
乾燥装置
【課題】熱風ノズルと搬送ローラとの間の狭い隙間への通箔作業を容易に行う。
【解決手段】本発明の乾燥装置100は搬送ローラ150および熱風ノズル142を有する。搬送ローラ150は長尺シート状のワークWを搬送する。熱風ノズル142は、搬送ローラ150の直上に配設され、ワークWに向けて熱風を吹き出す。そして、熱風ノズル142が、搬送ローラ150から上方へ退避可能に構成されている。
【解決手段】本発明の乾燥装置100は搬送ローラ150および熱風ノズル142を有する。搬送ローラ150は長尺シート状のワークWを搬送する。熱風ノズル142は、搬送ローラ150の直上に配設され、ワークWに向けて熱風を吹き出す。そして、熱風ノズル142が、搬送ローラ150から上方へ退避可能に構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、連続したフィルム、箔などの長尺の薄いシート(以下、ワークと称する。)を、搬送ローラによって搬送しながらワークの表面に熱風ノズルから吹き出す熱風によって乾燥させる乾燥装置に関する。
【背景技術】
【0002】
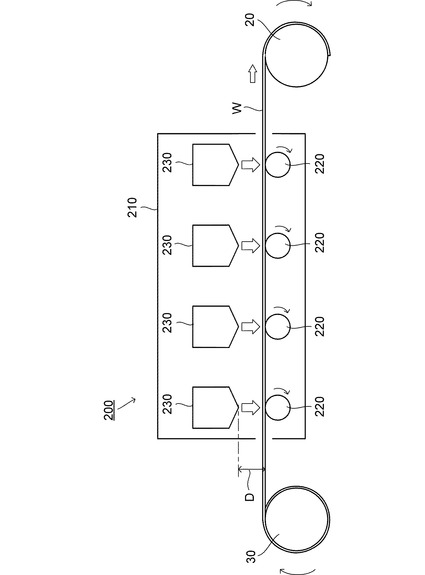
従来、図8に示すように、連続したフィルム、箔などの長尺の薄いシート(以下、ワークと称する。)Wを、搬送ローラ220によって乾燥炉210内を搬送しながらワークWの表面を熱風ノズル230から吹き出す熱風によって連続的に乾燥させる乾燥装置200が公知である(特許文献1参照。)。ワークWは、乾燥炉210の外部に配置された巻き取りローラ20および送り出しローラ30に巻付けられており、巻き取りローラ20を回転駆動することにより、ワークWが送り出しローラ30から連続的に送り出されながら搬送ローラ220上を搬送される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−222090号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このような乾燥装置200では、熱風ノズル230から吹き出した熱風によってワークWが搬送ローラ220に押し付けられることでワークWのバタツキも抑制されるようになっている。
【0005】
ここで、熱風ノズル230は、ワークWのバタツキ発生を確実に抑制するため、搬送ローラ220の直上に配置される。さらに、ワークWを押し付ける風速を確保するため、熱風ノズル230を搬送ローラ220に出来るだけ近づけられる。すなわち、熱風ノズル230と搬送ローラ220との間隔Dが出来るだけ短くなるように設定されている。このため、乾燥装置200の稼働前に手作業でワークWを乾燥炉210内に通す作業(以下、通箔と称する。)を行う際に、熱風ノズル230と搬送ローラ220との間の狭い隙間にワークWを通すのが面倒であった。
【0006】
本発明は、上記課題に鑑みてなされたものであり、熱風ノズルと搬送ローラとの間の狭い隙間への通箔作業を容易に行える乾燥装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の乾燥装置は搬送ローラおよび熱風ノズルを有する。搬送ローラは長尺シート状のワークを搬送する。熱風ノズルは、前記搬送ローラの直上に配設され、前記ワークに向けて熱風を吹き出す。そして、前記熱風ノズルが、前記搬送ローラから上方へ退避可能に構成されている。
【0008】
この構成によると、熱風ノズルを搬送ローラから退避させることで、熱風ノズルと搬送ローラとの間隔が開くため、通箔を容易に行える。
【0009】
具体的には、前記搬送ローラの上方に、前記搬送ローラの軸方向一端側を基点として他端側が跳ね上げ可能な熱風ボックスを配設し、前記熱風ボックスに複数の前記熱風ノズルを設ける。これによると、ある程度の大きさがあって持ちやすい熱風ボックスを跳ね上げることで、複数の熱風ノズルを搬送ローラから容易に退避させることが可能となる。
【0010】
また、熱風の流通するダクトに熱風ボックスが接続される場合、熱風ボックスを跳ね上げる際に接続部品の取り外し作業がいらない方が良い。そのため、前記搬送ローラの軸方向一端側に熱風が流通するダクトを立設し、前記熱風ボックスには、搬送ローラの軸方向一端面に筒状の吸込口を凸設し、前記ダクトには、前記吸込口に対向する箇所に前記吸込口よりも大きい排気口を形成する。そして、前記排気口の全周に、前記排気口内に張り出すシート状のパッキンを貼付する。これによれば、前記吸込口の先端を前記パッキンに押し当てるだけで、前記吸込口と前記排気口とを気密に接続することが出来る。したがって、熱風ボックスを跳ね上げる際に接続部品の取り外し作業が不要になる。
【0011】
また、熱風ノズルと搬送ローラとの間隔を均一に調整することが出来るように、前記熱風ノズルは前記熱風ボックスに対して位置の変更が可能に設けられることが好ましい。これによると、前記搬送ローラの周面にリング状の治具を装着し、前記熱風ノズルの位置を変更してその先端が前記治具に当接する高さで位置決めを行えば、熱風ノズルと搬送ローラとの間隔を均一にする調整が容易に行える。
【発明の効果】
【0012】
本発明によると、熱風ノズルと搬送ローラとの間の狭い隙間への通箔作業を容易に行える。
【図面の簡単な説明】
【0013】
【図1】この発明の一実施形態に係る乾燥装置の概略構成を示す側断面図である。
【図2】図1における矢視II - II線断面図である。
【図3】図2における乾燥炉周辺の拡大図である。
【図4】ノズルユニットの正面図である。
【図5】図4における矢視V-V線断面図である。
【図6】熱風ノズルの位置決めおよびワークの通箔を行う作業を説明する乾燥炉の断面図である。
【図7】熱風ノズルの位置決め作業を説明する図である。
【図8】従来の乾燥装置の概略構成を示す側断面図である。
【発明を実施するための形態】
【0014】
以下に、この発明の実施の形態に係る乾燥装置の構成を図1〜図5を参照して説明する。本実施の形態の乾燥装置100は、連続したフィルム、箔などの長尺の薄いシート(以下、ワークと称する。)Wを、搬送ローラ150によって搬送しながらワークWの表面を熱風ノズル142から吹き出す熱風によって乾燥させるものである。
【0015】
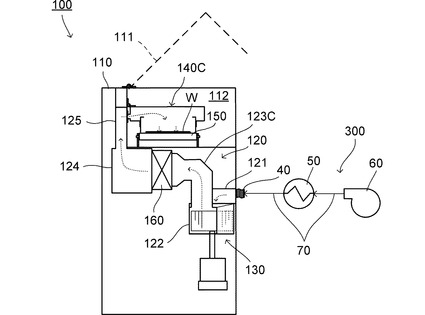
図1、図2に示すように、本実施の形態の乾燥装置100は、筐体110、ダクト120、送風機130、ノズルユニット140A,140B,140C、および複数(本実施の形態では6つ。)の搬送ローラ150を備える。
【0016】
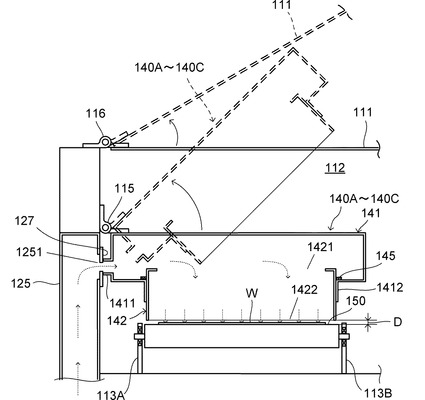
筐体110は、ダクト120、送風機130、ノズルユニット140A,140B,140C、および複数の搬送ローラ150を収容する。筐体110内の上方には、乾燥炉112が区画されている。乾燥炉112は開閉式の蓋111を備える。具体的には、図3に示すように、蓋111は筐体110の天面に取付けられたヒンジ116を中心に跳ね上げ(回動)可能であり、蓋111を跳ね上げることで、乾燥炉112の側面を大きく開いて開放させる。
【0017】
ダクト120は、吸気ダクト121、第1送気ダクト122、3つの第2送気ダクト123A〜123C、第3送気ダクト124および第4送気ダクト125から構成される。吸気ダクト121、第1〜第3送気ダクト122〜124は乾燥炉112の下方に配置される。第4送気ダクト125は、搬送ローラ150の軸方向(ワークWの搬送方向に直交する方向)一端側に配置され、乾燥炉112の奥側面(図3では左側面。)を構成している。
【0018】
吸気ダクト121は筐体110の外部に設置される熱風供給装置300に接続されている。熱風供給装置300は、少なくとも加熱器50、送風機60およびダクト70を備える。ダクト70と吸気ダクト121とはフレキシブル管40を介して接続される。熱風供給装置300は、加熱器50により加熱された空気(熱風)を、送風機60によりダクト70を通して吸気ダクト121に送り込む。
【0019】
第1,第3,第4送気ダクト122,124,125はワークWの搬送方向に延びて水平に配設される。3つの第2送気ダクト123A〜123Cは垂直に配設される。図2に第2ダクト123Cについて示すように、第2送気ダクト123A〜123Cの下流部は水平に向きを変えて拡開している。第2送気ダクト123A〜123Cは第1および第3送気ダクト122,124の胴体部に接続される。第2送気ダクト123A〜123Cと第3送気ダクト124との接続部には、熱風から塵埃を取り除くフィルタ160が設けられる。本実施の形態では、フィルタ160の一例としてHEPAフィルタを用いている。第4送気ダクト125は第3送気ダクト124よりも流路が狭められており、第3送気ダクト124の天面からそびえ立つように設けられる。
【0020】
吸気ダクト121と第1送気ダクト122との間には、送風機130が設けられる。送風機130の送風能力(風量)は、送気ダクト122〜125を通ってノズルユニット140A〜140Cに熱風を送り込み、熱風ノズル142から吹き出すのに十分なだけの能力を備える。本実施の形態では、送風機130の一例として遠心ファンを用いている。
【0021】
複数の搬送ローラ150は等間隔で水平に並んで配設される。図3に示すように、乾燥炉112の底面に、ワークWの搬送方向に直交する方向に対向するように、一対のフレーム板113A,113Bが立設されている。各搬送ローラ150は、各々についての軸回りに回転自在となるようにこれらのフレーム板113A,113Bに支持されている。
【0022】
なお、図示を省略しているが、ワークWは、筐体110の外部に配置された巻き取りローラおよび送り出しローラに巻付けられており、巻き取りローラを回転駆動することにより、ワークWが送り出しローラから連続的に送り出されながら搬送ローラ150上を搬送される。
【0023】
各ノズルユニット140A〜140Cは2つの搬送ローラ150の上方に跨って配置される。ノズルユニット140A〜140Cはそれぞれ、ワークWの搬送方向の上流、中流、下流の位置に設けられる。図3に示すように、ノズルユニット140A〜140Cは熱風ボックス141および熱風ノズル142を備える。
【0024】
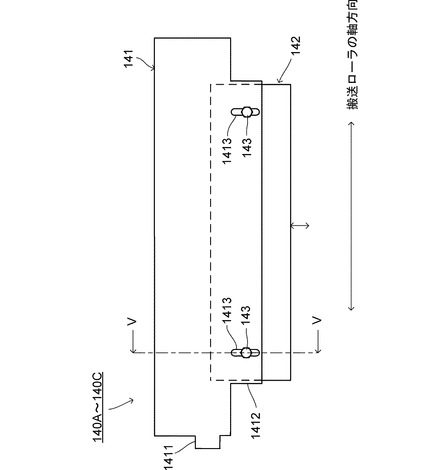
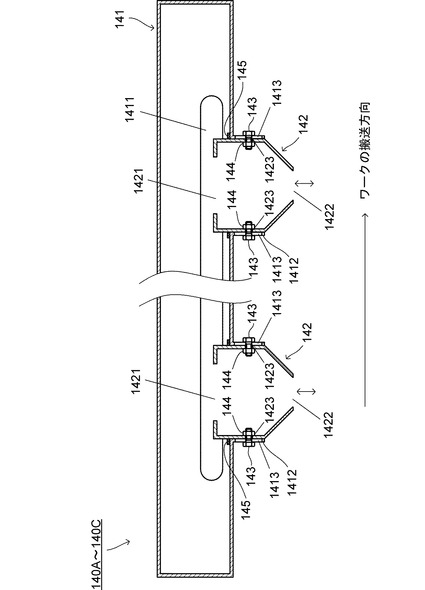
図5に示すように、熱風ボックス141は、ワークWの搬送方向に長い直方体形状を呈する。図3に示すように、熱風ボックス141はその天面部で、乾燥炉112の奥側面に取付けられたヒンジ115を用いて回動自在に設けられている。これにより、熱風ボックス141は、図3に破線で示すように、搬送ローラ150の軸方向一端側(図3では左上。)を基点として他端側を跳ね上げ可能となる。図4に示すように、熱風ボックス141には、搬送ローラ150の軸方向一端側面に筒状の吸込口1411が凸設されている。この吸込口1411は、効率良く熱風ボックス141内に熱風を取り込めるように、熱風ボックス141の長手方向(ワークWの搬送方向)に長い形状を呈している。
【0025】
図3に示すように、第4送気ダクト125には、吸込口1411に対向する箇所に吸込口1411よりも大きく開口した排気口1251が形成されている。排気口1251の全周には、排気口1251内に張り出すシート状のパッキン127が貼付されており、吸込口1411の先端がパッキン127に押し当たることで吸込口1411と排気口1251とが気密に接続されるようになっている。この接続構造によると、熱風ボックス141を跳ね上げる際に接続部品の取り外し作業がいらず簡便である。
【0026】
パッキン127は、各種のゴムや樹脂により形成することが出来る。パッキン127の材質は、乾燥装置100を使用する条件に応じた、パッキン127が晒される環境に対応させて選択される。特に、耐熱性に優れたフッ素ゴムやシリコーンゴム、フッ素樹脂により形成するのが好ましい。
【0027】
なお、パッキン127は吸込口1411が押し当たることで第4送気ダクト125側へ若干の撓みが発生するが、第4送気ダクト125から送り込まれる熱風により第4送気ダクト125内が熱風ボックス141内に比べて陽圧となるので、撓みを打ち消す方向の力が作用し、乾燥装置100の稼働時は接続部の気密性は維持される。
【0028】
図4、図5に示すように、熱風ボックス141の下面には搬送ローラ150の軸方向に長い直方体形状を呈する筒口1412がワークWの搬送方向に並んで2つ凸設されている。筒口1412は、搬送ローラ150(図1参照。)の直上に位置している。筒口1412には搬送ローラ150の軸方向の両端部に、上下に長い一対の長穴1413,1413が貫通している。
【0029】
図5に示すように、熱風ノズル142は、筒口1412に対応したサイズの略直方体形状を呈し、ワークWの搬送方向に対向する面の下部は先細りのテーパが形成されている。熱風ノズル142は、ワークWの搬送方向に対向する面に、長穴1413に対応する箇所に丸穴1423が貫通している。長穴1413、丸穴1423に挿通されたボルト143と、ボルト143に嵌合されるナット144とを用いて、熱風ノズル142が熱風ボックス141の筒口1412に取付けられる。これにより、熱風ノズル142は長穴1413の範囲内で熱風ボックス141に対して昇降させ、その位置を変更することが可能とされている。
【0030】
熱風ノズル142の天面には、吸込口1421が開口している。熱風ノズル142の下端(すなわちテーパ部の先端。)には、搬送ローラ150の軸方向に延びるスリット状の吐出口1422が形成される。熱風ノズル142は、熱風ボックス141内に導入された熱風を、吸込口1421から取り込み、吐出口1422からワークWに向けて吹き出す。この熱風により、搬送ローラ150によって搬送されるワークWを乾燥させることが出来る。
【0031】
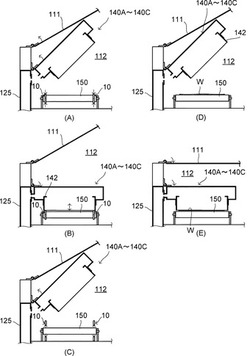
次に、上記のように構成された乾燥装置100において、熱風ノズル142の位置決めおよびワークWの通箔を行う作業について図6、図7を参照して説明する。
【0032】
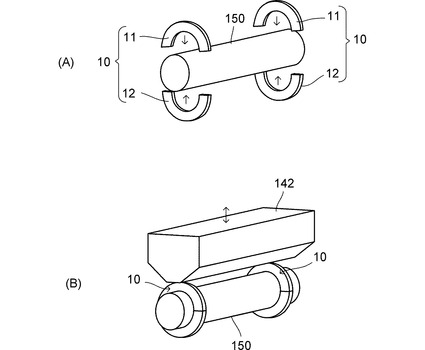
まず、図6(A)に示すように、蓋111を開いて乾燥炉112を開放した後、ノズルユニット140A〜140Cを跳ね上げる。このとき、ある程度の大きさを持つ熱風ボックス141を持って行うことで、熱風ノズル142を搬送ローラ150から容易に退避させることが出来る。そして、図7(A)に示すように、すべての搬送ローラ150の両端部の周面にリング状の治具10を装着する。本実施の形態では、治具10は、分割可能な2つの半円形のパーツ11,12から構成されている。パーツ11,12の接合面に対して直角に貫通するように、一方のパーツに座繰り孔、他方のパーツにタップ孔が形成されている。パーツ11,12を接合するときは、互いの接合面を合わせてリングにして保持しておき、ボルトを座繰りの側から挿入してタップに螺号することで行う。
【0033】
次に、図6(B)に示すように、ノズルユニット140A〜140Cを元の位置に戻す。そして、図7(B)に示すように、すべての熱風ノズル142の位置を変更してその先端が治具10に当接する高さで位置決めを行う。これにより、熱風ノズル142と搬送ローラ150との間隔を容易に調整することが出来る。
【0034】
次に、図6(C)に示すように、ノズルユニット140A〜140Cを再び跳ね上げ、治具10を取り外す。
【0035】
次に、図6(D)に示すように、ノズルユニット140A〜140Cを跳ね上げた状態でワークWの通箔を行う。このとき、熱風ノズル142を搬送ローラ150から退避させていることで、熱風ノズル142と搬送ローラ150との間隔が開くため、通箔を容易に行える。
【0036】
最後に、図6(E)に示すように、ノズルユニット140A〜140Cを下の位置に戻した後、蓋111を閉じて乾燥炉112を閉鎖する。このとき、熱風ノズル142と搬送ローラ150との間隔は調整済みなので、すべての熱風ノズル142と搬送ローラ150についてそれらの間の間隔はそろっている。
【0037】
上述の実施形態の説明は、すべての点で例示であって、制限的なものではないと考えられるべきである。この発明の範囲は、上述の実施形態ではなく、特許請求の範囲によって示される。さらに、この発明の範囲には、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0038】
W…ワーク
10…治具
100…乾燥装置
112…乾燥炉
130…送風機
140A,140B,140C…ノズルユニット
141…熱風ボックス
142…熱風ノズル
150…搬送ローラ
300…熱風供給装置
【技術分野】
【0001】
この発明は、連続したフィルム、箔などの長尺の薄いシート(以下、ワークと称する。)を、搬送ローラによって搬送しながらワークの表面に熱風ノズルから吹き出す熱風によって乾燥させる乾燥装置に関する。
【背景技術】
【0002】
従来、図8に示すように、連続したフィルム、箔などの長尺の薄いシート(以下、ワークと称する。)Wを、搬送ローラ220によって乾燥炉210内を搬送しながらワークWの表面を熱風ノズル230から吹き出す熱風によって連続的に乾燥させる乾燥装置200が公知である(特許文献1参照。)。ワークWは、乾燥炉210の外部に配置された巻き取りローラ20および送り出しローラ30に巻付けられており、巻き取りローラ20を回転駆動することにより、ワークWが送り出しローラ30から連続的に送り出されながら搬送ローラ220上を搬送される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010−222090号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
このような乾燥装置200では、熱風ノズル230から吹き出した熱風によってワークWが搬送ローラ220に押し付けられることでワークWのバタツキも抑制されるようになっている。
【0005】
ここで、熱風ノズル230は、ワークWのバタツキ発生を確実に抑制するため、搬送ローラ220の直上に配置される。さらに、ワークWを押し付ける風速を確保するため、熱風ノズル230を搬送ローラ220に出来るだけ近づけられる。すなわち、熱風ノズル230と搬送ローラ220との間隔Dが出来るだけ短くなるように設定されている。このため、乾燥装置200の稼働前に手作業でワークWを乾燥炉210内に通す作業(以下、通箔と称する。)を行う際に、熱風ノズル230と搬送ローラ220との間の狭い隙間にワークWを通すのが面倒であった。
【0006】
本発明は、上記課題に鑑みてなされたものであり、熱風ノズルと搬送ローラとの間の狭い隙間への通箔作業を容易に行える乾燥装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の乾燥装置は搬送ローラおよび熱風ノズルを有する。搬送ローラは長尺シート状のワークを搬送する。熱風ノズルは、前記搬送ローラの直上に配設され、前記ワークに向けて熱風を吹き出す。そして、前記熱風ノズルが、前記搬送ローラから上方へ退避可能に構成されている。
【0008】
この構成によると、熱風ノズルを搬送ローラから退避させることで、熱風ノズルと搬送ローラとの間隔が開くため、通箔を容易に行える。
【0009】
具体的には、前記搬送ローラの上方に、前記搬送ローラの軸方向一端側を基点として他端側が跳ね上げ可能な熱風ボックスを配設し、前記熱風ボックスに複数の前記熱風ノズルを設ける。これによると、ある程度の大きさがあって持ちやすい熱風ボックスを跳ね上げることで、複数の熱風ノズルを搬送ローラから容易に退避させることが可能となる。
【0010】
また、熱風の流通するダクトに熱風ボックスが接続される場合、熱風ボックスを跳ね上げる際に接続部品の取り外し作業がいらない方が良い。そのため、前記搬送ローラの軸方向一端側に熱風が流通するダクトを立設し、前記熱風ボックスには、搬送ローラの軸方向一端面に筒状の吸込口を凸設し、前記ダクトには、前記吸込口に対向する箇所に前記吸込口よりも大きい排気口を形成する。そして、前記排気口の全周に、前記排気口内に張り出すシート状のパッキンを貼付する。これによれば、前記吸込口の先端を前記パッキンに押し当てるだけで、前記吸込口と前記排気口とを気密に接続することが出来る。したがって、熱風ボックスを跳ね上げる際に接続部品の取り外し作業が不要になる。
【0011】
また、熱風ノズルと搬送ローラとの間隔を均一に調整することが出来るように、前記熱風ノズルは前記熱風ボックスに対して位置の変更が可能に設けられることが好ましい。これによると、前記搬送ローラの周面にリング状の治具を装着し、前記熱風ノズルの位置を変更してその先端が前記治具に当接する高さで位置決めを行えば、熱風ノズルと搬送ローラとの間隔を均一にする調整が容易に行える。
【発明の効果】
【0012】
本発明によると、熱風ノズルと搬送ローラとの間の狭い隙間への通箔作業を容易に行える。
【図面の簡単な説明】
【0013】
【図1】この発明の一実施形態に係る乾燥装置の概略構成を示す側断面図である。
【図2】図1における矢視II - II線断面図である。
【図3】図2における乾燥炉周辺の拡大図である。
【図4】ノズルユニットの正面図である。
【図5】図4における矢視V-V線断面図である。
【図6】熱風ノズルの位置決めおよびワークの通箔を行う作業を説明する乾燥炉の断面図である。
【図7】熱風ノズルの位置決め作業を説明する図である。
【図8】従来の乾燥装置の概略構成を示す側断面図である。
【発明を実施するための形態】
【0014】
以下に、この発明の実施の形態に係る乾燥装置の構成を図1〜図5を参照して説明する。本実施の形態の乾燥装置100は、連続したフィルム、箔などの長尺の薄いシート(以下、ワークと称する。)Wを、搬送ローラ150によって搬送しながらワークWの表面を熱風ノズル142から吹き出す熱風によって乾燥させるものである。
【0015】
図1、図2に示すように、本実施の形態の乾燥装置100は、筐体110、ダクト120、送風機130、ノズルユニット140A,140B,140C、および複数(本実施の形態では6つ。)の搬送ローラ150を備える。
【0016】
筐体110は、ダクト120、送風機130、ノズルユニット140A,140B,140C、および複数の搬送ローラ150を収容する。筐体110内の上方には、乾燥炉112が区画されている。乾燥炉112は開閉式の蓋111を備える。具体的には、図3に示すように、蓋111は筐体110の天面に取付けられたヒンジ116を中心に跳ね上げ(回動)可能であり、蓋111を跳ね上げることで、乾燥炉112の側面を大きく開いて開放させる。
【0017】
ダクト120は、吸気ダクト121、第1送気ダクト122、3つの第2送気ダクト123A〜123C、第3送気ダクト124および第4送気ダクト125から構成される。吸気ダクト121、第1〜第3送気ダクト122〜124は乾燥炉112の下方に配置される。第4送気ダクト125は、搬送ローラ150の軸方向(ワークWの搬送方向に直交する方向)一端側に配置され、乾燥炉112の奥側面(図3では左側面。)を構成している。
【0018】
吸気ダクト121は筐体110の外部に設置される熱風供給装置300に接続されている。熱風供給装置300は、少なくとも加熱器50、送風機60およびダクト70を備える。ダクト70と吸気ダクト121とはフレキシブル管40を介して接続される。熱風供給装置300は、加熱器50により加熱された空気(熱風)を、送風機60によりダクト70を通して吸気ダクト121に送り込む。
【0019】
第1,第3,第4送気ダクト122,124,125はワークWの搬送方向に延びて水平に配設される。3つの第2送気ダクト123A〜123Cは垂直に配設される。図2に第2ダクト123Cについて示すように、第2送気ダクト123A〜123Cの下流部は水平に向きを変えて拡開している。第2送気ダクト123A〜123Cは第1および第3送気ダクト122,124の胴体部に接続される。第2送気ダクト123A〜123Cと第3送気ダクト124との接続部には、熱風から塵埃を取り除くフィルタ160が設けられる。本実施の形態では、フィルタ160の一例としてHEPAフィルタを用いている。第4送気ダクト125は第3送気ダクト124よりも流路が狭められており、第3送気ダクト124の天面からそびえ立つように設けられる。
【0020】
吸気ダクト121と第1送気ダクト122との間には、送風機130が設けられる。送風機130の送風能力(風量)は、送気ダクト122〜125を通ってノズルユニット140A〜140Cに熱風を送り込み、熱風ノズル142から吹き出すのに十分なだけの能力を備える。本実施の形態では、送風機130の一例として遠心ファンを用いている。
【0021】
複数の搬送ローラ150は等間隔で水平に並んで配設される。図3に示すように、乾燥炉112の底面に、ワークWの搬送方向に直交する方向に対向するように、一対のフレーム板113A,113Bが立設されている。各搬送ローラ150は、各々についての軸回りに回転自在となるようにこれらのフレーム板113A,113Bに支持されている。
【0022】
なお、図示を省略しているが、ワークWは、筐体110の外部に配置された巻き取りローラおよび送り出しローラに巻付けられており、巻き取りローラを回転駆動することにより、ワークWが送り出しローラから連続的に送り出されながら搬送ローラ150上を搬送される。
【0023】
各ノズルユニット140A〜140Cは2つの搬送ローラ150の上方に跨って配置される。ノズルユニット140A〜140Cはそれぞれ、ワークWの搬送方向の上流、中流、下流の位置に設けられる。図3に示すように、ノズルユニット140A〜140Cは熱風ボックス141および熱風ノズル142を備える。
【0024】
図5に示すように、熱風ボックス141は、ワークWの搬送方向に長い直方体形状を呈する。図3に示すように、熱風ボックス141はその天面部で、乾燥炉112の奥側面に取付けられたヒンジ115を用いて回動自在に設けられている。これにより、熱風ボックス141は、図3に破線で示すように、搬送ローラ150の軸方向一端側(図3では左上。)を基点として他端側を跳ね上げ可能となる。図4に示すように、熱風ボックス141には、搬送ローラ150の軸方向一端側面に筒状の吸込口1411が凸設されている。この吸込口1411は、効率良く熱風ボックス141内に熱風を取り込めるように、熱風ボックス141の長手方向(ワークWの搬送方向)に長い形状を呈している。
【0025】
図3に示すように、第4送気ダクト125には、吸込口1411に対向する箇所に吸込口1411よりも大きく開口した排気口1251が形成されている。排気口1251の全周には、排気口1251内に張り出すシート状のパッキン127が貼付されており、吸込口1411の先端がパッキン127に押し当たることで吸込口1411と排気口1251とが気密に接続されるようになっている。この接続構造によると、熱風ボックス141を跳ね上げる際に接続部品の取り外し作業がいらず簡便である。
【0026】
パッキン127は、各種のゴムや樹脂により形成することが出来る。パッキン127の材質は、乾燥装置100を使用する条件に応じた、パッキン127が晒される環境に対応させて選択される。特に、耐熱性に優れたフッ素ゴムやシリコーンゴム、フッ素樹脂により形成するのが好ましい。
【0027】
なお、パッキン127は吸込口1411が押し当たることで第4送気ダクト125側へ若干の撓みが発生するが、第4送気ダクト125から送り込まれる熱風により第4送気ダクト125内が熱風ボックス141内に比べて陽圧となるので、撓みを打ち消す方向の力が作用し、乾燥装置100の稼働時は接続部の気密性は維持される。
【0028】
図4、図5に示すように、熱風ボックス141の下面には搬送ローラ150の軸方向に長い直方体形状を呈する筒口1412がワークWの搬送方向に並んで2つ凸設されている。筒口1412は、搬送ローラ150(図1参照。)の直上に位置している。筒口1412には搬送ローラ150の軸方向の両端部に、上下に長い一対の長穴1413,1413が貫通している。
【0029】
図5に示すように、熱風ノズル142は、筒口1412に対応したサイズの略直方体形状を呈し、ワークWの搬送方向に対向する面の下部は先細りのテーパが形成されている。熱風ノズル142は、ワークWの搬送方向に対向する面に、長穴1413に対応する箇所に丸穴1423が貫通している。長穴1413、丸穴1423に挿通されたボルト143と、ボルト143に嵌合されるナット144とを用いて、熱風ノズル142が熱風ボックス141の筒口1412に取付けられる。これにより、熱風ノズル142は長穴1413の範囲内で熱風ボックス141に対して昇降させ、その位置を変更することが可能とされている。
【0030】
熱風ノズル142の天面には、吸込口1421が開口している。熱風ノズル142の下端(すなわちテーパ部の先端。)には、搬送ローラ150の軸方向に延びるスリット状の吐出口1422が形成される。熱風ノズル142は、熱風ボックス141内に導入された熱風を、吸込口1421から取り込み、吐出口1422からワークWに向けて吹き出す。この熱風により、搬送ローラ150によって搬送されるワークWを乾燥させることが出来る。
【0031】
次に、上記のように構成された乾燥装置100において、熱風ノズル142の位置決めおよびワークWの通箔を行う作業について図6、図7を参照して説明する。
【0032】
まず、図6(A)に示すように、蓋111を開いて乾燥炉112を開放した後、ノズルユニット140A〜140Cを跳ね上げる。このとき、ある程度の大きさを持つ熱風ボックス141を持って行うことで、熱風ノズル142を搬送ローラ150から容易に退避させることが出来る。そして、図7(A)に示すように、すべての搬送ローラ150の両端部の周面にリング状の治具10を装着する。本実施の形態では、治具10は、分割可能な2つの半円形のパーツ11,12から構成されている。パーツ11,12の接合面に対して直角に貫通するように、一方のパーツに座繰り孔、他方のパーツにタップ孔が形成されている。パーツ11,12を接合するときは、互いの接合面を合わせてリングにして保持しておき、ボルトを座繰りの側から挿入してタップに螺号することで行う。
【0033】
次に、図6(B)に示すように、ノズルユニット140A〜140Cを元の位置に戻す。そして、図7(B)に示すように、すべての熱風ノズル142の位置を変更してその先端が治具10に当接する高さで位置決めを行う。これにより、熱風ノズル142と搬送ローラ150との間隔を容易に調整することが出来る。
【0034】
次に、図6(C)に示すように、ノズルユニット140A〜140Cを再び跳ね上げ、治具10を取り外す。
【0035】
次に、図6(D)に示すように、ノズルユニット140A〜140Cを跳ね上げた状態でワークWの通箔を行う。このとき、熱風ノズル142を搬送ローラ150から退避させていることで、熱風ノズル142と搬送ローラ150との間隔が開くため、通箔を容易に行える。
【0036】
最後に、図6(E)に示すように、ノズルユニット140A〜140Cを下の位置に戻した後、蓋111を閉じて乾燥炉112を閉鎖する。このとき、熱風ノズル142と搬送ローラ150との間隔は調整済みなので、すべての熱風ノズル142と搬送ローラ150についてそれらの間の間隔はそろっている。
【0037】
上述の実施形態の説明は、すべての点で例示であって、制限的なものではないと考えられるべきである。この発明の範囲は、上述の実施形態ではなく、特許請求の範囲によって示される。さらに、この発明の範囲には、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
【符号の説明】
【0038】
W…ワーク
10…治具
100…乾燥装置
112…乾燥炉
130…送風機
140A,140B,140C…ノズルユニット
141…熱風ボックス
142…熱風ノズル
150…搬送ローラ
300…熱風供給装置
【特許請求の範囲】
【請求項1】
長尺シート状のワークを搬送する搬送ローラと、
前記搬送ローラの直上に配設され、前記ワークに向けて熱風を吹き出す熱風ノズルと、
を有し、
前記熱風ノズルが、前記搬送ローラから上方へ退避可能に構成されたことを特徴とする乾燥装置。
【請求項2】
前記搬送ローラの上方に配設され、前記搬送ローラの軸方向一端側を基点として他端側が跳ね上げ可能な熱風ボックスを有し、前記熱風ボックスに複数の前記熱風ノズルが設けられる、請求項1に記載の乾燥装置。
【請求項3】
前記搬送ローラの軸方向一端側に立設され、前記熱風が流通するダクトを有し、
前記熱風ボックスには、前記搬送ローラの軸方向一端側に筒状の吸込口が凸設され、
前記ダクトには、前記吸込口に対向する箇所に前記吸込口よりも大きい排気口が形成され、
前記排気口の全周に、前記排気口内に張り出すシート状のパッキンが貼付された、請求項2に記載の乾燥装置。
【請求項4】
前記熱風ノズルは、前記熱風ボックスに対して位置の変更が可能に設けられた請求項1〜3のいずれかに記載の乾燥装置。
【請求項5】
前記搬送ローラの周面にリング状の治具を装着し、前記熱風ノズルを昇降させてその先端が前記治具に当接する高さで位置決めを行うようにした、請求項4に記載の乾燥装置。
【請求項1】
長尺シート状のワークを搬送する搬送ローラと、
前記搬送ローラの直上に配設され、前記ワークに向けて熱風を吹き出す熱風ノズルと、
を有し、
前記熱風ノズルが、前記搬送ローラから上方へ退避可能に構成されたことを特徴とする乾燥装置。
【請求項2】
前記搬送ローラの上方に配設され、前記搬送ローラの軸方向一端側を基点として他端側が跳ね上げ可能な熱風ボックスを有し、前記熱風ボックスに複数の前記熱風ノズルが設けられる、請求項1に記載の乾燥装置。
【請求項3】
前記搬送ローラの軸方向一端側に立設され、前記熱風が流通するダクトを有し、
前記熱風ボックスには、前記搬送ローラの軸方向一端側に筒状の吸込口が凸設され、
前記ダクトには、前記吸込口に対向する箇所に前記吸込口よりも大きい排気口が形成され、
前記排気口の全周に、前記排気口内に張り出すシート状のパッキンが貼付された、請求項2に記載の乾燥装置。
【請求項4】
前記熱風ノズルは、前記熱風ボックスに対して位置の変更が可能に設けられた請求項1〜3のいずれかに記載の乾燥装置。
【請求項5】
前記搬送ローラの周面にリング状の治具を装着し、前記熱風ノズルを昇降させてその先端が前記治具に当接する高さで位置決めを行うようにした、請求項4に記載の乾燥装置。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−24545(P2013−24545A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−163170(P2011−163170)
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000167200)光洋サーモシステム株式会社 (180)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000167200)光洋サーモシステム株式会社 (180)
【Fターム(参考)】
[ Back to top ]