
丸編機
【課題】編成部を短時間で交換可能とし、編成部と給糸部の同期駆動の調整操作を省略し、応答性を改善し、給糸量変動にも容易に対応可能とした丸編機を提供すること。
【解決手段】給糸部2、編成部3、巻取り部4からなる丸編機1において、編成部3をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニット5で構成し、各編成部ユニット5を本体ベッド6に交換装着可能とした。
【解決手段】給糸部2、編成部3、巻取り部4からなる丸編機1において、編成部3をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニット5で構成し、各編成部ユニット5を本体ベッド6に交換装着可能とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、丸紐編や筒編等のサイズ、ゲージ、ステッチ量等が異なる品番の編地を編成するためのシングルニットの丸編機に関するものである。
【背景技術】
【0002】
従来のシングルニットの丸編機は、ベッドに対して、針を保持する釜及びカムを保持するカムホルダが別体として組み付けられていた(例えば、特許文献1)。
また、給糸部の駆動は、編成部駆動源からギヤ、ベルト、給糸プーリ等で連動させる方式と、給糸部と編成部とを別々の駆動手段で駆動し、編成部のモータ回転数を検出してそれに同期させて給糸部を駆動する方式とがあった。
【特許文献1】特開2001−159056号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の丸編機によってサイズ、ゲージ、ステッチ量等が異なる品番の編地を編成するには、編成部を構成する釜、カム、カムホルダ等をその都度、交換する必要があり、これらがベッドに対して別体として組み付けられていたため、これらの交換に多大な時間が必要であった。
しかも、給糸部の駆動を編成部駆動源から連動させる方式の場合では、サイズ、ゲージ、ステッチ量等の変更に対応してその都度、ギヤ、ベルト、給糸プーリ等の調整、設定が必要であった。
【0004】
また、給糸部と編成部を別々の駆動手段で駆動する方式の場合では、通常稼動しているときに釜の回転速度を常に検出し、検出結果を演算して給糸モータの速度を調整する必要がある。上記釜の回転速度を検出してから演算して給糸モータに速度指令を出すため、演算時間の影響で応答性が遅れる問題があった。
本発明は、編成部を短時間で交換可能とし、編成部と給糸部の同期駆動の調整操作を省略し、応答性を改善し、給糸量変更にも容易に対応可能とした丸編機を提供することを目的としている。
【課題を解決するための手段】
【0005】
前記目的を達成するため本発明は、給糸部、編成部、巻取り部からなる丸編機において、編成部をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニットで構成し、各編成部ユニットを本体ベッドに交換装着可能としたものである。
前記各編成部ユニットには同一形状の本体ベッドへの装着部がそれぞれ設けられており、該装着部に釜、針、カム、カムホルダ、給糸ガイド及び被駆動ギヤが組み付けられ、該被駆動ギヤが本体ベッドに設けられた駆動ギヤに噛合して編成動作を行うように構成されている。
【0006】
また、前記編成部ユニットは、外周上部に1本〜複数本の針を昇降可能に装着した釜が前記装着部に固着され、該釜の外周部にカムホルダが軸受を介して回転自在に装着され、このカムホルダに被駆動ギヤと前記針を昇降させるカムが取付けられている。
前記編成部と給糸部とは別々の駆動源で駆動され、丸編機の中央情報処理装置からそれぞれの駆動源に指令を出すことにより、編成部の編成動作と給糸部の給糸速度とを同期させることができるようにしている。
前記各編成部ユニットの装着部と本体ベッドとの一方又は双方に各編成部ユニットの種類を識別するための識別手段が設けられており、前記中央情報処理装置には、各編成部ユニット毎に当該ユニットの釜サイズ、針本数、度目、釜回転数、給糸量、編長等の編成用データの設定手段と、該設定手段で設定された編成用データを記憶する記憶部と、各編成部ユニットの種類の識別手段からの識別信号を受けて前記記憶部の記憶データ中から当該編成部ユニットの編成用データを検索し、その編成用データに基づいて編成部の編成動作と給糸部の給糸速度とを同期させるための演算をなし、その演算結果に基づいて編成部の駆動源と給糸部の駆動源とに駆動指令を出す演算制御部とが設けられ、本体ベッドに装着された編成部ユニットを前記識別手段で識別させて前記中央情報処理装置を介して当該編成部ユニット編成部の駆動源と給糸部の駆動源とに同期駆動指令を出させるようにしている。
【0007】
前記識別手段は、本体ベッドと各編成部ユニットの装着部とに設けられたセンサと検知片とからなる。
前記丸編機の巻取り部は、編成部で編成された編地を定トルクで巻き取る方式としてある。
【発明の効果】
【0008】
本発明によれば、サイズ、ゲージ、ステッチ量等が異なる品番の編地を編成する際、当該品番に該当する編成部ユニットを各編成部ユニット中から選出して本体ベッドに装着するだけでよく、高度な技術知識や技能を必要とせず、未熟練者でも編成部を短時間で交換して当該品番の編地を編成することができる。
また、各編成部ユニットの装着部と本体ベッドとには、各編成部ユニットの種類を識別するための識別手段を設けてあるため、本体ベッドに装着された編成部ユニットの種類が自動的に識別される。この識別信号は丸編機の中央情報処理装置に送られて予め記憶された編成用データが検索され、当該編成部ユニットの編成動作と給糸部の給糸速度とを同期させるための駆動指令が編成部の駆動源と給糸部の駆動源とに出される。従って、本発明によれば、一度調整・設定した編成部ユニットを再度使用する際に、再現性がある。さらに、本発明では、前記編成部と給糸部とは別々の駆動源で駆動され、丸編機の中央情報処理装置からそれぞれの駆動源に指令を出すことにより、編成部の編成動作と給糸部の給糸速度とを同期させることができるようにしているため、応答性遅れの問題を解消することができる。また、本発明では、編成用データの設定手段によって随時、編成条件を変更することができ、これに対応する給糸条件の同期化が中央情報処理装置の演算制御部により自動的に行われ、給糸量変更にも容易に対応させることができる。
【0009】
また、本発明の編成部ユニットは、釜及び針が固定で、カム及びカムホルダが回転するようにしてあるため、編成された編地の巻取り部を旋回させる必要がなく、巻取り部の構成を簡素化することができる。また、巻取り部を定トルク巻き取り方式としてあることにより、巻取り部の構成を一層、簡素化できる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施形態を図面に基づいて説明する。
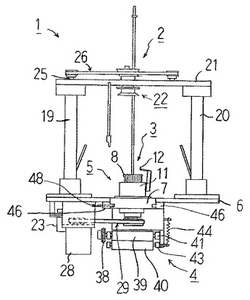
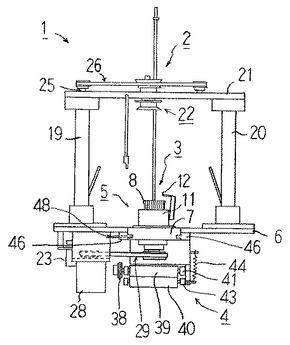
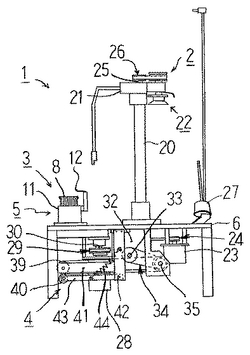
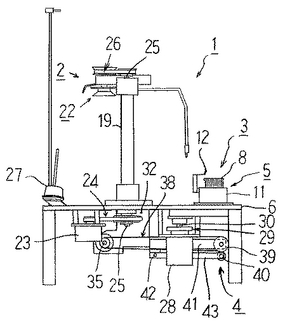
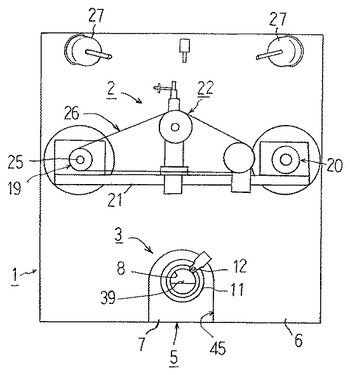
図1〜図5は本発明に係る丸編機1の全体の概略正面図、左右側面図、平面図、底面図を示すものである。本発明の丸編機1は、給糸部2と、編成部3と、巻取り部4とからなり、編成部3をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニット5で構成し、各編成部ユニット5を本体ベッド6に交換装着可能としている。
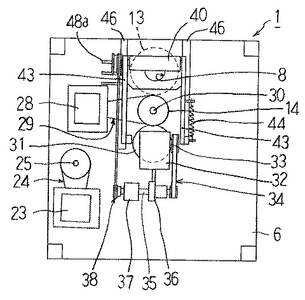
前記編成部ユニット5の種類は、釜サイズの異なるシリーズ、ゲージの異なるシリーズ、ステッチ量の異なるシリーズ、これらの組み合わせ等からなっている。各編成部ユニット5には同一形状の本体ベッド6への装着部7がそれぞれ設けられている。装着部7には、図6、図8に示すように、釜8、針9、カム10、カムホルダ11、給糸ガイド12及び被駆動ギヤ13が組み付けられている。被駆動ギヤ13は、本体ベッド6に設けられた駆動ギヤ14に噛合して編成動作を行うように構成されている。
【0011】
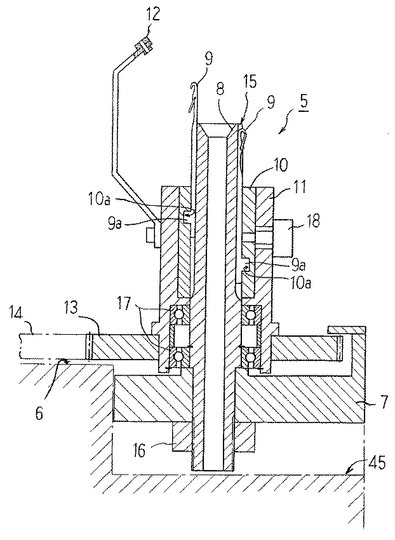
前記編成部ユニット5は、図8に示すように、外周上部に形成された針床(溝)15に1本〜複数本の針(べら針)9を昇降可能に装着した釜8が下端部で締付ナット16により装着部7に直立状態で固着されている。針床(溝15)は、釜8の周方向に所定の間隔で複数形成されている。釜8の外周部には、カムホルダ11が軸受17を介して回転自在に装着されている。そして、カムホルダ11には、被駆動ギヤ13と前記針9を昇降させるカム10が取付けられている。カム10の内周面には、針9を昇降させるためのカム溝10aが周方向に所定の形状で形成されており、また、針9にはバット9aが突出形成されており、該バット9aがカム溝10aに係合されている。これによって、カム10が回転すると、釜8の針床15内で針9がカム溝10aの形状に対応して昇降動作する。なお、カム10は、カムホルダ11に対して、調整ノブ18により位置調整可能とされている。給糸ガイド12は、カムホルダ11に取り付けられている。
【0012】
本体ベッド6の上部には2本の支柱19,20が立設され、該支柱19,20の上部は連結板21で連結されている。この連結板21の中央部には、公知の積極的給糸装置22が設置されている。積極的給糸装置22は、本体ベッド6の下面に設置された駆動モータ23からベルト伝動装置24によって回転駆動される回転軸25、該回転軸25の上端からベルト伝動装置26を介して回転駆動される。回転軸25は、一方の支柱19内を上下方向に貫通して該支柱19内に回転自在に支持されている。
給糸部2は、駆動モータ23から前記ベルト伝動装置24、回転軸25及びベルト伝動装置26を介して回転駆動される積極的給糸装置22により、本体ベッド6上のボビンホルダ27に保持されるボビンから引き出した糸を編成部3の給糸ガイド12に供給する構成とされている。
【0013】
編成部3の被駆動ギヤ13に噛合する駆動ギヤ14は、本体ベッド6の下面に設置された駆動モータ28からベルト伝動装置29を介して回転駆動される回転軸30に取付けられている。回転軸30は、本体ベッド6の下面に回転自在に支持されている。
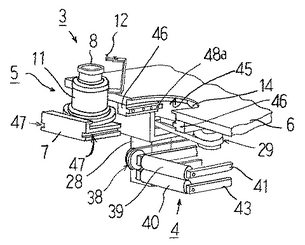
巻取り部4は、上記駆動ギヤ14に常時噛合するギヤ31から直交変換ギヤボックス32の出力軸33、ベルト伝動装置34、中継軸35、軸受箱36、定トルク発生装置37、ベルト伝動装置38を介して回転駆動される送出ローラ39と、この送出ローラ39に接触して回転する送出ローラ40とを有する。直交変換ギヤボックス32は、本体ベッド6の下面に設置され、ギヤ31からの回転入力を直交する出力軸33に伝達して出力させる構成とされている。中継軸35は、本体ベッド6の下面に軸受箱36を介して回転自在に軸受されている。定トルク発生装置37は、編成部3で編成された編地を送出ローラ39,40で送出するときの編地の張力を一定にするためのもので、例えば、編地の張力が大きくなって定トルク発生装置37の設定トルク以上になると、スリップして駆動源側からのトルク伝達を自動的に制限するようになされている。この定トルク発生装置37の設定トルク値は自由に設定調整可能とされている。一方の送出ローラ39は、本体ベッド6の下面の固定腕41の先端に回転自在に支持されている。他方の送出ローラ40は、支点軸42を介して上下方向に揺動自在に支持された揺動腕43の先端に回転自在に支持されている。揺動腕43は、スプリング44によって他方の送出ローラ40を一方の送出ローラ39に圧接する方向に牽引されている。
【0014】
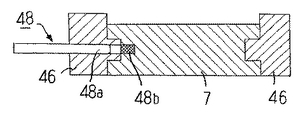
本体ベッド6の前面部には、図1、図6に示すように、切欠き部45が設けられ、この切欠き部45の両側下面にガイドレール46が設置されている。各編成部ユニット5の装着部7は、上記切欠き部45に装着可能とするために同一形状とされ、該装着部7の両側面には、前記ガイドレール46に摺動可能に嵌合する嵌合溝47が形成されている。一方のガイドレール46及び嵌合溝47には、識別手段48が設置されている。識別手段48は、本実施形態では、複数個のセンサ48aと検知片48bとで構成し、検知片48bの取付け位置や取付け個数を種々組み合わせ変化させて複数の編成部3の種類を識別させるようにした場合を例示している。センサ48aは、例えば、近接スイッチで構成され、これに対応して、検知片48bは永久磁石で構成される。なお、前記識別手段48は、検知片48bをバーコードとし、センサ48aをバーコードリーダとしてもよい。
【0015】
前記本体ベッド6の切欠き部45と各編成部ユニット5の装着部7とには、位置決めピン(図示省略)の挿通穴が形成されており、両者の挿通穴に位置決めピンを挿通して位置決めすることによって、本体ベッド6に装着された編成部ユニット5を正規位置に位置決め固定することができるように構成されている。
本発明の丸編機1は、給糸部2と編成部3を別々の駆動モータ23,28で駆動し、丸編機1の中央情報処理装置49からそれぞれの駆動モータ23,28に指令を出すことにより、編成部3の編成動作と給糸部2の給糸速度とを同期させることができるように構成している。
【0016】
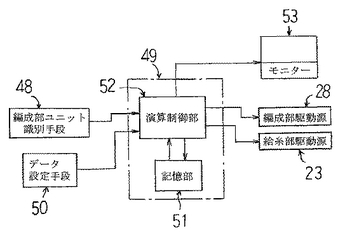
そのために、中央情報処理装置49には、図9に示すように、データ設定手段50と記憶部51と、演算制御部52とを設けている。データ設定手段50は、各編成部ユニット5毎に当該ユニット5の釜サイズ、針本数、度目、釜回転数、給糸量、編長(生産量)等の編成用データを設定するためのもので、例えば、キーボードで構成される。記憶部51は、データ設定手段50で設定された編成用データを演算制御部52を介して記憶するためのものである。演算制御部52は、各編成部ユニット5の種類の識別手段48からの識別信号を受けて記憶部51の記憶データ中から当該編成部ユニット5の編成用データを検索し、その編成用データに基づいて編成部3の編成動作と給糸部2の給糸速度とを同期させるための演算をなし、その演算結果に基づいて編成部3の駆動モータ28と給糸部2の駆動モータ23とに同期駆動指令を出す構成とされている。なお、中央情報処理装置49には、データ設定手段50による入力データや演算制御部52の出力データ等を表示するモニタ53が設けられている。
【0017】
前記記憶部51には、演算制御部52を介して各編成部ユニット5の編成用データの設定項目が一定の順序でモニタ53に表示案内されるプログラムが組み込まれ、このプログラムにより編成用データの設定がモニタ53に表示された画面の案内に沿ってデータ設定手段50を順次操作することにより行えるようにしている。
本発明に係る丸編機1の実施形態の構成は、以上の通りであって、次に動作を説明する。先ず、データ設定手段50によって、使用するすべての各編成部ユニット5の編成用データが中央情報処理装置49の記憶部51に入力設定される。また、本体ベッド6の切欠き部45に最初に使用される編成部ユニット5が位置決め装着される。これにより、識別手段48が当該編成部ユニット5の種類を識別して中央情報処理装置49に識別信号を伝達する。中央情報処理装置49では、この識別信号に対応する種類の編成部ユニット5の編成用データが記憶部51の中から検索され、この編成用データに基づいて編成部3の編成動作と給糸部2の給糸速度とを同期させるための演算がなされ、その演算結果に基づいて編成部3の駆動モータ28と給糸部2の駆動モータ23とに駆動指令が出される。また、使用する糸のボビンがボビンホルダ27に装着され、積極的給糸装置22を通して編成部3の給糸ガイド12から釜8の針9に糸が仕掛けられる。この状態で、丸編機1の運転が開始される。これにより、編成部3は、給糸部2から供給される糸を編成用データで設定された条件で編成して丸編地を作り出して下方に送り出す。送り出された丸編地は、巻取り部4の送出ローラ39,40が挟持して一定トルク(張力)で送出する。これにより、編成部3で作り出される丸編地には、常に一定の張力が付与される。なお、送出ローラ39,40から送出された丸編地は、受け箱(図示省略)等に収容される。設定された編長(生産量)に達すると、丸編機1は停止される。
【0018】
以後、編成部ユニット5が交換される都度、当該編成部ユニット5の種類の識別が識別手段48で行われ、中央情報処理装置49で編成用データが検索され、編成部3の駆動モータ28と給糸部2の駆動モータ23とに同期駆動指令が出され、編成部3により当該編成用データで設定された条件で編成がなされる。
このように、本発明の丸編機1は、編成部3をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニット5で構成し、各編成部ユニット5を本体ベッド6に交換装着可能としてあるため、サイズ、ゲージ、ステッチ量等が異なる品番の編地を編成する際、当該品番に該当する編成部ユニットを各編成部ユニット中から選出して本体ベッドに装着するだけでよく、高度な技術知識や技能を必要とせず、未熟練者でも編成部を短時間で交換して当該品番の編地を編成することができる。
【0019】
本発明の実施形態に係る丸編機は以上の構成と動作からなるが、本発明は、この実施形態にのみ制約されるものではなく、特許請求の範囲に記載した範囲内で自由に変形して実施することができる。例えば、巻取り部4は、別の駆動源で駆動するようにしてもよい。
【図面の簡単な説明】
【0020】
【図1】本発明に係る丸編機全体の概略正面図である。
【図2】同丸編機全体の概略右側面図である。
【図3】同丸編機全体の概略左側面図である。
【図4】同丸編機全体の概略平面図である。
【図5】同丸編機全体の概略底面図である。
【図6】同丸編機の編成部付近の概略斜視図である。
【図7】同丸編機編成部ユニットと本体ベッドとの装着部の拡大縦断正面図である。
【図8】同丸編機編成部ユニットの拡大縦断側面図である。
【図9】同丸編機の中央情報処理装置の概略構成説明図である。
【符号の説明】
【0021】
1 丸編機
2 給糸部
3 編成部
4 巻取り部
5 編成部ユニット
6 本体ベッド
7 装着部
8 釜
9 針
10 カム
11 カムホルダ
12 給糸ガイド
13 被駆動ギヤ
14 駆動ギヤ
22 積極的給糸装置
23 給糸部の駆動モータ
28 編成部の駆動モータ
37 定トルク発生装置
39 送出ローラ
40 送出ローラ
45 切欠き部
46 ガイドレール
47 嵌合溝
48 識別手段
50 データ設定手段
51 記憶部
52 演算制御部
【技術分野】
【0001】
本発明は、丸紐編や筒編等のサイズ、ゲージ、ステッチ量等が異なる品番の編地を編成するためのシングルニットの丸編機に関するものである。
【背景技術】
【0002】
従来のシングルニットの丸編機は、ベッドに対して、針を保持する釜及びカムを保持するカムホルダが別体として組み付けられていた(例えば、特許文献1)。
また、給糸部の駆動は、編成部駆動源からギヤ、ベルト、給糸プーリ等で連動させる方式と、給糸部と編成部とを別々の駆動手段で駆動し、編成部のモータ回転数を検出してそれに同期させて給糸部を駆動する方式とがあった。
【特許文献1】特開2001−159056号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の丸編機によってサイズ、ゲージ、ステッチ量等が異なる品番の編地を編成するには、編成部を構成する釜、カム、カムホルダ等をその都度、交換する必要があり、これらがベッドに対して別体として組み付けられていたため、これらの交換に多大な時間が必要であった。
しかも、給糸部の駆動を編成部駆動源から連動させる方式の場合では、サイズ、ゲージ、ステッチ量等の変更に対応してその都度、ギヤ、ベルト、給糸プーリ等の調整、設定が必要であった。
【0004】
また、給糸部と編成部を別々の駆動手段で駆動する方式の場合では、通常稼動しているときに釜の回転速度を常に検出し、検出結果を演算して給糸モータの速度を調整する必要がある。上記釜の回転速度を検出してから演算して給糸モータに速度指令を出すため、演算時間の影響で応答性が遅れる問題があった。
本発明は、編成部を短時間で交換可能とし、編成部と給糸部の同期駆動の調整操作を省略し、応答性を改善し、給糸量変更にも容易に対応可能とした丸編機を提供することを目的としている。
【課題を解決するための手段】
【0005】
前記目的を達成するため本発明は、給糸部、編成部、巻取り部からなる丸編機において、編成部をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニットで構成し、各編成部ユニットを本体ベッドに交換装着可能としたものである。
前記各編成部ユニットには同一形状の本体ベッドへの装着部がそれぞれ設けられており、該装着部に釜、針、カム、カムホルダ、給糸ガイド及び被駆動ギヤが組み付けられ、該被駆動ギヤが本体ベッドに設けられた駆動ギヤに噛合して編成動作を行うように構成されている。
【0006】
また、前記編成部ユニットは、外周上部に1本〜複数本の針を昇降可能に装着した釜が前記装着部に固着され、該釜の外周部にカムホルダが軸受を介して回転自在に装着され、このカムホルダに被駆動ギヤと前記針を昇降させるカムが取付けられている。
前記編成部と給糸部とは別々の駆動源で駆動され、丸編機の中央情報処理装置からそれぞれの駆動源に指令を出すことにより、編成部の編成動作と給糸部の給糸速度とを同期させることができるようにしている。
前記各編成部ユニットの装着部と本体ベッドとの一方又は双方に各編成部ユニットの種類を識別するための識別手段が設けられており、前記中央情報処理装置には、各編成部ユニット毎に当該ユニットの釜サイズ、針本数、度目、釜回転数、給糸量、編長等の編成用データの設定手段と、該設定手段で設定された編成用データを記憶する記憶部と、各編成部ユニットの種類の識別手段からの識別信号を受けて前記記憶部の記憶データ中から当該編成部ユニットの編成用データを検索し、その編成用データに基づいて編成部の編成動作と給糸部の給糸速度とを同期させるための演算をなし、その演算結果に基づいて編成部の駆動源と給糸部の駆動源とに駆動指令を出す演算制御部とが設けられ、本体ベッドに装着された編成部ユニットを前記識別手段で識別させて前記中央情報処理装置を介して当該編成部ユニット編成部の駆動源と給糸部の駆動源とに同期駆動指令を出させるようにしている。
【0007】
前記識別手段は、本体ベッドと各編成部ユニットの装着部とに設けられたセンサと検知片とからなる。
前記丸編機の巻取り部は、編成部で編成された編地を定トルクで巻き取る方式としてある。
【発明の効果】
【0008】
本発明によれば、サイズ、ゲージ、ステッチ量等が異なる品番の編地を編成する際、当該品番に該当する編成部ユニットを各編成部ユニット中から選出して本体ベッドに装着するだけでよく、高度な技術知識や技能を必要とせず、未熟練者でも編成部を短時間で交換して当該品番の編地を編成することができる。
また、各編成部ユニットの装着部と本体ベッドとには、各編成部ユニットの種類を識別するための識別手段を設けてあるため、本体ベッドに装着された編成部ユニットの種類が自動的に識別される。この識別信号は丸編機の中央情報処理装置に送られて予め記憶された編成用データが検索され、当該編成部ユニットの編成動作と給糸部の給糸速度とを同期させるための駆動指令が編成部の駆動源と給糸部の駆動源とに出される。従って、本発明によれば、一度調整・設定した編成部ユニットを再度使用する際に、再現性がある。さらに、本発明では、前記編成部と給糸部とは別々の駆動源で駆動され、丸編機の中央情報処理装置からそれぞれの駆動源に指令を出すことにより、編成部の編成動作と給糸部の給糸速度とを同期させることができるようにしているため、応答性遅れの問題を解消することができる。また、本発明では、編成用データの設定手段によって随時、編成条件を変更することができ、これに対応する給糸条件の同期化が中央情報処理装置の演算制御部により自動的に行われ、給糸量変更にも容易に対応させることができる。
【0009】
また、本発明の編成部ユニットは、釜及び針が固定で、カム及びカムホルダが回転するようにしてあるため、編成された編地の巻取り部を旋回させる必要がなく、巻取り部の構成を簡素化することができる。また、巻取り部を定トルク巻き取り方式としてあることにより、巻取り部の構成を一層、簡素化できる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施形態を図面に基づいて説明する。
図1〜図5は本発明に係る丸編機1の全体の概略正面図、左右側面図、平面図、底面図を示すものである。本発明の丸編機1は、給糸部2と、編成部3と、巻取り部4とからなり、編成部3をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニット5で構成し、各編成部ユニット5を本体ベッド6に交換装着可能としている。
前記編成部ユニット5の種類は、釜サイズの異なるシリーズ、ゲージの異なるシリーズ、ステッチ量の異なるシリーズ、これらの組み合わせ等からなっている。各編成部ユニット5には同一形状の本体ベッド6への装着部7がそれぞれ設けられている。装着部7には、図6、図8に示すように、釜8、針9、カム10、カムホルダ11、給糸ガイド12及び被駆動ギヤ13が組み付けられている。被駆動ギヤ13は、本体ベッド6に設けられた駆動ギヤ14に噛合して編成動作を行うように構成されている。
【0011】
前記編成部ユニット5は、図8に示すように、外周上部に形成された針床(溝)15に1本〜複数本の針(べら針)9を昇降可能に装着した釜8が下端部で締付ナット16により装着部7に直立状態で固着されている。針床(溝15)は、釜8の周方向に所定の間隔で複数形成されている。釜8の外周部には、カムホルダ11が軸受17を介して回転自在に装着されている。そして、カムホルダ11には、被駆動ギヤ13と前記針9を昇降させるカム10が取付けられている。カム10の内周面には、針9を昇降させるためのカム溝10aが周方向に所定の形状で形成されており、また、針9にはバット9aが突出形成されており、該バット9aがカム溝10aに係合されている。これによって、カム10が回転すると、釜8の針床15内で針9がカム溝10aの形状に対応して昇降動作する。なお、カム10は、カムホルダ11に対して、調整ノブ18により位置調整可能とされている。給糸ガイド12は、カムホルダ11に取り付けられている。
【0012】
本体ベッド6の上部には2本の支柱19,20が立設され、該支柱19,20の上部は連結板21で連結されている。この連結板21の中央部には、公知の積極的給糸装置22が設置されている。積極的給糸装置22は、本体ベッド6の下面に設置された駆動モータ23からベルト伝動装置24によって回転駆動される回転軸25、該回転軸25の上端からベルト伝動装置26を介して回転駆動される。回転軸25は、一方の支柱19内を上下方向に貫通して該支柱19内に回転自在に支持されている。
給糸部2は、駆動モータ23から前記ベルト伝動装置24、回転軸25及びベルト伝動装置26を介して回転駆動される積極的給糸装置22により、本体ベッド6上のボビンホルダ27に保持されるボビンから引き出した糸を編成部3の給糸ガイド12に供給する構成とされている。
【0013】
編成部3の被駆動ギヤ13に噛合する駆動ギヤ14は、本体ベッド6の下面に設置された駆動モータ28からベルト伝動装置29を介して回転駆動される回転軸30に取付けられている。回転軸30は、本体ベッド6の下面に回転自在に支持されている。
巻取り部4は、上記駆動ギヤ14に常時噛合するギヤ31から直交変換ギヤボックス32の出力軸33、ベルト伝動装置34、中継軸35、軸受箱36、定トルク発生装置37、ベルト伝動装置38を介して回転駆動される送出ローラ39と、この送出ローラ39に接触して回転する送出ローラ40とを有する。直交変換ギヤボックス32は、本体ベッド6の下面に設置され、ギヤ31からの回転入力を直交する出力軸33に伝達して出力させる構成とされている。中継軸35は、本体ベッド6の下面に軸受箱36を介して回転自在に軸受されている。定トルク発生装置37は、編成部3で編成された編地を送出ローラ39,40で送出するときの編地の張力を一定にするためのもので、例えば、編地の張力が大きくなって定トルク発生装置37の設定トルク以上になると、スリップして駆動源側からのトルク伝達を自動的に制限するようになされている。この定トルク発生装置37の設定トルク値は自由に設定調整可能とされている。一方の送出ローラ39は、本体ベッド6の下面の固定腕41の先端に回転自在に支持されている。他方の送出ローラ40は、支点軸42を介して上下方向に揺動自在に支持された揺動腕43の先端に回転自在に支持されている。揺動腕43は、スプリング44によって他方の送出ローラ40を一方の送出ローラ39に圧接する方向に牽引されている。
【0014】
本体ベッド6の前面部には、図1、図6に示すように、切欠き部45が設けられ、この切欠き部45の両側下面にガイドレール46が設置されている。各編成部ユニット5の装着部7は、上記切欠き部45に装着可能とするために同一形状とされ、該装着部7の両側面には、前記ガイドレール46に摺動可能に嵌合する嵌合溝47が形成されている。一方のガイドレール46及び嵌合溝47には、識別手段48が設置されている。識別手段48は、本実施形態では、複数個のセンサ48aと検知片48bとで構成し、検知片48bの取付け位置や取付け個数を種々組み合わせ変化させて複数の編成部3の種類を識別させるようにした場合を例示している。センサ48aは、例えば、近接スイッチで構成され、これに対応して、検知片48bは永久磁石で構成される。なお、前記識別手段48は、検知片48bをバーコードとし、センサ48aをバーコードリーダとしてもよい。
【0015】
前記本体ベッド6の切欠き部45と各編成部ユニット5の装着部7とには、位置決めピン(図示省略)の挿通穴が形成されており、両者の挿通穴に位置決めピンを挿通して位置決めすることによって、本体ベッド6に装着された編成部ユニット5を正規位置に位置決め固定することができるように構成されている。
本発明の丸編機1は、給糸部2と編成部3を別々の駆動モータ23,28で駆動し、丸編機1の中央情報処理装置49からそれぞれの駆動モータ23,28に指令を出すことにより、編成部3の編成動作と給糸部2の給糸速度とを同期させることができるように構成している。
【0016】
そのために、中央情報処理装置49には、図9に示すように、データ設定手段50と記憶部51と、演算制御部52とを設けている。データ設定手段50は、各編成部ユニット5毎に当該ユニット5の釜サイズ、針本数、度目、釜回転数、給糸量、編長(生産量)等の編成用データを設定するためのもので、例えば、キーボードで構成される。記憶部51は、データ設定手段50で設定された編成用データを演算制御部52を介して記憶するためのものである。演算制御部52は、各編成部ユニット5の種類の識別手段48からの識別信号を受けて記憶部51の記憶データ中から当該編成部ユニット5の編成用データを検索し、その編成用データに基づいて編成部3の編成動作と給糸部2の給糸速度とを同期させるための演算をなし、その演算結果に基づいて編成部3の駆動モータ28と給糸部2の駆動モータ23とに同期駆動指令を出す構成とされている。なお、中央情報処理装置49には、データ設定手段50による入力データや演算制御部52の出力データ等を表示するモニタ53が設けられている。
【0017】
前記記憶部51には、演算制御部52を介して各編成部ユニット5の編成用データの設定項目が一定の順序でモニタ53に表示案内されるプログラムが組み込まれ、このプログラムにより編成用データの設定がモニタ53に表示された画面の案内に沿ってデータ設定手段50を順次操作することにより行えるようにしている。
本発明に係る丸編機1の実施形態の構成は、以上の通りであって、次に動作を説明する。先ず、データ設定手段50によって、使用するすべての各編成部ユニット5の編成用データが中央情報処理装置49の記憶部51に入力設定される。また、本体ベッド6の切欠き部45に最初に使用される編成部ユニット5が位置決め装着される。これにより、識別手段48が当該編成部ユニット5の種類を識別して中央情報処理装置49に識別信号を伝達する。中央情報処理装置49では、この識別信号に対応する種類の編成部ユニット5の編成用データが記憶部51の中から検索され、この編成用データに基づいて編成部3の編成動作と給糸部2の給糸速度とを同期させるための演算がなされ、その演算結果に基づいて編成部3の駆動モータ28と給糸部2の駆動モータ23とに駆動指令が出される。また、使用する糸のボビンがボビンホルダ27に装着され、積極的給糸装置22を通して編成部3の給糸ガイド12から釜8の針9に糸が仕掛けられる。この状態で、丸編機1の運転が開始される。これにより、編成部3は、給糸部2から供給される糸を編成用データで設定された条件で編成して丸編地を作り出して下方に送り出す。送り出された丸編地は、巻取り部4の送出ローラ39,40が挟持して一定トルク(張力)で送出する。これにより、編成部3で作り出される丸編地には、常に一定の張力が付与される。なお、送出ローラ39,40から送出された丸編地は、受け箱(図示省略)等に収容される。設定された編長(生産量)に達すると、丸編機1は停止される。
【0018】
以後、編成部ユニット5が交換される都度、当該編成部ユニット5の種類の識別が識別手段48で行われ、中央情報処理装置49で編成用データが検索され、編成部3の駆動モータ28と給糸部2の駆動モータ23とに同期駆動指令が出され、編成部3により当該編成用データで設定された条件で編成がなされる。
このように、本発明の丸編機1は、編成部3をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニット5で構成し、各編成部ユニット5を本体ベッド6に交換装着可能としてあるため、サイズ、ゲージ、ステッチ量等が異なる品番の編地を編成する際、当該品番に該当する編成部ユニットを各編成部ユニット中から選出して本体ベッドに装着するだけでよく、高度な技術知識や技能を必要とせず、未熟練者でも編成部を短時間で交換して当該品番の編地を編成することができる。
【0019】
本発明の実施形態に係る丸編機は以上の構成と動作からなるが、本発明は、この実施形態にのみ制約されるものではなく、特許請求の範囲に記載した範囲内で自由に変形して実施することができる。例えば、巻取り部4は、別の駆動源で駆動するようにしてもよい。
【図面の簡単な説明】
【0020】
【図1】本発明に係る丸編機全体の概略正面図である。
【図2】同丸編機全体の概略右側面図である。
【図3】同丸編機全体の概略左側面図である。
【図4】同丸編機全体の概略平面図である。
【図5】同丸編機全体の概略底面図である。
【図6】同丸編機の編成部付近の概略斜視図である。
【図7】同丸編機編成部ユニットと本体ベッドとの装着部の拡大縦断正面図である。
【図8】同丸編機編成部ユニットの拡大縦断側面図である。
【図9】同丸編機の中央情報処理装置の概略構成説明図である。
【符号の説明】
【0021】
1 丸編機
2 給糸部
3 編成部
4 巻取り部
5 編成部ユニット
6 本体ベッド
7 装着部
8 釜
9 針
10 カム
11 カムホルダ
12 給糸ガイド
13 被駆動ギヤ
14 駆動ギヤ
22 積極的給糸装置
23 給糸部の駆動モータ
28 編成部の駆動モータ
37 定トルク発生装置
39 送出ローラ
40 送出ローラ
45 切欠き部
46 ガイドレール
47 嵌合溝
48 識別手段
50 データ設定手段
51 記憶部
52 演算制御部
【特許請求の範囲】
【請求項1】
給糸部、編成部、巻取り部からなる丸編機において、編成部をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニットで構成し、各編成部ユニットを本体ベッドに交換装着可能としたことを特徴とする丸編機。
【請求項2】
前記各編成部ユニットには同一形状の本体ベッドへの装着部がそれぞれ設けられており、該装着部に釜、針、カム、カムホルダ、給糸ガイド及び被駆動ギヤが組み付けられ、該被駆動ギヤが本体ベッドに設けられた駆動ギヤに噛合して編成動作を行うように構成されていることを特徴とする請求項1に記載の丸編機。
【請求項3】
前記編成部ユニットは、外周上部に1本〜複数本の針を昇降可能に装着した釜が前記装着部に固着され、該釜の外周部にカムホルダが軸受を介して回転自在に装着され、このカムホルダに被駆動ギヤと前記針を昇降させるカムが取付けられていることを特徴とする請求項2に記載の丸編機。
【請求項4】
前記編成部と給糸部とは別々の駆動源で駆動され、丸編機の中央情報処理装置からそれぞれの駆動源に指令を出すことにより、編成部の編成動作と給糸部の給糸速度とを同期させることができるようにしたことを特徴とする請求項1〜3のいずれかに記載の丸編機。
【請求項5】
前記各編成部ユニットの装着部と本体ベッドとの一方又は双方に各編成部ユニットの種類を識別するための識別手段が設けられており、前記中央情報処理装置には、各編成部ユニット毎に当該ユニットの釜サイズ、針本数、度目、釜回転数、給糸量、編長等の編成用データの設定手段と、該設定手段で設定された編成用データを記憶する記憶部と、各編成部ユニットの種類の識別手段からの識別信号を受けて前記記憶部の記憶データ中から当該編成部ユニットの編成用データを検索し、その編成用データに基づいて編成部の編成動作と給糸部の給糸速度とを同期させるための演算をなし、その演算結果に基づいて編成部の駆動源と給糸部の駆動源とに駆動指令を出す演算制御部とが設けられ、本体ベッドに装着された編成部ユニットを前記識別手段で識別させて前記中央情報処理装置を介して当該編成部ユニット編成部の駆動源と給糸部の駆動源とに同期駆動指令を出させるようにしたことを特徴とする請求項4に記載の丸編機。
【請求項6】
前記識別手段は、本体ベッドと各編成部ユニットの装着部とに設けられたセンサと検知片とからなることを特徴とする請求項1〜5のいずれかに記載の丸編機。
【請求項7】
前記丸編機の巻取り部は、編成部で編成された編地を定トルクで巻き取る方式としてあることを特徴とする請求項1〜6のいずれかに記載の丸編機。
【請求項1】
給糸部、編成部、巻取り部からなる丸編機において、編成部をサイズ、ゲージ、ステッチ量等の異なる複数種類の編成部ユニットで構成し、各編成部ユニットを本体ベッドに交換装着可能としたことを特徴とする丸編機。
【請求項2】
前記各編成部ユニットには同一形状の本体ベッドへの装着部がそれぞれ設けられており、該装着部に釜、針、カム、カムホルダ、給糸ガイド及び被駆動ギヤが組み付けられ、該被駆動ギヤが本体ベッドに設けられた駆動ギヤに噛合して編成動作を行うように構成されていることを特徴とする請求項1に記載の丸編機。
【請求項3】
前記編成部ユニットは、外周上部に1本〜複数本の針を昇降可能に装着した釜が前記装着部に固着され、該釜の外周部にカムホルダが軸受を介して回転自在に装着され、このカムホルダに被駆動ギヤと前記針を昇降させるカムが取付けられていることを特徴とする請求項2に記載の丸編機。
【請求項4】
前記編成部と給糸部とは別々の駆動源で駆動され、丸編機の中央情報処理装置からそれぞれの駆動源に指令を出すことにより、編成部の編成動作と給糸部の給糸速度とを同期させることができるようにしたことを特徴とする請求項1〜3のいずれかに記載の丸編機。
【請求項5】
前記各編成部ユニットの装着部と本体ベッドとの一方又は双方に各編成部ユニットの種類を識別するための識別手段が設けられており、前記中央情報処理装置には、各編成部ユニット毎に当該ユニットの釜サイズ、針本数、度目、釜回転数、給糸量、編長等の編成用データの設定手段と、該設定手段で設定された編成用データを記憶する記憶部と、各編成部ユニットの種類の識別手段からの識別信号を受けて前記記憶部の記憶データ中から当該編成部ユニットの編成用データを検索し、その編成用データに基づいて編成部の編成動作と給糸部の給糸速度とを同期させるための演算をなし、その演算結果に基づいて編成部の駆動源と給糸部の駆動源とに駆動指令を出す演算制御部とが設けられ、本体ベッドに装着された編成部ユニットを前記識別手段で識別させて前記中央情報処理装置を介して当該編成部ユニット編成部の駆動源と給糸部の駆動源とに同期駆動指令を出させるようにしたことを特徴とする請求項4に記載の丸編機。
【請求項6】
前記識別手段は、本体ベッドと各編成部ユニットの装着部とに設けられたセンサと検知片とからなることを特徴とする請求項1〜5のいずれかに記載の丸編機。
【請求項7】
前記丸編機の巻取り部は、編成部で編成された編地を定トルクで巻き取る方式としてあることを特徴とする請求項1〜6のいずれかに記載の丸編機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−52487(P2006−52487A)
【公開日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願番号】特願2004−233686(P2004−233686)
【出願日】平成16年8月10日(2004.8.10)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願日】平成16年8月10日(2004.8.10)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]