
中間のポリマーアロイ層を備えた低コストで低透過性の多層チューブ
【課題】耐久性を有し、有機物の透過を防止可能な多層チューブを提供する。
【解決手段】ポリアミド、熱可塑性エラストマー、およびこれらの混合物のような第1の溶融加工可能な熱可塑性樹脂を含有する第1の層と、第1の層で使用される溶融加工可能な熱可塑性樹脂と化学的に異なる第2の溶融加工可能な熱可塑性樹脂で形成された第2の層と、第1の層と第2の層との間に配置される中間層とを有している。中間層は、第1の溶融加工可能な熱可塑性樹脂と、第2の熱可塑性樹脂とを含み、固化される溶融加工可能な熱可塑性溶液でできており、この溶液中で、第1の熱可塑性樹脂と第2の熱可塑性樹脂とは、基本的に非均質な状態で互いに対して分散された個別的に識別できる形で存在している。
【解決手段】ポリアミド、熱可塑性エラストマー、およびこれらの混合物のような第1の溶融加工可能な熱可塑性樹脂を含有する第1の層と、第1の層で使用される溶融加工可能な熱可塑性樹脂と化学的に異なる第2の溶融加工可能な熱可塑性樹脂で形成された第2の層と、第1の層と第2の層との間に配置される中間層とを有している。中間層は、第1の溶融加工可能な熱可塑性樹脂と、第2の熱可塑性樹脂とを含み、固化される溶融加工可能な熱可塑性溶液でできており、この溶液中で、第1の熱可塑性樹脂と第2の熱可塑性樹脂とは、基本的に非均質な状態で互いに対して分散された個別的に識別できる形で存在している。
【発明の詳細な説明】
【技術分野】
【0001】
本出願は、2002年1月3日に出願された米国出願番号10/161,524の一部継続出願である。
【0002】
本発明は、一般に、流体を運搬するためのチューブに関する。更に詳細には、本発明は、有機化合物の浸透に対し耐性のあるポリマーチューブに関する。更に、本発明は、自動車での使用に適合したチューブに関する。更に詳細には、本発明は、自動車の燃料ラインや蒸気回収ラインのような、炭化水素流体を輸送するために使用し得る多層チューブに関する。
【背景技術】
【0003】
様々な流体処理状況において、耐久性のあるポリマーチューブに対する要求が存在する。また、チューブを通って輸送される流体の性質および/またはチューブが置かれる外部環境に依存して、種々の有機化合物、例えば炭化水素に対して低い透過性を示すポリマーチューブに対する要求が存在する。
【0004】
ポリマーチューブが有利に使用され得る1つの領域は、自動車である。これまでは、ポリアミドのような合成材料でできた単一層の燃料ラインと蒸気返還ラインが提案され、用いられてきた。このような材料を使用した燃料ラインは、一般に、少なくとも数メートルの長さを有している。ラインは、いったん設置されると、作業中の収縮および伸びによって、または使用中にラインが受ける応力の結果として、実質的に変化しないことが重要である。
【0005】
また、使用されるラインが、チューブを通る透過による炭化水素の排出に対して本質的に不透過性であることが、年々重要になってきている。将来の連邦および州の規則が、このようなラインを通る透過による炭化水素の許容され得る排出量に制限を定めることが予想される。例えば、様々の環境基準が、車両について、受動的な全炭化水素排出量の最大レベルを指定する。カリフォルニア州第13規則、セクション1976、1991年9月修正(Title 13 of the California Code of Regulations, section 1976、proposed amendment of September 26,1991)に概説された方法のような気化排出テスト方法によって計算された24時間につき2g/m2以下のレベルが、求められ得る。所望の車両の全排出レベルを達成するためには、燃料および蒸気ラインのために24時間につき0.5g/m2以下の炭化水素透過レベルが、求められるであろう。また、使用される燃料ラインが、エタノールおよびメタノールのような添加剤に加えて酸化剤や界面活性剤のような燃料中に存在する腐食性材料との相互作用に本質的に影響を受けないことも重要である。
【0006】
これらの問題を解決するために、様々のタイプのチューブが提案されてきた。一般に、そうしたチューブの内で最も成功したものは、共押出成形された多層チューブである。この成功したチューブ構造体は、一般に、外部環境に対して耐性のある材料で構成された比較的厚い外側層を有している。最も内側の層は薄く、外側層有機材料の外側層への拡散をブロックする能力のために選択された材料で形成されている。ブロックされる物質は、典型的には、脂肪族炭化水素、アルコール、および燃料混合物中に存在する他の材料のような有機化合物である。内側層のために選ばれる材料は、ナイロン6、ナイロン6.6、ナイロン11およびナイロン12のようなポリアミドである。
【0007】
チューブ中を輸送される流体中のアルコールおよび芳香族化合物は、脂肪族成分とは異なる速度で、チューブの壁を通して拡散する。その結果のチューブ内の液体の組成の変化は、ナイロン11およびナイロン12のようなチューブの材料のモノマーおよびオリゴマーを例えば液体中に溶解させ得るように、チューブ中の物質の溶解閾値を変化させ得る。燃料ポンプから取り込まれ得る銅イオンの存在は、溶解したモノマーおよびオリゴマーの結晶化した析出物への結晶化を加速させる。結晶化した析出物は、フィルターおよび燃料インジェクタをブロックし、集まって燃料ポンプまたは気化器フロートの走行を制限し、また燃料ポンプの重要表面上に蓄積し得る。
【0008】
ブランホッファー(Brunnhofer)への特許文献1には、ナイロン11またはナイロン12で形成された厚い外側層と、ナイロン6の厚い中間層と、この中間層と外側層との間およびこれらに結合されたポリエチレンまたはポリプロピレンで形成された薄い中間結合層とから構成される5層の燃料ラインが提案されている。チューブの内側には、ナイロン6の内側層があり、エチレン−ビニルアルコールコポリマーで形成された薄い中間の溶剤ブロック層が間に置き換えられている。内側の流体接触面にナイロン6を使用することは、ナイロン6またはナイロン12について生じるモノマーおよびオリゴマーの溶解を少なくとも部分的になくすためである。
【0009】
ブランホッファーへの特許文献2には、ナイロン11またはナイロン12の共押出外壁と、エチレン−ビニルアルコールコポリマーから形成された中間のアルコールバリア壁と、ナイロン11またはナイロン12のようなポリアミドから形成された内側の水分ブロック壁とを備えたチューブが形成されている3層の燃料ラインが提案されている。特許文献3には、中間の溶剤バリア層が、別々にまたはポリアミドエラストマーの混合物と組み合わせて用いられた未修飾ナイロン6.6で形成されている燃料ラインが提案されている。内側層はまた、ポリアミド、好ましくは修飾されたあるいは未修飾ナイロン6で形成されている。外側層は、ナイロン6かナイロン12で形成されている。
【0010】
アルコール媒体に耐え得るように設計されたもう1つのチューブが、特許文献4に開示されている。このチューブは、アルコール耐性ポリオレフィン、すなわちマレイン酸とプロピレンのコポリマーと共押出しされたナイロン6あるいはナイロン6.6および/またはナイロン11もしくはナイロン12のようなポリアミドから構成された厚い外側層を有するように製造されている。
【0011】
従来、異種ポリマー層間に十分なラミネート特性を得ることが極めて難しかった。かくして、従来提案されていた多層チューブ構造体の全てが、多層の殆どあるいは全てにポリアミドベースの材料を使用していた。典型的に使用された材料は、ポリアミドに対して高い親和性を有するポリオレフィンベースのポリマーであった。多くのより効果的な溶剤耐性化学物質が存在するが、伸び特性、強度、およびナイロン11およびナイロン12との親和性とが限られているため、当分野でのそれらの使用は制限されている。
【特許文献1】米国特許第5,076,329号
【特許文献2】米国特許第5,038,833号
【特許文献3】DE4006870号
【特許文献4】UK出願番号2,204,376−A
【発明の開示】
【発明が解決しようとする課題】
【0012】
従って、自動車で使用することができ、耐久性があり、そこを通る有機物質の透過を防止するかまたは減少させるチューブ材料の改良を提供することが望ましいであろう。また、その中を輸送される液体の成分と本質的に非反応性であるチューブ材料を提供することが望ましいであろう。
【課題を解決するための手段】
【0013】
本明細書に開示されているのは、液体を輸送するための多層チューブである。輸送される流体は、炭化水素を含有し得る。多層チューブは、流体を輸送するために自動車システムなどの様々の用途に使用可能である。このようなシステムは、燃料ライン、蒸気返還ライン、もしくは蒸気回収チューブを含むが、これに限定されるものではない。本明細書に開示されている多層チューブは、潜在的に侵攻性の流体への長期の露出に強い内面を備えた内側層を有している。内側層は、基本的に、押出成形および溶融加工が可能な熱可塑性樹脂で形成されている。本明細書で開示されている多層チューブは、更に、外側熱可塑性層と、少なくとも1つの中間層とを有している。中間層は、少なくとも1つの熱可塑性成分が第2の別個の熱可塑性材料からなるマトリックス状に連続的にかつ離散して分散された成分として中に存在している、固化した熱可塑性溶液か、固化した懸濁液で形成されている。中間層はまた、1つの、あるいは複数の適当な相溶化剤を含んでいる。
【0014】
本発明の他の応用例は、本発明を実施するために考えられ得る最良の実施形態の以下の説明を添付図面と合わせて読むことによって、当業者に明らかになるであろう。
【発明を実施するための最良の形態】
【0015】
内側層、即ち第1の層14と、少なくとも1つの中間層、即ち、第2の層16と、少なくとも1つの外側層、即ち、第3の層12とを有する多層チューブ10が、本明細書に開示されている。内側層、中間層、および外側層は、溶融加工可能な熱可塑性材料で形成されている。多層チューブ10は、所定の熱可塑性材料を適当な押出成形処理を経てチューブ構造に押出成形することによって作られるのが好ましい。チューブ10は、適当な長さに押出成形されてもよいし、連続的に押出成形されてもよいし、あるいは、所定の使用例に合わせて切断されてもよい。チューブ10は、典型的には、所定の適当な外径を有していてよい。燃料ラインおよび蒸気回収システムのような応用例では、63.5mm(2.5インチ)までの外径が、適用され得る。典型的には、75mmまでの外径を有する多層の構造体が考えられる。本明細書に開示された多層チューブは、多様な自動車に関わる応用例で特別な有用性を有している。しかしながら、この材料は、多様な流体運搬状況で使用可能であり、特に化学的に侵攻性の流体が運搬される場合、および/又は、チューブが、環境保護に関して挑戦的な応用例で使用されるような場合にも、用いることができると考えられる。
【0016】
本明細書で使用されている「化学的に侵攻性の」とは、チューブのポリマー層を通る透過性および/又は1つ以上の層の材料成分と劣化相互作用を示す流体もしくは流体成分を含むものと理解される。「環境保護に関して挑戦的」とは、気温、気温の変動、振動、化学物質に曝されるなどの、チューブとこれの性能とに有害となり得るチューブの外部の状況を含むものと理解される。
【0017】
チューブ10は、望ましい所定の適当な壁の厚さを有することができる。本明細書で説明されているような自動車のシステムでは、一般に、0.5mmないし2.5mmの壁の厚さが採用されている。ほぼ0.8mmないしほぼ1.5mmの壁の厚さも考えられる。更に詳細には、約0.8mmないし約1.25mmの壁の厚さも考えられる。様々の熱可塑性材料から成る複数のオーバーレイ層を有するチューブの材料を用意することは、本発明の範囲内であるが、本明細書に開示されているチューブ10は、概して、結合層を含めた最大5つの層を有しており、3つ、4つ、あるいは5つの押出成形層が考えられる。
【0018】
本明細書に開示されているチューブ10は、自動車内での使用のような、様々の流体取扱いの応用例において使用に適した構造である。チューブは、外部環境に反応せず、このチューブが通常の作業手順の中で経験するであろう様々の腐食性か劣化合成物に対する露出だけでなく、様々のショック、振動の疲労、および気温の変化にも耐えることができる外側12を有している。本明細書で開示されているようなチューブで使用されるのに適した材料は、特定のチューブ応用例に関連して用いられる溶融加工ができ押出成形可能な熱可塑性材料で構成され得る。理想的には、外側層12に使用される熱可塑性材料は、紫外線による劣化、熱の急激な変化、およびガソリンやその添加物のような自動車流体への露出に強い。場合に応じて、選択された材料がまた、塩化亜鉛に曝されるなどの環境危険への耐性と、エンジンオイルおよびブレーキ流体のような材料との接触による劣化への耐性とを示してもよい。
【0019】
自動車の応用例では、外側層12が、これに結合された所定の内側層と同様に、約−40ECないし約125ECの外部の使用温度範囲で(−20ECないし120ECの範囲であると好ましい)使用するのに適している。チューブ10の様々な層は、一体的に互いにラミネート加工されており、チューブの寿命を通して層間剥離に強い。
【0020】
こうして形成されたチューブ10は、25N/mm2未満の引張り強さと、少なくとも150%の破壊時伸び値とを有するであろう。チューブ10は、少なくとも20バールの23ECでの破裂強度を有するであろう。多層チューブ10は、ブレーキ流体、エンジンオイル、およびガソリン中に見られる過酸化物への露出に対して十分に強い。多層チューブ10は、約−40ECより低い温度で少なくとも2フィートポンドの衝撃に耐えることができる。本発明で用いられている自動車のチューブのための耐衝撃性を決定する方法は、SAEJ2260(1996年11月修正)のセクション7.6である。
【0021】
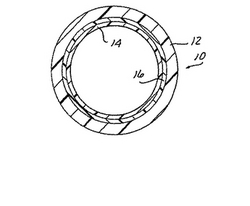
本明細書に開示されている多層チューブ10は、内側流体接触層14、外側に配置された層12、および内側層14と外側に配置された層12との間に位置する中間層16を有している。これらの層12,14、および16は、互いに径方向に配置されている。図1に示されているように、これらの層は、互いに連続していてよい。あるいは、付加的な層が、これら列挙した層の間に配置されてもよい。また、多層チューブ10が列挙した層に対して径方向内側の付加的な層および/又は径方向外側の付加的な層を有することは、本明細書の開示の範囲内である。
【0022】
多層チューブ10の基本構造は、2つの熱可塑性層が接着される対向面を備えた中間層を有している。2つの夫々の接着層の熱可塑性材料は、化学的に異なる熱可塑性材料から構成されている。本明細書で使用されているように、「化学的に侵攻性の」という用語は、ほぼ等しい溶融加工範囲内で溶融可能な2つ以上の溶融加工できる材料として規定されている。本明細書で使用されている「ほぼ等しい溶融加工範囲」という用語は、2つの材料の押出成形を可能にするために用いられる材料の溶融加工温度を効果的に含む温度の範囲を意味するものと理解される。共押出成形プロセスにおいて、本開示の範囲内の化学的に異なる熱可塑性材料が、溶融加工時に様々な材料との間の著しいブレンドあるいは化学的な相互作用を示すような2つ以上の材料であること、即ち、様々な材料が、混合物を示すが、多数の材料中の少数の材料の別個の局所的な領域を維持することが好ましい。自動車の応用例では、外側層12に使用される材料が、典型的には、紫外線劣化、熱の急激な変化、エンジンおよびブレーキ流体塩化亜鉛のような環境危険への露出に対する耐性を示すであろう。
【0023】
外側層12に使用される熱可塑性材料は、12カーボンブロックポリアミド、11カーボンブロックポリアミド、6カーボンブロックポリアミド、および熱可塑性エラストマーから成る群より選択された少なくとも1つの材料を含む溶融加工可能な熱可塑性樹脂である。本発明で使用するのに適した熱可塑性エラストマーは、サントプレン(SANTOPRENE)、クラトン(KRATON)、およびサルリンク(SARLINK)から成る群の少なくとも1つを含んでいる。サントプレン7はミズーリ州、セントルイスのアドバンスト・エラストマー・システムズから市販されている熱可塑性ゴムである。クラトン7は、テキサス州、ヒューストンのシェル・ケミカル社から市販されているスチレンエチレン/ブチレンスチレンブロックコポリマーで形成された熱可塑性ゴムである。サルリンクは、マサチューセッツ州、レオミンスターのノバコール・ケミカルズから市販されているオイルに強い熱可塑性樹脂である。
【0024】
外側層12に使用される材料は、これらが未改質状態で存在していてもよいし、様々の可塑剤や難燃剤などによって改質されていてもよい。外側層12のために選択される熱可塑性材料は、有利に、少なくとも150%の破損での延伸値と、約−40℃より低い温度で少なくとも2フィートポンドの衝撃に耐える能力とを有している。これらの値は、適当な従来の手段で測定される。
【0025】
内側層に使用される熱可塑性材料は、外側層に使用される熱可塑性材料とは化学的に異なる熱可塑性材料である。典型的には、選択される材料は、溶融加工可能であって、チューブ内部からチューブの壁を通って周囲の環境へ運搬される流体の芳香族および/又は脂肪族の成分の相当に高い透過性を最小にするかなくすように炭化水素バリアとして働くことができる熱可塑性材料である。
【0026】
本明細書で開示されているような内側層14に使用される熱可塑性材料は、チューブ10の外側層12を通り、かくして、周囲の環境へ向かうガソリンの芳香族および脂肪族の成分の著しい透過性をなくすように、炭化水素バリアとして働くことができる。内側層14に適した熱可塑性材料が、チューブを通って運搬されるガソリンか他の流体に対する耐性を有していてもよいことが理解されるであろう。また、内側層14に使用される材料のバリアの性質が、状況が妥当である時はチューブ中への透過に対する耐性を与えるものとなることも理解されるであろう。選択される材料は、必要な透過に対する耐性を与え、外側層12に使用される材料とは化学的に異なるような材料である。自動車の応用例では、内側層14に使用可能な材料は、カリフォルニア州第13規則、セクション1976、1991年9月26日修正に概説された方法によって決定されたように24時間につき0.5g/m2未満の受動的な炭化水素排出率を有するチューブ構造を与えるような材料である。
【0027】
本明細書に示されているように、内側層14に使用される熱可塑性材料は、フルオロプラスチック材料である。好ましくは、選択されるフルオロプラスチック材料は、ポリフッ化ビニリデンと、ポリフッ化ビニルと、ポリクロロトリフルオロエチレンと、エチレンテトラフルオロエチレンコポリマーと、これらの混合物との少なくとも1つを有する群より選択され、フルオロプラスチックのグラフトコポリマーは、ポリフッ化ビニリデンと、ポリフッ化ビニルと、ポリクロロトリフルオロエチレンと、フッ化ビニリデン、クロロトリフルオロエチレン、およびこれらの混合物の少なくとも1つからなる適当なフッ素を有するポリマーを有するエチレンテトラフルオロエチレンコポリマーとから成る群より選択される。本明細書に開示されているような燃料および蒸気チューブの実施形態では、フルオロプラスチックの材料は、ポリフッ化ビニリデン、エチレンテトラフルオロエチレンコポリマーの少なくとも1つを有している。
【0028】
好ましい実施形態では、燃料接触内側層14の最薄の壁の厚さは、望ましい透過に対する耐性を果すのに十分であると好ましい。一般に、内側層14は、多層チューブ10の壁の全厚さの約50%ないし約60%を占める外側層12の厚さを有する外側層12よりも薄い。内側層14の厚さは、約0.01mmないし約0.2mmであり、約0.05mmないし約0.2mmであると好ましく、約0.05mmないし約0.17mmであると最も好ましい。
【0029】
内側層のために選択されるポリフッ化ビニリデン(PVDF)材料は、クロロジフルオロエタンの熱的な脱ハロゲン化物から導かれたポリフッ化ビニリデン樹脂である。適当な材料は、様々の商標名で様々の源から市販されている。
【0030】
選択されるテトラフルオロエチレンコポリマー(ETFE)は、約270ECないし560ECの溶融温度と、比重1.7とを有している。本明細書で使用されているエチレンテトラフルオロエチレンコポリマーは、好ましくは、エチレンとテトラフルオロエチレンとの共重合から誘導される。好ましいポリマー材料は、全重量ポリマーのうち約40%ないし約70%のエチレンから誘導された部分と、約30%ないし約60%のテトラフルオロエチレン部分とを有している。また、より少量の独占材料が任意で加えられている。適当な材料は、デラウエア州、ウィルミントンのE.I.デュポン・デゥ・ネムール社から商標名「テフゼル(TEFZEL)」で市販されている。ポリクロロトリフルオロエチレンポリマー材料とポリフッ化ビニルポリマー材料とが、様々の業者から市販されている。
【0031】
中間層16は、安定した薄層状の結合部を間に形成するように、外側層12を内側層14に結合させるように働く。この中間層16は、典型的には、内側層と外側層との間の結合を助けるおよび/又は容易にし、任意で透過に対する耐性に貢献するのに十分なだけの厚さを有する。中間層は、好ましくは、内側層14の厚さ以下の厚さを有する。中間結合層16は、好ましくは、内側層14と外側層12との間の基本的に均一な結合を可能にするように十分な厚さを有している。一般に、中間結合層は、他の層よりも薄く形成することができ、全壁の厚さのうち約10%ないし約50%を占めることができる。本明細書に開示されている1つの実施形態では、結合層16の厚さは、約0.01mmないし約0.25mmであり、約0.05mmないし約0.20mmであると好ましい。
【0032】
図2に示されている実施形態では、中間層16は、外側層12と内側層14との間に位置している。中間層16は、2つの対向面を有し、内側層14と外側層12との夫々が、この中間層の関連した面に接触する。
【0033】
上述の説明は、チューブ10を通って運搬される流体の近くにあるいはこれと接触するように内側バリア層を位置付けることに関連していたが、熱可塑性層の径方向の順序が、チューブ10の特定の使用に応じて逆転され得ることは、本発明の範囲内である。かくして、適当な状況において、バリア層が、外部から内部への透過を最小にするように外側に配置され得る。
【0034】
本明細書に開示されているように、中間層は、2つの化学的に異なる熱可塑性層の間に配置される。1つの層は、ポリアミド、熱可塑性エラストマーの少なくとも1つを含む群より選択された熱可塑性樹脂でできており、1つの層は、上述されたように、熱可塑性バリア材料で形成されている。
【0035】
中間層16は、内側層14と外側層12とが接着され得る溶融加工可能な熱可塑性材料で形成されている。本明細書に開示されているように、中間層16に使用されている熱可塑性材料は、
a.外側層12に使用され、重量で約10%ないし約90%を占める少なくとも1つの熱可塑性材料と(ポリマー成分I)、
b.内側層14に使用され、重量で約10%ないし約90%を占める少なくとも1つの熱可塑性材料と(ポリマー成分II)、
c.アロイ組成物中に前記外側層に使用される少なくとも1つの熱可塑性材料と、内側層に使用される少なくとも1つの熱可塑性材料とを維持するのに十分な量の相溶化剤(相溶化剤)と、を有している。
【0036】
本明細書で使用されているように、「相溶化剤」(compatibilizing agent or compatibilizer)という用語は、ブレンドに加えられた時に、アロイの形成を助けるか可能にするように界面での相分離の程度を減じることによって親和性の程度を上げるポリマーである。選択されるポリマーは、界面剤として少なくとも部分的に働くことができる。中間層は、相溶化剤を有する2成分のポリマーシステムであるが、第3のおよびより多くのポリマーブレンドが必要に応じて使用され得ることが理解される。
【0037】
ポリマー成分Iとポリマー成分IIとは、ポリマー相溶化剤と組み合わせて溶融混合可能な材料であることが理解されるであろう。溶融混合処理は、ポリマー成分Iとポリマー成分IIとの十分なブレンドを可能にするような処理である。結果的に生じたブレンドの冷却および固化により、材料が基本的に均一な状態から混成の状態へと急冷されて最終的に固化されてロッキングされるときに、成分Iと成分IIとのゆっくりした微細な相分離が可能にされる。このようなロッキングは、所定の適当な処理によって果される。相のサイズは、例えば屈折指数あるいは複屈折のような適当な方法によって測定可能である。相のサイズが1ミクロン未満のとき、様々の電子顕微鏡技術を利用できる。
【0038】
本明細書で使用されているように、「アロイ」という用語は、選択される2つ以上の熱可塑性材料を含む固化した流体であると規定されている。少なくとも1つの熱可塑性材料は、分散マトリックスを形成するように、少なくとも1つの他の熱可塑性材料中に分散されている。固化された流体は、分散マトリックスが中に配置されている固化した溶液の形態であるか、分散マトリックスが中に配置されている固化した懸濁液の形態であってよい。所定の理論に制限されるものではないが、夫々の熱可塑性成分の化学的非類似性は、第1の成分を第2の成分に対して、または第2の成分の存在下で独特かつ個別の配置に寄与する。このような配置は、主成分中での少量の成分の個別的に識別できる蓄積を維持するように生じる。このように規定可能な集中は、均質なブレンドまたは明らかな化学結合の欠如を示すような様式で存在する。
【0039】
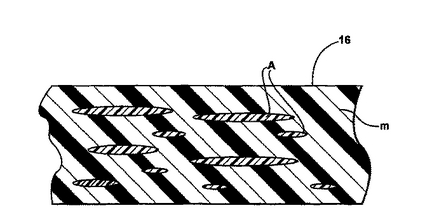
本明細書で開示されている中間層16では、相ドメインは、回転楕円体および細長い回転楕円体として特徴付けられる形状を有することができる。適当な相ドメインの非制限的な例は、図1で示されており、「M」が、マトリックスポリマーを示し、「A」がその中に存在する第2の相を示している。図1では、1ないし10Φmの長さの材料の領域についてのものであることが企図されている。
【0040】
中間層16中に存在するアロイ材料は、1つの相から他の相へと応力を伝えることができる界面領域または境界を示す。境界は比較的細くて鋭くてよいが、移行部または中間相領域が、特性の勾配を調節するように2つのポリマー材料の間に存在するものと信じられる。
【0041】
本明細書に開示されているように、中間層16の熱可塑性アロイは、重量で約10%ないし約90%を占めていて、ポリアミド、熱可塑性エラストマー、およびこれらの混合物から成る群より選択された溶融加工可能な熱可塑性樹脂(ポリマー成分I)と、重量で約10%ないし約90%を占めていて、ポリアミド、熱可塑性エラストマー、およびこれらの混合物の群から選択され、上記に列挙した溶融加工可能な熱可塑性樹脂とは化学的に異なる溶融加工可能な熱可塑性材料(ポリマー成分II)とを有している。本明細書で使用されている適当な化学的に異なる材料は、熱可塑性材料が、ポリアミドおよび熱可塑性エラストマーの少なくとも1つを有する群から選択された熱可塑性樹脂との化学的なブレンドかこの物質への接着に抵抗するという特徴を有している材料である。いずれの材料も、主合成材料中の別個の局所的なボディを形成するか、材料中での別個のこのような局所的なボディの形成に貢献する。
【0042】
ポリアミドおよび/又は熱可塑性エラストマーと結合させてポリマー成分IIとして使用される溶融加工可能な熱可塑性材料は、ハロゲン化された溶融加工可能な熱可塑性材料、更に詳細には、これに関連した少なくとも1つのハロゲン官能基を有する溶融加工可能な熱可塑性樹脂であることが好ましい。
【0043】
ハロゲン化された成分は、少なくとも1つの塩素およびフッ素を有していることが好ましい。好ましい実施形態では、ハロゲン化された熱可塑性材料は、フルオロプラスチックである。選択されるフルオロプラスチックは、ポリフッ化ビニリデンと、ポリフッ化ビニルと、ポリクロロトリフルオロエチレンと、エチレンテトラフルオロエチレンコポリマーと、ポリフッ化ビニリデン、ポリフッ化ビニル、ポリクロロトリフルオロエチレン、および適当なフッ素を有するポリマーを備えたエチレンテトラフルオロエチレンから成る群より選択されたフルオロプラスチックのグラフトポリマーとの、少なくとも1つを有している。適当なフッ素を有するポリマーは、フッ化ビニリデンおよびクロロトリフルオロエチレンのうち少なくとも1つであると好ましい。選択されるフルオロプラスチック材料は、ポリフッ化ビニリデンおよびエチレンテトラフルオロエチレンのうちの少なくとも1つであると好ましい。
【0044】
ポリマー成分Iとして使用される熱可塑性樹脂は、ポリアミド、熱可塑性エラストマー、およびこれらの混合物などであってよい。適当な材料は、外側層12に使用される熱可塑性材料と類似しているか互換性のある材料である。かくして、ポリアミド6、ポリアミド6.6、ポリアミド11、ポリアミド12、クラトン、サルリンク、サントプレンおよびバイケム(VICHEM)のような熱可塑性材料が使用でき、ポリアミド6、ポリアミド6.6、ポリアミド11、ポリアミド12のようなポリアミドがうまく使用される。
【0045】
本明細書で開示されているように、中間層16の熱可塑性材料は、少量の相溶化剤とともに、重量で約60%ないし約80%のフルオロプラスチックと、約40%ないし約20%のポリアミドとを有しており、重量で約65%ないし約70%のフルオロプラスチックと、約35%ないし約25%のポリアミドを有していることが最も好ましい。相溶化剤は、約0.01重量%ないし約10.0重量%の所定量で存在しており、この量は、重量で約00.1%ないし約10.0%であることが好ましく、重量で約0.1%ないし約2.5%であることが更に好ましい。
【0046】
適当な相溶化剤は、ポリマー成分IおよびIIと界面相互作用可能なグラフトコポリマーおよび/又はブロックコポリマーを含むことができる。本明細書で使用されているように、「ブロックコポリマー」は、少なくとも2つの組成物即ち成分で構成されたブロックもしくは長いシーケンスから成っていて、第1の成分がポリマー成分Iかポリマー成分IIの一方と混和性か相容性があり、第2の成分がポリマー成分Iかポリマー成分IIの他方と混和性か相容性があるような、ポリマー成分を意味すると理解される。コポリマーのブロックは、線形に共有結合されている。理想的には、所定のブロック内の組成は、ブロックの長さよりも相当に短い距離にわたる場合を除いて、大きくは変化せず、即ち、ブロックそれ自体は、ランダムコポリマーであってよい。
【0047】
本明細書で使用されているように、ブロックコポリマーは、これらが形成される方法によるよりも、その分子構造によって、そして、共有結合された異なる複数のブロックの存在によって、規定される。このようなポリマーが所定の適当な方法によって形成可能であることが企図され、そうした方法の非制限的な例には、1つのモノマーに続いて他のモノマーの連続した重合化と、2つのポリマー反応体の端末結合が含まれる。
【0048】
本明細書で使用されているように、「グラフトポリマー」という用語は、有意に異なる組成のブロックを含んでいて、これらブロックは線形に結合されておらず、1つ以上のブロックの1端部が異なる組成のブロック内の原子に共有結合されているポリマーを意味すると理解される。グラフトコポリマーは、主に3つの方法で製造可能である。主鎖が最初に形成でき、続いて、懸垂型鎖が、主鎖の一部位から重合される(即ち、「グラフト重合から成長」)。懸垂型鎖は、最初に、これらの端部で反応体基によって成長され得る。続いて、これらの端部が、モノマーとその重合中に主鎖のモノマーに参加する(即ち、「グラフト共重合による成長」)。また、グラントコポリマーを形成するように後の工程で反応され得る部位を各々が有することによって、懸垂型鎖および主鎖を別々に重合することも可能である(グランティング)。選択される材料では、懸垂部分がポリマーであってもよい。
【0049】
適当な相溶化剤の非制限的な例には、無水マレイン酸、GMA,メチルアクリルカプロラクタム、アクリルカプロラクタム、カルボン酸、ポリアミド6やポリアミド6.6のようなポリアミド鎖の少なくとも1つとグラフトされたフルオロポリマーが含まれる。
【0050】
ブロックコポリマーの非制限的な例には、ハロゲン化されたポリエチレンとビニルベンジルクロライドとが含まれる。
【0051】
中間層16の熱可塑性材料は、フルオロプラスチック、ポリアミド、および相溶化剤を混合するように、溶融状態で処理される。混合された材料は、多層チューブ10の他の層を形成するのに使用される材料とともに共押出成形される。中間層16に使用される熱可塑性材料は、近接した層に使用される熱可塑性材料への親和性を示し、チューブの寿命が来るまで接着を可能にするか促進する。
【0052】
所定の論理に制限されるものではないが、親和性は、一部には、固化した熱可塑性溶液中で実証される僅かな非均質な分散現象によるものと信じられる。また、本発明のチューブを形成するように熱可塑性アマルゲム(amalgem)を溶融加工すると、共押出成形された層の厚さ方向に、この材料で形成された共押出成形層に隣接したところに少量の成分の濃度が高い領域を有する分散勾配を生じると信じられる。逆に、少量の成分の濃度が低い領域は、他方の反対側の共押出成形層に隣接して配置されている。
【0053】
全く予想外のことに、選択される化学的に異なる熱可塑性材料に対するポリマー成分の親和性が増加する一方で、固化した溶液が、典型的にはその主成分に固有の有意の性能特性を維持することが見いだされている。
【0054】
本発明の多層チューブ10は、幅広く解釈されるように、ポリアミド、熱可塑性エラストマー、およびこれらの混合物の群から選択される溶融加工可能な熱可塑性樹脂で本質的に形成される第1の層と、第1の層に使用される材料と化学的に異なる溶融加工可能な熱可塑性樹脂から本質的になる第2の層と、第1および第2の層の中間に位置し、第1の層の熱可塑性材料と第2の層の熱可塑性材料とから本質的になる溶融加工可能な熱可塑性アロイ材料から本質的になり、このアロイが第2の熱可塑性樹脂が中に分散された第1の層の少なくとも1つの熱可塑性樹脂の固化された熱可塑性溶液であるところの層とを有している。好ましくは、第2の熱可塑性樹脂は、第1の層の少なくとも1つの熱可塑性樹脂とは化学的に異なる。
【0055】
第1、第2、および中間の層の径方向の順序は、チューブの機能に適していてこれに適合されたものであってよい。図2に示されている第1の実施形態は外側に配置されたポリアミド/TPO層を備えたチューブ10を示しているが、これらの層の順序を、中間層がこれらの間に配置されている場合に逆にすることは、本発明の範囲内である。
【0056】
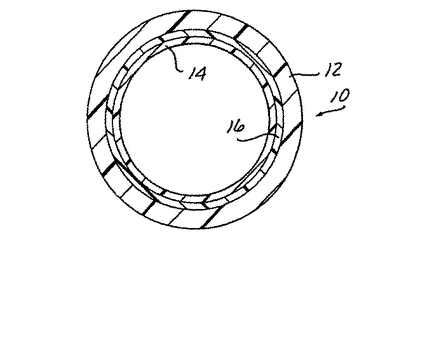
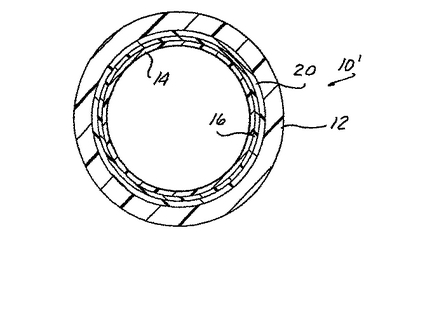
本明細書に開示されているようなチューブ10の構成の1つの変形例が、図3に示されている。この構成では、径方向に最も内側の層14が上記に列挙したタイプのポリアミド/TPO熱可塑性樹脂で形成されているような5層チューブが提案されている。図3に示されているように、この材料は、ポリアミド12、ポリアミド11、ポリアミド、6.6およびポリアミド6から成る群より選択されていると好ましい。
【0057】
第2の実施形態の内側層14に使用されている熱可塑性樹脂は、改質されていても、改質されていなくてもどちらでもよい。改質されている場合は、この材料には当分野で公知の様々の可塑剤が含まれることが予想される。好ましい実施形態では、ポリアミドは、成分の重量で17%までの可塑剤を有しており、この量は、約1%ないし約13%であると好ましい。
【0058】
図3に示されているような内側層14は、多層チューブに強度および化学的な抵抗特性とを与えるのに十分な厚さを有しているとよい。特に、内側層14は、脂肪族および芳香族の炭化水素分子の透過とこれら分子の厚い外側層への移動とを防ぐのに十分な厚さを有している。本発明では、内側層は、厚い外側層12よりも薄い壁の厚さを有している。好ましい実施形態では、内側層は、外側層の約10%ないし25%の壁の厚さを有しており、約0.05mmないし約0.4mmより薄いと好ましく、約0.1mmないし約0.3mmであると更に好ましい。
【0059】
図3に示されている実施形態では、チューブ10は、内側層12の径方向外方に配置されたバリア層20を更に有している。このバリア層20は、構造および組成が内側層14と化学的に異なっていると好ましい。バリア層20は、通常の押出成形の範囲内で溶融加工可能であって、燃料および透過に対する耐性および化学的な耐性を有する熱可塑性材料である。バリア層20を有する熱可塑性材料は、ポリフッ化ビニリデン、ポリフッ化ビニル、ポリクロロトリフルオロエチレン、エチレンテトラフルオロエチレンコポリマー、およびフッ化ビニリデンおよびクロロトリフルオロエチレンのコポリマーのようなフッ素を有するポリマーを備えた上述の材料のグラフトコポリマーのうちの少なくとも1つから成る群より選択されるフルオロプラスチック材料であると好ましい。フルオロプラスチック材料が、ポリフッ化ビニリデンかエチレンテトラフルオロエチレンコポリマーの少なくとも1つを有していると好ましい。
【0060】
中間層18は、内側層14とバリア層20との間に配置され、これらと共に押出成形され、この中間層と他の2つの夫々の層との間の適当な均一化した結合を果すことができる。中間層18は、図2に関連して上述した熱可塑性アロイで構成されており、内側層14とバリア層20との間の夫々の基本的に安定した接続を可能にするのに十分な厚さを有している。一般に、中間結合層18は、他の外方に位置する層よりも薄く作り、全壁の厚さのうち約10%ないし約50%を占めることができる。図3に示されているように、中間結合層18の厚さは、約0.01mmないし0.25mmであり、約0.05mmないし約0.20mmであると好ましい。
【0061】
図3の5層構造はまた、好ましくはポリアミドおよび熱可塑性エラストマーの少なくとも1つを有する溶融加工可能な熱可塑性樹脂で形成されていて外向きの外側層12を有している。好ましいポリアミドは、ポリアミド6、ポリアミド6.6、ポリアミド11、およびポリアミド12のうちの少なくとも1つである。好ましい熱可塑性エラストマーは、クラトン、サントプレン、およびサルリンクのような材料の少なくとも1つである。内側層14と外側層12とは、必要に応じて同じであっても異なっていてもどちらでもよい。好ましい実施形態では、ナイロン6のようなポリアミドが使用される。
【0062】
付加的な中間層22が、外側層12とバリア層20との間に配置されている。この中間層22は、ポリアミド、熱可塑性エラストマー、およびこれらの混合物から成る群より選択される熱可塑性樹脂を有する溶融加工可能なアロイで形成されている。付加的な中間層22に使用される熱可塑性アロイは、上記で規定されたような材料で形成されている。付加的な中間層22で使用される熱可塑性アロイは、中間層18に使用されるものと同じであってもよいし、外側層12の機能的な要件および組成仕様により具体的に合致するように本発明の定義の範囲内で組成的に変化してもよいことが理解されるであろう。
【0063】
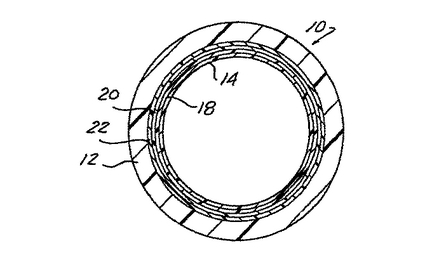
図4に示されているように、内側層、即ち、第1の層14は、中間層18によって、バリア層、即ち、第2の層20に接続されている。バリア層20は、透過に対する耐性、化学的な耐性、および燃料に対する耐性を有し、通常の押出成形範囲内で、即ち、約175ECないし約250ECで溶融加工可能である、ポリアミドでない熱可塑性材料であると好ましい。好ましくは、バリア層14を有する熱可塑性材料は、ポリフッ化ビニリデン、ポリフッ化ビニル、エチレンテトラフルオロエチレン(ETPE)、およびこれらの混合物から成る群より選択される熱可塑性樹脂である。この材料はまた、フッ化ビニリデンとクロロトリフルオロエタンのコポリマーのような、フッ素を有するポリマーとの上記の材料のグラフトコポリマーであってよい。使用される適当な材料は、重量で約60%ないし約80%のポリビニリデンジフルオライドを有している。かくして形成された材料は、約200ECないし約220ECの溶融点と、約210ECないし約230ECの溶融温度とを有している。
【0064】
図4に示されている実施形態では、内側層14が、極端な熱の変化や、エンジンオイルおよびブレーキ流体に見いだされるもののような化学成分への暴露などに強く、溶融加工可能で、押出成形できる熱可塑性材料である材料を有している。選択される熱可塑性材料は、12カーボンブロックポリアミド、11カーボンブロックポリアミド、6カーボンブロックポリアミド、6.6カーボンブロックポリアミドと、熱可塑性エラストマーとの少なくとも1つを有するグループの熱可塑性材料であると好ましい。第3の実施形態の内側層の好ましい材料は、ナイロン6のような6カーボンブロックポリアミドである。
【0065】
2つの異なる材料の効果的なラミネート加工を果すために、第3の実施形態のチューブ10はまた、内側層14とバリア層20との間に配置された少なくとも1つの中間層18を有している。中間層16は、内側層14およびバリア層20と共に押出成形され、この中間層16自身と2つの夫々の層との間の適当な均一化した結合を果すことができる。中間層18に使用される熱可塑性材料は、上述された熱可塑性アロイである。
【0066】
図4に示されている構造の外側層12は、一般に、バリア層20の内側層14よりも厚い。外側層12は、多層チューブ10の全壁の厚さの約50%ないし約60%を占めている。外側層12は、極端な熱の変化、紫外線による劣化、塩化亜鉛への露出、およびエンジンオイルやブレーキ流体への露出を含む外部環境に強い材料で形成されている。第3の実施形態では、外側層12の好ましい材料が、ナイロン12のような、12カーボンブロックポリアミドである。図4に示されているように、バリア層は、バリア層のナイロン12層への直接結合を容易にするために、外側層12で使用されるナイロン12材料に親和性を与えるように特に形成された溶融加工可能なフルオロプラスチックで形成されている。適当な材料が、様々の源から市販されている。そのような適当な材料の1つが、熱可塑性ポリビニリデンジフルオライド(PVDF)材料である。選択される材料は、化学的にグラフトされる適当な接着促進グループを有していてよい。適当に使用できる他の材料には、1プロペン、1,1,2,3,3,3−ヘキサフルオロ−1,1−ジフルオロエテンポリマーで形成された材料のような材料が含まれる。これの溶融点は、155E〜160ECである。これの比重は、23ECで1.77〜1.79である。これは、半透明に見え、臭気も有さない。
【0067】
所定の実施例では、このような材料は、ヘキサフルオロプロピレン−フッ化ビニリデンコポリマー、CASNo.9011-17-0として存在する。溶融点は、約155ECないし約160ECである。これは、水溶性ではない。これは、臭気を持たない半透明のペレットとして現れる。これは、300ECでは安定している。
【0068】
使用可能な他の材料には、20〜40%のフッ化ビニリデン−クロロトリフルオロエチレンコポリマーと、20〜40%のポリフッ化ビニリデンと、20〜40%のナイロン12とを有するコポリマーのような、ナイロン−フッ化ビニリデン−クロロトリフルオロエチレンコポリマーが含まれる。ナイロン、フッ化ビニリデン、およびクロロトリフルオロエチレンの夫々の40/30/30成分では、材料は、23ECで比重1.45と、溶融点173EC、および溶融温度220EFとを有している。材料は、400%以上の破損での延伸と、400Kgf/cm2の引張り強さとを有している。
【0069】
エチレンテトラフルオロエチレンフルオロポリマーのような材料は、典型的には、ASTMメソッドDTAD3418によって決定されているような、255ECないし280ECの溶融点を有する。このような材料の比重は、ASTMメソッドD792によって決定されているように1.70ないし1.72である。−65EFでの材料の衝撃強度は、一般にノッチアイゾット衝撃強さ(Notched Izod Impact Strength)と呼ばれるASTMメソッドD256によって決定されているように2.0ft-lbs/インチないし3.5ft-lbs/インチである。ASTMメソッドD2240によって決定されているような硬度デュロメーターが、典型的にはD70である。73EFの引張り強度は、5,500psiないし7,000psiである。破損での最終的な伸びは、典型的には、ASTMメソッドD638によって決定されるような等級に応じて、150%ないし300%である。
【0070】
図4に示されているように、バリア層20は、本発明の最終的なチューブ10が24時間の1期間ごとに約0.5g/m2より小さい炭化水素の透過値を有するようにするために適した厚さで維持される。バリア層20は、外側層12の約10%ないし約20%の厚さを有していると好ましい。バリア層20は、約0.15mmないし約0.25mmの厚さを有していると好ましく、約0.18mmないし約0.22mmの厚さを有していると更に好ましい。
【0071】
本明細書で開示されているように、中間層16は、内側層14と外側層12との間の基本的に均一化した結合を可能にするのに十分な厚さを有している。一般に、中間結合層16は、他の2つの層よりも薄く作ることができ、多層チューブ10の全壁の厚さの約10%ないし約20%を占めることができる。好ましい実施形態では、中間結合層16の厚さは、約0.01mmないし約0.2mmであり、約0.05mmないし約0.2mmであると好ましく、約0.05mmないし約0.15mmであると最も好ましい。
【0072】
他の実施形態では、バリア層20と結合層18,22とが、チューブ10を通る燃料の透過を防ぐのに必要な最小の厚さに維持されることが好ましい。一般に、結合層18,22は、他の層よりも薄く作ることができ、チューブ10の全壁の厚さの約10%ないし約20%を占めることができる。中間結合層の厚さは、約0.01mmないし約0.2mmであり、約0.05mmないし約0.2mmであると好ましく、約0.05mmないし約0.15mmであると最も好ましい。
【0073】
各実施形態では、外側層12は、本発明の多層チューブ10に適当な強度と耐久性とを与えるのに十分な壁の厚さを有している。一般に、自動車の車両を含む応用例では、外側層12は、全壁の厚さの約50%ないし約70%を占めている。一般に、外側層12は、約0.6mmないし約0.9mmの壁の厚さを有している。好ましい壁の厚さは、約0.7mmないし約0.8mmであり、最も好ましい壁の厚さは、約0.7mmないし約0.75mmである。第3の実施形態では、ナイロン12の外側層12は、好ましくは、約0.5mmないし約0.8mmの壁の厚さを有しており、好ましい壁の厚さの範囲は、約0.6mmないし約0.75mmである。上述したように、材料は、望ましい所定の連続した長さを有するように従来の押出成形方法によって押出成形される。
【0074】
以下は、上述したような市販されている成分の様々の例の簡単な説明である。これらは説明に役立つ適当な成分の例であることが理解されるであろう。かくして、他の適当な成分も考えられ、本発明の範囲内に収まることが、更に理解されるであろう。
【0075】
ミズーリ州、セントルイスのアドバンスト・エラストマー・システムズ、L.P.から市販されているサントプレン7は、熱可塑性ゴムFR級である。熱可塑性ゴムに加えて、三酸化アンチモン難燃剤や、カーボンブラックCAS No.1333-86-4が含まれる。サントプレン7熱可塑性ゴムは、強い酸化薬剤と反応し、および425EF以上でアセチル樹脂と反応し、アセチル樹脂を分解し、分解製品としてホルムアルデヒドを生成する。ハロゲン化ポリマーとフェノール樹脂との分解はまた、これらが処理温度でサントプレン7の熱可塑性ゴムと接触するときに、加速され得る。サントプレン7の物理的な特性には、かすかなゴムのような匂いと、ブラックあるいは自然色の(着色可能な)ペレットの外観とがある。これは、500EFまでは熱的に安定している。引火温度は、方法ASTM−D1929−77によって650EFより大きく、同じ方法によって、自己発火温度は、700EFを超えている。典型的な比重は、0.90ないし1.28である。材料は、本発明で適した様々の硬度を有しているが、好ましい実施形態では、80Shore A 硬度を有するサントプレン7の熱可塑性ゴムが利用できる。サントプレン7の熱可塑性ゴムは、ネオプレンのような従来の熱硬化性ゴムと同じ流体およびオイルへの耐性を与える。サントプレン7ゴムの等級のオイルへの耐性は、SAEJ200/ASTMD2000のゴム標準分類システムを利用して分類可能である。
【0076】
テキサス州、ヒューストンのシェル・ケミカル社から市販されているクラトン7は、0.90ないし1.90の比重と、15Aないし60Dの硬度とを有する熱可塑性ゴムである。引張り強度は、2,500psiまでである。伸びは、750%までであり、引裂強度は、750pli(130kN/m)までである。曲げ係数は、750ないし100,000psiである。使用温度は、−70ECないし150ECである。耐オゾン性および耐UV性は優れており、流体に対する耐性および難燃性は相当によい。
【0077】
サルリンクは、マサチューセッツ州、レオミンスターのノバコール・ケミカルズ社から市販されている熱可塑性エラストマーである。比重は、1.13から1.22へ及んでいる。100%の係数は、260psiから570psiへ及んでいる。引張り強度は、780psiから2,061psiへ及んでいる。最終的な伸びは、約345%ないし約395%である。引裂強度は、約81pliから約196pliへ及んでいる。設定された張力は、約4%から6%へ及んでいる。これは、酸およびアルカリ、水性溶液、有機溶剤、石油および燃料、自動変速装置やパワーステアリングなどのような自動車流体、および工業上の流体に対して、優れた流体抵抗性を有している。これは、液圧ブレーキ、リチウム・グリース、不凍液などの自動車の流体に対してかなりの流体に対する耐性を有し、有機溶剤に対して低い耐性を有している。サルリンク製品は、軽い刺激臭を有する固体のブラックペレット材料である。これは、20ECで水中で不溶性である。
【0078】
本発明の実施形態および部品の形態および配置が詳しく説明されてきたが、開示された実施形態は修正可能であることが当業者には明らかであろう。かくして、以下の説明は、制限的なものではなく単なる例と考えられる。本発明の実際の範囲は、添付の請求項に規定されている範囲である。
【図面の簡単な説明】
【0079】
【図1】本明細書に開示されたようなチューブの中間層の詳細断面である。
【図2】本明細書に開示されたような3つの層を有する多層チューブの断面図である。
【図3】本明細書に開示された5つの層を有する多層チューブの断面図である。
【図4】本明細書に開示された4つの層を有する多層チューブの断面図である。
【技術分野】
【0001】
本出願は、2002年1月3日に出願された米国出願番号10/161,524の一部継続出願である。
【0002】
本発明は、一般に、流体を運搬するためのチューブに関する。更に詳細には、本発明は、有機化合物の浸透に対し耐性のあるポリマーチューブに関する。更に、本発明は、自動車での使用に適合したチューブに関する。更に詳細には、本発明は、自動車の燃料ラインや蒸気回収ラインのような、炭化水素流体を輸送するために使用し得る多層チューブに関する。
【背景技術】
【0003】
様々な流体処理状況において、耐久性のあるポリマーチューブに対する要求が存在する。また、チューブを通って輸送される流体の性質および/またはチューブが置かれる外部環境に依存して、種々の有機化合物、例えば炭化水素に対して低い透過性を示すポリマーチューブに対する要求が存在する。
【0004】
ポリマーチューブが有利に使用され得る1つの領域は、自動車である。これまでは、ポリアミドのような合成材料でできた単一層の燃料ラインと蒸気返還ラインが提案され、用いられてきた。このような材料を使用した燃料ラインは、一般に、少なくとも数メートルの長さを有している。ラインは、いったん設置されると、作業中の収縮および伸びによって、または使用中にラインが受ける応力の結果として、実質的に変化しないことが重要である。
【0005】
また、使用されるラインが、チューブを通る透過による炭化水素の排出に対して本質的に不透過性であることが、年々重要になってきている。将来の連邦および州の規則が、このようなラインを通る透過による炭化水素の許容され得る排出量に制限を定めることが予想される。例えば、様々の環境基準が、車両について、受動的な全炭化水素排出量の最大レベルを指定する。カリフォルニア州第13規則、セクション1976、1991年9月修正(Title 13 of the California Code of Regulations, section 1976、proposed amendment of September 26,1991)に概説された方法のような気化排出テスト方法によって計算された24時間につき2g/m2以下のレベルが、求められ得る。所望の車両の全排出レベルを達成するためには、燃料および蒸気ラインのために24時間につき0.5g/m2以下の炭化水素透過レベルが、求められるであろう。また、使用される燃料ラインが、エタノールおよびメタノールのような添加剤に加えて酸化剤や界面活性剤のような燃料中に存在する腐食性材料との相互作用に本質的に影響を受けないことも重要である。
【0006】
これらの問題を解決するために、様々のタイプのチューブが提案されてきた。一般に、そうしたチューブの内で最も成功したものは、共押出成形された多層チューブである。この成功したチューブ構造体は、一般に、外部環境に対して耐性のある材料で構成された比較的厚い外側層を有している。最も内側の層は薄く、外側層有機材料の外側層への拡散をブロックする能力のために選択された材料で形成されている。ブロックされる物質は、典型的には、脂肪族炭化水素、アルコール、および燃料混合物中に存在する他の材料のような有機化合物である。内側層のために選ばれる材料は、ナイロン6、ナイロン6.6、ナイロン11およびナイロン12のようなポリアミドである。
【0007】
チューブ中を輸送される流体中のアルコールおよび芳香族化合物は、脂肪族成分とは異なる速度で、チューブの壁を通して拡散する。その結果のチューブ内の液体の組成の変化は、ナイロン11およびナイロン12のようなチューブの材料のモノマーおよびオリゴマーを例えば液体中に溶解させ得るように、チューブ中の物質の溶解閾値を変化させ得る。燃料ポンプから取り込まれ得る銅イオンの存在は、溶解したモノマーおよびオリゴマーの結晶化した析出物への結晶化を加速させる。結晶化した析出物は、フィルターおよび燃料インジェクタをブロックし、集まって燃料ポンプまたは気化器フロートの走行を制限し、また燃料ポンプの重要表面上に蓄積し得る。
【0008】
ブランホッファー(Brunnhofer)への特許文献1には、ナイロン11またはナイロン12で形成された厚い外側層と、ナイロン6の厚い中間層と、この中間層と外側層との間およびこれらに結合されたポリエチレンまたはポリプロピレンで形成された薄い中間結合層とから構成される5層の燃料ラインが提案されている。チューブの内側には、ナイロン6の内側層があり、エチレン−ビニルアルコールコポリマーで形成された薄い中間の溶剤ブロック層が間に置き換えられている。内側の流体接触面にナイロン6を使用することは、ナイロン6またはナイロン12について生じるモノマーおよびオリゴマーの溶解を少なくとも部分的になくすためである。
【0009】
ブランホッファーへの特許文献2には、ナイロン11またはナイロン12の共押出外壁と、エチレン−ビニルアルコールコポリマーから形成された中間のアルコールバリア壁と、ナイロン11またはナイロン12のようなポリアミドから形成された内側の水分ブロック壁とを備えたチューブが形成されている3層の燃料ラインが提案されている。特許文献3には、中間の溶剤バリア層が、別々にまたはポリアミドエラストマーの混合物と組み合わせて用いられた未修飾ナイロン6.6で形成されている燃料ラインが提案されている。内側層はまた、ポリアミド、好ましくは修飾されたあるいは未修飾ナイロン6で形成されている。外側層は、ナイロン6かナイロン12で形成されている。
【0010】
アルコール媒体に耐え得るように設計されたもう1つのチューブが、特許文献4に開示されている。このチューブは、アルコール耐性ポリオレフィン、すなわちマレイン酸とプロピレンのコポリマーと共押出しされたナイロン6あるいはナイロン6.6および/またはナイロン11もしくはナイロン12のようなポリアミドから構成された厚い外側層を有するように製造されている。
【0011】
従来、異種ポリマー層間に十分なラミネート特性を得ることが極めて難しかった。かくして、従来提案されていた多層チューブ構造体の全てが、多層の殆どあるいは全てにポリアミドベースの材料を使用していた。典型的に使用された材料は、ポリアミドに対して高い親和性を有するポリオレフィンベースのポリマーであった。多くのより効果的な溶剤耐性化学物質が存在するが、伸び特性、強度、およびナイロン11およびナイロン12との親和性とが限られているため、当分野でのそれらの使用は制限されている。
【特許文献1】米国特許第5,076,329号
【特許文献2】米国特許第5,038,833号
【特許文献3】DE4006870号
【特許文献4】UK出願番号2,204,376−A
【発明の開示】
【発明が解決しようとする課題】
【0012】
従って、自動車で使用することができ、耐久性があり、そこを通る有機物質の透過を防止するかまたは減少させるチューブ材料の改良を提供することが望ましいであろう。また、その中を輸送される液体の成分と本質的に非反応性であるチューブ材料を提供することが望ましいであろう。
【課題を解決するための手段】
【0013】
本明細書に開示されているのは、液体を輸送するための多層チューブである。輸送される流体は、炭化水素を含有し得る。多層チューブは、流体を輸送するために自動車システムなどの様々の用途に使用可能である。このようなシステムは、燃料ライン、蒸気返還ライン、もしくは蒸気回収チューブを含むが、これに限定されるものではない。本明細書に開示されている多層チューブは、潜在的に侵攻性の流体への長期の露出に強い内面を備えた内側層を有している。内側層は、基本的に、押出成形および溶融加工が可能な熱可塑性樹脂で形成されている。本明細書で開示されている多層チューブは、更に、外側熱可塑性層と、少なくとも1つの中間層とを有している。中間層は、少なくとも1つの熱可塑性成分が第2の別個の熱可塑性材料からなるマトリックス状に連続的にかつ離散して分散された成分として中に存在している、固化した熱可塑性溶液か、固化した懸濁液で形成されている。中間層はまた、1つの、あるいは複数の適当な相溶化剤を含んでいる。
【0014】
本発明の他の応用例は、本発明を実施するために考えられ得る最良の実施形態の以下の説明を添付図面と合わせて読むことによって、当業者に明らかになるであろう。
【発明を実施するための最良の形態】
【0015】
内側層、即ち第1の層14と、少なくとも1つの中間層、即ち、第2の層16と、少なくとも1つの外側層、即ち、第3の層12とを有する多層チューブ10が、本明細書に開示されている。内側層、中間層、および外側層は、溶融加工可能な熱可塑性材料で形成されている。多層チューブ10は、所定の熱可塑性材料を適当な押出成形処理を経てチューブ構造に押出成形することによって作られるのが好ましい。チューブ10は、適当な長さに押出成形されてもよいし、連続的に押出成形されてもよいし、あるいは、所定の使用例に合わせて切断されてもよい。チューブ10は、典型的には、所定の適当な外径を有していてよい。燃料ラインおよび蒸気回収システムのような応用例では、63.5mm(2.5インチ)までの外径が、適用され得る。典型的には、75mmまでの外径を有する多層の構造体が考えられる。本明細書に開示された多層チューブは、多様な自動車に関わる応用例で特別な有用性を有している。しかしながら、この材料は、多様な流体運搬状況で使用可能であり、特に化学的に侵攻性の流体が運搬される場合、および/又は、チューブが、環境保護に関して挑戦的な応用例で使用されるような場合にも、用いることができると考えられる。
【0016】
本明細書で使用されている「化学的に侵攻性の」とは、チューブのポリマー層を通る透過性および/又は1つ以上の層の材料成分と劣化相互作用を示す流体もしくは流体成分を含むものと理解される。「環境保護に関して挑戦的」とは、気温、気温の変動、振動、化学物質に曝されるなどの、チューブとこれの性能とに有害となり得るチューブの外部の状況を含むものと理解される。
【0017】
チューブ10は、望ましい所定の適当な壁の厚さを有することができる。本明細書で説明されているような自動車のシステムでは、一般に、0.5mmないし2.5mmの壁の厚さが採用されている。ほぼ0.8mmないしほぼ1.5mmの壁の厚さも考えられる。更に詳細には、約0.8mmないし約1.25mmの壁の厚さも考えられる。様々の熱可塑性材料から成る複数のオーバーレイ層を有するチューブの材料を用意することは、本発明の範囲内であるが、本明細書に開示されているチューブ10は、概して、結合層を含めた最大5つの層を有しており、3つ、4つ、あるいは5つの押出成形層が考えられる。
【0018】
本明細書に開示されているチューブ10は、自動車内での使用のような、様々の流体取扱いの応用例において使用に適した構造である。チューブは、外部環境に反応せず、このチューブが通常の作業手順の中で経験するであろう様々の腐食性か劣化合成物に対する露出だけでなく、様々のショック、振動の疲労、および気温の変化にも耐えることができる外側12を有している。本明細書で開示されているようなチューブで使用されるのに適した材料は、特定のチューブ応用例に関連して用いられる溶融加工ができ押出成形可能な熱可塑性材料で構成され得る。理想的には、外側層12に使用される熱可塑性材料は、紫外線による劣化、熱の急激な変化、およびガソリンやその添加物のような自動車流体への露出に強い。場合に応じて、選択された材料がまた、塩化亜鉛に曝されるなどの環境危険への耐性と、エンジンオイルおよびブレーキ流体のような材料との接触による劣化への耐性とを示してもよい。
【0019】
自動車の応用例では、外側層12が、これに結合された所定の内側層と同様に、約−40ECないし約125ECの外部の使用温度範囲で(−20ECないし120ECの範囲であると好ましい)使用するのに適している。チューブ10の様々な層は、一体的に互いにラミネート加工されており、チューブの寿命を通して層間剥離に強い。
【0020】
こうして形成されたチューブ10は、25N/mm2未満の引張り強さと、少なくとも150%の破壊時伸び値とを有するであろう。チューブ10は、少なくとも20バールの23ECでの破裂強度を有するであろう。多層チューブ10は、ブレーキ流体、エンジンオイル、およびガソリン中に見られる過酸化物への露出に対して十分に強い。多層チューブ10は、約−40ECより低い温度で少なくとも2フィートポンドの衝撃に耐えることができる。本発明で用いられている自動車のチューブのための耐衝撃性を決定する方法は、SAEJ2260(1996年11月修正)のセクション7.6である。
【0021】
本明細書に開示されている多層チューブ10は、内側流体接触層14、外側に配置された層12、および内側層14と外側に配置された層12との間に位置する中間層16を有している。これらの層12,14、および16は、互いに径方向に配置されている。図1に示されているように、これらの層は、互いに連続していてよい。あるいは、付加的な層が、これら列挙した層の間に配置されてもよい。また、多層チューブ10が列挙した層に対して径方向内側の付加的な層および/又は径方向外側の付加的な層を有することは、本明細書の開示の範囲内である。
【0022】
多層チューブ10の基本構造は、2つの熱可塑性層が接着される対向面を備えた中間層を有している。2つの夫々の接着層の熱可塑性材料は、化学的に異なる熱可塑性材料から構成されている。本明細書で使用されているように、「化学的に侵攻性の」という用語は、ほぼ等しい溶融加工範囲内で溶融可能な2つ以上の溶融加工できる材料として規定されている。本明細書で使用されている「ほぼ等しい溶融加工範囲」という用語は、2つの材料の押出成形を可能にするために用いられる材料の溶融加工温度を効果的に含む温度の範囲を意味するものと理解される。共押出成形プロセスにおいて、本開示の範囲内の化学的に異なる熱可塑性材料が、溶融加工時に様々な材料との間の著しいブレンドあるいは化学的な相互作用を示すような2つ以上の材料であること、即ち、様々な材料が、混合物を示すが、多数の材料中の少数の材料の別個の局所的な領域を維持することが好ましい。自動車の応用例では、外側層12に使用される材料が、典型的には、紫外線劣化、熱の急激な変化、エンジンおよびブレーキ流体塩化亜鉛のような環境危険への露出に対する耐性を示すであろう。
【0023】
外側層12に使用される熱可塑性材料は、12カーボンブロックポリアミド、11カーボンブロックポリアミド、6カーボンブロックポリアミド、および熱可塑性エラストマーから成る群より選択された少なくとも1つの材料を含む溶融加工可能な熱可塑性樹脂である。本発明で使用するのに適した熱可塑性エラストマーは、サントプレン(SANTOPRENE)、クラトン(KRATON)、およびサルリンク(SARLINK)から成る群の少なくとも1つを含んでいる。サントプレン7はミズーリ州、セントルイスのアドバンスト・エラストマー・システムズから市販されている熱可塑性ゴムである。クラトン7は、テキサス州、ヒューストンのシェル・ケミカル社から市販されているスチレンエチレン/ブチレンスチレンブロックコポリマーで形成された熱可塑性ゴムである。サルリンクは、マサチューセッツ州、レオミンスターのノバコール・ケミカルズから市販されているオイルに強い熱可塑性樹脂である。
【0024】
外側層12に使用される材料は、これらが未改質状態で存在していてもよいし、様々の可塑剤や難燃剤などによって改質されていてもよい。外側層12のために選択される熱可塑性材料は、有利に、少なくとも150%の破損での延伸値と、約−40℃より低い温度で少なくとも2フィートポンドの衝撃に耐える能力とを有している。これらの値は、適当な従来の手段で測定される。
【0025】
内側層に使用される熱可塑性材料は、外側層に使用される熱可塑性材料とは化学的に異なる熱可塑性材料である。典型的には、選択される材料は、溶融加工可能であって、チューブ内部からチューブの壁を通って周囲の環境へ運搬される流体の芳香族および/又は脂肪族の成分の相当に高い透過性を最小にするかなくすように炭化水素バリアとして働くことができる熱可塑性材料である。
【0026】
本明細書で開示されているような内側層14に使用される熱可塑性材料は、チューブ10の外側層12を通り、かくして、周囲の環境へ向かうガソリンの芳香族および脂肪族の成分の著しい透過性をなくすように、炭化水素バリアとして働くことができる。内側層14に適した熱可塑性材料が、チューブを通って運搬されるガソリンか他の流体に対する耐性を有していてもよいことが理解されるであろう。また、内側層14に使用される材料のバリアの性質が、状況が妥当である時はチューブ中への透過に対する耐性を与えるものとなることも理解されるであろう。選択される材料は、必要な透過に対する耐性を与え、外側層12に使用される材料とは化学的に異なるような材料である。自動車の応用例では、内側層14に使用可能な材料は、カリフォルニア州第13規則、セクション1976、1991年9月26日修正に概説された方法によって決定されたように24時間につき0.5g/m2未満の受動的な炭化水素排出率を有するチューブ構造を与えるような材料である。
【0027】
本明細書に示されているように、内側層14に使用される熱可塑性材料は、フルオロプラスチック材料である。好ましくは、選択されるフルオロプラスチック材料は、ポリフッ化ビニリデンと、ポリフッ化ビニルと、ポリクロロトリフルオロエチレンと、エチレンテトラフルオロエチレンコポリマーと、これらの混合物との少なくとも1つを有する群より選択され、フルオロプラスチックのグラフトコポリマーは、ポリフッ化ビニリデンと、ポリフッ化ビニルと、ポリクロロトリフルオロエチレンと、フッ化ビニリデン、クロロトリフルオロエチレン、およびこれらの混合物の少なくとも1つからなる適当なフッ素を有するポリマーを有するエチレンテトラフルオロエチレンコポリマーとから成る群より選択される。本明細書に開示されているような燃料および蒸気チューブの実施形態では、フルオロプラスチックの材料は、ポリフッ化ビニリデン、エチレンテトラフルオロエチレンコポリマーの少なくとも1つを有している。
【0028】
好ましい実施形態では、燃料接触内側層14の最薄の壁の厚さは、望ましい透過に対する耐性を果すのに十分であると好ましい。一般に、内側層14は、多層チューブ10の壁の全厚さの約50%ないし約60%を占める外側層12の厚さを有する外側層12よりも薄い。内側層14の厚さは、約0.01mmないし約0.2mmであり、約0.05mmないし約0.2mmであると好ましく、約0.05mmないし約0.17mmであると最も好ましい。
【0029】
内側層のために選択されるポリフッ化ビニリデン(PVDF)材料は、クロロジフルオロエタンの熱的な脱ハロゲン化物から導かれたポリフッ化ビニリデン樹脂である。適当な材料は、様々の商標名で様々の源から市販されている。
【0030】
選択されるテトラフルオロエチレンコポリマー(ETFE)は、約270ECないし560ECの溶融温度と、比重1.7とを有している。本明細書で使用されているエチレンテトラフルオロエチレンコポリマーは、好ましくは、エチレンとテトラフルオロエチレンとの共重合から誘導される。好ましいポリマー材料は、全重量ポリマーのうち約40%ないし約70%のエチレンから誘導された部分と、約30%ないし約60%のテトラフルオロエチレン部分とを有している。また、より少量の独占材料が任意で加えられている。適当な材料は、デラウエア州、ウィルミントンのE.I.デュポン・デゥ・ネムール社から商標名「テフゼル(TEFZEL)」で市販されている。ポリクロロトリフルオロエチレンポリマー材料とポリフッ化ビニルポリマー材料とが、様々の業者から市販されている。
【0031】
中間層16は、安定した薄層状の結合部を間に形成するように、外側層12を内側層14に結合させるように働く。この中間層16は、典型的には、内側層と外側層との間の結合を助けるおよび/又は容易にし、任意で透過に対する耐性に貢献するのに十分なだけの厚さを有する。中間層は、好ましくは、内側層14の厚さ以下の厚さを有する。中間結合層16は、好ましくは、内側層14と外側層12との間の基本的に均一な結合を可能にするように十分な厚さを有している。一般に、中間結合層は、他の層よりも薄く形成することができ、全壁の厚さのうち約10%ないし約50%を占めることができる。本明細書に開示されている1つの実施形態では、結合層16の厚さは、約0.01mmないし約0.25mmであり、約0.05mmないし約0.20mmであると好ましい。
【0032】
図2に示されている実施形態では、中間層16は、外側層12と内側層14との間に位置している。中間層16は、2つの対向面を有し、内側層14と外側層12との夫々が、この中間層の関連した面に接触する。
【0033】
上述の説明は、チューブ10を通って運搬される流体の近くにあるいはこれと接触するように内側バリア層を位置付けることに関連していたが、熱可塑性層の径方向の順序が、チューブ10の特定の使用に応じて逆転され得ることは、本発明の範囲内である。かくして、適当な状況において、バリア層が、外部から内部への透過を最小にするように外側に配置され得る。
【0034】
本明細書に開示されているように、中間層は、2つの化学的に異なる熱可塑性層の間に配置される。1つの層は、ポリアミド、熱可塑性エラストマーの少なくとも1つを含む群より選択された熱可塑性樹脂でできており、1つの層は、上述されたように、熱可塑性バリア材料で形成されている。
【0035】
中間層16は、内側層14と外側層12とが接着され得る溶融加工可能な熱可塑性材料で形成されている。本明細書に開示されているように、中間層16に使用されている熱可塑性材料は、
a.外側層12に使用され、重量で約10%ないし約90%を占める少なくとも1つの熱可塑性材料と(ポリマー成分I)、
b.内側層14に使用され、重量で約10%ないし約90%を占める少なくとも1つの熱可塑性材料と(ポリマー成分II)、
c.アロイ組成物中に前記外側層に使用される少なくとも1つの熱可塑性材料と、内側層に使用される少なくとも1つの熱可塑性材料とを維持するのに十分な量の相溶化剤(相溶化剤)と、を有している。
【0036】
本明細書で使用されているように、「相溶化剤」(compatibilizing agent or compatibilizer)という用語は、ブレンドに加えられた時に、アロイの形成を助けるか可能にするように界面での相分離の程度を減じることによって親和性の程度を上げるポリマーである。選択されるポリマーは、界面剤として少なくとも部分的に働くことができる。中間層は、相溶化剤を有する2成分のポリマーシステムであるが、第3のおよびより多くのポリマーブレンドが必要に応じて使用され得ることが理解される。
【0037】
ポリマー成分Iとポリマー成分IIとは、ポリマー相溶化剤と組み合わせて溶融混合可能な材料であることが理解されるであろう。溶融混合処理は、ポリマー成分Iとポリマー成分IIとの十分なブレンドを可能にするような処理である。結果的に生じたブレンドの冷却および固化により、材料が基本的に均一な状態から混成の状態へと急冷されて最終的に固化されてロッキングされるときに、成分Iと成分IIとのゆっくりした微細な相分離が可能にされる。このようなロッキングは、所定の適当な処理によって果される。相のサイズは、例えば屈折指数あるいは複屈折のような適当な方法によって測定可能である。相のサイズが1ミクロン未満のとき、様々の電子顕微鏡技術を利用できる。
【0038】
本明細書で使用されているように、「アロイ」という用語は、選択される2つ以上の熱可塑性材料を含む固化した流体であると規定されている。少なくとも1つの熱可塑性材料は、分散マトリックスを形成するように、少なくとも1つの他の熱可塑性材料中に分散されている。固化された流体は、分散マトリックスが中に配置されている固化した溶液の形態であるか、分散マトリックスが中に配置されている固化した懸濁液の形態であってよい。所定の理論に制限されるものではないが、夫々の熱可塑性成分の化学的非類似性は、第1の成分を第2の成分に対して、または第2の成分の存在下で独特かつ個別の配置に寄与する。このような配置は、主成分中での少量の成分の個別的に識別できる蓄積を維持するように生じる。このように規定可能な集中は、均質なブレンドまたは明らかな化学結合の欠如を示すような様式で存在する。
【0039】
本明細書で開示されている中間層16では、相ドメインは、回転楕円体および細長い回転楕円体として特徴付けられる形状を有することができる。適当な相ドメインの非制限的な例は、図1で示されており、「M」が、マトリックスポリマーを示し、「A」がその中に存在する第2の相を示している。図1では、1ないし10Φmの長さの材料の領域についてのものであることが企図されている。
【0040】
中間層16中に存在するアロイ材料は、1つの相から他の相へと応力を伝えることができる界面領域または境界を示す。境界は比較的細くて鋭くてよいが、移行部または中間相領域が、特性の勾配を調節するように2つのポリマー材料の間に存在するものと信じられる。
【0041】
本明細書に開示されているように、中間層16の熱可塑性アロイは、重量で約10%ないし約90%を占めていて、ポリアミド、熱可塑性エラストマー、およびこれらの混合物から成る群より選択された溶融加工可能な熱可塑性樹脂(ポリマー成分I)と、重量で約10%ないし約90%を占めていて、ポリアミド、熱可塑性エラストマー、およびこれらの混合物の群から選択され、上記に列挙した溶融加工可能な熱可塑性樹脂とは化学的に異なる溶融加工可能な熱可塑性材料(ポリマー成分II)とを有している。本明細書で使用されている適当な化学的に異なる材料は、熱可塑性材料が、ポリアミドおよび熱可塑性エラストマーの少なくとも1つを有する群から選択された熱可塑性樹脂との化学的なブレンドかこの物質への接着に抵抗するという特徴を有している材料である。いずれの材料も、主合成材料中の別個の局所的なボディを形成するか、材料中での別個のこのような局所的なボディの形成に貢献する。
【0042】
ポリアミドおよび/又は熱可塑性エラストマーと結合させてポリマー成分IIとして使用される溶融加工可能な熱可塑性材料は、ハロゲン化された溶融加工可能な熱可塑性材料、更に詳細には、これに関連した少なくとも1つのハロゲン官能基を有する溶融加工可能な熱可塑性樹脂であることが好ましい。
【0043】
ハロゲン化された成分は、少なくとも1つの塩素およびフッ素を有していることが好ましい。好ましい実施形態では、ハロゲン化された熱可塑性材料は、フルオロプラスチックである。選択されるフルオロプラスチックは、ポリフッ化ビニリデンと、ポリフッ化ビニルと、ポリクロロトリフルオロエチレンと、エチレンテトラフルオロエチレンコポリマーと、ポリフッ化ビニリデン、ポリフッ化ビニル、ポリクロロトリフルオロエチレン、および適当なフッ素を有するポリマーを備えたエチレンテトラフルオロエチレンから成る群より選択されたフルオロプラスチックのグラフトポリマーとの、少なくとも1つを有している。適当なフッ素を有するポリマーは、フッ化ビニリデンおよびクロロトリフルオロエチレンのうち少なくとも1つであると好ましい。選択されるフルオロプラスチック材料は、ポリフッ化ビニリデンおよびエチレンテトラフルオロエチレンのうちの少なくとも1つであると好ましい。
【0044】
ポリマー成分Iとして使用される熱可塑性樹脂は、ポリアミド、熱可塑性エラストマー、およびこれらの混合物などであってよい。適当な材料は、外側層12に使用される熱可塑性材料と類似しているか互換性のある材料である。かくして、ポリアミド6、ポリアミド6.6、ポリアミド11、ポリアミド12、クラトン、サルリンク、サントプレンおよびバイケム(VICHEM)のような熱可塑性材料が使用でき、ポリアミド6、ポリアミド6.6、ポリアミド11、ポリアミド12のようなポリアミドがうまく使用される。
【0045】
本明細書で開示されているように、中間層16の熱可塑性材料は、少量の相溶化剤とともに、重量で約60%ないし約80%のフルオロプラスチックと、約40%ないし約20%のポリアミドとを有しており、重量で約65%ないし約70%のフルオロプラスチックと、約35%ないし約25%のポリアミドを有していることが最も好ましい。相溶化剤は、約0.01重量%ないし約10.0重量%の所定量で存在しており、この量は、重量で約00.1%ないし約10.0%であることが好ましく、重量で約0.1%ないし約2.5%であることが更に好ましい。
【0046】
適当な相溶化剤は、ポリマー成分IおよびIIと界面相互作用可能なグラフトコポリマーおよび/又はブロックコポリマーを含むことができる。本明細書で使用されているように、「ブロックコポリマー」は、少なくとも2つの組成物即ち成分で構成されたブロックもしくは長いシーケンスから成っていて、第1の成分がポリマー成分Iかポリマー成分IIの一方と混和性か相容性があり、第2の成分がポリマー成分Iかポリマー成分IIの他方と混和性か相容性があるような、ポリマー成分を意味すると理解される。コポリマーのブロックは、線形に共有結合されている。理想的には、所定のブロック内の組成は、ブロックの長さよりも相当に短い距離にわたる場合を除いて、大きくは変化せず、即ち、ブロックそれ自体は、ランダムコポリマーであってよい。
【0047】
本明細書で使用されているように、ブロックコポリマーは、これらが形成される方法によるよりも、その分子構造によって、そして、共有結合された異なる複数のブロックの存在によって、規定される。このようなポリマーが所定の適当な方法によって形成可能であることが企図され、そうした方法の非制限的な例には、1つのモノマーに続いて他のモノマーの連続した重合化と、2つのポリマー反応体の端末結合が含まれる。
【0048】
本明細書で使用されているように、「グラフトポリマー」という用語は、有意に異なる組成のブロックを含んでいて、これらブロックは線形に結合されておらず、1つ以上のブロックの1端部が異なる組成のブロック内の原子に共有結合されているポリマーを意味すると理解される。グラフトコポリマーは、主に3つの方法で製造可能である。主鎖が最初に形成でき、続いて、懸垂型鎖が、主鎖の一部位から重合される(即ち、「グラフト重合から成長」)。懸垂型鎖は、最初に、これらの端部で反応体基によって成長され得る。続いて、これらの端部が、モノマーとその重合中に主鎖のモノマーに参加する(即ち、「グラフト共重合による成長」)。また、グラントコポリマーを形成するように後の工程で反応され得る部位を各々が有することによって、懸垂型鎖および主鎖を別々に重合することも可能である(グランティング)。選択される材料では、懸垂部分がポリマーであってもよい。
【0049】
適当な相溶化剤の非制限的な例には、無水マレイン酸、GMA,メチルアクリルカプロラクタム、アクリルカプロラクタム、カルボン酸、ポリアミド6やポリアミド6.6のようなポリアミド鎖の少なくとも1つとグラフトされたフルオロポリマーが含まれる。
【0050】
ブロックコポリマーの非制限的な例には、ハロゲン化されたポリエチレンとビニルベンジルクロライドとが含まれる。
【0051】
中間層16の熱可塑性材料は、フルオロプラスチック、ポリアミド、および相溶化剤を混合するように、溶融状態で処理される。混合された材料は、多層チューブ10の他の層を形成するのに使用される材料とともに共押出成形される。中間層16に使用される熱可塑性材料は、近接した層に使用される熱可塑性材料への親和性を示し、チューブの寿命が来るまで接着を可能にするか促進する。
【0052】
所定の論理に制限されるものではないが、親和性は、一部には、固化した熱可塑性溶液中で実証される僅かな非均質な分散現象によるものと信じられる。また、本発明のチューブを形成するように熱可塑性アマルゲム(amalgem)を溶融加工すると、共押出成形された層の厚さ方向に、この材料で形成された共押出成形層に隣接したところに少量の成分の濃度が高い領域を有する分散勾配を生じると信じられる。逆に、少量の成分の濃度が低い領域は、他方の反対側の共押出成形層に隣接して配置されている。
【0053】
全く予想外のことに、選択される化学的に異なる熱可塑性材料に対するポリマー成分の親和性が増加する一方で、固化した溶液が、典型的にはその主成分に固有の有意の性能特性を維持することが見いだされている。
【0054】
本発明の多層チューブ10は、幅広く解釈されるように、ポリアミド、熱可塑性エラストマー、およびこれらの混合物の群から選択される溶融加工可能な熱可塑性樹脂で本質的に形成される第1の層と、第1の層に使用される材料と化学的に異なる溶融加工可能な熱可塑性樹脂から本質的になる第2の層と、第1および第2の層の中間に位置し、第1の層の熱可塑性材料と第2の層の熱可塑性材料とから本質的になる溶融加工可能な熱可塑性アロイ材料から本質的になり、このアロイが第2の熱可塑性樹脂が中に分散された第1の層の少なくとも1つの熱可塑性樹脂の固化された熱可塑性溶液であるところの層とを有している。好ましくは、第2の熱可塑性樹脂は、第1の層の少なくとも1つの熱可塑性樹脂とは化学的に異なる。
【0055】
第1、第2、および中間の層の径方向の順序は、チューブの機能に適していてこれに適合されたものであってよい。図2に示されている第1の実施形態は外側に配置されたポリアミド/TPO層を備えたチューブ10を示しているが、これらの層の順序を、中間層がこれらの間に配置されている場合に逆にすることは、本発明の範囲内である。
【0056】
本明細書に開示されているようなチューブ10の構成の1つの変形例が、図3に示されている。この構成では、径方向に最も内側の層14が上記に列挙したタイプのポリアミド/TPO熱可塑性樹脂で形成されているような5層チューブが提案されている。図3に示されているように、この材料は、ポリアミド12、ポリアミド11、ポリアミド、6.6およびポリアミド6から成る群より選択されていると好ましい。
【0057】
第2の実施形態の内側層14に使用されている熱可塑性樹脂は、改質されていても、改質されていなくてもどちらでもよい。改質されている場合は、この材料には当分野で公知の様々の可塑剤が含まれることが予想される。好ましい実施形態では、ポリアミドは、成分の重量で17%までの可塑剤を有しており、この量は、約1%ないし約13%であると好ましい。
【0058】
図3に示されているような内側層14は、多層チューブに強度および化学的な抵抗特性とを与えるのに十分な厚さを有しているとよい。特に、内側層14は、脂肪族および芳香族の炭化水素分子の透過とこれら分子の厚い外側層への移動とを防ぐのに十分な厚さを有している。本発明では、内側層は、厚い外側層12よりも薄い壁の厚さを有している。好ましい実施形態では、内側層は、外側層の約10%ないし25%の壁の厚さを有しており、約0.05mmないし約0.4mmより薄いと好ましく、約0.1mmないし約0.3mmであると更に好ましい。
【0059】
図3に示されている実施形態では、チューブ10は、内側層12の径方向外方に配置されたバリア層20を更に有している。このバリア層20は、構造および組成が内側層14と化学的に異なっていると好ましい。バリア層20は、通常の押出成形の範囲内で溶融加工可能であって、燃料および透過に対する耐性および化学的な耐性を有する熱可塑性材料である。バリア層20を有する熱可塑性材料は、ポリフッ化ビニリデン、ポリフッ化ビニル、ポリクロロトリフルオロエチレン、エチレンテトラフルオロエチレンコポリマー、およびフッ化ビニリデンおよびクロロトリフルオロエチレンのコポリマーのようなフッ素を有するポリマーを備えた上述の材料のグラフトコポリマーのうちの少なくとも1つから成る群より選択されるフルオロプラスチック材料であると好ましい。フルオロプラスチック材料が、ポリフッ化ビニリデンかエチレンテトラフルオロエチレンコポリマーの少なくとも1つを有していると好ましい。
【0060】
中間層18は、内側層14とバリア層20との間に配置され、これらと共に押出成形され、この中間層と他の2つの夫々の層との間の適当な均一化した結合を果すことができる。中間層18は、図2に関連して上述した熱可塑性アロイで構成されており、内側層14とバリア層20との間の夫々の基本的に安定した接続を可能にするのに十分な厚さを有している。一般に、中間結合層18は、他の外方に位置する層よりも薄く作り、全壁の厚さのうち約10%ないし約50%を占めることができる。図3に示されているように、中間結合層18の厚さは、約0.01mmないし0.25mmであり、約0.05mmないし約0.20mmであると好ましい。
【0061】
図3の5層構造はまた、好ましくはポリアミドおよび熱可塑性エラストマーの少なくとも1つを有する溶融加工可能な熱可塑性樹脂で形成されていて外向きの外側層12を有している。好ましいポリアミドは、ポリアミド6、ポリアミド6.6、ポリアミド11、およびポリアミド12のうちの少なくとも1つである。好ましい熱可塑性エラストマーは、クラトン、サントプレン、およびサルリンクのような材料の少なくとも1つである。内側層14と外側層12とは、必要に応じて同じであっても異なっていてもどちらでもよい。好ましい実施形態では、ナイロン6のようなポリアミドが使用される。
【0062】
付加的な中間層22が、外側層12とバリア層20との間に配置されている。この中間層22は、ポリアミド、熱可塑性エラストマー、およびこれらの混合物から成る群より選択される熱可塑性樹脂を有する溶融加工可能なアロイで形成されている。付加的な中間層22に使用される熱可塑性アロイは、上記で規定されたような材料で形成されている。付加的な中間層22で使用される熱可塑性アロイは、中間層18に使用されるものと同じであってもよいし、外側層12の機能的な要件および組成仕様により具体的に合致するように本発明の定義の範囲内で組成的に変化してもよいことが理解されるであろう。
【0063】
図4に示されているように、内側層、即ち、第1の層14は、中間層18によって、バリア層、即ち、第2の層20に接続されている。バリア層20は、透過に対する耐性、化学的な耐性、および燃料に対する耐性を有し、通常の押出成形範囲内で、即ち、約175ECないし約250ECで溶融加工可能である、ポリアミドでない熱可塑性材料であると好ましい。好ましくは、バリア層14を有する熱可塑性材料は、ポリフッ化ビニリデン、ポリフッ化ビニル、エチレンテトラフルオロエチレン(ETPE)、およびこれらの混合物から成る群より選択される熱可塑性樹脂である。この材料はまた、フッ化ビニリデンとクロロトリフルオロエタンのコポリマーのような、フッ素を有するポリマーとの上記の材料のグラフトコポリマーであってよい。使用される適当な材料は、重量で約60%ないし約80%のポリビニリデンジフルオライドを有している。かくして形成された材料は、約200ECないし約220ECの溶融点と、約210ECないし約230ECの溶融温度とを有している。
【0064】
図4に示されている実施形態では、内側層14が、極端な熱の変化や、エンジンオイルおよびブレーキ流体に見いだされるもののような化学成分への暴露などに強く、溶融加工可能で、押出成形できる熱可塑性材料である材料を有している。選択される熱可塑性材料は、12カーボンブロックポリアミド、11カーボンブロックポリアミド、6カーボンブロックポリアミド、6.6カーボンブロックポリアミドと、熱可塑性エラストマーとの少なくとも1つを有するグループの熱可塑性材料であると好ましい。第3の実施形態の内側層の好ましい材料は、ナイロン6のような6カーボンブロックポリアミドである。
【0065】
2つの異なる材料の効果的なラミネート加工を果すために、第3の実施形態のチューブ10はまた、内側層14とバリア層20との間に配置された少なくとも1つの中間層18を有している。中間層16は、内側層14およびバリア層20と共に押出成形され、この中間層16自身と2つの夫々の層との間の適当な均一化した結合を果すことができる。中間層18に使用される熱可塑性材料は、上述された熱可塑性アロイである。
【0066】
図4に示されている構造の外側層12は、一般に、バリア層20の内側層14よりも厚い。外側層12は、多層チューブ10の全壁の厚さの約50%ないし約60%を占めている。外側層12は、極端な熱の変化、紫外線による劣化、塩化亜鉛への露出、およびエンジンオイルやブレーキ流体への露出を含む外部環境に強い材料で形成されている。第3の実施形態では、外側層12の好ましい材料が、ナイロン12のような、12カーボンブロックポリアミドである。図4に示されているように、バリア層は、バリア層のナイロン12層への直接結合を容易にするために、外側層12で使用されるナイロン12材料に親和性を与えるように特に形成された溶融加工可能なフルオロプラスチックで形成されている。適当な材料が、様々の源から市販されている。そのような適当な材料の1つが、熱可塑性ポリビニリデンジフルオライド(PVDF)材料である。選択される材料は、化学的にグラフトされる適当な接着促進グループを有していてよい。適当に使用できる他の材料には、1プロペン、1,1,2,3,3,3−ヘキサフルオロ−1,1−ジフルオロエテンポリマーで形成された材料のような材料が含まれる。これの溶融点は、155E〜160ECである。これの比重は、23ECで1.77〜1.79である。これは、半透明に見え、臭気も有さない。
【0067】
所定の実施例では、このような材料は、ヘキサフルオロプロピレン−フッ化ビニリデンコポリマー、CASNo.9011-17-0として存在する。溶融点は、約155ECないし約160ECである。これは、水溶性ではない。これは、臭気を持たない半透明のペレットとして現れる。これは、300ECでは安定している。
【0068】
使用可能な他の材料には、20〜40%のフッ化ビニリデン−クロロトリフルオロエチレンコポリマーと、20〜40%のポリフッ化ビニリデンと、20〜40%のナイロン12とを有するコポリマーのような、ナイロン−フッ化ビニリデン−クロロトリフルオロエチレンコポリマーが含まれる。ナイロン、フッ化ビニリデン、およびクロロトリフルオロエチレンの夫々の40/30/30成分では、材料は、23ECで比重1.45と、溶融点173EC、および溶融温度220EFとを有している。材料は、400%以上の破損での延伸と、400Kgf/cm2の引張り強さとを有している。
【0069】
エチレンテトラフルオロエチレンフルオロポリマーのような材料は、典型的には、ASTMメソッドDTAD3418によって決定されているような、255ECないし280ECの溶融点を有する。このような材料の比重は、ASTMメソッドD792によって決定されているように1.70ないし1.72である。−65EFでの材料の衝撃強度は、一般にノッチアイゾット衝撃強さ(Notched Izod Impact Strength)と呼ばれるASTMメソッドD256によって決定されているように2.0ft-lbs/インチないし3.5ft-lbs/インチである。ASTMメソッドD2240によって決定されているような硬度デュロメーターが、典型的にはD70である。73EFの引張り強度は、5,500psiないし7,000psiである。破損での最終的な伸びは、典型的には、ASTMメソッドD638によって決定されるような等級に応じて、150%ないし300%である。
【0070】
図4に示されているように、バリア層20は、本発明の最終的なチューブ10が24時間の1期間ごとに約0.5g/m2より小さい炭化水素の透過値を有するようにするために適した厚さで維持される。バリア層20は、外側層12の約10%ないし約20%の厚さを有していると好ましい。バリア層20は、約0.15mmないし約0.25mmの厚さを有していると好ましく、約0.18mmないし約0.22mmの厚さを有していると更に好ましい。
【0071】
本明細書で開示されているように、中間層16は、内側層14と外側層12との間の基本的に均一化した結合を可能にするのに十分な厚さを有している。一般に、中間結合層16は、他の2つの層よりも薄く作ることができ、多層チューブ10の全壁の厚さの約10%ないし約20%を占めることができる。好ましい実施形態では、中間結合層16の厚さは、約0.01mmないし約0.2mmであり、約0.05mmないし約0.2mmであると好ましく、約0.05mmないし約0.15mmであると最も好ましい。
【0072】
他の実施形態では、バリア層20と結合層18,22とが、チューブ10を通る燃料の透過を防ぐのに必要な最小の厚さに維持されることが好ましい。一般に、結合層18,22は、他の層よりも薄く作ることができ、チューブ10の全壁の厚さの約10%ないし約20%を占めることができる。中間結合層の厚さは、約0.01mmないし約0.2mmであり、約0.05mmないし約0.2mmであると好ましく、約0.05mmないし約0.15mmであると最も好ましい。
【0073】
各実施形態では、外側層12は、本発明の多層チューブ10に適当な強度と耐久性とを与えるのに十分な壁の厚さを有している。一般に、自動車の車両を含む応用例では、外側層12は、全壁の厚さの約50%ないし約70%を占めている。一般に、外側層12は、約0.6mmないし約0.9mmの壁の厚さを有している。好ましい壁の厚さは、約0.7mmないし約0.8mmであり、最も好ましい壁の厚さは、約0.7mmないし約0.75mmである。第3の実施形態では、ナイロン12の外側層12は、好ましくは、約0.5mmないし約0.8mmの壁の厚さを有しており、好ましい壁の厚さの範囲は、約0.6mmないし約0.75mmである。上述したように、材料は、望ましい所定の連続した長さを有するように従来の押出成形方法によって押出成形される。
【0074】
以下は、上述したような市販されている成分の様々の例の簡単な説明である。これらは説明に役立つ適当な成分の例であることが理解されるであろう。かくして、他の適当な成分も考えられ、本発明の範囲内に収まることが、更に理解されるであろう。
【0075】
ミズーリ州、セントルイスのアドバンスト・エラストマー・システムズ、L.P.から市販されているサントプレン7は、熱可塑性ゴムFR級である。熱可塑性ゴムに加えて、三酸化アンチモン難燃剤や、カーボンブラックCAS No.1333-86-4が含まれる。サントプレン7熱可塑性ゴムは、強い酸化薬剤と反応し、および425EF以上でアセチル樹脂と反応し、アセチル樹脂を分解し、分解製品としてホルムアルデヒドを生成する。ハロゲン化ポリマーとフェノール樹脂との分解はまた、これらが処理温度でサントプレン7の熱可塑性ゴムと接触するときに、加速され得る。サントプレン7の物理的な特性には、かすかなゴムのような匂いと、ブラックあるいは自然色の(着色可能な)ペレットの外観とがある。これは、500EFまでは熱的に安定している。引火温度は、方法ASTM−D1929−77によって650EFより大きく、同じ方法によって、自己発火温度は、700EFを超えている。典型的な比重は、0.90ないし1.28である。材料は、本発明で適した様々の硬度を有しているが、好ましい実施形態では、80Shore A 硬度を有するサントプレン7の熱可塑性ゴムが利用できる。サントプレン7の熱可塑性ゴムは、ネオプレンのような従来の熱硬化性ゴムと同じ流体およびオイルへの耐性を与える。サントプレン7ゴムの等級のオイルへの耐性は、SAEJ200/ASTMD2000のゴム標準分類システムを利用して分類可能である。
【0076】
テキサス州、ヒューストンのシェル・ケミカル社から市販されているクラトン7は、0.90ないし1.90の比重と、15Aないし60Dの硬度とを有する熱可塑性ゴムである。引張り強度は、2,500psiまでである。伸びは、750%までであり、引裂強度は、750pli(130kN/m)までである。曲げ係数は、750ないし100,000psiである。使用温度は、−70ECないし150ECである。耐オゾン性および耐UV性は優れており、流体に対する耐性および難燃性は相当によい。
【0077】
サルリンクは、マサチューセッツ州、レオミンスターのノバコール・ケミカルズ社から市販されている熱可塑性エラストマーである。比重は、1.13から1.22へ及んでいる。100%の係数は、260psiから570psiへ及んでいる。引張り強度は、780psiから2,061psiへ及んでいる。最終的な伸びは、約345%ないし約395%である。引裂強度は、約81pliから約196pliへ及んでいる。設定された張力は、約4%から6%へ及んでいる。これは、酸およびアルカリ、水性溶液、有機溶剤、石油および燃料、自動変速装置やパワーステアリングなどのような自動車流体、および工業上の流体に対して、優れた流体抵抗性を有している。これは、液圧ブレーキ、リチウム・グリース、不凍液などの自動車の流体に対してかなりの流体に対する耐性を有し、有機溶剤に対して低い耐性を有している。サルリンク製品は、軽い刺激臭を有する固体のブラックペレット材料である。これは、20ECで水中で不溶性である。
【0078】
本発明の実施形態および部品の形態および配置が詳しく説明されてきたが、開示された実施形態は修正可能であることが当業者には明らかであろう。かくして、以下の説明は、制限的なものではなく単なる例と考えられる。本発明の実際の範囲は、添付の請求項に規定されている範囲である。
【図面の簡単な説明】
【0079】
【図1】本明細書に開示されたようなチューブの中間層の詳細断面である。
【図2】本明細書に開示されたような3つの層を有する多層チューブの断面図である。
【図3】本明細書に開示された5つの層を有する多層チューブの断面図である。
【図4】本明細書に開示された4つの層を有する多層チューブの断面図である。
【特許請求の範囲】
【請求項1】
ポリアミド、熱可塑性エラストマー、およびこれらの混合物から成る群より選択された第1の溶融加工可能な熱可塑性樹脂で形成された第1の層と、
前記第1の溶融加工可能な熱可塑性樹脂とは化学的に異なる第2の溶融加工可能な熱可塑性樹脂で形成された第2の層と、
前記第1の層と第2の層との間に配置され、前記第1の溶融加工可能な熱可塑性樹脂、前記第2の溶融加工可能な熱可塑性樹脂およびポリマー相溶化剤から本質的になる固化された溶融加工可能な熱可塑性溶液で形成から構成され、前記第1の熱可塑性樹脂と前記第2の熱可塑性樹脂とは、基本的に非均質的な状態で互いに分散された、個別的に認識できる成分として存在しているところの中間層
を備える多層チューブ。
【請求項2】
前記第1の溶融加工可能な熱可塑性樹脂のポリアミドは、ポリアミド6、ポリアミド6.6、ポリアミド11、ポリアミド12、およびこれらの混合物から成る群より選択される請求項1に記載の多層チューブ。
【請求項3】
前記第2の溶融加工可能な熱可塑性樹脂は、フルオロプラスチックである請求項2に記載の多層チューブ。
【請求項4】
前記フルオロプラスチックは、ポリフッ化ビニリデン、ポリフッ化ビニル、ポリクロロトリフルオロエチレン、エチレンテトラフルオロエチレンコポリマー、およびこれらの混合物から成る群より選択される請求項3に記載の多層チューブ。
【請求項5】
前記熱可塑性樹脂は、エチレンテトラフルオロエチレンコポリマー、ポリフッ化ビニリデン、ポリフッ化ビニル、およびこれらの混合物から成る群より選択される請求項4に記載の多層チューブ。
【請求項6】
前記中間層に使用される熱可塑性材料は、本質的に、
重量で約10%ないし約90%のフルオロプラスチックと、
重量で約10%ないし約90%のポリアミドと、
互いに分散された個別的に認識できる成分を維持するのに十分な量の相溶化剤と
からなる請求項3に記載の多層チューブ。
【請求項7】
前記フルオロプラスチックは、重量で約60%ないし約70%であり、前記ポリアミドは、重量で約30%ないし約40%である請求項6に記載の多層チューブ。
【請求項8】
前記ポリアミド熱可塑性樹脂は、非均質な状態で、局所的な領域で、前記中間層のフルオロポリマー中に分散されている請求項7に記載の多層チューブ。
【請求項9】
ポリアミドの前記局所的な領域は、前記中間層の径方向の厚さにおいて濃度勾配を示し、ポリアミドの濃度が大きい領域は、前記第1の層に近接している請求項8に記載の多層チューブ。
【請求項10】
前記ポリマー相溶化剤は、フルオロプラスチックのグラフトコポリマー、ポリアミドのグラフトコポリマー、フルオロポリマーのブロックコポリマー、およびポリアミドのブロックコポリマーとから成る群より選択される請求項6に記載の多層チューブ。
【請求項11】
前記ポリマー相溶化剤は、無水マレイン酸、GMA、メチルアクリルカプロラクタム、アクリルカプロラクタム、カルボン酸、ポリアミド鎖、ハロゲン化ポリエチレン、およびビニルベンジルクロライドの内の少なくとも1つがグラフトされた少なくとも1つのフルオロポリマーを包含する請求項10に記載の多層チューブ。
【請求項12】
ポリアミド、熱可塑性エラストマー、およびこれらの混合物より成る群から選択された第1の溶融加工可能な熱可塑性樹脂で形成された第1の層と、
前記第1の溶融加工可能な熱可塑性樹脂とは化学的に異なり、ポリテトラフルオロエチレン、過フッ素化エチレンプロピレン、ペルフルオロアルコキシフルオロカーボン樹脂、テトラフルオロエチレンペルフルオロビニルエーテル、エチレンテトラフルオロエチレン(ETFE)、テトラフルオロエチレンとヘキサフルオロプロピレンのコポリマー、ポリフッ化ビニリデン(PVDF)、ポリフッ化ビニリデンと共重合されたクロロトリフルオロエチレンおよびビニリデンジフルオライドのポリフッ化ビニルコポリマー、ポリフッ化ビニルと共重合されたクロロトリフルオロエタンとビニリデンジフルオライドのコポリマー、ポリクロロトリフルオロエチレン、フッ化ビニリデンとクロロトリフルオロエタンのコポリマーのようなフッ素を有するポリマーのグラフトコポリマー、フッ化ビニルおよびクロロトリフルオロエチレンのコポリマー、およびこれらの混合物からなる群より選択された第2の溶融加工可能な熱可塑性樹脂で形成された第2の層と、
前記第1の層と第2の層との間に配置され、前記第1の溶融加工可能な熱可塑性樹脂と、前記第2の溶融加工可能な熱可塑性樹脂とポリマー相溶化剤とから本質的になる固化された溶融加工可能な熱可塑性溶液から構成され、前記第1の熱可塑性樹脂と第2の熱可塑性樹脂とは、本質的に非均質な状態で互いに分散された個別的に認識できる成分として存在しているところの中間相
を備える多層チューブ。
【請求項13】
前記第2の層は、ポリフッ化ビニリデン、エチレンテトラフルオロエチレン、およびこれらの混合物から成る群より選択されたフルオロポリマー材料で形成されている、請求項10に記載の多層チューブ。
【請求項14】
前記第1の層は、12カーボンブロックポリアミド、11カーボンブロックポリアミド、6カーボンブロックポリアミド、およびこれらの混合物の群より選択された材料で形成されている、請求項12に記載の多層チューブ。
【請求項15】
前記第1の層は、6カーボンブロックポリアミドである、請求項14に記載の多層チューブ。
【請求項16】
前記中間層の前記溶融加工可能な熱可塑性樹脂は、
エチレンテトラフルオロエチレン、ポリビニリデンジフルオライド、およびこれらの混合物から成る群より選択され、重量で約65%ないし約75%を占めるフルオロプラスチックと、
ポリアミド6、ポリアミド11、ポリアミド12、およびこれらの混合物から成る群より選択され、重量で約25%ないし約35%を占めるポリアミドと、
互いに分散された個別的に認識できる成分を維持するのに十分な量のポリマー相溶化剤と
を含む請求項15に記載の多層チューブ。
【請求項17】
前記ポリアミド熱可塑性樹脂は、局所的な領域内で、非均質な状態で、前記中間層のフルオロプラスチック中に分散されている請求項14に記載の多層チューブ。
【請求項18】
前記局所的なポリアミド領域は、前記中間層の径方向の厚さにおいて濃度勾配を示しており、ポリアミドの濃度が高い領域は、前記第1の層に近接している請求項16に記載の多層チューブ。
【請求項19】
前記ポリマー相溶化剤は、フルオロプラスチックのグラフトコポリマー、ポリアミドのグラフトコポリマー、フルオロプラスチックのブロックコポリマー、およびポリアミドのブロックコポリマーから成る群より選択されている、請求項16に記載の多層チューブ。
【請求項20】
前記ポリマー相溶化剤は、無水マレイン酸、GMA、メタルアクリルカプロラクタム、アクリルカプロラクタム、カルボン酸、ポリアミド鎖、ハロゲン化ポリエチレン、およびビニルベンジルクロライドのうち少なくとも1つとグラフトされた少なくとも1つのフルオロポリマーを包含する請求項19に記載の多層チューブ。
【請求項1】
ポリアミド、熱可塑性エラストマー、およびこれらの混合物から成る群より選択された第1の溶融加工可能な熱可塑性樹脂で形成された第1の層と、
前記第1の溶融加工可能な熱可塑性樹脂とは化学的に異なる第2の溶融加工可能な熱可塑性樹脂で形成された第2の層と、
前記第1の層と第2の層との間に配置され、前記第1の溶融加工可能な熱可塑性樹脂、前記第2の溶融加工可能な熱可塑性樹脂およびポリマー相溶化剤から本質的になる固化された溶融加工可能な熱可塑性溶液で形成から構成され、前記第1の熱可塑性樹脂と前記第2の熱可塑性樹脂とは、基本的に非均質的な状態で互いに分散された、個別的に認識できる成分として存在しているところの中間層
を備える多層チューブ。
【請求項2】
前記第1の溶融加工可能な熱可塑性樹脂のポリアミドは、ポリアミド6、ポリアミド6.6、ポリアミド11、ポリアミド12、およびこれらの混合物から成る群より選択される請求項1に記載の多層チューブ。
【請求項3】
前記第2の溶融加工可能な熱可塑性樹脂は、フルオロプラスチックである請求項2に記載の多層チューブ。
【請求項4】
前記フルオロプラスチックは、ポリフッ化ビニリデン、ポリフッ化ビニル、ポリクロロトリフルオロエチレン、エチレンテトラフルオロエチレンコポリマー、およびこれらの混合物から成る群より選択される請求項3に記載の多層チューブ。
【請求項5】
前記熱可塑性樹脂は、エチレンテトラフルオロエチレンコポリマー、ポリフッ化ビニリデン、ポリフッ化ビニル、およびこれらの混合物から成る群より選択される請求項4に記載の多層チューブ。
【請求項6】
前記中間層に使用される熱可塑性材料は、本質的に、
重量で約10%ないし約90%のフルオロプラスチックと、
重量で約10%ないし約90%のポリアミドと、
互いに分散された個別的に認識できる成分を維持するのに十分な量の相溶化剤と
からなる請求項3に記載の多層チューブ。
【請求項7】
前記フルオロプラスチックは、重量で約60%ないし約70%であり、前記ポリアミドは、重量で約30%ないし約40%である請求項6に記載の多層チューブ。
【請求項8】
前記ポリアミド熱可塑性樹脂は、非均質な状態で、局所的な領域で、前記中間層のフルオロポリマー中に分散されている請求項7に記載の多層チューブ。
【請求項9】
ポリアミドの前記局所的な領域は、前記中間層の径方向の厚さにおいて濃度勾配を示し、ポリアミドの濃度が大きい領域は、前記第1の層に近接している請求項8に記載の多層チューブ。
【請求項10】
前記ポリマー相溶化剤は、フルオロプラスチックのグラフトコポリマー、ポリアミドのグラフトコポリマー、フルオロポリマーのブロックコポリマー、およびポリアミドのブロックコポリマーとから成る群より選択される請求項6に記載の多層チューブ。
【請求項11】
前記ポリマー相溶化剤は、無水マレイン酸、GMA、メチルアクリルカプロラクタム、アクリルカプロラクタム、カルボン酸、ポリアミド鎖、ハロゲン化ポリエチレン、およびビニルベンジルクロライドの内の少なくとも1つがグラフトされた少なくとも1つのフルオロポリマーを包含する請求項10に記載の多層チューブ。
【請求項12】
ポリアミド、熱可塑性エラストマー、およびこれらの混合物より成る群から選択された第1の溶融加工可能な熱可塑性樹脂で形成された第1の層と、
前記第1の溶融加工可能な熱可塑性樹脂とは化学的に異なり、ポリテトラフルオロエチレン、過フッ素化エチレンプロピレン、ペルフルオロアルコキシフルオロカーボン樹脂、テトラフルオロエチレンペルフルオロビニルエーテル、エチレンテトラフルオロエチレン(ETFE)、テトラフルオロエチレンとヘキサフルオロプロピレンのコポリマー、ポリフッ化ビニリデン(PVDF)、ポリフッ化ビニリデンと共重合されたクロロトリフルオロエチレンおよびビニリデンジフルオライドのポリフッ化ビニルコポリマー、ポリフッ化ビニルと共重合されたクロロトリフルオロエタンとビニリデンジフルオライドのコポリマー、ポリクロロトリフルオロエチレン、フッ化ビニリデンとクロロトリフルオロエタンのコポリマーのようなフッ素を有するポリマーのグラフトコポリマー、フッ化ビニルおよびクロロトリフルオロエチレンのコポリマー、およびこれらの混合物からなる群より選択された第2の溶融加工可能な熱可塑性樹脂で形成された第2の層と、
前記第1の層と第2の層との間に配置され、前記第1の溶融加工可能な熱可塑性樹脂と、前記第2の溶融加工可能な熱可塑性樹脂とポリマー相溶化剤とから本質的になる固化された溶融加工可能な熱可塑性溶液から構成され、前記第1の熱可塑性樹脂と第2の熱可塑性樹脂とは、本質的に非均質な状態で互いに分散された個別的に認識できる成分として存在しているところの中間相
を備える多層チューブ。
【請求項13】
前記第2の層は、ポリフッ化ビニリデン、エチレンテトラフルオロエチレン、およびこれらの混合物から成る群より選択されたフルオロポリマー材料で形成されている、請求項10に記載の多層チューブ。
【請求項14】
前記第1の層は、12カーボンブロックポリアミド、11カーボンブロックポリアミド、6カーボンブロックポリアミド、およびこれらの混合物の群より選択された材料で形成されている、請求項12に記載の多層チューブ。
【請求項15】
前記第1の層は、6カーボンブロックポリアミドである、請求項14に記載の多層チューブ。
【請求項16】
前記中間層の前記溶融加工可能な熱可塑性樹脂は、
エチレンテトラフルオロエチレン、ポリビニリデンジフルオライド、およびこれらの混合物から成る群より選択され、重量で約65%ないし約75%を占めるフルオロプラスチックと、
ポリアミド6、ポリアミド11、ポリアミド12、およびこれらの混合物から成る群より選択され、重量で約25%ないし約35%を占めるポリアミドと、
互いに分散された個別的に認識できる成分を維持するのに十分な量のポリマー相溶化剤と
を含む請求項15に記載の多層チューブ。
【請求項17】
前記ポリアミド熱可塑性樹脂は、局所的な領域内で、非均質な状態で、前記中間層のフルオロプラスチック中に分散されている請求項14に記載の多層チューブ。
【請求項18】
前記局所的なポリアミド領域は、前記中間層の径方向の厚さにおいて濃度勾配を示しており、ポリアミドの濃度が高い領域は、前記第1の層に近接している請求項16に記載の多層チューブ。
【請求項19】
前記ポリマー相溶化剤は、フルオロプラスチックのグラフトコポリマー、ポリアミドのグラフトコポリマー、フルオロプラスチックのブロックコポリマー、およびポリアミドのブロックコポリマーから成る群より選択されている、請求項16に記載の多層チューブ。
【請求項20】
前記ポリマー相溶化剤は、無水マレイン酸、GMA、メタルアクリルカプロラクタム、アクリルカプロラクタム、カルボン酸、ポリアミド鎖、ハロゲン化ポリエチレン、およびビニルベンジルクロライドのうち少なくとも1つとグラフトされた少なくとも1つのフルオロポリマーを包含する請求項19に記載の多層チューブ。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−168357(P2006−168357A)
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【外国語出願】
【出願番号】特願2005−343912(P2005−343912)
【出願日】平成17年11月29日(2005.11.29)
【出願人】(596029797)アイティーティー・マニュファクチャリング・エンタープライジズ・インコーポレーテッド (34)
【Fターム(参考)】
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願番号】特願2005−343912(P2005−343912)
【出願日】平成17年11月29日(2005.11.29)
【出願人】(596029797)アイティーティー・マニュファクチャリング・エンタープライジズ・インコーポレーテッド (34)
【Fターム(参考)】
[ Back to top ]