
丸編みされた炭素繊維構造物及びそれを含む炭素繊維強化炭化ケイ素系複合材料

【課題】
本発明は、伸縮性やドレープ性に優れ、高強度、高弾性率で、かつ複雑な形状を有する型に追随できる炭素繊維構造物、及び、衝撃強度、耐摩耗性、耐熱性、軽量性に優れ、厚肉成形品を得るのに適した炭素繊維強化炭化ケイ素複合材料(C/SiC複合材料)を提供することを目的とする。
【解決手段】
炭素繊維強化炭化ケイ素系複合材料において、炭化ケイ素系材料の強化用炭素繊維構造物が、丸編みされてなることを特徴とする。
本発明は、伸縮性やドレープ性に優れ、高強度、高弾性率で、かつ複雑な形状を有する型に追随できる炭素繊維構造物、及び、衝撃強度、耐摩耗性、耐熱性、軽量性に優れ、厚肉成形品を得るのに適した炭素繊維強化炭化ケイ素複合材料(C/SiC複合材料)を提供することを目的とする。
【解決手段】
炭素繊維強化炭化ケイ素系複合材料において、炭化ケイ素系材料の強化用炭素繊維構造物が、丸編みされてなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、丸編みされた炭素繊維構造物及びそれを含む炭素繊維強化炭化ケイ素系複合材料に関する。
【背景技術】
【0002】
炭素繊維強化複合材料は、軽量、高剛性、高強度などの特性を有することから近年注目されており各分野への応用研究が進められている。中でも、炭素繊維強化炭化ケイ素複合材料(以下C/SiC複合材料とも記す)はその耐熱の高さから特に注目されている。
【0003】
例えば、特許文献1には、ピッチ系炭素繊維構造物と炭化ケイ素とからなるC/SiC複合材料が開示されている。しかしながら、この繊維強化複合材料は、長繊維の炭素繊維構造物を一方向あるいは二方向に配向させて複合化せしめるものであり、繊維の配向方向の機械強度には優れるものの、繊維構造物の伸縮性やドレープ性が劣るため三次元の複雑曲面を有する成形物を得るのが難しく、また、機械物性の等方性を重視する場合には適さない問題があった。
【0004】
一方で、特許文献2には繊維強化プラスチック材料に用いるPAN系炭素繊維編物を、特定の経編機によって編成する方法が開示されている。しかしながら実際には、この方法では編物のループを形成する際の曲率が大きい(曲率半径が小さい)ため、編成工程または複合化工程でフィラメントが折れやすい問題があった。
また、繊維構造物の伸縮性が不十分であり、繊維構造の不十分な等方性に基づいて、繊維強化複合材料の衝撃強度や耐摩耗性が不十分であるという問題があった。
【0005】
特許文献3には、炭素繊維構造物の繊維表面にCVD法により炭化ケイ素を析出させる方法が開示されている。しかしながら、この方法ではより厚い複合材料成形物を作製するにあたり、多大なコストや時間を要する問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−139835号公報
【特許文献2】特開2008−106391号公報
【特許文献3】特開昭61−141678号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、伸縮性やドレープ性に優れ、高強度、高弾性率で、かつ複雑な形状を有する型に追随できる炭素繊維構造物、及び、衝撃強度、耐摩耗性、耐熱性、軽量性に優れ、厚肉成形品を得るのに適した炭素繊維強化炭化ケイ素複合材料(C/SiC複合材料)を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を達成すべく鋭意研究を重ねた結果、炭素繊維を丸編みして筒状構造物とすることにより、複雑な形状を有する型に追随できかつ等方性を有する炭素繊維構造物が得られることを見いだした。また、該丸編みされた炭素繊維構造物に炭化ケイ素系粉末を含むスラリーを含浸させて、又は該炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層してプリプレグシートを形成し、これを加熱処理(焼結)することにより得られるC/SiC複合材料は、多様性のある形状への成形が可能であり、かつ優れた耐熱性、衝撃強度、耐摩耗性、擬延性等を有することを見いだした。かかる知見に基づきさらに研究を重ねた結果、本発明を完成するに至った。
本発明は、下記の丸編みされた炭素繊維構造物及びそれを含む炭化ケイ素系複合材料を提供する。
項1.丸編みされた炭素繊維構造物。
項2.項1に記載の丸編みされた炭素繊維構造物に炭化ケイ素系粉末を含むスラリーが含浸されてなるプリプレグシート。
項3.項1に記載の丸編みされた炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートが積層されてなるプリプレグシート。
項4.項2又は3に記載のプリプレグシートが基材に被覆されることによって成形されてなるプリフォーム。
項5.炭化ケイ素が項1に記載の丸編みされた炭素繊維構造物で強化されてなる炭素繊維強化炭化ケイ素系複合材料。
項6.炭化ケイ素が、丸編みされた炭素繊維構造物で強化されてなる炭素繊維強化炭化ケイ素系複合材料の製造方法であって、
(1)炭素繊維を丸編みして炭素繊維構造物を製造する工程、
(2)(a)該炭素繊維構造物に炭化ケイ素系粉末を含むスラリーを含浸してプリプレグシートを製造する工程、又は(b)該炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層してプリプレグシートを製造する工程、
(3)該プリプレグシートを基材に被覆してプリフォームを製造する工程、及び
(4)該プリフォームを加熱処理する工程、
を含む製造方法。
【発明の効果】
【0009】
本発明の丸編みされた筒状炭素繊維構造物は、複雑な形状を有する型に追随できかつ等方性を有する。そのため、該丸編みされた炭素繊維構造物に炭化ケイ素系粉末を含むスラリーを含浸させて、又は該炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層してプリプレグシートを形成し、これを加熱処理(焼結)することにより得られるC/SiC複合材料は、多様性のある形状への成形が可能であり、かつ優れた耐熱性、衝撃強度、耐摩耗性、擬延性等を有する。
【図面の簡単な説明】
【0010】
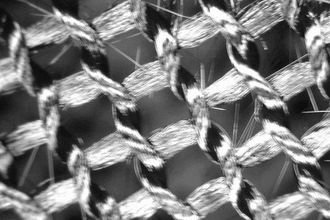
【図1】実施例1で得られる筒編み生地の編目の写真を示す。
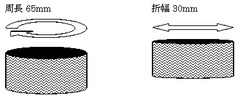
【図2】実施例1で得られる筒編み生地の寸法を示す。
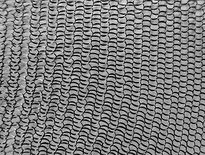
【図3】実施例1で得られる筒編み生地をテープ状にした様子を示す写真である。
【図4】実施例1で得られる筒編み生地を曲管に被覆した様子を示す写真である。
【図5】実施例1で得られる筒編み生地(テープ状)を曲管に巻き付けた様子を示す写真である。
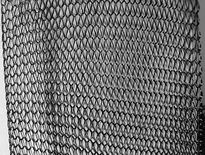
【図6】実施例1で得られる筒編み生地をヨコに拡張した時のループ形状の変化を示す写真である。
【図7】実施例1で得られる筒編み生地をタテに拡張した時のループ形状の変化を示す写真である。
【発明を実施するための形態】
【0011】
本発明は、伸縮性やドレープ性に優れ、高強度、高弾性率で、かつ複雑な形状を有する型に追随できる炭素繊維構造物、及び、衝撃強度、耐摩耗性、耐熱性、軽量性に優れ、厚肉成形品を得るのに適した炭素繊維強化炭化ケイ素複合材料(C/SiC複合材料)に関する。
本発明に係る炭素繊維は、複合材料としての擬延性効果を維持するため高強度、高弾性なポリアクリロニトリル系(PAN系)が好ましい。
【0012】
さらに、炭素繊維は丸編みに供されるため、編み立てのし易さの観点から、フィラメント平均径は通常5〜15μm程度、特に5〜8μmであることが好ましい。また、フィラメント数は、通常1000〜12000フィラメント程度、特に1000〜6000フィラメントであることが好ましい。繊度(繊維束の太さ)を表すテックス(g/1000m)は、通常50〜800t程度、特に66〜400tであることが好ましい。引張弾性率は通常200〜600GPa程度、特に200〜450GPaであることが好ましい。
【0013】
本発明に係る炭素繊維構造物は、連続炭素繊維束からなる緯編地が好ましく、特に緯丸編地が好ましい。丸編地は端部が存在せず、薄く均一な連続組織を得やすい点で好ましく、平編(天竺編みとも言う)やゴム編(リブ編とも言う)、パール編(リンクス編とも言う)の中から選択される組織の緯丸編地が好ましい。また、前記組織の変化組織を採用し、伸縮しやすい方向や繊維密度をコントロールすることもできる。このような緯丸編地の例として、あぜ編、スムース、かの子、テレコ、メッシュのような緯丸編地が挙げられる。本発明における丸編地の各種組織を実現する上で、ニット、タック、ミス(ウェルト)、目移し、インレイ(挿入)等の各操作を適宜組み合わせて利用することができる。なかでも、平編(天竺編)、ゴム編、パール編のいずれかから選択される編組織を全針ニット編した緯丸編地が、ループの曲率を、編地全体に渡り均一にしやすい点で、特に好ましい。経編地はループからループに渡る繊維の直線部が存在するため、ループと直線部が混在するという点で不均一な組織となりやすく好ましくない。経編地は緯編地に比較して繊維が直線的に配される部分が多いため、複雑形状に賦形する際に繊維に毛羽や折損が生じやすいという問題を有しており、さらにはループの曲率が大きく(曲率半径が小さく)なりやすい傾向があり、これによっても繊維に毛羽や折損が生じやすいため好ましくない。
【0014】
炭素繊維を丸編みする方法は特に限定はない。例えば、上記の炭素繊維を筒編機を用いて編み立てることができる。得られた丸編み(筒編み)生地は、一般的には度目(0.5インチ当たりの編目の数)が5〜10、好ましくは6〜8であり、目付が100〜700g/m2、好ましくは150〜400g/m2である。この丸編み生地では、織物やフィラメントワインディングと異なり、形状の変形がフレキシブルであり(360度いずれの方向にも伸縮可能であり)等方性を有する。そのため、得られるC/SiC複合材料は、多様な形状に成型可能であり、かつあらゆる方向からの衝撃強度に優れるという利点がある。
【0015】
上記の丸編みされた炭素繊維構造物からプリプレグシートの製造は、通常の方法によって実施できる。具体的には、例えば、丸編みされた炭素繊維構造物を炭化ケイ素粉体と有機バインダーと分散剤とからなるスラリー中を通過させ、該炭素繊維構造物に炭化ケイ素粉体と有機バインダーを含浸させ、これを巻き取り、乾燥させることにより製造できる。或いは、上記の方法で製造される丸編みされた炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層(例えば、2〜10層積層)してなるプリプレグシートとすることもできる。
【0016】
炭化ケイ素粉体は、その粒子径は、通常10nm〜2μm程度、好ましくは10nm〜1.5μm程度である。炭化ケイ素は焼結助剤を配合したものが好ましく、好ましい焼結助剤として、Al2 O3、Y2 O3、SiO2等が例示できる。
【0017】
この際に使用する有機バインダー及び分散剤としては、通常、炭化ケイ素成形品に用いられるものであれば、特に制限なく用いることができる。丸編みされた炭素繊維構造物とマトリックスとなる炭化ケイ素粉体の重量比は、通常20/80〜65/35であり、好ましくは30/70〜45/55である。
【0018】
本発明のC/SiC複合材料からなるプリフォームは、上記プリプレグシートを所定の形状を有する黒鉛型等の基材に被覆することにより製品形状に成形される。被覆の方法は特に限定はなく、例えば、形状が角柱状、円柱状の黒鉛型の場合には、プリプレグシートを基材に巻き付ける(倦回する)ことにより被覆できる(例えば図5)。巻き付けの積層回数は特に限定はないが、通常、最終的に得られる成形品の厚みが1mm以上、特に1〜15mmになるように巻き付ければよい。
【0019】
或いは、プリフォームは、丸編みされた筒状の炭素繊維構造物を基材に被覆して(例えば図4)、炭化ケイ素粉体と有機バインダーと分散剤とからなるスラリーを塗布することにより成形することもできる。塗布の方法は特に限定はなく、通常、最終的に得られる成形品の厚みが1mm以上、特に1〜15mmになるように塗布すればよい。
【0020】
さらに、プリフォームは、基材に被覆した丸編みされた筒状の炭素繊維構造物に、又はそれにスラリーを塗布した構造物に、前記グリーンシート又はプリプレグシートを被覆することにより成形することもできる。
【0021】
炭化ケイ素成形品は、基材への被覆により形成されるため、基材の形状に応じ任意の形状に成形することができる。この基材の形状は特に限定はなく、例えば、棒状、円柱状、角柱状(三角柱、四角柱等)、円錐、角錐(三角錐、四角錐等)等が例示でき、前記形状の複数を組み合わせた形状であってもよい。
【0022】
C/SiC複合材料からなる炭化ケイ素成形品は、上記のプリフォームを、ホットプレス(HP)処理、熱間等方圧プレス(HIP)処理等の加熱処理することにより製造することができる。
【0023】
ホットプレス(HP)処理の場合は、プリフォームを、例えば、不活性ガス(例えば窒素、アルゴン等)雰囲気下、1600〜2200℃(好ましくは1700〜2000℃)で、10〜40MPa(好ましくは15〜30MPa)で処理することができる。
【0024】
熱間等方圧プレス(HIP)処理の場合は、通常、カーボンシートでプリフォームの表面を覆う。続いて、表面を覆ったプリフォームをガラスカプセルに真空封入してHIP処理を行う。ガラスカプセルの材質として、例えば、HIP処理温度が1800℃付近であれば、コーニング社の高シリカガラスである「バイコール」(登録商標)や東ソー社の石英ガラスである「クウォーツ ESグレード」を、HIP処理温度が1300℃付近であれば、コーニング社のボロシリケイトイガラスである「パイレックス(登録商標)」を用いることができる。HIP処理は、不活性ガス(アルゴン等)雰囲気下で、通常1700〜2000℃にて、30〜60MPa程度で処理される。
【0025】
前記HP処理又はHIP処理で得られたC/SiC複合材料成形品から、公知の方法により基材を除去することで、C/SiC複合材料成形品を得ることができる。公知の基材除去方法としては切削等の方法が例示できる。
【0026】
C/SiC複合材料成形品は、目的に応じて、更にその内面又は外面を研磨してもよい。本発明のC/SiC複合材料成形品は、伸縮性及び等方性を有する丸編みされた炭素繊維構造物を強化材に用いているため、成形に用いる基材の形状に由来して、任意の形状に成形することができる。また、得られた成形品は、高強度かつ高耐熱性を有している。
【実施例1】
【0027】
厚み1.1mmのベラ針を22本備えた釜径23mm、7.7ゲージ(1インチ当りの針本数)の一口筒編機を使用して、炭素繊維(三菱レイヨン製パイロフィル、PAN系炭素繊維、フィラメント径7μm、フィラメント数3000本、引張弾性率234GPa)を天竺組織、全針ニットで編み立てた。得られた筒編み生地は度目7.2(0.5インチ当りの編目の数;コース数)、目付330g/m2、周長65mmのチューブ状生地であった。図1及び図2を参照。
この筒編み生地を平らにしてテープ状にしたものを図3に示す。
【0028】
筒編み生地を曲管に被覆した状態を図4に示す。筒編み生地(テープ状)を曲管に巻き付けた状態を図5に示す。また、図6には、筒編み生地をヨコ(筒の幅方向)に拡張した時のループ形状の変化の様子を示す。図7には、筒編み生地をタテ(筒の長手方向)に拡張した時のループ形状の変化の様子を示す。これらより、本発明の筒編み生地は伸縮性を有し、多様な形状の型に追随し易いため、多様な形状を有するC/SiC複合材料からなる成形品を製造することができる。
【実施例2】
【0029】
厚み1.1mmのベラ針を22本備えた釜径23mm、7.7ゲージ(1インチ当りの針本数)の一口筒編機を使用して、炭素繊維(東邦テナックス製テナックス、PAN系炭素繊維、フィラメント径7μm、フィラメント数3000本、引張弾性率240GPa)を天竺組織、全針ニットで編み立てた。得られた筒編み生地は度目6.5(0.5インチ当りの編目の数;コース数)、目付310g/m2、周長65mmのチューブ状生地であった。得られた筒編み生地は、実施例1のそれと同様に伸縮性を有していた。
【実施例3】
【0030】
厚み1.7mmのベラ針を58本備えた釜径61mm、7.7ゲージ(1インチ当りの針本数)の一口筒編機を使用して、炭素繊維(三菱レイヨン製パイロフィル、PAN系炭素繊維、フィラメント径7μm、フィラメント数1000本、引張弾性率240GPa)を天竺組織、全針ニットで編み立てた。得られた筒編み生地は度目7.8(0.5インチ当りの編目の数;コース数)、目付120g/m2、周長190mmのチューブ状生地であった。得られた筒編み生地は、実施例1のそれと同様に伸縮性を有していた。
【実施例4】
【0031】
β−SiC粒子4.5部、焼結助剤(Al2 O3)0.5部、ポリエチレンオキサイド(PEO)5.0部の配合比でエタノールに分散させた。エタノール分散液(スラリー)中のSiC粉末の含有率は約20wt%であった。該スラリーをボールミルで処理(12h)して、マトリックス用スラリーを調整した。このスラリーを、実施例1で得られた筒編み生地に塗布(刷毛塗り)してプリプレグシートを調製した。
【0032】
得られたプリプレグシートを一辺が50mmの正方形にカットして12層積層し、内寸50mm×50mmのカーボン型内へセットした。これを、アルゴンガス雰囲気下で、1810℃、20MPaで50mm×50mmの押板によりホットプレスした。その後、C/SiC複合材料を取り出し、表面研磨仕上げを施し、厚み5mm、50mm×50mm大のC/SiC複合材料成形品を得た。
【産業上の利用可能性】
【0033】
本発明によれば、伸縮性やドレープ性に優れ、高強度、高弾性率で、かつ複雑な形状を有する型に追随できる炭素繊維構造物、及び、衝撃強度、耐摩耗性、耐熱性、軽量性に優れ、厚肉成形品を得るのに適した炭素繊維強化炭化ケイ素複合材料(C/SiC複合材料)を提供することができる。
【技術分野】
【0001】
本発明は、丸編みされた炭素繊維構造物及びそれを含む炭素繊維強化炭化ケイ素系複合材料に関する。
【背景技術】
【0002】
炭素繊維強化複合材料は、軽量、高剛性、高強度などの特性を有することから近年注目されており各分野への応用研究が進められている。中でも、炭素繊維強化炭化ケイ素複合材料(以下C/SiC複合材料とも記す)はその耐熱の高さから特に注目されている。
【0003】
例えば、特許文献1には、ピッチ系炭素繊維構造物と炭化ケイ素とからなるC/SiC複合材料が開示されている。しかしながら、この繊維強化複合材料は、長繊維の炭素繊維構造物を一方向あるいは二方向に配向させて複合化せしめるものであり、繊維の配向方向の機械強度には優れるものの、繊維構造物の伸縮性やドレープ性が劣るため三次元の複雑曲面を有する成形物を得るのが難しく、また、機械物性の等方性を重視する場合には適さない問題があった。
【0004】
一方で、特許文献2には繊維強化プラスチック材料に用いるPAN系炭素繊維編物を、特定の経編機によって編成する方法が開示されている。しかしながら実際には、この方法では編物のループを形成する際の曲率が大きい(曲率半径が小さい)ため、編成工程または複合化工程でフィラメントが折れやすい問題があった。
また、繊維構造物の伸縮性が不十分であり、繊維構造の不十分な等方性に基づいて、繊維強化複合材料の衝撃強度や耐摩耗性が不十分であるという問題があった。
【0005】
特許文献3には、炭素繊維構造物の繊維表面にCVD法により炭化ケイ素を析出させる方法が開示されている。しかしながら、この方法ではより厚い複合材料成形物を作製するにあたり、多大なコストや時間を要する問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−139835号公報
【特許文献2】特開2008−106391号公報
【特許文献3】特開昭61−141678号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、伸縮性やドレープ性に優れ、高強度、高弾性率で、かつ複雑な形状を有する型に追随できる炭素繊維構造物、及び、衝撃強度、耐摩耗性、耐熱性、軽量性に優れ、厚肉成形品を得るのに適した炭素繊維強化炭化ケイ素複合材料(C/SiC複合材料)を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を達成すべく鋭意研究を重ねた結果、炭素繊維を丸編みして筒状構造物とすることにより、複雑な形状を有する型に追随できかつ等方性を有する炭素繊維構造物が得られることを見いだした。また、該丸編みされた炭素繊維構造物に炭化ケイ素系粉末を含むスラリーを含浸させて、又は該炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層してプリプレグシートを形成し、これを加熱処理(焼結)することにより得られるC/SiC複合材料は、多様性のある形状への成形が可能であり、かつ優れた耐熱性、衝撃強度、耐摩耗性、擬延性等を有することを見いだした。かかる知見に基づきさらに研究を重ねた結果、本発明を完成するに至った。
本発明は、下記の丸編みされた炭素繊維構造物及びそれを含む炭化ケイ素系複合材料を提供する。
項1.丸編みされた炭素繊維構造物。
項2.項1に記載の丸編みされた炭素繊維構造物に炭化ケイ素系粉末を含むスラリーが含浸されてなるプリプレグシート。
項3.項1に記載の丸編みされた炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートが積層されてなるプリプレグシート。
項4.項2又は3に記載のプリプレグシートが基材に被覆されることによって成形されてなるプリフォーム。
項5.炭化ケイ素が項1に記載の丸編みされた炭素繊維構造物で強化されてなる炭素繊維強化炭化ケイ素系複合材料。
項6.炭化ケイ素が、丸編みされた炭素繊維構造物で強化されてなる炭素繊維強化炭化ケイ素系複合材料の製造方法であって、
(1)炭素繊維を丸編みして炭素繊維構造物を製造する工程、
(2)(a)該炭素繊維構造物に炭化ケイ素系粉末を含むスラリーを含浸してプリプレグシートを製造する工程、又は(b)該炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層してプリプレグシートを製造する工程、
(3)該プリプレグシートを基材に被覆してプリフォームを製造する工程、及び
(4)該プリフォームを加熱処理する工程、
を含む製造方法。
【発明の効果】
【0009】
本発明の丸編みされた筒状炭素繊維構造物は、複雑な形状を有する型に追随できかつ等方性を有する。そのため、該丸編みされた炭素繊維構造物に炭化ケイ素系粉末を含むスラリーを含浸させて、又は該炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層してプリプレグシートを形成し、これを加熱処理(焼結)することにより得られるC/SiC複合材料は、多様性のある形状への成形が可能であり、かつ優れた耐熱性、衝撃強度、耐摩耗性、擬延性等を有する。
【図面の簡単な説明】
【0010】
【図1】実施例1で得られる筒編み生地の編目の写真を示す。
【図2】実施例1で得られる筒編み生地の寸法を示す。
【図3】実施例1で得られる筒編み生地をテープ状にした様子を示す写真である。
【図4】実施例1で得られる筒編み生地を曲管に被覆した様子を示す写真である。
【図5】実施例1で得られる筒編み生地(テープ状)を曲管に巻き付けた様子を示す写真である。
【図6】実施例1で得られる筒編み生地をヨコに拡張した時のループ形状の変化を示す写真である。
【図7】実施例1で得られる筒編み生地をタテに拡張した時のループ形状の変化を示す写真である。
【発明を実施するための形態】
【0011】
本発明は、伸縮性やドレープ性に優れ、高強度、高弾性率で、かつ複雑な形状を有する型に追随できる炭素繊維構造物、及び、衝撃強度、耐摩耗性、耐熱性、軽量性に優れ、厚肉成形品を得るのに適した炭素繊維強化炭化ケイ素複合材料(C/SiC複合材料)に関する。
本発明に係る炭素繊維は、複合材料としての擬延性効果を維持するため高強度、高弾性なポリアクリロニトリル系(PAN系)が好ましい。
【0012】
さらに、炭素繊維は丸編みに供されるため、編み立てのし易さの観点から、フィラメント平均径は通常5〜15μm程度、特に5〜8μmであることが好ましい。また、フィラメント数は、通常1000〜12000フィラメント程度、特に1000〜6000フィラメントであることが好ましい。繊度(繊維束の太さ)を表すテックス(g/1000m)は、通常50〜800t程度、特に66〜400tであることが好ましい。引張弾性率は通常200〜600GPa程度、特に200〜450GPaであることが好ましい。
【0013】
本発明に係る炭素繊維構造物は、連続炭素繊維束からなる緯編地が好ましく、特に緯丸編地が好ましい。丸編地は端部が存在せず、薄く均一な連続組織を得やすい点で好ましく、平編(天竺編みとも言う)やゴム編(リブ編とも言う)、パール編(リンクス編とも言う)の中から選択される組織の緯丸編地が好ましい。また、前記組織の変化組織を採用し、伸縮しやすい方向や繊維密度をコントロールすることもできる。このような緯丸編地の例として、あぜ編、スムース、かの子、テレコ、メッシュのような緯丸編地が挙げられる。本発明における丸編地の各種組織を実現する上で、ニット、タック、ミス(ウェルト)、目移し、インレイ(挿入)等の各操作を適宜組み合わせて利用することができる。なかでも、平編(天竺編)、ゴム編、パール編のいずれかから選択される編組織を全針ニット編した緯丸編地が、ループの曲率を、編地全体に渡り均一にしやすい点で、特に好ましい。経編地はループからループに渡る繊維の直線部が存在するため、ループと直線部が混在するという点で不均一な組織となりやすく好ましくない。経編地は緯編地に比較して繊維が直線的に配される部分が多いため、複雑形状に賦形する際に繊維に毛羽や折損が生じやすいという問題を有しており、さらにはループの曲率が大きく(曲率半径が小さく)なりやすい傾向があり、これによっても繊維に毛羽や折損が生じやすいため好ましくない。
【0014】
炭素繊維を丸編みする方法は特に限定はない。例えば、上記の炭素繊維を筒編機を用いて編み立てることができる。得られた丸編み(筒編み)生地は、一般的には度目(0.5インチ当たりの編目の数)が5〜10、好ましくは6〜8であり、目付が100〜700g/m2、好ましくは150〜400g/m2である。この丸編み生地では、織物やフィラメントワインディングと異なり、形状の変形がフレキシブルであり(360度いずれの方向にも伸縮可能であり)等方性を有する。そのため、得られるC/SiC複合材料は、多様な形状に成型可能であり、かつあらゆる方向からの衝撃強度に優れるという利点がある。
【0015】
上記の丸編みされた炭素繊維構造物からプリプレグシートの製造は、通常の方法によって実施できる。具体的には、例えば、丸編みされた炭素繊維構造物を炭化ケイ素粉体と有機バインダーと分散剤とからなるスラリー中を通過させ、該炭素繊維構造物に炭化ケイ素粉体と有機バインダーを含浸させ、これを巻き取り、乾燥させることにより製造できる。或いは、上記の方法で製造される丸編みされた炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層(例えば、2〜10層積層)してなるプリプレグシートとすることもできる。
【0016】
炭化ケイ素粉体は、その粒子径は、通常10nm〜2μm程度、好ましくは10nm〜1.5μm程度である。炭化ケイ素は焼結助剤を配合したものが好ましく、好ましい焼結助剤として、Al2 O3、Y2 O3、SiO2等が例示できる。
【0017】
この際に使用する有機バインダー及び分散剤としては、通常、炭化ケイ素成形品に用いられるものであれば、特に制限なく用いることができる。丸編みされた炭素繊維構造物とマトリックスとなる炭化ケイ素粉体の重量比は、通常20/80〜65/35であり、好ましくは30/70〜45/55である。
【0018】
本発明のC/SiC複合材料からなるプリフォームは、上記プリプレグシートを所定の形状を有する黒鉛型等の基材に被覆することにより製品形状に成形される。被覆の方法は特に限定はなく、例えば、形状が角柱状、円柱状の黒鉛型の場合には、プリプレグシートを基材に巻き付ける(倦回する)ことにより被覆できる(例えば図5)。巻き付けの積層回数は特に限定はないが、通常、最終的に得られる成形品の厚みが1mm以上、特に1〜15mmになるように巻き付ければよい。
【0019】
或いは、プリフォームは、丸編みされた筒状の炭素繊維構造物を基材に被覆して(例えば図4)、炭化ケイ素粉体と有機バインダーと分散剤とからなるスラリーを塗布することにより成形することもできる。塗布の方法は特に限定はなく、通常、最終的に得られる成形品の厚みが1mm以上、特に1〜15mmになるように塗布すればよい。
【0020】
さらに、プリフォームは、基材に被覆した丸編みされた筒状の炭素繊維構造物に、又はそれにスラリーを塗布した構造物に、前記グリーンシート又はプリプレグシートを被覆することにより成形することもできる。
【0021】
炭化ケイ素成形品は、基材への被覆により形成されるため、基材の形状に応じ任意の形状に成形することができる。この基材の形状は特に限定はなく、例えば、棒状、円柱状、角柱状(三角柱、四角柱等)、円錐、角錐(三角錐、四角錐等)等が例示でき、前記形状の複数を組み合わせた形状であってもよい。
【0022】
C/SiC複合材料からなる炭化ケイ素成形品は、上記のプリフォームを、ホットプレス(HP)処理、熱間等方圧プレス(HIP)処理等の加熱処理することにより製造することができる。
【0023】
ホットプレス(HP)処理の場合は、プリフォームを、例えば、不活性ガス(例えば窒素、アルゴン等)雰囲気下、1600〜2200℃(好ましくは1700〜2000℃)で、10〜40MPa(好ましくは15〜30MPa)で処理することができる。
【0024】
熱間等方圧プレス(HIP)処理の場合は、通常、カーボンシートでプリフォームの表面を覆う。続いて、表面を覆ったプリフォームをガラスカプセルに真空封入してHIP処理を行う。ガラスカプセルの材質として、例えば、HIP処理温度が1800℃付近であれば、コーニング社の高シリカガラスである「バイコール」(登録商標)や東ソー社の石英ガラスである「クウォーツ ESグレード」を、HIP処理温度が1300℃付近であれば、コーニング社のボロシリケイトイガラスである「パイレックス(登録商標)」を用いることができる。HIP処理は、不活性ガス(アルゴン等)雰囲気下で、通常1700〜2000℃にて、30〜60MPa程度で処理される。
【0025】
前記HP処理又はHIP処理で得られたC/SiC複合材料成形品から、公知の方法により基材を除去することで、C/SiC複合材料成形品を得ることができる。公知の基材除去方法としては切削等の方法が例示できる。
【0026】
C/SiC複合材料成形品は、目的に応じて、更にその内面又は外面を研磨してもよい。本発明のC/SiC複合材料成形品は、伸縮性及び等方性を有する丸編みされた炭素繊維構造物を強化材に用いているため、成形に用いる基材の形状に由来して、任意の形状に成形することができる。また、得られた成形品は、高強度かつ高耐熱性を有している。
【実施例1】
【0027】
厚み1.1mmのベラ針を22本備えた釜径23mm、7.7ゲージ(1インチ当りの針本数)の一口筒編機を使用して、炭素繊維(三菱レイヨン製パイロフィル、PAN系炭素繊維、フィラメント径7μm、フィラメント数3000本、引張弾性率234GPa)を天竺組織、全針ニットで編み立てた。得られた筒編み生地は度目7.2(0.5インチ当りの編目の数;コース数)、目付330g/m2、周長65mmのチューブ状生地であった。図1及び図2を参照。
この筒編み生地を平らにしてテープ状にしたものを図3に示す。
【0028】
筒編み生地を曲管に被覆した状態を図4に示す。筒編み生地(テープ状)を曲管に巻き付けた状態を図5に示す。また、図6には、筒編み生地をヨコ(筒の幅方向)に拡張した時のループ形状の変化の様子を示す。図7には、筒編み生地をタテ(筒の長手方向)に拡張した時のループ形状の変化の様子を示す。これらより、本発明の筒編み生地は伸縮性を有し、多様な形状の型に追随し易いため、多様な形状を有するC/SiC複合材料からなる成形品を製造することができる。
【実施例2】
【0029】
厚み1.1mmのベラ針を22本備えた釜径23mm、7.7ゲージ(1インチ当りの針本数)の一口筒編機を使用して、炭素繊維(東邦テナックス製テナックス、PAN系炭素繊維、フィラメント径7μm、フィラメント数3000本、引張弾性率240GPa)を天竺組織、全針ニットで編み立てた。得られた筒編み生地は度目6.5(0.5インチ当りの編目の数;コース数)、目付310g/m2、周長65mmのチューブ状生地であった。得られた筒編み生地は、実施例1のそれと同様に伸縮性を有していた。
【実施例3】
【0030】
厚み1.7mmのベラ針を58本備えた釜径61mm、7.7ゲージ(1インチ当りの針本数)の一口筒編機を使用して、炭素繊維(三菱レイヨン製パイロフィル、PAN系炭素繊維、フィラメント径7μm、フィラメント数1000本、引張弾性率240GPa)を天竺組織、全針ニットで編み立てた。得られた筒編み生地は度目7.8(0.5インチ当りの編目の数;コース数)、目付120g/m2、周長190mmのチューブ状生地であった。得られた筒編み生地は、実施例1のそれと同様に伸縮性を有していた。
【実施例4】
【0031】
β−SiC粒子4.5部、焼結助剤(Al2 O3)0.5部、ポリエチレンオキサイド(PEO)5.0部の配合比でエタノールに分散させた。エタノール分散液(スラリー)中のSiC粉末の含有率は約20wt%であった。該スラリーをボールミルで処理(12h)して、マトリックス用スラリーを調整した。このスラリーを、実施例1で得られた筒編み生地に塗布(刷毛塗り)してプリプレグシートを調製した。
【0032】
得られたプリプレグシートを一辺が50mmの正方形にカットして12層積層し、内寸50mm×50mmのカーボン型内へセットした。これを、アルゴンガス雰囲気下で、1810℃、20MPaで50mm×50mmの押板によりホットプレスした。その後、C/SiC複合材料を取り出し、表面研磨仕上げを施し、厚み5mm、50mm×50mm大のC/SiC複合材料成形品を得た。
【産業上の利用可能性】
【0033】
本発明によれば、伸縮性やドレープ性に優れ、高強度、高弾性率で、かつ複雑な形状を有する型に追随できる炭素繊維構造物、及び、衝撃強度、耐摩耗性、耐熱性、軽量性に優れ、厚肉成形品を得るのに適した炭素繊維強化炭化ケイ素複合材料(C/SiC複合材料)を提供することができる。
【特許請求の範囲】
【請求項1】
丸編みされた炭素繊維構造物。
【請求項2】
請求項1に記載の丸編みされた炭素繊維構造物に炭化ケイ素系粉末を含むスラリーが含浸されてなるプリプレグシート。
【請求項3】
請求項1に記載の丸編みされた炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートが積層されてなるプリプレグシート。
【請求項4】
請求項2又は3に記載のプリプレグシートが基材に被覆されることによって成形されてなるプリフォーム。
【請求項5】
炭化ケイ素が請求項1に記載の丸編みされた炭素繊維構造物で強化されてなる炭素繊維強化炭化ケイ素系複合材料。
【請求項6】
炭化ケイ素が、丸編みされた炭素繊維構造物で強化されてなる炭素繊維強化炭化ケイ素系複合材料の製造方法であって、
(1)炭素繊維を丸編みして炭素繊維構造物を製造する工程、
(2)(a)該炭素繊維構造物に炭化ケイ素系粉末を含むスラリーを含浸してプリプレグシートを製造する工程、又は(b)該炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層してプリプレグシートを製造する工程、
(3)該プリプレグシートを基材に被覆してプリフォームを製造する工程、及び
(4)該プリフォームを加熱処理する工程、
を含む製造方法。
【請求項1】
丸編みされた炭素繊維構造物。
【請求項2】
請求項1に記載の丸編みされた炭素繊維構造物に炭化ケイ素系粉末を含むスラリーが含浸されてなるプリプレグシート。
【請求項3】
請求項1に記載の丸編みされた炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートが積層されてなるプリプレグシート。
【請求項4】
請求項2又は3に記載のプリプレグシートが基材に被覆されることによって成形されてなるプリフォーム。
【請求項5】
炭化ケイ素が請求項1に記載の丸編みされた炭素繊維構造物で強化されてなる炭素繊維強化炭化ケイ素系複合材料。
【請求項6】
炭化ケイ素が、丸編みされた炭素繊維構造物で強化されてなる炭素繊維強化炭化ケイ素系複合材料の製造方法であって、
(1)炭素繊維を丸編みして炭素繊維構造物を製造する工程、
(2)(a)該炭素繊維構造物に炭化ケイ素系粉末を含むスラリーを含浸してプリプレグシートを製造する工程、又は(b)該炭素繊維構造物と炭化ケイ素系粉末を含むグリーンシートを積層してプリプレグシートを製造する工程、
(3)該プリプレグシートを基材に被覆してプリフォームを製造する工程、及び
(4)該プリフォームを加熱処理する工程、
を含む製造方法。
【図2】


【図1】
【図3】

【図4】

【図5】

【図6】
【図7】
【図1】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−190545(P2011−190545A)
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2010−55490(P2010−55490)
【出願日】平成22年3月12日(2010.3.12)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願日】平成22年3月12日(2010.3.12)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]