
中高性能フィルタ
【課題】 従来のガラス繊維や合成繊維または天然繊維などで構成された不織布あるいは織布をフィルタ基材とし、その上に剥離しないように繊維径が0.5μm以下の超極細繊維の薄い層を被覆したフィルタろ材を用い、超極細繊維層を損傷することなく高性能で品質上安定した経済的な中高性能フィルタが強く望まれていた。
【解決手段】 本発明の解決手段は繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布と繊維径が0.01〜0.5μmの超極細繊維の薄い層とからフィルタろ材、あるいはこのフィルタろ材の超極細繊維の薄い層の表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を乾燥固着して一体化したフィルタろ材を提供しょうとしたものである。
【解決手段】 本発明の解決手段は繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布と繊維径が0.01〜0.5μmの超極細繊維の薄い層とからフィルタろ材、あるいはこのフィルタろ材の超極細繊維の薄い層の表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を乾燥固着して一体化したフィルタろ材を提供しょうとしたものである。
【発明の詳細な説明】
【技術分野】
【0001】
従来のガラス繊維や合繊繊維または天然繊維などで構成された不織布をフィルタ基材とし、その上に繊維径が0.01〜0.5μmの超極細繊維の薄い層を重ね乾燥固着して一体にしたフィルタろ材あるいは前記フィルタろ材の超極細繊維の薄い層の表面に繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布などを一体にしたフィルタろ材をジグザグ状に折り畳んだ中高性能フィルタに関するものである。
【背景技術】
【0002】
半導体分野、バイオケミカル分野などのクリーンルームや一般空調などに使用される一般的なエアフィルタは捕集効率を高め、目詰まりの減少あるいは長寿命化を図るため、低効率ろ材と高効率ろ材を密接して重ね、2枚のろ材シートを重ね合わせて気流方向の上流側に低効率ろ材を、下流側に高効率ろ材となるようにセパレータを挟んでジグザグ状に折り畳み、空気漏れが生じないようにその全周を接着材で四方形枠に気密に取り付けたエアフィルタが考えられている。
【0003】
また、1枚のろ材に接着材をろ材の上流側より下流側に向けて粗から密に含浸し低効率ろ材から高効率ろ材に形成する方法が考えられている。
【0004】
しかしながら、前者は2枚のろ材を重ね合わせてジグザグ状に折り畳んでひだ折り加工するため、ろ材全体の厚みが必要以上に大きくなってしまいエアフィルタの処理風量を比較した場合、通常のエアフィルタのサイズに比べて大きくならざるを得なかった。
【0005】
また、後者は上流側より下流側に向けての接着剤の含浸が安定せず品質的に不安定であった。
【0006】
そこで、近年超極細繊維の製造方法が開発され、超極細繊維の集合体からなるシートは、従来の繊維からなるシートに比べて比表面積が高く、均一で小さい空孔径を有していることが見つけられたことから、超極細繊維を利用したエアフィルタろ材が開発されるようになってきた。
【0007】
【発明の概要】
【発明が解決しょうとする課題】
【0008】
そこで本発明はこれらの課題を解決しょうとしたもので、本発明の第1の目的は超極細繊維を損傷せずに超極細繊維の薄い層の特徴を生かした中高性能フィルタを提供しょうとしたものである。
【0009】
本発明の第2の目的はコンパクトなエアフィルタのサイズで処理風量が大きく、圧力損失の低い中高性能フィルタを提供しょうとしたものである。
【0010】
本発明の第3の目的は高効率でありながら、寿命の長い中高性能フィルタを提供しょうとしたものである。
【0011】
本発明の第4の目的は中高性能フィルタを安価に提供しょうとしたものである。
【課題を解決するための手段】
【0012】
本発明の第1の解決手段は、繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布と繊維径が0.01〜0.5μmの超極細繊維の薄い層とからフィルタろ材を構成したことを特徴としたものである。
【0013】
本発明の第2の解決手段は、前記不織布あるいは織り布と超極細繊維の薄い層との間にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて乾燥固着して一体化したフィルタろ材を構成したことを特徴としたものである。
【0014】
本発明の第3の解決手段は、前記フィルタろ材の超極細繊維の薄い層の表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を乾燥固着して一体にしたフィルタろ材を構成したことを特徴としたものである。
【0015】
本発明の第5の解決手段は、フィルタろ材をジグザグ状に折り畳んでひだ折り加工し、ひだ折り加工したフィルタろ材間にビード状接着剤またはセパレータを挟み込んで外枠内に接着材で気密に取り付けて中高性能フィルタとしたことを特徴としたものである。
【0016】
ここで、中高性能フィルタとは中性能から高性能、HEPA、ULPAフィルタまでの範囲を含めるものである。
【0017】
不織布あるいは織り布からなるフィルタ基材の材質はポリエステル繊維、ポリアミド繊維、ポリエチレン繊維、レーヨン、塩化ビニリデン繊維などの有機繊維やガラス繊維が使用可能である。これらを単独で用いてもよいし2種類以上を併用しても良い。
【0018】
これらのフィルタ基材の形成方法としては湿式抄紙法を用いる方法や乾式法、スパンボンド法、メルトブロー法などが用いられる。
【0019】
接着媒体はバインダ、溶融繊維あるいは接着パウダーが使用される。そしてバインダは有機系バインダ、無機系バインダ又は混合して加えて得られる混合バインダが使用される。なお、好ましくはアクリル樹脂が使用される。溶融繊維は芯鞘構造の繊維が使用される。さらに接着パウダーとしては軟化点の低い樹脂の粉末が使用される。
【0020】
超極細繊維とは単繊維直径が0.01〜0.5μmの範囲内にあるものであるものを指し、その形態は繊維状の形態であればよく、長さや断面形状にはこだわらないものである。そして超極細繊維を構成する材料は特に限定されるものではないが、例えばポリエステルやポリアミド、ポリオレフイン、ポリフェニレンスルフイド(PPS)などが挙げられる。ポリエステルとしてはポリエチレンテレフタレート(PET)、ポリトリメチレンテレンテレフタレート(PTT)、ポリブチレンテレフタレート(PBT)、ポリ乳酸(PLA)などが挙げられる。また、ポリアミドとしてはナイロン6(N6)、ナイロン66(N66)、ナイロン11(N11)などが挙げられる。ポリオレフインとしてはポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)などが挙げられる。上記材料以外にもフェノール樹脂やポリアクリロニトリル(PAN)、ポリビニルアルコール(PVA)、ポリエーテルサルフォン(PES)、ポリスルホン、フッ素系高分子やそれらの誘導体を用いることももちろん可能である。
【0021】
本発明に使用される超極細繊維層は上述のような超極細繊維から構成されているが、超極細繊維は束状になく超極細繊維が分散した状態にあるのが好ましい。これは超極細繊維が束状に集合した状態にあると平均繊維径が小さいにもかかわらず太い繊維と大差がなく濾過性能が劣る傾向があるためである。
【0022】
そして超極細繊維層は電界紡糸法により製造されたものである。このように電界紡糸法により製造された超極細繊維層は十分な強度を有するため各種フィルタの加工性にすぐれている。この電界紡糸法とは従来公知の方法でありノズルなどから供給した紡糸溶液に対して電界を作用させることにより延伸して繊維化する方法である。
【0023】
次いで前記繊維化した超極細繊維をフィルタ基材上に積層させて超極細繊維層を形成できる。このフィルタ基材は超極細繊維を捕集できるものであれば良く特に限定されるものではない。
【0024】
次に中高性能フィルタの製造方法は下記の要領にて行われる。
【0025】
まず、フィルタ基材供給部から巻き出されたフィルタ基材に折り筋が形成される。さらに加熱加工装置にて折り筋がより硬化された後、フィルタ基材の表面にスプレーによりバインダが塗布され、その上に繊維径が0.01〜0.5μmの超極細繊維の薄い層を重ね乾燥固着して一体化されフィルタろ材が形成される。
【0026】
そして中高性能フィルタの製作はフィルタろ材をジグザグ状に折り畳んでひだ折り加工し、ひだ折り加工したろ材間にセパレータまたはビード状接着剤を挟み込んで外枠内に接着材で気密に取り付けて製作される。
【0027】
さらに中高性能フィルタをフィルタパックとして使用される場合は前記フィルタろ材の超極細繊維の薄い層の表面にバインダを塗布し、不織布を乾燥固着して一体に配置するのが好ましい。しかしこれに限定される事なくどのような態様で使用しても良い。
【0028】
そしてフィルタパックとして使用される場合は内側にシール材を取り付けたセル型のフィルタ枠に気密性をもたされた状態で取り付けられ中高性能フィルタとして使用される。
【0029】
そしてその作用は次の通りである。すなわち空調装置の吸気運転により吸入される大気中の粉塵はフィルタ基材および超極細繊維層で捕集され清浄空気として通過する。この際形状保持機能および強度向上を目的とした塵埃保持容量の大きなフィルタ基材と超極細繊維よりなる緻密な高密度捕捉機能を備えた超極細繊維層とを積層しているので、低い圧力損失でありながら高効率の機能を有している。
【発明の効果】
【0030】
本発明に基づいて作られた中高性能フィルタをフィルタパックとして用いた時に得られる効果は次のようになる。
【0031】
(1)超極細繊維は電界紡糸法によりフィルタ基材表面に積層されるが、フィルタ基材との接着が不足する場合は接着剤として軟化点の低い樹脂の粉末を超極細繊維の積層に先立って散布したり樹脂の短繊維もしくは芯鞘構造の繊維を基材に混紡しておくことにより超極細繊維の被覆後に過熱・加工工程を通すことで超極細繊維とフィルタ基材とを強固に接着できる。
(2)フィルタ基材の最表面に超極細繊維層を配置してもロールで加圧・駆動したり、折り畳機のプレートで超極細繊維層を擦ったりする工程においても超極細繊維層を損傷し、圧力損失や捕集効率などのフィルタ性能を低下させてしまうといったことがない。
(3)製品化までの工程が全自動化ラインでありながら、応力の偏りによるたるみ、ちぎれなど生じることなく均一な形状の折り畳みフィルタを提供可能とした。
(4)折り畳みフィルタの構成部品点数を最小に抑え製品化までの人的工程が殆どないため、極めて安価な折り畳みフィルタを提供可能とした。
(5)本発明の製造方法はフィルタ基材と超極細繊維層とを合体して折り畳みフィルタを製造すると共に同時にフィルタパックあるいは袋状フィルタ、バグフィルタを成形することが出来、手間をかけずに安価にフィルタを製造することが出来る。
(6)特に折り畳みフィルタを高性能フィルタあるいは準超高性能フィルタなどのフィルタパックあるいは袋状フィルタに加工して使用した場合は低圧力損失でありながら高い捕集効率を可能にしたものである。
(7)特に折り畳みフィルタをバグフィルタとして使用した場合はバグフィルタに付着した堆積ダストの払い落としを良好にしたものである。
【図面の簡単な説明】
【0032】
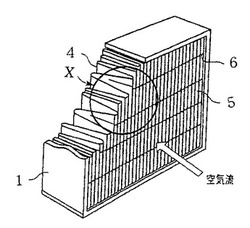
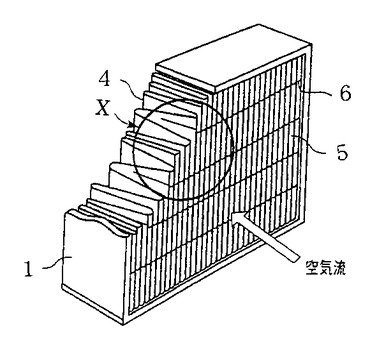
【図1】不織布あるいは織り布の表面に超極細繊維の薄い層を一体化したフィルタろ材をジグザグ状に折り畳んでひだ折り加工したフィルタろ材間にビード状接着剤を挟み込んで外枠内に取り付けた中高性能フィルタの斜視図で、1部破断したものを示す。
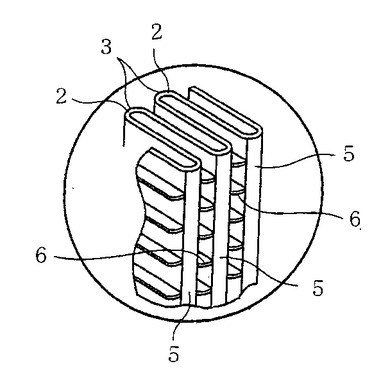
【図2】図1に表すX部の拡大図を示す。
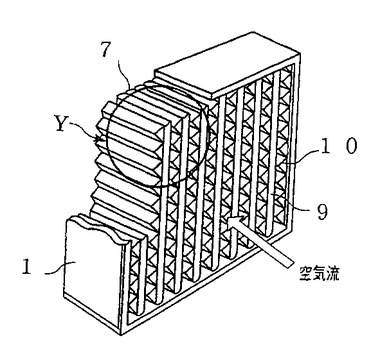
【図3】不織布あるいは織り布の表面に超極細繊維の薄い層を一体化した前記フィルタろ材の超極細繊維の薄い層の表面に繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を乾燥固着して一体化したフィルタろ材をジグザグ状に折り畳んでひだ折り加工したフィルタろ材間にセパレータを挟み込んで外枠内に取り付け中高性能フィルタの斜視図で、1部破断したものを示す。
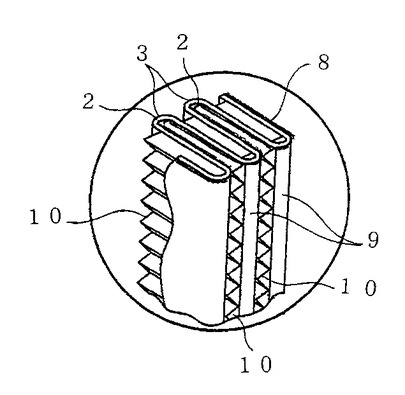
【図4】図3に表すY部の拡大図を示す
【発明を実施するための形態】
【0033】
以下、本発明の実施形態に係る中高性能フィルタを添付図面に基づいて説明する。
【実施例1】
【0034】
第1の実施形態は不織布あるいは織り布のフィルタ基材表面に超極細繊維の薄い層を重ね一体にしたフィルタろ材をジグザグ状に折り畳んで構成した中高性能フィルタについて説明する。
【0035】
図中、1は中高性能フィルタの外枠で、前後面開放の箱形状をしていて、この外枠1内には繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布のフィルタ基材2表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、その上に繊維径が0.01〜0.5μmの超極細繊維の薄い層3を重ね乾燥固着して一体化したフィルタろ材4が図示するように全体的にコンパクトでありながら、ろ過面積を大きくすべくジグザグ状に折り曲げて装着されている。すなわち、図2に拡大して示されるように、そのジグザグ状に折り曲げられたフィルタろ材4の折り曲げ部5、5・・・相互間にはその折り曲げ線と直行する方向に糸状または紐状の接着樹脂6、6・・・が配置されている。
【実施例2】
【0036】
第2の実施形態は前記実施形態の超極細繊維の薄い層の表面に繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を一体にしたフィルタろ材について説明する。
【0037】
第1の実施形態とほぼ同一であることから詳細説明については省略するが、7は繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布のフィルタ基材2表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付け乾燥固着して一体にした超極細繊維の薄い層3の上に繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布8を一体化したフィルタろ材である。
また、外枠1内にはフィルタろ材7がジグザグ状に折り曲げて装着され、フィルタろ材7の折り曲げ部9、9・・・相互間には波形板状のセパレータ10、10・・・が配置されている。
【0038】
なお、本発明は前記実施形態そのままに限定されるものでなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化でき、また前記実施形態に開示されている複数の構成要素の適宜な組み合わせにより種々の変更が可能である。
【産業上の利用可能性】
【0039】
空調用フィルタを扱っている業界においては、低い圧力損失で且つ高い捕集効率および長寿命の性能を持ったフィルタを従来から追い求めている。しかしこれらの性能は相反する性能を持ったものであることなどからなかなか理想とするものが生まれてこなかった。そこで近年繊維業界の技術開発により、超極細繊維などが開発されてきたのをきっかけにフィルタ業界でも理想の性能をもった空調用フィルタの開発が注目されている。そこで本発明はこれらの問題を解決し、超極細繊維効果を遺憾無く発揮し低圧損で高効率・長寿命の性能を持ったフィルタろ材を提供しょうとしたもので本発明は産業上極めて利用価値の高いものである。
【符号の説明】
【0040】
1・・・中高性能フィルタの外枠 2・・・フィルタ基材
3・・・超極細繊維の薄い層 4・・・フィルタろ材
5・・・折り曲げ部 6・・・紐状の接着樹脂
7・・・フィルタろ材 8・・・不織布あるいは織り布
9・・・折り曲げ部 10・・・波形板状のセパレータ
【技術分野】
【0001】
従来のガラス繊維や合繊繊維または天然繊維などで構成された不織布をフィルタ基材とし、その上に繊維径が0.01〜0.5μmの超極細繊維の薄い層を重ね乾燥固着して一体にしたフィルタろ材あるいは前記フィルタろ材の超極細繊維の薄い層の表面に繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布などを一体にしたフィルタろ材をジグザグ状に折り畳んだ中高性能フィルタに関するものである。
【背景技術】
【0002】
半導体分野、バイオケミカル分野などのクリーンルームや一般空調などに使用される一般的なエアフィルタは捕集効率を高め、目詰まりの減少あるいは長寿命化を図るため、低効率ろ材と高効率ろ材を密接して重ね、2枚のろ材シートを重ね合わせて気流方向の上流側に低効率ろ材を、下流側に高効率ろ材となるようにセパレータを挟んでジグザグ状に折り畳み、空気漏れが生じないようにその全周を接着材で四方形枠に気密に取り付けたエアフィルタが考えられている。
【0003】
また、1枚のろ材に接着材をろ材の上流側より下流側に向けて粗から密に含浸し低効率ろ材から高効率ろ材に形成する方法が考えられている。
【0004】
しかしながら、前者は2枚のろ材を重ね合わせてジグザグ状に折り畳んでひだ折り加工するため、ろ材全体の厚みが必要以上に大きくなってしまいエアフィルタの処理風量を比較した場合、通常のエアフィルタのサイズに比べて大きくならざるを得なかった。
【0005】
また、後者は上流側より下流側に向けての接着剤の含浸が安定せず品質的に不安定であった。
【0006】
そこで、近年超極細繊維の製造方法が開発され、超極細繊維の集合体からなるシートは、従来の繊維からなるシートに比べて比表面積が高く、均一で小さい空孔径を有していることが見つけられたことから、超極細繊維を利用したエアフィルタろ材が開発されるようになってきた。
【0007】
【発明の概要】
【発明が解決しょうとする課題】
【0008】
そこで本発明はこれらの課題を解決しょうとしたもので、本発明の第1の目的は超極細繊維を損傷せずに超極細繊維の薄い層の特徴を生かした中高性能フィルタを提供しょうとしたものである。
【0009】
本発明の第2の目的はコンパクトなエアフィルタのサイズで処理風量が大きく、圧力損失の低い中高性能フィルタを提供しょうとしたものである。
【0010】
本発明の第3の目的は高効率でありながら、寿命の長い中高性能フィルタを提供しょうとしたものである。
【0011】
本発明の第4の目的は中高性能フィルタを安価に提供しょうとしたものである。
【課題を解決するための手段】
【0012】
本発明の第1の解決手段は、繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布と繊維径が0.01〜0.5μmの超極細繊維の薄い層とからフィルタろ材を構成したことを特徴としたものである。
【0013】
本発明の第2の解決手段は、前記不織布あるいは織り布と超極細繊維の薄い層との間にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて乾燥固着して一体化したフィルタろ材を構成したことを特徴としたものである。
【0014】
本発明の第3の解決手段は、前記フィルタろ材の超極細繊維の薄い層の表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を乾燥固着して一体にしたフィルタろ材を構成したことを特徴としたものである。
【0015】
本発明の第5の解決手段は、フィルタろ材をジグザグ状に折り畳んでひだ折り加工し、ひだ折り加工したフィルタろ材間にビード状接着剤またはセパレータを挟み込んで外枠内に接着材で気密に取り付けて中高性能フィルタとしたことを特徴としたものである。
【0016】
ここで、中高性能フィルタとは中性能から高性能、HEPA、ULPAフィルタまでの範囲を含めるものである。
【0017】
不織布あるいは織り布からなるフィルタ基材の材質はポリエステル繊維、ポリアミド繊維、ポリエチレン繊維、レーヨン、塩化ビニリデン繊維などの有機繊維やガラス繊維が使用可能である。これらを単独で用いてもよいし2種類以上を併用しても良い。
【0018】
これらのフィルタ基材の形成方法としては湿式抄紙法を用いる方法や乾式法、スパンボンド法、メルトブロー法などが用いられる。
【0019】
接着媒体はバインダ、溶融繊維あるいは接着パウダーが使用される。そしてバインダは有機系バインダ、無機系バインダ又は混合して加えて得られる混合バインダが使用される。なお、好ましくはアクリル樹脂が使用される。溶融繊維は芯鞘構造の繊維が使用される。さらに接着パウダーとしては軟化点の低い樹脂の粉末が使用される。
【0020】
超極細繊維とは単繊維直径が0.01〜0.5μmの範囲内にあるものであるものを指し、その形態は繊維状の形態であればよく、長さや断面形状にはこだわらないものである。そして超極細繊維を構成する材料は特に限定されるものではないが、例えばポリエステルやポリアミド、ポリオレフイン、ポリフェニレンスルフイド(PPS)などが挙げられる。ポリエステルとしてはポリエチレンテレフタレート(PET)、ポリトリメチレンテレンテレフタレート(PTT)、ポリブチレンテレフタレート(PBT)、ポリ乳酸(PLA)などが挙げられる。また、ポリアミドとしてはナイロン6(N6)、ナイロン66(N66)、ナイロン11(N11)などが挙げられる。ポリオレフインとしてはポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)などが挙げられる。上記材料以外にもフェノール樹脂やポリアクリロニトリル(PAN)、ポリビニルアルコール(PVA)、ポリエーテルサルフォン(PES)、ポリスルホン、フッ素系高分子やそれらの誘導体を用いることももちろん可能である。
【0021】
本発明に使用される超極細繊維層は上述のような超極細繊維から構成されているが、超極細繊維は束状になく超極細繊維が分散した状態にあるのが好ましい。これは超極細繊維が束状に集合した状態にあると平均繊維径が小さいにもかかわらず太い繊維と大差がなく濾過性能が劣る傾向があるためである。
【0022】
そして超極細繊維層は電界紡糸法により製造されたものである。このように電界紡糸法により製造された超極細繊維層は十分な強度を有するため各種フィルタの加工性にすぐれている。この電界紡糸法とは従来公知の方法でありノズルなどから供給した紡糸溶液に対して電界を作用させることにより延伸して繊維化する方法である。
【0023】
次いで前記繊維化した超極細繊維をフィルタ基材上に積層させて超極細繊維層を形成できる。このフィルタ基材は超極細繊維を捕集できるものであれば良く特に限定されるものではない。
【0024】
次に中高性能フィルタの製造方法は下記の要領にて行われる。
【0025】
まず、フィルタ基材供給部から巻き出されたフィルタ基材に折り筋が形成される。さらに加熱加工装置にて折り筋がより硬化された後、フィルタ基材の表面にスプレーによりバインダが塗布され、その上に繊維径が0.01〜0.5μmの超極細繊維の薄い層を重ね乾燥固着して一体化されフィルタろ材が形成される。
【0026】
そして中高性能フィルタの製作はフィルタろ材をジグザグ状に折り畳んでひだ折り加工し、ひだ折り加工したろ材間にセパレータまたはビード状接着剤を挟み込んで外枠内に接着材で気密に取り付けて製作される。
【0027】
さらに中高性能フィルタをフィルタパックとして使用される場合は前記フィルタろ材の超極細繊維の薄い層の表面にバインダを塗布し、不織布を乾燥固着して一体に配置するのが好ましい。しかしこれに限定される事なくどのような態様で使用しても良い。
【0028】
そしてフィルタパックとして使用される場合は内側にシール材を取り付けたセル型のフィルタ枠に気密性をもたされた状態で取り付けられ中高性能フィルタとして使用される。
【0029】
そしてその作用は次の通りである。すなわち空調装置の吸気運転により吸入される大気中の粉塵はフィルタ基材および超極細繊維層で捕集され清浄空気として通過する。この際形状保持機能および強度向上を目的とした塵埃保持容量の大きなフィルタ基材と超極細繊維よりなる緻密な高密度捕捉機能を備えた超極細繊維層とを積層しているので、低い圧力損失でありながら高効率の機能を有している。
【発明の効果】
【0030】
本発明に基づいて作られた中高性能フィルタをフィルタパックとして用いた時に得られる効果は次のようになる。
【0031】
(1)超極細繊維は電界紡糸法によりフィルタ基材表面に積層されるが、フィルタ基材との接着が不足する場合は接着剤として軟化点の低い樹脂の粉末を超極細繊維の積層に先立って散布したり樹脂の短繊維もしくは芯鞘構造の繊維を基材に混紡しておくことにより超極細繊維の被覆後に過熱・加工工程を通すことで超極細繊維とフィルタ基材とを強固に接着できる。
(2)フィルタ基材の最表面に超極細繊維層を配置してもロールで加圧・駆動したり、折り畳機のプレートで超極細繊維層を擦ったりする工程においても超極細繊維層を損傷し、圧力損失や捕集効率などのフィルタ性能を低下させてしまうといったことがない。
(3)製品化までの工程が全自動化ラインでありながら、応力の偏りによるたるみ、ちぎれなど生じることなく均一な形状の折り畳みフィルタを提供可能とした。
(4)折り畳みフィルタの構成部品点数を最小に抑え製品化までの人的工程が殆どないため、極めて安価な折り畳みフィルタを提供可能とした。
(5)本発明の製造方法はフィルタ基材と超極細繊維層とを合体して折り畳みフィルタを製造すると共に同時にフィルタパックあるいは袋状フィルタ、バグフィルタを成形することが出来、手間をかけずに安価にフィルタを製造することが出来る。
(6)特に折り畳みフィルタを高性能フィルタあるいは準超高性能フィルタなどのフィルタパックあるいは袋状フィルタに加工して使用した場合は低圧力損失でありながら高い捕集効率を可能にしたものである。
(7)特に折り畳みフィルタをバグフィルタとして使用した場合はバグフィルタに付着した堆積ダストの払い落としを良好にしたものである。
【図面の簡単な説明】
【0032】
【図1】不織布あるいは織り布の表面に超極細繊維の薄い層を一体化したフィルタろ材をジグザグ状に折り畳んでひだ折り加工したフィルタろ材間にビード状接着剤を挟み込んで外枠内に取り付けた中高性能フィルタの斜視図で、1部破断したものを示す。
【図2】図1に表すX部の拡大図を示す。
【図3】不織布あるいは織り布の表面に超極細繊維の薄い層を一体化した前記フィルタろ材の超極細繊維の薄い層の表面に繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を乾燥固着して一体化したフィルタろ材をジグザグ状に折り畳んでひだ折り加工したフィルタろ材間にセパレータを挟み込んで外枠内に取り付け中高性能フィルタの斜視図で、1部破断したものを示す。
【図4】図3に表すY部の拡大図を示す
【発明を実施するための形態】
【0033】
以下、本発明の実施形態に係る中高性能フィルタを添付図面に基づいて説明する。
【実施例1】
【0034】
第1の実施形態は不織布あるいは織り布のフィルタ基材表面に超極細繊維の薄い層を重ね一体にしたフィルタろ材をジグザグ状に折り畳んで構成した中高性能フィルタについて説明する。
【0035】
図中、1は中高性能フィルタの外枠で、前後面開放の箱形状をしていて、この外枠1内には繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布のフィルタ基材2表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、その上に繊維径が0.01〜0.5μmの超極細繊維の薄い層3を重ね乾燥固着して一体化したフィルタろ材4が図示するように全体的にコンパクトでありながら、ろ過面積を大きくすべくジグザグ状に折り曲げて装着されている。すなわち、図2に拡大して示されるように、そのジグザグ状に折り曲げられたフィルタろ材4の折り曲げ部5、5・・・相互間にはその折り曲げ線と直行する方向に糸状または紐状の接着樹脂6、6・・・が配置されている。
【実施例2】
【0036】
第2の実施形態は前記実施形態の超極細繊維の薄い層の表面に繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を一体にしたフィルタろ材について説明する。
【0037】
第1の実施形態とほぼ同一であることから詳細説明については省略するが、7は繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布のフィルタ基材2表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付け乾燥固着して一体にした超極細繊維の薄い層3の上に繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布8を一体化したフィルタろ材である。
また、外枠1内にはフィルタろ材7がジグザグ状に折り曲げて装着され、フィルタろ材7の折り曲げ部9、9・・・相互間には波形板状のセパレータ10、10・・・が配置されている。
【0038】
なお、本発明は前記実施形態そのままに限定されるものでなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化でき、また前記実施形態に開示されている複数の構成要素の適宜な組み合わせにより種々の変更が可能である。
【産業上の利用可能性】
【0039】
空調用フィルタを扱っている業界においては、低い圧力損失で且つ高い捕集効率および長寿命の性能を持ったフィルタを従来から追い求めている。しかしこれらの性能は相反する性能を持ったものであることなどからなかなか理想とするものが生まれてこなかった。そこで近年繊維業界の技術開発により、超極細繊維などが開発されてきたのをきっかけにフィルタ業界でも理想の性能をもった空調用フィルタの開発が注目されている。そこで本発明はこれらの問題を解決し、超極細繊維効果を遺憾無く発揮し低圧損で高効率・長寿命の性能を持ったフィルタろ材を提供しょうとしたもので本発明は産業上極めて利用価値の高いものである。
【符号の説明】
【0040】
1・・・中高性能フィルタの外枠 2・・・フィルタ基材
3・・・超極細繊維の薄い層 4・・・フィルタろ材
5・・・折り曲げ部 6・・・紐状の接着樹脂
7・・・フィルタろ材 8・・・不織布あるいは織り布
9・・・折り曲げ部 10・・・波形板状のセパレータ
【特許請求の範囲】
【請求項1】
繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布のフィルタ基材表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、その上に繊維径が0.01〜0.5μmの超極細繊維の薄い層を重ね乾燥固着して一体にしたフィルタろ材をジグザグ状に折り畳んで構成したことを特徴とした中高性能フィルタ。
【請求項2】
前記フィルタろ材の超極細繊維の薄い層の表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を乾燥固着して一体にしたフィルタろ材をジグザグ状に折り畳んで構成したことを特徴とした請求項1の中高性能フィルタ。
【請求項1】
繊維径が0.3〜50μm、厚みが0.1〜1.0mmのガラス繊維や合繊繊維または天然繊維などからなる不織布あるいは織り布のフィルタ基材表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、その上に繊維径が0.01〜0.5μmの超極細繊維の薄い層を重ね乾燥固着して一体にしたフィルタろ材をジグザグ状に折り畳んで構成したことを特徴とした中高性能フィルタ。
【請求項2】
前記フィルタろ材の超極細繊維の薄い層の表面にバインダ、溶融繊維あるいは接着パウダーの接着媒体を付けて、繊維径が1〜100μm、厚みが0.05〜1.5mmの不織布あるいは織り布を乾燥固着して一体にしたフィルタろ材をジグザグ状に折り畳んで構成したことを特徴とした請求項1の中高性能フィルタ。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−194389(P2011−194389A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−86503(P2010−86503)
【出願日】平成22年3月17日(2010.3.17)
【出願人】(390040888)日本エアー・フィルター株式会社 (45)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月17日(2010.3.17)
【出願人】(390040888)日本エアー・フィルター株式会社 (45)
【Fターム(参考)】
[ Back to top ]