
乗用車のドアピラーの補強構造及びその製造方法
本発明は、補強構造(16)の支持装置(26)によって下方部分が支持されている少なくとも1つの補強形状部(28)を備える、乗用車のドアピラー(10)の空洞部(14)内にある補強構造(16)に関し、この補強形状部(28)は、支持装置(26)の部分において、補強形状部(28)の空洞部(14)内に配置されている内部形状部(36)により補強されている。さらに、本発明は、このような種類の補強構造の製造方法にも関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の前提部分に示されている種類の乗用車ドアピラーの空洞部内にある補強構造に関する。さらに、本発明は、請求項6の前提部分に基づく、そのような補強構造の製造方法に関する。
【背景技術】
【0002】
このような補強構造は、例えば、特許文献1又は特許文献2から既に知られている。通常プレートシェル型構造によって形成され、空洞部を取り囲んでいる各ドアピラーの前述の空洞部内には、特に、乗用車が横転した際に、乗用車の車室にいる乗員の生存空間を大幅に縮小させうるドアピラーの過剰な変形又は屈曲を防止するため、この種の補強構造がそれぞれ設けられている。
【0003】
今日一般的な補強構造は、通常、例えば補強パイプの形で補強形状部を有しており、この補強パイプはドアピラーのルーフピラー部分に沿って伸び、下方部分(特にルーフピラー部分と、垂直に通るドアピラー下部との間の移行部分)において補強構造の支持装置により支持されている。この支持装置は、特にルーフピラーとドアピラーのドアピラー下部との間の移行部分又はエッジ部分において、補強形状部が確実に保持され、支持されることを保証するものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】独国特許出願公開第102005045388A1号明細書
【特許文献2】独国特許出願公開第102005057707A1号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、特に剛性が高く、なおかつ軽量なドアピラーを実現する、冒頭に述べた種類の補強構造及び方法を提供することである。
【課題を解決するための手段】
【0006】
この課題は、本発明に基づき、請求項1又は6の特徴をもつ補強構造及び方法によって解決される。本発明の適切かつ重要な発展形態を備える有利な実施形態は、従属請求項に示されている。
【0007】
全体として特に軽量であり、ななおかつ極めて強固に支持されているドアピラーを実現する補強構造を提供するため、本発明に基づき、この補強形状部は、その支持構造部分が補強形状部の空洞部内に配置されている内部形状部によって補強されている。言い換えれば、本発明に基づき、補強形状部が支持装置によって下方へ向かって支持されている部分において、この補強形状部を強化するように設けられている。この内部形状部によって、補強形状部が簡単かつ低コストで、しかも有効に強化されることにより、発生する負荷に最適な形で適合する補強構造が単純な方法で提供される。
【0008】
つまり、全体として、従来技術に比べより薄い壁厚及び/又はロープロファイルを有し、負荷の比較的少ない部分では十分な剛性と安定性があり、負荷の比較的大きな部分(詳細には支持装置の支持部分)は内部形状部によって補強されている補強形状部が使用可能となる。従って、全体として、より高い剛性をもつと同時に、より軽量な補強形状部を達成することができる。個別の負荷状況に応じて、内部形状部の長さとトリミングにより、ドアピラーの計算結果への適合を最適かつ低コストに行うことができる。
【0009】
この場合、特に簡単に製造できる補強構造は、内部形状部がポジティブ結合によってのみ外部形状と接続されることによって実現可能である。言い換えれば、この配置の場合、補強形状部と内部形状部とを接続するための接合などを省略することが簡単な方法で可能である。
【0010】
もう1つの有利な実施形態では、支持構造の少なくとも支持形状部分に内部形状部が設けられている。特に車両が横転した場合など、補強形状部のちょうどこの部分に高い負荷が生じる。従って、この支持形状部分に内部形状部を配置することが、とりわけ有利である。
【0011】
本発明のもう1つの実施形態では、この内部形状部が、その端部に直線又は斜めのトリミング部分を有している。このトリミング部分の、例えばその角度などを適切に選択することにより、簡単な方法でドアピラーの該当する機械的特性を達成することができる。
【0012】
もう1つの有利な実施形態では、補強形状部と内部形状部とがそれぞれ半製品から形成されており、これらをはめ合わせた後に断面を変形し、ポジティブ結合によって相互に接続するようになっている。言い換えると、まず補強形状部の半製品と内部形状部の半製品とをはめ合わせ、次に内部高圧成形などによって変形し、ポジティブ結合で相互接続することにより、有利な実施形態が生じる。
【0013】
この代替の方法として、別の実施形態では、補強形状部と内部形状部とがそれぞれ半製品から形成され、これらをはめ合わせる前に断面を変形し、互いに適合するように断面を調整することも考えられ、補強形状部と内部形状部とは、これらをはめ合わせた後で長手方向に沿って湾曲させるなど、さらなる変形を加えることにより相互接続される。言い換えると、このはめ合わせにより、補強形状部と内部形状部とは少なくとも半径方向にポジティブ結合によって接続され、次の変形段階で、補強形状部の内部に内部形状部を軸方向に固定する工程が行われる。
【0014】
本発明に基づく補強構造との関連で説明されている利点は、同様に請求項6に基づく方法にも当てはまる。
【0015】
本発明のさらなる利点、特徴及び詳細は、好ましい実施例及び図に基づく以下の説明に示されている。
【図面の簡単な説明】
【0016】
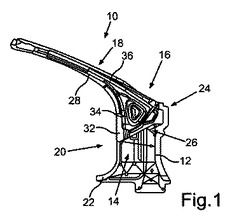
【図1】Aピラーとして形成されている乗用車のドアピラーの空洞部内にあり、特にルーフピラー部分を通る補強形状部を備える補強構造の側面図であり、この補強形状部は、ドアピラーのドアピラー下部から突き出している突出部において支持装置により支持されており、この支持装置は、2つの部分シェルと特に1つの支持形状部とを備える三角形の板金構造を含み、補強形状部は、支持装置又は支持形状部の部分において、補強形状部の空洞部内に配置されている内部形状部により補強されている。
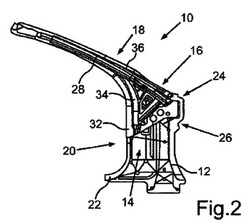
【図2】特に支持装置の一方の部分シェルが取り除かれ、実質的にドアピラーのドアピラー部分の範囲内で伸びている支持装置の支持形状部を確認できるようになっている、図1に基づく補強構造の側面図であり、この支持形状部は、ドアピラーのルーフピラー部分とドアピラー部分との間にあるエッジ部分で補強形状部に接続されており、支持形状部と補強形状部との接続箇所の部分では、補強形状部の内部に内部形状部が配置されている。
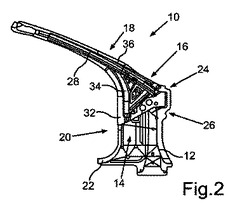
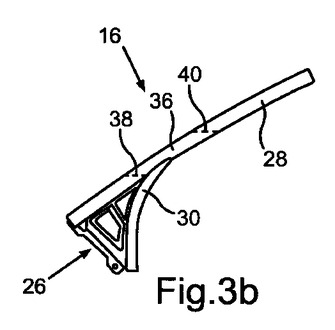
【図3a】補強形状部及び特に支持構造の支持形状部の各側面図であり、支持形状部と補強形状部との接続部分において、補強形状部の内部に内部形状部が配置されており、図3aによる内部形状部はその各端部に直線のトリミング部分を有し、図3bによる内部形状部はその各端部に斜めのトリミング部分を有している。
【図3b】補強形状部及び特に支持構造の支持形状部の各側面図であり、支持形状部と補強形状部との接続部分において、補強形状部の内部に内部形状部が配置されており、図3aによる内部形状部はその各端部に直線のトリミング部分を有し、図3bによる内部形状部はその各端部に斜めのトリミング部分を有している。
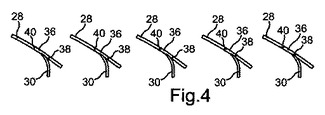
【図4】ルーフピラー部分及び開放された補強形状部の内部と、ドアピラー部分の内部とを通る支持装置の内部形状部の5つの概略側面図であり、内部形状部と補強形状部との接続部分に補強形状部の各内部形状部が配置されており、この内部形状部はその各端部に直線又は斜めのトリミング部分を有している。
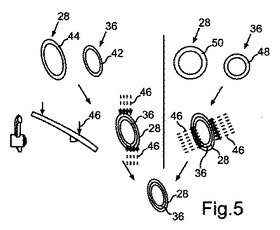
【図5】内部形状部と補強形状部との2種類の接続バリエーションの概略図であり、左側の第1のバリエーションでは、補強形状部と内部形状部とがそれぞれ管状の半製品から形成されており、それらの断面ははめ合わされる前にすでに変形されているため、半径方向にポジティブ結合が生じ、湾曲による次の変形過程において補強形状部と内部形状部とを相互接続することにより、内部形状部が補強形状部の内部で軸方向に固定され、右側のバリエーションでは、それぞれ管状の中空断面が選択され、これらは最初にポジティブ結合によって互いに接続されるのではなく、はめ合わされた後で一緒に変形させることによって、ポジティブ結合により半径方向と軸方向とに相互接続される。
【発明を実施するための形態】
【0017】
図1及び2には、それぞれオープンカーのAピラーの形態におけるドアピラー10の側面図が示されている。詳細には、例えば板金などから作られる部分シェル12がそれぞれ1つだけ示されており、これは、空洞部14を形成しながら、図示されていない第2の部分シェルと組み合わされている。ドアピラー10の空洞部14の内部には、図1及び2で確認される補強構造16が固定されており、特にオープンカーの横転時には、それぞれのドアピラー10(詳細にはそれらのルーフピラー部分18)が車両底面方向に過剰に折れ曲がるか、又は湾曲することにより、乗員の生存空間がもはや確保されなくなることを、この補強構造が防ぐと考えられる。むしろ、この補強構造16により、ドアピラー10のルーフピラー部分18を少なくとも過剰に下方又は車室方向に曲げないことが保証されるはずである。
【0018】
ドアピラー10は、ルーフピラー部分18の隣に、ピラー基底部22を備えるドアピラー部分20を含み、このピラー基底部は、ルーフピラー部分18の下端部のエッジ部分又は移行部分24から下方へ伸びている。
【0019】
ドアピラー10の空洞部14の移行部分24には、補強構造16の支持装置26が設けられており、この支持装置は、事故によって力が加わった際に、車室方向へ過剰に作用しないようにドアピラー10の補強形状部28又はルーフピラー部分18を支持する。
【0020】
補強形状部28は、この場合、ドアピラーの空洞部14の範囲内で、ドアピラー10のルーフピラー部分18の実質的にほぼ全長にわたって伸びている。補強パイプとして形成されている補強形状部28は、前方へは、ドアピラー10のドアピラー部分20への移行部分24の前端部辺りで終了している。
【0021】
支持装置26は、特に支持パイプの形で支持形状部30を含み、この支持形状部は、実質的にドアピラー10のドアピラー部分20の範囲内で伸びており、その結果、補強形状部28との角度を有している。この補強形状部28と支持形状部30とは、両方とも、ここでは僅かに湾曲して形成されている。
【0022】
さらに、支持装置は複数のプレートシェルエレメント32、34を含み、図1とは異なり、図2では、特に支持形状部30を見えるようにするため、観察方向において前方のプレートシェルエレメント34が取り除かれている。
【0023】
プレートシェルエレメント32、34は、ここでは、ほぼ三角形の形態を成しており、この形態により、追加的に角度をつけて互いに配置されている形状、すなわち補強形状部28と支持形状部30との接続が補強されている。プレートシェルエレメント32、34は、同様にドアピラーの空洞部14の内部に収納され、固定されているため、全体として極めて安定した支持装置26が生じ、この支持装置によって、補強形状部28は、ドアピラー10のルーフピラー部分18とドアピラー部分20との移行部分24でほぼ支持されている。
【0024】
図3aと3bとを一緒に見ることにより、補強形状部28と支持装置26の支持形状部30とがどのような方法で互いに接続されているか、又は対応するプレートシェルエレメントによって両方の形状の間にあるエッジ部分がどのような方法で補強されているか確認することができる。個々に示されている2つの形状、すなわち補強形状部28と支持形状部30は、この場合、ドアピラー10又は支持装置26のその他の構成部品なしで示されている。さらに、これらは、図1及び2に対して左右対称に示されている。
【0025】
図3a及び3bから、特に、管形状として形成されている補強形状部28が、支持装置26の部分(特に支持形状部30の部分)で、補強形状部28の空洞部内に配置されている内部形状部36によって補強されていることが分かる。この内部形状部36は、本ケースにおいては、補強形状部28の長さの一部にかけて伸び、特に支持形状部30と補強形状部28との接続箇所の部分に取り付けられている内部パイプである。
【0026】
図3aによる実施形態の場合、内部形状部はその各端部38、40に直線又は垂直のトリミング部分を有し、図3bによる実施形態の場合、内部形状部はその各端部38、40に斜めのトリミング部分を有している。この場合、両方のトリミング部分の角度は、これらのトリミング部分が実質的に水平になるように選択されている。
【0027】
図4は、内部形状部36の考えられる5つの形状の側面図であり、これらの内部形状部は、それぞれ支持形状部30と補強形状部28との接続箇所の部分で、補強形状部の空洞部内に配置されている。この場合、一番左の図では、図3aによる実施形態と同様に、内部形状部36の該当する端部38、40がそれぞれ直線又は垂直なトリミング部分を示している。内部形状部36の第2のバリエーションの場合、その端部38、40には、互いに平行なトリミング部分が設けられており、両方のトリミング部分は、補強形状部28の長手方向に対して60°の角度で通っている。中央の図の場合、内部形状部36の端部38、40は、これらが補強形状部28又は内部形状部36の長手方向に対してそれぞれ45°の角度を有するようにトリミングされている。端部38、40の両方のトリミング部分は、この場合、互いに非平行に通っている。これに対して、右から2番目の実施形態は、それぞれのトリミング部分が同様に内部形状部36又は補強形状部28の長手方向に対してそれぞれ45°の角度を示しているが、中央の図とは異なり、互いに平行に通っている。最後に一番右の実施形態における内部形状部36の端部38、40では、それぞれのトリミング部分が、内部形状部36又は補強形状部28の伸長方向に対してそれぞれ60°の角度を示し、両方の端部38、40は互いに平行に通り、左から2番目の図とは異なりほぼ水平に通っており、一方、左から2番目のこのトリミング部分は車両の垂直方向に通っている。
【0028】
本発明の枠内に一緒に含まれるものとして、直線又は斜めのトリミング部分は、原則的に自由に選択可能であると考慮されなければならない。同様に、端部38では、内部形状部36の伸長方向に対して直線又は垂直の内部形状部36のトリミング部分を設け、一方、他方の端部40では、内部形状部36の伸長方向に対して斜めのトリミング部分を設けることも考えられ、またその逆も可能である。
【0029】
この場合、内部形状部36の機能は、特に、とりわけ事故によって加えられる力が最大になるような箇所に的を絞って、補強形状部28が補強できるようにすることにある。大きな負荷のかかる補強形状部28の部分は、補強形状部28が支持形状部30を備える支持装置26に支持されている支持箇所の部分である。このことにより、内部形状部36により、その高い負荷のかかる部分が極めて有利に補強されており、それに対して、例えば補強形状部28の上端部をより薄い壁厚にすることにより、結果的に重量を軽減することができる。従って、全体として、該当する内部形状部36により、簡単な方法で補強構造16が提供され得ることが分かり、特にこの補強構造の補強形状部28はとりわけ有益な剛性を有し、さらに極めて軽量に形成されている。負荷のケースに応じて、ここでは内部パイプとして形成されている内部形状部36の長さとトリミングにより、計算結果への適合を最適かつ低コストに行うことができる。特に、斜めのトリミング部分又は端部38、40を設けることにより、非常にバランスの良い壁厚の移行を達成することができる。この場合、この箇所についてここで説明されているトリミング部分とは、この意味において必ずしも機械的加工を意味するものではないことに留意されたい。すなわち、内部形状部36は、トリミングされるか、又は同様に機械的に加工されるのでなく、例えば鋳造部品又はプラスチック部品であることも考えられるであろう。しかし、このケースの場合は、パイプを適切に短くしている。
【0030】
最後に図5は、どのような方法で内部形状部36を補強形状部28に接続できるのか、その2つの可能な方法を説明している。
【0031】
左の図では、内部形状部36の半製品42と補強形状部28の半製品44とを使用する方法が示されており、これらの半製品の断面はすでに最終的な断面形状を有している。ここでは楕円形になっている、補強形状部28の中空形状44の断面形態は、この場合、その内周が支持形状部30の半製品42の外周に適合している。従って、両方の半製品42、44をはめ合わせると、これらの間に半径方向のポジティブ結合が生じる。言い換えれば、両方の半製品42、44は、はめ合わせる前にすでに変形されている。次に、はめ合わせた後、半製品42と44とは、矢印46によって示されているように、両方の形状に適切な縦曲げをつけることによって、長手方向又は軸方向に互いに固定される。このさらなる変形によって、補強形状部28と内部形状部36とは、半径方向にも、軸方向にも互いに固定される。
【0032】
図5の右に示されている製造方法の場合、2つの半製品48、50が用いられ、これらの半製品では、楕円形の断面を有する左の実施例とは異なって、まず、それぞれ円形又は円環状の断面をもつ形状が使用されている。この実施例では、補強形状部28の半製品50の内径が、内部形状部36の半製品48の外周にぴったり合うように選択されている。しかし、このことは絶対に必要なことではない。次に、両方の半製品48、50は、はめ合わされた後、1つの工程において変形され、ポジティブ結合によって互いに接続される。従来の変形プロセスの他に、例えば、内部高圧成形も行うことができる。いずれにせよ、結果的に、両方の形状(補強形状部28と内部形状部36)の固定が達成され、この場合、両方の構成部品は、特にその他の接続技術を用いることなく、相互に対応する位置に固定されている。しかし、本発明の枠内に一緒に含まれることとして、例えば接合又は機械的な接続など、その他の接続も使用可能であることが考慮されなければならない。しかしながら、本接続形態は、特に、両方の半製品42、44又は48、50を、極めて単純に、手間のかかる工程を経ずに相互に接続することができるという利点を有している。とりわけ、熱入力によりスチールの引張強さと剛性が低下するおそれのある溶接プロセスを省略することができる。むしろ、本ケースにおいては、両方の利点を互いに結び付けるため、矢印46によって示されている力が、曲げ力又はプレス力の形で使用される。
【符号の説明】
【0033】
10 ドアピラー
12 部分シェル
14 空洞部
16 補強構造
18 ルーフピラー部分
20 ドアピラー部分
22 ピラー基底部
24 移行部分
26 支持装置
28 補強形状部
30 支持形状部
32 プレートシェルエレメント
34 プレートシェルエレメント
36 内部形状部
38 内部形状部の端部
40 内部形状部の端部
42 半製品
44 半製品
46 矢印
48 半製品
50 半製品
【技術分野】
【0001】
本発明は、請求項1の前提部分に示されている種類の乗用車ドアピラーの空洞部内にある補強構造に関する。さらに、本発明は、請求項6の前提部分に基づく、そのような補強構造の製造方法に関する。
【背景技術】
【0002】
このような補強構造は、例えば、特許文献1又は特許文献2から既に知られている。通常プレートシェル型構造によって形成され、空洞部を取り囲んでいる各ドアピラーの前述の空洞部内には、特に、乗用車が横転した際に、乗用車の車室にいる乗員の生存空間を大幅に縮小させうるドアピラーの過剰な変形又は屈曲を防止するため、この種の補強構造がそれぞれ設けられている。
【0003】
今日一般的な補強構造は、通常、例えば補強パイプの形で補強形状部を有しており、この補強パイプはドアピラーのルーフピラー部分に沿って伸び、下方部分(特にルーフピラー部分と、垂直に通るドアピラー下部との間の移行部分)において補強構造の支持装置により支持されている。この支持装置は、特にルーフピラーとドアピラーのドアピラー下部との間の移行部分又はエッジ部分において、補強形状部が確実に保持され、支持されることを保証するものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】独国特許出願公開第102005045388A1号明細書
【特許文献2】独国特許出願公開第102005057707A1号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、特に剛性が高く、なおかつ軽量なドアピラーを実現する、冒頭に述べた種類の補強構造及び方法を提供することである。
【課題を解決するための手段】
【0006】
この課題は、本発明に基づき、請求項1又は6の特徴をもつ補強構造及び方法によって解決される。本発明の適切かつ重要な発展形態を備える有利な実施形態は、従属請求項に示されている。
【0007】
全体として特に軽量であり、ななおかつ極めて強固に支持されているドアピラーを実現する補強構造を提供するため、本発明に基づき、この補強形状部は、その支持構造部分が補強形状部の空洞部内に配置されている内部形状部によって補強されている。言い換えれば、本発明に基づき、補強形状部が支持装置によって下方へ向かって支持されている部分において、この補強形状部を強化するように設けられている。この内部形状部によって、補強形状部が簡単かつ低コストで、しかも有効に強化されることにより、発生する負荷に最適な形で適合する補強構造が単純な方法で提供される。
【0008】
つまり、全体として、従来技術に比べより薄い壁厚及び/又はロープロファイルを有し、負荷の比較的少ない部分では十分な剛性と安定性があり、負荷の比較的大きな部分(詳細には支持装置の支持部分)は内部形状部によって補強されている補強形状部が使用可能となる。従って、全体として、より高い剛性をもつと同時に、より軽量な補強形状部を達成することができる。個別の負荷状況に応じて、内部形状部の長さとトリミングにより、ドアピラーの計算結果への適合を最適かつ低コストに行うことができる。
【0009】
この場合、特に簡単に製造できる補強構造は、内部形状部がポジティブ結合によってのみ外部形状と接続されることによって実現可能である。言い換えれば、この配置の場合、補強形状部と内部形状部とを接続するための接合などを省略することが簡単な方法で可能である。
【0010】
もう1つの有利な実施形態では、支持構造の少なくとも支持形状部分に内部形状部が設けられている。特に車両が横転した場合など、補強形状部のちょうどこの部分に高い負荷が生じる。従って、この支持形状部分に内部形状部を配置することが、とりわけ有利である。
【0011】
本発明のもう1つの実施形態では、この内部形状部が、その端部に直線又は斜めのトリミング部分を有している。このトリミング部分の、例えばその角度などを適切に選択することにより、簡単な方法でドアピラーの該当する機械的特性を達成することができる。
【0012】
もう1つの有利な実施形態では、補強形状部と内部形状部とがそれぞれ半製品から形成されており、これらをはめ合わせた後に断面を変形し、ポジティブ結合によって相互に接続するようになっている。言い換えると、まず補強形状部の半製品と内部形状部の半製品とをはめ合わせ、次に内部高圧成形などによって変形し、ポジティブ結合で相互接続することにより、有利な実施形態が生じる。
【0013】
この代替の方法として、別の実施形態では、補強形状部と内部形状部とがそれぞれ半製品から形成され、これらをはめ合わせる前に断面を変形し、互いに適合するように断面を調整することも考えられ、補強形状部と内部形状部とは、これらをはめ合わせた後で長手方向に沿って湾曲させるなど、さらなる変形を加えることにより相互接続される。言い換えると、このはめ合わせにより、補強形状部と内部形状部とは少なくとも半径方向にポジティブ結合によって接続され、次の変形段階で、補強形状部の内部に内部形状部を軸方向に固定する工程が行われる。
【0014】
本発明に基づく補強構造との関連で説明されている利点は、同様に請求項6に基づく方法にも当てはまる。
【0015】
本発明のさらなる利点、特徴及び詳細は、好ましい実施例及び図に基づく以下の説明に示されている。
【図面の簡単な説明】
【0016】
【図1】Aピラーとして形成されている乗用車のドアピラーの空洞部内にあり、特にルーフピラー部分を通る補強形状部を備える補強構造の側面図であり、この補強形状部は、ドアピラーのドアピラー下部から突き出している突出部において支持装置により支持されており、この支持装置は、2つの部分シェルと特に1つの支持形状部とを備える三角形の板金構造を含み、補強形状部は、支持装置又は支持形状部の部分において、補強形状部の空洞部内に配置されている内部形状部により補強されている。
【図2】特に支持装置の一方の部分シェルが取り除かれ、実質的にドアピラーのドアピラー部分の範囲内で伸びている支持装置の支持形状部を確認できるようになっている、図1に基づく補強構造の側面図であり、この支持形状部は、ドアピラーのルーフピラー部分とドアピラー部分との間にあるエッジ部分で補強形状部に接続されており、支持形状部と補強形状部との接続箇所の部分では、補強形状部の内部に内部形状部が配置されている。
【図3a】補強形状部及び特に支持構造の支持形状部の各側面図であり、支持形状部と補強形状部との接続部分において、補強形状部の内部に内部形状部が配置されており、図3aによる内部形状部はその各端部に直線のトリミング部分を有し、図3bによる内部形状部はその各端部に斜めのトリミング部分を有している。
【図3b】補強形状部及び特に支持構造の支持形状部の各側面図であり、支持形状部と補強形状部との接続部分において、補強形状部の内部に内部形状部が配置されており、図3aによる内部形状部はその各端部に直線のトリミング部分を有し、図3bによる内部形状部はその各端部に斜めのトリミング部分を有している。
【図4】ルーフピラー部分及び開放された補強形状部の内部と、ドアピラー部分の内部とを通る支持装置の内部形状部の5つの概略側面図であり、内部形状部と補強形状部との接続部分に補強形状部の各内部形状部が配置されており、この内部形状部はその各端部に直線又は斜めのトリミング部分を有している。
【図5】内部形状部と補強形状部との2種類の接続バリエーションの概略図であり、左側の第1のバリエーションでは、補強形状部と内部形状部とがそれぞれ管状の半製品から形成されており、それらの断面ははめ合わされる前にすでに変形されているため、半径方向にポジティブ結合が生じ、湾曲による次の変形過程において補強形状部と内部形状部とを相互接続することにより、内部形状部が補強形状部の内部で軸方向に固定され、右側のバリエーションでは、それぞれ管状の中空断面が選択され、これらは最初にポジティブ結合によって互いに接続されるのではなく、はめ合わされた後で一緒に変形させることによって、ポジティブ結合により半径方向と軸方向とに相互接続される。
【発明を実施するための形態】
【0017】
図1及び2には、それぞれオープンカーのAピラーの形態におけるドアピラー10の側面図が示されている。詳細には、例えば板金などから作られる部分シェル12がそれぞれ1つだけ示されており、これは、空洞部14を形成しながら、図示されていない第2の部分シェルと組み合わされている。ドアピラー10の空洞部14の内部には、図1及び2で確認される補強構造16が固定されており、特にオープンカーの横転時には、それぞれのドアピラー10(詳細にはそれらのルーフピラー部分18)が車両底面方向に過剰に折れ曲がるか、又は湾曲することにより、乗員の生存空間がもはや確保されなくなることを、この補強構造が防ぐと考えられる。むしろ、この補強構造16により、ドアピラー10のルーフピラー部分18を少なくとも過剰に下方又は車室方向に曲げないことが保証されるはずである。
【0018】
ドアピラー10は、ルーフピラー部分18の隣に、ピラー基底部22を備えるドアピラー部分20を含み、このピラー基底部は、ルーフピラー部分18の下端部のエッジ部分又は移行部分24から下方へ伸びている。
【0019】
ドアピラー10の空洞部14の移行部分24には、補強構造16の支持装置26が設けられており、この支持装置は、事故によって力が加わった際に、車室方向へ過剰に作用しないようにドアピラー10の補強形状部28又はルーフピラー部分18を支持する。
【0020】
補強形状部28は、この場合、ドアピラーの空洞部14の範囲内で、ドアピラー10のルーフピラー部分18の実質的にほぼ全長にわたって伸びている。補強パイプとして形成されている補強形状部28は、前方へは、ドアピラー10のドアピラー部分20への移行部分24の前端部辺りで終了している。
【0021】
支持装置26は、特に支持パイプの形で支持形状部30を含み、この支持形状部は、実質的にドアピラー10のドアピラー部分20の範囲内で伸びており、その結果、補強形状部28との角度を有している。この補強形状部28と支持形状部30とは、両方とも、ここでは僅かに湾曲して形成されている。
【0022】
さらに、支持装置は複数のプレートシェルエレメント32、34を含み、図1とは異なり、図2では、特に支持形状部30を見えるようにするため、観察方向において前方のプレートシェルエレメント34が取り除かれている。
【0023】
プレートシェルエレメント32、34は、ここでは、ほぼ三角形の形態を成しており、この形態により、追加的に角度をつけて互いに配置されている形状、すなわち補強形状部28と支持形状部30との接続が補強されている。プレートシェルエレメント32、34は、同様にドアピラーの空洞部14の内部に収納され、固定されているため、全体として極めて安定した支持装置26が生じ、この支持装置によって、補強形状部28は、ドアピラー10のルーフピラー部分18とドアピラー部分20との移行部分24でほぼ支持されている。
【0024】
図3aと3bとを一緒に見ることにより、補強形状部28と支持装置26の支持形状部30とがどのような方法で互いに接続されているか、又は対応するプレートシェルエレメントによって両方の形状の間にあるエッジ部分がどのような方法で補強されているか確認することができる。個々に示されている2つの形状、すなわち補強形状部28と支持形状部30は、この場合、ドアピラー10又は支持装置26のその他の構成部品なしで示されている。さらに、これらは、図1及び2に対して左右対称に示されている。
【0025】
図3a及び3bから、特に、管形状として形成されている補強形状部28が、支持装置26の部分(特に支持形状部30の部分)で、補強形状部28の空洞部内に配置されている内部形状部36によって補強されていることが分かる。この内部形状部36は、本ケースにおいては、補強形状部28の長さの一部にかけて伸び、特に支持形状部30と補強形状部28との接続箇所の部分に取り付けられている内部パイプである。
【0026】
図3aによる実施形態の場合、内部形状部はその各端部38、40に直線又は垂直のトリミング部分を有し、図3bによる実施形態の場合、内部形状部はその各端部38、40に斜めのトリミング部分を有している。この場合、両方のトリミング部分の角度は、これらのトリミング部分が実質的に水平になるように選択されている。
【0027】
図4は、内部形状部36の考えられる5つの形状の側面図であり、これらの内部形状部は、それぞれ支持形状部30と補強形状部28との接続箇所の部分で、補強形状部の空洞部内に配置されている。この場合、一番左の図では、図3aによる実施形態と同様に、内部形状部36の該当する端部38、40がそれぞれ直線又は垂直なトリミング部分を示している。内部形状部36の第2のバリエーションの場合、その端部38、40には、互いに平行なトリミング部分が設けられており、両方のトリミング部分は、補強形状部28の長手方向に対して60°の角度で通っている。中央の図の場合、内部形状部36の端部38、40は、これらが補強形状部28又は内部形状部36の長手方向に対してそれぞれ45°の角度を有するようにトリミングされている。端部38、40の両方のトリミング部分は、この場合、互いに非平行に通っている。これに対して、右から2番目の実施形態は、それぞれのトリミング部分が同様に内部形状部36又は補強形状部28の長手方向に対してそれぞれ45°の角度を示しているが、中央の図とは異なり、互いに平行に通っている。最後に一番右の実施形態における内部形状部36の端部38、40では、それぞれのトリミング部分が、内部形状部36又は補強形状部28の伸長方向に対してそれぞれ60°の角度を示し、両方の端部38、40は互いに平行に通り、左から2番目の図とは異なりほぼ水平に通っており、一方、左から2番目のこのトリミング部分は車両の垂直方向に通っている。
【0028】
本発明の枠内に一緒に含まれるものとして、直線又は斜めのトリミング部分は、原則的に自由に選択可能であると考慮されなければならない。同様に、端部38では、内部形状部36の伸長方向に対して直線又は垂直の内部形状部36のトリミング部分を設け、一方、他方の端部40では、内部形状部36の伸長方向に対して斜めのトリミング部分を設けることも考えられ、またその逆も可能である。
【0029】
この場合、内部形状部36の機能は、特に、とりわけ事故によって加えられる力が最大になるような箇所に的を絞って、補強形状部28が補強できるようにすることにある。大きな負荷のかかる補強形状部28の部分は、補強形状部28が支持形状部30を備える支持装置26に支持されている支持箇所の部分である。このことにより、内部形状部36により、その高い負荷のかかる部分が極めて有利に補強されており、それに対して、例えば補強形状部28の上端部をより薄い壁厚にすることにより、結果的に重量を軽減することができる。従って、全体として、該当する内部形状部36により、簡単な方法で補強構造16が提供され得ることが分かり、特にこの補強構造の補強形状部28はとりわけ有益な剛性を有し、さらに極めて軽量に形成されている。負荷のケースに応じて、ここでは内部パイプとして形成されている内部形状部36の長さとトリミングにより、計算結果への適合を最適かつ低コストに行うことができる。特に、斜めのトリミング部分又は端部38、40を設けることにより、非常にバランスの良い壁厚の移行を達成することができる。この場合、この箇所についてここで説明されているトリミング部分とは、この意味において必ずしも機械的加工を意味するものではないことに留意されたい。すなわち、内部形状部36は、トリミングされるか、又は同様に機械的に加工されるのでなく、例えば鋳造部品又はプラスチック部品であることも考えられるであろう。しかし、このケースの場合は、パイプを適切に短くしている。
【0030】
最後に図5は、どのような方法で内部形状部36を補強形状部28に接続できるのか、その2つの可能な方法を説明している。
【0031】
左の図では、内部形状部36の半製品42と補強形状部28の半製品44とを使用する方法が示されており、これらの半製品の断面はすでに最終的な断面形状を有している。ここでは楕円形になっている、補強形状部28の中空形状44の断面形態は、この場合、その内周が支持形状部30の半製品42の外周に適合している。従って、両方の半製品42、44をはめ合わせると、これらの間に半径方向のポジティブ結合が生じる。言い換えれば、両方の半製品42、44は、はめ合わせる前にすでに変形されている。次に、はめ合わせた後、半製品42と44とは、矢印46によって示されているように、両方の形状に適切な縦曲げをつけることによって、長手方向又は軸方向に互いに固定される。このさらなる変形によって、補強形状部28と内部形状部36とは、半径方向にも、軸方向にも互いに固定される。
【0032】
図5の右に示されている製造方法の場合、2つの半製品48、50が用いられ、これらの半製品では、楕円形の断面を有する左の実施例とは異なって、まず、それぞれ円形又は円環状の断面をもつ形状が使用されている。この実施例では、補強形状部28の半製品50の内径が、内部形状部36の半製品48の外周にぴったり合うように選択されている。しかし、このことは絶対に必要なことではない。次に、両方の半製品48、50は、はめ合わされた後、1つの工程において変形され、ポジティブ結合によって互いに接続される。従来の変形プロセスの他に、例えば、内部高圧成形も行うことができる。いずれにせよ、結果的に、両方の形状(補強形状部28と内部形状部36)の固定が達成され、この場合、両方の構成部品は、特にその他の接続技術を用いることなく、相互に対応する位置に固定されている。しかし、本発明の枠内に一緒に含まれることとして、例えば接合又は機械的な接続など、その他の接続も使用可能であることが考慮されなければならない。しかしながら、本接続形態は、特に、両方の半製品42、44又は48、50を、極めて単純に、手間のかかる工程を経ずに相互に接続することができるという利点を有している。とりわけ、熱入力によりスチールの引張強さと剛性が低下するおそれのある溶接プロセスを省略することができる。むしろ、本ケースにおいては、両方の利点を互いに結び付けるため、矢印46によって示されている力が、曲げ力又はプレス力の形で使用される。
【符号の説明】
【0033】
10 ドアピラー
12 部分シェル
14 空洞部
16 補強構造
18 ルーフピラー部分
20 ドアピラー部分
22 ピラー基底部
24 移行部分
26 支持装置
28 補強形状部
30 支持形状部
32 プレートシェルエレメント
34 プレートシェルエレメント
36 内部形状部
38 内部形状部の端部
40 内部形状部の端部
42 半製品
44 半製品
46 矢印
48 半製品
50 半製品
【特許請求の範囲】
【請求項1】
補強構造(16)の支持装置(26)によって下方部分が支持されている少なくとも1つの補強形状部(28)を備える、乗用車のドアピラー(10)の空洞部(14)内にある補強構造(16)であって、
前記補強形状部(28)は、前記支持装置(26)の部分において、前記補強形状部(28)の前記空洞部(14)内に配置されている内部形状部(36)により補強されていることを特徴とする補強構造。
【請求項2】
前記支持装置(26)の少なくとも支持形状部(30)部分に前記内部形状部(36)が設けられていることを特徴とする、請求項1に記載の補強構造(16)。
【請求項3】
前記内部形状部(36)が、該内部形状部の各端部(38、40)に直線又は斜めのトリミング部分を有していることを特徴とする、請求項1又は2に記載の補強構造(16)。
【請求項4】
前記補強形状部(28)と前記内部形状部(36)とが、それぞれ半製品(48、50)から形成されており、該半製品をはめ合わせた後に前記半製品の断面が変形され、ポジティブ結合によって相互に接続されていることを特徴とする請求項1〜3のいずれか一項に記載の補強構造(16)。
【請求項5】
前記補強形状部(28)と前記内部形状部(36)とが、それぞれ半製品(42、44)から形成されており、該半製品をはめ合わせる前に前記半製品の断面が変形され、前記補強形状部(28)と前記内部形状部(36)とがはめ合わされた後、前記補強形状部(28)と前記内部形状部(36)とは、さらなる変形によってポジティブ結合により相互に接続されていることを特徴とする請求項1〜4のいずれか一項に記載の補強構造(16)。
【請求項6】
補強構造(16)の支持装置(26)によって少なくとも1つの補強形状部(28)の下方部分が支持されている、オープンカーのドアピラー(10)の空洞部(14)内にある前記補強構造(16)の製造方法であって、
前記補強形状部(28)は、前記支持装置(26)の部分において、前記補強形状部(28)の前記空洞部(14)内に配置されている内部形状部(36)により補強されることを特徴とする方法。
【請求項7】
前記内部形状部(36)が、該内部形状部の各端部(38、40)に直線又は斜めのトリミング部分が備えられていることを特徴とする、請求項6に記載の方法。
【請求項8】
前記補強形状部(28)と前記内部形状部(36)とが、それぞれ半製品(48、50)から形成されており、該半製品をはめ合わせた後に前記半製品の断面が変形され、ポジティブ結合によって相互に接続されることを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記補強形状部(28)と前記内部形状部(36)とが、それぞれ半製品(42、44)から形成されており、該半製品をはめ合わせる前に前記半製品の断面が変形され、前記補強形状部(28)と前記内部形状部(36)とがはめ合わされた後、前記補強形状部(28)と前記内部形状部(36)とは、さらなる変形によってポジティブ結合により相互に接続されることを特徴とする請求項1〜8のいずれか一項に記載の方法。
【請求項1】
補強構造(16)の支持装置(26)によって下方部分が支持されている少なくとも1つの補強形状部(28)を備える、乗用車のドアピラー(10)の空洞部(14)内にある補強構造(16)であって、
前記補強形状部(28)は、前記支持装置(26)の部分において、前記補強形状部(28)の前記空洞部(14)内に配置されている内部形状部(36)により補強されていることを特徴とする補強構造。
【請求項2】
前記支持装置(26)の少なくとも支持形状部(30)部分に前記内部形状部(36)が設けられていることを特徴とする、請求項1に記載の補強構造(16)。
【請求項3】
前記内部形状部(36)が、該内部形状部の各端部(38、40)に直線又は斜めのトリミング部分を有していることを特徴とする、請求項1又は2に記載の補強構造(16)。
【請求項4】
前記補強形状部(28)と前記内部形状部(36)とが、それぞれ半製品(48、50)から形成されており、該半製品をはめ合わせた後に前記半製品の断面が変形され、ポジティブ結合によって相互に接続されていることを特徴とする請求項1〜3のいずれか一項に記載の補強構造(16)。
【請求項5】
前記補強形状部(28)と前記内部形状部(36)とが、それぞれ半製品(42、44)から形成されており、該半製品をはめ合わせる前に前記半製品の断面が変形され、前記補強形状部(28)と前記内部形状部(36)とがはめ合わされた後、前記補強形状部(28)と前記内部形状部(36)とは、さらなる変形によってポジティブ結合により相互に接続されていることを特徴とする請求項1〜4のいずれか一項に記載の補強構造(16)。
【請求項6】
補強構造(16)の支持装置(26)によって少なくとも1つの補強形状部(28)の下方部分が支持されている、オープンカーのドアピラー(10)の空洞部(14)内にある前記補強構造(16)の製造方法であって、
前記補強形状部(28)は、前記支持装置(26)の部分において、前記補強形状部(28)の前記空洞部(14)内に配置されている内部形状部(36)により補強されることを特徴とする方法。
【請求項7】
前記内部形状部(36)が、該内部形状部の各端部(38、40)に直線又は斜めのトリミング部分が備えられていることを特徴とする、請求項6に記載の方法。
【請求項8】
前記補強形状部(28)と前記内部形状部(36)とが、それぞれ半製品(48、50)から形成されており、該半製品をはめ合わせた後に前記半製品の断面が変形され、ポジティブ結合によって相互に接続されることを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
前記補強形状部(28)と前記内部形状部(36)とが、それぞれ半製品(42、44)から形成されており、該半製品をはめ合わせる前に前記半製品の断面が変形され、前記補強形状部(28)と前記内部形状部(36)とがはめ合わされた後、前記補強形状部(28)と前記内部形状部(36)とは、さらなる変形によってポジティブ結合により相互に接続されることを特徴とする請求項1〜8のいずれか一項に記載の方法。
【図1】


【図2】
【図3a】
【図3b】
【図4】
【図5】
【図2】
【図3a】
【図3b】
【図4】
【図5】
【公表番号】特表2013−505869(P2013−505869A)
【公表日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2012−531249(P2012−531249)
【出願日】平成22年7月3日(2010.7.3)
【国際出願番号】PCT/EP2010/004042
【国際公開番号】WO2011/038794
【国際公開日】平成23年4月7日(2011.4.7)
【出願人】(598051819)ダイムラー・アクチェンゲゼルシャフト (1,147)
【氏名又は名称原語表記】Daimler AG
【住所又は居所原語表記】Mercedesstrasse 137,70327 Stuttgart,Deutschland
【Fターム(参考)】
【公表日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成22年7月3日(2010.7.3)
【国際出願番号】PCT/EP2010/004042
【国際公開番号】WO2011/038794
【国際公開日】平成23年4月7日(2011.4.7)
【出願人】(598051819)ダイムラー・アクチェンゲゼルシャフト (1,147)
【氏名又は名称原語表記】Daimler AG
【住所又は居所原語表記】Mercedesstrasse 137,70327 Stuttgart,Deutschland
【Fターム(参考)】
[ Back to top ]