
中高炭素鋼板及びその製造方法
【課題】微細セメンタイトを均一分散させることで高い加工性と焼入れ性とを付与した球状化焼鈍ずみ中高炭素鋼板、球状化焼鈍前の好適な中高炭素鋼板およびその製造方法を提供する。
【解決手段】C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなり、球状化焼鈍の施された中高炭素鋼板であって、平均粒径が0.6μm以下で最大粒径が4.0μm以下のセメンタイトが、中心間平均距離λが(1.2−0.3×C)μm以下で、中心間距離の標準偏差σが(0.6×λ)μm以下となるように分散していることを特徴とする中高炭素鋼板を採用する。
【解決手段】C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなり、球状化焼鈍の施された中高炭素鋼板であって、平均粒径が0.6μm以下で最大粒径が4.0μm以下のセメンタイトが、中心間平均距離λが(1.2−0.3×C)μm以下で、中心間距離の標準偏差σが(0.6×λ)μm以下となるように分散していることを特徴とする中高炭素鋼板を採用する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、球状化焼鈍を施した中高炭素鋼板および当該焼鈍を施す前の中高炭素鋼板、ならびに後者の中高炭素鋼板の製造方法に関するものである。
【背景技術】
【0002】
中高炭素鋼板におけるセメンタイトの球状化性と、球状化焼鈍された鋼板の加工性、焼入れ性は極めて重要な特性である。
【0003】
下記の非特許文献1〜3には、中高炭素鋼の球状化焼鈍前組織を微細なフェライト/パーライト組織あるいはベイナイト組織にすれば球状化焼鈍が促進されることが報告されている。球状化焼鈍前組織を微細なフェライト/パーライト組織にするための制御圧延技術は、非特許文献4に示されるように、主に球状化焼鈍後の冷間鍛造性の向上を目的として熱間棒鋼圧延で実用化されているが、熱間薄板連続圧延では実用化されていない。熱間薄板連続圧延に関しては、非特許文献5のように、仕上圧延後に冷却床での急速冷却によりベイナイト組織(ただし微細なものではない)を造り込み、球状化焼鈍後の加工性を向上させた報告がある。
【非特許文献1】松本千恵人,片桐幸男,篠田研一:鉄と鋼,67(1981)204.
【非特許文献2】須藤忠三,相原賢治,神原進:鉄と鋼,69(1983)357.
【非特許文献3】星野俊幸,田畑卓久,峰公雄:鉄と鋼,70(1984)210.
【非特許文献4】金築裕,勝亦正昭,澤田裕治:鉄と鋼,76(1990)73.
【非特許文献5】藤田毅:「高炭素鋼板の組織制御による加工性向上」博士論文、長岡技術科学大学(2006)
【特許文献1】特開昭59−229413号公報 請求項1
【特許文献2】特開2002−273501号公報 請求項9、表5
【発明の開示】
【発明が解決しようとする課題】
【0004】
非特許文献5は、上記のとおり、熱間薄板連続圧延においてベイナイト組織を造り込むことにより球状化焼鈍後の加工性を向上させることを報告したものである。しかし、当該文献の技術は、微細でないベイナイト組織をもとに球状化焼鈍を行うものであるため、セメンタイトの球状化が遅くなり、球状化焼鈍時間が延びるという欠点がある。そしてそのために、現実には、球状化焼鈍の施された後においても鋼板が十分な加工性や焼入れ性を発揮し得ないことがあった。
【0005】
また、特許文献1には、微細粒フェライト鋼の製造方法が開示されているが、この方法に示す、圧延終段での圧下率40%以上×2段で実施すると、1段あたりの歪が大きすぎるため、顕著な加工発熱が発生し、問題になる場合があった。
更に、特許文献2には、累積歪みが0.9以上となるように圧延する細粒鋼の製造方法が開示されているが、この特許文献2では、最小で3.5μmのフェライト粒径のものしか得られていない。
【0006】
本発明は、微細セメンタイトを均一分散させることで高い加工性と焼入れ性とを付与した球状化焼鈍ずみ中高炭素鋼板を提供し、併せて、球状化焼鈍前の好適な中高炭素鋼板およびその製造方法を提供するものである。
【課題を解決するための手段】
【0007】
(1) 本発明の中高炭素鋼板は、C=0.14〜0.85%を含んでいて球状化焼鈍の施された中高炭素鋼板であって、平均結晶粒径が0.6μm以下で最大粒径が4.0μm以下のセメンタイトが、中心間平均距離λが(1.2−0.3×C)μm以下で(左記のCは炭素含有比率をさす)、中心間距離の標準偏差σが(0.6×λ)μm以下となるように分散していることを特徴とするものである。
また、本発明の中高炭素鋼板の化学成分は、C:0.14〜0.85質量%、Si:0.01〜1.00質量%、Mn:0.10〜2.00質量%、P≦0.04質量%、S≦0.03質量%、Al:0.002〜0.08質量%を含み、残部が鉄及び不可避的不純物からなることが好ましい。
【0008】
中高炭素鋼板において上記のように微細なセメンタイトが均一に分散した鋼板は、加工の際、ボイド発生とボイド伸展が遅くなり加工性を向上させる効果があり(たとえば、中村正久・飯田雅氏:鉄と鋼,61(1975)349、井上毅・木下修司:塑性と加工,14(1973),291を参照)、優れた加工性、焼入れ性を発揮する。このたび発明者らは、セメンタイトの粒径およびその分散状態をとくに上記のように定めた中高炭素鋼板を開発し、そのような鋼板が商業的に生産可能であるうえ格別の加工性、焼き入れ性を発揮することを見出した。
【0009】
以下、本発明の鋼板の化学成分の限定理由について説明する。
Cは、鋼板の強度を高め、また、焼入後の強度を確保するために必要な元素であり、このためC量の下限を0.14%とした。一方、その含有量が高くなると加工性が低下するため、C量の上限を0.85質量%とした。C量のより好ましい下限は0.20%であり、C量のより好ましい上限は0.70%である。
Siは、鋼板の強度を高める元素であるが、その含有量が高いと加工性が低下することや、炭化物を黒鉛化し焼入性を阻害する傾向があり、また鋼板の表面品位欠陥の原因ともなりうるため、Si量の上限を1.00質量%とした。一方、低減に要するコストの観点から、Si量の下限を0.01%とした。Si量のより好ましい下限は0.10%であり、Si量のより好ましい上限は0.25%である。
【0010】
Mnは、鋼板の強度を高め、かつ、焼入性を高める元素である。また、鋼中に不純物として存在するSをMnSとして固定して、熱間脆性を防ぐ作用を有する。従って下限を0.10質量%とした。一方、その含有量が高いと加工性が低下するため、Mn量の上限を2.00質量%とした。Mn量のより好ましい下限は0.60%であり、Mn量のより好ましい上限は0.80%である。
Pは、鋼板の強度を高める元素であるが、含有すると加工性、衝撃性、溶接性を劣化させることがあり、P量の上限を0.04質量%とした。また、P量の好ましい下限は0.010%であり、P量のより好ましい上限は0.025%である。
Sは、熱間脆性の原因となると同時に、MnS、TiSとして鋼中介在物となり、鋼板の加工性を低下させる元素であるので、できるだけ低いことが望ましく、S量の上限を0.03質量%とした。S量の好ましい上限は0.010%であり、また、S量の下限は例えば0.001%となる。
【0011】
Alは、脱酸材として用いられる元素であり、また、鋼中のNをAlNとして固定する役割もあることから、Al量の下限を0.002質量%とした。一方、含有量が高くなると鋼板の表面品位欠陥の原因となりうるため、Al量の上限を0.08質量%とした。Al量のより好ましい下限は0.010%であり、Al量のより好ましい上限は0.035%である。
【0012】
(2) また、本発明の中高炭素鋼板は、(1)に記載の鋼に加え、Cr:0.05〜2.00質量%またはMo:0.05〜0.50質量%を1種以上含むこともある。
【0013】
Crは、鋼板の強度を高め、かつ、焼入性を高める元素である。このため、Cr量の下限を0.05質量%とした。一方、その含有量が高いと、加工性が低下するため、Cr量の上限を2.00質量%とした。Cr量のより好ましい下限は0.04%であり、Cr量のより好ましい上限は1.00%である。
MoもCr同様、製品の強度を高め、かつ、焼入性を高める元素である。このため、Mo量の下限を0.05質量%とした。一方、その含有量が高くなると加工性が低下するため、Mo量の上限を0.50質量%とした。Mo量のより好ましい上限は0.20%である。
【0014】
(3) 更に、本発明の中高炭素鋼板は、(1)及び(2)に記載の鋼の鋼に加え、Ti:0.005〜0.07質量%およびB:3〜60ppmを含むこともある。
【0015】
Bは焼入性を向上できる元素であり、このため、B量の下限を3ppmとした。一方、含有量が高くなると、熱処理後の靭性を低下させることから、B量の上限を60ppmとした。B量のより好ましい下限は1ppmであり、B量のより好ましい上限は20ppmである。
Bを含有した鋼では、このBを焼入性に有効に作用させるために、Tiを添加する。そのため、Tiの下限を0.005質量%とした。一方、Tiの含有量が高くなると加工性が低下するため、上限を0.07質量%とした。
【0016】
その他、O、N、Cu、Ni、Nb、V、Ca、Zr、Mg等の不可避的に混入する元素は、少ないほど、加工性、衝撃特性を良好にするため、少なくすることが望ましい。
【0017】
次に、球状化焼鈍前の中高炭素鋼板としては、フェライト粒径が3μm以下でパーライトのラメラ間隔が0.1μm以下であるフェライト/パーライト組織からなるか、または、ベイナイトのパケットサイズが3μm以下であるベイナイト組織からなるものがよい。そのような組織を有する鋼板なら、焼鈍温度(Ac1−150)℃〜Ac1℃、焼鈍時間2〜100hrといった条件で球状化焼鈍(たとえば690℃〜710℃で×20時間の焼鈍)を施すことにより、上述のように微細なセメンタイトが均一に分散した鋼板となる。
【0018】
球状化焼鈍前の上記中高炭素鋼板は、
i) C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなる鋼材(製鋼段階で製造した中間製品であるスラブなど)を、
ii) 表面温度1100℃以上から熱間薄板連続圧延し、
iii) 当該圧延の際、仕上圧延の最終3段(後段の3段にある圧延機)のそれぞれで、歪速度が60/s以上となり圧下率が30%/段以上となる圧延を行うとともに、それら各スタンドの直後で圧延材の温度降下が30℃/段以上となる水冷を行い、最終仕上圧延温度を800℃以下(Ar3+30)℃以上とする(Ar3はオーステナイトからフェライトへの変態温度を指す)ことにより、低温大圧下圧延を実施して歪を累積させ、
iv) 仕上圧延後の仕上温度から(仕上温度−50)℃の間の冷却速度を50℃/秒以上、巻取温度を400〜650℃とする、
といった方法で製造するのがよい。これにより、上記のように微細なフェライト/パーライト組織または微細なベイナイト組織からなる中高炭素鋼板が円滑に製造される。これを球状化焼鈍することにより、前記した微細なセメンタイトが均一に分散した中高炭素鋼板が得られる。なお、球状化焼鈍の前後にさらに冷延工程を含めるのもよい。
【発明の効果】
【0019】
本発明の球状化焼鈍ずみ中高炭素鋼板は、微細なセメンタイトが均一に分散しているため、比較的短時間で確実に球状化焼鈍が施され、また、加工・変形部におけるボイドの発生・伸展を抑制し、優れた加工性や疲労特性を発揮、打ち抜き加工時には優れた破面形状を得ることができる。
更に、微細に分散されたセメンタイトはオーステナイトに比較的容易に溶解し、焼入れ性を高め、特に短時間で実施せねばならない高周波焼き入れに適する。
また、本発明による球状化焼鈍前鋼板およびその製造方法によれば、上記のような好ましい球状化焼鈍ずみ中高炭素鋼板を容易に製造できる。
【発明を実施するための最良の形態】
【0020】
発明の実施の形態を紹介する。発明による鋼板の製造工程は次の通りである。括弧( )内の工程は任意であって含めても良いものであるが、以下に示す実施例では行っていない。
【0021】
加熱炉→粗圧延→仕上圧延→水冷帯→巻取→(冷延)→球状化焼鈍→(冷延・軟化焼鈍)
【0022】
成分の実績を表1に示す。鋼種AはJIS規定のS45C、鋼種BはJIS規定のSAE1070、鋼種CはJIS規定のS35C、鋼種DはJIS規定のS35Cの成分のうちSを低くしたもの、鋼種EはJIS規定のS22CB、鋼種FはJIS規定のSCM420にそれぞれ相当する成分を有する。各鋼種共、表1に示す以外に特殊元素の添加はなく、残部は鉄および不可避的不純物である。鋼種A〜Fをそれぞれ200mm厚スラブを粗圧延において7パスで40mm厚とした後、表2の条件1〜3で6パスの仕上圧延を行い3mm厚の熱間圧延薄鋼板とした。表2に条件1(比較例)、条件2(実施例(フェライト/パーライト))、条件3(実施例(ベイナイト))の製造履歴を示す。なお本成分の鋼種AのAr3温度は705℃、鋼種BのAr3温度は623℃、鋼種CのAr3温度は717℃、鋼種DのAr3温度は718℃、鋼種EのAr3温度は673℃である。
【0023】
【表1】

【0024】
【表2】
【0025】
ここで、熱間薄板連続圧延における仕上圧延のうち最終3段であるF4,F5,F6について、歪速度を60/s以上、かつ圧下率を30%以上とし、各スタンド直後で30℃以上の水冷をした理由を述べる。
薄板熱間圧延において微細なフェライト/パーライト、もしくは微細ベイナイト組織の組織を造り込むためには歪の累積が必要である。しかし仕上圧延前3段であるF1,F2,F3ではスタンド間の回復や再結晶により歪が開放され累積せず、仕上圧延最終3段であるF4,F5,F6でのみ歪が累積される事が確認されている(たとえば森本敬治、竹士伊知郎、倉橋隆郎、柳本潤:鉄と鋼88(2002),747.)。
【0026】
しかしながら、歪速度が遅い場合は、仕上圧延前3段と同様に仕上圧延最終3段のスタンド間でも歪が開放されるため、歪速度は60/s以上とした。従来の報告(特開昭59−229413号公報、矢田浩ら)で、歪速度が速い場合、顕著な加工熱が発生し細粒にならないため歪速度60/s以下と規定しているのと相違する。本製造方法では仕上圧延最終3段のそれぞれの直後に30℃以上の水冷を実施することで加工熱を吸収し歪を累積させる。圧下率は30%以上であるが、それ以下の圧下率では充分に歪が累積せず、熱延後の組織が細粒化しないからである。仕上温度をAr3+30℃〜800℃としたのも、800℃以上の温度では回復、再結晶により歪が累積せず、微細組織とならないためである。また仕上温度をAr3変態点+30℃以下にした場合、混粒組織になり加工性を損ねる。
【0027】
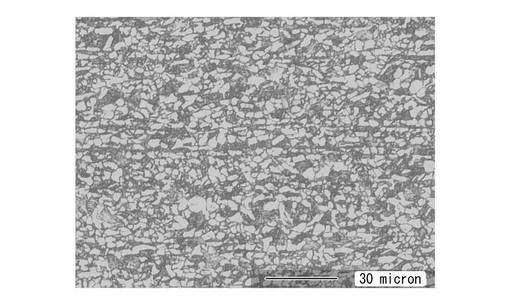
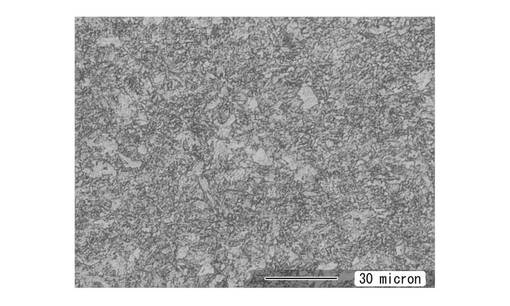
表3にJIS G0551 鋼-結晶粒度の顕微鏡試験方法とElectron Back Scattering Patternにより、鋼板の圧延方向断面の板厚方向1/4部の粒径等を測定した結果を示す。図1に比較例の、図2、図3に実施例の組織写真を示す。表3、図1〜図3は、仕上圧延完了後(球状化焼鈍前)の鋼板についてのものである。なお、ここで、フェライト粒径はナイタール腐食後、JIS G0551 鋼-結晶粒度の顕微鏡試験方法により測定した。ベイナイト粒径はElectron Back Scattering Patternにより大角粒界を識別し、TSL社製の組織解析ソフト”OEM ver4.0”で測定した。
【0028】
【表3】
【0029】
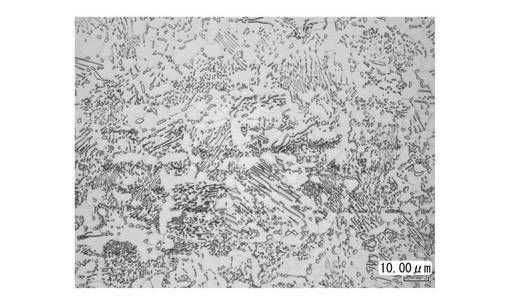
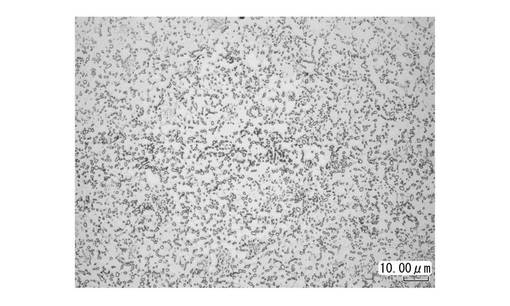
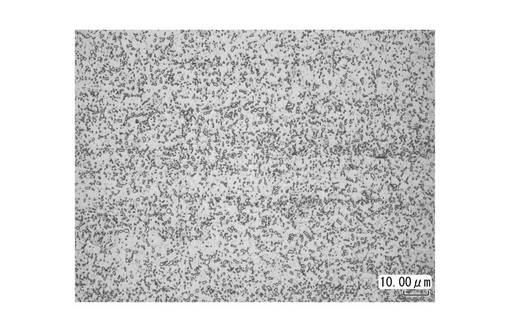
次に、各鋼種について球状化焼鈍を行った。図4に比較例、図5、図6に実施例の、それぞれ球状化焼鈍後の組織写真を示し、表5にセメンタイト粒径とセメンタイト中心間距離とセメンタイト中心間距離の標準偏差の測定結果を示す。球状化焼鈍条件は、鋼種A、C及びDについては比較例、実施例とも焼鈍温度690℃、焼鈍時間20時間とし、鋼種Bについては比較例、実施例とも焼鈍温度700℃、焼鈍時間20時間とし、鋼種E、Fについては比較例、実施例とも焼鈍温度710℃、焼鈍時間20時間とした。なおセメンタイト中心間距離は、Media Cybernetics社製の画像解析ソフト”Image Pro Plus ver.9.0”を用い、画像内のセメンタイトをボロノイ多角形に変換し、それぞれのボロノイ多角形を同一面積の円換算し、その直径を測定した。ボロノイ多角形は、隣接する2つの点の中間を通る線(ボロノイ境界線)を結んでできた多角形であり、「ディリクレ領域」、「ヴィグナー・ザイツセル」、「ティーセン図」とも呼ぶ。
【0030】
【表4】
【0031】
表5に球状化焼鈍条件と球状化焼鈍後の穴広げ率、レーザ焼入れ深さを示す。穴広げ試験は、ポンチ径d010mm、ダイス径12mmの打ち抜き工具を用いて打ち抜き後、穴広げ試験を実施した、穴広げ試験は50mmφの円筒平底ポンチにて押し上げる方法で行い、穴縁に板厚貫通クラックが発生した時点での穴径d1 (mm)を測定して、穴広げ率λ(%)を求めた。ただし、穴広げ率λ(%)は、
λ=100×(d1−d0)/d0
で求めたものである。またレーザ焼入れ性は、ダイレクト型半導体レーザを用い、出力600W、500mm/minの条件で焼入れした結果である。
表5に示すように、実施例の中高炭素鋼板では穴広げ性と焼入性とがともに大きく改善された。
【0032】
【表5】
【0033】
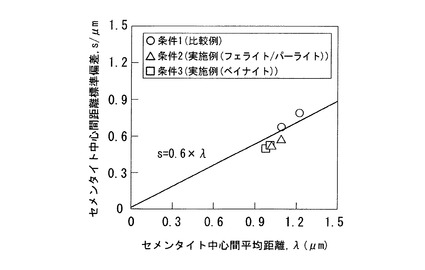
図7および図8に、鋼種Aの球状化焼鈍後の中高炭素鋼板について、炭素濃度とセメンタイト中心間平均距離との関係、およびセメンタイト中心間平均距離とセメンタイト中心間距離の標準偏差との関係をそれぞれ示す。実施例とした中高炭素鋼板は、比較例のものとは異なり、中心間平均距離λが(1.2−0.3×C)μm以下であり、中心間距離の標準偏差σが(0.6×λ)μm以下であることが把握される。
【図面の簡単な説明】
【0034】
【図1】図1は、条件1で仕上圧延した仕上圧延完了後(球状化焼鈍前)の鋼種Aの中高炭素鋼板(比較例)の顕微鏡組織写真である。
【図2】図2は、条件2で仕上圧延した仕上圧延完了後(球状化焼鈍前)の鋼種Aの中高炭素鋼板(実施例)の顕微鏡組織写真である。
【図3】図3は、条件3で仕上圧延した仕上圧延完了後(球状化焼鈍前)の鋼種Aの中高炭素鋼板(別の実施例)の顕微鏡組織写真である。
【図4】図4は、条件1で仕上圧延するとともに球状化焼鈍した鋼種Aの中高炭素鋼板(比較例)の顕微鏡組織写真である。
【図5】図5は、条件2で仕上圧延するとともに球状化焼鈍した鋼種Aの中高炭素鋼板(実施例)の顕微鏡組織写真である。
【図6】図6は、条件3で仕上圧延するとともに球状化焼鈍した鋼種Aの中高炭素鋼板(別の実施例)の顕微鏡組織写真である。
【図7】図7は、球状化焼鈍後の鋼種Aの中高炭素鋼板について、炭素濃度とセメンタイト中心間平均距離の関係を示すグラフである。
【図8】図8は、球状化焼鈍後の鋼種Aの中高炭素鋼板について、セメンタイト中心間平均距離とセメンタイト中心間距離の標準偏差との関係を示すグラフである。
【技術分野】
【0001】
本発明は、球状化焼鈍を施した中高炭素鋼板および当該焼鈍を施す前の中高炭素鋼板、ならびに後者の中高炭素鋼板の製造方法に関するものである。
【背景技術】
【0002】
中高炭素鋼板におけるセメンタイトの球状化性と、球状化焼鈍された鋼板の加工性、焼入れ性は極めて重要な特性である。
【0003】
下記の非特許文献1〜3には、中高炭素鋼の球状化焼鈍前組織を微細なフェライト/パーライト組織あるいはベイナイト組織にすれば球状化焼鈍が促進されることが報告されている。球状化焼鈍前組織を微細なフェライト/パーライト組織にするための制御圧延技術は、非特許文献4に示されるように、主に球状化焼鈍後の冷間鍛造性の向上を目的として熱間棒鋼圧延で実用化されているが、熱間薄板連続圧延では実用化されていない。熱間薄板連続圧延に関しては、非特許文献5のように、仕上圧延後に冷却床での急速冷却によりベイナイト組織(ただし微細なものではない)を造り込み、球状化焼鈍後の加工性を向上させた報告がある。
【非特許文献1】松本千恵人,片桐幸男,篠田研一:鉄と鋼,67(1981)204.
【非特許文献2】須藤忠三,相原賢治,神原進:鉄と鋼,69(1983)357.
【非特許文献3】星野俊幸,田畑卓久,峰公雄:鉄と鋼,70(1984)210.
【非特許文献4】金築裕,勝亦正昭,澤田裕治:鉄と鋼,76(1990)73.
【非特許文献5】藤田毅:「高炭素鋼板の組織制御による加工性向上」博士論文、長岡技術科学大学(2006)
【特許文献1】特開昭59−229413号公報 請求項1
【特許文献2】特開2002−273501号公報 請求項9、表5
【発明の開示】
【発明が解決しようとする課題】
【0004】
非特許文献5は、上記のとおり、熱間薄板連続圧延においてベイナイト組織を造り込むことにより球状化焼鈍後の加工性を向上させることを報告したものである。しかし、当該文献の技術は、微細でないベイナイト組織をもとに球状化焼鈍を行うものであるため、セメンタイトの球状化が遅くなり、球状化焼鈍時間が延びるという欠点がある。そしてそのために、現実には、球状化焼鈍の施された後においても鋼板が十分な加工性や焼入れ性を発揮し得ないことがあった。
【0005】
また、特許文献1には、微細粒フェライト鋼の製造方法が開示されているが、この方法に示す、圧延終段での圧下率40%以上×2段で実施すると、1段あたりの歪が大きすぎるため、顕著な加工発熱が発生し、問題になる場合があった。
更に、特許文献2には、累積歪みが0.9以上となるように圧延する細粒鋼の製造方法が開示されているが、この特許文献2では、最小で3.5μmのフェライト粒径のものしか得られていない。
【0006】
本発明は、微細セメンタイトを均一分散させることで高い加工性と焼入れ性とを付与した球状化焼鈍ずみ中高炭素鋼板を提供し、併せて、球状化焼鈍前の好適な中高炭素鋼板およびその製造方法を提供するものである。
【課題を解決するための手段】
【0007】
(1) 本発明の中高炭素鋼板は、C=0.14〜0.85%を含んでいて球状化焼鈍の施された中高炭素鋼板であって、平均結晶粒径が0.6μm以下で最大粒径が4.0μm以下のセメンタイトが、中心間平均距離λが(1.2−0.3×C)μm以下で(左記のCは炭素含有比率をさす)、中心間距離の標準偏差σが(0.6×λ)μm以下となるように分散していることを特徴とするものである。
また、本発明の中高炭素鋼板の化学成分は、C:0.14〜0.85質量%、Si:0.01〜1.00質量%、Mn:0.10〜2.00質量%、P≦0.04質量%、S≦0.03質量%、Al:0.002〜0.08質量%を含み、残部が鉄及び不可避的不純物からなることが好ましい。
【0008】
中高炭素鋼板において上記のように微細なセメンタイトが均一に分散した鋼板は、加工の際、ボイド発生とボイド伸展が遅くなり加工性を向上させる効果があり(たとえば、中村正久・飯田雅氏:鉄と鋼,61(1975)349、井上毅・木下修司:塑性と加工,14(1973),291を参照)、優れた加工性、焼入れ性を発揮する。このたび発明者らは、セメンタイトの粒径およびその分散状態をとくに上記のように定めた中高炭素鋼板を開発し、そのような鋼板が商業的に生産可能であるうえ格別の加工性、焼き入れ性を発揮することを見出した。
【0009】
以下、本発明の鋼板の化学成分の限定理由について説明する。
Cは、鋼板の強度を高め、また、焼入後の強度を確保するために必要な元素であり、このためC量の下限を0.14%とした。一方、その含有量が高くなると加工性が低下するため、C量の上限を0.85質量%とした。C量のより好ましい下限は0.20%であり、C量のより好ましい上限は0.70%である。
Siは、鋼板の強度を高める元素であるが、その含有量が高いと加工性が低下することや、炭化物を黒鉛化し焼入性を阻害する傾向があり、また鋼板の表面品位欠陥の原因ともなりうるため、Si量の上限を1.00質量%とした。一方、低減に要するコストの観点から、Si量の下限を0.01%とした。Si量のより好ましい下限は0.10%であり、Si量のより好ましい上限は0.25%である。
【0010】
Mnは、鋼板の強度を高め、かつ、焼入性を高める元素である。また、鋼中に不純物として存在するSをMnSとして固定して、熱間脆性を防ぐ作用を有する。従って下限を0.10質量%とした。一方、その含有量が高いと加工性が低下するため、Mn量の上限を2.00質量%とした。Mn量のより好ましい下限は0.60%であり、Mn量のより好ましい上限は0.80%である。
Pは、鋼板の強度を高める元素であるが、含有すると加工性、衝撃性、溶接性を劣化させることがあり、P量の上限を0.04質量%とした。また、P量の好ましい下限は0.010%であり、P量のより好ましい上限は0.025%である。
Sは、熱間脆性の原因となると同時に、MnS、TiSとして鋼中介在物となり、鋼板の加工性を低下させる元素であるので、できるだけ低いことが望ましく、S量の上限を0.03質量%とした。S量の好ましい上限は0.010%であり、また、S量の下限は例えば0.001%となる。
【0011】
Alは、脱酸材として用いられる元素であり、また、鋼中のNをAlNとして固定する役割もあることから、Al量の下限を0.002質量%とした。一方、含有量が高くなると鋼板の表面品位欠陥の原因となりうるため、Al量の上限を0.08質量%とした。Al量のより好ましい下限は0.010%であり、Al量のより好ましい上限は0.035%である。
【0012】
(2) また、本発明の中高炭素鋼板は、(1)に記載の鋼に加え、Cr:0.05〜2.00質量%またはMo:0.05〜0.50質量%を1種以上含むこともある。
【0013】
Crは、鋼板の強度を高め、かつ、焼入性を高める元素である。このため、Cr量の下限を0.05質量%とした。一方、その含有量が高いと、加工性が低下するため、Cr量の上限を2.00質量%とした。Cr量のより好ましい下限は0.04%であり、Cr量のより好ましい上限は1.00%である。
MoもCr同様、製品の強度を高め、かつ、焼入性を高める元素である。このため、Mo量の下限を0.05質量%とした。一方、その含有量が高くなると加工性が低下するため、Mo量の上限を0.50質量%とした。Mo量のより好ましい上限は0.20%である。
【0014】
(3) 更に、本発明の中高炭素鋼板は、(1)及び(2)に記載の鋼の鋼に加え、Ti:0.005〜0.07質量%およびB:3〜60ppmを含むこともある。
【0015】
Bは焼入性を向上できる元素であり、このため、B量の下限を3ppmとした。一方、含有量が高くなると、熱処理後の靭性を低下させることから、B量の上限を60ppmとした。B量のより好ましい下限は1ppmであり、B量のより好ましい上限は20ppmである。
Bを含有した鋼では、このBを焼入性に有効に作用させるために、Tiを添加する。そのため、Tiの下限を0.005質量%とした。一方、Tiの含有量が高くなると加工性が低下するため、上限を0.07質量%とした。
【0016】
その他、O、N、Cu、Ni、Nb、V、Ca、Zr、Mg等の不可避的に混入する元素は、少ないほど、加工性、衝撃特性を良好にするため、少なくすることが望ましい。
【0017】
次に、球状化焼鈍前の中高炭素鋼板としては、フェライト粒径が3μm以下でパーライトのラメラ間隔が0.1μm以下であるフェライト/パーライト組織からなるか、または、ベイナイトのパケットサイズが3μm以下であるベイナイト組織からなるものがよい。そのような組織を有する鋼板なら、焼鈍温度(Ac1−150)℃〜Ac1℃、焼鈍時間2〜100hrといった条件で球状化焼鈍(たとえば690℃〜710℃で×20時間の焼鈍)を施すことにより、上述のように微細なセメンタイトが均一に分散した鋼板となる。
【0018】
球状化焼鈍前の上記中高炭素鋼板は、
i) C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなる鋼材(製鋼段階で製造した中間製品であるスラブなど)を、
ii) 表面温度1100℃以上から熱間薄板連続圧延し、
iii) 当該圧延の際、仕上圧延の最終3段(後段の3段にある圧延機)のそれぞれで、歪速度が60/s以上となり圧下率が30%/段以上となる圧延を行うとともに、それら各スタンドの直後で圧延材の温度降下が30℃/段以上となる水冷を行い、最終仕上圧延温度を800℃以下(Ar3+30)℃以上とする(Ar3はオーステナイトからフェライトへの変態温度を指す)ことにより、低温大圧下圧延を実施して歪を累積させ、
iv) 仕上圧延後の仕上温度から(仕上温度−50)℃の間の冷却速度を50℃/秒以上、巻取温度を400〜650℃とする、
といった方法で製造するのがよい。これにより、上記のように微細なフェライト/パーライト組織または微細なベイナイト組織からなる中高炭素鋼板が円滑に製造される。これを球状化焼鈍することにより、前記した微細なセメンタイトが均一に分散した中高炭素鋼板が得られる。なお、球状化焼鈍の前後にさらに冷延工程を含めるのもよい。
【発明の効果】
【0019】
本発明の球状化焼鈍ずみ中高炭素鋼板は、微細なセメンタイトが均一に分散しているため、比較的短時間で確実に球状化焼鈍が施され、また、加工・変形部におけるボイドの発生・伸展を抑制し、優れた加工性や疲労特性を発揮、打ち抜き加工時には優れた破面形状を得ることができる。
更に、微細に分散されたセメンタイトはオーステナイトに比較的容易に溶解し、焼入れ性を高め、特に短時間で実施せねばならない高周波焼き入れに適する。
また、本発明による球状化焼鈍前鋼板およびその製造方法によれば、上記のような好ましい球状化焼鈍ずみ中高炭素鋼板を容易に製造できる。
【発明を実施するための最良の形態】
【0020】
発明の実施の形態を紹介する。発明による鋼板の製造工程は次の通りである。括弧( )内の工程は任意であって含めても良いものであるが、以下に示す実施例では行っていない。
【0021】
加熱炉→粗圧延→仕上圧延→水冷帯→巻取→(冷延)→球状化焼鈍→(冷延・軟化焼鈍)
【0022】
成分の実績を表1に示す。鋼種AはJIS規定のS45C、鋼種BはJIS規定のSAE1070、鋼種CはJIS規定のS35C、鋼種DはJIS規定のS35Cの成分のうちSを低くしたもの、鋼種EはJIS規定のS22CB、鋼種FはJIS規定のSCM420にそれぞれ相当する成分を有する。各鋼種共、表1に示す以外に特殊元素の添加はなく、残部は鉄および不可避的不純物である。鋼種A〜Fをそれぞれ200mm厚スラブを粗圧延において7パスで40mm厚とした後、表2の条件1〜3で6パスの仕上圧延を行い3mm厚の熱間圧延薄鋼板とした。表2に条件1(比較例)、条件2(実施例(フェライト/パーライト))、条件3(実施例(ベイナイト))の製造履歴を示す。なお本成分の鋼種AのAr3温度は705℃、鋼種BのAr3温度は623℃、鋼種CのAr3温度は717℃、鋼種DのAr3温度は718℃、鋼種EのAr3温度は673℃である。
【0023】
【表1】
【0024】
【表2】
【0025】
ここで、熱間薄板連続圧延における仕上圧延のうち最終3段であるF4,F5,F6について、歪速度を60/s以上、かつ圧下率を30%以上とし、各スタンド直後で30℃以上の水冷をした理由を述べる。
薄板熱間圧延において微細なフェライト/パーライト、もしくは微細ベイナイト組織の組織を造り込むためには歪の累積が必要である。しかし仕上圧延前3段であるF1,F2,F3ではスタンド間の回復や再結晶により歪が開放され累積せず、仕上圧延最終3段であるF4,F5,F6でのみ歪が累積される事が確認されている(たとえば森本敬治、竹士伊知郎、倉橋隆郎、柳本潤:鉄と鋼88(2002),747.)。
【0026】
しかしながら、歪速度が遅い場合は、仕上圧延前3段と同様に仕上圧延最終3段のスタンド間でも歪が開放されるため、歪速度は60/s以上とした。従来の報告(特開昭59−229413号公報、矢田浩ら)で、歪速度が速い場合、顕著な加工熱が発生し細粒にならないため歪速度60/s以下と規定しているのと相違する。本製造方法では仕上圧延最終3段のそれぞれの直後に30℃以上の水冷を実施することで加工熱を吸収し歪を累積させる。圧下率は30%以上であるが、それ以下の圧下率では充分に歪が累積せず、熱延後の組織が細粒化しないからである。仕上温度をAr3+30℃〜800℃としたのも、800℃以上の温度では回復、再結晶により歪が累積せず、微細組織とならないためである。また仕上温度をAr3変態点+30℃以下にした場合、混粒組織になり加工性を損ねる。
【0027】
表3にJIS G0551 鋼-結晶粒度の顕微鏡試験方法とElectron Back Scattering Patternにより、鋼板の圧延方向断面の板厚方向1/4部の粒径等を測定した結果を示す。図1に比較例の、図2、図3に実施例の組織写真を示す。表3、図1〜図3は、仕上圧延完了後(球状化焼鈍前)の鋼板についてのものである。なお、ここで、フェライト粒径はナイタール腐食後、JIS G0551 鋼-結晶粒度の顕微鏡試験方法により測定した。ベイナイト粒径はElectron Back Scattering Patternにより大角粒界を識別し、TSL社製の組織解析ソフト”OEM ver4.0”で測定した。
【0028】
【表3】
【0029】
次に、各鋼種について球状化焼鈍を行った。図4に比較例、図5、図6に実施例の、それぞれ球状化焼鈍後の組織写真を示し、表5にセメンタイト粒径とセメンタイト中心間距離とセメンタイト中心間距離の標準偏差の測定結果を示す。球状化焼鈍条件は、鋼種A、C及びDについては比較例、実施例とも焼鈍温度690℃、焼鈍時間20時間とし、鋼種Bについては比較例、実施例とも焼鈍温度700℃、焼鈍時間20時間とし、鋼種E、Fについては比較例、実施例とも焼鈍温度710℃、焼鈍時間20時間とした。なおセメンタイト中心間距離は、Media Cybernetics社製の画像解析ソフト”Image Pro Plus ver.9.0”を用い、画像内のセメンタイトをボロノイ多角形に変換し、それぞれのボロノイ多角形を同一面積の円換算し、その直径を測定した。ボロノイ多角形は、隣接する2つの点の中間を通る線(ボロノイ境界線)を結んでできた多角形であり、「ディリクレ領域」、「ヴィグナー・ザイツセル」、「ティーセン図」とも呼ぶ。
【0030】
【表4】
【0031】
表5に球状化焼鈍条件と球状化焼鈍後の穴広げ率、レーザ焼入れ深さを示す。穴広げ試験は、ポンチ径d010mm、ダイス径12mmの打ち抜き工具を用いて打ち抜き後、穴広げ試験を実施した、穴広げ試験は50mmφの円筒平底ポンチにて押し上げる方法で行い、穴縁に板厚貫通クラックが発生した時点での穴径d1 (mm)を測定して、穴広げ率λ(%)を求めた。ただし、穴広げ率λ(%)は、
λ=100×(d1−d0)/d0
で求めたものである。またレーザ焼入れ性は、ダイレクト型半導体レーザを用い、出力600W、500mm/minの条件で焼入れした結果である。
表5に示すように、実施例の中高炭素鋼板では穴広げ性と焼入性とがともに大きく改善された。
【0032】
【表5】
【0033】
図7および図8に、鋼種Aの球状化焼鈍後の中高炭素鋼板について、炭素濃度とセメンタイト中心間平均距離との関係、およびセメンタイト中心間平均距離とセメンタイト中心間距離の標準偏差との関係をそれぞれ示す。実施例とした中高炭素鋼板は、比較例のものとは異なり、中心間平均距離λが(1.2−0.3×C)μm以下であり、中心間距離の標準偏差σが(0.6×λ)μm以下であることが把握される。
【図面の簡単な説明】
【0034】
【図1】図1は、条件1で仕上圧延した仕上圧延完了後(球状化焼鈍前)の鋼種Aの中高炭素鋼板(比較例)の顕微鏡組織写真である。
【図2】図2は、条件2で仕上圧延した仕上圧延完了後(球状化焼鈍前)の鋼種Aの中高炭素鋼板(実施例)の顕微鏡組織写真である。
【図3】図3は、条件3で仕上圧延した仕上圧延完了後(球状化焼鈍前)の鋼種Aの中高炭素鋼板(別の実施例)の顕微鏡組織写真である。
【図4】図4は、条件1で仕上圧延するとともに球状化焼鈍した鋼種Aの中高炭素鋼板(比較例)の顕微鏡組織写真である。
【図5】図5は、条件2で仕上圧延するとともに球状化焼鈍した鋼種Aの中高炭素鋼板(実施例)の顕微鏡組織写真である。
【図6】図6は、条件3で仕上圧延するとともに球状化焼鈍した鋼種Aの中高炭素鋼板(別の実施例)の顕微鏡組織写真である。
【図7】図7は、球状化焼鈍後の鋼種Aの中高炭素鋼板について、炭素濃度とセメンタイト中心間平均距離の関係を示すグラフである。
【図8】図8は、球状化焼鈍後の鋼種Aの中高炭素鋼板について、セメンタイト中心間平均距離とセメンタイト中心間距離の標準偏差との関係を示すグラフである。
【特許請求の範囲】
【請求項1】
C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなり、球状化焼鈍の施された中高炭素鋼板であって、平均粒径が0.6μm以下で最大粒径が4.0μm以下のセメンタイトが、中心間平均距離λが(1.2−0.3×C)μm以下で、中心間距離の標準偏差σが(0.6×λ)μm以下となるように分散していることを特徴とする中高炭素鋼板。
【請求項2】
更に、Cr=0.05〜2.00%またはMo=0.05〜0.50%の1種または2種を含む請求項1に記載の中高炭素鋼板。
【請求項3】
更に、Ti=0.005〜0.07%およびB=3〜60ppmを含む請求項1または請求項2に記載の中高炭素鋼板。
【請求項4】
C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなり、フェライト粒径が3μm以下でパーライトのラメラ間隔が0.1μm以下であるフェライト/パーライト組織からなり、または、ベイナイトのパケットサイズが3μm以下であるベイナイト組織からなることを特徴とする球状化焼鈍用の未焼鈍の中高炭素鋼板。
【請求項5】
更に、Cr=0.05〜2.00%またはMo=0.05〜0.50%の1種または2種を含む請求項4に記載の球状化焼鈍用の未焼鈍の中高炭素鋼板。
【請求項6】
更に、Ti=0.005〜0.07%およびB=3〜60ppmを含む請求項4または請求項5に記載の球状化焼鈍用の未焼鈍の中高炭素鋼板。
【請求項7】
請求項4に記載した球状化焼鈍用の未焼鈍の中高炭素鋼板の製造方法であって、
C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなる鋼材を、表面温度1100℃以上から熱間薄板連続圧延し、
当該圧延の際、仕上圧延の最終3段のそれぞれで、歪速度が60/s以上となり圧下率が30%/段以上となる圧延を行うとともに、それら各スタンドの直後で圧延材の温度降下が30℃/段以上となる水冷を行い、最終仕上圧延温度を800℃以下(Ar3+30)℃以上とし、仕上圧延後の仕上温度から(仕上温度−50)℃の間の冷却速度を50℃/s以上、巻取温度を400〜650℃とする
ことを特徴とする球状化焼鈍用の未焼鈍の中高炭素鋼板の製造方法。
【請求項8】
更に、Cr=0.05〜2.00%またはMo=0.05〜0.50%の1種または2種を含む請求項7に記載の球状化焼鈍用の未焼鈍の中高炭素鋼板の製造方法。
【請求項9】
更に、Ti=0.005〜0.07%およびB=3〜60ppmを含む請求項7または請求項8に記載の球状化焼鈍用の未焼鈍の中高炭素鋼板の製造方法。
【請求項10】
請求項4乃至請求項6の未焼鈍の中高炭素鋼板を温度(Ac1−150)℃〜Ac1℃、時間2〜100hrにて球状化焼鈍する中高炭素鋼板の製造方法。
【請求項1】
C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなり、球状化焼鈍の施された中高炭素鋼板であって、平均粒径が0.6μm以下で最大粒径が4.0μm以下のセメンタイトが、中心間平均距離λが(1.2−0.3×C)μm以下で、中心間距離の標準偏差σが(0.6×λ)μm以下となるように分散していることを特徴とする中高炭素鋼板。
【請求項2】
更に、Cr=0.05〜2.00%またはMo=0.05〜0.50%の1種または2種を含む請求項1に記載の中高炭素鋼板。
【請求項3】
更に、Ti=0.005〜0.07%およびB=3〜60ppmを含む請求項1または請求項2に記載の中高炭素鋼板。
【請求項4】
C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなり、フェライト粒径が3μm以下でパーライトのラメラ間隔が0.1μm以下であるフェライト/パーライト組織からなり、または、ベイナイトのパケットサイズが3μm以下であるベイナイト組織からなることを特徴とする球状化焼鈍用の未焼鈍の中高炭素鋼板。
【請求項5】
更に、Cr=0.05〜2.00%またはMo=0.05〜0.50%の1種または2種を含む請求項4に記載の球状化焼鈍用の未焼鈍の中高炭素鋼板。
【請求項6】
更に、Ti=0.005〜0.07%およびB=3〜60ppmを含む請求項4または請求項5に記載の球状化焼鈍用の未焼鈍の中高炭素鋼板。
【請求項7】
請求項4に記載した球状化焼鈍用の未焼鈍の中高炭素鋼板の製造方法であって、
C=0.14〜0.85%、Si=0.01〜1.00%、Mn=0.10〜2.00%、P≦0.04%、S≦0.03%、Al=0.002〜0.08%を含み、残部は鉄および不可避的不純物にてなる鋼材を、表面温度1100℃以上から熱間薄板連続圧延し、
当該圧延の際、仕上圧延の最終3段のそれぞれで、歪速度が60/s以上となり圧下率が30%/段以上となる圧延を行うとともに、それら各スタンドの直後で圧延材の温度降下が30℃/段以上となる水冷を行い、最終仕上圧延温度を800℃以下(Ar3+30)℃以上とし、仕上圧延後の仕上温度から(仕上温度−50)℃の間の冷却速度を50℃/s以上、巻取温度を400〜650℃とする
ことを特徴とする球状化焼鈍用の未焼鈍の中高炭素鋼板の製造方法。
【請求項8】
更に、Cr=0.05〜2.00%またはMo=0.05〜0.50%の1種または2種を含む請求項7に記載の球状化焼鈍用の未焼鈍の中高炭素鋼板の製造方法。
【請求項9】
更に、Ti=0.005〜0.07%およびB=3〜60ppmを含む請求項7または請求項8に記載の球状化焼鈍用の未焼鈍の中高炭素鋼板の製造方法。
【請求項10】
請求項4乃至請求項6の未焼鈍の中高炭素鋼板を温度(Ac1−150)℃〜Ac1℃、時間2〜100hrにて球状化焼鈍する中高炭素鋼板の製造方法。
【図7】


【図8】
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図8】
【図1】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−144242(P2010−144242A)
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願番号】特願2008−325647(P2008−325647)
【出願日】平成20年12月22日(2008.12.22)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(000150280)株式会社中山製鋼所 (26)
【Fターム(参考)】
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願日】平成20年12月22日(2008.12.22)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【出願人】(000150280)株式会社中山製鋼所 (26)
【Fターム(参考)】
[ Back to top ]