【0049】
(栓体の製造方法)
上記に亘り説明した各種栓体は、従来公知の方法により作製できる。
栓体の材質としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリカーボネート樹脂、ポリスチレン樹脂、ポリアミド樹脂、ポリアセタール樹脂、シリコン樹脂等が挙げられるが、これらに限定されるものではない。特に、ポリエチレン樹脂、ポリプロピレン樹脂は、適度な硬さに基づく密着性や施栓性があるため、既に汎用されており好ましい。
栓体は、上述した各種形態に応じた型を用いて射出成形法によって製造できる。
【0050】
(栓体の組み合わせ)
上述したように、本実施形態の中空糸膜医療用具においては、前記第1の空間11と筒状容器9の外部との間、及び/又は、前記第2の空間12と筒状容器9の外部との間に、それぞれ栓体を介し、所定の連通路が形成されている。すなわち上記栓体のうちのいずれか一以上において、筒状容器9の外部との間に連通路が形成されていればよい。
具体的には、(ノズル用栓体、ポート用栓体)が、(密栓、ポートとの間に空隙を有する栓体)、(密栓、貫通孔を有する栓体)、(密栓、ポートとの間に空隙を有しかつ貫通孔を有する栓体)、(ノズルとの間に空隙を有する栓体、密栓)、(貫通孔を有する栓体、密栓)、(ノズルとの間に空隙及び貫通孔を有する栓体、密栓)、(ノズルとの間に空隙を有する栓体、ポートとの間に空隙を有する栓体)、(貫通孔を有する栓体、貫通孔を有する栓体)、(ノズルとの間に空隙及び貫通孔を有する栓体、ポートとの間に空隙及び貫通孔を有する栓体)の組み合わせが挙げられる。
なお、ノズル、ポートが、それぞれ複数ある場合、それらのうちのいずれかにおいて、栓体を介して筒状容器の外部10aとの間に連通路が形成されていればよい。
【0051】
さらに、中空糸膜型医療用具に限定されず、広義の医療用具、すなわち内空部を有する容器と濾材とを具備する医療用具においては、流体の入口部と出口部に取り付けられる栓体のうちの、少なくともいずれかにおいて、容器の内部と、容器の外部との間に、連通路が形成されていればよい。すなわち、栓体と前記入口部及び/又は出口部との間に空隙を有しているか、当該栓体に貫通孔が形成されているか、少なくともいずれかの構成を有しており、前記空隙及び/又は貫通孔により、前記容器の内空部と外部とが連通していればよい。
【0052】
(包装袋)
本実施形態の医療用具、例えば中空糸膜型医療用具は、後述する電子線照射による滅菌処理を、図1に示すように、所定の包装袋10に収納された状態で、包装袋10の外部から電子線を照射することにより施されているものとする。
滅菌処理する際に用いる包装袋10の材質は、例えば、ポリ塩化ビニリデン製フィルム、ポリビニルアルコール製フィルム、二軸延伸ポリビニルアルコール製フィルム、ポリ塩化ビニリデンコート二軸延伸ポリアルコール製フィルム、ナイロン/アルミニウム/ポリエチレンのラミネートシート、ポリエステル/アルミニウム/ポリエチレンのラミネートシート、アルミ箔、ナイロン/ポリエチレン二層構造フィルム等が挙げられる。
包装袋10は、上述したように、各種材質のフィルム、シートが適用できるが、絶縁性の材料により構成されている場合、包装袋10の外部から電子線を照射して滅菌処理を行うと、包装袋10に電荷が蓄積し、絶縁破壊が発生するおそれがある。そこで、包装袋10として、導電性材料を含有している材料を用いることが好ましい。これにより、電子線の照射により包装袋10に蓄積した電荷を、図1中に示した包装袋の外部10bに放散させ、包装袋10の絶縁破壊の発生を防止でき、さらには、滅菌対象である医療用具、例えば中空糸膜型医療用具の内部に蓄積した電荷を、包装袋の外部10bに放散させやすくなる。
このような導電性の材料を含有する包装袋10としては、上述したフィルム又はシートの表面に帯電防止剤や、導電性の高分子材料をコーティングしたものや、帯電防止剤や導電性の材料をブレンドした材料で成形した前記フィルム又はシートのほか、ナイロン/アルミニウム/ポリエチレンのラミネートフィルム又はシート、ポリエステル/アルミニウム/ポリエチレンのラミネートフィルム又はシート、アルミニウム箔、アルミニウム蒸着膜等の金属箔、金属蒸着膜、あるいはそのラミネート製品等を積層したフィルム等が挙げられる。
特に、外層がナイロン、中間層がアルミニウム箔又はアルミニウム蒸着膜、内層がポリエチレンのラミネートフィルムや、これにポリエチレンやポリエステルを外層、中間層、内層として組み合わせたラミネートシートからなる包装袋が好ましい。
【0053】
(電子線照射による滅菌処理)
本実施形態の中空糸膜型医療用具は、電子線の照射によって滅菌されているものとする。
電子線の照射線量は、5〜60kGy(キログレイ)が好ましく、15〜50kGyがより好ましく、15〜45kGyがさらに好ましい。
本実施形態の中空糸膜型医療用具は、ヘッダー2、2'のノズル4、5、筒状容器9の側面のポート6、7には、それぞれ、ノズル用栓体20、ポート用栓体30が取り付けられ、かつ上述した包装袋10により包装した状態で電子線照射による滅菌処理がなされている。
【0054】
本実施形態の医療用具、例えば中空糸膜型医療用具においては、後述する電子線照射による滅菌処理を行う際に、本体内に蓄積された電荷が、栓体を介して形成されている連通路により本体外に放出され、これにより絶縁破壊が効果的に防止される。
なお、栓体のいずれかにおいて、筒状容器と外部空間との間を連通する連通路が形成されていればよいが、複数の栓体において連通路が形成されていることが好ましい。
すなわち、図1に示す構成の中空糸膜型医療用具においては、前記第1の空間11と筒状容器9の外部空間10aとが、ノズル用栓体20を介して連通しており、前記第2の空間12と筒状容器の外部空間10aとが、前記ポート用栓体30を介して連通していることが好ましい。これにより、中空糸膜型医療用具の本体内に溜まった電荷が、前記連通路を介して本体外の空間に放散され、絶縁破壊を防止できる。そしてこのような構成をとることにより、各種医療用具、例えば中空糸膜型医療用具の構成材料について特殊な材料、すなわち体積抵抗率の低い材料で構成する必要がなく、ノズル用栓体及び/又はポート用栓体の構成のみを変更すれば足り、全体としての強度を実用上十分なものに保持でき、溶出物の増加を防止でき、従来技術において問題となっていた絶縁破壊に関する課題を解決できる。
【0055】
〔医療用具の利用分野〕
本実施形態の医療用具は、幅広く利用可能である。
例えば、血液透析器、血液透析濾過器、血液濾過器、持続血液透析濾過器、持続血液濾過器、血漿分離器、血漿成分分画器、血漿成分吸着器、ウイルス除去器、ウイルス吸着器、血液濃縮器、血漿濃縮器、腹水濾過器、腹水濃縮器等が挙げられ、中空糸膜の持つ、濾過特性、選択吸着特性(被吸着物質と相互作用をなすリガンドを中空糸膜に固定したものを含む)を利用した各種医療用具として適用できる。
【実施例】
【0056】
以下、具体的な実施例と、これとの比較例を挙げて説明するが、本発明は、以下の実施例に限定されるものではない。
先ず、実施例に用いた各種測定方法について説明する。
【0057】
〔中空糸膜型医療用具の絶縁破壊発生率の測定〕
(目視観察)
電子線照射により絶縁破壊が発生した場合の、中空糸膜型医療用具の絶縁破壊発生箇所について、黒く焦げた痕の有無を目視により確認した。
(水中陽圧試験)
中空糸膜型医療用具全体を水中に沈め、筒状容器の内部に空気を送り込んで150kPaの圧力をかけて30秒間保持することによって、絶縁破壊発生箇所からの気泡の発生を観察し、絶縁破壊の発生を確認した。
この水中陽圧試験は、図1に示す構成の中空糸膜型医療用具の第1の空間11、第2の空間12のそれぞれで行った。
上記(目視観察)、(水中陽圧試験)のいずれかの方法で、絶縁破壊の発生が確認された場合、その中空糸膜型医療用具は絶縁破壊が発生したものと判断し、作製した中空糸膜型医療用具の全数に対する絶縁破壊が発生した中空糸膜型医療用具の数の割合を百分率で示した。
【0058】
〔実施例1〕
ポリスルホン(ソルベイ・アドバンスド・ポリマーズ社製、P−1700):17質量部
PVP(アイ・エス・ピー社製、K−90):4質量部
ジメチルアセトアミド(以下、DMAC):79質量部
からなる均一な紡糸原液を作製した。
中空内液にはDMACの42%水溶液を用い、前記紡糸原液とともに、紡糸口金から吐出させた。
その際、乾燥後の膜厚を35μm、内径を185μmに合わせるように、紡糸原液及び中空内液の吐出量を調整した。
吐出した紡糸原液を前記紡糸口金の位置から50cm下方に設けた水よりなる60℃の凝固浴に浸漬し、30m/分の速度で凝固工程、水洗工程を通過させた後に乾燥機に導入し、160℃で乾燥後、クリンプを付与したポリスルホン系中空糸膜を巻き取った。
次に、巻き取った16000本の中空糸膜の束を、中空糸膜の有効膜面積が2.5m2となるように設計したスチレン−ブタジエン共重合体(旭化成ケミカル株式会社製、登録商標 アサフレックス)製の筒状容器に装填し、その両端部をウレタン樹脂(三洋化成工業株式会社製)で接着固定し、両端面を切断して中空糸膜の開口端を形成した。
開口端から濃度63%のグリセリン(和光純薬工業(株)製 特級)水溶液を中空糸膜内に5秒間注入し、0.2MPaのエアーで10秒間フラッシュさせた後、両端部にスチレン−ブタジエン共重合体(旭化成ケミカル株式会社製、登録商標 アサフレックス)製のヘッダーキャップを取り付けた。
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図2〜図4に示す形状の、ノズルとの間に空隙が形成され、かつ、天板部に貫通孔を有さない構造のノズル用栓体を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図5〜図7に示す形状の、ポートとの間に空隙が形成され、かつ、天板部に貫通孔を有さない構造のポート用栓体を被着した。
その後、ポリエチレン:膜厚50μm/ナイロン:膜厚25μmの二層構造の滅菌袋で包装し、10MeV電子線を線量が35kGyになるように照射して、セミドライタイプの中空糸膜型医療用具とした。ここで、線量は、被照射物の近傍に張り付けた三酢酸セルロース線量計(富士フィルム社製、FTR−125)を用いて測定した。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0059】
〔実施例2〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図8〜図10に示す形状の、ノズルとの間に空隙が形成され、かつ天板部に貫通孔を有さない構造のノズル・ポート両用栓体を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図8、図9、及び図11に示す形状の、ポートとの間に空隙が形成され、かつ天板部に貫通孔を有さない構造のノズル・ポート両用栓体を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0060】
〔実施例3〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図12及び図13に示す形状の、ノズルとの間に空隙が形成されないが、天板部に貫通孔を有しているノズル・ポート両用栓体を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図12及び図14に示す形状の、ポートとの間に空隙が形成されないが、天板部に貫通孔を有しているノズル・ポート両用栓体を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0061】
〔実施例4〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図15及び図16に示す形状の、ノズルとの間に空隙が形成され、かつ天板部に貫通孔を有しているノズル・ポート両用栓体を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図15及び図17に示す形状の、ポートとの間に空隙が形成されないが、天板部に貫通孔を有しているノズル・ポート両用栓体を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0062】
〔実施例5〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、ノズルとの間に空隙が形成されず、かつ天板部に貫通孔を有していない密栓を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、図5〜図7に示す形状の、ポートとの間に空隙が形成され、かつ、天板部に貫通孔を有さない構造のポート用栓体を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0063】
〔実施例6〕
線量が57kGyになるように、電子線を照射した。
その他の条件は、実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0064】
〔比較例1〕
ノズルには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、ノズルとの間に空隙が形成されず、かつ天板部に貫通孔を有していない密栓を被着した。
本体のポートには、ポリエチレン(プライムポリマー社製、登録商標 ハイゼックス)製で、ノズルとの間に空隙が形成されず、かつ天板部に貫通孔を有していない密栓を被着した。
その他の条件は実施例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0065】
〔比較例2〕
線量が57kGyになるように、電子線を照射した。
その他の条件は、比較例1と同様とし、セミドライタイプの中空糸膜型医療用具を得た。
この中空糸膜型医療用具の絶縁破壊発生率と、包装袋の絶縁破壊発生率を、下記表1に示した。
【0066】
【表1】
【0067】
表1に示すように、実施例1〜6の中空糸膜型医療用具においては、いずれも絶縁破壊の発生を効果的に防止することができた。
【産業上の利用可能性】
【0068】
本発明の医療用具は、医療現場に於いて、血液透析、血液透析濾過、血液濾過、持続血液透析濾過、持続血液濾過、血漿交換、二重濾過血漿交換、ウイルス除去、血液濃縮、腹水濾過・濃縮、吸着等の各種医療用具として、産業上の利用可能性を有している。
【符号の説明】
【0069】
1 中空糸膜型医療用具
2、2'ヘッダー
3 中空糸膜
4、5 ノズル
4a ノズルの内環部
4b ノズルの外環部
6、7 ポート
8 ポッティング樹脂
9 筒状容器
10 包装袋
10a 筒状容器の外部
10b 包装袋の外部
11 第1の空間
12 第2の空間
20 ノズル用栓体
20a ノズル用栓体の小環部
20b ノズル用栓体の大環部
20c ノズル用栓体の天板部
20d リブ
20d1 頂頭部
20d2 脚部
20r 連通路
30 ポート用栓体
30w ポート用栓体の側壁部
30c ポート用栓体の天板部
30d リブ
30d1 頂頭部
30d2 脚部
30r 連通路
40 ノズル・ポート両用栓体
40a ノズル・ポート両用栓体の小環部
40b ノズル・ポート両用栓体の大環部
40c ノズル・ポート両用栓体の天板部
40e 内側リブ
40f 外側リブ
40e1 内側リブの頂頭部
40e2 内側リブの脚部
40f1 外側リブの頂頭部
40f2 外側リブの脚部
40r 連通路
50 ノズル・ポート両用栓体
50a ノズル・ポート両用栓体の小環部
50b ノズル・ポート両用栓体の大環部
50c ノズル・ポート両用栓体の天板部
50h 貫通孔
50r 連通路
60 ノズル・ポート両用栓体
60a ノズル・ポート両用栓体の小環部
60b ノズル・ポート両用栓体の大環部
60c ノズル・ポート両用栓体の天板部
60d リブ
60d1 頂頭部
60d2 脚部
60r 連通路
60h 貫通孔
60s 連通路
【特許請求の範囲】
【請求項1】
筒状容器と、
当該筒状容器に装填された中空糸膜の束と、
当該中空糸膜の束を、前記筒状容器の両端部で包埋固定しているポッティング樹脂と、
前記筒状容器の両端部に設けられている、流体の出入口となるノズルを有するヘッダーと、
前記筒状容器の側面部に設けられている、流体の出入口となるポートと、
前記ノズル及び前記ポートに、それぞれ着脱自在に取り付けられている栓体と、
を、具備し、
前記中空糸膜の内表面と、前記ヘッダーの内表面との間に第1の空間を、
前記中空糸膜の外表面と、前記筒状容器の内表面との間に第2の空間を、
それぞれ有し、
前記第1の空間と筒状容器の外部との間、及び/又は、前記第2の空間と筒状容器の外部との間に、それぞれ栓体を介して連通路が形成されており、
包装袋に収納された状態で電子線照射による滅菌処理が施されている中空糸膜型医療用具。
【請求項2】
前記連通路が、前記栓体と前記ノズルとの間の空隙、及び/又は前記栓体と前記ポートとの間の空隙により形成されている、請求項1に記載の中空糸膜型医療用具。
【請求項3】
前記連通路が、前記栓体の貫通孔により形成されている請求項1に記載の中空糸膜型医療用具。
【請求項4】
前記連通路が、前記栓体と前記ノズルとの間の空隙、及び/又は前記栓体と前記ポートとの間の空隙、並びに前記栓体の貫通孔により形成されている請求項1に記載の中空糸膜型医療用具。
【請求項5】
絶縁性材料で成型された内空部を有する容器と、
前記内空部に装填された濾材と、
前記内空部を形成する容器壁面部に設けられ、前記容器内に流体を流入させる入口部と、
前記内空部を形成する容器壁面部に設けられ、前記容器外に流体を流出させる出口部と、
を具備し、
前記入口部及び出口部に、着脱自在に取り付けられている栓体を具備し、
前記栓体は、前記入口部及び/又は出口部との間に空隙を有しているか、当該栓体に貫通孔が形成されているか、少なくともいずれかの構成を有しており、前記空隙及び/又は貫通孔により、前記容器の内空部と外部とが連通しており、
包装袋に収納された状態で電子線照射による滅菌処理が施されている医療用具。
【請求項1】
筒状容器と、
当該筒状容器に装填された中空糸膜の束と、
当該中空糸膜の束を、前記筒状容器の両端部で包埋固定しているポッティング樹脂と、
前記筒状容器の両端部に設けられている、流体の出入口となるノズルを有するヘッダーと、
前記筒状容器の側面部に設けられている、流体の出入口となるポートと、
前記ノズル及び前記ポートに、それぞれ着脱自在に取り付けられている栓体と、
を、具備し、
前記中空糸膜の内表面と、前記ヘッダーの内表面との間に第1の空間を、
前記中空糸膜の外表面と、前記筒状容器の内表面との間に第2の空間を、
それぞれ有し、
前記第1の空間と筒状容器の外部との間、及び/又は、前記第2の空間と筒状容器の外部との間に、それぞれ栓体を介して連通路が形成されており、
包装袋に収納された状態で電子線照射による滅菌処理が施されている中空糸膜型医療用具。
【請求項2】
前記連通路が、前記栓体と前記ノズルとの間の空隙、及び/又は前記栓体と前記ポートとの間の空隙により形成されている、請求項1に記載の中空糸膜型医療用具。
【請求項3】
前記連通路が、前記栓体の貫通孔により形成されている請求項1に記載の中空糸膜型医療用具。
【請求項4】
前記連通路が、前記栓体と前記ノズルとの間の空隙、及び/又は前記栓体と前記ポートとの間の空隙、並びに前記栓体の貫通孔により形成されている請求項1に記載の中空糸膜型医療用具。
【請求項5】
絶縁性材料で成型された内空部を有する容器と、
前記内空部に装填された濾材と、
前記内空部を形成する容器壁面部に設けられ、前記容器内に流体を流入させる入口部と、
前記内空部を形成する容器壁面部に設けられ、前記容器外に流体を流出させる出口部と、
を具備し、
前記入口部及び出口部に、着脱自在に取り付けられている栓体を具備し、
前記栓体は、前記入口部及び/又は出口部との間に空隙を有しているか、当該栓体に貫通孔が形成されているか、少なくともいずれかの構成を有しており、前記空隙及び/又は貫通孔により、前記容器の内空部と外部とが連通しており、
包装袋に収納された状態で電子線照射による滅菌処理が施されている医療用具。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2013−59498(P2013−59498A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−199805(P2011−199805)
【出願日】平成23年9月13日(2011.9.13)
【出願人】(507365204)旭化成メディカル株式会社 (65)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月13日(2011.9.13)
【出願人】(507365204)旭化成メディカル株式会社 (65)
【Fターム(参考)】
[ Back to top ]