
乗客コンベア用移動手摺の補修方法及び補修装置
【課題】熱可塑性エラストマー樹脂を主原料とする複数の層からなる乗客コンベア用移動手摺の補修において、従来は小型の熱プレス型で補修していたが、補修後に金型のエッジ痕が付く問題があった。
【解決手段】熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修する際に、上記プレス金型10と上記損傷部分Bとの間に、上記移動手摺1の外周面を覆うように形成され該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板17を挟み込んで加熱加圧するようにしたものである。
【解決手段】熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修する際に、上記プレス金型10と上記損傷部分Bとの間に、上記移動手摺1の外周面を覆うように形成され該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板17を挟み込んで加熱加圧するようにしたものである。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、熱可塑性エラストマーを主原料として押出成形された乗客コンベア用移動手摺の補修方法及び補修装置に関するものである。
【背景技術】
【0002】
エスカレータなど乗客コンベア用の移動手摺として、例えばポリウレタン系樹脂、ポリスチレン系樹脂、ポリオレフィン系樹脂などの熱可塑性エラストマー樹脂を主原料として抗張体や帆布と共に押出成型によって製造されるものがある。この場合、成形された断面略C字形状の長尺の熱可塑性エラストマー(ウレタンと呼ぶ)を、所望の寸法に切断した後、切断された部分を相互に接続して無端状にするために、当て布、接着材、及び手摺と同色のウレタンシート(0.5〜2.0mm)などを用いて熱プレスにより加工される。しかし、繰り返しの使用による曲げ応力により、ウレタンシートと熱可塑性エラストマーからなる本体樹脂部が剥離することがある。従来の移動手摺を補修するための装置として、移動手摺化粧層表面の温度を化粧層表面が溶融する温度未満に維持しつつ、前記当て布の近傍を金型により加熱加圧するようにしたものがある(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−31072号公報(第1頁、図1)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような従来の技術は、剥離箇所を含む手摺全体を型で覆い、ヒータで熱を与えながら加圧して再融着させる方法で、表層はきれいに補修できるものの、金型端のエッジ痕が手摺表層に残る問題があった。なお、エッジ痕は金型によって加熱・加圧された樹脂が柔らかくなり、型圧により外側に押出された樹脂が型端に沿うように盛り上がることで形成される。このようなエッジ痕が残らないようにするために、金型の端部のみの温度を下げるため、冷却水路を設ける方法もあるが、この補修作業は、エスカレータのステップ上で行われるため、作業性が悪く、また現地に持ち出す場合は冷却チラーなどが必要で装置自体が大型となるため運搬が大変である。さらに、冷却水路がない場合で、金型端の温度を下げる場合は、金型の長手方向長を長くすれば良いが、これもまた、現地で補修に行く際に重量物となり運搬が大変である。つまり、現地で補修する際に複雑な機構がなく、軽くて小さい装置であることが望まれている。
【0005】
この発明は上記のような従来技術の課題を解消するためになされたものであり、軽量で持ち運びも容易で、エッジ痕を残さないように補修することが可能な乗客コンベア用移動手摺の補修方法及びその補修装置を得ることを目的としている。
【課題を解決するための手段】
【0006】
この発明に係る乗客コンベア用移動手摺の補修方法は、熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修する際に、上記プレス金型と上記損傷部分との間に、上記移動手摺の外周面を覆うように形成され該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板を挟み込んで加熱加圧するようにしたものである。
【0007】
また、この発明に係る乗客コンベア用移動手摺の補修装置は、熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修するものであって、上記損傷部分を含む上記移動手摺の外周面を覆うように形成された該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板を備えるようにしたものである。
【発明の効果】
【0008】
この発明に係る乗客コンベア用移動手摺の補修方法においては、プレス金型と損傷部分との間に、移動手摺の外周面を覆うように形成され移動手摺の長手方向の寸法がプレス金型の両端部からそれぞれ所定長はみ出した薄板を挟み込んで加熱加圧するようにしたので、はみ出された部分の薄板の温度が下がり、型圧により樹脂が外側に押出されることが無くなり、金型のエッジ痕が付かずに補修することができる。また、装置が大型化したり重量化することがない。
【0009】
また、この発明に係る乗客コンベア用移動手摺の補修装置においては、損傷部分を含む移動手摺の外周面を覆うように形成された、移動手摺の長手方向の寸法がプレス金型の両端部からそれぞれ所定長はみ出された薄板を備えるようにしたので、構成が簡単で重量化することもなく金型のエッジ痕が付かずに補修することができる。
【図面の簡単な説明】
【0010】
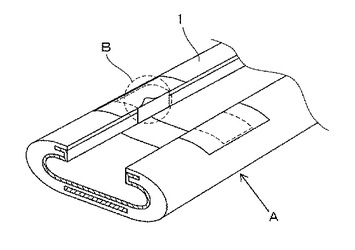
【図1】この発明の実施の形態1に係る乗客コンベア用移動手摺の補修方法を適用する移動手摺の接続部の構成を概念的に示す斜視図である。
【図2】図1に示された接続部の断面図である。
【図3】図1に示された接続部のウレタンシートが剥離した状態の第1の例を概念的に示す斜視図である。
【図4】図1に示された接続部のウレタンシートが剥離した状態の第2の例を概念的に示す斜視図である。
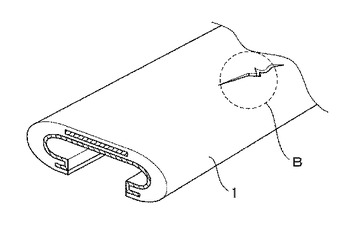
【図5】図1に示された移動手摺の表面にクラックが生じた例を概念的に示す斜視図である。
【図6】この発明の実施の形態1に係る乗客コンベア用移動手摺の補修方法を説明する工程図である。
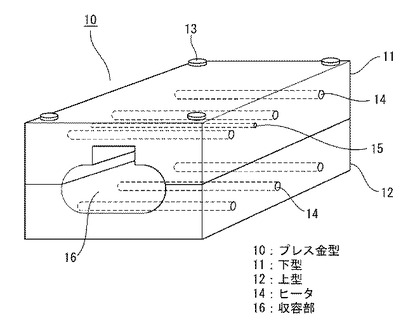
【図7】図6に示された小型のヒータ付プレスであるプレス金型を概念的に示す斜視図である。
【図8】この発明の実施の形態2に係る乗客コンベア用移動手摺の補修方法及び補修装置を用いた補修工程を模式的に説明する断面図である。
【図9】この発明の実施の形態3に係る乗客コンベア用移動手摺の補修装置の要部を示す斜視図である。
【発明を実施するための形態】
【0011】
実施の形態1.
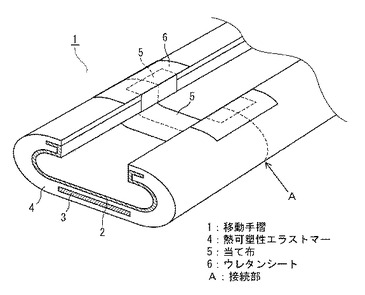
以下、この発明の実施の形態1に係る乗客コンベア用移動手摺の補修方法について図1〜図7を参照して説明する。先ず、乗客コンベア用移動手摺及び接続部の構成例について図1、図2により概略的に説明する。乗客コンベア用移動手摺1は、例えばポリウレタン系樹脂、ポリスチレン系樹脂、ポリオレフィン系樹脂などの樹脂材料を主原料として製造された熱可塑性エラストマーを押出成型することによって製造される。その際、乗客コンベアのガイドレール(図示省略)と接触する部分に帆布2を配置し、芯となる抗張体3と共に熱可塑性エラストマーを押出成型金型に挿入し、引き出すことによって断面略C字形状の長尺の手摺材として形成される。
【0012】
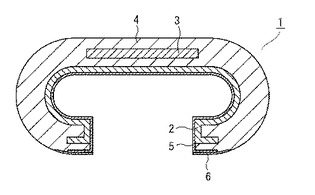
引き出された手摺材は水などで冷却され、引取り機を介してタイコと呼ばれるものに巻かれて行く。このように押出された手摺材は、所定の寸法に切断された後、無端状とするために熱プレスなどを用いて切断された部分を相互に接着加工して移動手摺1が得られる。このとき、接続部Aの強度を確保するため、接着剤が塗布された当て布5を図1、図2に示すように移動手摺1の内側部分の表面全体に沿わせ、さらにその幅方向端部を表面層を形成する熱可塑性エラストマー4の外側表面に折り返すように沿わせて配置し、加熱プレスすることで、手摺内側の布強度が確保される。
【0013】
一方、抗張体3は金属材料または樹脂材料などからなり、接続部Aについては、移動手摺1の厚みが一様になるように互いに重合させ、重合部分を接着して接続する所要の接続手段が講じられるが、ここではその詳細についての説明を省略する。また、手摺本体を構成している熱可塑性エラストマー4からなる外側部分は、該熱可塑性エラストマー4の樹脂同士が融着されて、接着強度が確保される。
【0014】
次に、接続部Aの手摺耳部の外側表面に折り返すように接着された当て布5の剥き出された部分の見栄えを良くするために、外側に折り返された当て布5の上から、熱可塑性エラストマー4と同色の熱可塑性エラストマーからなるウレタンシート6を当てて再度熱プレスにより接着することで、図1に示すような接続部Aが得られる。なお、ウレタンシート6の厚みは、例えば0.5〜2.0mm程度のものが用いられる。このように2回に分けてプレスする理由は、最初のプレス温度と、2回目のプレス温度が異なるためである。
【0015】
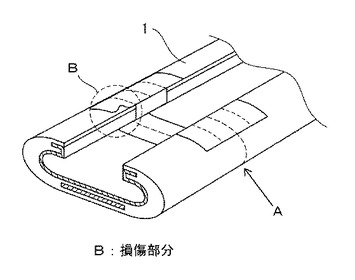
上記のように製造された無端状の移動手摺1の接続部Aは、バラツキによりウレタンシート6の接着力が融着レベルより弱い場合などに、長期の使用による繰り返しの曲げ応力により、このウレタンシート6と本体樹脂部である熱可塑性エラストマー4が剥離することがある。図3、及び図4は移動手摺1の接続部A付近に剥離による損傷部分Bが生じた場合の第1の例、及び第2の例を示す斜視図、図5は接続部A以外の部分にクラックによる傷などの損傷部分Bが生じた場合の例を示す斜視図である。以下、このように剥離やクラックなどの損傷部分Bを、実施の形態1の補修方法及び補修装置によって修復する手法を図6、図7を参照して詳細に説明する。
【0016】
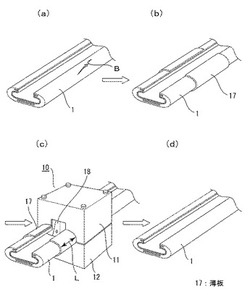
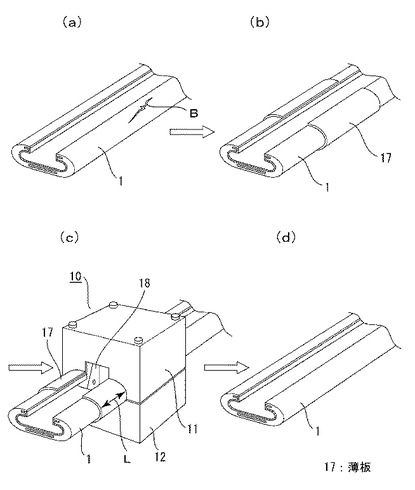
図6は実施の形態1に係る補修方法を説明する工程図、図7は図6に示された小型のヒータ付プレスであるプレス金型を概念的に示す斜視図である。図において、プレス金型10は、図の上下方向に分割可能に形成された下型11と上型12と、これら下型11と上型12を締結する止めネジ13を有している。下型11と上型12には、それぞれ電熱式のヒータ14が埋設されている。下型11には温度検知装置としての熱電対15が埋設されている。図6(c)に示すように、プレス金型10の中心部には、移動手摺1の補修個所を通す収容部16が形成されている。移動手摺1の損傷部分Bの外周部には、加熱プレスによる圧痕の生成を防ぐための薄板17が図6(b)に示すように装着される。
【0017】
また、移動手摺1の内周部には3分割体からなる中芯ブロック18が図6(c)に示すように装着される。プレス金型10は、マンコンベアが設置されている現場で作業することを想定して可搬型で小型に形成され、図示省略している温度制御装置付きの電源装置によって移動手摺1を構成する熱可塑性エラストマー4が溶融し得る所望の温度に加熱制御することができるものであり、従来のものと略同様のものを用いることができる。
【0018】
上記薄板17は、熱伝導率が高い金属材などが望ましく、入手のし易さやコストなどの点から例えばアルミニウムや銅などは好ましい。また、圧痕をつき難くするには、薄板17は移動手摺1の長手方向の長さがプレス金型10の端部から片側で10mm以上、全体で20mmより長くする必要がある。プレス金型10からのはみ出し量Lが10mmよりも短いと、薄板17の端部にプレス金型10からの圧力や熱が伝わり、熱可塑性エラストマー4を押して圧痕が出来てしまうからである。薄板17は、例えば平板状のものを移動手摺1の外周面に沿って巻き付けるようにしても良いが、現場での取り扱いを容易にするためにプレス成形によって予め移動手摺1の外形に近いC字形に加工しておいても良い。
【0019】
また、薄板17の板厚は移動手摺1の外周面への装着し易さの点では薄い方が扱い易いが、強度上の点から0.1mm以上であることが望ましい。該薄板17の板厚を0.1mmよりも薄くした場合、加熱プレス時の圧力によって薄板17が変形し、移動手摺1に薄板17の変形によるエッジ痕ができるようになるので好ましくない。なお、薄板17の厚みの上限は特に限定されるものではないが、あまり分厚くすると、移動手摺1の外周部に薄板17をはめ込む際に難しくなるだけでなく、分厚くなると、重量が増す上、熱の伝熱にも時間がかかるため、3mm以内程度のものが望ましい。
【0020】
次に、上記のように構成された実施の形態1の動作を説明する。移動手摺1の接続部のウレタンシート6が剥離したり、熱可塑性エラストマー4の表層部分が傷ついたりした損傷部分Bが生じた場合、図6(a)に例示するように損傷部分Bを作業のし易い位置に移動させた後、図6(b)に示すように該損傷部分Bが長手方向の中心となるようにして移動手摺1の外周を覆うように薄板17をはめ込む。
【0021】
次に、薄板17をはめ込んだ移動手摺1の内周部に、3分割された中芯ブロック18を順番に入れた後、所定の温度まで予熱させた下型11、及び上型12を図6(c)のように装着する。次に、図示していない温度制御装置付きの電源装置によって、熱可塑性エラストマー4が溶融する所望の温度まで上昇させ、一定時間保持した後冷却し終えると完了であり、下型11、及び上型12を外し、薄板17を除くと図6(d)のように修復が完了した移動手摺1が得られる。
【0022】
なお、損傷部分Bがクラックの場合について説明したが、移動手摺1の接続部Aにおけるウレタンシート6が剥離した場合についても全く同様に修復することができる。また、損傷部分Bの移動手摺1の長手方向の長さがプレス金型10よりも長い場合には、該プレス金型10を順次ずらして行うことにより美麗な表面に修復することができる。
【0023】
上記のように、実施の形態1に係る乗客コンベア用移動手摺の補修方法は、熱可塑性エラストマーを用いた移動手摺1の表面部の損傷部分Bを、加熱手段を備えたプレス金型10を用いて加熱溶融させ補修する際に、プレス金型10と損傷部分Bとの間に、移動手摺1の外周面を覆うように形成された、移動手摺1の長手方向の寸法が上記プレス金型10の両端部からのはみ出し量Lが10mm以上の薄板17を挟み込んで加熱加圧するようにしたものであり、該実施の形態1の補修方法によれば、プレス金型10の端部によるエッジ痕が付かず光沢のある意匠性を保持した修復を簡単に行うことができる。また、移動手摺1の長期使用も可能となる。
【0024】
また、実施の形態1に係る乗客コンベア用移動手摺の補修装置においては、損傷部分Bを含む移動手摺1の外周面を覆うように形成された、移動手摺1の長手方向の寸法がプレス金型10の両端部からそれぞれ所定長はみ出された薄板17を備えるようにしたので、はみ出された部分の薄板の温度が下がり、型圧により樹脂が外側に押出されることが無くなり、プレス金型10のエッジ痕が付かずに補修することができる。構成が簡単で重量化することもなく、既存の小型の金型を利用することもでき、小型で軽量なので持ち運びも容易である。
【0025】
実施の形態2.
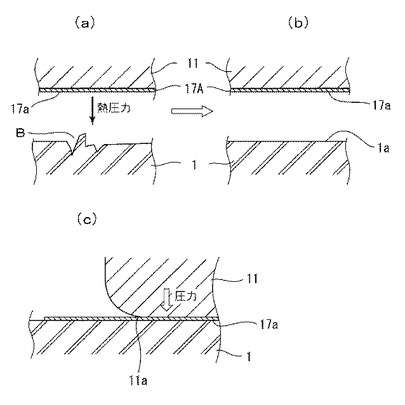
次に、この発明の実施の形態2に係る乗客コンベア用移動手摺の補修方法及び補修装置について図8を参照して説明する。なお、図8は実施の形態2の補修方法及び補修装置を用いた補修工程を模式的に説明する断面図であり、図8(a)はプレス金型による加熱プレス前の状態、図8(b)はプレス金型による加熱プレス後の状態、図8(c)はプレス金型による加熱プレス時の金型のエッジ端部近傍の状態をそれぞれ示している。この実施の形態2は、熱可塑性エラストマー樹脂を用いた移動手摺1は、従来のゴム手摺によりも光沢性が高い製品であることに鑑みなされたもので、補修した箇所の光沢性を維持し、補修によって意匠性を害することが無いようにしたものである。
【0026】
この実施の形態2における薄板17Aは、移動手摺1との接触面17aに、粗さ0.8μm以下の極上仕上げを行った後、その仕上げ面に膜厚5〜20μmの硬質クロムメッキ等のメッキ処理を施したものからなる。移動手摺1の表面部を加熱加圧して補修する手法においては、移動手摺1の表層の樹脂を高温により溶融してプレスするため、プレス金型の表面の状態が移動手摺1の表面に転写される。このため、光沢性を維持するために薄板17Aの表面は粗さ0.8μm以下の極上仕上げを行うことが必要である。また、補修の繰り返し再現性を保つために、キズなどに対する接触面17aの耐久性を保つ必要があり、そのために、膜厚5〜20μmのメッキ処理を施すようにしたものである。その他の構成は実施の形態1と同様であるので、説明を省略する。
【0027】
上記のように構成された実施の形態2においては、図8(a)に示す移動手摺1の表面部の損傷部分Bを、上記鏡面状に表面仕上げされた薄板17Aを用いる他は上記実施の形態1と同様の手順で加熱加圧プレスすると、図8(b)に示すように、得られた補修部分の表面1aは、単に平らなだけでなく、光沢性に優れ、意匠性においても優れた仕上げ面が得られる。補修していない部分との区別がつかない程度に光沢性を失うことなく仕上げることができる。また、図8(c)に示すように、下型11のエッジ部11a及び図示されていない上型のエッジ部についても、エッジ痕が形成されることなく綺麗に仕上げることができる。
【0028】
実施の形態3.
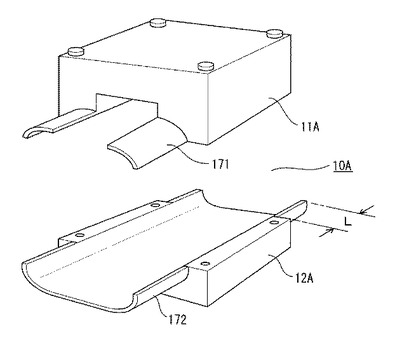
図9はこの発明の実施の形態3に係る乗客コンベア用移動手摺の補修装置の要部を示す斜視図である。なお、この実施の形態3は、実施の形態1または2における薄板17をプレス金型10Aに一体化したものである。図において、下型11Aには図6の薄板17の図の上半部に相当する円弧状の薄板部材171が左右対称的に固定され、上型12Aには同じく薄板17の下半部に相当する皿状の薄板部材172が固定されている。なお、薄板部材171、172を重合すると図6の薄板17と同一形状となる。また、プレス金型10Aの端部からのはみ出し量Lは実施の形態1、2と同様10mm以上となっている。また、ヒータ14、熱電対15などは図示省略している。
【0029】
上記のように構成された実施の形態3においては、実施の形態1または2と同様の作用効果が期待できることは明らかである。加えて薄板17を上下に2分割して、それぞれ下型11A、上型12Aに一体化させた構成としたので、修復時に図6(c)に示す薄板17を移動手摺1に巻きつける等の装着作業が不要となるので作業性が向上するという効果も得られる。
【符号の説明】
【0030】
1 乗客コンベア用移動手摺、 1a 表面、 2 帆布、 3 抗張体、 4 熱可塑性エラストマー、 5 当て布、 6 ウレタンシート、 10、10A プレス金型、 11、11A 下型、 12、12A 上型、 13 止めネジ、 14 ヒータ、 15 熱電対、 18 中芯ブロック、 17、17A 薄板、 17a 接触面、 16 収容部、 171、172 薄板部材、 A 接続部、 B 損傷部分、 L はみ出し量。
【技術分野】
【0001】
この発明は、熱可塑性エラストマーを主原料として押出成形された乗客コンベア用移動手摺の補修方法及び補修装置に関するものである。
【背景技術】
【0002】
エスカレータなど乗客コンベア用の移動手摺として、例えばポリウレタン系樹脂、ポリスチレン系樹脂、ポリオレフィン系樹脂などの熱可塑性エラストマー樹脂を主原料として抗張体や帆布と共に押出成型によって製造されるものがある。この場合、成形された断面略C字形状の長尺の熱可塑性エラストマー(ウレタンと呼ぶ)を、所望の寸法に切断した後、切断された部分を相互に接続して無端状にするために、当て布、接着材、及び手摺と同色のウレタンシート(0.5〜2.0mm)などを用いて熱プレスにより加工される。しかし、繰り返しの使用による曲げ応力により、ウレタンシートと熱可塑性エラストマーからなる本体樹脂部が剥離することがある。従来の移動手摺を補修するための装置として、移動手摺化粧層表面の温度を化粧層表面が溶融する温度未満に維持しつつ、前記当て布の近傍を金型により加熱加圧するようにしたものがある(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−31072号公報(第1頁、図1)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような従来の技術は、剥離箇所を含む手摺全体を型で覆い、ヒータで熱を与えながら加圧して再融着させる方法で、表層はきれいに補修できるものの、金型端のエッジ痕が手摺表層に残る問題があった。なお、エッジ痕は金型によって加熱・加圧された樹脂が柔らかくなり、型圧により外側に押出された樹脂が型端に沿うように盛り上がることで形成される。このようなエッジ痕が残らないようにするために、金型の端部のみの温度を下げるため、冷却水路を設ける方法もあるが、この補修作業は、エスカレータのステップ上で行われるため、作業性が悪く、また現地に持ち出す場合は冷却チラーなどが必要で装置自体が大型となるため運搬が大変である。さらに、冷却水路がない場合で、金型端の温度を下げる場合は、金型の長手方向長を長くすれば良いが、これもまた、現地で補修に行く際に重量物となり運搬が大変である。つまり、現地で補修する際に複雑な機構がなく、軽くて小さい装置であることが望まれている。
【0005】
この発明は上記のような従来技術の課題を解消するためになされたものであり、軽量で持ち運びも容易で、エッジ痕を残さないように補修することが可能な乗客コンベア用移動手摺の補修方法及びその補修装置を得ることを目的としている。
【課題を解決するための手段】
【0006】
この発明に係る乗客コンベア用移動手摺の補修方法は、熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修する際に、上記プレス金型と上記損傷部分との間に、上記移動手摺の外周面を覆うように形成され該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板を挟み込んで加熱加圧するようにしたものである。
【0007】
また、この発明に係る乗客コンベア用移動手摺の補修装置は、熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修するものであって、上記損傷部分を含む上記移動手摺の外周面を覆うように形成された該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板を備えるようにしたものである。
【発明の効果】
【0008】
この発明に係る乗客コンベア用移動手摺の補修方法においては、プレス金型と損傷部分との間に、移動手摺の外周面を覆うように形成され移動手摺の長手方向の寸法がプレス金型の両端部からそれぞれ所定長はみ出した薄板を挟み込んで加熱加圧するようにしたので、はみ出された部分の薄板の温度が下がり、型圧により樹脂が外側に押出されることが無くなり、金型のエッジ痕が付かずに補修することができる。また、装置が大型化したり重量化することがない。
【0009】
また、この発明に係る乗客コンベア用移動手摺の補修装置においては、損傷部分を含む移動手摺の外周面を覆うように形成された、移動手摺の長手方向の寸法がプレス金型の両端部からそれぞれ所定長はみ出された薄板を備えるようにしたので、構成が簡単で重量化することもなく金型のエッジ痕が付かずに補修することができる。
【図面の簡単な説明】
【0010】
【図1】この発明の実施の形態1に係る乗客コンベア用移動手摺の補修方法を適用する移動手摺の接続部の構成を概念的に示す斜視図である。
【図2】図1に示された接続部の断面図である。
【図3】図1に示された接続部のウレタンシートが剥離した状態の第1の例を概念的に示す斜視図である。
【図4】図1に示された接続部のウレタンシートが剥離した状態の第2の例を概念的に示す斜視図である。
【図5】図1に示された移動手摺の表面にクラックが生じた例を概念的に示す斜視図である。
【図6】この発明の実施の形態1に係る乗客コンベア用移動手摺の補修方法を説明する工程図である。
【図7】図6に示された小型のヒータ付プレスであるプレス金型を概念的に示す斜視図である。
【図8】この発明の実施の形態2に係る乗客コンベア用移動手摺の補修方法及び補修装置を用いた補修工程を模式的に説明する断面図である。
【図9】この発明の実施の形態3に係る乗客コンベア用移動手摺の補修装置の要部を示す斜視図である。
【発明を実施するための形態】
【0011】
実施の形態1.
以下、この発明の実施の形態1に係る乗客コンベア用移動手摺の補修方法について図1〜図7を参照して説明する。先ず、乗客コンベア用移動手摺及び接続部の構成例について図1、図2により概略的に説明する。乗客コンベア用移動手摺1は、例えばポリウレタン系樹脂、ポリスチレン系樹脂、ポリオレフィン系樹脂などの樹脂材料を主原料として製造された熱可塑性エラストマーを押出成型することによって製造される。その際、乗客コンベアのガイドレール(図示省略)と接触する部分に帆布2を配置し、芯となる抗張体3と共に熱可塑性エラストマーを押出成型金型に挿入し、引き出すことによって断面略C字形状の長尺の手摺材として形成される。
【0012】
引き出された手摺材は水などで冷却され、引取り機を介してタイコと呼ばれるものに巻かれて行く。このように押出された手摺材は、所定の寸法に切断された後、無端状とするために熱プレスなどを用いて切断された部分を相互に接着加工して移動手摺1が得られる。このとき、接続部Aの強度を確保するため、接着剤が塗布された当て布5を図1、図2に示すように移動手摺1の内側部分の表面全体に沿わせ、さらにその幅方向端部を表面層を形成する熱可塑性エラストマー4の外側表面に折り返すように沿わせて配置し、加熱プレスすることで、手摺内側の布強度が確保される。
【0013】
一方、抗張体3は金属材料または樹脂材料などからなり、接続部Aについては、移動手摺1の厚みが一様になるように互いに重合させ、重合部分を接着して接続する所要の接続手段が講じられるが、ここではその詳細についての説明を省略する。また、手摺本体を構成している熱可塑性エラストマー4からなる外側部分は、該熱可塑性エラストマー4の樹脂同士が融着されて、接着強度が確保される。
【0014】
次に、接続部Aの手摺耳部の外側表面に折り返すように接着された当て布5の剥き出された部分の見栄えを良くするために、外側に折り返された当て布5の上から、熱可塑性エラストマー4と同色の熱可塑性エラストマーからなるウレタンシート6を当てて再度熱プレスにより接着することで、図1に示すような接続部Aが得られる。なお、ウレタンシート6の厚みは、例えば0.5〜2.0mm程度のものが用いられる。このように2回に分けてプレスする理由は、最初のプレス温度と、2回目のプレス温度が異なるためである。
【0015】
上記のように製造された無端状の移動手摺1の接続部Aは、バラツキによりウレタンシート6の接着力が融着レベルより弱い場合などに、長期の使用による繰り返しの曲げ応力により、このウレタンシート6と本体樹脂部である熱可塑性エラストマー4が剥離することがある。図3、及び図4は移動手摺1の接続部A付近に剥離による損傷部分Bが生じた場合の第1の例、及び第2の例を示す斜視図、図5は接続部A以外の部分にクラックによる傷などの損傷部分Bが生じた場合の例を示す斜視図である。以下、このように剥離やクラックなどの損傷部分Bを、実施の形態1の補修方法及び補修装置によって修復する手法を図6、図7を参照して詳細に説明する。
【0016】
図6は実施の形態1に係る補修方法を説明する工程図、図7は図6に示された小型のヒータ付プレスであるプレス金型を概念的に示す斜視図である。図において、プレス金型10は、図の上下方向に分割可能に形成された下型11と上型12と、これら下型11と上型12を締結する止めネジ13を有している。下型11と上型12には、それぞれ電熱式のヒータ14が埋設されている。下型11には温度検知装置としての熱電対15が埋設されている。図6(c)に示すように、プレス金型10の中心部には、移動手摺1の補修個所を通す収容部16が形成されている。移動手摺1の損傷部分Bの外周部には、加熱プレスによる圧痕の生成を防ぐための薄板17が図6(b)に示すように装着される。
【0017】
また、移動手摺1の内周部には3分割体からなる中芯ブロック18が図6(c)に示すように装着される。プレス金型10は、マンコンベアが設置されている現場で作業することを想定して可搬型で小型に形成され、図示省略している温度制御装置付きの電源装置によって移動手摺1を構成する熱可塑性エラストマー4が溶融し得る所望の温度に加熱制御することができるものであり、従来のものと略同様のものを用いることができる。
【0018】
上記薄板17は、熱伝導率が高い金属材などが望ましく、入手のし易さやコストなどの点から例えばアルミニウムや銅などは好ましい。また、圧痕をつき難くするには、薄板17は移動手摺1の長手方向の長さがプレス金型10の端部から片側で10mm以上、全体で20mmより長くする必要がある。プレス金型10からのはみ出し量Lが10mmよりも短いと、薄板17の端部にプレス金型10からの圧力や熱が伝わり、熱可塑性エラストマー4を押して圧痕が出来てしまうからである。薄板17は、例えば平板状のものを移動手摺1の外周面に沿って巻き付けるようにしても良いが、現場での取り扱いを容易にするためにプレス成形によって予め移動手摺1の外形に近いC字形に加工しておいても良い。
【0019】
また、薄板17の板厚は移動手摺1の外周面への装着し易さの点では薄い方が扱い易いが、強度上の点から0.1mm以上であることが望ましい。該薄板17の板厚を0.1mmよりも薄くした場合、加熱プレス時の圧力によって薄板17が変形し、移動手摺1に薄板17の変形によるエッジ痕ができるようになるので好ましくない。なお、薄板17の厚みの上限は特に限定されるものではないが、あまり分厚くすると、移動手摺1の外周部に薄板17をはめ込む際に難しくなるだけでなく、分厚くなると、重量が増す上、熱の伝熱にも時間がかかるため、3mm以内程度のものが望ましい。
【0020】
次に、上記のように構成された実施の形態1の動作を説明する。移動手摺1の接続部のウレタンシート6が剥離したり、熱可塑性エラストマー4の表層部分が傷ついたりした損傷部分Bが生じた場合、図6(a)に例示するように損傷部分Bを作業のし易い位置に移動させた後、図6(b)に示すように該損傷部分Bが長手方向の中心となるようにして移動手摺1の外周を覆うように薄板17をはめ込む。
【0021】
次に、薄板17をはめ込んだ移動手摺1の内周部に、3分割された中芯ブロック18を順番に入れた後、所定の温度まで予熱させた下型11、及び上型12を図6(c)のように装着する。次に、図示していない温度制御装置付きの電源装置によって、熱可塑性エラストマー4が溶融する所望の温度まで上昇させ、一定時間保持した後冷却し終えると完了であり、下型11、及び上型12を外し、薄板17を除くと図6(d)のように修復が完了した移動手摺1が得られる。
【0022】
なお、損傷部分Bがクラックの場合について説明したが、移動手摺1の接続部Aにおけるウレタンシート6が剥離した場合についても全く同様に修復することができる。また、損傷部分Bの移動手摺1の長手方向の長さがプレス金型10よりも長い場合には、該プレス金型10を順次ずらして行うことにより美麗な表面に修復することができる。
【0023】
上記のように、実施の形態1に係る乗客コンベア用移動手摺の補修方法は、熱可塑性エラストマーを用いた移動手摺1の表面部の損傷部分Bを、加熱手段を備えたプレス金型10を用いて加熱溶融させ補修する際に、プレス金型10と損傷部分Bとの間に、移動手摺1の外周面を覆うように形成された、移動手摺1の長手方向の寸法が上記プレス金型10の両端部からのはみ出し量Lが10mm以上の薄板17を挟み込んで加熱加圧するようにしたものであり、該実施の形態1の補修方法によれば、プレス金型10の端部によるエッジ痕が付かず光沢のある意匠性を保持した修復を簡単に行うことができる。また、移動手摺1の長期使用も可能となる。
【0024】
また、実施の形態1に係る乗客コンベア用移動手摺の補修装置においては、損傷部分Bを含む移動手摺1の外周面を覆うように形成された、移動手摺1の長手方向の寸法がプレス金型10の両端部からそれぞれ所定長はみ出された薄板17を備えるようにしたので、はみ出された部分の薄板の温度が下がり、型圧により樹脂が外側に押出されることが無くなり、プレス金型10のエッジ痕が付かずに補修することができる。構成が簡単で重量化することもなく、既存の小型の金型を利用することもでき、小型で軽量なので持ち運びも容易である。
【0025】
実施の形態2.
次に、この発明の実施の形態2に係る乗客コンベア用移動手摺の補修方法及び補修装置について図8を参照して説明する。なお、図8は実施の形態2の補修方法及び補修装置を用いた補修工程を模式的に説明する断面図であり、図8(a)はプレス金型による加熱プレス前の状態、図8(b)はプレス金型による加熱プレス後の状態、図8(c)はプレス金型による加熱プレス時の金型のエッジ端部近傍の状態をそれぞれ示している。この実施の形態2は、熱可塑性エラストマー樹脂を用いた移動手摺1は、従来のゴム手摺によりも光沢性が高い製品であることに鑑みなされたもので、補修した箇所の光沢性を維持し、補修によって意匠性を害することが無いようにしたものである。
【0026】
この実施の形態2における薄板17Aは、移動手摺1との接触面17aに、粗さ0.8μm以下の極上仕上げを行った後、その仕上げ面に膜厚5〜20μmの硬質クロムメッキ等のメッキ処理を施したものからなる。移動手摺1の表面部を加熱加圧して補修する手法においては、移動手摺1の表層の樹脂を高温により溶融してプレスするため、プレス金型の表面の状態が移動手摺1の表面に転写される。このため、光沢性を維持するために薄板17Aの表面は粗さ0.8μm以下の極上仕上げを行うことが必要である。また、補修の繰り返し再現性を保つために、キズなどに対する接触面17aの耐久性を保つ必要があり、そのために、膜厚5〜20μmのメッキ処理を施すようにしたものである。その他の構成は実施の形態1と同様であるので、説明を省略する。
【0027】
上記のように構成された実施の形態2においては、図8(a)に示す移動手摺1の表面部の損傷部分Bを、上記鏡面状に表面仕上げされた薄板17Aを用いる他は上記実施の形態1と同様の手順で加熱加圧プレスすると、図8(b)に示すように、得られた補修部分の表面1aは、単に平らなだけでなく、光沢性に優れ、意匠性においても優れた仕上げ面が得られる。補修していない部分との区別がつかない程度に光沢性を失うことなく仕上げることができる。また、図8(c)に示すように、下型11のエッジ部11a及び図示されていない上型のエッジ部についても、エッジ痕が形成されることなく綺麗に仕上げることができる。
【0028】
実施の形態3.
図9はこの発明の実施の形態3に係る乗客コンベア用移動手摺の補修装置の要部を示す斜視図である。なお、この実施の形態3は、実施の形態1または2における薄板17をプレス金型10Aに一体化したものである。図において、下型11Aには図6の薄板17の図の上半部に相当する円弧状の薄板部材171が左右対称的に固定され、上型12Aには同じく薄板17の下半部に相当する皿状の薄板部材172が固定されている。なお、薄板部材171、172を重合すると図6の薄板17と同一形状となる。また、プレス金型10Aの端部からのはみ出し量Lは実施の形態1、2と同様10mm以上となっている。また、ヒータ14、熱電対15などは図示省略している。
【0029】
上記のように構成された実施の形態3においては、実施の形態1または2と同様の作用効果が期待できることは明らかである。加えて薄板17を上下に2分割して、それぞれ下型11A、上型12Aに一体化させた構成としたので、修復時に図6(c)に示す薄板17を移動手摺1に巻きつける等の装着作業が不要となるので作業性が向上するという効果も得られる。
【符号の説明】
【0030】
1 乗客コンベア用移動手摺、 1a 表面、 2 帆布、 3 抗張体、 4 熱可塑性エラストマー、 5 当て布、 6 ウレタンシート、 10、10A プレス金型、 11、11A 下型、 12、12A 上型、 13 止めネジ、 14 ヒータ、 15 熱電対、 18 中芯ブロック、 17、17A 薄板、 17a 接触面、 16 収容部、 171、172 薄板部材、 A 接続部、 B 損傷部分、 L はみ出し量。
【特許請求の範囲】
【請求項1】
熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修する際に、上記プレス金型と上記損傷部分との間に、上記移動手摺の外周面を覆うように形成され該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板を挟み込んで加熱加圧することを特徴とする乗客コンベア用移動手摺の補修方法。
【請求項2】
上記薄板のはみ出し量は片側で10mm以上であることを特徴とする請求項1に記載の乗客コンベア用移動手摺の補修方法。
【請求項3】
上記薄板として、厚みが0.1mm以上の板を用いることを特徴とする請求項1または請求項2に記載の乗客コンベア用移動手摺の補修方法。
【請求項4】
上記薄板の上記移動手摺と接触する面は、粗さ0.8μm以下の極上仕上げを行い、該仕上げ面にメッキ処理が施されていることを特徴とする請求項1から請求項3の何れかに記載の乗客コンベア用移動手摺の補修方法。
【請求項5】
熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修するものであって、上記損傷部分を含む上記移動手摺の外周面を覆うように形成された該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板を備えたことを特徴とする乗客コンベア用移動手摺の補修装置。
【請求項6】
上記はみ出し量は片側で10mm以上であることを特徴とする請求項5に記載の乗客コンベア用移動手摺の補修装置。
【請求項7】
上記薄板として、厚みが0.1mm以上の板を用いることを特徴とする請求項5または請求項6に記載の乗客コンベア用移動手摺の補修装置。
【請求項8】
上記薄板の上記移動手摺と接触する面は、粗さ0.8μm以下の極上仕上げを行い、該仕上げ面にメッキ処理が施されていることを特徴とする請求項5から請求項7の何れかに記載の乗客コンベア用移動手摺の補修装置。
【請求項9】
上記薄板は複数に分割され上記プレス金型に一体的に固着されていることを特徴とする請求項5から請求項8の何れかに記載の乗客コンベア用移動手摺の補修装置。
【請求項1】
熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修する際に、上記プレス金型と上記損傷部分との間に、上記移動手摺の外周面を覆うように形成され該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板を挟み込んで加熱加圧することを特徴とする乗客コンベア用移動手摺の補修方法。
【請求項2】
上記薄板のはみ出し量は片側で10mm以上であることを特徴とする請求項1に記載の乗客コンベア用移動手摺の補修方法。
【請求項3】
上記薄板として、厚みが0.1mm以上の板を用いることを特徴とする請求項1または請求項2に記載の乗客コンベア用移動手摺の補修方法。
【請求項4】
上記薄板の上記移動手摺と接触する面は、粗さ0.8μm以下の極上仕上げを行い、該仕上げ面にメッキ処理が施されていることを特徴とする請求項1から請求項3の何れかに記載の乗客コンベア用移動手摺の補修方法。
【請求項5】
熱可塑性エラストマーを用いた乗客コンベア用移動手摺の表面部の損傷部分を、加熱手段を備えたプレス金型を用いて加熱溶融させ補修するものであって、上記損傷部分を含む上記移動手摺の外周面を覆うように形成された該移動手摺の長手方向の寸法が上記プレス金型の両端部からそれぞれ所定長はみ出された薄板を備えたことを特徴とする乗客コンベア用移動手摺の補修装置。
【請求項6】
上記はみ出し量は片側で10mm以上であることを特徴とする請求項5に記載の乗客コンベア用移動手摺の補修装置。
【請求項7】
上記薄板として、厚みが0.1mm以上の板を用いることを特徴とする請求項5または請求項6に記載の乗客コンベア用移動手摺の補修装置。
【請求項8】
上記薄板の上記移動手摺と接触する面は、粗さ0.8μm以下の極上仕上げを行い、該仕上げ面にメッキ処理が施されていることを特徴とする請求項5から請求項7の何れかに記載の乗客コンベア用移動手摺の補修装置。
【請求項9】
上記薄板は複数に分割され上記プレス金型に一体的に固着されていることを特徴とする請求項5から請求項8の何れかに記載の乗客コンベア用移動手摺の補修装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−46269(P2012−46269A)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願番号】特願2010−187799(P2010−187799)
【出願日】平成22年8月25日(2010.8.25)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願日】平成22年8月25日(2010.8.25)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]