
中間転写ベルト、画像形成装置及び中間転写ベルトの製造方法

【課題】柔軟性があり、トナー離型性に優れ、転写媒体によらず高い転写率を実現でき、且つ、長期にわたりベルト端部摩耗が起きることもなく、耐久性に優れ、高画質の電子写真画像形成を可能とする中間転写ベルト、及び該中間転写ベルトの製造方法を提供すること。
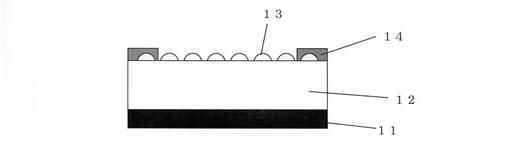
【解決手段】像担持体上に形成された潜像がトナーにより現像されたトナー像が転写される中間転写ベルトであって、基層11と、該基層11上に積層されてなる弾性層12と、該弾性層12側の最表面かつ当該中間転写ベルトの両端部に形成されてなる端部保護層14と、を備え、前記弾性層12は、弾性体と球形樹脂粒子13とを含有し、前記球形樹脂粒子13は、前記弾性層12の表面における面方向に配列されてなり、前記端部保護層14は、樹脂を含むことを特徴とする。
【解決手段】像担持体上に形成された潜像がトナーにより現像されたトナー像が転写される中間転写ベルトであって、基層11と、該基層11上に積層されてなる弾性層12と、該弾性層12側の最表面かつ当該中間転写ベルトの両端部に形成されてなる端部保護層14と、を備え、前記弾性層12は、弾性体と球形樹脂粒子13とを含有し、前記球形樹脂粒子13は、前記弾性層12の表面における面方向に配列されてなり、前記端部保護層14は、樹脂を含むことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コピー、プリンタ等の画像形成装置に装備されるシームレスベルトなどの中間転写ベルト、及びこれを用いた画像形成装置、並びに前記中間転写ベルトの製造方法に関し、特に、フルカラー画像形成に好適な中間転写ベルトに関する。
【背景技術】
【0002】
従来から、電子写真方式の画像形成装置(以下、電子写真装置、または単に画像形成装置とも称する。)においては様々な用途でシームレスベルトが部材として用いられている。特に近年のフルカラー電子写真装置においては、イエロー、マゼンタ、シアン、ブラックの4色の現像画像を一旦中間転写媒体上に色重ねし、その後一括して紙などの転写媒体に転写する中間転写ベルト方式が用いられていて、中間転写ベルトとしてシームレスベルトが採用されている。
【0003】
このような中間転写ベルト方式は、1つの感光体に対して4色の現像器を用いるシステムで用いられていたがプリント速度が遅いという欠点があった。そのため、高速プリントとしては、感光体を4色分(4本)並べ、各色を連続して紙に転写する4連タンデム方式が用いられている。しかし、この方式では紙の環境による変動などもあり、各色画像を重ねる位置精度を合わせることが非常に困難であり、色ずれ画像を引き起こしていた。そこで近年では、4連タンデム方式に中間転写方式を採用することが主流になってきている。
【0004】
このような情勢の中で中間転写ベルトにおいても、従来よりも要求特性(高速転写、位置精度)が厳しいものとなっており、これらの要求に対応する特性を満足することが必要となってきている。特に、位置精度に対しては、連続使用によるベルト自体の伸び等の変形による変動を抑えることが求められる。また、中間転写ベルトは、装置の広い領域に渡ってレイアウトされ、転写のために高電圧が印加されることから難燃性であることが求められている。このような要求に対応するため、中間転写ベルト材料として主に、高弾性率で高耐熱樹脂であるポリイミド樹脂、ポリアミドイミド樹脂などが用いられている。
【0005】
ところが、ポリイミド樹脂による中間転写ベルトにおいては、高強度であるためその表面硬度も高いので、トナー像を転写する際にトナー層に高い圧力がかかり、トナーが局部的に凝集し画像の一部が転写されない、いわゆる中抜け画像が発生することがある。また、感光体や用紙などの転写部での接触部材との接触追従性が劣るため、転写部において部分的な接触不良部(空隙)が発生し、転写むらが発生することがある。
【0006】
近年、フルカラー電子写真を用いて様々な用紙に画像を形成することが多くなり、通常の平滑な用紙だけでなく、コート紙のようなスリップ性のある平滑度の高いものからリサイクルペーパーやエンボス紙、和紙、クラフト紙のような表面性の粗いものが使用されることが増えてきている。このような表面性状の異なる用紙への追従性は重要であり、追従性が悪いと、用紙の凹凸状の濃淡むらや色調のむらが発生する。この課題を解決するために、比較的柔軟性のある弾性層を基層上に積層した様々な中間転写ベルトが提案されている。
【0007】
しかしながら、このような比較的柔軟性のある弾性層を備えた中間転写ベルトは、耐摩耗性・耐擦傷性に劣るという欠点がある。一般的な画像形成装置の場合、トナー像を転写した後の中間転写ベルト表面に残存するトナーをクリーニングする機構を備えているが、この機構において、クリーニングしたトナーが外部に飛散しないようにするため、中間転写ベルトの両端部にシール部材を接触させている。基層上に比較的柔軟性のある弾性層を積層した構成の中間転写ベルトの場合、特にこのシール部材との接触により中間転写ベルト両端部弾性層の摩耗が発生してしまう場合がある。この摩耗した弾性層成分が感光体に接触し白抜け等の異常画像が発生したり、端部が削れる事によって中間転写ベルトの走行が不安定となり画像歪みを発生したりするという問題がある。
【0008】
上記のような問題を解決するための方法として、特許文献1では、弾性層を備える中間転写ベルト両端部に、ベルト進行方向に対してベルト幅方向外側へ向け鋭角で傾斜し、端部に沿ってベルト進行方向に繰り返し連続する凹凸形状となるような補強部材を設ける技術が提案されている。しかしながら、特許文献1にかかる技術においては、補強部材が両面テープなどの接着剤を用いて設置されているため、長期間使用していると接着剤の劣化などが原因で補強部材が離脱してしまうことが懸念され、昨今の電子写真装置に要求されるような高寿命・高耐久性を満たすものとは言えない。
【0009】
特許文献2では、弾性中間転写ベルトの両端部の弾性層をなくした構成にすることにより、中間転写ベルト端部の破壊が生じにくくなるという技術が提案されている。しかしながら、特許文献2にかかる技術の場合、両端部の弾性層が無くなることによってベルト端部膜厚が極端に薄くなるため、全体のバランスが悪くなり、ベルト走行が不安定になる。さらに、残留トナーにバイアスを印加してトナーをクリーニングするクリーニング機構を備える電子写真装置に装備した場合、両端部の弾性層が存在しない部分からバイアスがリークしてしまい、クリーニング不良が発生するという不具合が生じる。
【0010】
特許文献3〜6においては、弾性中間転写ベルトの表面を保護する方法として表面に微粒子を付着させる技術が提案されている。
特許文献3及び4では、弾性中間転写ベルトの表面を保護する方法として、疎水化処理微粒子と親和性のある材料で層を形成する技術が提案されていて、大きさの非常に小さな粒径の粒子を好ましく用いている。しかしながら、このような小粒径粒子を用いた場合、長期間の使用により粒子の離脱が発生し、やはり昨今の電子写真装置に要求されるような高寿命・高耐久性が得られない。
特許文献5及び6では、比較的大きめの粒子を用い、樹脂にある程度埋設させることで耐久性も実現する構成が提案されている。しかしながら、特許文献5及び6にかかる構成の場合、ある程度の耐久性は得られるものの、粒子の存在に不均一性が生じ、昨今の電子写真装置に要求される高いレベルの画像品質を満足しうるものが得られない。
【0011】
また、特許文献3〜6すべてにおいて、シリカが好ましく用いられているが、シリカ粒子は凝集力が強いため均一な粒子層を形成できず、高い画像品質が得られない。さらに、シリカのような無機粒子は、像形成を担う潜像担持体として好適に用いられる有機感光体との転写部での接触によって有機感光体の表面を傷つけ、摩耗させやすく、耐久性を低下させるという不具合を生じさせる。
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、上記従来技術に鑑みてなされたものであり、柔軟性があり、トナー離型性に優れ、転写媒体によらず高い転写率を実現でき、且つ、長期にわたりベルト端部摩耗が起きることもなく、耐久性に優れ、高画質の電子写真画像形成を可能とする中間転写ベルト、及び該中間転写ベルトの製造方法を得ることを目的とする。
また本発明は、前記中間転写ベルトを備え、転写媒体の種類・表面性状によらず、高い転写性能を初期的のみならず、長期に渡って維持することを実現できる高耐久・高画質の画像形成装置を得ることを目的とする。
【課題を解決するための手段】
【0013】
上記課題を解決するために本発明に係る中間転写ベルトは、像担持体上に形成された潜像がトナーにより現像されたトナー像が転写される中間転写ベルトであって、基層と、該基層上に積層されてなる弾性層と、該弾性層側の最表面かつ当該中間転写ベルトの両端部に形成されてなる端部保護層と、を備え、前記弾性層は、弾性体と球形樹脂粒子とを含有し、前記球形樹脂粒子は、前記弾性層の表面における面方向に配列されてなり、前記端部保護層は、樹脂を含むことを特徴とする。
また、上記課題を解決するために本発明に係る画像形成装置は、潜像が形成されると共に該潜像がトナーにより現像されたトナー像を担持可能な像担持体と、該像担持体上に形成された潜像をトナーで現像してトナー像を形成する現像手段と、該現像手段により現像されたトナー像が一次転写される中間転写ベルトと、該中間転写ベルト上に担持されたトナー像を記録媒体に二次転写する転写手段と、を備え、前記中間転写ベルトが上記の中間転写ベルトであることを特徴とする。
さらに、上記課題を解決するために本発明に係る中間転写ベルトの製造方法は、上記の中間転写ベルトを製造する製造方法であって、前記基層を形成する工程と、前記弾性層を形成する工程と、前記球形樹脂粒子を前記弾性層上に均一に乾燥塗布する工程と、前記球形樹脂粒子を配列及び埋設させることにより当該球形樹脂粒子を均一にならして形成する工程と、前記端部保護層を形成する工程と、を有することを特徴とする。
【発明の効果】
【0014】
本発明によれば、柔軟性があり、トナー離型性に優れ、転写媒体によらず高い転写率を実現でき、且つ、長期にわたりベルト端部摩耗が起きることもなく、耐久性に優れ、高画質の電子写真画像形成を可能とする中間転写ベルト、及び該中間転写ベルトの製造方法を提供することができる。
また本発明によれば、転写媒体の種類・表面性状によらず、高い転写性能を初期的のみならず、長期に渡って維持することを実現できる高耐久・高画質な画像形成装置を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明における中間転写ベルトの一実施形態における層構成例の模式図を示す。
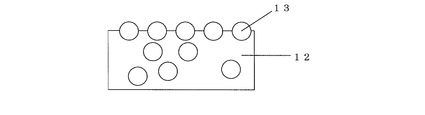
【図2】本発明における中間転写ベルトの表面を真上から観察した拡大模式図を示す。
【図3】粒子を複数層含む表面層を有する中間転写ベルトの断面の模式図を示す。
【図4】本発明における基層及び弾性層を塗工するための装置の模式図を示す。
【図5】本発明における球形樹脂粒子(粉体粒子)を塗布・固定化するための装置の模式図を示す。
【図6】本発明に係る中間転写ベルトを装備する画像形成装置を説明するための要部模式図である。
【図7】本発明に係る1つの中間転写ベルトに沿って複数の感光体ドラムが並設されている画像形成装置の一構成例を示す要部模式図である。
【発明を実施するための形態】
【0016】
本発明に係る中間転写ベルトは、像担持体上に形成された潜像がトナーにより現像されたトナー像が転写される中間転写ベルトであって、基層11と、該基層11上に積層されてなる弾性層12と、該弾性層12側の最表面かつ当該中間転写ベルトの両端部に形成されてなる端部保護層14と、を備え、前記弾性層12は、弾性体と球形樹脂粒子13とを含有し、前記球形樹脂粒子13は、前記弾性層12の表面における面方向に配列されてなり、前記端部保護層14は、樹脂を含むことを特徴とする。
次に、本発明に係る中間転写ベルトについてさらに詳細に説明する。
尚、以下に述べる実施の形態は、本発明の好適な実施の形態であるから技術的に好ましい種々の限定が付されているが、本発明の範囲は以下の説明において本発明を限定する旨の記載がない限り、これらの態様に限られるものではない。
【0017】
電子写真方式の画像形成装置においてはいくつかの部材にシームレスベルトが用いられるが、電気的特性を要求される重要な部材の一つとして中間転写体(中間転写ベルト)がある。
以下、本発明の中間転写ベルトについて説明する。
尚、以下に述べる実施の形態は、本発明の好適な実施の形態であるから技術的に好ましい種々の限定が付されているが、本発明の範囲は以下の説明において本発明を限定する旨の記載がない限り、これらの態様に限られるものではない。
【0018】
(中間転写ベルトの層構成)
本発明の中間転写ベルトは、中間転写ベルト方式の電子写真装置〔いわゆる、像担持体(例えば、感光体ドラム)上に順次形成される複数のカラートナー現像画像(トナー像)を中間転写ベルト上に順次重ね合わせて一次転写を行い、その一次転写画像を被記録媒体(以下において転写媒体とも称する。)に一括して二次転写する方式の装置〕に好適に装備されるシームレスベルトである。
【0019】
図1には、本発明に好適に用いられる中間転写ベルトの一実施形態における層構成を示す。ただし、この構成に限定されるものではない。
本実施形態では、比較的屈曲性が得られる剛性な基層11の上に柔軟な弾性体が積層され、この弾性体の最表面には球形微粒子13が弾性体上の面方向に独立して配列(埋没)され一様な凹凸形状を形成し、この弾性体と球形微粒子13とで弾性層12を形成している。さらに、中間転写ベルト両端部最表面には、樹脂による端部保護層14が積層されている。本発明における球形微粒子13は、粒子同士の層厚方向の重なり合いや、弾性層12中への球形微粒子13の完全埋没が殆どないことが好ましい。
【0020】
本発明に係る中間転写ベルトは帯状の形状であり、複数の支持体に掛け渡されて回転させられながら利用される。なお、中間転写ベルトの回転方向に対してベルト面垂直方向の両端を本発明において両端部と称し、該両端部かつ弾性層12側の中間転写ベルト最表面(基層11側最表面と反対側の最表面)に上記端部保護層14が設けられる。
【0021】
(基層11)
まず、基層11について説明する。基層11を構成する材料としては、樹脂中に電気抵抗を調整する充填材(又は、添加材)、いわゆる電気抵抗調整剤を含有してなるものが挙げられる。このような樹脂としては、難燃性の観点から、例えば、PVDF(ポリフッ化ビニリデン)、ETFE(エチレン・四フッ化エチレン共重合体)などのフッ素系樹脂や、ポリイミド樹脂またはポリアミドイミド樹脂等が好ましく、機械強度(高弾性)や耐熱性の点から、特にポリイミド樹脂又はポリアミドイミド樹脂が好適である。
【0022】
本発明におけるポリイミド樹脂、ポリアミドイミド樹脂としては、東レデュポン、宇部興産、新日本理化、JSR、ユニチカ、アイ・エス・ティー、日立化成工業、東洋紡績、荒川化学等のメーカーからの一般汎用品を入手し使用することができる。
【0023】
電気抵抗調整剤としては、金属酸化物やカーボンブラック、イオン導電剤、導電性高分子材料などがある。
金属酸化物としては、例えば、酸化亜鉛、酸化スズ、酸化チタン、酸化ジルコニウム、酸化アルミニウム、酸化珪素等が挙げられる。また、分散性を良くするため、前記金属酸化物に予め表面処理を施したものも挙げられる。
カーボンブラックとしては、例えば、ケッチェンブラック、ファーネスブラック、アセチレンブラック、サーマルブラック、ガスブラック等が挙げられる。
イオン導電剤としては、例えば、テトラアルキルアンモニウム塩、トリアルキルベンジルアンモニウム塩、アルキルスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルサルフェート、グルセリン脂肪酸エステル、ソルビタン脂肪酸エステル、ポリオキシエチレンアルキルアミン、ポリオキシエチレン脂肪酸アルコールエステル、アルキルベタイン、過塩素酸リチウム等が挙げられ、これらを併用して用いてもよい。
なお、本発明における電気抵抗調整剤は、上記例示化合物に限定されるものではない。
【0024】
また、本発明の中間転写ベルトの製造方法においては、塗工液には樹脂成分を含み、必要に応じて、さらに分散助剤、補強剤、潤滑材、熱伝導剤、酸化防止剤などを含有してもよい。
【0025】
前記中間転写ベルトとして好適に装備されるシームレスベルトに含有される電気抵抗調整剤は、好ましくは表面抵抗で1×108〜1×1013Ω/□、体積抵抗で1×106〜1×1012Ω・cmとなる量とすることが好ましい。ただし、機械強度の面から成形膜が脆く割れやすくならない範囲の量を選択して添加することが必要である。つまり、中間転写ベルトとする場合には、前記樹脂成分(例えば、ポリイミド樹脂前駆体又はポリアミドイミド樹脂前駆体)と電気抵抗調整剤の配合を適正に調整した塗工液を用いて、電気特性(表面抵抗及び体積抵抗)と機械強度のバランスが取れたシームレスベルトを製造して用いることが好ましい。
【0026】
本発明における電気抵抗調整剤の含有量としては、カーボンブラックの場合には、塗工液中の全固形分の10〜25wt%、好ましくは15〜20wt%である。また、金属酸化物の場合の含有量としては、塗工液中の全固形分の1〜50wt%、好ましくは10〜30wt%である。含有量が前記それぞれの電気抵抗調整剤の範囲よりも少ないと効果が十分に得られず、また含有量が前記それぞれの範囲よりも多いと前記中間転写ベルト(シームレスベルト)の機械強度が低下し、実使用上好ましくない。
【0027】
前記基層の厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、30μm〜150μmが好ましく、40μm〜120μmがより好ましく、50μm〜80μmが特に好ましい。前記基材層の厚みが、30μm未満であると、亀裂によりベルトが裂けやすくなり、150μmを超えると、曲げによってベルトが割れることがあることがある。一方、前記基層の厚みが前記特に好ましい範囲であると耐久性の点で、有利である。基層に関しては、走行安定性を高めるために、膜厚ムラはなるべく無くすことが好ましい。
【0028】
前記基層の厚みを調整する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、接触式や渦電流式の膜厚計での計測や膜の断面を走査型電子顕微鏡(SEM)で測定する方法が挙げられる。
【0029】
(弾性層12)
次に、上記基層11上に積層する弾性層12について説明する。弾性層12は、基層11上に積層されてなり、弾性体と後述する球形樹脂粒子13とを含有し、表面に凹凸形状が形成されてなる。より詳しくは、弾性層12は、弾性体が基層11上に積層され、さらに、当該弾性層12の表面における面方向に球形樹脂粒子13が配列されてなる。
【0030】
弾性体を構成する材料としては、汎用の樹脂・エラストマー・ゴムなどの材料を使用することが可能だが、本発明の効果を十分に発現するために十分な柔軟性(弾性)を有する材料を用いることが好ましく、エラストマー材料やゴム材料を用いることが良い。
【0031】
エラストマー材料としては、熱可塑性エラストマーとして、ポリエステル系、ポリアミド系、ポリエーテル系、ポリウレタン系、ポリオレフィン系、ポリスチレン系、ポリアクリル系、ポリジエン系、シリコーン変性ポリカーボネート系、フッ素系共重合体系等が挙げられる。また、熱硬化性エラストマーとして、ポリウレタン系、シリコーン変性エポキシ系、シリコーン変性アクリル系等が挙げられる。
【0032】
また、ゴム材料としては、イソプレンゴム、スチレンゴム、ブタジエンゴム、ニトリルゴム、エチレンプロピレンゴム、ブチルゴム、シリコーンゴム、クロロプレンゴム、アクリルゴム、クロロスルホン化ポリエチレン、フッ素ゴム、ウレタンゴム、ヒドリンゴム等が挙げられる。
【0033】
上記各種エラストマー、ゴムの中から、所望する性能が得られる材料を適宜選択する。特に、転写媒体(転写材)である紙の表面性状に凹凸のあるレザック紙のような紙の表面状態に追従させるためにはできるだけ柔らかいものを選択する方が好ましい。
【0034】
本発明においては、このエラストマー材料の表面に球形樹脂粒子(球形樹脂微粒子層)を形成する上で、熱可塑性のものよりも熱硬化性のものの方が好ましい。熱硬化性のエラストマーの方が、その硬化反応に寄与する官能基の効果により球形樹脂粒子との密着性に優れ確実に固定化することが可能である。加硫ゴムも同様に好ましい。
【0035】
本発明において弾性体を構成する材料は、耐オゾン性、柔軟性、球形微粒子との接着性、難燃性付与、耐環境安定性の面からアクリルゴムが最も好ましい。
以下、アクリルゴムについて説明する。
本発明において、ゴム弾性層中の弾性体を構成するアクリルゴムは現在上市されているもので良く、特に限定されるものではない。しかし、アクリルゴムの各種架橋系(エポキシ基、活性塩素基、カルボキシル基)の中ではカルボキシル基架橋系がゴム物性(特に圧縮永久歪み)及び加工性に優れているので、カルボキシル基架橋系を選択することが好ましい。
【0036】
カルボキシル基架橋系のアクリルゴムに用いる架橋剤は、アミン化合物が好ましく、多価アミン化合物が最も好ましい。このようなアミン化合物として、具体的には脂肪族多価アミン架橋剤、芳香族多価アミン架橋剤などが挙げられる。
脂肪族多価アミン架橋剤としては、ヘキサメチレンジアミン、ヘキサメチレンジアミンカーバメイト、N,N’−ジシンナミリデン−1,6−ヘキサンジアミンなどが挙げられる。
芳香族多価アミン架橋剤としては、4,4’−メチレンジアニリン、m−フェニレンジアミン、4,4’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、4,4’−(m−フェニレンジイソプロピリデン)ジアニリン、4,4’−(p−フェニレンジイソプロピリデン)ジアニリン、2,2’−ビス〔4−(4−アミノフェノキシ)フェニル〕プロパン、4,4’−ジアミノベンズアニリド、4,4’−ビス(4−アミノフェノキシ)ビフェニル、m−キシリレンジアミン、p−キシリレンジアミン、1,3,5−ベンゼントリアミン、1,3,5−ベンゼントリアミノメチルなどが挙げられる。
【0037】
上記架橋剤の配合量は、アクリルゴム100重量部に対し、好ましくは0.05〜20重量部、より好ましくは0.1〜5重量部である。架橋剤の配合量が少なすぎると、架橋が十分に行われないため、架橋物の形状維持が困難になる。一方、含有量が多すぎると、架橋物が硬くなりすぎ、架橋ゴムとしての弾性などが損なわれる。
【0038】
本発明においてアクリルゴム弾性層は、さらに架橋促進剤を配合して上記架橋剤に組み合わせて用いてもよい。架橋促進剤も限定はないが、前記多価アミン架橋剤と組み合わせて用いることができる架橋促進剤であることが好ましい。このような架橋促進剤としては、例えば、グアニジン化合物、イミダゾール化合物、第四級オニウム塩、第三級ホスフィン化合物、弱酸のアルカリ金属塩などが挙げられる。
【0039】
グアニジン化合物としては、1,3−ジフェニルグアニジン、1,3−ジオルトトリルグアニジンなどが挙げられる。
イミダゾール化合物としては、2−メチルイミダゾール、2−フェニルイミダゾールなどが挙げられる。
第四級オニウム塩としては、テトラn−ブチルアンモニウムブロマイド、オクタデシルトリ―n−ブチルアンモニウムブロマイドなどが挙げられる。
多価第三級アミン化合物としては、トリエチレンジアミン、1,8−ジアザ−ビシクロ[5.4.0]ウンデセン−7(DBU)などが挙げられる。
第三級ホスフィン化合物としては、トリフェニルホスフィン、トリ−p−トリルホスフィンなどが挙げられる。
弱酸のアルカリ金属塩としては、ナトリウムまたはカリウムのリン酸塩、炭酸塩などの無機弱酸塩あるいはステアリン酸塩、ラウリル酸塩などの有機弱酸塩が挙げられる。
【0040】
架橋促進剤の使用量は、アクリルゴム100重量部あたり、好ましくは0.1〜20重量部、より好ましくは0.3〜10重量部である。架橋促進剤が多すぎると、架橋時に架橋速度が早くなりすぎたり、架橋物表面ヘの架橋促進剤のブルームが生じたり、架橋物が硬くなりすぎたりする場合がある。架橋促進剤が少なすぎると、架橋物の引張強さが著しく低下したり、熱負荷後の伸び変化または引張強さ変化が大きすぎたりする場合がある。
【0041】
アクリルゴムの調製にあたっては、ロール混合、バンバリー混合、スクリュー混合、溶液混合などの適宜の混合方法が採用できる。配合順序は特に限定されないが、熱で反応や分解しにくい成分を充分に混合した後、熱で反応しやすい成分あるいは分解しやすい成分として、例えば架橋剤などを、反応や分解が起こらない温度で短時間に混合すればよい。
【0042】
アクリルゴムは、加熱することにより架橋物とすることができる。加熱温度は、好ましくは130〜220℃、より好ましくは140℃〜200℃であり、架橋時間は好ましくは30秒〜5時間である。加熱方法としては、プレス加熱、蒸気加熱、オーブン加熱、熱風加熱などのゴムの架橋に用いられる方法を適宜選択すればよい。また、一度架橋した後に、架橋物の内部まで確実に架橋させるために、後架橋を行ってもよい。後架橋は、加熱方法、架橋温度、形状などにより異なるが、好ましくは1〜48時間行う。後架橋を行う際の加熱方法、加熱温度は適宜選択すればよい。
【0043】
また、ゴム弾性層の柔軟性は25℃50%RH下でのマイクロゴム硬度値が40以下であることが好ましい。マイクロゴム硬度は市販のマイクロゴム硬度計を使用することができるが、例えば高分子計器株式会社の「マイクロゴム硬度計MD−1」を使用することにより求めることができる。
【0044】
上記選択した材料に、電気特性を調整するための電気抵抗調整剤、難燃性を得るための難燃剤、必要に応じて、酸化防止剤、補強剤、充填剤、加硫促進剤などの材料を適宜含有させた配合を行う。
【0045】
さらに、電気特性を調整するための電気抵抗調整剤としては、すでに前述した各種材料が適用できるが、カーボンブラックや金属酸化物などは柔軟性を損なうため、使用量を抑えることが好ましく、イオン導電剤や導電性高分子を用いることも有効である。また、これらの併用でも構わない。
【0046】
具体的には種々の過塩素酸塩やイオン性液体をゴム100重量部に対して0.01重量部〜3重量部添加することが好ましい。添加量が0.01重量部未満では抵抗率を下げる効果が得られず、3重量部より多い添加量ではベルト表面へ添加したものがブルーム又はブリードする可能性が高くなってしまう。当弾性層の抵抗値としては、表面抵抗で1×108〜1×1013Ω/□、体積抵抗で1×106〜1×1012Ω・cmとなる様に調整されることが好ましい。
【0047】
一方で弾性体の膜厚としては、200μm〜2mm程度が好ましく、400μm〜1000μmがより好ましい。膜厚が薄いと、転写媒体の表面性状への追従性や転写圧力低減効果が低く好ましくない。厚すぎると、膜の重さが重くなりたわみやすくなり走行性が不安定になったり、ベルトを張架させるためのローラ曲率部での屈曲により亀裂が発生しやすくなったりするため好ましくない。なお、前記厚みの測定方法としては、断面を走査型顕微鏡(SEM)で測定することができる。
【0048】
(球形樹脂粒子13)
次に、この弾性体の表面に形成する球形樹脂粒子13について説明する。前記球形樹脂粒子とは、平均粒子径が100μm以下で真球状の形状であり、有機溶剤に不溶で3%熱分解温度が200℃以上である樹脂粒子であることが好ましい。球形樹脂粒子13は、弾性層12の表面において面方向に配列されることで、弾性体表面に凹凸形状が形成される。
【0049】
材料としては特に問わないが、アクリル樹脂、メラミン樹脂、ポリアミド樹脂、ポリエステル樹脂、シリコーン樹脂、フッ素樹脂、などの樹脂を主成分としてなる球形粒子が挙げられる。また、これらの樹脂材料からなる粒子の表面を異種材料で表面処理を施したものでも良い。ここで言う樹脂粒子の中には、ゴム材料も含む。ゴム材料で作製された球状粒子の表面に硬い樹脂をコートしたような構成のものも適用可能である。また、中空であったり、多孔質であったりしても良い。
これらの樹脂中で、滑性を有し、トナーに対しての離型性、耐磨耗性を付与できる機能の高いものとして、シリコーン樹脂粒子が最も好ましい。
これら樹脂を用い、重合法などにより球状の形状に作製された粒子であることが好ましく、本発明においては、真球に近いものほど好ましい。
【0050】
球形樹脂粒子13は、体積平均粒径が1.0μm〜5.0μmであり、単分散粒子であることが望ましい。ここで言う単分散粒子とは、単一粒子径の粒子という意味ではなく、粒度分布が極めてシャープなもののことを指す。具体的には、±(平均粒径×0.5)μm以下の分布幅のもので良い。粒径が1.0μm未満の場合、粒子による転写性能の効果が十分に得られず、一方、5.0μmより大きいと、表面粗さが大きくなり、粒子間の隙間が大きくなるため、トナーがうまく転写できなくなったりクリーニング不良となったりする不具合が生じる。さらには、粒子は絶縁性が高いものが多いため、粒径が大きすぎると粒子による帯電電位の残留により、連続画像出力時にこの電位の蓄積による画像乱れが発生する不具合も生じる。
【0051】
球形樹脂粒子13としては、特に制限はなく、適宜合成したものを使用してもよいし、市販品を使用してもよい。前記市販品としては、シリコーン樹脂粒子(モメンティブ・パフォーマンス・マテリアルズ社、商品名「トスパール120」、商品名「トスパール145」、商品名「トスパール2000B」)、アクリル樹脂粒子(積水化成品工業、商品名「テクポリマーMBX−SS」)などが挙げられる。
【0052】
このような球形樹脂粒子13は、弾性体の上に粉体をそのまま直接塗布して、ならすことにより容易に均一に整列させることができる。なお、球形樹脂粒子13を弾性層表面に塗布するタイミングは特に限定されず、ゴムの加硫前、加硫後何れでも可能である。
【0053】
(端部保護層14)
次に、こうして形成された弾性層の両端部表面に形成する端部保護層14について説明する。端部保護層14を形成することによって、クリーニングユニットにおけるトナー飛散防止のためのシール部材などと中間転写ベルト弾性層が擦れて傷つき・摩耗が発生することを防ぐ効果を得ることができる。
【0054】
端部保護層14を構成する材料としては、広く汎用の樹脂材料を使用することが可能であり、例えば、アクリル樹脂、ポリウレタン樹脂、シリコーン樹脂、アクリルシリコン樹脂、フッ素樹脂、ポリエステル樹脂、ポリアミド樹脂、ポリイミド樹脂、ポリオレフィン樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルイミド樹脂、ポリカーボネート樹脂、アミノ樹脂、アルキド樹脂、エポキシ樹脂、メラミン樹脂、塩化ビニル樹脂、フェノール樹脂などを例示できるが、これらに限定されるものではなく、さらに、これらの材料や他の材料を2種以上組み合わせて使用しても良い。
【0055】
上記各種樹脂材料の中から、所望の性能が得られる材料を適宜選択する。本発明においては、弾性体として好適に用いられるアクリルゴムとの接着性や耐摩耗性・耐擦傷性の面からアクリル樹脂が最も好ましい。弾性体として用いられるゴム又はエラストマー材料と接着性に劣る樹脂材料を端部保護層に用いた場合、この中間転写ベルトを画像形成装置に装備して長時間使用すると、端部保護層の剥れが発生し、本発明の効果が十分に得られなくなる。
【0056】
端部保護層14を設ける位置としては、中間転写ベルト端部から、中間転写ベルト上画像形成部にかからない位置に留めておくこと、換言すると有効画像領域外とすることが望ましい。端部保護層を設ける領域を画像形成部分にかかるまで広げてしまった場合、端部保護層のある部分と無い部分では電気抵抗や表面性が異なるため、それが原因となって画像濃度ムラなどの異常画像が発生する恐れがある。また、中間転写ベルト全面に端部保護層を設けた場合、耐摩耗性・耐擦傷性とトナー転写性の両立が困難であるほか、端部保護層が弾性層の柔軟性に追従できず、割れが発生して画像品質に悪影響を及ぼすため、好ましくない。具体的には例えば0.5cm〜3.0cm程度の幅を有することが好ましい。
【0057】
端部保護層14の膜厚としては、5.0μm〜200.0μmであることが好ましく、5.0μm〜50.0μmであることがより好ましい。膜厚が薄いと、本発明で期待される耐摩耗・耐擦傷性が長期間に渡って発揮されることが難しくなるため好ましくない。また、膜厚が厚すぎると、中間転写ベルト端部のみが分厚い構造となるため、走行性が不安定になってしまい好ましくない。なお、前記厚みは、断面を走査型顕微鏡(SEM)にて観察する等の方法で測定することができる。
【0058】
(ベルトの表面状態)
次に、本発明におけるベルト表面状態について説明する。図2では、ベルトの表面を真上から観察した拡大模式図を示す。このように、本発明に係る中間転写ベルトでは、均一な粒径の球形樹脂粒子が独立して整然と配列する形態を採ることが好ましく、球形樹脂粒子同士の重なり合いは殆ど観測されないことが好ましい。この表面を構成する各球形樹脂粒子の弾性体表面における断面の径も均一なほうが好ましく、具体的には、±(平均粒径×0.5)μm以下の粒径分布幅となることが好ましい。これを形成するためにできるだけ粒径の揃った粒子を用いることが好ましいが、これを用いなくてもある粒径のものが選択的に弾性体表面に形成できる方法により表面を形成して前記粒径分布幅となる構成としても良い。
【0059】
弾性体の露出部分と球形樹脂粒子の露出部分の投影面積比については、球形樹脂粒子の露出部分の投影面積率が60%以上とすることが好ましく、70%以上がより好ましい。60%に満たない場合、球形樹脂粒子で覆われずに弾性体が露出する領域が大きくなり、トナーと弾性体が接触し良好なトナー転写性が得られないほか、残トナークリーニング性や耐フィルミング性が著しく低下する。
なお、前記投影面積比の上限は六方最密充填構造で取り得る90.69%である。
【0060】
本発明においては、上記球形樹脂粒子は弾性体中へ一部埋設された形態を取るが、その埋没率は、50%を超え、100%に満たないものが好ましく、51%〜90%であることが、より好ましい。50%以下では、画像形成装置での長期使用において粒子の脱離が起きやすく、耐久性に劣る。一方、100%では、粒子による転写性への効果が低減し好ましくない。
【0061】
埋没率とは、球形樹脂粒子の深さ方向の径の弾性体に埋没している率のことであるが、ここで言う、埋没率は、すべての球形樹脂粒子が50%を超え100%に満たないという意味ではなく、ある視野で見たときの平均埋没率で表わしたときの数値が50%を超え100%に満たなければ良い。しかし、埋没率50%のときは、電子顕微鏡による断面観測において、弾性体中へ完全埋没している粒子が殆ど観測されない(弾性体中に完全に埋没している粒子の個数%は粒子全体のうち5%以下である。)。
【0062】
また、球形樹脂粒子13は、弾性層12の表面における面方向に配列されてなり、さらにこの粒子は、弾性層に対して、弾性層12の厚み方向に単一層で形成される方が好ましい。図3のように、厚み方向に複数の粒子を含むような構成では、球形樹脂粒子の含有される分布がむらになり球形樹脂粒子の有する電気抵抗値の影響により、ベルト表面の電気特性が不均一となり画像乱れを生じる。具体的には、球形樹脂粒子が多く存在する部分での電気抵抗値が高くなり、ここに残留電荷による表面電位が発生し、ベルト表面において表面電位のばらつきが発生し、隣接した部分での画像濃度に差が生じる等による画像乱れが顕在化する。
【0063】
(中間転写ベルトの製造方法)
次に、上記本発明の構成のベルトを作製する方法についての一例を説明する。
【0064】
まず、基層11の作製方法について説明する。少なくとも樹脂成分を含む塗工液、すなわち前記ポリイミド樹脂前駆体又はポリアミドイミド樹脂前駆体を含む塗工液を用いて基層を製造する方法について説明する。
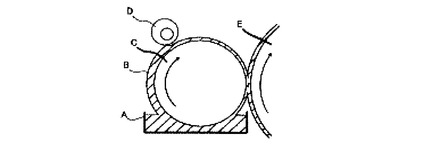
ポリイミド樹脂又はポリアミドイミド樹脂製の基体は、円筒状支持体(型)表面に前記前駆体液をノズルやディスペンサーによる螺旋塗工、または広幅のダイによるダイ塗工、または塗布ロールを用いたロール塗工などにより塗工することができる。ここでは、ロール塗工について説明する。図4に示すような装置により塗工できる。Aは塗料である脱泡した前駆体液を貯留するための塗料パンであり、Cは塗料パンAから塗料Bを連続的に汲み上げるための塗布ローラであり、Dは連続的に汲み上げられた塗料の厚みを塗布ローラCとの隙間で調節して所定塗料厚みにするための規制ローラであり、Eは所定厚みにした塗料(塗膜)を塗布ローラCから転移させて付着させるための円筒状支持体(金型)である。
【0065】
上記した製造装置に、先ず予め十分に脱泡された前駆体塗料Bを塗料パンAに流し込む。塗料粘度は、有機極性溶媒(周知慣用のものを用いることができる)により、0.5〜10Pa・sに調整しておくことが望ましい。次いで、塗布ローラCの下部に塗料Bを流し込んだ塗料パンAを近づけ塗料B中に浸漬し、10〜100mm/secのゆっくりとした周速度で塗布ローラC表面に塗料Bを付着、上方に汲み上げていく。その後、塗布ローラC上部に設置され、塗布ローラCと任意の隙間を調整することが出来る規制ローラCにより、塗布ローラC上の塗料厚みを調整する。規制する塗料厚みとしては、円筒状支持体Eへ転写する塗料厚みの2倍量程度が好ましい。
【0066】
次に塗布ローラCに円筒状支持体Eをゆっくり回転させながら、塗布ローラCの塗料厚み以下まで近づける。塗布ローラ上の塗料は、塗布ローラCと同方向(図4示す方向では「時計回り方向」)に回転する円筒状支持体E上に、塗布ローラCからの塗料が転移され、円筒状支持体E上に所定膜厚の塗料が付着される。
【0067】
塗布後、円筒状支持体Eを回転させつつ徐々に昇温させながら、約80〜150℃の温度で塗膜中の溶媒を蒸発させていく。この過程では、雰囲気の蒸気(揮発した溶媒等)を効率よく循環して取り除くことが好ましい。自己支持性のある膜が形成されたところで金型ごと高温処理の可能な加熱炉(焼成炉)に移し、段階的に昇温し、最終的に250℃〜450℃程度の高温加熱処理(焼成)し、十分にポリイミド樹脂前駆体のイミド化又はポリアミドイミド樹脂前駆体のポリアミドイミド化を行う。
【0068】
十分に冷却後、引き続き、弾性体を積層する。弾性層は、ゴムを有機溶剤に溶解させたゴム塗料を用い、基層11上に塗布形成し、その後、溶剤を乾燥、加硫することで製造することができる。塗布成形法としては、基層11と同じく、螺旋塗工、ダイ塗工、ロール塗工などの既存の塗工法が適用できるが、凹凸転写性を良くする為には弾性体の厚みを厚くすることが必要であり、厚膜を形成する塗工法としては、ダイ塗工、及び螺旋塗工が優れている。ここでは、螺旋塗工について説明する。基層を周方向に回転させながら、丸型、又は広幅のノズルによりゴム塗料を連続的に供給しながら、ノズルを基層11の軸方向に移動させて、基層11上に塗料を螺旋状に塗工する。基層11上に螺旋状に塗工された塗料は、所定の回転速度、乾燥温度を維持させることでレベリングされながら乾燥される。
【0069】
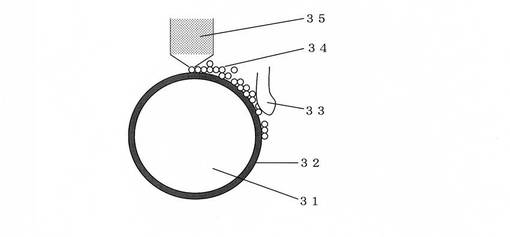
そして、十分にレベリングしたところで、図5に示すように、粉体供給装置35と押し当て部材33を設置し、回転させながら粉体供給装置35から球状粒子(樹脂粒子)34を表面に均一にまぶし、表面にまぶされた球状粒子34を押し当て部材33により一定圧力にて押し当てる。この押し当て部材33により、金型ドラム31により支持されてなる基層と弾性体が塗布されてなるベルト32へ粒子34を埋設させつつ、余剰な粒子34を取り除く。本発明では、特に単分散の球形粒子を用いるために、このような押し当て部材でのならし工程のみの簡単な工程で、均一な単一粒子層を形成することが可能である。
【0070】
粒子13の弾性層12中への埋没率の調整は、他の方法によっても可能であるかもしれないが、例えば、押し当て部材33の押圧力を加減することにより、容易に果たすことができる。例えば、流延塗工液の粘度、樹脂分含量率、溶剤の使用量、樹脂材質等にもよるが、目安として、流延塗工液の粘度100〜100000mPa・sにおいて、押圧力を、10mN/cm〜1000mN/cmの範囲とすることにより、前記50%<埋没率<100%を比較的容易に達成することができる。均一な粒子層を形成後、所定温度、所定時間で加熱することにより、硬化させ弾性層を形成する。
【0071】
そして最後に、端部保護層14を形成する。端部保護層14を形成させない部分をマスキングフィルムによって覆った後、少なくとも上述した端部保護層の成分を含む塗工液を、円筒状の金属金型をゆっくりと回転させながら、スプレーやノズルやディスペンサーのような液供給装置にて円筒の外面全体に均一になるように塗布・流延(塗膜を形成)する。その後、十分にレベリングしたところで、回転させながら所定温度、所定時間で加熱することにより乾燥または硬化させ、端部保護層を形成する。充分に冷却後、端部保護層を形成させない部分を覆ったマスキングフィルムを剥がし、金型から基材層ごと脱離させ、所望のシームレスベルトを得る。
【0072】
前記中間転写ベルトにおける球形微粒子の埋没率を測定する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、中間転写体の断面を走査型電子顕微鏡(SEM)にて観察することにより、測定することができる。
また、中間転写ベルトにおける粒子の露出部分の投影面積率を測定する方法についても、特に制限はなく、目的に応じて適宜選択することができるが、例えば、中間転写ベルトの表面を走査電子顕微鏡(SEM)にて観察し、その画像を画像処理ソフト(Image−proplus;cyber netics社)を用いて画像を2値化し、弾性体の露出部分と粒子の露出部分の投影面積率を算出する方法などが挙げられる。
【0073】
こうして作製された中間転写ベルトの抵抗は、カーボンブラック、イオン導電剤の量を可変することにより調整される。この際、粒子の大きさや占有面積率によって抵抗が変わりやすいので注意する。抵抗の測定は市販の計測器を使用できるが、たとえばダイアインスツルメンツ社のハイレスタを使用することにより測定することができる。
【0074】
前述の方法により製造されたシームレスベルトは、例えば、像担持体上に順次形成される複数のカラートナー現像画像を中間転写ベルト上に順次重ね合わせて一次転写を行い、その一次転写画像を被転写媒体(記録媒体)に一括して二次転写する、いわゆる中間転写方式の電子写真装置の中間転写ベルトとして好適に用いられ、高画質画像形成な電子写真装置(画像形成装置)を構成することができる。
【0075】
本発明における電子写真装置(以降、「画像形成装置」と呼称する。)に装備されるベルト構成部に用いられるシームレスベルトについて、要部模式図を参照しながら以下に詳しく説明する。なお、模式図は一例であって本発明はこれに限定されるものではない。
【0076】
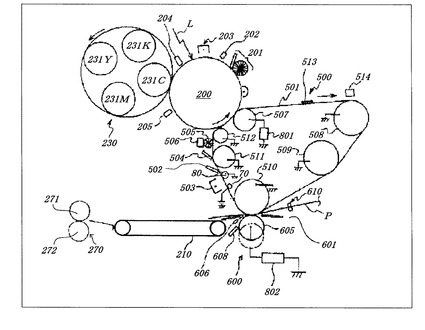
図6は、本発明に係る中間転写ベルトを装備する画像形成装置を説明するための要部模式図である。
図6に示す中間転写ユニット500は、複数のローラに張架された中間転写体である中間転写ベルト501などにより構成されている。この中間転写ベルト501の周りには、2次転写ユニット600の2次転写電荷付与手段である2次転写バイアスローラ605、中間転写体クリーニング手段であるベルトクリーニングブレード504、潤滑剤塗布手段の潤滑剤塗布部材である潤滑剤塗布ブラシ505などが対向するように配設されている。
【0077】
また、中間転写ベルト501の外周面または内周面に図示しない位置検知用マークが設けられる。ただし、中間転写ベルト501の外周面側については位置検知用マークがベルトクリーニングブレード504の通過域を避けて設ける工夫が必要であり、配置上の困難さを伴うことがあるので、その場合には位置検知用マークを中間転写ベルト501の内周面側に設けてもよい。マーク検知用センサとしての光学センサ514は、中間転写ベルト501が架け渡されている1次転写バイアスローラ507とベルト駆動ローラ508との間の位置に設けられる。
また、中間転写ベルト501の内周面には、除電ローラ70が設けられ堆積した電荷が除電されると共に、アースローラ80が設けられ接地されている。
【0078】
この中間転写ベルト501は、1次転写電荷付与手段である1次転写バイアスローラ507、ベルト駆動ローラ508、ベルトテンションローラ509、2次転写対向ローラ510、クリーニング対向ローラ511、及びフィードバック電流検知ローラ512に張架されている。各ローラは導電性材料で形成され、1次転写バイアスローラ507以外の各ローラは接地されている。1次転写バイアスローラ507には、定電流または定電圧制御された1次転写電源801により、トナー像の重ね合わせ数に応じて所定の大きさの電流または電圧に制御された転写バイアスが印加されている。
【0079】
中間転写ベルト501は、図示しない駆動モータによって図6における時計回り方向に回転駆動されるベルト駆動ローラ508により、矢印方向(時計回り方向)に駆動される。
このベルト部材である中間転写ベルト501は、通常、半導体、又は絶縁体で、単層または多層構造となっているが、本発明においては、上述した本発明に係る中間転写ベルトが用いられ、これによって耐久性が向上すると共に、優れた画像形成が実現できる。また、中間転写ベルトは、感光体ドラム(像担持体)200上に形成されたトナー像を重ね合わせるために、通紙可能最大サイズより大きく設定されている。
【0080】
2次転写手段である2次転写バイアスローラ605は、2次転写対向ローラ510に張架された部分の中間転写ベルト501のベルト外周面に対して、後述する接離手段としての接離機構によって、接離可能に構成されている。2次転写バイアスローラ605は、2次転写対向ローラ510に張架された部分の中間転写ベルト501との間に被転写媒体(記録媒体)である転写紙Pを挟持するように配設されており、定電流制御される2次転写電源802によって所定電流の転写バイアスが印加されている。
【0081】
レジストローラ610は、2次転写バイアスローラ605と2次転写対向ローラ510に張架された中間転写ベルト501との間に、所定のタイミングで転写媒体(転写材)である転写紙Pを送り込む。また、2次転写バイアスローラ605には、クリーニング手段であるクリーニングブレード608が当接している。該クリーニングブレード608は、2次転写バイアスローラ605の表面に付着した付着物を除去してクリーニングするものである。
【0082】
このような構成のカラー複写機において、画像形成サイクルが開始されると、感光体ドラム200は、図示しない駆動モータによって矢印で示す反時計方向に回転され、該感光体ドラム200上に、Bk(ブラック)トナー像形成、C(シアン)トナー像形成、M(マゼンタ)トナー像形成、Y(イエロー)トナー像形成が行われる。中間転写ベルト501はベルト駆動ローラ508によって矢印で示す時計回りに回転される。この中間転写ベルト501の回転に伴って、1次転写バイアスローラ507に印加される電圧による転写バイアスにより、Bkトナー像、Cトナー像、Mトナー像、Yトナー像の1次転写が行われ、最終的にBk、C、M、Yの順に中間転写ベルト501上に各トナー像が重ね合わせて形成される。
【0083】
例えば、上記Bkトナー像形成は次のように行われる。
図6において、帯電チャージャ203は、コロナ放電によって感光体ドラム200の表面を負電荷で所定電位に一様に帯電する。上記ベルトマーク検知信号に基づき、タイミングを定め、図示しない書き込み光学ユニットにより、Bkカラー画像信号に基づいてレーザ光Lによるラスタ露光を行う。このラスタ像が露光されたとき、当初一様帯電された感光体ドラム200の表面の露光された部分は、露光光量に応じた電荷が消失し、Bk静電潜像が形成される。このBk静電潜像に、Bk現像器(現像手段)231Kの現像ローラ上の負帯電されたBkトナーが接触することにより、感光体ドラム200の電荷が残っている部分にはトナーが付着せず、電荷の無い部分つまり露光された部分にはトナーが吸着し、静電潜像と相似なBkトナー像が形成される。
【0084】
このようにして感光体ドラム200上に形成されたBkトナー像は、感光体ドラム200と接触状態で等速駆動回転している中間転写ベルト501のベルト外周面に1次転写される。この1次転写後の感光体ドラム200の表面に残留している若干の未転写の残留トナーは、感光体ドラム200の再使用に備えて、感光体クリーニング装置201で清掃される。この感光体ドラム200側では、Bk画像形成工程の次にC画像形成工程に進み、所定のタイミングでカラースキャナによるC画像データの読み取りが始まり(あるいはBk画像と同時に読み取られていてもよい)、そのC画像データによるレーザ光書き込みによって、感光体ドラム200の表面にC静電潜像を形成する。
【0085】
そして、先のBk静電潜像の後端部が通過した後で、且つC静電潜像の先端部が到達する前にリボルバ現像ユニット230の回転動作が行われ、C現像機231Cが現像位置にセットされ、C静電潜像がCトナーで現像される。以後、C静電潜像領域の現像を続けるが、C静電潜像の後端部が通過した時点で、先のBk現像機231Kの場合と同様にリボルバ現像ユニットの回転動作を行い、次のM現像機231Mを現像位置に移動させる。これもやはり次のY静電潜像の先端部が現像位置に到達する前に完了させる。なお、M及びYの画像形成工程については、それぞれのカラー画像データ読み取り、静電潜像形成、現像の動作が上述のBk、Cの工程と同様であるので説明は省略する。
このとき、レーザ光Lによる露光後の感光体ドラム200上の電位は電位センサ204で測定され、また、現像機231による現像後の感光体ドラム200上のトナー濃度は画像濃度センサ205で測定され、測定結果がフィードバックされる。
【0086】
このようにして感光体ドラム200上に順次形成されたBk、C、M、Yのトナー像は、中間転写ベルト501上の同一面に順次位置合わせされて1次転写される。これにより、中間転写ベルト501上に最大で4色が重ね合わされたトナー像(トナー画像513;フルカラー画像)が形成される。一方、上記画像形成動作が開始される時期に、転写紙Pが転写紙カセット又は手差しトレイなどの給紙部から給送され、レジストローラ610のニップで待機している。
そして、2次転写対向ローラ510に張架された中間転写ベルト501と2次転写バイアスローラ605によりニップが形成された2次転写部に、上記中間転写ベルト501上のトナー像の先端がさしかかるときに、転写紙Pの先端がこのトナー像の先端に一致するように、レジストローラ610が駆動されて、転写紙ガイド板601に沿って転写紙Pが搬送され、転写紙Pとトナー像とのレジスト合わせが行われる。
【0087】
このようにして、転写紙Pが2次転写部を通過すると、2次転写電源802によって2次転写バイアスローラ(転写手段)605に印加された電圧による転写バイアスにより、中間転写ベルト501上の4色重ねトナー像が転写紙P上に一括転写(2次転写)される。この転写紙Pは、転写紙ガイド板601に沿って搬送されて、2次転写部の下流側に配置した除電針からなる転写紙除電チャージャ606との対向部を通過することにより除電された後、ベルト構成部であるベルト搬送装置210により定着装置270に向けて送られる。
【0088】
そして、この転写紙Pは、定着装置270の定着ローラ271、272のニップ部でトナー像が溶融定着された後、図示しない排出ローラで装置本体外に送り出され、図示しないコピートレイに表向きにスタックされる。なお、定着装置270は必要によりベルト構成部を備えた構成とすることもできる。
【0089】
一方、上記ベルト転写後の感光体ドラム200の表面は、感光体クリーニング装置201でクリーニングされ、上記除電ランプ202で均一に除電される。また、転写紙Pにトナー像を2次転写した後の中間転写ベルト501のベルト外周面に残留した残留トナーは、帯電チャージャ503により帯電された後にベルトクリーニングブレード504によってクリーニングされる。該ベルトクリーニングブレード504は、図示しないクリーニング部材離接機構によって、該中間転写ベルト501のベルト外周面に対して所定のタイミングで接離されるように構成されている。
【0090】
このベルトクリーニングブレード504の上記中間転写ベルト501の移動方向上流側には、該中間転写ベルト501のベルト外周面に対して接離するトナーシール部材502が設けられている。このトナーシール部材502は、上記残留トナーのクリーニング時に上記ベルトクリーニングブレード504から落下した落下トナーを受け止めて、該落下トナーが上記転写紙Pの搬送経路上に飛散するのを防止している。このトナーシール部材502は、上記クリーニング部材離接機構によって、上記ベルトクリーニングブレード504とともに、該中間転写ベルト501のベルト外周面に対して接離される。
【0091】
このようにして残留トナーが除去された中間転写ベルト501のベルト外周面には、上記潤滑剤塗布ブラシ505により削り取られた潤滑剤506が塗布される。該潤滑剤506は、例えば、ステアリン酸亜鉛などの固形体からなり、該潤滑剤塗布ブラシ505に接触するように配設されている。また、この中間転写ベルト501のベルト外周面に残留した残留電荷は、該中間転写ベルト501のベルト外周面に接触した図示しないベルト除電ブラシにより印加される除電バイアスによって除去される。ここで、上記潤滑剤塗布ブラシ505及び上記ベルト除電ブラシは、それぞれの図示しない接離機構により、所定のタイミングで、上記中間転写ベルト501のベルト外周面に対して接離されるようになっている。
【0092】
ここで、リピートコピーの時は、カラースキャナの動作及び感光体ドラム200への画像形成は、1枚目の4色目(Y)の画像形成工程に引き続き、所定のタイミングで2枚目の1色目(Bk)の画像形成工程に進む。また、中間転写ベルト501は、1枚目の4色重ねトナー像の転写紙への一括転写工程に引き続き、ベルト外周面の上記ベルトクリーニングブレード504でクリーニングされた領域に、2枚目のBkトナー像が1次転写されるようにする。その後は、1枚目と同様動作になる。以上は、4色フルカラーコピーを得るコピーモードであったが、3色コピーモード、2色コピーモードの場合は、指定された色と回数の分について、上記同様の動作を行うことになる。また、単色コピーモードの場合は、所定枚数が終了するまでの間、リボルバ現像ユニット230の所定色の現像機のみを現像動作状態にし、ベルトクリーニングブレード504を中間転写ベルト501に接触させたままの状態にしてコピー動作を行う。
【0093】
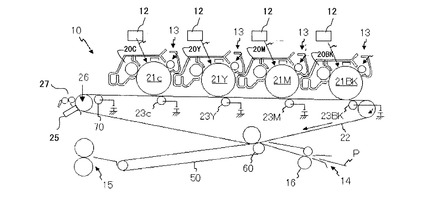
上記実施形態では、感光体ドラム200を一つだけ備えた複写機について説明したが、本発明は、例えば、図7の要部模式図に一構成例を示すような、複数の感光体ドラムをシームレスベルトからなる一つの中間転写ベルトに沿って並設した画像形成装置にも適用できる。
図7は、4つの異なる色(ブラック、イエロー、マゼンタ、シアン)のトナー像を形成するための4つの感光体ドラム21BK、21Y、21M、21Cを備えた4ドラム型のデジタルカラープリンタの一構成例を示す。
【0094】
図7において、プリンタ本体10は電子写真方式によるカラー画像形成を行うための、画像書込部12、画像形成部13、給紙部14、から構成されている。画像信号を元に画像処理部で画像処理して画像形成用の黒(BK)、マゼンタ(M)、イエロー(Y)、シアン(C)の各色信号に変換し、画像書込部12に送信する。画像書込部12は、例えば、レーザ光源と、回転多面鏡等の偏向器と、走査結像光学系、及びミラー群、からなるレーザ走査光学系であり、上記の各色信号に対応した4つの書込光路を有し、画像形成部13の各色毎に設けられた像坦持体(感光体)21BK、21M、21Y、21Cに各色信号に応じた画像書込を行う。
【0095】
画像形成部13は黒(BK)用、マゼンタ(M)用、イエロー(Y)用、シアン(C)用の各像坦持体である感光体21BK、21M、21Y、21Cを備えている。この各色用の各感光体としては、通常OPC感光体(有機感光体)が用いられる。各感光体21BK、21M、21Y、21Cの周囲には、帯電装置、上記書込部12からのレーザ光の露光部、黒、マゼンタ、イエロー、シアンの各色用の現像装置20BK、20M、20Y、20C、1次転写手段としての1次転写バイアスローラ23BK、23M、23Y、23C、クリーニング装置(表示略)、及び図示しない感光体除電装置等が配設されている。なお、上記現像装置20BK、20M、20Y、20Cには、2成分磁気ブラシ現像方式を用いている。
【0096】
ベルト構成部である中間転写ベルト22は、各感光体21BK、21M、21Y、21Cと、各1次転写バイアスローラ23BK、23M、23Y、23Cとの間に介在し駆動ローラ26及びその他のローラにより張架されてなり、駆動ローラ26によって時計周り方向に駆動されると共に、各感光体上に形成された各色のトナー像が順次重ね合わせて転写される。中間転写ベルト22の内周面には、除電ローラ70が設けられ堆積した電荷が除電される。
【0097】
一方、転写紙Pは、給紙部14から給紙された後、レジストローラ16を介して、ベルト構成部である転写搬送ベルト50に担持される。そして、中間転写ベルト22と転写搬送ベルト50とが接触するところで、上記中間転写ベルト22上に転写されたトナー像が、2次転写手段としての2次転写バイアスローラ60により2次転写(一括転写)される。これにより、転写紙P上にカラー画像が形成される。このカラー画像が形成された転写紙Pは、転写搬送ベルト50により定着装置15に搬送され、この定着装置15により転写された画像が定着された後、プリンタ本体外に排出される。
【0098】
なお、上記2次転写時に転写されずに上記中間転写ベルト22上に残った残留トナーは、ベルトクリーニング部材25によって中間転写ベルト22から除去される。このベルトクリーニング部材25の下流側には、潤滑剤塗布装置27が配設されている。この潤滑剤塗布装置27は、固形潤滑剤と、中間転写ベルト22に摺擦して固形潤滑剤を塗布する導電性ブラシとで構成されている。前記導電性ブラシは、中間転写ベルト22に常時接触して、中間転写ベルト22に固形潤滑剤を塗布している。固形潤滑剤は、中間転写ベルト22のクリーニング性を高め、フィルミィングの発生を防止し耐久性を向上させる作用がある。
【実施例】
【0099】
以下、実施例に基づいて本発明を更に具体的に説明するが、本発明は、これら実施例によって制限されるものではなく、本発明の要旨を逸脱しない限りこれらの実施例を適宜改変したものも本件の発明の範囲内である。
【0100】
[実施例1]
下記により基層用塗工液を調製し、この塗工液を用いてシームレスベルト基層を製造した。
【0101】
<基層用塗工液の調製>
先ず、ポリイミド樹脂前駆体を主成分とするポリイミドワニス(U−ワニスA;宇部興産社製)に、予めビーズミルにてN−メチル−2−ピロリドン中に分散させたカーボンブラック(SpecialBlack4;エボニックデグサ社製)の分散液を、カーボンブラック含有率がポリアミック酸固形分の17重量%になるように調合し、よく攪拌混合して塗工液を調製した。
【0102】
<シームレスベルトの製造>
次に、外径340mm、長さ360mmの外面をブラスト処理にて粗面化した金属製の円筒状支持体を型として用い、ロールコート塗工装置に取り付けた。次に、基層用塗工液Aをパンに流し込み、塗布ローラの回転速度40mm/secで塗料を汲み上げ、規制ローラと塗布ローラのギャップを0.6mmとして、塗布ローラ上の塗料厚みを制御した。円筒状支持体の回転速度を35mm/secに制御して塗布ローラに近づけ、塗布ローラとのギャップ0.4mmとして塗布ローラ上の塗料を均一に円筒状支持体上に転写塗布した後、回転を維持しながら熱風循環乾燥機に投入して、110℃まで徐々に昇温して30分加熱、さらに昇温して200℃で30分加熱し、回転を停止した。その後、これを高温処理の可能な加熱炉(焼成炉)に導入し、段階的に320℃まで昇温して60分加熱処理(焼成)し、膜厚80μmの基層を形成した。
【0103】
<基層上への弾性層の作製>
下記に示す各構成材料を混合し、2軸混練機を用いて、十分に混練することでゴム組成物を作製した。
【0104】
<弾性層構成材料>
・アクリルゴム ニポールAR12(日本ゼオン株式会社) 100重量部
・ステアリン酸 ビーズステアリン酸つばき(日油株式会社) 1重量部
・赤リン ノーバエクセル140F(燐化学工業株式会社) 10重量部
・水酸化アルミニウム ハイジライトH42M(昭和電工株式会社) 60重量部
・架橋剤 Diak.No1(ヘキサメチレンジアミンカーバメイト)
(デュポン ダウ エラストマージャパン) 0.6重量部
・架橋促進剤 VULCOFAC ACT55
(70% 1,8-ジアザビシクロ(5,4,0)ウンデセン−7と二塩基酸との塩、30% アモルファスシリカ)(Safic alca社)
1重量部
・導電剤 QAP−01(過塩素酸テトラブチルアンモニウム)
(日本カーリット株式会社) 0.3重量部
【0105】
次いで、このようにして得られたゴム組成物を有機溶剤(MIBK:メチルイソブチルケトン)に溶かして固形分35wt%のゴム溶液を作製した。この作製したゴム溶液を先に作製したポリイミド基層が形成された円筒状支持体を回転させながらポリイミド基層上に、ノズルよりゴム塗料を連続的に吐出しながら支持体の軸方法に移動させ螺旋状に塗工した。塗布量としては最終的な膜厚が500μmになるような液量の条件とした。
【0106】
所定の全量を流し終えて塗膜がまんべんなく広がった時点で、図5の方法を用いて、球形樹脂粒子として、シリコーン樹脂粒子(トスパール130(体積平均粒子径3.0μm品);モメンティブ・パフォーマンス・マテリアルズ)をまんべんなく表面にまぶし、ポリウレタンゴムブレードの押し付け部材を押し当てて弾性層に固定化した。このとき、押し付け部材の押圧力は100mN/cmとした。
【0107】
ベルト表面全面の処理を終えた後、ゴム塗料が塗工された円筒状支持体をそのまま回転しながら熱風循環乾燥機に投入して、昇温速度4℃/分で90℃まで昇温して30分加熱した。続いて、昇温速度4℃/分で170℃まで昇温して60分加熱処理した。加熱を停止した後、常温まで徐冷した。
【0108】
<端部保護層の作製>
続いて、上記で作製した弾性層を、両端部が2.0cmだけ露出するようにマスキングフィルムで覆った後、アクリル樹脂塗料(ACRYDIC A−405;DIC株式会社)をスプレー塗工により金型を回転させながら均一に塗布した。なお、両端部から2.0cmというのは、本実施例にて使用する画像形成装置において、中間転写ベルトの有効画像領域に入らない幅である。塗布量としては、最終的な膜厚が20.0μmとなるような条件とした。その後、金型をそのまま回転しながら熱風循環乾燥機に投入して150℃で30分加熱した。十分冷却後、マスキングフィルムを剥がした上で金型から取り外し、中間転写ベルトAを得た。
【0109】
[実施例2]
実施例1における端部保護層膜厚を3.0μmとなるように作製した他は同じとし、中間転写ベルトBを得た。
【0110】
[実施例3]
実施例1における<端部保護層の作製>を以下に変更した他は実施例1と同様にして、中間転写ベルトCを得た。
<端部保護層の作製>
続いて、上記で作製した弾性層を、両端部が2.0cmだけ露出するようにマスキングフィルムで覆った後、メラミン樹脂塗料(オルガネオ;日本ペイント株式会社)をスプレー塗工により金型を回転させながら均一に塗布した。なお、両端部から2.0cmというのは、本実施例にて使用する画像形成装置において、中間転写ベルトの有効画像領域に入らない幅である。塗布量としては、最終的な膜厚が20.0μmとなるような条件とした。その後、金型をそのまま回転しながら熱風循環乾燥機に投入して130℃で30分加熱した。十分冷却後、マスキングフィルムを剥がした上で金型から取り外し、中間転写ベルトCを得た。
【0111】
[実施例4]
実施例1における<弾性層構成材料>を以下の材料に変更した他は実施例1と同様にして、中間転写ベルトDを得た。
<弾性層構成材料>
・水素化ニトリルゴム ゼットポール2020L(日本ゼオン株式会社) 100重量部
・ステアリン酸 ビーズステアリン酸つばき(日油株式会社) 1重量部
・硫黄 200mesh硫黄(鶴見化学工業株式会) 1重量部
・酸化亜鉛 亜鉛華2種(正同化学工業) 5重量部
・加硫促進剤 ノクセラーTS(テトラメチルチウラムモノスルフィド)
(大内新興化学工業株式会社) 0.5重量部
・赤リン ノーバエクセル140F(燐化学工業株式会社) 10重量部
・水酸化アルミニウム ハイジライトH42M(昭和電工株式会社) 40重量部
【0112】
[実施例5]
実施例1における<弾性層構成材料>および<端部保護層の作製>を以下に変更した他は実施例1と同様にして、中間転写ベルトEを得た。
【0113】
<弾性層構成材料>
・水素化ニトリルゴム ゼットポール2020L(日本ゼオン株式会社) 100重量部
・ステアリン酸 ビーズステアリン酸つばき(日油株式会社) 1重量部
・硫黄 200mesh硫黄(鶴見化学工業株式会) 1重量部
・酸化亜鉛 亜鉛華2種(正同化学工業) 5重量部
・加硫促進剤 ノクセラーTS(テトラメチルチウラムモノスルフィド)
(大内新興化学工業株式会社) 0.5重量部
・赤リン ノーバエクセル140F(燐化学工業株式会社) 10重量部
・水酸化アルミニウム ハイジライトH42M(昭和電工株式会社) 40重量部
【0114】
<端部保護層の作製>
続いて、上記で作製した弾性層を、両端部が2.0cmだけ露出するようにマスキングフィルムで覆った後、メラミン樹脂塗料(オルガネオ;日本ペイント株式会社)をスプレー塗工により金型を回転させながら均一に塗布した。なお、両端部から2.0cmというのは、本実施例にて使用する画像形成装置において、中間転写ベルトの有効画像領域に入らない幅である。塗布量としては、最終的な膜厚が20.0μmとなるような条件とした。その後、金型をそのまま回転しながら熱風循環乾燥機に投入して130℃で30分加熱した。十分冷却後、マスキングフィルムを剥がした上で金型から取り外し、中間転写ベルトEを得た。
【0115】
[実施例6]
実施例1における球形樹脂粒子をアクリル球形微粒子(積水化成品工業、商品名「テクポリマーMBX−SS」(体積平均粒径1μm品))に変更したこと以外は実施例1と同様にして、中間転写ベルトFを得た。
【0116】
[比較例1]
実施例1において、端部保護層を形成しない他は同じとし、中間転写ベルトGを作製した。
【0117】
[比較例2]
実施例1において、端部保護層を形成する工程において、弾性層をスキングフィルムで覆わず、ベルト全面に保護層を形成した他は同じとし、中間転写ベルトHを作製した。
【0118】
上記各実施例、比較例の中間転写ベルトA〜Hを、図7の画像形成装置に搭載し、凹凸紙(レザック260kg紙)への画像品質(シアン、マゼンタの2色ブルーベタのトナー転写性)を目視によるランク判定で行った。判定は◎が非常に良い、○が実使用可能レベル、△が凹部の濃度が薄い、もしくは場所による濃度ムラや白抜け、画像歪み等が発生し不充分、×は使用不可とした。その後、連続20万枚通紙を行い、10万枚ごとに画像品質とベルト表面観察を行った。
【0119】
また、連続20万枚通紙後の中間転写ベルト端部摩耗状態についても目視によりランク判定を行った。判定は◎が初期とほぼ変化なし、○が実用可能レベル、△が一部傷つき・保護層剥れが見られるものの画像品質には影響なし、×が使用不可とした。
【0120】
以上の評価の結果は、下記表1に示す。
【0121】
【表1】

【0122】
実施例1〜6については、初期・20万枚画像出力後ともに優れた性能を発揮した。一方、端部に保護層を形成しなかった比較例1においては、初期的には優れた画像品質が得られたものの、長期にわたり使用していくにつれ、ベルト両端部弾性層が激しく摩耗し、弾性層削れカスが感光体上に付着して、白抜けなどの異常画像が発生したり、ベルト走行性が不安定となり歪み画像発生が発生するなど、長期間の使用には耐えられないという結果となった。また、ベルト全面に保護層を形成した比較例2においては、端部保護効果は得られたものの、有効画像領域にまでトナー転写性の劣る保護層が形成されてしまったため、初期の段階から十分な画像品質を得ることができなかった。
【0123】
以上、本発明の構成とすることにより、転写媒体によらず高い転写率を実現でき、且つ、長期にわたりベルト端部摩耗が起きることもなく、耐久性に優れた、高画質の電子写真装置を実現するための中間転写ベルトを得ることが実現できる。
【符号の説明】
【0124】
(図1〜3の符号)
11 基層
12 弾性層
13 球形樹脂粒子
14 端部保護層
(図4の符号)
A 塗料パン
B 塗料
C 塗布ロール
D 規制ロール
E 円筒状支持体(金型)
(図5の符号)
31 金型ドラム
32 基層と弾性層を塗布したベルト
33 押し当て部材
34 樹脂粒子
35 粉体塗布装置
(図6の符号)
P 転写紙
L レーザ光
70 除電ローラ
80 アースローラ
200 感光体ドラム
201 感光体クリーニング装置
202 除電ランプ
203 帯電チャージャ
204 電位センサ
205 画像濃度センサ
210 ベルト搬送装置
230 リボルバ現像ユニット
231Y Y現像機
231K Bk現像機
231C C現像機
231M M現像機
270 定着装置
271、272 定着ローラ
500 中間転写ユニット
501 中間転写ベルト
502 トナーシール部材
503 帯電チャージャ
504 ベルトクリーニングブレード
505 潤滑剤塗布ブラシ
506 潤滑剤
507 1次転写バイアスローラ
508 ベルト駆動ローラ
509 ベルトテンションローラ
510 2次転写対向ローラ
511 クリーニング対向ローラ
512 フィードバッグ電流検知ローラ
513 トナー画像
514 光学センサ
600 2次転写ユニット
601 転写紙ガイド板
605 2次転写バイアスローラ
606 転写紙除電チャージャ
608 クリーニングブレード
610 レジストローラ
801 1次転写電源
802 2次転写電源
(図7の符号)
P 転写紙
10 プリンタ本体
12 画像書込部
13 画像形成部
14 給紙部
15 定着装置
16 レジストローラ
20BK、20M、20Y、20C 現像装置
21BK、21M、21Y、21C 感光体
22 中間転写ベルト
23BK、23M、23Y、23C 1次転写バイアスローラ
25 ベルトクリーニング部材
26 駆動ローラ
27 潤滑剤塗布装置
50 転写搬送ベルト
60 2次転写バイアスローラ
70 除電ローラ
【先行技術文献】
【特許文献】
【0125】
【特許文献1】特開2009−300490号公報
【特許文献2】特開2009−48032号広報
【特許文献3】特開2002−162767号公報
【特許文献4】特開2004−354716号広報
【特許文献5】特開2007−328165号公報
【特許文献6】特開2009−75154号公報
【技術分野】
【0001】
本発明は、コピー、プリンタ等の画像形成装置に装備されるシームレスベルトなどの中間転写ベルト、及びこれを用いた画像形成装置、並びに前記中間転写ベルトの製造方法に関し、特に、フルカラー画像形成に好適な中間転写ベルトに関する。
【背景技術】
【0002】
従来から、電子写真方式の画像形成装置(以下、電子写真装置、または単に画像形成装置とも称する。)においては様々な用途でシームレスベルトが部材として用いられている。特に近年のフルカラー電子写真装置においては、イエロー、マゼンタ、シアン、ブラックの4色の現像画像を一旦中間転写媒体上に色重ねし、その後一括して紙などの転写媒体に転写する中間転写ベルト方式が用いられていて、中間転写ベルトとしてシームレスベルトが採用されている。
【0003】
このような中間転写ベルト方式は、1つの感光体に対して4色の現像器を用いるシステムで用いられていたがプリント速度が遅いという欠点があった。そのため、高速プリントとしては、感光体を4色分(4本)並べ、各色を連続して紙に転写する4連タンデム方式が用いられている。しかし、この方式では紙の環境による変動などもあり、各色画像を重ねる位置精度を合わせることが非常に困難であり、色ずれ画像を引き起こしていた。そこで近年では、4連タンデム方式に中間転写方式を採用することが主流になってきている。
【0004】
このような情勢の中で中間転写ベルトにおいても、従来よりも要求特性(高速転写、位置精度)が厳しいものとなっており、これらの要求に対応する特性を満足することが必要となってきている。特に、位置精度に対しては、連続使用によるベルト自体の伸び等の変形による変動を抑えることが求められる。また、中間転写ベルトは、装置の広い領域に渡ってレイアウトされ、転写のために高電圧が印加されることから難燃性であることが求められている。このような要求に対応するため、中間転写ベルト材料として主に、高弾性率で高耐熱樹脂であるポリイミド樹脂、ポリアミドイミド樹脂などが用いられている。
【0005】
ところが、ポリイミド樹脂による中間転写ベルトにおいては、高強度であるためその表面硬度も高いので、トナー像を転写する際にトナー層に高い圧力がかかり、トナーが局部的に凝集し画像の一部が転写されない、いわゆる中抜け画像が発生することがある。また、感光体や用紙などの転写部での接触部材との接触追従性が劣るため、転写部において部分的な接触不良部(空隙)が発生し、転写むらが発生することがある。
【0006】
近年、フルカラー電子写真を用いて様々な用紙に画像を形成することが多くなり、通常の平滑な用紙だけでなく、コート紙のようなスリップ性のある平滑度の高いものからリサイクルペーパーやエンボス紙、和紙、クラフト紙のような表面性の粗いものが使用されることが増えてきている。このような表面性状の異なる用紙への追従性は重要であり、追従性が悪いと、用紙の凹凸状の濃淡むらや色調のむらが発生する。この課題を解決するために、比較的柔軟性のある弾性層を基層上に積層した様々な中間転写ベルトが提案されている。
【0007】
しかしながら、このような比較的柔軟性のある弾性層を備えた中間転写ベルトは、耐摩耗性・耐擦傷性に劣るという欠点がある。一般的な画像形成装置の場合、トナー像を転写した後の中間転写ベルト表面に残存するトナーをクリーニングする機構を備えているが、この機構において、クリーニングしたトナーが外部に飛散しないようにするため、中間転写ベルトの両端部にシール部材を接触させている。基層上に比較的柔軟性のある弾性層を積層した構成の中間転写ベルトの場合、特にこのシール部材との接触により中間転写ベルト両端部弾性層の摩耗が発生してしまう場合がある。この摩耗した弾性層成分が感光体に接触し白抜け等の異常画像が発生したり、端部が削れる事によって中間転写ベルトの走行が不安定となり画像歪みを発生したりするという問題がある。
【0008】
上記のような問題を解決するための方法として、特許文献1では、弾性層を備える中間転写ベルト両端部に、ベルト進行方向に対してベルト幅方向外側へ向け鋭角で傾斜し、端部に沿ってベルト進行方向に繰り返し連続する凹凸形状となるような補強部材を設ける技術が提案されている。しかしながら、特許文献1にかかる技術においては、補強部材が両面テープなどの接着剤を用いて設置されているため、長期間使用していると接着剤の劣化などが原因で補強部材が離脱してしまうことが懸念され、昨今の電子写真装置に要求されるような高寿命・高耐久性を満たすものとは言えない。
【0009】
特許文献2では、弾性中間転写ベルトの両端部の弾性層をなくした構成にすることにより、中間転写ベルト端部の破壊が生じにくくなるという技術が提案されている。しかしながら、特許文献2にかかる技術の場合、両端部の弾性層が無くなることによってベルト端部膜厚が極端に薄くなるため、全体のバランスが悪くなり、ベルト走行が不安定になる。さらに、残留トナーにバイアスを印加してトナーをクリーニングするクリーニング機構を備える電子写真装置に装備した場合、両端部の弾性層が存在しない部分からバイアスがリークしてしまい、クリーニング不良が発生するという不具合が生じる。
【0010】
特許文献3〜6においては、弾性中間転写ベルトの表面を保護する方法として表面に微粒子を付着させる技術が提案されている。
特許文献3及び4では、弾性中間転写ベルトの表面を保護する方法として、疎水化処理微粒子と親和性のある材料で層を形成する技術が提案されていて、大きさの非常に小さな粒径の粒子を好ましく用いている。しかしながら、このような小粒径粒子を用いた場合、長期間の使用により粒子の離脱が発生し、やはり昨今の電子写真装置に要求されるような高寿命・高耐久性が得られない。
特許文献5及び6では、比較的大きめの粒子を用い、樹脂にある程度埋設させることで耐久性も実現する構成が提案されている。しかしながら、特許文献5及び6にかかる構成の場合、ある程度の耐久性は得られるものの、粒子の存在に不均一性が生じ、昨今の電子写真装置に要求される高いレベルの画像品質を満足しうるものが得られない。
【0011】
また、特許文献3〜6すべてにおいて、シリカが好ましく用いられているが、シリカ粒子は凝集力が強いため均一な粒子層を形成できず、高い画像品質が得られない。さらに、シリカのような無機粒子は、像形成を担う潜像担持体として好適に用いられる有機感光体との転写部での接触によって有機感光体の表面を傷つけ、摩耗させやすく、耐久性を低下させるという不具合を生じさせる。
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、上記従来技術に鑑みてなされたものであり、柔軟性があり、トナー離型性に優れ、転写媒体によらず高い転写率を実現でき、且つ、長期にわたりベルト端部摩耗が起きることもなく、耐久性に優れ、高画質の電子写真画像形成を可能とする中間転写ベルト、及び該中間転写ベルトの製造方法を得ることを目的とする。
また本発明は、前記中間転写ベルトを備え、転写媒体の種類・表面性状によらず、高い転写性能を初期的のみならず、長期に渡って維持することを実現できる高耐久・高画質の画像形成装置を得ることを目的とする。
【課題を解決するための手段】
【0013】
上記課題を解決するために本発明に係る中間転写ベルトは、像担持体上に形成された潜像がトナーにより現像されたトナー像が転写される中間転写ベルトであって、基層と、該基層上に積層されてなる弾性層と、該弾性層側の最表面かつ当該中間転写ベルトの両端部に形成されてなる端部保護層と、を備え、前記弾性層は、弾性体と球形樹脂粒子とを含有し、前記球形樹脂粒子は、前記弾性層の表面における面方向に配列されてなり、前記端部保護層は、樹脂を含むことを特徴とする。
また、上記課題を解決するために本発明に係る画像形成装置は、潜像が形成されると共に該潜像がトナーにより現像されたトナー像を担持可能な像担持体と、該像担持体上に形成された潜像をトナーで現像してトナー像を形成する現像手段と、該現像手段により現像されたトナー像が一次転写される中間転写ベルトと、該中間転写ベルト上に担持されたトナー像を記録媒体に二次転写する転写手段と、を備え、前記中間転写ベルトが上記の中間転写ベルトであることを特徴とする。
さらに、上記課題を解決するために本発明に係る中間転写ベルトの製造方法は、上記の中間転写ベルトを製造する製造方法であって、前記基層を形成する工程と、前記弾性層を形成する工程と、前記球形樹脂粒子を前記弾性層上に均一に乾燥塗布する工程と、前記球形樹脂粒子を配列及び埋設させることにより当該球形樹脂粒子を均一にならして形成する工程と、前記端部保護層を形成する工程と、を有することを特徴とする。
【発明の効果】
【0014】
本発明によれば、柔軟性があり、トナー離型性に優れ、転写媒体によらず高い転写率を実現でき、且つ、長期にわたりベルト端部摩耗が起きることもなく、耐久性に優れ、高画質の電子写真画像形成を可能とする中間転写ベルト、及び該中間転写ベルトの製造方法を提供することができる。
また本発明によれば、転写媒体の種類・表面性状によらず、高い転写性能を初期的のみならず、長期に渡って維持することを実現できる高耐久・高画質な画像形成装置を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明における中間転写ベルトの一実施形態における層構成例の模式図を示す。
【図2】本発明における中間転写ベルトの表面を真上から観察した拡大模式図を示す。
【図3】粒子を複数層含む表面層を有する中間転写ベルトの断面の模式図を示す。
【図4】本発明における基層及び弾性層を塗工するための装置の模式図を示す。
【図5】本発明における球形樹脂粒子(粉体粒子)を塗布・固定化するための装置の模式図を示す。
【図6】本発明に係る中間転写ベルトを装備する画像形成装置を説明するための要部模式図である。
【図7】本発明に係る1つの中間転写ベルトに沿って複数の感光体ドラムが並設されている画像形成装置の一構成例を示す要部模式図である。
【発明を実施するための形態】
【0016】
本発明に係る中間転写ベルトは、像担持体上に形成された潜像がトナーにより現像されたトナー像が転写される中間転写ベルトであって、基層11と、該基層11上に積層されてなる弾性層12と、該弾性層12側の最表面かつ当該中間転写ベルトの両端部に形成されてなる端部保護層14と、を備え、前記弾性層12は、弾性体と球形樹脂粒子13とを含有し、前記球形樹脂粒子13は、前記弾性層12の表面における面方向に配列されてなり、前記端部保護層14は、樹脂を含むことを特徴とする。
次に、本発明に係る中間転写ベルトについてさらに詳細に説明する。
尚、以下に述べる実施の形態は、本発明の好適な実施の形態であるから技術的に好ましい種々の限定が付されているが、本発明の範囲は以下の説明において本発明を限定する旨の記載がない限り、これらの態様に限られるものではない。
【0017】
電子写真方式の画像形成装置においてはいくつかの部材にシームレスベルトが用いられるが、電気的特性を要求される重要な部材の一つとして中間転写体(中間転写ベルト)がある。
以下、本発明の中間転写ベルトについて説明する。
尚、以下に述べる実施の形態は、本発明の好適な実施の形態であるから技術的に好ましい種々の限定が付されているが、本発明の範囲は以下の説明において本発明を限定する旨の記載がない限り、これらの態様に限られるものではない。
【0018】
(中間転写ベルトの層構成)
本発明の中間転写ベルトは、中間転写ベルト方式の電子写真装置〔いわゆる、像担持体(例えば、感光体ドラム)上に順次形成される複数のカラートナー現像画像(トナー像)を中間転写ベルト上に順次重ね合わせて一次転写を行い、その一次転写画像を被記録媒体(以下において転写媒体とも称する。)に一括して二次転写する方式の装置〕に好適に装備されるシームレスベルトである。
【0019】
図1には、本発明に好適に用いられる中間転写ベルトの一実施形態における層構成を示す。ただし、この構成に限定されるものではない。
本実施形態では、比較的屈曲性が得られる剛性な基層11の上に柔軟な弾性体が積層され、この弾性体の最表面には球形微粒子13が弾性体上の面方向に独立して配列(埋没)され一様な凹凸形状を形成し、この弾性体と球形微粒子13とで弾性層12を形成している。さらに、中間転写ベルト両端部最表面には、樹脂による端部保護層14が積層されている。本発明における球形微粒子13は、粒子同士の層厚方向の重なり合いや、弾性層12中への球形微粒子13の完全埋没が殆どないことが好ましい。
【0020】
本発明に係る中間転写ベルトは帯状の形状であり、複数の支持体に掛け渡されて回転させられながら利用される。なお、中間転写ベルトの回転方向に対してベルト面垂直方向の両端を本発明において両端部と称し、該両端部かつ弾性層12側の中間転写ベルト最表面(基層11側最表面と反対側の最表面)に上記端部保護層14が設けられる。
【0021】
(基層11)
まず、基層11について説明する。基層11を構成する材料としては、樹脂中に電気抵抗を調整する充填材(又は、添加材)、いわゆる電気抵抗調整剤を含有してなるものが挙げられる。このような樹脂としては、難燃性の観点から、例えば、PVDF(ポリフッ化ビニリデン)、ETFE(エチレン・四フッ化エチレン共重合体)などのフッ素系樹脂や、ポリイミド樹脂またはポリアミドイミド樹脂等が好ましく、機械強度(高弾性)や耐熱性の点から、特にポリイミド樹脂又はポリアミドイミド樹脂が好適である。
【0022】
本発明におけるポリイミド樹脂、ポリアミドイミド樹脂としては、東レデュポン、宇部興産、新日本理化、JSR、ユニチカ、アイ・エス・ティー、日立化成工業、東洋紡績、荒川化学等のメーカーからの一般汎用品を入手し使用することができる。
【0023】
電気抵抗調整剤としては、金属酸化物やカーボンブラック、イオン導電剤、導電性高分子材料などがある。
金属酸化物としては、例えば、酸化亜鉛、酸化スズ、酸化チタン、酸化ジルコニウム、酸化アルミニウム、酸化珪素等が挙げられる。また、分散性を良くするため、前記金属酸化物に予め表面処理を施したものも挙げられる。
カーボンブラックとしては、例えば、ケッチェンブラック、ファーネスブラック、アセチレンブラック、サーマルブラック、ガスブラック等が挙げられる。
イオン導電剤としては、例えば、テトラアルキルアンモニウム塩、トリアルキルベンジルアンモニウム塩、アルキルスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルサルフェート、グルセリン脂肪酸エステル、ソルビタン脂肪酸エステル、ポリオキシエチレンアルキルアミン、ポリオキシエチレン脂肪酸アルコールエステル、アルキルベタイン、過塩素酸リチウム等が挙げられ、これらを併用して用いてもよい。
なお、本発明における電気抵抗調整剤は、上記例示化合物に限定されるものではない。
【0024】
また、本発明の中間転写ベルトの製造方法においては、塗工液には樹脂成分を含み、必要に応じて、さらに分散助剤、補強剤、潤滑材、熱伝導剤、酸化防止剤などを含有してもよい。
【0025】
前記中間転写ベルトとして好適に装備されるシームレスベルトに含有される電気抵抗調整剤は、好ましくは表面抵抗で1×108〜1×1013Ω/□、体積抵抗で1×106〜1×1012Ω・cmとなる量とすることが好ましい。ただし、機械強度の面から成形膜が脆く割れやすくならない範囲の量を選択して添加することが必要である。つまり、中間転写ベルトとする場合には、前記樹脂成分(例えば、ポリイミド樹脂前駆体又はポリアミドイミド樹脂前駆体)と電気抵抗調整剤の配合を適正に調整した塗工液を用いて、電気特性(表面抵抗及び体積抵抗)と機械強度のバランスが取れたシームレスベルトを製造して用いることが好ましい。
【0026】
本発明における電気抵抗調整剤の含有量としては、カーボンブラックの場合には、塗工液中の全固形分の10〜25wt%、好ましくは15〜20wt%である。また、金属酸化物の場合の含有量としては、塗工液中の全固形分の1〜50wt%、好ましくは10〜30wt%である。含有量が前記それぞれの電気抵抗調整剤の範囲よりも少ないと効果が十分に得られず、また含有量が前記それぞれの範囲よりも多いと前記中間転写ベルト(シームレスベルト)の機械強度が低下し、実使用上好ましくない。
【0027】
前記基層の厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、30μm〜150μmが好ましく、40μm〜120μmがより好ましく、50μm〜80μmが特に好ましい。前記基材層の厚みが、30μm未満であると、亀裂によりベルトが裂けやすくなり、150μmを超えると、曲げによってベルトが割れることがあることがある。一方、前記基層の厚みが前記特に好ましい範囲であると耐久性の点で、有利である。基層に関しては、走行安定性を高めるために、膜厚ムラはなるべく無くすことが好ましい。
【0028】
前記基層の厚みを調整する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、接触式や渦電流式の膜厚計での計測や膜の断面を走査型電子顕微鏡(SEM)で測定する方法が挙げられる。
【0029】
(弾性層12)
次に、上記基層11上に積層する弾性層12について説明する。弾性層12は、基層11上に積層されてなり、弾性体と後述する球形樹脂粒子13とを含有し、表面に凹凸形状が形成されてなる。より詳しくは、弾性層12は、弾性体が基層11上に積層され、さらに、当該弾性層12の表面における面方向に球形樹脂粒子13が配列されてなる。
【0030】
弾性体を構成する材料としては、汎用の樹脂・エラストマー・ゴムなどの材料を使用することが可能だが、本発明の効果を十分に発現するために十分な柔軟性(弾性)を有する材料を用いることが好ましく、エラストマー材料やゴム材料を用いることが良い。
【0031】
エラストマー材料としては、熱可塑性エラストマーとして、ポリエステル系、ポリアミド系、ポリエーテル系、ポリウレタン系、ポリオレフィン系、ポリスチレン系、ポリアクリル系、ポリジエン系、シリコーン変性ポリカーボネート系、フッ素系共重合体系等が挙げられる。また、熱硬化性エラストマーとして、ポリウレタン系、シリコーン変性エポキシ系、シリコーン変性アクリル系等が挙げられる。
【0032】
また、ゴム材料としては、イソプレンゴム、スチレンゴム、ブタジエンゴム、ニトリルゴム、エチレンプロピレンゴム、ブチルゴム、シリコーンゴム、クロロプレンゴム、アクリルゴム、クロロスルホン化ポリエチレン、フッ素ゴム、ウレタンゴム、ヒドリンゴム等が挙げられる。
【0033】
上記各種エラストマー、ゴムの中から、所望する性能が得られる材料を適宜選択する。特に、転写媒体(転写材)である紙の表面性状に凹凸のあるレザック紙のような紙の表面状態に追従させるためにはできるだけ柔らかいものを選択する方が好ましい。
【0034】
本発明においては、このエラストマー材料の表面に球形樹脂粒子(球形樹脂微粒子層)を形成する上で、熱可塑性のものよりも熱硬化性のものの方が好ましい。熱硬化性のエラストマーの方が、その硬化反応に寄与する官能基の効果により球形樹脂粒子との密着性に優れ確実に固定化することが可能である。加硫ゴムも同様に好ましい。
【0035】
本発明において弾性体を構成する材料は、耐オゾン性、柔軟性、球形微粒子との接着性、難燃性付与、耐環境安定性の面からアクリルゴムが最も好ましい。
以下、アクリルゴムについて説明する。
本発明において、ゴム弾性層中の弾性体を構成するアクリルゴムは現在上市されているもので良く、特に限定されるものではない。しかし、アクリルゴムの各種架橋系(エポキシ基、活性塩素基、カルボキシル基)の中ではカルボキシル基架橋系がゴム物性(特に圧縮永久歪み)及び加工性に優れているので、カルボキシル基架橋系を選択することが好ましい。
【0036】
カルボキシル基架橋系のアクリルゴムに用いる架橋剤は、アミン化合物が好ましく、多価アミン化合物が最も好ましい。このようなアミン化合物として、具体的には脂肪族多価アミン架橋剤、芳香族多価アミン架橋剤などが挙げられる。
脂肪族多価アミン架橋剤としては、ヘキサメチレンジアミン、ヘキサメチレンジアミンカーバメイト、N,N’−ジシンナミリデン−1,6−ヘキサンジアミンなどが挙げられる。
芳香族多価アミン架橋剤としては、4,4’−メチレンジアニリン、m−フェニレンジアミン、4,4’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、4,4’−(m−フェニレンジイソプロピリデン)ジアニリン、4,4’−(p−フェニレンジイソプロピリデン)ジアニリン、2,2’−ビス〔4−(4−アミノフェノキシ)フェニル〕プロパン、4,4’−ジアミノベンズアニリド、4,4’−ビス(4−アミノフェノキシ)ビフェニル、m−キシリレンジアミン、p−キシリレンジアミン、1,3,5−ベンゼントリアミン、1,3,5−ベンゼントリアミノメチルなどが挙げられる。
【0037】
上記架橋剤の配合量は、アクリルゴム100重量部に対し、好ましくは0.05〜20重量部、より好ましくは0.1〜5重量部である。架橋剤の配合量が少なすぎると、架橋が十分に行われないため、架橋物の形状維持が困難になる。一方、含有量が多すぎると、架橋物が硬くなりすぎ、架橋ゴムとしての弾性などが損なわれる。
【0038】
本発明においてアクリルゴム弾性層は、さらに架橋促進剤を配合して上記架橋剤に組み合わせて用いてもよい。架橋促進剤も限定はないが、前記多価アミン架橋剤と組み合わせて用いることができる架橋促進剤であることが好ましい。このような架橋促進剤としては、例えば、グアニジン化合物、イミダゾール化合物、第四級オニウム塩、第三級ホスフィン化合物、弱酸のアルカリ金属塩などが挙げられる。
【0039】
グアニジン化合物としては、1,3−ジフェニルグアニジン、1,3−ジオルトトリルグアニジンなどが挙げられる。
イミダゾール化合物としては、2−メチルイミダゾール、2−フェニルイミダゾールなどが挙げられる。
第四級オニウム塩としては、テトラn−ブチルアンモニウムブロマイド、オクタデシルトリ―n−ブチルアンモニウムブロマイドなどが挙げられる。
多価第三級アミン化合物としては、トリエチレンジアミン、1,8−ジアザ−ビシクロ[5.4.0]ウンデセン−7(DBU)などが挙げられる。
第三級ホスフィン化合物としては、トリフェニルホスフィン、トリ−p−トリルホスフィンなどが挙げられる。
弱酸のアルカリ金属塩としては、ナトリウムまたはカリウムのリン酸塩、炭酸塩などの無機弱酸塩あるいはステアリン酸塩、ラウリル酸塩などの有機弱酸塩が挙げられる。
【0040】
架橋促進剤の使用量は、アクリルゴム100重量部あたり、好ましくは0.1〜20重量部、より好ましくは0.3〜10重量部である。架橋促進剤が多すぎると、架橋時に架橋速度が早くなりすぎたり、架橋物表面ヘの架橋促進剤のブルームが生じたり、架橋物が硬くなりすぎたりする場合がある。架橋促進剤が少なすぎると、架橋物の引張強さが著しく低下したり、熱負荷後の伸び変化または引張強さ変化が大きすぎたりする場合がある。
【0041】
アクリルゴムの調製にあたっては、ロール混合、バンバリー混合、スクリュー混合、溶液混合などの適宜の混合方法が採用できる。配合順序は特に限定されないが、熱で反応や分解しにくい成分を充分に混合した後、熱で反応しやすい成分あるいは分解しやすい成分として、例えば架橋剤などを、反応や分解が起こらない温度で短時間に混合すればよい。
【0042】
アクリルゴムは、加熱することにより架橋物とすることができる。加熱温度は、好ましくは130〜220℃、より好ましくは140℃〜200℃であり、架橋時間は好ましくは30秒〜5時間である。加熱方法としては、プレス加熱、蒸気加熱、オーブン加熱、熱風加熱などのゴムの架橋に用いられる方法を適宜選択すればよい。また、一度架橋した後に、架橋物の内部まで確実に架橋させるために、後架橋を行ってもよい。後架橋は、加熱方法、架橋温度、形状などにより異なるが、好ましくは1〜48時間行う。後架橋を行う際の加熱方法、加熱温度は適宜選択すればよい。
【0043】
また、ゴム弾性層の柔軟性は25℃50%RH下でのマイクロゴム硬度値が40以下であることが好ましい。マイクロゴム硬度は市販のマイクロゴム硬度計を使用することができるが、例えば高分子計器株式会社の「マイクロゴム硬度計MD−1」を使用することにより求めることができる。
【0044】
上記選択した材料に、電気特性を調整するための電気抵抗調整剤、難燃性を得るための難燃剤、必要に応じて、酸化防止剤、補強剤、充填剤、加硫促進剤などの材料を適宜含有させた配合を行う。
【0045】
さらに、電気特性を調整するための電気抵抗調整剤としては、すでに前述した各種材料が適用できるが、カーボンブラックや金属酸化物などは柔軟性を損なうため、使用量を抑えることが好ましく、イオン導電剤や導電性高分子を用いることも有効である。また、これらの併用でも構わない。
【0046】
具体的には種々の過塩素酸塩やイオン性液体をゴム100重量部に対して0.01重量部〜3重量部添加することが好ましい。添加量が0.01重量部未満では抵抗率を下げる効果が得られず、3重量部より多い添加量ではベルト表面へ添加したものがブルーム又はブリードする可能性が高くなってしまう。当弾性層の抵抗値としては、表面抵抗で1×108〜1×1013Ω/□、体積抵抗で1×106〜1×1012Ω・cmとなる様に調整されることが好ましい。
【0047】
一方で弾性体の膜厚としては、200μm〜2mm程度が好ましく、400μm〜1000μmがより好ましい。膜厚が薄いと、転写媒体の表面性状への追従性や転写圧力低減効果が低く好ましくない。厚すぎると、膜の重さが重くなりたわみやすくなり走行性が不安定になったり、ベルトを張架させるためのローラ曲率部での屈曲により亀裂が発生しやすくなったりするため好ましくない。なお、前記厚みの測定方法としては、断面を走査型顕微鏡(SEM)で測定することができる。
【0048】
(球形樹脂粒子13)
次に、この弾性体の表面に形成する球形樹脂粒子13について説明する。前記球形樹脂粒子とは、平均粒子径が100μm以下で真球状の形状であり、有機溶剤に不溶で3%熱分解温度が200℃以上である樹脂粒子であることが好ましい。球形樹脂粒子13は、弾性層12の表面において面方向に配列されることで、弾性体表面に凹凸形状が形成される。
【0049】
材料としては特に問わないが、アクリル樹脂、メラミン樹脂、ポリアミド樹脂、ポリエステル樹脂、シリコーン樹脂、フッ素樹脂、などの樹脂を主成分としてなる球形粒子が挙げられる。また、これらの樹脂材料からなる粒子の表面を異種材料で表面処理を施したものでも良い。ここで言う樹脂粒子の中には、ゴム材料も含む。ゴム材料で作製された球状粒子の表面に硬い樹脂をコートしたような構成のものも適用可能である。また、中空であったり、多孔質であったりしても良い。
これらの樹脂中で、滑性を有し、トナーに対しての離型性、耐磨耗性を付与できる機能の高いものとして、シリコーン樹脂粒子が最も好ましい。
これら樹脂を用い、重合法などにより球状の形状に作製された粒子であることが好ましく、本発明においては、真球に近いものほど好ましい。
【0050】
球形樹脂粒子13は、体積平均粒径が1.0μm〜5.0μmであり、単分散粒子であることが望ましい。ここで言う単分散粒子とは、単一粒子径の粒子という意味ではなく、粒度分布が極めてシャープなもののことを指す。具体的には、±(平均粒径×0.5)μm以下の分布幅のもので良い。粒径が1.0μm未満の場合、粒子による転写性能の効果が十分に得られず、一方、5.0μmより大きいと、表面粗さが大きくなり、粒子間の隙間が大きくなるため、トナーがうまく転写できなくなったりクリーニング不良となったりする不具合が生じる。さらには、粒子は絶縁性が高いものが多いため、粒径が大きすぎると粒子による帯電電位の残留により、連続画像出力時にこの電位の蓄積による画像乱れが発生する不具合も生じる。
【0051】
球形樹脂粒子13としては、特に制限はなく、適宜合成したものを使用してもよいし、市販品を使用してもよい。前記市販品としては、シリコーン樹脂粒子(モメンティブ・パフォーマンス・マテリアルズ社、商品名「トスパール120」、商品名「トスパール145」、商品名「トスパール2000B」)、アクリル樹脂粒子(積水化成品工業、商品名「テクポリマーMBX−SS」)などが挙げられる。
【0052】
このような球形樹脂粒子13は、弾性体の上に粉体をそのまま直接塗布して、ならすことにより容易に均一に整列させることができる。なお、球形樹脂粒子13を弾性層表面に塗布するタイミングは特に限定されず、ゴムの加硫前、加硫後何れでも可能である。
【0053】
(端部保護層14)
次に、こうして形成された弾性層の両端部表面に形成する端部保護層14について説明する。端部保護層14を形成することによって、クリーニングユニットにおけるトナー飛散防止のためのシール部材などと中間転写ベルト弾性層が擦れて傷つき・摩耗が発生することを防ぐ効果を得ることができる。
【0054】
端部保護層14を構成する材料としては、広く汎用の樹脂材料を使用することが可能であり、例えば、アクリル樹脂、ポリウレタン樹脂、シリコーン樹脂、アクリルシリコン樹脂、フッ素樹脂、ポリエステル樹脂、ポリアミド樹脂、ポリイミド樹脂、ポリオレフィン樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルイミド樹脂、ポリカーボネート樹脂、アミノ樹脂、アルキド樹脂、エポキシ樹脂、メラミン樹脂、塩化ビニル樹脂、フェノール樹脂などを例示できるが、これらに限定されるものではなく、さらに、これらの材料や他の材料を2種以上組み合わせて使用しても良い。
【0055】
上記各種樹脂材料の中から、所望の性能が得られる材料を適宜選択する。本発明においては、弾性体として好適に用いられるアクリルゴムとの接着性や耐摩耗性・耐擦傷性の面からアクリル樹脂が最も好ましい。弾性体として用いられるゴム又はエラストマー材料と接着性に劣る樹脂材料を端部保護層に用いた場合、この中間転写ベルトを画像形成装置に装備して長時間使用すると、端部保護層の剥れが発生し、本発明の効果が十分に得られなくなる。
【0056】
端部保護層14を設ける位置としては、中間転写ベルト端部から、中間転写ベルト上画像形成部にかからない位置に留めておくこと、換言すると有効画像領域外とすることが望ましい。端部保護層を設ける領域を画像形成部分にかかるまで広げてしまった場合、端部保護層のある部分と無い部分では電気抵抗や表面性が異なるため、それが原因となって画像濃度ムラなどの異常画像が発生する恐れがある。また、中間転写ベルト全面に端部保護層を設けた場合、耐摩耗性・耐擦傷性とトナー転写性の両立が困難であるほか、端部保護層が弾性層の柔軟性に追従できず、割れが発生して画像品質に悪影響を及ぼすため、好ましくない。具体的には例えば0.5cm〜3.0cm程度の幅を有することが好ましい。
【0057】
端部保護層14の膜厚としては、5.0μm〜200.0μmであることが好ましく、5.0μm〜50.0μmであることがより好ましい。膜厚が薄いと、本発明で期待される耐摩耗・耐擦傷性が長期間に渡って発揮されることが難しくなるため好ましくない。また、膜厚が厚すぎると、中間転写ベルト端部のみが分厚い構造となるため、走行性が不安定になってしまい好ましくない。なお、前記厚みは、断面を走査型顕微鏡(SEM)にて観察する等の方法で測定することができる。
【0058】
(ベルトの表面状態)
次に、本発明におけるベルト表面状態について説明する。図2では、ベルトの表面を真上から観察した拡大模式図を示す。このように、本発明に係る中間転写ベルトでは、均一な粒径の球形樹脂粒子が独立して整然と配列する形態を採ることが好ましく、球形樹脂粒子同士の重なり合いは殆ど観測されないことが好ましい。この表面を構成する各球形樹脂粒子の弾性体表面における断面の径も均一なほうが好ましく、具体的には、±(平均粒径×0.5)μm以下の粒径分布幅となることが好ましい。これを形成するためにできるだけ粒径の揃った粒子を用いることが好ましいが、これを用いなくてもある粒径のものが選択的に弾性体表面に形成できる方法により表面を形成して前記粒径分布幅となる構成としても良い。
【0059】
弾性体の露出部分と球形樹脂粒子の露出部分の投影面積比については、球形樹脂粒子の露出部分の投影面積率が60%以上とすることが好ましく、70%以上がより好ましい。60%に満たない場合、球形樹脂粒子で覆われずに弾性体が露出する領域が大きくなり、トナーと弾性体が接触し良好なトナー転写性が得られないほか、残トナークリーニング性や耐フィルミング性が著しく低下する。
なお、前記投影面積比の上限は六方最密充填構造で取り得る90.69%である。
【0060】
本発明においては、上記球形樹脂粒子は弾性体中へ一部埋設された形態を取るが、その埋没率は、50%を超え、100%に満たないものが好ましく、51%〜90%であることが、より好ましい。50%以下では、画像形成装置での長期使用において粒子の脱離が起きやすく、耐久性に劣る。一方、100%では、粒子による転写性への効果が低減し好ましくない。
【0061】
埋没率とは、球形樹脂粒子の深さ方向の径の弾性体に埋没している率のことであるが、ここで言う、埋没率は、すべての球形樹脂粒子が50%を超え100%に満たないという意味ではなく、ある視野で見たときの平均埋没率で表わしたときの数値が50%を超え100%に満たなければ良い。しかし、埋没率50%のときは、電子顕微鏡による断面観測において、弾性体中へ完全埋没している粒子が殆ど観測されない(弾性体中に完全に埋没している粒子の個数%は粒子全体のうち5%以下である。)。
【0062】
また、球形樹脂粒子13は、弾性層12の表面における面方向に配列されてなり、さらにこの粒子は、弾性層に対して、弾性層12の厚み方向に単一層で形成される方が好ましい。図3のように、厚み方向に複数の粒子を含むような構成では、球形樹脂粒子の含有される分布がむらになり球形樹脂粒子の有する電気抵抗値の影響により、ベルト表面の電気特性が不均一となり画像乱れを生じる。具体的には、球形樹脂粒子が多く存在する部分での電気抵抗値が高くなり、ここに残留電荷による表面電位が発生し、ベルト表面において表面電位のばらつきが発生し、隣接した部分での画像濃度に差が生じる等による画像乱れが顕在化する。
【0063】
(中間転写ベルトの製造方法)
次に、上記本発明の構成のベルトを作製する方法についての一例を説明する。
【0064】
まず、基層11の作製方法について説明する。少なくとも樹脂成分を含む塗工液、すなわち前記ポリイミド樹脂前駆体又はポリアミドイミド樹脂前駆体を含む塗工液を用いて基層を製造する方法について説明する。
ポリイミド樹脂又はポリアミドイミド樹脂製の基体は、円筒状支持体(型)表面に前記前駆体液をノズルやディスペンサーによる螺旋塗工、または広幅のダイによるダイ塗工、または塗布ロールを用いたロール塗工などにより塗工することができる。ここでは、ロール塗工について説明する。図4に示すような装置により塗工できる。Aは塗料である脱泡した前駆体液を貯留するための塗料パンであり、Cは塗料パンAから塗料Bを連続的に汲み上げるための塗布ローラであり、Dは連続的に汲み上げられた塗料の厚みを塗布ローラCとの隙間で調節して所定塗料厚みにするための規制ローラであり、Eは所定厚みにした塗料(塗膜)を塗布ローラCから転移させて付着させるための円筒状支持体(金型)である。
【0065】
上記した製造装置に、先ず予め十分に脱泡された前駆体塗料Bを塗料パンAに流し込む。塗料粘度は、有機極性溶媒(周知慣用のものを用いることができる)により、0.5〜10Pa・sに調整しておくことが望ましい。次いで、塗布ローラCの下部に塗料Bを流し込んだ塗料パンAを近づけ塗料B中に浸漬し、10〜100mm/secのゆっくりとした周速度で塗布ローラC表面に塗料Bを付着、上方に汲み上げていく。その後、塗布ローラC上部に設置され、塗布ローラCと任意の隙間を調整することが出来る規制ローラCにより、塗布ローラC上の塗料厚みを調整する。規制する塗料厚みとしては、円筒状支持体Eへ転写する塗料厚みの2倍量程度が好ましい。
【0066】
次に塗布ローラCに円筒状支持体Eをゆっくり回転させながら、塗布ローラCの塗料厚み以下まで近づける。塗布ローラ上の塗料は、塗布ローラCと同方向(図4示す方向では「時計回り方向」)に回転する円筒状支持体E上に、塗布ローラCからの塗料が転移され、円筒状支持体E上に所定膜厚の塗料が付着される。
【0067】
塗布後、円筒状支持体Eを回転させつつ徐々に昇温させながら、約80〜150℃の温度で塗膜中の溶媒を蒸発させていく。この過程では、雰囲気の蒸気(揮発した溶媒等)を効率よく循環して取り除くことが好ましい。自己支持性のある膜が形成されたところで金型ごと高温処理の可能な加熱炉(焼成炉)に移し、段階的に昇温し、最終的に250℃〜450℃程度の高温加熱処理(焼成)し、十分にポリイミド樹脂前駆体のイミド化又はポリアミドイミド樹脂前駆体のポリアミドイミド化を行う。
【0068】
十分に冷却後、引き続き、弾性体を積層する。弾性層は、ゴムを有機溶剤に溶解させたゴム塗料を用い、基層11上に塗布形成し、その後、溶剤を乾燥、加硫することで製造することができる。塗布成形法としては、基層11と同じく、螺旋塗工、ダイ塗工、ロール塗工などの既存の塗工法が適用できるが、凹凸転写性を良くする為には弾性体の厚みを厚くすることが必要であり、厚膜を形成する塗工法としては、ダイ塗工、及び螺旋塗工が優れている。ここでは、螺旋塗工について説明する。基層を周方向に回転させながら、丸型、又は広幅のノズルによりゴム塗料を連続的に供給しながら、ノズルを基層11の軸方向に移動させて、基層11上に塗料を螺旋状に塗工する。基層11上に螺旋状に塗工された塗料は、所定の回転速度、乾燥温度を維持させることでレベリングされながら乾燥される。
【0069】
そして、十分にレベリングしたところで、図5に示すように、粉体供給装置35と押し当て部材33を設置し、回転させながら粉体供給装置35から球状粒子(樹脂粒子)34を表面に均一にまぶし、表面にまぶされた球状粒子34を押し当て部材33により一定圧力にて押し当てる。この押し当て部材33により、金型ドラム31により支持されてなる基層と弾性体が塗布されてなるベルト32へ粒子34を埋設させつつ、余剰な粒子34を取り除く。本発明では、特に単分散の球形粒子を用いるために、このような押し当て部材でのならし工程のみの簡単な工程で、均一な単一粒子層を形成することが可能である。
【0070】
粒子13の弾性層12中への埋没率の調整は、他の方法によっても可能であるかもしれないが、例えば、押し当て部材33の押圧力を加減することにより、容易に果たすことができる。例えば、流延塗工液の粘度、樹脂分含量率、溶剤の使用量、樹脂材質等にもよるが、目安として、流延塗工液の粘度100〜100000mPa・sにおいて、押圧力を、10mN/cm〜1000mN/cmの範囲とすることにより、前記50%<埋没率<100%を比較的容易に達成することができる。均一な粒子層を形成後、所定温度、所定時間で加熱することにより、硬化させ弾性層を形成する。
【0071】
そして最後に、端部保護層14を形成する。端部保護層14を形成させない部分をマスキングフィルムによって覆った後、少なくとも上述した端部保護層の成分を含む塗工液を、円筒状の金属金型をゆっくりと回転させながら、スプレーやノズルやディスペンサーのような液供給装置にて円筒の外面全体に均一になるように塗布・流延(塗膜を形成)する。その後、十分にレベリングしたところで、回転させながら所定温度、所定時間で加熱することにより乾燥または硬化させ、端部保護層を形成する。充分に冷却後、端部保護層を形成させない部分を覆ったマスキングフィルムを剥がし、金型から基材層ごと脱離させ、所望のシームレスベルトを得る。
【0072】
前記中間転写ベルトにおける球形微粒子の埋没率を測定する方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、中間転写体の断面を走査型電子顕微鏡(SEM)にて観察することにより、測定することができる。
また、中間転写ベルトにおける粒子の露出部分の投影面積率を測定する方法についても、特に制限はなく、目的に応じて適宜選択することができるが、例えば、中間転写ベルトの表面を走査電子顕微鏡(SEM)にて観察し、その画像を画像処理ソフト(Image−proplus;cyber netics社)を用いて画像を2値化し、弾性体の露出部分と粒子の露出部分の投影面積率を算出する方法などが挙げられる。
【0073】
こうして作製された中間転写ベルトの抵抗は、カーボンブラック、イオン導電剤の量を可変することにより調整される。この際、粒子の大きさや占有面積率によって抵抗が変わりやすいので注意する。抵抗の測定は市販の計測器を使用できるが、たとえばダイアインスツルメンツ社のハイレスタを使用することにより測定することができる。
【0074】
前述の方法により製造されたシームレスベルトは、例えば、像担持体上に順次形成される複数のカラートナー現像画像を中間転写ベルト上に順次重ね合わせて一次転写を行い、その一次転写画像を被転写媒体(記録媒体)に一括して二次転写する、いわゆる中間転写方式の電子写真装置の中間転写ベルトとして好適に用いられ、高画質画像形成な電子写真装置(画像形成装置)を構成することができる。
【0075】
本発明における電子写真装置(以降、「画像形成装置」と呼称する。)に装備されるベルト構成部に用いられるシームレスベルトについて、要部模式図を参照しながら以下に詳しく説明する。なお、模式図は一例であって本発明はこれに限定されるものではない。
【0076】
図6は、本発明に係る中間転写ベルトを装備する画像形成装置を説明するための要部模式図である。
図6に示す中間転写ユニット500は、複数のローラに張架された中間転写体である中間転写ベルト501などにより構成されている。この中間転写ベルト501の周りには、2次転写ユニット600の2次転写電荷付与手段である2次転写バイアスローラ605、中間転写体クリーニング手段であるベルトクリーニングブレード504、潤滑剤塗布手段の潤滑剤塗布部材である潤滑剤塗布ブラシ505などが対向するように配設されている。
【0077】
また、中間転写ベルト501の外周面または内周面に図示しない位置検知用マークが設けられる。ただし、中間転写ベルト501の外周面側については位置検知用マークがベルトクリーニングブレード504の通過域を避けて設ける工夫が必要であり、配置上の困難さを伴うことがあるので、その場合には位置検知用マークを中間転写ベルト501の内周面側に設けてもよい。マーク検知用センサとしての光学センサ514は、中間転写ベルト501が架け渡されている1次転写バイアスローラ507とベルト駆動ローラ508との間の位置に設けられる。
また、中間転写ベルト501の内周面には、除電ローラ70が設けられ堆積した電荷が除電されると共に、アースローラ80が設けられ接地されている。
【0078】
この中間転写ベルト501は、1次転写電荷付与手段である1次転写バイアスローラ507、ベルト駆動ローラ508、ベルトテンションローラ509、2次転写対向ローラ510、クリーニング対向ローラ511、及びフィードバック電流検知ローラ512に張架されている。各ローラは導電性材料で形成され、1次転写バイアスローラ507以外の各ローラは接地されている。1次転写バイアスローラ507には、定電流または定電圧制御された1次転写電源801により、トナー像の重ね合わせ数に応じて所定の大きさの電流または電圧に制御された転写バイアスが印加されている。
【0079】
中間転写ベルト501は、図示しない駆動モータによって図6における時計回り方向に回転駆動されるベルト駆動ローラ508により、矢印方向(時計回り方向)に駆動される。
このベルト部材である中間転写ベルト501は、通常、半導体、又は絶縁体で、単層または多層構造となっているが、本発明においては、上述した本発明に係る中間転写ベルトが用いられ、これによって耐久性が向上すると共に、優れた画像形成が実現できる。また、中間転写ベルトは、感光体ドラム(像担持体)200上に形成されたトナー像を重ね合わせるために、通紙可能最大サイズより大きく設定されている。
【0080】
2次転写手段である2次転写バイアスローラ605は、2次転写対向ローラ510に張架された部分の中間転写ベルト501のベルト外周面に対して、後述する接離手段としての接離機構によって、接離可能に構成されている。2次転写バイアスローラ605は、2次転写対向ローラ510に張架された部分の中間転写ベルト501との間に被転写媒体(記録媒体)である転写紙Pを挟持するように配設されており、定電流制御される2次転写電源802によって所定電流の転写バイアスが印加されている。
【0081】
レジストローラ610は、2次転写バイアスローラ605と2次転写対向ローラ510に張架された中間転写ベルト501との間に、所定のタイミングで転写媒体(転写材)である転写紙Pを送り込む。また、2次転写バイアスローラ605には、クリーニング手段であるクリーニングブレード608が当接している。該クリーニングブレード608は、2次転写バイアスローラ605の表面に付着した付着物を除去してクリーニングするものである。
【0082】
このような構成のカラー複写機において、画像形成サイクルが開始されると、感光体ドラム200は、図示しない駆動モータによって矢印で示す反時計方向に回転され、該感光体ドラム200上に、Bk(ブラック)トナー像形成、C(シアン)トナー像形成、M(マゼンタ)トナー像形成、Y(イエロー)トナー像形成が行われる。中間転写ベルト501はベルト駆動ローラ508によって矢印で示す時計回りに回転される。この中間転写ベルト501の回転に伴って、1次転写バイアスローラ507に印加される電圧による転写バイアスにより、Bkトナー像、Cトナー像、Mトナー像、Yトナー像の1次転写が行われ、最終的にBk、C、M、Yの順に中間転写ベルト501上に各トナー像が重ね合わせて形成される。
【0083】
例えば、上記Bkトナー像形成は次のように行われる。
図6において、帯電チャージャ203は、コロナ放電によって感光体ドラム200の表面を負電荷で所定電位に一様に帯電する。上記ベルトマーク検知信号に基づき、タイミングを定め、図示しない書き込み光学ユニットにより、Bkカラー画像信号に基づいてレーザ光Lによるラスタ露光を行う。このラスタ像が露光されたとき、当初一様帯電された感光体ドラム200の表面の露光された部分は、露光光量に応じた電荷が消失し、Bk静電潜像が形成される。このBk静電潜像に、Bk現像器(現像手段)231Kの現像ローラ上の負帯電されたBkトナーが接触することにより、感光体ドラム200の電荷が残っている部分にはトナーが付着せず、電荷の無い部分つまり露光された部分にはトナーが吸着し、静電潜像と相似なBkトナー像が形成される。
【0084】
このようにして感光体ドラム200上に形成されたBkトナー像は、感光体ドラム200と接触状態で等速駆動回転している中間転写ベルト501のベルト外周面に1次転写される。この1次転写後の感光体ドラム200の表面に残留している若干の未転写の残留トナーは、感光体ドラム200の再使用に備えて、感光体クリーニング装置201で清掃される。この感光体ドラム200側では、Bk画像形成工程の次にC画像形成工程に進み、所定のタイミングでカラースキャナによるC画像データの読み取りが始まり(あるいはBk画像と同時に読み取られていてもよい)、そのC画像データによるレーザ光書き込みによって、感光体ドラム200の表面にC静電潜像を形成する。
【0085】
そして、先のBk静電潜像の後端部が通過した後で、且つC静電潜像の先端部が到達する前にリボルバ現像ユニット230の回転動作が行われ、C現像機231Cが現像位置にセットされ、C静電潜像がCトナーで現像される。以後、C静電潜像領域の現像を続けるが、C静電潜像の後端部が通過した時点で、先のBk現像機231Kの場合と同様にリボルバ現像ユニットの回転動作を行い、次のM現像機231Mを現像位置に移動させる。これもやはり次のY静電潜像の先端部が現像位置に到達する前に完了させる。なお、M及びYの画像形成工程については、それぞれのカラー画像データ読み取り、静電潜像形成、現像の動作が上述のBk、Cの工程と同様であるので説明は省略する。
このとき、レーザ光Lによる露光後の感光体ドラム200上の電位は電位センサ204で測定され、また、現像機231による現像後の感光体ドラム200上のトナー濃度は画像濃度センサ205で測定され、測定結果がフィードバックされる。
【0086】
このようにして感光体ドラム200上に順次形成されたBk、C、M、Yのトナー像は、中間転写ベルト501上の同一面に順次位置合わせされて1次転写される。これにより、中間転写ベルト501上に最大で4色が重ね合わされたトナー像(トナー画像513;フルカラー画像)が形成される。一方、上記画像形成動作が開始される時期に、転写紙Pが転写紙カセット又は手差しトレイなどの給紙部から給送され、レジストローラ610のニップで待機している。
そして、2次転写対向ローラ510に張架された中間転写ベルト501と2次転写バイアスローラ605によりニップが形成された2次転写部に、上記中間転写ベルト501上のトナー像の先端がさしかかるときに、転写紙Pの先端がこのトナー像の先端に一致するように、レジストローラ610が駆動されて、転写紙ガイド板601に沿って転写紙Pが搬送され、転写紙Pとトナー像とのレジスト合わせが行われる。
【0087】
このようにして、転写紙Pが2次転写部を通過すると、2次転写電源802によって2次転写バイアスローラ(転写手段)605に印加された電圧による転写バイアスにより、中間転写ベルト501上の4色重ねトナー像が転写紙P上に一括転写(2次転写)される。この転写紙Pは、転写紙ガイド板601に沿って搬送されて、2次転写部の下流側に配置した除電針からなる転写紙除電チャージャ606との対向部を通過することにより除電された後、ベルト構成部であるベルト搬送装置210により定着装置270に向けて送られる。
【0088】
そして、この転写紙Pは、定着装置270の定着ローラ271、272のニップ部でトナー像が溶融定着された後、図示しない排出ローラで装置本体外に送り出され、図示しないコピートレイに表向きにスタックされる。なお、定着装置270は必要によりベルト構成部を備えた構成とすることもできる。
【0089】
一方、上記ベルト転写後の感光体ドラム200の表面は、感光体クリーニング装置201でクリーニングされ、上記除電ランプ202で均一に除電される。また、転写紙Pにトナー像を2次転写した後の中間転写ベルト501のベルト外周面に残留した残留トナーは、帯電チャージャ503により帯電された後にベルトクリーニングブレード504によってクリーニングされる。該ベルトクリーニングブレード504は、図示しないクリーニング部材離接機構によって、該中間転写ベルト501のベルト外周面に対して所定のタイミングで接離されるように構成されている。
【0090】
このベルトクリーニングブレード504の上記中間転写ベルト501の移動方向上流側には、該中間転写ベルト501のベルト外周面に対して接離するトナーシール部材502が設けられている。このトナーシール部材502は、上記残留トナーのクリーニング時に上記ベルトクリーニングブレード504から落下した落下トナーを受け止めて、該落下トナーが上記転写紙Pの搬送経路上に飛散するのを防止している。このトナーシール部材502は、上記クリーニング部材離接機構によって、上記ベルトクリーニングブレード504とともに、該中間転写ベルト501のベルト外周面に対して接離される。
【0091】
このようにして残留トナーが除去された中間転写ベルト501のベルト外周面には、上記潤滑剤塗布ブラシ505により削り取られた潤滑剤506が塗布される。該潤滑剤506は、例えば、ステアリン酸亜鉛などの固形体からなり、該潤滑剤塗布ブラシ505に接触するように配設されている。また、この中間転写ベルト501のベルト外周面に残留した残留電荷は、該中間転写ベルト501のベルト外周面に接触した図示しないベルト除電ブラシにより印加される除電バイアスによって除去される。ここで、上記潤滑剤塗布ブラシ505及び上記ベルト除電ブラシは、それぞれの図示しない接離機構により、所定のタイミングで、上記中間転写ベルト501のベルト外周面に対して接離されるようになっている。
【0092】
ここで、リピートコピーの時は、カラースキャナの動作及び感光体ドラム200への画像形成は、1枚目の4色目(Y)の画像形成工程に引き続き、所定のタイミングで2枚目の1色目(Bk)の画像形成工程に進む。また、中間転写ベルト501は、1枚目の4色重ねトナー像の転写紙への一括転写工程に引き続き、ベルト外周面の上記ベルトクリーニングブレード504でクリーニングされた領域に、2枚目のBkトナー像が1次転写されるようにする。その後は、1枚目と同様動作になる。以上は、4色フルカラーコピーを得るコピーモードであったが、3色コピーモード、2色コピーモードの場合は、指定された色と回数の分について、上記同様の動作を行うことになる。また、単色コピーモードの場合は、所定枚数が終了するまでの間、リボルバ現像ユニット230の所定色の現像機のみを現像動作状態にし、ベルトクリーニングブレード504を中間転写ベルト501に接触させたままの状態にしてコピー動作を行う。
【0093】
上記実施形態では、感光体ドラム200を一つだけ備えた複写機について説明したが、本発明は、例えば、図7の要部模式図に一構成例を示すような、複数の感光体ドラムをシームレスベルトからなる一つの中間転写ベルトに沿って並設した画像形成装置にも適用できる。
図7は、4つの異なる色(ブラック、イエロー、マゼンタ、シアン)のトナー像を形成するための4つの感光体ドラム21BK、21Y、21M、21Cを備えた4ドラム型のデジタルカラープリンタの一構成例を示す。
【0094】
図7において、プリンタ本体10は電子写真方式によるカラー画像形成を行うための、画像書込部12、画像形成部13、給紙部14、から構成されている。画像信号を元に画像処理部で画像処理して画像形成用の黒(BK)、マゼンタ(M)、イエロー(Y)、シアン(C)の各色信号に変換し、画像書込部12に送信する。画像書込部12は、例えば、レーザ光源と、回転多面鏡等の偏向器と、走査結像光学系、及びミラー群、からなるレーザ走査光学系であり、上記の各色信号に対応した4つの書込光路を有し、画像形成部13の各色毎に設けられた像坦持体(感光体)21BK、21M、21Y、21Cに各色信号に応じた画像書込を行う。
【0095】
画像形成部13は黒(BK)用、マゼンタ(M)用、イエロー(Y)用、シアン(C)用の各像坦持体である感光体21BK、21M、21Y、21Cを備えている。この各色用の各感光体としては、通常OPC感光体(有機感光体)が用いられる。各感光体21BK、21M、21Y、21Cの周囲には、帯電装置、上記書込部12からのレーザ光の露光部、黒、マゼンタ、イエロー、シアンの各色用の現像装置20BK、20M、20Y、20C、1次転写手段としての1次転写バイアスローラ23BK、23M、23Y、23C、クリーニング装置(表示略)、及び図示しない感光体除電装置等が配設されている。なお、上記現像装置20BK、20M、20Y、20Cには、2成分磁気ブラシ現像方式を用いている。
【0096】
ベルト構成部である中間転写ベルト22は、各感光体21BK、21M、21Y、21Cと、各1次転写バイアスローラ23BK、23M、23Y、23Cとの間に介在し駆動ローラ26及びその他のローラにより張架されてなり、駆動ローラ26によって時計周り方向に駆動されると共に、各感光体上に形成された各色のトナー像が順次重ね合わせて転写される。中間転写ベルト22の内周面には、除電ローラ70が設けられ堆積した電荷が除電される。
【0097】
一方、転写紙Pは、給紙部14から給紙された後、レジストローラ16を介して、ベルト構成部である転写搬送ベルト50に担持される。そして、中間転写ベルト22と転写搬送ベルト50とが接触するところで、上記中間転写ベルト22上に転写されたトナー像が、2次転写手段としての2次転写バイアスローラ60により2次転写(一括転写)される。これにより、転写紙P上にカラー画像が形成される。このカラー画像が形成された転写紙Pは、転写搬送ベルト50により定着装置15に搬送され、この定着装置15により転写された画像が定着された後、プリンタ本体外に排出される。
【0098】
なお、上記2次転写時に転写されずに上記中間転写ベルト22上に残った残留トナーは、ベルトクリーニング部材25によって中間転写ベルト22から除去される。このベルトクリーニング部材25の下流側には、潤滑剤塗布装置27が配設されている。この潤滑剤塗布装置27は、固形潤滑剤と、中間転写ベルト22に摺擦して固形潤滑剤を塗布する導電性ブラシとで構成されている。前記導電性ブラシは、中間転写ベルト22に常時接触して、中間転写ベルト22に固形潤滑剤を塗布している。固形潤滑剤は、中間転写ベルト22のクリーニング性を高め、フィルミィングの発生を防止し耐久性を向上させる作用がある。
【実施例】
【0099】
以下、実施例に基づいて本発明を更に具体的に説明するが、本発明は、これら実施例によって制限されるものではなく、本発明の要旨を逸脱しない限りこれらの実施例を適宜改変したものも本件の発明の範囲内である。
【0100】
[実施例1]
下記により基層用塗工液を調製し、この塗工液を用いてシームレスベルト基層を製造した。
【0101】
<基層用塗工液の調製>
先ず、ポリイミド樹脂前駆体を主成分とするポリイミドワニス(U−ワニスA;宇部興産社製)に、予めビーズミルにてN−メチル−2−ピロリドン中に分散させたカーボンブラック(SpecialBlack4;エボニックデグサ社製)の分散液を、カーボンブラック含有率がポリアミック酸固形分の17重量%になるように調合し、よく攪拌混合して塗工液を調製した。
【0102】
<シームレスベルトの製造>
次に、外径340mm、長さ360mmの外面をブラスト処理にて粗面化した金属製の円筒状支持体を型として用い、ロールコート塗工装置に取り付けた。次に、基層用塗工液Aをパンに流し込み、塗布ローラの回転速度40mm/secで塗料を汲み上げ、規制ローラと塗布ローラのギャップを0.6mmとして、塗布ローラ上の塗料厚みを制御した。円筒状支持体の回転速度を35mm/secに制御して塗布ローラに近づけ、塗布ローラとのギャップ0.4mmとして塗布ローラ上の塗料を均一に円筒状支持体上に転写塗布した後、回転を維持しながら熱風循環乾燥機に投入して、110℃まで徐々に昇温して30分加熱、さらに昇温して200℃で30分加熱し、回転を停止した。その後、これを高温処理の可能な加熱炉(焼成炉)に導入し、段階的に320℃まで昇温して60分加熱処理(焼成)し、膜厚80μmの基層を形成した。
【0103】
<基層上への弾性層の作製>
下記に示す各構成材料を混合し、2軸混練機を用いて、十分に混練することでゴム組成物を作製した。
【0104】
<弾性層構成材料>
・アクリルゴム ニポールAR12(日本ゼオン株式会社) 100重量部
・ステアリン酸 ビーズステアリン酸つばき(日油株式会社) 1重量部
・赤リン ノーバエクセル140F(燐化学工業株式会社) 10重量部
・水酸化アルミニウム ハイジライトH42M(昭和電工株式会社) 60重量部
・架橋剤 Diak.No1(ヘキサメチレンジアミンカーバメイト)
(デュポン ダウ エラストマージャパン) 0.6重量部
・架橋促進剤 VULCOFAC ACT55
(70% 1,8-ジアザビシクロ(5,4,0)ウンデセン−7と二塩基酸との塩、30% アモルファスシリカ)(Safic alca社)
1重量部
・導電剤 QAP−01(過塩素酸テトラブチルアンモニウム)
(日本カーリット株式会社) 0.3重量部
【0105】
次いで、このようにして得られたゴム組成物を有機溶剤(MIBK:メチルイソブチルケトン)に溶かして固形分35wt%のゴム溶液を作製した。この作製したゴム溶液を先に作製したポリイミド基層が形成された円筒状支持体を回転させながらポリイミド基層上に、ノズルよりゴム塗料を連続的に吐出しながら支持体の軸方法に移動させ螺旋状に塗工した。塗布量としては最終的な膜厚が500μmになるような液量の条件とした。
【0106】
所定の全量を流し終えて塗膜がまんべんなく広がった時点で、図5の方法を用いて、球形樹脂粒子として、シリコーン樹脂粒子(トスパール130(体積平均粒子径3.0μm品);モメンティブ・パフォーマンス・マテリアルズ)をまんべんなく表面にまぶし、ポリウレタンゴムブレードの押し付け部材を押し当てて弾性層に固定化した。このとき、押し付け部材の押圧力は100mN/cmとした。
【0107】
ベルト表面全面の処理を終えた後、ゴム塗料が塗工された円筒状支持体をそのまま回転しながら熱風循環乾燥機に投入して、昇温速度4℃/分で90℃まで昇温して30分加熱した。続いて、昇温速度4℃/分で170℃まで昇温して60分加熱処理した。加熱を停止した後、常温まで徐冷した。
【0108】
<端部保護層の作製>
続いて、上記で作製した弾性層を、両端部が2.0cmだけ露出するようにマスキングフィルムで覆った後、アクリル樹脂塗料(ACRYDIC A−405;DIC株式会社)をスプレー塗工により金型を回転させながら均一に塗布した。なお、両端部から2.0cmというのは、本実施例にて使用する画像形成装置において、中間転写ベルトの有効画像領域に入らない幅である。塗布量としては、最終的な膜厚が20.0μmとなるような条件とした。その後、金型をそのまま回転しながら熱風循環乾燥機に投入して150℃で30分加熱した。十分冷却後、マスキングフィルムを剥がした上で金型から取り外し、中間転写ベルトAを得た。
【0109】
[実施例2]
実施例1における端部保護層膜厚を3.0μmとなるように作製した他は同じとし、中間転写ベルトBを得た。
【0110】
[実施例3]
実施例1における<端部保護層の作製>を以下に変更した他は実施例1と同様にして、中間転写ベルトCを得た。
<端部保護層の作製>
続いて、上記で作製した弾性層を、両端部が2.0cmだけ露出するようにマスキングフィルムで覆った後、メラミン樹脂塗料(オルガネオ;日本ペイント株式会社)をスプレー塗工により金型を回転させながら均一に塗布した。なお、両端部から2.0cmというのは、本実施例にて使用する画像形成装置において、中間転写ベルトの有効画像領域に入らない幅である。塗布量としては、最終的な膜厚が20.0μmとなるような条件とした。その後、金型をそのまま回転しながら熱風循環乾燥機に投入して130℃で30分加熱した。十分冷却後、マスキングフィルムを剥がした上で金型から取り外し、中間転写ベルトCを得た。
【0111】
[実施例4]
実施例1における<弾性層構成材料>を以下の材料に変更した他は実施例1と同様にして、中間転写ベルトDを得た。
<弾性層構成材料>
・水素化ニトリルゴム ゼットポール2020L(日本ゼオン株式会社) 100重量部
・ステアリン酸 ビーズステアリン酸つばき(日油株式会社) 1重量部
・硫黄 200mesh硫黄(鶴見化学工業株式会) 1重量部
・酸化亜鉛 亜鉛華2種(正同化学工業) 5重量部
・加硫促進剤 ノクセラーTS(テトラメチルチウラムモノスルフィド)
(大内新興化学工業株式会社) 0.5重量部
・赤リン ノーバエクセル140F(燐化学工業株式会社) 10重量部
・水酸化アルミニウム ハイジライトH42M(昭和電工株式会社) 40重量部
【0112】
[実施例5]
実施例1における<弾性層構成材料>および<端部保護層の作製>を以下に変更した他は実施例1と同様にして、中間転写ベルトEを得た。
【0113】
<弾性層構成材料>
・水素化ニトリルゴム ゼットポール2020L(日本ゼオン株式会社) 100重量部
・ステアリン酸 ビーズステアリン酸つばき(日油株式会社) 1重量部
・硫黄 200mesh硫黄(鶴見化学工業株式会) 1重量部
・酸化亜鉛 亜鉛華2種(正同化学工業) 5重量部
・加硫促進剤 ノクセラーTS(テトラメチルチウラムモノスルフィド)
(大内新興化学工業株式会社) 0.5重量部
・赤リン ノーバエクセル140F(燐化学工業株式会社) 10重量部
・水酸化アルミニウム ハイジライトH42M(昭和電工株式会社) 40重量部
【0114】
<端部保護層の作製>
続いて、上記で作製した弾性層を、両端部が2.0cmだけ露出するようにマスキングフィルムで覆った後、メラミン樹脂塗料(オルガネオ;日本ペイント株式会社)をスプレー塗工により金型を回転させながら均一に塗布した。なお、両端部から2.0cmというのは、本実施例にて使用する画像形成装置において、中間転写ベルトの有効画像領域に入らない幅である。塗布量としては、最終的な膜厚が20.0μmとなるような条件とした。その後、金型をそのまま回転しながら熱風循環乾燥機に投入して130℃で30分加熱した。十分冷却後、マスキングフィルムを剥がした上で金型から取り外し、中間転写ベルトEを得た。
【0115】
[実施例6]
実施例1における球形樹脂粒子をアクリル球形微粒子(積水化成品工業、商品名「テクポリマーMBX−SS」(体積平均粒径1μm品))に変更したこと以外は実施例1と同様にして、中間転写ベルトFを得た。
【0116】
[比較例1]
実施例1において、端部保護層を形成しない他は同じとし、中間転写ベルトGを作製した。
【0117】
[比較例2]
実施例1において、端部保護層を形成する工程において、弾性層をスキングフィルムで覆わず、ベルト全面に保護層を形成した他は同じとし、中間転写ベルトHを作製した。
【0118】
上記各実施例、比較例の中間転写ベルトA〜Hを、図7の画像形成装置に搭載し、凹凸紙(レザック260kg紙)への画像品質(シアン、マゼンタの2色ブルーベタのトナー転写性)を目視によるランク判定で行った。判定は◎が非常に良い、○が実使用可能レベル、△が凹部の濃度が薄い、もしくは場所による濃度ムラや白抜け、画像歪み等が発生し不充分、×は使用不可とした。その後、連続20万枚通紙を行い、10万枚ごとに画像品質とベルト表面観察を行った。
【0119】
また、連続20万枚通紙後の中間転写ベルト端部摩耗状態についても目視によりランク判定を行った。判定は◎が初期とほぼ変化なし、○が実用可能レベル、△が一部傷つき・保護層剥れが見られるものの画像品質には影響なし、×が使用不可とした。
【0120】
以上の評価の結果は、下記表1に示す。
【0121】
【表1】
【0122】
実施例1〜6については、初期・20万枚画像出力後ともに優れた性能を発揮した。一方、端部に保護層を形成しなかった比較例1においては、初期的には優れた画像品質が得られたものの、長期にわたり使用していくにつれ、ベルト両端部弾性層が激しく摩耗し、弾性層削れカスが感光体上に付着して、白抜けなどの異常画像が発生したり、ベルト走行性が不安定となり歪み画像発生が発生するなど、長期間の使用には耐えられないという結果となった。また、ベルト全面に保護層を形成した比較例2においては、端部保護効果は得られたものの、有効画像領域にまでトナー転写性の劣る保護層が形成されてしまったため、初期の段階から十分な画像品質を得ることができなかった。
【0123】
以上、本発明の構成とすることにより、転写媒体によらず高い転写率を実現でき、且つ、長期にわたりベルト端部摩耗が起きることもなく、耐久性に優れた、高画質の電子写真装置を実現するための中間転写ベルトを得ることが実現できる。
【符号の説明】
【0124】
(図1〜3の符号)
11 基層
12 弾性層
13 球形樹脂粒子
14 端部保護層
(図4の符号)
A 塗料パン
B 塗料
C 塗布ロール
D 規制ロール
E 円筒状支持体(金型)
(図5の符号)
31 金型ドラム
32 基層と弾性層を塗布したベルト
33 押し当て部材
34 樹脂粒子
35 粉体塗布装置
(図6の符号)
P 転写紙
L レーザ光
70 除電ローラ
80 アースローラ
200 感光体ドラム
201 感光体クリーニング装置
202 除電ランプ
203 帯電チャージャ
204 電位センサ
205 画像濃度センサ
210 ベルト搬送装置
230 リボルバ現像ユニット
231Y Y現像機
231K Bk現像機
231C C現像機
231M M現像機
270 定着装置
271、272 定着ローラ
500 中間転写ユニット
501 中間転写ベルト
502 トナーシール部材
503 帯電チャージャ
504 ベルトクリーニングブレード
505 潤滑剤塗布ブラシ
506 潤滑剤
507 1次転写バイアスローラ
508 ベルト駆動ローラ
509 ベルトテンションローラ
510 2次転写対向ローラ
511 クリーニング対向ローラ
512 フィードバッグ電流検知ローラ
513 トナー画像
514 光学センサ
600 2次転写ユニット
601 転写紙ガイド板
605 2次転写バイアスローラ
606 転写紙除電チャージャ
608 クリーニングブレード
610 レジストローラ
801 1次転写電源
802 2次転写電源
(図7の符号)
P 転写紙
10 プリンタ本体
12 画像書込部
13 画像形成部
14 給紙部
15 定着装置
16 レジストローラ
20BK、20M、20Y、20C 現像装置
21BK、21M、21Y、21C 感光体
22 中間転写ベルト
23BK、23M、23Y、23C 1次転写バイアスローラ
25 ベルトクリーニング部材
26 駆動ローラ
27 潤滑剤塗布装置
50 転写搬送ベルト
60 2次転写バイアスローラ
70 除電ローラ
【先行技術文献】
【特許文献】
【0125】
【特許文献1】特開2009−300490号公報
【特許文献2】特開2009−48032号広報
【特許文献3】特開2002−162767号公報
【特許文献4】特開2004−354716号広報
【特許文献5】特開2007−328165号公報
【特許文献6】特開2009−75154号公報
【特許請求の範囲】
【請求項1】
像担持体上に形成された潜像がトナーにより現像されたトナー像が転写される中間転写ベルトであって、
基層と、該基層上に積層されてなる弾性層と、該弾性層側の最表面かつ当該中間転写ベルトの両端部に形成されてなる端部保護層と、を備え、
前記弾性層は、弾性体と球形樹脂粒子とを含有し、
前記球形樹脂粒子は、前記弾性層の表面における面方向に配列されてなり、
前記端部保護層は、樹脂を含むことを特徴とする中間転写ベルト。
【請求項2】
前記端部保護層は、当該中間転写ベルトの有効画像領域外に形成されていることを特徴とする請求項1に記載の中間転写ベルト。
【請求項3】
前記端部保護層は、アクリル樹脂を含むことを特徴とする請求項1または2に記載の中間転写ベルト。
【請求項4】
前記端部保護層は、厚みが5.0μm以上200.0μm以下であることを特徴とする請求項1乃至3のいずれかに記載の中間転写ベルト。
【請求項5】
前記弾性体は、アクリルゴムを含むことを特徴とする請求項1乃至4のいずれかに記載の中間転写ベルト。
【請求項6】
潜像が形成されると共に該潜像がトナーにより現像されたトナー像を担持可能な像担持体と、
該像担持体上に形成された潜像をトナーで現像してトナー像を形成する現像手段と、
該現像手段により現像されたトナー像が一次転写される中間転写ベルトと、
該中間転写ベルト上に担持されたトナー像を記録媒体に二次転写する転写手段と、を備え、
前記中間転写ベルトが請求項1乃至5のいずれかに記載の中間転写ベルトであることを特徴とする画像形成装置。
【請求項7】
フルカラー画像形成が可能であって、
前記像担持体および前記現像手段を各色ごとに備え、
前記像担持体は、前記中間転写ベルトに沿って配置されていることを特徴とする請求項6に記載の画像形成装置。
【請求項8】
請求項1乃至5のいずれかに記載の中間転写ベルトを製造する製造方法であって、
前記基層を形成する工程と、
前記弾性層を形成する工程と、
前記球形樹脂粒子を前記弾性層上に均一に乾燥塗布する工程と、
前記球形樹脂粒子を配列及び埋設させることにより当該球形樹脂粒子を均一にならして形成する工程と、
前記端部保護層を形成する工程と、を有することを特徴とする中間転写ベルトの製造方法。
【請求項1】
像担持体上に形成された潜像がトナーにより現像されたトナー像が転写される中間転写ベルトであって、
基層と、該基層上に積層されてなる弾性層と、該弾性層側の最表面かつ当該中間転写ベルトの両端部に形成されてなる端部保護層と、を備え、
前記弾性層は、弾性体と球形樹脂粒子とを含有し、
前記球形樹脂粒子は、前記弾性層の表面における面方向に配列されてなり、
前記端部保護層は、樹脂を含むことを特徴とする中間転写ベルト。
【請求項2】
前記端部保護層は、当該中間転写ベルトの有効画像領域外に形成されていることを特徴とする請求項1に記載の中間転写ベルト。
【請求項3】
前記端部保護層は、アクリル樹脂を含むことを特徴とする請求項1または2に記載の中間転写ベルト。
【請求項4】
前記端部保護層は、厚みが5.0μm以上200.0μm以下であることを特徴とする請求項1乃至3のいずれかに記載の中間転写ベルト。
【請求項5】
前記弾性体は、アクリルゴムを含むことを特徴とする請求項1乃至4のいずれかに記載の中間転写ベルト。
【請求項6】
潜像が形成されると共に該潜像がトナーにより現像されたトナー像を担持可能な像担持体と、
該像担持体上に形成された潜像をトナーで現像してトナー像を形成する現像手段と、
該現像手段により現像されたトナー像が一次転写される中間転写ベルトと、
該中間転写ベルト上に担持されたトナー像を記録媒体に二次転写する転写手段と、を備え、
前記中間転写ベルトが請求項1乃至5のいずれかに記載の中間転写ベルトであることを特徴とする画像形成装置。
【請求項7】
フルカラー画像形成が可能であって、
前記像担持体および前記現像手段を各色ごとに備え、
前記像担持体は、前記中間転写ベルトに沿って配置されていることを特徴とする請求項6に記載の画像形成装置。
【請求項8】
請求項1乃至5のいずれかに記載の中間転写ベルトを製造する製造方法であって、
前記基層を形成する工程と、
前記弾性層を形成する工程と、
前記球形樹脂粒子を前記弾性層上に均一に乾燥塗布する工程と、
前記球形樹脂粒子を配列及び埋設させることにより当該球形樹脂粒子を均一にならして形成する工程と、
前記端部保護層を形成する工程と、を有することを特徴とする中間転写ベルトの製造方法。
【図3】

【図4】
【図6】
【図7】
【図1】
【図2】

【図5】
【図4】
【図6】
【図7】
【図1】
【図2】
【図5】
【公開番号】特開2013−92667(P2013−92667A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−234951(P2011−234951)
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月26日(2011.10.26)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
[ Back to top ]