
二成分交絡糸およびその製造方法
本発明は、それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含む少なくとも2つの二成分フィラメントを含む交絡した連続フィラメント糸であって、該交絡糸が、約40〜50結節点/mの結節点頻度、少なくとも約40%の捲縮ポテンシャルを有し、実質的に撚りがなく、さらに約1.1cm以下の結節点間間隔の標準偏差を有する交絡した連続フィラメント糸を提供する。本発明は、かかる交絡糸の製造方法をさらに提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリエステル二成分連続フィラメントに、より具体的には高い捲縮レベル、高い結節点頻度および結節点間隔一定性を有する、かかるフィラメントの糸に、ならびにかかる糸の製造方法に関する。
【背景技術】
【0002】
ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)との連続二成分フィラメンおよび糸は、米国特許公報(特許文献1)および米国特許公報(特許文献2)、米国特許公報(特許文献3)、ならびに(特許文献4)に開示されてきた。しかしながら、かかる糸は余りにも一様でないまたは撚りが多すぎて下流加工でうまくいき得ない。
【0003】
米国特許公報(特許文献5)および米国特許公報(特許文献6)は、「扁平」繊維を交絡させるために用いることができるジェットを記載し、米国特許公報(特許文献7)は、長い交絡結節点のきつく交絡糸を開示しているが、かかる糸は不十分な伸縮性を有し得る。
【0004】
【特許文献1】米国特許第3,617,379号明細書
【特許文献2】米国特許出願公開第2002/0025433号明細書
【特許文献3】米国特許出願公開第2001/0055683号明細書
【特許文献4】国際公開特許出願第02/063080号パンフレット
【特許文献5】米国特許第2,985,995号明細書
【特許文献6】米国特許第3,115,695号明細書
【特許文献7】米国特許第4,100,725号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
高い捲縮レベル、ほとんどないもしくはなしの撚り、および非常に一定の間隔で頻繁な交絡結節点を有するポリエステル二成分糸は、それらの製造方法と同様に、依然として必要とされている。
【課題を解決するための手段】
【0006】
本発明は、それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含む少なくとも2つの二成分フィラメントを含む交絡した連続フィラメント糸であって、該交絡糸が、約40〜50結節点/mの結節点頻度、少なくとも約40%の捲縮ポテンシャルを有し、実質的に撚りがなく、さらに約1.1cm以下の結節点間間隔の標準偏差を有する交絡した連続フィラメント糸を提供する。
【0007】
本発明は、第1の方法態様では、
それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
約2〜6%供給過剰で前記フィラメントを流体と向流接触させて糸を交絡させる工程と
を含む交絡糸の製造方法を提供する。
【0008】
本発明はまた、第2の方法態様では、それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、それぞれのジェットが糸スロット、空気をフィラメントに導くための2つのチャネル、チャネルによって画定される第1虚面、および糸スロットに垂直の第2虚面を含む少なくとも2つのジェットであって、第1虚面と第2虚面との間の角度γが約−5°〜−30°である2つのジェットを提供する工程と、フィラメントを約2〜6%供給過剰で連続的にジェットを通過させて糸を交絡させる工程とを含むかかる糸の製造方法をも提供する。
【発明を実施するための最良の形態】
【0009】
ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む二成分連続フィラメント糸が高い捲縮レベルを保持したまま高い交絡レベル(驚くべき組合せ)で製造できることが今見いだされた。さらに、かかる交絡糸における結節点間間隔は非常に一定であり、糸はまた実質的に何の撚りも示さない。かかる交絡糸は、伸縮特性が望ましい場合にはいつでも、例えばアパレル、アクセサリー、室内装飾品などで織布および編布を製造するのに有用である。
【0010】
本明細書で用いるところでは、「IV」は固有粘度を意味する。「十分に延伸された」フィラメントは、それが有用な捲縮値を示し、さらなる延伸なしに、例えば製織、ニッティング、および不織布の製造での使用に好適であるように延伸され、熱処理された二成分フィラメントを意味する。「十分に配向された」フィラメントは、それが使用に好適であるためにまたは有用な捲縮値を示すために何の延伸も熱処理も必要としないほど十分に高い紡糸速度および張力で紡糸されたフィラメントを意味する。「取り出し速度」は、そのロールが急冷ゾーンと延伸ロールとの間に配置されている、繊維紡糸の間ずっと用いられる供給ロールの速度を意味する。「向流の」または「向流で」は、糸進行の方向に垂直ではない、糸進行の方向と一緒ではない、言い換えれば、糸進行の方向に反対であることを意味する。
【0011】
「二成分フィラメント」は、フィラメント断面がそれから有用な捲縮が成長し得る例えば並列の偏心した鞘−芯または他の好適な断面であるように、フィラメントの長さに沿って互いに密に粘着したポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むフィラメントを意味する。かかるフィラメントは、それらがいかなる捲縮とも無関係に100%を上回る破断伸びを持たないので、非ゴム弾性である。むしろ、それらは、それらの弾性についてはフィラメントの熱処理によって自然発生的に成長した螺旋状捲縮に依存している。本発明の方法を受ける並列フィラメントは、「雪だるま」、卵形、または実質的に円形の断面形状を有することができる。偏心した鞘−芯繊維は卵形または実質的に円形の断面形状を有することができる。「実質的に円形の」とは、繊維断面の中心で90°で互いに交差する2つの軸の長さの比が約1.2:1以下であることを意味する。「卵形」とは、繊維断面の中心で90°で互いに交差する2つの軸の長さの比が約1.2:1より大きいことを意味する。「雪だるま」断面形状は、長軸、長軸に実質的に垂直の短軸、および長軸に向かってプロットした時に短軸の長さに少なくとも2つの極大値を有する並列断面として記載することができる。
【0012】
本発明の交絡した連続フィラメント糸は少なくとも2つの、典型的には約20〜550の二成分フィラメントを含む。糸は約40〜50結節点/mの結節点頻度および少なくとも約40%(典型的には約55〜160%)の捲縮ポテンシャルを有する。典型的には、交絡糸は、相当する交絡していないフィラメントの捲縮ポテンシャルと比較して、約25%相対以下だけ減らされている捲縮ポテンシャルを有する。さらに、結節点間間隔は、約1.1cm以下の標準偏差で、非常に一定である。繊維は、約1回転/m未満を意味する実質的に何の撚りも示さない。捲縮ポテンシャルが約40%未満である、または結節点頻度が約50結節点/mより多い場合、かかる糸で製造された布は不十分な伸縮性および回復特性を持ち得る。結節点頻度が約40結節点/m未満である場合または結節点間間隔の標準偏差が余りにも高い場合、製織およびニッティングは困難になり、例えば、頻繁な織機停止は織機効率および織速度を低下させ得る。
【0013】
本発明の糸中のフィラメントを構成するポリ(エチレンテレフタレート)(「2G−T」)およびポリ(トリメチレンテレフタレート)(3G−T)は異なる固有粘度を有する。例えば、2G−Tは約0.45〜0.80dl/gのIVを有することができ、3G−Tは約0.85〜1.50dl/gのIVを有することができる。2G−T対3G−Tの比は約70:30〜30:70であり得る。
【0014】
本発明の糸中のフィラメントにおけるポリエステルはコポリエステルであることができ、かかる変異体が交絡糸中の捲縮の量に、またはフィラメントの加工特性に悪影響を及ぼさないという条件で、かかるコポリエステルはポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)の意味に含まれる。例えば、コポリエステルを製造するために使用されるコモノマーが4〜12個の炭素原子を有する直鎖、環式、および分岐脂肪族ジカルボン酸(例えば、ブタン二酸、ペンタン二酸、ヘキサン二酸、ドデカン二酸、および1,4−シクロヘキサンジカルボン酸)、テレフタル酸以外の、8〜12個の炭素原子を有する芳香族ジカルボン酸(例えば、イソフタル酸および2,6−ナフタレンジカルボン酸)、3〜8個の炭素原子を有する直鎖、環式、および分岐脂肪族ジオール(例えば、1,3−プロパンジオール、1,2−プロパンジオール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、2,2−ジメチル−1,3−プロパンジオール、2−メチル−1,3−プロパンジオール、および1,4−シクロヘキサンジオール)、ならびに4〜10個の炭素原子を有する脂肪族および芳香脂肪族エーテルグリコール(例えば、ヒドロキノンビス(2−ヒドロキシエチル)エーテル、またはジエチレンエーテルグリコールをはじめとする、約460より下の分子量を有するポリ(エチレンエーテル)グリコール)よりなる群から選択されるコポリ(エチレンテレフタレート)を使用することができる。コモノマーは約0.5〜15モルパーセントのレベルでコポリエステル中に存在することができる。
【0015】
イソフタル酸、ペンタン二酸、ヘキサン二酸、1,3−プロパンジオール、および1,4−ブタンジオールは容易に商業的に入手可能であり、安価であるので、それらが好ましい。
【0016】
コポリエステルはまた僅かな量の他のコモノマーを含有することもできる。かかる他のコモノマーは、約0.2〜5モルパーセントのレベルでの5−スルホイソフタル酸ナトリウムを含む。非常に少量の三官能性コモノマー、例えばトリメリット酸を粘度調整のために組み入れることができる。
【0017】
本発明の方法は、約40〜50結節点/mの結節点頻度および少なくとも約40%(典型的には約55〜160%)の捲縮ポテンシャルを有する交絡した連続フィラメント糸を製造するために用いることができる。好ましくは、交絡糸は、提供されるままの(すなわち、交絡していない)フィラメントの捲縮ポテンシャルと比較して、約25%相対以下だけ減らされている捲縮ポテンシャルを有する。さらに、本方法の操作は、約1.1cm以下の結節点間間隔の標準偏差を有する糸を製造することができる。
【0018】
本方法では、十分に延伸されたか、十分に配向されたかのどちらかであり、かつ、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、少なくとも2つ、典型的には約20〜550の連続二成分フィラメントが提供される。ポリエステルは、本明細書で別の場所で記載されるような共重合体であり得る。提供されるままのフィラメントは少なくとも約40%の捲縮ポテンシャルを有する。
【0019】
本方法は、それぞれが圧力下に交絡用流体を供給される少なくとも2つのジェットを直列に用いる。空気が好ましい流体である。ジェット上への仕上剤沈着を減らすために、高められた流体およびジェット温度を用いることができるが、空気またはジェットに熱を供給することなく本方法を操作することで一般には十分である。たった1つのジェットが用いられる場合、結節点頻度は望ましくないことに減らされ得る。
【0020】
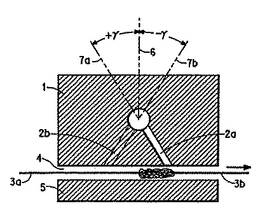
本方法で用いることができるジェットの断面略図を示す図1について先ず見ると、連続フィラメント3aはジェット本体1とプレート5との間の糸スロット4に供給され、交絡糸3bが矢印の方向に出てくることを理解することができる。流体チャネルペア2aまたは流体チャネルペア2bは交絡用流体媒体、典型的には空気を糸に向かって導く。各チャネルペアのたった1つのメンバーが図1に示されている。各流体チャネルは約1.4〜1.7mmの内径を有することができる。たった1つのチャネルペアが一般にジェット本体1に存在し、ペア2aおよび2bは、ジェットがそれぞれ「順」または「逆」方向に向けられている場合の代わりの配置を示す。ジェットが図1に示されるように順方向で用いられる場合、チャネルペア2aは糸進行とある程度同じ方向に糸に向かって空気を導く。「逆」方向で用いられる場合、チャネルペア2bは糸進行とある程度逆の方向に糸に向かって空気を導く。各チャネルペア2aおよび2bは、それぞれ、虚面7aおよび7bを画定する。角度γは虚面7aまたは7bと糸スロット4に垂直な虚面6との間の角度である。角度γの正の値は「順」方位を示し、負の値は「逆」方位を示す。本方法は、より高い結節点頻度および一定性を得るために−5°〜−30°のγの値を有するジェットを用いる。−10°〜−25°のγの値を有するジェットが好ましい。
【0021】
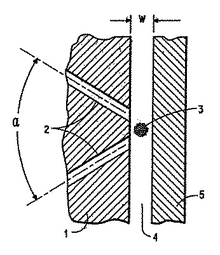
図2は、ジェット本体1、連続フィラメント糸3(断面で)、チャネルペア2(それは図1のチャネルペア2aかチャネルペア2bかのどちらかであり得る)、糸スロット4、およびプレート5の間の関係を図1と直角に示す。糸スロット4の幅「w」は約1.2〜2.5mmであり得る。角度αは約80°〜100°であり得る。
【0022】
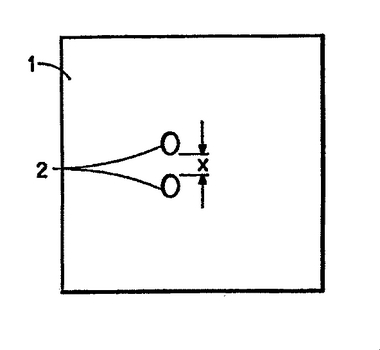
図3は、チャネルペア2の部材の出口オリフィスがジェット本体1を出る時に約2.5〜3.5mmであり得る距離「x」だけ分離されていることを示す。
【0023】
各ジェットの糸スロット(図1および2を参照されたい)は、より高い結節点頻度のために移動中の糸の軸と典型的には整列しているが、場合により軸から僅かに傾いている。ジェット部品は、糸の摩耗を減らすためにおよびジェットの耐用年数を延ばすために、例えばアルミナの施釉セラミックであり得る。
【0024】
連続フィラメントは、約2〜6%、典型的には3%〜5%の供給過剰でジェットに供給され、約1200〜3000m/分の速度でジェットを通過させることができる。交絡用流体は、約45〜125psig(310〜860kPa)の圧力で供給され得る空気であり得る。本発明の方法を受ける糸のトータルデシテックスに何の特別な制限もなく、それは約150〜1350デシテックスであり得る。高デシテックス糸が本発明の方法を受ける場合、およびより高いフィラメント速度が用いられる場合、角度γはもっと負にすることができ、ジェットに供給される空気圧、糸スロット幅、および空気チャネル直径は所望の結節点頻度および一定性を達成するために大きくすることができる。
【0025】
加撚工程は本発明の方法では不必要であり、不必要な費用を追加しないために、および下流加工を改善するために意図的な撚りの欠如は好ましい。
【0026】
本方法は、繊維紡糸と連結する、または分割方法として繊維紡糸とは別々に操作することができる。仕上剤は、フィラメントがジェットに入る前に、例えば、フィラメント重量を基準にして0.2〜1.0重量%のレベルでそれらに塗布することができる。
【0027】
巻き取られる時に、本方法によって製造された二成分繊維は幾らかの捲縮を示す。フル捲縮成長は、実質的に弛緩した状態で乾式加熱または湿式加熱条件下に達成することができる。例えば、幅出機での乾式または湿式(スチーム)加熱および染浴または治具洗浄での湿式加熱が有効であり得る。
【0028】
実施例で製造された試料における交絡結節点の頻度および結節点間間隔の標準偏差は、レンジング・テクニック(Lenzing Technik)によって製造された「迅速400」機器(“Rapid 400”instrument)を用いて、米国材料試験協会(ASTM)試験方法D4724に従って測定された。この試験では、マルチフィラメント糸の交絡レベルは、移動中の糸試料中へホイール取付けピンを挿入する機器によって測定された。結節点は、張力計によって検出されるように、張力があらかじめ選択されたレベルより上に増えた時に記録された。糸は300デニール(333デシテックス)であったので、トリップ力は推奨される25gに設定された。特に記載のない限り、次の機器設定値が用いられた。マッチ工程50、張力走査間隔1、および張力応答間隔5。データは、より早く到達されるどちらかのポイント、2000結節点間隔か100メートルかに関して得られた。
【0029】
捲縮ポテンシャル(「CP」)および捲縮収縮(「CS」)は、乾式加熱処理前後に標準荷重下で糸かせの長さを測定することによって求められた。7000デニール(7778デシテックス)(二重にして測定された)の1/2インチ幅かせ試料が試験されるべき糸から調製された。かせ試料は、テクスチャード加工糸テスター(テクスチャマット(Texturmat)−ME、ローソン・ヘムフィル・セールス社(Lawson Hemphill Sales Co.))のマガジンに取り付けられ、700g(100mg/d)荷重が少なくとも10秒間加えられた。かせの長さが測定され、L1として記録された。試料はテスターから取り外され、121.0±0.2℃に保持された熱風オーブン(ローソン・ヘムフィル・セールス社)中に5分間入れられ、オーブンから取り出され、20分間放冷された。試料はテクスチャード加工糸テスターに戻され、10.5g(1.5mg/d)荷重が加えられ、かせ長さがL2として記録された。最後に、700g荷重が再び加えられ、かせの長さが測定され、L3として記録された。%CPおよび%CSは次式から計算された。
【0030】
【数1】
【0031】
実施例の試料すべては7〜9%の捲縮収縮を有した。捲縮縮小%は100×(L3−L2)/L3として計算されるので、捲縮ポテンシャルは次式
(3) CP=CC×L3/L2
により、そして経験的に
(4) CP=2.8×CC−43.9
によって捲縮縮小と関係づけられる。
39%の捲縮ポテンシャル値は30%の捲縮縮小値と同等である。
【実施例】
【0032】
(実施例1)
連続フィラメント二成分糸をポリ(エチレンテレフタレート)(0.54dl/gIV、クライスター(Crystar)(登録商標)4415、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.du Pont de Nemours and Company)の登録商標)とポリ(トリメチレンテレフタレート)(1.02dl/gIV、ソロナ(Sorona)(登録商標)、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーの登録商標)とから溶融紡糸し、クロスフロー急冷にさらし、353ypm(322m/分)で取り出し、5.1倍延伸し、170℃で熱処理し、約0.1〜0.2gpd(0.09〜0.18dN/テックス)の巻取張力で1720ヤード/分(1575m/分)で巻き取った。2G−T対3G−Tの重量比は60:40であった。糸は68フィラメント、333のトータルデシテックス、および「雪だるま」断面を有した。
【0033】
試料2〜6を直列の2つのジェットを通過させた。交絡用流体は、約20℃および54psig(372キロパスカル)圧力で供給される空気であった。ジェットはまた周囲温度、すなわち、約20℃で操作した。ジェットでの糸速度は、3.2%供給過剰を表す約1740ヤード/分(1590m/分)であった。
【0034】
表Iと図に示すジェット要素とに関して、ジェットはすべて90°の角度αを有した。ジェット「X」および「Y」は3.15mmのチャネル出口間距離「x」、2.03mmの糸スロット幅「w」、および1.57mmの空気チャネル直径を有した。ジェット「X」は、−15°(「逆」)の角度γを有し、ジェット「Y」は+15°(「順」の角度γを有した。ジェット「Z」は2.03mmのチャネル出口間距離「x」、1.02mm幅の糸スロット幅「w」、1.27mmの空気チャネル直径、および0°の角度γを有した。「比較」は比較試料を示し、「std.dev.」は標準偏差を意味する。
【0035】
【表1】
【0036】
表Iのデータは、比較試料とは対照的に、本発明の方法によって製造された試料6はより高い結節点頻度と低い標準偏差によって示唆されるように間隔のより高い一定性とを有したことを示す。試料6はまた、交絡していない糸のそれよりわずか約7%少ない(相対)、非常に高い捲縮レベルを保持した。
【0037】
(実施例2)
連続フィラメント二成分フィラメントをポリ(エチレンテレフタレート)(0.54dl/gIV、クライスター(登録商標)4415、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーの登録商標)とポリ(トリメチレンテレフタレート)(1.02dl/gIV、ソロナ(登録商標)、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーの登録商標)とから溶融紡糸し、クロスフロー急冷にさらし、360ypm(329m/分)で取り出し、170℃で同時に延伸および熱処理した。2G−T対3G−Tの重量比は60:40であった。糸は68フィラメント、333のトータルデシテックス、および「雪だるま」断面を有した。
【0038】
試料7A(比較)を次の追加条件を用いて調製した。延伸比は4.4倍であり、仕上剤を糸重量を基準にして1.2重量%で塗布した。糸を、最終延伸ロールと巻取機の前に置かれた降下ロールとの間で直列の図1、2、および3に示すタイプの2つのジェットを通過させた。ジェットでの糸速度は約2430ypm(2220m/分)であり、ジェットでの供給過剰は2.2%であり、ジェットに供給される空気の圧力は60psig(415キロパスカル)であった。図について言及すると、ジェットは0.040インチ(1.02mm)の糸スロット幅「w」、0.050インチ(1.27mm)の空気チャネル直径、0°の角度γ、90°の角度α、および0.080インチ(2.03mm)のチャネル出口間の距離「x」を有した。巻取速度は2390ypm(2185m/分)であった。糸は、結節点間4.4cmの標準偏差で17結節点/m、および68%の捲縮ポテンシャルを示した。
【0039】
試料7Bを製造するために、次の追加条件を用いた。延伸比は5.0倍であり、仕上剤を糸重量を基準にして0.8〜1%で塗布した。交絡させる前に、糸は65%の捲縮ポテンシャル、および7%の捲縮収縮を有した。糸を、直列の図1、2、および3に示すタイプの2つのジェットを通過させた。ジェットでの糸速度は約1740ypm(1590m/分)であり、供給過剰は3.2%であり、ジェットに供給される空気の圧力は54psig(372キロパスカル)であった。ジェットは0.080インチ(2.03mm)の糸スロット幅「w」、0.062インチ(1.57mm)の空気チャネル直径、−15°の角度γ、90°の角度α、および0.124インチ(3.15mm)のチャネル出口間の距離「x」を有した。巻取速度は1720ypm(1575m/分)であった。糸は、1.1cmの結節点間隔の標準偏差で40結節点/メートル、および72%の捲縮ポテンシャルを示した。
【0040】
本実施例で結節点頻度および間隔一定性を測定するために、次の機器設定値を用いた:マッチ工程0、張力走査間隔7、張力応答間隔35。各試料を20結節点が検出されるまで試験した。これらの設定値は、実施例1で用いた機器設定値で得られたであろう頻度と比較して、試料2Aの結節点頻度を推定1単位だけ、および試料2Bのそれを推定5単位だけ低下させる効果を有した。
【0041】
試料7Aおよび7Bと実質的に同じ交絡糸の製織への好適性を、エアジェット織機でよこ糸ストレッチ2×1綾織(デニム)を製造することによって試験した。たて糸は綿であり、交絡糸を綿とピック・アンド・ピックで織った。典型的な製織性結果を表IIに示す。織機効率は525ピック/分で測定し、総時間で割った運転時間として計算した。
【0042】
【表2】
【0043】
表IIのデータは、本発明の交絡糸での製織が比較糸でより著しく良好であり、より少ない織機停止、より高い織機効率、およびより高い速度をもたらすことを示す。
【図面の簡単な説明】
【0044】
【図1】本発明の方法で用いることができるジェットを断面で例示する。
【図2】本発明の方法で用いることができるジェットの断面の詳細を概略的に例示する。
【図3】本発明の方法で用いることができるジェットの流体オリフィスを示す。
【技術分野】
【0001】
本発明は、ポリエステル二成分連続フィラメントに、より具体的には高い捲縮レベル、高い結節点頻度および結節点間隔一定性を有する、かかるフィラメントの糸に、ならびにかかる糸の製造方法に関する。
【背景技術】
【0002】
ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)との連続二成分フィラメンおよび糸は、米国特許公報(特許文献1)および米国特許公報(特許文献2)、米国特許公報(特許文献3)、ならびに(特許文献4)に開示されてきた。しかしながら、かかる糸は余りにも一様でないまたは撚りが多すぎて下流加工でうまくいき得ない。
【0003】
米国特許公報(特許文献5)および米国特許公報(特許文献6)は、「扁平」繊維を交絡させるために用いることができるジェットを記載し、米国特許公報(特許文献7)は、長い交絡結節点のきつく交絡糸を開示しているが、かかる糸は不十分な伸縮性を有し得る。
【0004】
【特許文献1】米国特許第3,617,379号明細書
【特許文献2】米国特許出願公開第2002/0025433号明細書
【特許文献3】米国特許出願公開第2001/0055683号明細書
【特許文献4】国際公開特許出願第02/063080号パンフレット
【特許文献5】米国特許第2,985,995号明細書
【特許文献6】米国特許第3,115,695号明細書
【特許文献7】米国特許第4,100,725号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
高い捲縮レベル、ほとんどないもしくはなしの撚り、および非常に一定の間隔で頻繁な交絡結節点を有するポリエステル二成分糸は、それらの製造方法と同様に、依然として必要とされている。
【課題を解決するための手段】
【0006】
本発明は、それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含む少なくとも2つの二成分フィラメントを含む交絡した連続フィラメント糸であって、該交絡糸が、約40〜50結節点/mの結節点頻度、少なくとも約40%の捲縮ポテンシャルを有し、実質的に撚りがなく、さらに約1.1cm以下の結節点間間隔の標準偏差を有する交絡した連続フィラメント糸を提供する。
【0007】
本発明は、第1の方法態様では、
それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
約2〜6%供給過剰で前記フィラメントを流体と向流接触させて糸を交絡させる工程と
を含む交絡糸の製造方法を提供する。
【0008】
本発明はまた、第2の方法態様では、それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、それぞれのジェットが糸スロット、空気をフィラメントに導くための2つのチャネル、チャネルによって画定される第1虚面、および糸スロットに垂直の第2虚面を含む少なくとも2つのジェットであって、第1虚面と第2虚面との間の角度γが約−5°〜−30°である2つのジェットを提供する工程と、フィラメントを約2〜6%供給過剰で連続的にジェットを通過させて糸を交絡させる工程とを含むかかる糸の製造方法をも提供する。
【発明を実施するための最良の形態】
【0009】
ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む二成分連続フィラメント糸が高い捲縮レベルを保持したまま高い交絡レベル(驚くべき組合せ)で製造できることが今見いだされた。さらに、かかる交絡糸における結節点間間隔は非常に一定であり、糸はまた実質的に何の撚りも示さない。かかる交絡糸は、伸縮特性が望ましい場合にはいつでも、例えばアパレル、アクセサリー、室内装飾品などで織布および編布を製造するのに有用である。
【0010】
本明細書で用いるところでは、「IV」は固有粘度を意味する。「十分に延伸された」フィラメントは、それが有用な捲縮値を示し、さらなる延伸なしに、例えば製織、ニッティング、および不織布の製造での使用に好適であるように延伸され、熱処理された二成分フィラメントを意味する。「十分に配向された」フィラメントは、それが使用に好適であるためにまたは有用な捲縮値を示すために何の延伸も熱処理も必要としないほど十分に高い紡糸速度および張力で紡糸されたフィラメントを意味する。「取り出し速度」は、そのロールが急冷ゾーンと延伸ロールとの間に配置されている、繊維紡糸の間ずっと用いられる供給ロールの速度を意味する。「向流の」または「向流で」は、糸進行の方向に垂直ではない、糸進行の方向と一緒ではない、言い換えれば、糸進行の方向に反対であることを意味する。
【0011】
「二成分フィラメント」は、フィラメント断面がそれから有用な捲縮が成長し得る例えば並列の偏心した鞘−芯または他の好適な断面であるように、フィラメントの長さに沿って互いに密に粘着したポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含むフィラメントを意味する。かかるフィラメントは、それらがいかなる捲縮とも無関係に100%を上回る破断伸びを持たないので、非ゴム弾性である。むしろ、それらは、それらの弾性についてはフィラメントの熱処理によって自然発生的に成長した螺旋状捲縮に依存している。本発明の方法を受ける並列フィラメントは、「雪だるま」、卵形、または実質的に円形の断面形状を有することができる。偏心した鞘−芯繊維は卵形または実質的に円形の断面形状を有することができる。「実質的に円形の」とは、繊維断面の中心で90°で互いに交差する2つの軸の長さの比が約1.2:1以下であることを意味する。「卵形」とは、繊維断面の中心で90°で互いに交差する2つの軸の長さの比が約1.2:1より大きいことを意味する。「雪だるま」断面形状は、長軸、長軸に実質的に垂直の短軸、および長軸に向かってプロットした時に短軸の長さに少なくとも2つの極大値を有する並列断面として記載することができる。
【0012】
本発明の交絡した連続フィラメント糸は少なくとも2つの、典型的には約20〜550の二成分フィラメントを含む。糸は約40〜50結節点/mの結節点頻度および少なくとも約40%(典型的には約55〜160%)の捲縮ポテンシャルを有する。典型的には、交絡糸は、相当する交絡していないフィラメントの捲縮ポテンシャルと比較して、約25%相対以下だけ減らされている捲縮ポテンシャルを有する。さらに、結節点間間隔は、約1.1cm以下の標準偏差で、非常に一定である。繊維は、約1回転/m未満を意味する実質的に何の撚りも示さない。捲縮ポテンシャルが約40%未満である、または結節点頻度が約50結節点/mより多い場合、かかる糸で製造された布は不十分な伸縮性および回復特性を持ち得る。結節点頻度が約40結節点/m未満である場合または結節点間間隔の標準偏差が余りにも高い場合、製織およびニッティングは困難になり、例えば、頻繁な織機停止は織機効率および織速度を低下させ得る。
【0013】
本発明の糸中のフィラメントを構成するポリ(エチレンテレフタレート)(「2G−T」)およびポリ(トリメチレンテレフタレート)(3G−T)は異なる固有粘度を有する。例えば、2G−Tは約0.45〜0.80dl/gのIVを有することができ、3G−Tは約0.85〜1.50dl/gのIVを有することができる。2G−T対3G−Tの比は約70:30〜30:70であり得る。
【0014】
本発明の糸中のフィラメントにおけるポリエステルはコポリエステルであることができ、かかる変異体が交絡糸中の捲縮の量に、またはフィラメントの加工特性に悪影響を及ぼさないという条件で、かかるコポリエステルはポリ(エチレンテレフタレート)およびポリ(トリメチレンテレフタレート)の意味に含まれる。例えば、コポリエステルを製造するために使用されるコモノマーが4〜12個の炭素原子を有する直鎖、環式、および分岐脂肪族ジカルボン酸(例えば、ブタン二酸、ペンタン二酸、ヘキサン二酸、ドデカン二酸、および1,4−シクロヘキサンジカルボン酸)、テレフタル酸以外の、8〜12個の炭素原子を有する芳香族ジカルボン酸(例えば、イソフタル酸および2,6−ナフタレンジカルボン酸)、3〜8個の炭素原子を有する直鎖、環式、および分岐脂肪族ジオール(例えば、1,3−プロパンジオール、1,2−プロパンジオール、1,4−ブタンジオール、3−メチル−1,5−ペンタンジオール、2,2−ジメチル−1,3−プロパンジオール、2−メチル−1,3−プロパンジオール、および1,4−シクロヘキサンジオール)、ならびに4〜10個の炭素原子を有する脂肪族および芳香脂肪族エーテルグリコール(例えば、ヒドロキノンビス(2−ヒドロキシエチル)エーテル、またはジエチレンエーテルグリコールをはじめとする、約460より下の分子量を有するポリ(エチレンエーテル)グリコール)よりなる群から選択されるコポリ(エチレンテレフタレート)を使用することができる。コモノマーは約0.5〜15モルパーセントのレベルでコポリエステル中に存在することができる。
【0015】
イソフタル酸、ペンタン二酸、ヘキサン二酸、1,3−プロパンジオール、および1,4−ブタンジオールは容易に商業的に入手可能であり、安価であるので、それらが好ましい。
【0016】
コポリエステルはまた僅かな量の他のコモノマーを含有することもできる。かかる他のコモノマーは、約0.2〜5モルパーセントのレベルでの5−スルホイソフタル酸ナトリウムを含む。非常に少量の三官能性コモノマー、例えばトリメリット酸を粘度調整のために組み入れることができる。
【0017】
本発明の方法は、約40〜50結節点/mの結節点頻度および少なくとも約40%(典型的には約55〜160%)の捲縮ポテンシャルを有する交絡した連続フィラメント糸を製造するために用いることができる。好ましくは、交絡糸は、提供されるままの(すなわち、交絡していない)フィラメントの捲縮ポテンシャルと比較して、約25%相対以下だけ減らされている捲縮ポテンシャルを有する。さらに、本方法の操作は、約1.1cm以下の結節点間間隔の標準偏差を有する糸を製造することができる。
【0018】
本方法では、十分に延伸されたか、十分に配向されたかのどちらかであり、かつ、ポリ(エチレンテレフタレート)とポリ(トリメチレンテレフタレート)とを含む、少なくとも2つ、典型的には約20〜550の連続二成分フィラメントが提供される。ポリエステルは、本明細書で別の場所で記載されるような共重合体であり得る。提供されるままのフィラメントは少なくとも約40%の捲縮ポテンシャルを有する。
【0019】
本方法は、それぞれが圧力下に交絡用流体を供給される少なくとも2つのジェットを直列に用いる。空気が好ましい流体である。ジェット上への仕上剤沈着を減らすために、高められた流体およびジェット温度を用いることができるが、空気またはジェットに熱を供給することなく本方法を操作することで一般には十分である。たった1つのジェットが用いられる場合、結節点頻度は望ましくないことに減らされ得る。
【0020】
本方法で用いることができるジェットの断面略図を示す図1について先ず見ると、連続フィラメント3aはジェット本体1とプレート5との間の糸スロット4に供給され、交絡糸3bが矢印の方向に出てくることを理解することができる。流体チャネルペア2aまたは流体チャネルペア2bは交絡用流体媒体、典型的には空気を糸に向かって導く。各チャネルペアのたった1つのメンバーが図1に示されている。各流体チャネルは約1.4〜1.7mmの内径を有することができる。たった1つのチャネルペアが一般にジェット本体1に存在し、ペア2aおよび2bは、ジェットがそれぞれ「順」または「逆」方向に向けられている場合の代わりの配置を示す。ジェットが図1に示されるように順方向で用いられる場合、チャネルペア2aは糸進行とある程度同じ方向に糸に向かって空気を導く。「逆」方向で用いられる場合、チャネルペア2bは糸進行とある程度逆の方向に糸に向かって空気を導く。各チャネルペア2aおよび2bは、それぞれ、虚面7aおよび7bを画定する。角度γは虚面7aまたは7bと糸スロット4に垂直な虚面6との間の角度である。角度γの正の値は「順」方位を示し、負の値は「逆」方位を示す。本方法は、より高い結節点頻度および一定性を得るために−5°〜−30°のγの値を有するジェットを用いる。−10°〜−25°のγの値を有するジェットが好ましい。
【0021】
図2は、ジェット本体1、連続フィラメント糸3(断面で)、チャネルペア2(それは図1のチャネルペア2aかチャネルペア2bかのどちらかであり得る)、糸スロット4、およびプレート5の間の関係を図1と直角に示す。糸スロット4の幅「w」は約1.2〜2.5mmであり得る。角度αは約80°〜100°であり得る。
【0022】
図3は、チャネルペア2の部材の出口オリフィスがジェット本体1を出る時に約2.5〜3.5mmであり得る距離「x」だけ分離されていることを示す。
【0023】
各ジェットの糸スロット(図1および2を参照されたい)は、より高い結節点頻度のために移動中の糸の軸と典型的には整列しているが、場合により軸から僅かに傾いている。ジェット部品は、糸の摩耗を減らすためにおよびジェットの耐用年数を延ばすために、例えばアルミナの施釉セラミックであり得る。
【0024】
連続フィラメントは、約2〜6%、典型的には3%〜5%の供給過剰でジェットに供給され、約1200〜3000m/分の速度でジェットを通過させることができる。交絡用流体は、約45〜125psig(310〜860kPa)の圧力で供給され得る空気であり得る。本発明の方法を受ける糸のトータルデシテックスに何の特別な制限もなく、それは約150〜1350デシテックスであり得る。高デシテックス糸が本発明の方法を受ける場合、およびより高いフィラメント速度が用いられる場合、角度γはもっと負にすることができ、ジェットに供給される空気圧、糸スロット幅、および空気チャネル直径は所望の結節点頻度および一定性を達成するために大きくすることができる。
【0025】
加撚工程は本発明の方法では不必要であり、不必要な費用を追加しないために、および下流加工を改善するために意図的な撚りの欠如は好ましい。
【0026】
本方法は、繊維紡糸と連結する、または分割方法として繊維紡糸とは別々に操作することができる。仕上剤は、フィラメントがジェットに入る前に、例えば、フィラメント重量を基準にして0.2〜1.0重量%のレベルでそれらに塗布することができる。
【0027】
巻き取られる時に、本方法によって製造された二成分繊維は幾らかの捲縮を示す。フル捲縮成長は、実質的に弛緩した状態で乾式加熱または湿式加熱条件下に達成することができる。例えば、幅出機での乾式または湿式(スチーム)加熱および染浴または治具洗浄での湿式加熱が有効であり得る。
【0028】
実施例で製造された試料における交絡結節点の頻度および結節点間間隔の標準偏差は、レンジング・テクニック(Lenzing Technik)によって製造された「迅速400」機器(“Rapid 400”instrument)を用いて、米国材料試験協会(ASTM)試験方法D4724に従って測定された。この試験では、マルチフィラメント糸の交絡レベルは、移動中の糸試料中へホイール取付けピンを挿入する機器によって測定された。結節点は、張力計によって検出されるように、張力があらかじめ選択されたレベルより上に増えた時に記録された。糸は300デニール(333デシテックス)であったので、トリップ力は推奨される25gに設定された。特に記載のない限り、次の機器設定値が用いられた。マッチ工程50、張力走査間隔1、および張力応答間隔5。データは、より早く到達されるどちらかのポイント、2000結節点間隔か100メートルかに関して得られた。
【0029】
捲縮ポテンシャル(「CP」)および捲縮収縮(「CS」)は、乾式加熱処理前後に標準荷重下で糸かせの長さを測定することによって求められた。7000デニール(7778デシテックス)(二重にして測定された)の1/2インチ幅かせ試料が試験されるべき糸から調製された。かせ試料は、テクスチャード加工糸テスター(テクスチャマット(Texturmat)−ME、ローソン・ヘムフィル・セールス社(Lawson Hemphill Sales Co.))のマガジンに取り付けられ、700g(100mg/d)荷重が少なくとも10秒間加えられた。かせの長さが測定され、L1として記録された。試料はテスターから取り外され、121.0±0.2℃に保持された熱風オーブン(ローソン・ヘムフィル・セールス社)中に5分間入れられ、オーブンから取り出され、20分間放冷された。試料はテクスチャード加工糸テスターに戻され、10.5g(1.5mg/d)荷重が加えられ、かせ長さがL2として記録された。最後に、700g荷重が再び加えられ、かせの長さが測定され、L3として記録された。%CPおよび%CSは次式から計算された。
【0030】
【数1】
【0031】
実施例の試料すべては7〜9%の捲縮収縮を有した。捲縮縮小%は100×(L3−L2)/L3として計算されるので、捲縮ポテンシャルは次式
(3) CP=CC×L3/L2
により、そして経験的に
(4) CP=2.8×CC−43.9
によって捲縮縮小と関係づけられる。
39%の捲縮ポテンシャル値は30%の捲縮縮小値と同等である。
【実施例】
【0032】
(実施例1)
連続フィラメント二成分糸をポリ(エチレンテレフタレート)(0.54dl/gIV、クライスター(Crystar)(登録商標)4415、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.du Pont de Nemours and Company)の登録商標)とポリ(トリメチレンテレフタレート)(1.02dl/gIV、ソロナ(Sorona)(登録商標)、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーの登録商標)とから溶融紡糸し、クロスフロー急冷にさらし、353ypm(322m/分)で取り出し、5.1倍延伸し、170℃で熱処理し、約0.1〜0.2gpd(0.09〜0.18dN/テックス)の巻取張力で1720ヤード/分(1575m/分)で巻き取った。2G−T対3G−Tの重量比は60:40であった。糸は68フィラメント、333のトータルデシテックス、および「雪だるま」断面を有した。
【0033】
試料2〜6を直列の2つのジェットを通過させた。交絡用流体は、約20℃および54psig(372キロパスカル)圧力で供給される空気であった。ジェットはまた周囲温度、すなわち、約20℃で操作した。ジェットでの糸速度は、3.2%供給過剰を表す約1740ヤード/分(1590m/分)であった。
【0034】
表Iと図に示すジェット要素とに関して、ジェットはすべて90°の角度αを有した。ジェット「X」および「Y」は3.15mmのチャネル出口間距離「x」、2.03mmの糸スロット幅「w」、および1.57mmの空気チャネル直径を有した。ジェット「X」は、−15°(「逆」)の角度γを有し、ジェット「Y」は+15°(「順」の角度γを有した。ジェット「Z」は2.03mmのチャネル出口間距離「x」、1.02mm幅の糸スロット幅「w」、1.27mmの空気チャネル直径、および0°の角度γを有した。「比較」は比較試料を示し、「std.dev.」は標準偏差を意味する。
【0035】
【表1】
【0036】
表Iのデータは、比較試料とは対照的に、本発明の方法によって製造された試料6はより高い結節点頻度と低い標準偏差によって示唆されるように間隔のより高い一定性とを有したことを示す。試料6はまた、交絡していない糸のそれよりわずか約7%少ない(相対)、非常に高い捲縮レベルを保持した。
【0037】
(実施例2)
連続フィラメント二成分フィラメントをポリ(エチレンテレフタレート)(0.54dl/gIV、クライスター(登録商標)4415、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーの登録商標)とポリ(トリメチレンテレフタレート)(1.02dl/gIV、ソロナ(登録商標)、イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニーの登録商標)とから溶融紡糸し、クロスフロー急冷にさらし、360ypm(329m/分)で取り出し、170℃で同時に延伸および熱処理した。2G−T対3G−Tの重量比は60:40であった。糸は68フィラメント、333のトータルデシテックス、および「雪だるま」断面を有した。
【0038】
試料7A(比較)を次の追加条件を用いて調製した。延伸比は4.4倍であり、仕上剤を糸重量を基準にして1.2重量%で塗布した。糸を、最終延伸ロールと巻取機の前に置かれた降下ロールとの間で直列の図1、2、および3に示すタイプの2つのジェットを通過させた。ジェットでの糸速度は約2430ypm(2220m/分)であり、ジェットでの供給過剰は2.2%であり、ジェットに供給される空気の圧力は60psig(415キロパスカル)であった。図について言及すると、ジェットは0.040インチ(1.02mm)の糸スロット幅「w」、0.050インチ(1.27mm)の空気チャネル直径、0°の角度γ、90°の角度α、および0.080インチ(2.03mm)のチャネル出口間の距離「x」を有した。巻取速度は2390ypm(2185m/分)であった。糸は、結節点間4.4cmの標準偏差で17結節点/m、および68%の捲縮ポテンシャルを示した。
【0039】
試料7Bを製造するために、次の追加条件を用いた。延伸比は5.0倍であり、仕上剤を糸重量を基準にして0.8〜1%で塗布した。交絡させる前に、糸は65%の捲縮ポテンシャル、および7%の捲縮収縮を有した。糸を、直列の図1、2、および3に示すタイプの2つのジェットを通過させた。ジェットでの糸速度は約1740ypm(1590m/分)であり、供給過剰は3.2%であり、ジェットに供給される空気の圧力は54psig(372キロパスカル)であった。ジェットは0.080インチ(2.03mm)の糸スロット幅「w」、0.062インチ(1.57mm)の空気チャネル直径、−15°の角度γ、90°の角度α、および0.124インチ(3.15mm)のチャネル出口間の距離「x」を有した。巻取速度は1720ypm(1575m/分)であった。糸は、1.1cmの結節点間隔の標準偏差で40結節点/メートル、および72%の捲縮ポテンシャルを示した。
【0040】
本実施例で結節点頻度および間隔一定性を測定するために、次の機器設定値を用いた:マッチ工程0、張力走査間隔7、張力応答間隔35。各試料を20結節点が検出されるまで試験した。これらの設定値は、実施例1で用いた機器設定値で得られたであろう頻度と比較して、試料2Aの結節点頻度を推定1単位だけ、および試料2Bのそれを推定5単位だけ低下させる効果を有した。
【0041】
試料7Aおよび7Bと実質的に同じ交絡糸の製織への好適性を、エアジェット織機でよこ糸ストレッチ2×1綾織(デニム)を製造することによって試験した。たて糸は綿であり、交絡糸を綿とピック・アンド・ピックで織った。典型的な製織性結果を表IIに示す。織機効率は525ピック/分で測定し、総時間で割った運転時間として計算した。
【0042】
【表2】
【0043】
表IIのデータは、本発明の交絡糸での製織が比較糸でより著しく良好であり、より少ない織機停止、より高い織機効率、およびより高い速度をもたらすことを示す。
【図面の簡単な説明】
【0044】
【図1】本発明の方法で用いることができるジェットを断面で例示する。
【図2】本発明の方法で用いることができるジェットの断面の詳細を概略的に例示する。
【図3】本発明の方法で用いることができるジェットの流体オリフィスを示す。
【特許請求の範囲】
【請求項1】
それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含む少なくとも2つの二成分フィラメントを含む交絡した連続フィラメント糸であって、該交絡糸が、約40〜50結節点/mの結節点頻度、少なくとも約40%の捲縮ポテンシャルを有し、実質的に撚りがなく、さらに約1.1cm以下の結節点間間隔の標準偏差を有することを特徴とする交絡した連続フィラメント糸。
【請求項2】
前記捲縮ポテンシャルが約55〜160%であることを特徴とする請求項1に記載の糸。
【請求項3】
相当する交絡していない糸中のフィラメントと比較して、前記捲縮ポテンシャルが約25%相対以下だけ減らされていることを特徴とする請求項1に記載の糸。
【請求項4】
それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
約2〜6%供給過剰で前記フィラメントを流体と向流接触させて糸を交絡させる工程と
を含むことを特徴とする交絡糸の製造方法。
【請求項5】
それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
それぞれのジェットが糸スロットと空気をフィラメントに導くための2つのチャネルとを含む少なくとも2つのジェットであって、前記チャネルの縦軸が第1虚面を画定し、第1虚面と前記糸スロットに垂直の第2虚面との間の角度γが約−5°〜−30°である少なくとも2つのジェットを提供する工程と、
前記フィラメントを約2〜6%供給過剰で連続的に前記ジェットを通過させて糸を交絡させる工程と
を含むことを特徴とする交絡糸の製造方法。
【請求項6】
前記フィラメントが約1200〜3000m/分の速度で前記ジェットを通過させられ、かつ、各ジェットが約310〜860kPaの圧力で空気を提供されることを特徴とする請求項5に記載の方法。
【請求項7】
相当する交絡していない糸中のフィラメントと比較して、前記フィラメントの前記捲縮ポテンシャルが約25%相対以下だけ減らされていることを特徴とする請求項5に記載の方法。
【請求項8】
前記ジェットが約1.2〜2.5mmの糸スロット幅を有することを特徴とする請求項5に記載の方法。
【請求項9】
前記ジェットが約80〜100°のチャネル間角度α、約2.5〜3.5mmのチャネルのオリフィス間距離、および約1.4〜1.7mmのチャネル直径を有することを特徴とする請求項8に記載の方法。
【請求項10】
請求項4に記載の方法によって製造された請求項1に記載の糸を含むことを特徴とする布。
【請求項1】
それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含む少なくとも2つの二成分フィラメントを含む交絡した連続フィラメント糸であって、該交絡糸が、約40〜50結節点/mの結節点頻度、少なくとも約40%の捲縮ポテンシャルを有し、実質的に撚りがなく、さらに約1.1cm以下の結節点間間隔の標準偏差を有することを特徴とする交絡した連続フィラメント糸。
【請求項2】
前記捲縮ポテンシャルが約55〜160%であることを特徴とする請求項1に記載の糸。
【請求項3】
相当する交絡していない糸中のフィラメントと比較して、前記捲縮ポテンシャルが約25%相対以下だけ減らされていることを特徴とする請求項1に記載の糸。
【請求項4】
それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
約2〜6%供給過剰で前記フィラメントを流体と向流接触させて糸を交絡させる工程と
を含むことを特徴とする交絡糸の製造方法。
【請求項5】
それぞれがポリ(トリメチレンテレフタレート)とポリ(エチレンテレフタレート)とを含み、かつ、少なくとも約40%の捲縮ポテンシャルを有する少なくとも2つの二成分連続フィラメントであって、十分に延伸されたものおよび十分に配向されたものよりなる群から選択されるフィラメントを提供する工程と、
それぞれのジェットが糸スロットと空気をフィラメントに導くための2つのチャネルとを含む少なくとも2つのジェットであって、前記チャネルの縦軸が第1虚面を画定し、第1虚面と前記糸スロットに垂直の第2虚面との間の角度γが約−5°〜−30°である少なくとも2つのジェットを提供する工程と、
前記フィラメントを約2〜6%供給過剰で連続的に前記ジェットを通過させて糸を交絡させる工程と
を含むことを特徴とする交絡糸の製造方法。
【請求項6】
前記フィラメントが約1200〜3000m/分の速度で前記ジェットを通過させられ、かつ、各ジェットが約310〜860kPaの圧力で空気を提供されることを特徴とする請求項5に記載の方法。
【請求項7】
相当する交絡していない糸中のフィラメントと比較して、前記フィラメントの前記捲縮ポテンシャルが約25%相対以下だけ減らされていることを特徴とする請求項5に記載の方法。
【請求項8】
前記ジェットが約1.2〜2.5mmの糸スロット幅を有することを特徴とする請求項5に記載の方法。
【請求項9】
前記ジェットが約80〜100°のチャネル間角度α、約2.5〜3.5mmのチャネルのオリフィス間距離、および約1.4〜1.7mmのチャネル直径を有することを特徴とする請求項8に記載の方法。
【請求項10】
請求項4に記載の方法によって製造された請求項1に記載の糸を含むことを特徴とする布。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2006−506540(P2006−506540A)
【公表日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願番号】特願2004−551421(P2004−551421)
【出願日】平成15年7月9日(2003.7.9)
【国際出願番号】PCT/US2003/021615
【国際公開番号】WO2004/044293
【国際公開日】平成16年5月27日(2004.5.27)
【出願人】(304043707)インヴィスタ テクノロジーズ エス.アー.アール.エル (8)
【Fターム(参考)】
【公表日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願日】平成15年7月9日(2003.7.9)
【国際出願番号】PCT/US2003/021615
【国際公開番号】WO2004/044293
【国際公開日】平成16年5月27日(2004.5.27)
【出願人】(304043707)インヴィスタ テクノロジーズ エス.アー.アール.エル (8)
【Fターム(参考)】
[ Back to top ]