
二次成形による複合成形品の製造方法
【課題】高屈折率、高流動性、低分散性の透明熱可塑性樹脂を含む眼鏡用レンズを射出成型法によって提供する。
【解決手段】屈折率1.60以上の高流動性、低分散性の透明熱可塑性樹脂からなる射出成型法によって形成された一次成形品に、同系の屈折率1.59以下の高分散性、透明熱可塑性樹脂をバック樹脂として二次成形し、溶融一体的に複合成形品として成形する。一次成形品及び二次成形品のどちらか一方に偏光機能及び視力矯性領域の補正機能を付与する。
【解決手段】屈折率1.60以上の高流動性、低分散性の透明熱可塑性樹脂からなる射出成型法によって形成された一次成形品に、同系の屈折率1.59以下の高分散性、透明熱可塑性樹脂をバック樹脂として二次成形し、溶融一体的に複合成形品として成形する。一次成形品及び二次成形品のどちらか一方に偏光機能及び視力矯性領域の補正機能を付与する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は対物面が凸面、接眼面が凹面からなる眼鏡用レンズを製造するための二次成形による複合成形物の製造方法に関するものである。
【背景技術】
【0002】
近年数々の用途で眼鏡用プラスチックレンズが提案されている。また、ヘルスケアなどの急速な発展に伴い、プラスチックレンズ自体に要求される高機能化・高性能化が特に望まれている。光学用に適したプラスチックレンズのヘルスケア用途として眼鏡レンズがあげられるが、薄型化、軽量化、安全性(耐衝撃性)、ファッション性などの観点から活発な材料開発が行われている。現在では安全性、軽量化などがガラスより優れている点で市場の90%はプラスチックレンズからなる樹脂製レンズが占めている。従来の眼鏡用樹脂製レンズはCR−39、アクリル(ハロゲン原子含有ビスフェノールA系、硫黄原子含有系など)、ポリウレタンなどがあげられるが、低分散化、高屈折率化を目指して多くの樹脂製レンズが実用化されている。しかしながら、前述の樹脂製レンズは全て熱硬化性であり樹脂製レンズの製造法はガラスモールド内にモノマーを注型するキャスト重合法が用いられる。この方法では均一な樹脂製レンズを得るために長時間の重合プロセス、応力歪みを緩和するためのアニーリングプロセスなど製造コストが高くなるという問題点がある。
【0003】
ポリカーボネートのような熱可塑性樹脂をレンズに適用すれば成形性が良く、熱硬化性樹脂に比べ格段に製造コストを安くできるという利点があるが、屈折率が低いため(1.58)視力矯正眼鏡用途としての性能は不十分である。また、プラスチックの射出成形の場合、金型の内部における圧力や硬化速度などの不均衡により、成形品の局所的な密度ムラや歪みを生じてしまい、光学的異方性などに不良を生じるおそれがあった。光学的異方性の残留は、人体へのストレスへの影響が懸念される。光学的異方性が残留するといった現象から、ツーポイント加工によるねじ込みを行った場合、残留した光学的異方性部からスパイダークラックと呼ばれるクラックなどの発生し、経営者に経済的負担を強いると言った不具合が生じている。また、ポリカーボネート以上の屈折率を有する熱可塑性樹脂も数多く知られているが、高分散性、着色などの問題が有り光学レンズ用途に適用するには問題があった。
【0004】
近年は高屈折率のプラスチックレンズ材料の開発が進んでいるが、さらにレンズの中心厚を薄くしレンズ周辺部(コバ厚)を薄くして装着感を増しているが、高屈折率のプラスチックレンズは耐衝撃性が低く割れ易いという欠点がある。
【0005】
ガラスを用いた偏光レンズは古くから製造されており、これはガラスレンズ二枚の間に接着剤を用いて偏光フィルムを圧着接着するものである。しかしながら、近年は眼鏡の軽量化および破損による目への安全性のために、ガラスを用いた偏光レンズに代えて種々のプラスチック素材のレンズが使用されている。
【0006】
そのようなプラスチック素材のレンズの製法としては、
(1)凹面と凸面とからなるモールドによって形成される空隙内に球面状に予備成形した偏光フィルムを装着し、その両側に例えばジエチレングリコールとビスアリルカーボネートとの共重合体であるCR−39(米国、PPG社の熱硬化性成型樹脂の商品名)のような重合性プラスチックを注入して重合させる、いわゆるキャスト法による偏光レンズの製法(特許文献1)。
(2)偏光性薄膜の両面に厚さの異なる熱可塑性樹脂を積層してプレスする、いわゆるプレス成形法による偏光レンズの製法(特許文献2)。
(3)偏光素子を融着性素材に直接貼り合わせて得た偏光シートを使用して偏光プラスチックレンズを製造する方法(特許文献3)。
(4)偏光性薄膜の両側にポリカーボネートフィルムまたはシートを積層し、厚み0.5〜2.5mmの積層体を製造し、この積層体を加圧熱成形することにより偏光ポリカーボネートレンズを製造する方法(特許文献4)。
(5)射出成形金型においてスプリット金型を分割式にし、深さ調節自在な段差を作ることができ、偏光フィルムを確実に位置決めできるとともに、また、溶融状態のレンズ成形樹脂を金型に連なるランナーに充満させながらゲートより当該金型のキャビティー内に射出することにより、熱および流動による偏光フィルムの変形や位置ズレを防止することができて、確実に位置決めすることができる。しかも、レンズ素型を均一な密度で成形することができ、歪みが殆ど無い高精度な製品をする方法を本発明者は先に提案した(特許文献5)
などが知られている。
【0007】
【特許文献1】特公昭53−29711号公報
【特許文献2】特公昭50−3656号公報
【特許文献3】特公昭61−56090号公報
【特許文献4】特公平7−94154号公報
【特許文献5】特公平2004−322589号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明者が掲げる第一の課題は、従来の射出成形法で得られる眼鏡用プラスチックレンズは製造される際、乱視及び近視眼用度数に視力補正用の成形条件を制御する際、溶融する樹脂を目的の金型に射出する際、一定の加圧を与え溶融する樹脂の粘度及び樹脂の流動性によって成形条件の射出速度・射出圧力・保圧等を制御しているが、溶融状態の樹脂がキャビティ内に充満される際、溶融状態の樹脂の粘度による抵抗力によって、金型の内部における圧力や硬化速度などの不均衡により、成形品の局所的な密度ムラや歪みを生じてしまい、光学的異方性などによる不良を生じるおそれがあった。また光学的異方性がレンズ内に残留した場合、自然光の光がレンズを通して眼球に入射した場合、眼球へのストレスを増大させてしまう。
【0009】
また第二の課題は、均一密度のムラが生じた箇所にツーポイント加工によるねじ込みを行った場合、スパイダークラックと呼ばれるクラック等の問題が発生する。
【0010】
第三の課題は、前述した眼鏡用プラスチックレンズの高屈折化に伴い熱硬化性樹脂で作られたレンズは、長時間の重合プロセス、応力歪みを緩和するためのアニーリングプロセスなど製造コストが高くなるという問題点がある。熱可塑性樹脂で作られた高屈折率を有するレンズは、今日市場には存在しない。
【0011】
存在しない理由として、高屈折率を有する熱可塑性樹脂は数多く知られているが、高分散性、着色、材料コストなどの問題が有り光学レンズ用途に適用するには問題があった。
本発明者は前述した課題の解決を解消した複合成形品の製造方法の提供である。
【課題を解決するための手段】
【0012】
本発明者は鋭意研究の末、従来の一次成形による射出成形において、乱視及び近視眼用度数に視力補正用の成形条件を制御する際、溶融状態の樹脂の粘度による抵抗力によって均一密度のムラによって、光学歪などの光学的異方性の残留する現象を、本発明では二次成形による射出成形法に問題の解消を見出したのである。
【0013】
即ち本発明は物体的抵抗を解消するため、一次成形において1.60以上の高屈折率を有する高流動性及び低分散性の透明熱可塑性樹脂を、第一の射出成形用金型に射出成形する事により光学歪の無い一次成形品を得る。得られた一次成形品を連続的に第二の射出成形用金型に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による複合成形品の製造方法を完成させた。
【0014】
また、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、片面に接着剤層が塗工されたセルローストリアセテート製偏光シートを、熱プレス成形機において接着剤層を内面にし挿入し、熱プレス成形加工処理し曲面体を作成する、得られた曲面体と同じ程度の曲率を有する第一の射出成形用金型の凸凹面からなるキャビティの凸面に接着剤層が露出されるように当該金型に挿入し、溶融状態の1.60以上の高屈折率を有する高流動性及び低分散性の透明熱可塑性樹脂を射出成形し偏光機能を有する一次成形品を得た。得られた一次成形品を連続的に曲面体と同じ程度の曲率を有する第二の射出成形用金型の凸凹面からなるキャビティの凸面に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能を有する複合成形品の製造方法を完成させた。
【0015】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムを、偏光素子の両面に接着剤を用いて貼着し、熱プレス成形機において、熱プレス成形加工処理し曲面体を作成する、得られた曲面体を、前述した第一の射出成形用金型の凸凹面からなるキャビティの凸面に挿入し、溶融状態の当該樹脂を射出成形し偏光機能を有する一次成形品を得た。得られた一次成形品を前述した連続的に第二の射出成形用金型の凸凹面からなるキャビティの凸面に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能を有する複合成形品の製造方法を完成させた。
【0016】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、片面に接着剤層が塗工されたセルローストリアセテート製偏光シートの接着剤層に、一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムを貼着し積層する、得られた積層シートを熱プレス成形加工処理し曲面体を作成する、得られた曲面体を、前述した第一の射出成形用金型の凸凹面からなるキャビティの凸面に挿入し、溶融状態の当該樹脂を射出成形し偏光機能を有する一次成形品を得た。得られた一次成形品を前述した連続的に第二の射出成形用金型の凸凹面からなるキャビティの凸面に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能を有する複合成形品の製造方法を完成させた。
【0017】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、一次成形品を形成する樹脂に調光色素をハンドブレンド法によって混入するという技術手段を採用する事により二次成形による調光性機能を有する複合成形品の製造方法を完成させた。
【0018】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムの内に、調光性色素を練り込み法により添加し、調光性機能を有する透明樹脂フィルムを調製した。
【0019】
片面に接着剤層が塗工されたセルローストリアセテート製偏光シートの非接着剤層に、新たに接着剤層を塗工し、前述した調光性機能を有する熱可塑性樹脂フィルムを貼着し積層する、熱プレス成形機において接着剤層を内面にし挿入し、熱プレス成形加工処理し曲面体を作成する、得られた曲面体と同じ程度の曲率を有する第一の射出成形用金型の凸凹面からなるキャビティの凹面に接着剤層が露出されるように当該金型に挿入し、溶融状態の60以上の高屈折率を有する高流動性及び低分散性の透明熱可塑性樹脂を射出成形し偏光機能及び調光性機能を有する一次成形品を得た。得られた当該一次成形品を連続的に曲面体と同じ程度の曲率を有する第二の射出成形用金型の凸凹面からなるキャビティの凸面に調光性機能を有する透明熱可塑樹脂フィルム面が露出するように設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能及び調光機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能及び調光性機能を有する複合成形品の製造方法を完成させた。
【0020】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、前述した調光性機能を有する透明熱可塑性樹脂フィルム及び透明熱可塑性樹脂フィルムを、偏光素子の両面に接着剤を用いて貼着し、熱プレス成形機において、熱プレス成形加工処理し曲面体を作成する、得られた曲面体を、前述した第一の射出成形用金型の凸凹面からなるキャビティの凹面に挿入し、溶融状態の当該樹脂を射出成形し偏光機能及び調光性機能を有する一次成形品を得た。得られた一次成形品を前述した連続的に第二の射出成形用金型の凸凹面からなるキャビティの凸面に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能及び調光性機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能及び調光性機能を有する複合成形品の製造方法を完成させた。
【0021】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、前述した第一の射出成形用金型の凸凹面からなるキャビティのどちらか一方の表面部に老視眼用に設定された小玉部を形成すると言った技術的手段を採用する事により、二次成形による老視眼補正機能を有する複合成形品の製造方法及び二次成形による偏光機能及び老視眼補正機能を有する複合成形品の製造方法、更には二次成形による偏光機能及び老視眼補正機能・調光性機能を有する複合成形品の製造方法を完成させた。
【0022】
本発明に明記されたセルローストリアセテート製偏光シートを以下に説明する。本発明に明記された偏光シートとは、ベースフィルムとして、一般的に使用されているポリビニールアルコール系フィルム、ポリビニルアセタール系フィルム、ポリビニルブチラールフィルムをベースフィルムとし、耐湿熱性を有する二色性染料を用いて染色、一軸延伸して製造し得られた偏光フィルムの両面に、光学的に優れた透明性を有するセルロ−ストリアセテ−トに接着剤を用いて張り合わせて構成された偏光シ−トであり、片面にグラビアコーティング法、オフセットコーティング法などにより、平均分子量が10,000以上から、200,000以下のポリエステルウレタン樹脂、または、ポリエーテルウレタン樹脂、あるいは、ポリエステルポリエーテルウレタン樹脂等を主にしたポリオールに、架橋硬化剤としてポリイソシアネートを配合する二液硬化型接着剤が塗布加工されたものが好適に便宜的に選択し使用できる。
【0023】
更にまた、本発明に明記された一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムについて以下に説明する。二軸配向ポリエステルフィルムの一方の表面に塗布層を有するフィルムからなり、塗布層表面の表面抵抗が1×1011Ω以下であり、塗布層表面のアクリル系粘着剤による粘着力が、3000mN/cm以下であり、フィルムヘーズが2%以下であることを特徴とする二軸配向ポリエステルフィルムが推奨される。
【0024】
二軸配向ポリエステルフィルムの一方の表面に塗布層が設けられた積層フィルムからなる。
そして、本発明の好ましい態様においては、他方の表面に粘着層が設けられ、粘着層の表面に離型フィルムが積層される。一般的には、塗布層形成工程、粘着層形成工程、離型フィルム積層工程を順次に経て製造される。本発明において、二軸配向ポリエステルフィルムとは、いわゆる押出法に従い押出口金から溶融押出しされたシートを延伸して配向させたフィルムである。
【0025】
本発明のフィルムを構成するポリエステルとは、芳香族ジカルボン酸と脂肪族グリコールとを重縮合させて得られるポリエステルを指す。芳香族ジカルボン酸としては、テレフタル酸、2,6−ナフタレンジカルボン酸などが挙げられ、脂肪族グリコールとしては、エチレングリコール、ジエチレングリコール、1,4−シクロヘキサンジメタノール等が挙げられる。代表的なポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリエチレン−2,6−ナフタレンジカルボキシレート(PEN)等が例示される。上記のポリエステルは、第三成分を含有した共重合体であってもよい。共重合ポリエステルのジカルボン酸成分としては、イソフタル酸、フタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸、アジピン酸、セバシン酸、オキシカルボン酸(例えば、P−オキシ安息香酸など)が挙げられ、グリコール成分として、エチレングリコール、ジエチレングリコール、プロピレングリコール、ブタンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール等が挙げられる。これらのジカルボン酸成分およびグリコール成分は、二種以上を併用してもよい。
【0026】
本発明においては、その取扱性を考慮した場合、透明性を損なわない条件でフィルムに粒子を含有させることが好ましい。粒子としては、例えば、二酸化ケイ素、炭酸カルシウム、酸化アルミニウム、二酸化チタン、カオリン、タルク、ゼオライト、フッ化リチウム、硫酸バリウム、カーボンブラック、特公昭59−5216号公報に記載されているような耐熱性高分子微粉体などが挙げられる。これらの粒子は、2種以上を併用してもよい。粒子の平均粒径は、通常0.02〜2μm、好ましくは0.05〜1.5μm、さらに好ましくは0.05〜1μmである。粒子の含有量は、通常0.01〜2重量%、好ましくは0.02〜1重量%である。
【0027】
フィルムに粒子を含有させる方法としては、公知の方法を採用し得る。例えば、ポリエステル製造工程の任意の段階で粒子を添加することができる。特に、エステル化の段階またはエステル交換反応終了後重縮合反応開始前の段階において、エチレングリコール等に分散させたスラリーとして添加し、重縮合反応を進めるのが好ましい。また、ベント付混練押出機を使用し、エチレングリコールまたは水に粒子を分散させたスラリーとポリエステル原料とをブレンドする方法、混練押出機を使用し、乾燥させた粒子とポリエステル原料とをブレンドする方法なども採用し得る。
【0028】
フィルムの製造は、押出法に従い、押出口金から溶融押出しされたシートを縦および横方向の二軸方向に延伸して配向させる方法によって行われる。押出法においては、ポリエステルを押出口金から溶融押出し、冷却ロールで冷却固化して未延伸シートを得る。この場合、シートの平面性を向上させるため、シートと回転冷却ドラムとの密着性を高める必要があり、静電印加密着法または液体塗布密着法が好ましく採用される。フィルムの二軸方向の延伸配向方法については、特に限定されるものではないが、同時二軸延伸法、逐次二軸延伸法等が採用される。
【0029】
同時二軸延伸法としては、前記の未延伸シートを通常70〜120℃、好ましくは80〜110℃で温度コントロールされた状態で機械方向および幅方向に同時に延伸して配向させる方法で、延伸倍率としては、面積倍率で通常4〜50倍、好ましくは7〜35倍、さらに好ましくは10〜20倍である。そして、引き続き、通常、170〜250℃の温度で緊張下または30%以内の弛緩下で熱処理を行い、延伸配向フィルムを得る。逐次二軸延伸法としては、前記の未延伸シートを一方向にロールまたはテンター方式の延伸機により延伸する。延伸温度は、通常70〜120℃、好ましくは80〜110℃であり、延伸倍率は、通常2.5〜7倍、好ましくは3.0〜6倍である。次いで、一段目の延伸方向と直交する方向に延伸を行う。延伸温度は、通常70〜120℃、好ましくは80〜115℃であり、延伸倍率は、通常3.0〜7倍、好ましくは3.5〜6倍である。そして、引き続き、170〜250℃の温度で緊張下または30%以内の弛緩下で熱処理を行い、延伸配向フィルムを得る。
【0030】
上記の延伸においては、一方向の延伸を2段階以上で行う方法を採用することもできる。その場合、最終的に二方向の延伸倍率がそれぞれ上記範囲となるように行うのが好ましい。また、必要に応じて熱処理を行う前または後に再度縦および/または横方向に延伸してもよい。本発明において、フィルム厚さは特に限定されるものではないが、通常5〜150μm、好ましくは10〜100μm、さらに好ましくは25〜75μmの範囲である。フィルムの厚さが5μm未満の場合は、液晶表示板の表面保護性が低下する恐れがあり、耐摩耗性層形成工程や粘着層形成工程における取扱性なども悪くなる傾向がある。また、フィルムの厚さが150μmを超える場合は、可撓性の低下、全光線透過率の低下により、保護フィルムとしての取り扱い作業性、液晶表示板の表示能力、色相、コントラスト、異物混入などの光学的評価を伴う検査を行う場合に支障を来す場合がある。
【0031】
本発明のフィルムを構成する塗布層は、例えば、カチオン性共重合体を水、メチルアルコール、エチルアルコール、イソプロピルアルコール等の溶媒に溶解または分散した状態で二軸配向ポリエステルフィルムの一方の表面に塗工され、その後、乾燥したものである。塗工に関しては、特に制限はないが、通常は、エアーナイフコート、ブレードコート、バーコート、グラビアコート、カーテンコート、ロールコート等の塗工機械で行われる。塗布層の厚みは、通常0.01〜0.3μm、好ましくは0.05〜0.2μmの範囲である。塗布層の厚みが0.01μm未満の場合は、アクリル系粘着剤との粘着力が上昇する傾向があり、塗布量が0.3μmを超える場合には、塗布層に目視で観察できる干渉縞が発生してくるので、偏光板の検査に支障をきたす場合がある。なお、塗工に際して、カチオン性共重合体の性能に悪影響を及ぼさない限り、必要に応じて、他の添加剤、例えば、モノマー、樹脂、架橋剤、顔料等を適宜混合して用いることができる。
【0032】
更にまた、本発明に明記された一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムの他の技術的手段を以下に説明する。
リターデーション値が2000nm以上のポリカーボネートシートであり、厚みが50μm〜1.5mmの範囲で、1軸方向に延伸したシートが用いられる。一方、リターデーション値が2000nm未満のポリカーボネートシートとしては、強い延伸をかけずに製造した厚みが50μm〜1.5mmの範囲のシートが用いられる。両シート共に、50μmより薄いと偏光素子フィルムの保護が不十分となり、又、1.5mmより厚くなると、二次加工が困難となる。好ましくは200μm〜700μmのシートが使用される。又、これらのポリカーボネートシートについては、リターデーション値の他は、光学用途に適した、コンタミの低減されたものであれば特に制約されない。
【0033】
代表的ポリカーボネート系樹脂としてポリビスフェノールAカーボネートがある。
その他、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネート、それら相互の共重合ポリカーボネート、ビスフェノールAとの共重合ポリカーボネートなどのポリカーボネート系樹脂などである。
【0034】
一般的にポリカーボネート系樹脂は、複屈折の大きくなりやすいことが欠点として挙げられる。即ち、成形体の内部へ、成形歪みや局所的配向に起因する光学的異方性を生じやすい。そのため、本発明でポリカーボネート系樹脂を用いる場合は、極力、光学的異方性の形成を防ぐことが重要であり、その対策として、流動性が高く、成形時に過度な剪断力を受けにくい、つまり残留歪みや局所的配向が起こりにくい、比較的重合度の低い樹脂を使用することが好ましい。本発明では、特に重合度120以下、より好ましくは重合度100以下のポリカーボネート系樹脂の使用が推奨される。
【0035】
また、光学的異方性を防止する目的で、上記ポリカーボネート系樹脂の他、本発明では光弾性係数30×10-13cm2/dyne以下、好ましくは20×10-13cm2/dyne以下、ガラス転移温度85℃以上、好ましくは90度以上の樹脂が推奨される。光弾性係数が30×10-13cm2/dyneを越えると、得られるレンズの残留歪みや局所的配向による光学的異方性が目立つようになる。また、ガラス転移温度が85℃を下回ると、サングラスやゴーグル、矯正レンズなど複合成形物としての実用性が低下するほか、ハードコートや反射防止加工など加熱を要する高次加工において変形を起こしやすい問題がでてくる。
上記光弾性係数及びガラス転移温度を満足する透明熱可塑性樹脂として、ポリメチルメタクリレート樹脂、透明ナイロン樹脂、アンダマンタン環やシクロペンタン環を主鎖に持つ、JSR社の”アートン”、日本ゼオン社の”ゼオネクッス”、三井化学社の”アペル”などの主鎖が炭化水素系の樹脂、日立化成工業社の”オプトレッツ”などのフルオレン基を側鎖に持つポリエステル系樹脂、アセチルセルロース樹脂、プロピルセルロース樹脂が特に推奨される。
【0036】
本発明において、透明熱可塑性樹脂フィルムに塗布する接着剤について以下に説明する。
平均分子量が10,000以上、200,000以下のポリエステルウレタン樹脂またはポリエーテルウレタン樹脂、さらにはポリエステルポリエーテルウレタン樹脂等を主にしたポリオールと架橋硬化剤としてポリイソシアネートを配合する二液硬化型接着剤などの群から一種目的の当該シート及び当該フィルムと融着する接着剤を、グラビアコーティング法、オフセットコーティング法などにより塗布し使用できる。
【0037】
本発明に明記された一次成形品及び二次成形品に使用できる透明熱可塑性樹脂を以下に説明する。ポリカーボネート系、ポリスチレン系、メチルメタアクリレートやシクロヘキシルメタクリレートなどの単重合体、共重合体を含むアクリル系、塩化ビニル系、ポリスチレン・メチルメタクリレート系、アクリロニトリル・スチレン系、ポリー4−メチルペンテンー1、アンダマンタン環やシクロペンタン環を主鎖に持つ主鎖炭化水素系、フルオレン基を側鎖に持つポリエステル系、透明ナイロンなどポリアミド系、ポリウレタン系、アセチルセルロース、プロピルセルロースなどアシルセルロース系のセルロース系樹脂などである。
【0038】
この中で特に本発明で好適に用いられる透明熱可塑性樹脂に使用で出来る樹脂は、高透明性、高靱性、高耐熱性、高屈折率であることから、ポリカーボネート系樹脂である。代表的ポリカーボネート系樹脂としてポリビスフェノールAカーボネートがある。その他、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネート、それら相互の共重合ポリカーボネート、ビスフェノールAとの共重合ポリカーボネートなどのポリカーボネート系樹脂などである。
【0039】
一般的にポリカーボネート系樹脂は、複屈折の大きくなりやすいことが欠点として挙げられる。即ち、成形体の内部へ、成形歪みや局所的配向に起因する光学的異方性を生じやすい。そのため、本発明でポリカーボネート系樹脂を用いる場合は、極力、光学的異方性の形成を防ぐことが重要であり、その対策として、流動性が高く、成形時に過度な剪断力を受けにくい、つまり残留歪みや局所的配向が起こりにくい、比較的重合度の低い樹脂を使用することが好ましい。本発明では、特に重合度120以下、より好ましくは重合度100以下のポリカーボネート系樹脂の使用が推奨される。
【0040】
また、光学的異方性を防止する目的で、上記ポリカーボネート系樹脂の他、本発明では光弾性係数30×10-13cm2/dyne以下、好ましくは20×10-13cm2/dyne以下、ガラス転移温度85℃以上、好ましくは90℃以上の樹脂が推奨される。光弾性係数が30×10-13cm2/dyneを越えると、得られるレンズの残留歪みや局所的配向による光学的異方性が目立つようになる。また、ガラス転移温度が85℃を下回ると、サングラスやゴーグル、矯正レンズなど複合成形品としての実用性が低下するほか、ハードコートや反射防止加工など加熱を要する高次加工において変形を起こしやすい問題がでてくる。
上記光弾性係数及びガラス転移温度を満足する熱可塑性樹脂として、ポリメチルメタクリレート樹脂、透明ナイロン樹脂、アンダマンタン環やシクロペンタン環を主鎖に持つ、JSR社の”アートン”、1.632の屈折率を有するカネボウ社の”O-PET”,GE東芝の”ザイレックス”、日本ゼオン社の”ゼオネクッス”、三井化学社の”アペル”などの主鎖が炭化水素系の樹脂、日立化成工業社の”オプトレッツ”などのフルオレン基を側鎖に持つポリエステル系樹脂、アセチルセルロース樹脂、プロピルセルロース樹脂が特に推奨される。
【0041】
本発明に明記された調光色素について以下に説明する。調光機能は、調光性色素を用いることにより付与する。本発明で用いる調光性色素の種類については、スピロピラン系、ナフトピラン系、フラン系、スピロオキサジン系、フルギド系、クロメン系など一般に用いられているものであれば特に限定しないが、紫外線に対する発色濃度が高く、発色速度の速いもの、且つ紫外線除去後の色相ができるだけ無色に近く、消色速度の速いもの、並びに熱、光、湿度など加工条件、実用条件、保管条件での短期、長期の耐久性面で良好なものが好ましい。発色後の色相として、ブラウンやグレーが一般に好まれるため、通常は、複数の調光性素材を同時に用い、好みの色相になるように、各素材の使用比率と使用量を決めハンドブレンド法により透明熱可塑性樹脂に混入させ、また熱可塑性樹脂フィルムの内に、調光機能を付与する手段としては熱可塑性樹脂フィルムの内に、該調光性色素を練り込み法のような添加法、あるいは染色法やコーティング法のような後加工法で配合付与する。
【0042】
また、本発明の複合成形物に視矯正領域の視力補正機能として近視眼用度数及び老視眼用度数を付与する方法を以下に説明する。アーブルグオールラウンド金型等の金型により、径60から98mmφ、曲率半径60から87mm、キャビティ厚みが3mmから18mmの物が近視眼用度数を付与する方法として好適に使用できる。キャビティの第一面の屈折面(装用状態において眼と反対側の面すなわち前方屈折面)には、加工のし易さのために球面が採用されている。第二面の屈折面(装用状態において眼側の面すなわち後方屈折面)には球面ばかりでなく、乱視等の矯正のためにトーリック面も採用される。以下、第一面に球面が採用されているレンズを球面レンズと呼び、第一面に非球面が採用されているレンズを非球面レンズと呼ぶ。一般に、レンズの屈折力はディオプター(以下、「D」で示す)という単位で表され、レンズの表面における屈折力(面屈折力)はその面の曲率ρ(単位はm-1:曲率半径R=1/ρ)とレンズ素材の屈折率nとにより次の式(1)のように定義される。面屈折力=(n−1)×ρ=(n−1)/R (1)なお、レンズの第一面の屈折力は、特にベースカーブと呼ばれる。以下、ベースカーブに対応する曲率をベースカーブ曲率という。近視眼用度数は、主に第一面の屈折力と第二面の屈折力とにより決定される。このため、二つの屈折力の組合せの仕方によって、一つの近視眼度数を得るのにいろいろなベースカーブの値をとることができる。
【0043】
老視眼用度数を本発明の複合成形物に付与する方法は、成形金型のキャビティの内表面が凹面、外表面が凸面からなり、キャビティの形状としては種々の形状のものがある。クリップトップ型、シームレスクリップトップ型、アイデアル型、累進型の群から一種選択された設計を便宜的に選択し使用できる。特に好ましいのは、前記小玉部の外表面が非球面であることを特徴とするものである。前記小玉部分の外表面は、その中心を通る法線方向の断面が楕円、双曲線、放物線、サイクロイド曲線又はインボリュート曲線等の曲線(好ましくは楕円)で形成される非球面とすることができる。
【発明の効果】
【0044】
本発明から得られる効果とは、従来一次成形では屈折率1.60の樹脂は低分散性のため眼鏡用レンズとして採用する事は非常に困難で有ったが、本発明において二次成形により屈折率1.60以上の高屈折であり低分散性を有する透明熱可塑性樹脂と屈折率1.59以下であり高分散性を有する透明熱可塑性樹脂を一体的に射出成形する事により、屈折率60以上であり高分散性の複合成形品を得る事が可能となり、レンズ製品として画期的であるとともに、一次成形品に多種の着色を施すことにより、より安価な偏光シートの使用も可能にした事にも製造方法としても効率的で経済的であり、その産業上の利用価値は頗る大きい。また、本発明者が先に提案した(特公平2004−322589号公報)による技術的手段を本発明の一次成形品を得る際の製造方法として採用するに事により、溶融状態のレンズ成形樹脂を金型に連なるランナーに充満させながらゲートより当該金型のキャビティー内に射出することにより、熱および流動による偏光フィルムの変形や位置ズレを防止することができて、確実に位置決めすることができる。しかも、レンズ素型を均一な密度で成形することができ、歪みが殆ど無い高精度な製品を作ることができ人体へのストレスの軽減、さらにはツーポイント加工によるねじ込みを行なってもクラックの発生が無くなり、経営者の経済的負担の軽減する製造方法を提供できる。
以下、本発明を実施形態に基づき説明する。本実施形態における積層成形物の製造方法
である。
【0045】
実施例1
本発明の二次成形による複合成形品の実施形態に基づき説明する。
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂徹-PET カネボウ社)を、一次成形品を形成する透明熱可塑性樹脂として採用し以下の加工条件により、一次成形品を得た。成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=1.2mm金型温度;120℃(固定、可動共)型締め力;75トンシリンダーヒーター設定温度;260〜280℃射出圧力;400Kgf/cm2 続いて得られた一次成形品を連続的に以下の金型条件内に設置し成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=10mm金型温度;120℃(固定、可動共)型締め力;160トン、二次成形品を形成する透明熱可塑性樹脂として、重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネート(GE東芝社製)を採用し、75トンシリンダーヒーター設定温度;260〜280℃射出圧力;550Kgf/cm2の射出条件下において溶融一体的に結合し目的の複合成形品を得た。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成した。研削、研磨加工後、速やかにプラズマ処理を以下の条件下において処理した。プラズマ処理ガス・酸素・プラズマ出力250W,処理時間8から10min,プラズマ処理後、強化液として、TS-56DX(株トクヤマ)をディップ法により塗布し複合成形品に強化膜を形成した。
【0046】
光学特性を形成した複合成形品は、全光線透過率90%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0047】
実施例2
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の接着剤層が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で2分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面に接着剤層が露出するように設置し実施例1と同様の技術的手段において二次成形し、偏光機能を有する複合成形品を得た。
【0048】
得られた偏光機能を有する複合成形品は、全光線透過率40%、偏光度99.0%、屈折率1.621(JIS K-7105)、アッベ数34であり、工業規格JIS、T−8147の規格に合格するものであった。
【0049】
実施例3
熱可塑性樹脂フィルムとして、本実施形態では高透明性、高靱性、高耐熱性、高屈折率であることから、厚さ0.123mm重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネートフィルム(GE東芝社製)を採用した。上記に明記されるポリカーボネートフィルムの一方に、主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を、染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面にドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度70℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し貼着し総厚さ0.266mm全光線透過率44%の複合シート状物を調製した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。
【0050】
得られた複合シート状物を120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例2と同様の技術的手段により、偏光機能を有する複合成形品を得た。
【0051】
得られた偏光機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0052】
実施例4
熱可塑性樹脂フィルムとして、本実施形態では高透明性、高靱性、高耐熱性、高屈折率であることから、厚さ0.123mm重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネートフィルム(GE東芝)を採用した。上記に明記されるポリカーボネートフィルムの一方及び染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmのセルローストリアセテート製偏光シート(ポラテクノ社)の一方に、主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を、ドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度70℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し貼着し総厚さ0.303mm全光線透過率44%の複合シート状物を調製した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。
【0053】
得られた複合シート状物を、ポリカーボネートフィルム面が凹面に形成されるよう計98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面にポリカーボネートフィルム面が露出するように設置し実施例1と同様の技術的手段において二次成形し偏光機能を有する複合成形品を得た。
【0054】
得られた偏光機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0055】
実施例5
熱可塑性樹脂フィルムとして、本実施形態では高透明性、高靱性、高耐熱性、高屈折率であることから、厚さ0.123mm重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネートフィルムを採用した。上記に明記されるポリカーボネートフィルムの一方に、主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を採用し塗布加工し接着剤層を形成した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。ドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度100℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し、片面に接着剤層を有するポリカーボネートフィルムを得た。
【0056】
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の非粘着剤層に上記で得た0.123mmのポリカーボネートフィルムを貼り合わせ、総厚さ0.303mmの全光線透過率44%、偏光度99.95%の複合シート状物を得た。
【0057】
得られた複合シート状物を、ポリカーボネートフィルム面が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面に接着剤層が露出するように設置し実施例1と同様の技術的手段において二次成形し偏光機能を有する複合成形品を得た。
【0058】
得られた偏光機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0059】
実施例6
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)1Kg/に対し、調光性色素としてスピロナフトオキサジン系であるフォトクロミックブルー6重量%をハンドブレンド法により混入し配合した。
【0060】
前述した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例1と同様の技術的手段により調光性機能を有する複合成形品を得た。
【0061】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(89%)へ戻った。またこの複合成形品は全光線透過率89%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0062】
実施例7
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)1Kg/に対し、調光性色素としてスピロナフトオキサジン系であるフォトクロミックバイオレット5重量%をハンドブレンド法により混入し配合した。
【0063】
前述した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例1と同様の技術的手段により調光性機能を有する複合成形品を得た。
【0064】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は22.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(87%)へ戻った。またこの複合成形品は全光線透過率87%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0065】
実施例8
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)1Kg/に対し、調光性色素としてナフトピラン系であるフォトクロミックイエロー5.5重量%をハンドブレンド法により混入し配合した。
【0066】
前述した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂徹-PET カネボウ社)一次成形品を形成する樹脂として採用し、実施例1と同様の技術的手段により調光性機能を有する複合成形品を得た。
【0067】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は20.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(88%)へ戻った。またこの複合成形品は全光線透過率88%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0068】
実施例6から8に採用した調光性色素は、それぞれの単独または混合が可能であり混合する配合比を変えることにより直射日光へ暴露後、多種の発色への着色が可能である。
【0069】
実施例9
実施例1により採用した平均重合度約120のポリカーボネート樹脂を使用し、実施例6で使用した調光性色素(フォトクロミックブルー)1重量%を練り込み配合してシート厚さ123μmのポリカーボネートフィルムを調製した。
【0070】
前述したポリカーボネートフィルムの一方に、主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を採用し塗布加工し接着剤層を形成した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。ドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度100℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し、片面に接着剤層を有するポリカーボネートフィルムを得た。
【0071】
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の非粘着剤層に上記で得た0.123mmのポリカーボネートフィルムを貼り合わせ、総厚さ0.303mmの全光線透過率44%、偏光度99.95%を有し調光性色素を配合した複合シート状物を得た。
【0072】
得られた複合シート状物を、ポリカーボネートフィルム面が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面に接着剤層が露出するように設置し(即ち、調光性色素を配合したポリカーボネートフィルム面が目的レンズの凸面に形成するように)以下の条件下において一次成形し偏光機能及び調光性機能を有した一次成形品を得た。射出成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=1.2mm金型温度;75℃(固定、可動共)型締め力;75トンシリンダーヒーター設定温度;270℃・射出圧力;400Kgf/cm2続いて得られた一次成形品を連続的に以下の金型条件内に設置し成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=10mm金型温度;95℃(固定、可動共)型締め力;160トン、二次成形品を形成する透明熱可塑性樹脂として、重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネート(GE東芝社製)を採用し、75トンシリンダーヒーター設定温度;280℃射出圧力;550Kgf/cm2の射出条件下において溶融一体的に結合し目的の偏光機能及び調光機能を有した複合成形品を得た。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成した。研削、研磨加工後、速やかにプラズマ処理を以下の条件下において処理した。プラズマ処理ガス・酸素・プラズマ出力250W,処理時間8から10min,プラズマ処理後、強化液として、HC-250(セイコー化成)をディップ法により塗布し複合成形品に強化膜を形成した。
【0073】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(44%)へ戻った。またこの複合成形品は全光線透過率44%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0074】
実施例10
実施例9でおいて使用した調光性色素を配合したポリカーボネートフィルムを主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を、染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面にドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度70℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し貼着し総厚さ0.266mm全光線透過率44%であり片面に調光性機能を有する複合シート状物を調製した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。
【0075】
得られた複合シート状物を100度で4分間加圧して曲面体に成形した。得られた曲面体を得られた曲面体を実施例1と同様の金型内の凸面にポリカーボネートフィルム面が露出するように設置し(即ち、調光性色素を配合したポリカーボネートフィルム面が目的レンズの凸面に形成するように)以下の条件下において一次成形し偏光機能及び調光性機能を有した一次成形品を得た。射出成形機;アーブルグオールラウンド金型;計98mmφ、曲率半径87mmでキャビティー厚み=1.2mm金型温度;75℃(固定、可動共)型締め力;75トンシリンダーヒーター設定温度;270℃・射出圧力;400Kgf/cm2続いて得られた一次成形品を連続的に以下の金型条件内に設置し成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=10mm金型温度;95℃(固定、可動共)型締め力;160トン、二次成形品を形成する透明熱可塑性樹脂として、重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネート(GE東芝社製)を採用し、75トンシリンダーヒーター設定温度;280℃射出圧力;550Kgf/cm2の射出条件下において溶融一体的に結合し目的の偏光機能及び調光機能を有した複合成形品を得た。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成した。研削、研磨加工後、速やかにプラズマ処理を以下の条件下において処理した。プラズマ処理ガス・酸素・プラズマ出力250W,処理時間8から10min,プラズマ処理後、強化液として、HC-250(セイコー化成)をディップ法により塗布し複合成形品に強化膜を形成した。
【0076】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(44%)へ戻った。またこの複合成形品は全光線透過率44%、屈折率1.622(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0077】
実施例11
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)を、一次成形品を形成する透明熱可塑性樹脂として採用し以下の加工条件により、一次成形品を得た。成形機;アーブルグオールラウンド金型;計98mmφ、曲率半径87mmでキャビティー厚み=1.2mm・キャビティー凸面の表面の一部に老視眼用度数2.00に設定された小玉部・金型温度;120℃(固定、可動共)型締め力;75トンシリンダーヒーター設定温度;260〜280℃射出圧力;400Kgf/cm2続いて得られた一次成形品を連続的に以下の金型条件内に設置し成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=10mm金型温度;120℃(固定、可動共)型締め力;160トン、二次成形品を形成する透明熱可塑性樹脂として、重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネート(GE東芝社製)を採用し、75トンシリンダーヒーター設定温度;260〜280℃射出圧力;550Kgf/cm2の射出条件下において溶融一体的に結合し目的の老視眼補正機能を有する複合成形品を得た。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成した。研削、研磨加工後、速やかにプラズマ処理を以下の条件下において処理した。プラズマ処理ガス・酸素・プラズマ出力250W,処理時間8から10min,プラズマ処理後、強化液として、TS-56DX(株トクヤマ)をディップ法により塗布し複合成形品に強化膜を形成した。
【0078】
光学特性を形成した複合成形品は、全光線透過率90%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0079】
実施例12
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の接着剤層が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で2分間加圧して曲面体に成形した。得られた曲面体を実施例11と同様に一次成形品を形成する金型内の凸面に接着剤層が露出するように設置し実施例11と同様の技術的手段において二次成形し、偏光機能及び老視眼補整機能を有する複合成形品を得た。
【0080】
得られた偏光機能及び老視眼補整機能を有する複合成形品は、全光線透過率40%、偏光度99.0%、屈折率1.621(JIS K-7105)、アッベ数34であり、工業規格JIS、T−8147の規格に合格するものであった。
【0081】
実施例13
実施例3において得られた複合シート状物を径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例11と同様に一次成形品を形成する金型内の凸面に設置し、実施例11と同様の技術的手段において二次成形し、偏光機能及び老視眼補整機能を有する複合成形品を得た。
【0082】
得られた偏光機能及び老視眼補整機能を有する複合成形品は、全光線透過率44%、偏光度99.95%、屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0083】
実施例14
実施例4において得られた複合シート状物を径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例11と同様に一次成形品を形成する金型内の凸面にポリカーボネートフィルム面が露出されるように設置し、実施例11と同様の技術的手段において二次成形し、偏光機能及び老視眼補整機能を有する複合成形品を得た。
【0084】
得られた偏光機能及び偏光機能及び老視眼補整機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0085】
実施例15
実施例5において得られた複合シート状物を径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例11と同様に一次成形品を形成する金型内の凸面に接着剤層が露出されるように設置し、実施例11と同様の技術的手段において二次成形し、偏光機能及び老視眼補整機能を有する複合成形品を得た。
【0086】
得られた偏光機能及び老視眼補整機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0087】
実施例16
実施例6において使用した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例11と同様の技術的手段により調光性機能及び老視眼補整機能を有する複合成形品を得た。
【0088】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(89%)へ戻った。またこの複合成形品は全光線透過率89%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0089】
実施例17
実施例7において使用した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例11と同様の技術的手段により調光性機能及び老視眼補整機能を有する複合成形品を得た。
【0090】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は22.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(87%)へ戻った。またこの複合成形品は全光線透過率87%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0091】
実施例18
実施例8において使用した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例11と同様の技術的手段により調光性機能及び老視眼補整機能を有する複合成形品を得た。
【0092】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は20.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(88%)へ戻った。またこの複合成形品は全光線透過率88%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0093】
実施例16から18に採用した調光性色素は、それぞれの単独または混合が可能であり混合する配合比を変えることにより直射日光へ暴露後、多種の発色への着色が可能である。
【0094】
実施例19
実施例9において使用した調光性色素を配合した曲面体を実施例11と同様の一次成形品を形成する金型内の凸面に接着剤層が露出するように設置し(即ち、調光性色素を配合したポリカーボネートフィルム面が目的レンズの凸面に形成するように)実施例9と同様の技術的手段により、偏光機能及び老視眼補整機能更に調光性機能を有する複合成形品を得た。
【0095】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(44%)へ戻った。またこの複合成形品は全光線透過率44%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0096】
実施例20
実施例10において使用した調光性色素を配合した曲面体を実施例11と同様の一次成形品を形成する金型内の凸面にポリカーボネートフィルム面が露出するように設置し(即ち、調光性色素を配合したポリカーボネートフィルム面が目的レンズの凸面に形成するように)実施例10と同様の技術的手段により、偏光機能及び老視眼補整機能更に調光性機能を有する複合成形品を得た。
【0097】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(44%)へ戻った。またこの複合成形品は全光線透過率44%、屈折率1.622(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0098】
実施例21
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の非粘着剤層にオフセットコーティング法によ主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を採用し塗布加工した、配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。ドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度100℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し、接着剤層を形成した。次いで脂環式ポリオレフィン樹脂よりなる200μm厚さの樹脂フィルムを、貼り合わせ、厚さ303μm、全光線透過率43%、偏光度99.0%の積層シートを得た。次いで、脂環式ポリオレフィン樹脂の表面に金の蒸着薄膜を形成し、表面に金の蒸着薄膜を有する複合シートを得た。
【0099】
得られた複合シート状物を、脂環式ポリオレフィン面が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面に接着剤層が露出(即ち、脂環式ポリオレフィン面が目的のレンズの対物側に形成されるように)するように設置し実施例1と同様の技術的手段において二次成形し偏光機能を有する複合成形品を得た。
【0100】
得られた偏光機能を有する複合成形品は、工業規格JIS、T−8147の規格に合格するものであり、赤外線の反射に有効であり、全光線透過率も約12%と、目にやさしい効果であった。
【0101】
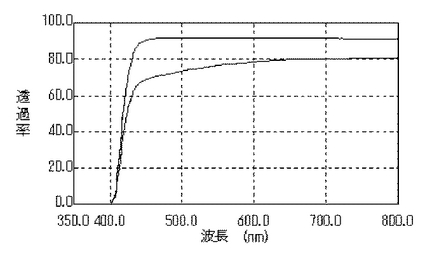
図1は、実施例20から得られる金の蒸着膜層を形成する前後の複合成形品においての光透過率の一例を表したグラフである。本発明において、金属蒸着薄膜を形成する手段は、クロム、酸化クロム、クロムとクロム酸化物との混合物、二酸化珪素、二酸化ジルコン、二酸化チタン、アルミナ、金を単独または混合したものの群から一種選択され真空蒸着によって目的複合成形品の表面に形成する事ができる。
【0102】
特に本発明において実施例21に記載されている蒸着薄膜を形成する金属材料としては、クロムとクロム酸化物との混合物CrO3、25μm厚で真空蒸着処理し形成される事が好ましい。クロムとクロム酸化物との混合物を積層成型物の表面に形成したことにより、視感透過率がJIS T 7331に規定されている視感透過率が75%以上、波長600nm以下の可視光線透過率が短波長の光となる程低下するCrO3の金属蒸着薄膜の反射層を有する複合成形品を得た。また、蒸着層を設けた積層成型物表面には、撥水性膜を設けても良い。また、複合成形品の表面には、ミラー膜や反射防止膜を選択的に設けても良い。
【産業上の利用可能性】
【0103】
従来一次成形では屈折率1.60の樹脂は低分散性のため眼鏡用レンズとして採用する事は非常に困難で有ったが、本発明において二次成形により屈折率1.60以上の高屈折であり低分散性を有する透明熱可塑性樹脂と屈折率1.59以下であり高分散性を有する透明熱可塑性樹脂を一体的に射出成形する事により、屈折率1.60以上であり高分散性の複合成形品を得る事が可能となり、レンズ製品として画期的であるとともに、一次成形品に多種の着色を施すことにより、より安価な偏光シートの使用も可能にした事にも製造方法としても効率的で経済的であり、その産業上の利用価値は頗る大きい。また、本発明者が先に提案した(特公平2004−322589号公報)による技術的手段を本発明の一次成形品を得る際の製造方法として採用するに事により、溶融状態のレンズ成形樹脂を金型に連なるランナーに充満させながらゲートより当該金型のキャビティー内に射出することにより、熱および流動による偏光フィルムの変形や位置ズレを防止することができて、確実に位置決めすることができる。しかも、レンズ素型を均一な密度で成形することができ、歪みが殆ど無い高精度な製品を作ることができ人体へのストレスの軽減、さらにはツーポイント加工によるねじ込みを行なってもクラックの発生が無くなり、経営者の経済的負担の軽減する製造方法を提供できる。
【図面の簡単な説明】
【0104】
【図1】実施例20に記載のクロム及びCrO3からなる蒸着膜層を形成する前後の複合成形品においての光透過率の一例を表したグラフである。
【技術分野】
【0001】
本発明は対物面が凸面、接眼面が凹面からなる眼鏡用レンズを製造するための二次成形による複合成形物の製造方法に関するものである。
【背景技術】
【0002】
近年数々の用途で眼鏡用プラスチックレンズが提案されている。また、ヘルスケアなどの急速な発展に伴い、プラスチックレンズ自体に要求される高機能化・高性能化が特に望まれている。光学用に適したプラスチックレンズのヘルスケア用途として眼鏡レンズがあげられるが、薄型化、軽量化、安全性(耐衝撃性)、ファッション性などの観点から活発な材料開発が行われている。現在では安全性、軽量化などがガラスより優れている点で市場の90%はプラスチックレンズからなる樹脂製レンズが占めている。従来の眼鏡用樹脂製レンズはCR−39、アクリル(ハロゲン原子含有ビスフェノールA系、硫黄原子含有系など)、ポリウレタンなどがあげられるが、低分散化、高屈折率化を目指して多くの樹脂製レンズが実用化されている。しかしながら、前述の樹脂製レンズは全て熱硬化性であり樹脂製レンズの製造法はガラスモールド内にモノマーを注型するキャスト重合法が用いられる。この方法では均一な樹脂製レンズを得るために長時間の重合プロセス、応力歪みを緩和するためのアニーリングプロセスなど製造コストが高くなるという問題点がある。
【0003】
ポリカーボネートのような熱可塑性樹脂をレンズに適用すれば成形性が良く、熱硬化性樹脂に比べ格段に製造コストを安くできるという利点があるが、屈折率が低いため(1.58)視力矯正眼鏡用途としての性能は不十分である。また、プラスチックの射出成形の場合、金型の内部における圧力や硬化速度などの不均衡により、成形品の局所的な密度ムラや歪みを生じてしまい、光学的異方性などに不良を生じるおそれがあった。光学的異方性の残留は、人体へのストレスへの影響が懸念される。光学的異方性が残留するといった現象から、ツーポイント加工によるねじ込みを行った場合、残留した光学的異方性部からスパイダークラックと呼ばれるクラックなどの発生し、経営者に経済的負担を強いると言った不具合が生じている。また、ポリカーボネート以上の屈折率を有する熱可塑性樹脂も数多く知られているが、高分散性、着色などの問題が有り光学レンズ用途に適用するには問題があった。
【0004】
近年は高屈折率のプラスチックレンズ材料の開発が進んでいるが、さらにレンズの中心厚を薄くしレンズ周辺部(コバ厚)を薄くして装着感を増しているが、高屈折率のプラスチックレンズは耐衝撃性が低く割れ易いという欠点がある。
【0005】
ガラスを用いた偏光レンズは古くから製造されており、これはガラスレンズ二枚の間に接着剤を用いて偏光フィルムを圧着接着するものである。しかしながら、近年は眼鏡の軽量化および破損による目への安全性のために、ガラスを用いた偏光レンズに代えて種々のプラスチック素材のレンズが使用されている。
【0006】
そのようなプラスチック素材のレンズの製法としては、
(1)凹面と凸面とからなるモールドによって形成される空隙内に球面状に予備成形した偏光フィルムを装着し、その両側に例えばジエチレングリコールとビスアリルカーボネートとの共重合体であるCR−39(米国、PPG社の熱硬化性成型樹脂の商品名)のような重合性プラスチックを注入して重合させる、いわゆるキャスト法による偏光レンズの製法(特許文献1)。
(2)偏光性薄膜の両面に厚さの異なる熱可塑性樹脂を積層してプレスする、いわゆるプレス成形法による偏光レンズの製法(特許文献2)。
(3)偏光素子を融着性素材に直接貼り合わせて得た偏光シートを使用して偏光プラスチックレンズを製造する方法(特許文献3)。
(4)偏光性薄膜の両側にポリカーボネートフィルムまたはシートを積層し、厚み0.5〜2.5mmの積層体を製造し、この積層体を加圧熱成形することにより偏光ポリカーボネートレンズを製造する方法(特許文献4)。
(5)射出成形金型においてスプリット金型を分割式にし、深さ調節自在な段差を作ることができ、偏光フィルムを確実に位置決めできるとともに、また、溶融状態のレンズ成形樹脂を金型に連なるランナーに充満させながらゲートより当該金型のキャビティー内に射出することにより、熱および流動による偏光フィルムの変形や位置ズレを防止することができて、確実に位置決めすることができる。しかも、レンズ素型を均一な密度で成形することができ、歪みが殆ど無い高精度な製品をする方法を本発明者は先に提案した(特許文献5)
などが知られている。
【0007】
【特許文献1】特公昭53−29711号公報
【特許文献2】特公昭50−3656号公報
【特許文献3】特公昭61−56090号公報
【特許文献4】特公平7−94154号公報
【特許文献5】特公平2004−322589号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明者が掲げる第一の課題は、従来の射出成形法で得られる眼鏡用プラスチックレンズは製造される際、乱視及び近視眼用度数に視力補正用の成形条件を制御する際、溶融する樹脂を目的の金型に射出する際、一定の加圧を与え溶融する樹脂の粘度及び樹脂の流動性によって成形条件の射出速度・射出圧力・保圧等を制御しているが、溶融状態の樹脂がキャビティ内に充満される際、溶融状態の樹脂の粘度による抵抗力によって、金型の内部における圧力や硬化速度などの不均衡により、成形品の局所的な密度ムラや歪みを生じてしまい、光学的異方性などによる不良を生じるおそれがあった。また光学的異方性がレンズ内に残留した場合、自然光の光がレンズを通して眼球に入射した場合、眼球へのストレスを増大させてしまう。
【0009】
また第二の課題は、均一密度のムラが生じた箇所にツーポイント加工によるねじ込みを行った場合、スパイダークラックと呼ばれるクラック等の問題が発生する。
【0010】
第三の課題は、前述した眼鏡用プラスチックレンズの高屈折化に伴い熱硬化性樹脂で作られたレンズは、長時間の重合プロセス、応力歪みを緩和するためのアニーリングプロセスなど製造コストが高くなるという問題点がある。熱可塑性樹脂で作られた高屈折率を有するレンズは、今日市場には存在しない。
【0011】
存在しない理由として、高屈折率を有する熱可塑性樹脂は数多く知られているが、高分散性、着色、材料コストなどの問題が有り光学レンズ用途に適用するには問題があった。
本発明者は前述した課題の解決を解消した複合成形品の製造方法の提供である。
【課題を解決するための手段】
【0012】
本発明者は鋭意研究の末、従来の一次成形による射出成形において、乱視及び近視眼用度数に視力補正用の成形条件を制御する際、溶融状態の樹脂の粘度による抵抗力によって均一密度のムラによって、光学歪などの光学的異方性の残留する現象を、本発明では二次成形による射出成形法に問題の解消を見出したのである。
【0013】
即ち本発明は物体的抵抗を解消するため、一次成形において1.60以上の高屈折率を有する高流動性及び低分散性の透明熱可塑性樹脂を、第一の射出成形用金型に射出成形する事により光学歪の無い一次成形品を得る。得られた一次成形品を連続的に第二の射出成形用金型に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による複合成形品の製造方法を完成させた。
【0014】
また、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、片面に接着剤層が塗工されたセルローストリアセテート製偏光シートを、熱プレス成形機において接着剤層を内面にし挿入し、熱プレス成形加工処理し曲面体を作成する、得られた曲面体と同じ程度の曲率を有する第一の射出成形用金型の凸凹面からなるキャビティの凸面に接着剤層が露出されるように当該金型に挿入し、溶融状態の1.60以上の高屈折率を有する高流動性及び低分散性の透明熱可塑性樹脂を射出成形し偏光機能を有する一次成形品を得た。得られた一次成形品を連続的に曲面体と同じ程度の曲率を有する第二の射出成形用金型の凸凹面からなるキャビティの凸面に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能を有する複合成形品の製造方法を完成させた。
【0015】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムを、偏光素子の両面に接着剤を用いて貼着し、熱プレス成形機において、熱プレス成形加工処理し曲面体を作成する、得られた曲面体を、前述した第一の射出成形用金型の凸凹面からなるキャビティの凸面に挿入し、溶融状態の当該樹脂を射出成形し偏光機能を有する一次成形品を得た。得られた一次成形品を前述した連続的に第二の射出成形用金型の凸凹面からなるキャビティの凸面に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能を有する複合成形品の製造方法を完成させた。
【0016】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、片面に接着剤層が塗工されたセルローストリアセテート製偏光シートの接着剤層に、一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムを貼着し積層する、得られた積層シートを熱プレス成形加工処理し曲面体を作成する、得られた曲面体を、前述した第一の射出成形用金型の凸凹面からなるキャビティの凸面に挿入し、溶融状態の当該樹脂を射出成形し偏光機能を有する一次成形品を得た。得られた一次成形品を前述した連続的に第二の射出成形用金型の凸凹面からなるキャビティの凸面に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能を有する複合成形品の製造方法を完成させた。
【0017】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、一次成形品を形成する樹脂に調光色素をハンドブレンド法によって混入するという技術手段を採用する事により二次成形による調光性機能を有する複合成形品の製造方法を完成させた。
【0018】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムの内に、調光性色素を練り込み法により添加し、調光性機能を有する透明樹脂フィルムを調製した。
【0019】
片面に接着剤層が塗工されたセルローストリアセテート製偏光シートの非接着剤層に、新たに接着剤層を塗工し、前述した調光性機能を有する熱可塑性樹脂フィルムを貼着し積層する、熱プレス成形機において接着剤層を内面にし挿入し、熱プレス成形加工処理し曲面体を作成する、得られた曲面体と同じ程度の曲率を有する第一の射出成形用金型の凸凹面からなるキャビティの凹面に接着剤層が露出されるように当該金型に挿入し、溶融状態の60以上の高屈折率を有する高流動性及び低分散性の透明熱可塑性樹脂を射出成形し偏光機能及び調光性機能を有する一次成形品を得た。得られた当該一次成形品を連続的に曲面体と同じ程度の曲率を有する第二の射出成形用金型の凸凹面からなるキャビティの凸面に調光性機能を有する透明熱可塑樹脂フィルム面が露出するように設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能及び調光機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能及び調光性機能を有する複合成形品の製造方法を完成させた。
【0020】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、前述した調光性機能を有する透明熱可塑性樹脂フィルム及び透明熱可塑性樹脂フィルムを、偏光素子の両面に接着剤を用いて貼着し、熱プレス成形機において、熱プレス成形加工処理し曲面体を作成する、得られた曲面体を、前述した第一の射出成形用金型の凸凹面からなるキャビティの凹面に挿入し、溶融状態の当該樹脂を射出成形し偏光機能及び調光性機能を有する一次成形品を得た。得られた一次成形品を前述した連続的に第二の射出成形用金型の凸凹面からなるキャビティの凸面に設置し、一次成形品を形成する透明熱可塑性樹脂と同系の1.59以下の中屈折率もしくは低屈折率を有する高分散性の透明樹脂をバック樹脂として、射出成形し偏光機能及び調光性機能を有する複合成形品を得る。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成するという技術的手段を採用する事により二次成形による偏光機能及び調光性機能を有する複合成形品の製造方法を完成させた。
【0021】
更にまた、本発明は、上記課題を解決するために、必要に応じて上記手段に加え、前述した第一の射出成形用金型の凸凹面からなるキャビティのどちらか一方の表面部に老視眼用に設定された小玉部を形成すると言った技術的手段を採用する事により、二次成形による老視眼補正機能を有する複合成形品の製造方法及び二次成形による偏光機能及び老視眼補正機能を有する複合成形品の製造方法、更には二次成形による偏光機能及び老視眼補正機能・調光性機能を有する複合成形品の製造方法を完成させた。
【0022】
本発明に明記されたセルローストリアセテート製偏光シートを以下に説明する。本発明に明記された偏光シートとは、ベースフィルムとして、一般的に使用されているポリビニールアルコール系フィルム、ポリビニルアセタール系フィルム、ポリビニルブチラールフィルムをベースフィルムとし、耐湿熱性を有する二色性染料を用いて染色、一軸延伸して製造し得られた偏光フィルムの両面に、光学的に優れた透明性を有するセルロ−ストリアセテ−トに接着剤を用いて張り合わせて構成された偏光シ−トであり、片面にグラビアコーティング法、オフセットコーティング法などにより、平均分子量が10,000以上から、200,000以下のポリエステルウレタン樹脂、または、ポリエーテルウレタン樹脂、あるいは、ポリエステルポリエーテルウレタン樹脂等を主にしたポリオールに、架橋硬化剤としてポリイソシアネートを配合する二液硬化型接着剤が塗布加工されたものが好適に便宜的に選択し使用できる。
【0023】
更にまた、本発明に明記された一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムについて以下に説明する。二軸配向ポリエステルフィルムの一方の表面に塗布層を有するフィルムからなり、塗布層表面の表面抵抗が1×1011Ω以下であり、塗布層表面のアクリル系粘着剤による粘着力が、3000mN/cm以下であり、フィルムヘーズが2%以下であることを特徴とする二軸配向ポリエステルフィルムが推奨される。
【0024】
二軸配向ポリエステルフィルムの一方の表面に塗布層が設けられた積層フィルムからなる。
そして、本発明の好ましい態様においては、他方の表面に粘着層が設けられ、粘着層の表面に離型フィルムが積層される。一般的には、塗布層形成工程、粘着層形成工程、離型フィルム積層工程を順次に経て製造される。本発明において、二軸配向ポリエステルフィルムとは、いわゆる押出法に従い押出口金から溶融押出しされたシートを延伸して配向させたフィルムである。
【0025】
本発明のフィルムを構成するポリエステルとは、芳香族ジカルボン酸と脂肪族グリコールとを重縮合させて得られるポリエステルを指す。芳香族ジカルボン酸としては、テレフタル酸、2,6−ナフタレンジカルボン酸などが挙げられ、脂肪族グリコールとしては、エチレングリコール、ジエチレングリコール、1,4−シクロヘキサンジメタノール等が挙げられる。代表的なポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリエチレン−2,6−ナフタレンジカルボキシレート(PEN)等が例示される。上記のポリエステルは、第三成分を含有した共重合体であってもよい。共重合ポリエステルのジカルボン酸成分としては、イソフタル酸、フタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸、アジピン酸、セバシン酸、オキシカルボン酸(例えば、P−オキシ安息香酸など)が挙げられ、グリコール成分として、エチレングリコール、ジエチレングリコール、プロピレングリコール、ブタンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール等が挙げられる。これらのジカルボン酸成分およびグリコール成分は、二種以上を併用してもよい。
【0026】
本発明においては、その取扱性を考慮した場合、透明性を損なわない条件でフィルムに粒子を含有させることが好ましい。粒子としては、例えば、二酸化ケイ素、炭酸カルシウム、酸化アルミニウム、二酸化チタン、カオリン、タルク、ゼオライト、フッ化リチウム、硫酸バリウム、カーボンブラック、特公昭59−5216号公報に記載されているような耐熱性高分子微粉体などが挙げられる。これらの粒子は、2種以上を併用してもよい。粒子の平均粒径は、通常0.02〜2μm、好ましくは0.05〜1.5μm、さらに好ましくは0.05〜1μmである。粒子の含有量は、通常0.01〜2重量%、好ましくは0.02〜1重量%である。
【0027】
フィルムに粒子を含有させる方法としては、公知の方法を採用し得る。例えば、ポリエステル製造工程の任意の段階で粒子を添加することができる。特に、エステル化の段階またはエステル交換反応終了後重縮合反応開始前の段階において、エチレングリコール等に分散させたスラリーとして添加し、重縮合反応を進めるのが好ましい。また、ベント付混練押出機を使用し、エチレングリコールまたは水に粒子を分散させたスラリーとポリエステル原料とをブレンドする方法、混練押出機を使用し、乾燥させた粒子とポリエステル原料とをブレンドする方法なども採用し得る。
【0028】
フィルムの製造は、押出法に従い、押出口金から溶融押出しされたシートを縦および横方向の二軸方向に延伸して配向させる方法によって行われる。押出法においては、ポリエステルを押出口金から溶融押出し、冷却ロールで冷却固化して未延伸シートを得る。この場合、シートの平面性を向上させるため、シートと回転冷却ドラムとの密着性を高める必要があり、静電印加密着法または液体塗布密着法が好ましく採用される。フィルムの二軸方向の延伸配向方法については、特に限定されるものではないが、同時二軸延伸法、逐次二軸延伸法等が採用される。
【0029】
同時二軸延伸法としては、前記の未延伸シートを通常70〜120℃、好ましくは80〜110℃で温度コントロールされた状態で機械方向および幅方向に同時に延伸して配向させる方法で、延伸倍率としては、面積倍率で通常4〜50倍、好ましくは7〜35倍、さらに好ましくは10〜20倍である。そして、引き続き、通常、170〜250℃の温度で緊張下または30%以内の弛緩下で熱処理を行い、延伸配向フィルムを得る。逐次二軸延伸法としては、前記の未延伸シートを一方向にロールまたはテンター方式の延伸機により延伸する。延伸温度は、通常70〜120℃、好ましくは80〜110℃であり、延伸倍率は、通常2.5〜7倍、好ましくは3.0〜6倍である。次いで、一段目の延伸方向と直交する方向に延伸を行う。延伸温度は、通常70〜120℃、好ましくは80〜115℃であり、延伸倍率は、通常3.0〜7倍、好ましくは3.5〜6倍である。そして、引き続き、170〜250℃の温度で緊張下または30%以内の弛緩下で熱処理を行い、延伸配向フィルムを得る。
【0030】
上記の延伸においては、一方向の延伸を2段階以上で行う方法を採用することもできる。その場合、最終的に二方向の延伸倍率がそれぞれ上記範囲となるように行うのが好ましい。また、必要に応じて熱処理を行う前または後に再度縦および/または横方向に延伸してもよい。本発明において、フィルム厚さは特に限定されるものではないが、通常5〜150μm、好ましくは10〜100μm、さらに好ましくは25〜75μmの範囲である。フィルムの厚さが5μm未満の場合は、液晶表示板の表面保護性が低下する恐れがあり、耐摩耗性層形成工程や粘着層形成工程における取扱性なども悪くなる傾向がある。また、フィルムの厚さが150μmを超える場合は、可撓性の低下、全光線透過率の低下により、保護フィルムとしての取り扱い作業性、液晶表示板の表示能力、色相、コントラスト、異物混入などの光学的評価を伴う検査を行う場合に支障を来す場合がある。
【0031】
本発明のフィルムを構成する塗布層は、例えば、カチオン性共重合体を水、メチルアルコール、エチルアルコール、イソプロピルアルコール等の溶媒に溶解または分散した状態で二軸配向ポリエステルフィルムの一方の表面に塗工され、その後、乾燥したものである。塗工に関しては、特に制限はないが、通常は、エアーナイフコート、ブレードコート、バーコート、グラビアコート、カーテンコート、ロールコート等の塗工機械で行われる。塗布層の厚みは、通常0.01〜0.3μm、好ましくは0.05〜0.2μmの範囲である。塗布層の厚みが0.01μm未満の場合は、アクリル系粘着剤との粘着力が上昇する傾向があり、塗布量が0.3μmを超える場合には、塗布層に目視で観察できる干渉縞が発生してくるので、偏光板の検査に支障をきたす場合がある。なお、塗工に際して、カチオン性共重合体の性能に悪影響を及ぼさない限り、必要に応じて、他の添加剤、例えば、モノマー、樹脂、架橋剤、顔料等を適宜混合して用いることができる。
【0032】
更にまた、本発明に明記された一次成形品を形成する透明熱可塑樹脂と熱融着する事により互いに結合可能な透明熱可塑性樹脂フィルムの他の技術的手段を以下に説明する。
リターデーション値が2000nm以上のポリカーボネートシートであり、厚みが50μm〜1.5mmの範囲で、1軸方向に延伸したシートが用いられる。一方、リターデーション値が2000nm未満のポリカーボネートシートとしては、強い延伸をかけずに製造した厚みが50μm〜1.5mmの範囲のシートが用いられる。両シート共に、50μmより薄いと偏光素子フィルムの保護が不十分となり、又、1.5mmより厚くなると、二次加工が困難となる。好ましくは200μm〜700μmのシートが使用される。又、これらのポリカーボネートシートについては、リターデーション値の他は、光学用途に適した、コンタミの低減されたものであれば特に制約されない。
【0033】
代表的ポリカーボネート系樹脂としてポリビスフェノールAカーボネートがある。
その他、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネート、それら相互の共重合ポリカーボネート、ビスフェノールAとの共重合ポリカーボネートなどのポリカーボネート系樹脂などである。
【0034】
一般的にポリカーボネート系樹脂は、複屈折の大きくなりやすいことが欠点として挙げられる。即ち、成形体の内部へ、成形歪みや局所的配向に起因する光学的異方性を生じやすい。そのため、本発明でポリカーボネート系樹脂を用いる場合は、極力、光学的異方性の形成を防ぐことが重要であり、その対策として、流動性が高く、成形時に過度な剪断力を受けにくい、つまり残留歪みや局所的配向が起こりにくい、比較的重合度の低い樹脂を使用することが好ましい。本発明では、特に重合度120以下、より好ましくは重合度100以下のポリカーボネート系樹脂の使用が推奨される。
【0035】
また、光学的異方性を防止する目的で、上記ポリカーボネート系樹脂の他、本発明では光弾性係数30×10-13cm2/dyne以下、好ましくは20×10-13cm2/dyne以下、ガラス転移温度85℃以上、好ましくは90度以上の樹脂が推奨される。光弾性係数が30×10-13cm2/dyneを越えると、得られるレンズの残留歪みや局所的配向による光学的異方性が目立つようになる。また、ガラス転移温度が85℃を下回ると、サングラスやゴーグル、矯正レンズなど複合成形物としての実用性が低下するほか、ハードコートや反射防止加工など加熱を要する高次加工において変形を起こしやすい問題がでてくる。
上記光弾性係数及びガラス転移温度を満足する透明熱可塑性樹脂として、ポリメチルメタクリレート樹脂、透明ナイロン樹脂、アンダマンタン環やシクロペンタン環を主鎖に持つ、JSR社の”アートン”、日本ゼオン社の”ゼオネクッス”、三井化学社の”アペル”などの主鎖が炭化水素系の樹脂、日立化成工業社の”オプトレッツ”などのフルオレン基を側鎖に持つポリエステル系樹脂、アセチルセルロース樹脂、プロピルセルロース樹脂が特に推奨される。
【0036】
本発明において、透明熱可塑性樹脂フィルムに塗布する接着剤について以下に説明する。
平均分子量が10,000以上、200,000以下のポリエステルウレタン樹脂またはポリエーテルウレタン樹脂、さらにはポリエステルポリエーテルウレタン樹脂等を主にしたポリオールと架橋硬化剤としてポリイソシアネートを配合する二液硬化型接着剤などの群から一種目的の当該シート及び当該フィルムと融着する接着剤を、グラビアコーティング法、オフセットコーティング法などにより塗布し使用できる。
【0037】
本発明に明記された一次成形品及び二次成形品に使用できる透明熱可塑性樹脂を以下に説明する。ポリカーボネート系、ポリスチレン系、メチルメタアクリレートやシクロヘキシルメタクリレートなどの単重合体、共重合体を含むアクリル系、塩化ビニル系、ポリスチレン・メチルメタクリレート系、アクリロニトリル・スチレン系、ポリー4−メチルペンテンー1、アンダマンタン環やシクロペンタン環を主鎖に持つ主鎖炭化水素系、フルオレン基を側鎖に持つポリエステル系、透明ナイロンなどポリアミド系、ポリウレタン系、アセチルセルロース、プロピルセルロースなどアシルセルロース系のセルロース系樹脂などである。
【0038】
この中で特に本発明で好適に用いられる透明熱可塑性樹脂に使用で出来る樹脂は、高透明性、高靱性、高耐熱性、高屈折率であることから、ポリカーボネート系樹脂である。代表的ポリカーボネート系樹脂としてポリビスフェノールAカーボネートがある。その他、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネート、それら相互の共重合ポリカーボネート、ビスフェノールAとの共重合ポリカーボネートなどのポリカーボネート系樹脂などである。
【0039】
一般的にポリカーボネート系樹脂は、複屈折の大きくなりやすいことが欠点として挙げられる。即ち、成形体の内部へ、成形歪みや局所的配向に起因する光学的異方性を生じやすい。そのため、本発明でポリカーボネート系樹脂を用いる場合は、極力、光学的異方性の形成を防ぐことが重要であり、その対策として、流動性が高く、成形時に過度な剪断力を受けにくい、つまり残留歪みや局所的配向が起こりにくい、比較的重合度の低い樹脂を使用することが好ましい。本発明では、特に重合度120以下、より好ましくは重合度100以下のポリカーボネート系樹脂の使用が推奨される。
【0040】
また、光学的異方性を防止する目的で、上記ポリカーボネート系樹脂の他、本発明では光弾性係数30×10-13cm2/dyne以下、好ましくは20×10-13cm2/dyne以下、ガラス転移温度85℃以上、好ましくは90℃以上の樹脂が推奨される。光弾性係数が30×10-13cm2/dyneを越えると、得られるレンズの残留歪みや局所的配向による光学的異方性が目立つようになる。また、ガラス転移温度が85℃を下回ると、サングラスやゴーグル、矯正レンズなど複合成形品としての実用性が低下するほか、ハードコートや反射防止加工など加熱を要する高次加工において変形を起こしやすい問題がでてくる。
上記光弾性係数及びガラス転移温度を満足する熱可塑性樹脂として、ポリメチルメタクリレート樹脂、透明ナイロン樹脂、アンダマンタン環やシクロペンタン環を主鎖に持つ、JSR社の”アートン”、1.632の屈折率を有するカネボウ社の”O-PET”,GE東芝の”ザイレックス”、日本ゼオン社の”ゼオネクッス”、三井化学社の”アペル”などの主鎖が炭化水素系の樹脂、日立化成工業社の”オプトレッツ”などのフルオレン基を側鎖に持つポリエステル系樹脂、アセチルセルロース樹脂、プロピルセルロース樹脂が特に推奨される。
【0041】
本発明に明記された調光色素について以下に説明する。調光機能は、調光性色素を用いることにより付与する。本発明で用いる調光性色素の種類については、スピロピラン系、ナフトピラン系、フラン系、スピロオキサジン系、フルギド系、クロメン系など一般に用いられているものであれば特に限定しないが、紫外線に対する発色濃度が高く、発色速度の速いもの、且つ紫外線除去後の色相ができるだけ無色に近く、消色速度の速いもの、並びに熱、光、湿度など加工条件、実用条件、保管条件での短期、長期の耐久性面で良好なものが好ましい。発色後の色相として、ブラウンやグレーが一般に好まれるため、通常は、複数の調光性素材を同時に用い、好みの色相になるように、各素材の使用比率と使用量を決めハンドブレンド法により透明熱可塑性樹脂に混入させ、また熱可塑性樹脂フィルムの内に、調光機能を付与する手段としては熱可塑性樹脂フィルムの内に、該調光性色素を練り込み法のような添加法、あるいは染色法やコーティング法のような後加工法で配合付与する。
【0042】
また、本発明の複合成形物に視矯正領域の視力補正機能として近視眼用度数及び老視眼用度数を付与する方法を以下に説明する。アーブルグオールラウンド金型等の金型により、径60から98mmφ、曲率半径60から87mm、キャビティ厚みが3mmから18mmの物が近視眼用度数を付与する方法として好適に使用できる。キャビティの第一面の屈折面(装用状態において眼と反対側の面すなわち前方屈折面)には、加工のし易さのために球面が採用されている。第二面の屈折面(装用状態において眼側の面すなわち後方屈折面)には球面ばかりでなく、乱視等の矯正のためにトーリック面も採用される。以下、第一面に球面が採用されているレンズを球面レンズと呼び、第一面に非球面が採用されているレンズを非球面レンズと呼ぶ。一般に、レンズの屈折力はディオプター(以下、「D」で示す)という単位で表され、レンズの表面における屈折力(面屈折力)はその面の曲率ρ(単位はm-1:曲率半径R=1/ρ)とレンズ素材の屈折率nとにより次の式(1)のように定義される。面屈折力=(n−1)×ρ=(n−1)/R (1)なお、レンズの第一面の屈折力は、特にベースカーブと呼ばれる。以下、ベースカーブに対応する曲率をベースカーブ曲率という。近視眼用度数は、主に第一面の屈折力と第二面の屈折力とにより決定される。このため、二つの屈折力の組合せの仕方によって、一つの近視眼度数を得るのにいろいろなベースカーブの値をとることができる。
【0043】
老視眼用度数を本発明の複合成形物に付与する方法は、成形金型のキャビティの内表面が凹面、外表面が凸面からなり、キャビティの形状としては種々の形状のものがある。クリップトップ型、シームレスクリップトップ型、アイデアル型、累進型の群から一種選択された設計を便宜的に選択し使用できる。特に好ましいのは、前記小玉部の外表面が非球面であることを特徴とするものである。前記小玉部分の外表面は、その中心を通る法線方向の断面が楕円、双曲線、放物線、サイクロイド曲線又はインボリュート曲線等の曲線(好ましくは楕円)で形成される非球面とすることができる。
【発明の効果】
【0044】
本発明から得られる効果とは、従来一次成形では屈折率1.60の樹脂は低分散性のため眼鏡用レンズとして採用する事は非常に困難で有ったが、本発明において二次成形により屈折率1.60以上の高屈折であり低分散性を有する透明熱可塑性樹脂と屈折率1.59以下であり高分散性を有する透明熱可塑性樹脂を一体的に射出成形する事により、屈折率60以上であり高分散性の複合成形品を得る事が可能となり、レンズ製品として画期的であるとともに、一次成形品に多種の着色を施すことにより、より安価な偏光シートの使用も可能にした事にも製造方法としても効率的で経済的であり、その産業上の利用価値は頗る大きい。また、本発明者が先に提案した(特公平2004−322589号公報)による技術的手段を本発明の一次成形品を得る際の製造方法として採用するに事により、溶融状態のレンズ成形樹脂を金型に連なるランナーに充満させながらゲートより当該金型のキャビティー内に射出することにより、熱および流動による偏光フィルムの変形や位置ズレを防止することができて、確実に位置決めすることができる。しかも、レンズ素型を均一な密度で成形することができ、歪みが殆ど無い高精度な製品を作ることができ人体へのストレスの軽減、さらにはツーポイント加工によるねじ込みを行なってもクラックの発生が無くなり、経営者の経済的負担の軽減する製造方法を提供できる。
以下、本発明を実施形態に基づき説明する。本実施形態における積層成形物の製造方法
である。
【0045】
実施例1
本発明の二次成形による複合成形品の実施形態に基づき説明する。
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂徹-PET カネボウ社)を、一次成形品を形成する透明熱可塑性樹脂として採用し以下の加工条件により、一次成形品を得た。成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=1.2mm金型温度;120℃(固定、可動共)型締め力;75トンシリンダーヒーター設定温度;260〜280℃射出圧力;400Kgf/cm2 続いて得られた一次成形品を連続的に以下の金型条件内に設置し成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=10mm金型温度;120℃(固定、可動共)型締め力;160トン、二次成形品を形成する透明熱可塑性樹脂として、重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネート(GE東芝社製)を採用し、75トンシリンダーヒーター設定温度;260〜280℃射出圧力;550Kgf/cm2の射出条件下において溶融一体的に結合し目的の複合成形品を得た。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成した。研削、研磨加工後、速やかにプラズマ処理を以下の条件下において処理した。プラズマ処理ガス・酸素・プラズマ出力250W,処理時間8から10min,プラズマ処理後、強化液として、TS-56DX(株トクヤマ)をディップ法により塗布し複合成形品に強化膜を形成した。
【0046】
光学特性を形成した複合成形品は、全光線透過率90%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0047】
実施例2
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の接着剤層が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で2分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面に接着剤層が露出するように設置し実施例1と同様の技術的手段において二次成形し、偏光機能を有する複合成形品を得た。
【0048】
得られた偏光機能を有する複合成形品は、全光線透過率40%、偏光度99.0%、屈折率1.621(JIS K-7105)、アッベ数34であり、工業規格JIS、T−8147の規格に合格するものであった。
【0049】
実施例3
熱可塑性樹脂フィルムとして、本実施形態では高透明性、高靱性、高耐熱性、高屈折率であることから、厚さ0.123mm重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネートフィルム(GE東芝社製)を採用した。上記に明記されるポリカーボネートフィルムの一方に、主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を、染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面にドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度70℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し貼着し総厚さ0.266mm全光線透過率44%の複合シート状物を調製した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。
【0050】
得られた複合シート状物を120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例2と同様の技術的手段により、偏光機能を有する複合成形品を得た。
【0051】
得られた偏光機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0052】
実施例4
熱可塑性樹脂フィルムとして、本実施形態では高透明性、高靱性、高耐熱性、高屈折率であることから、厚さ0.123mm重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネートフィルム(GE東芝)を採用した。上記に明記されるポリカーボネートフィルムの一方及び染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmのセルローストリアセテート製偏光シート(ポラテクノ社)の一方に、主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を、ドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度70℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し貼着し総厚さ0.303mm全光線透過率44%の複合シート状物を調製した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。
【0053】
得られた複合シート状物を、ポリカーボネートフィルム面が凹面に形成されるよう計98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面にポリカーボネートフィルム面が露出するように設置し実施例1と同様の技術的手段において二次成形し偏光機能を有する複合成形品を得た。
【0054】
得られた偏光機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0055】
実施例5
熱可塑性樹脂フィルムとして、本実施形態では高透明性、高靱性、高耐熱性、高屈折率であることから、厚さ0.123mm重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネートフィルムを採用した。上記に明記されるポリカーボネートフィルムの一方に、主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を採用し塗布加工し接着剤層を形成した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。ドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度100℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し、片面に接着剤層を有するポリカーボネートフィルムを得た。
【0056】
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の非粘着剤層に上記で得た0.123mmのポリカーボネートフィルムを貼り合わせ、総厚さ0.303mmの全光線透過率44%、偏光度99.95%の複合シート状物を得た。
【0057】
得られた複合シート状物を、ポリカーボネートフィルム面が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面に接着剤層が露出するように設置し実施例1と同様の技術的手段において二次成形し偏光機能を有する複合成形品を得た。
【0058】
得られた偏光機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0059】
実施例6
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)1Kg/に対し、調光性色素としてスピロナフトオキサジン系であるフォトクロミックブルー6重量%をハンドブレンド法により混入し配合した。
【0060】
前述した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例1と同様の技術的手段により調光性機能を有する複合成形品を得た。
【0061】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(89%)へ戻った。またこの複合成形品は全光線透過率89%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0062】
実施例7
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)1Kg/に対し、調光性色素としてスピロナフトオキサジン系であるフォトクロミックバイオレット5重量%をハンドブレンド法により混入し配合した。
【0063】
前述した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例1と同様の技術的手段により調光性機能を有する複合成形品を得た。
【0064】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は22.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(87%)へ戻った。またこの複合成形品は全光線透過率87%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0065】
実施例8
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)1Kg/に対し、調光性色素としてナフトピラン系であるフォトクロミックイエロー5.5重量%をハンドブレンド法により混入し配合した。
【0066】
前述した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂徹-PET カネボウ社)一次成形品を形成する樹脂として採用し、実施例1と同様の技術的手段により調光性機能を有する複合成形品を得た。
【0067】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は20.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(88%)へ戻った。またこの複合成形品は全光線透過率88%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0068】
実施例6から8に採用した調光性色素は、それぞれの単独または混合が可能であり混合する配合比を変えることにより直射日光へ暴露後、多種の発色への着色が可能である。
【0069】
実施例9
実施例1により採用した平均重合度約120のポリカーボネート樹脂を使用し、実施例6で使用した調光性色素(フォトクロミックブルー)1重量%を練り込み配合してシート厚さ123μmのポリカーボネートフィルムを調製した。
【0070】
前述したポリカーボネートフィルムの一方に、主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を採用し塗布加工し接着剤層を形成した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。ドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度100℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し、片面に接着剤層を有するポリカーボネートフィルムを得た。
【0071】
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の非粘着剤層に上記で得た0.123mmのポリカーボネートフィルムを貼り合わせ、総厚さ0.303mmの全光線透過率44%、偏光度99.95%を有し調光性色素を配合した複合シート状物を得た。
【0072】
得られた複合シート状物を、ポリカーボネートフィルム面が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面に接着剤層が露出するように設置し(即ち、調光性色素を配合したポリカーボネートフィルム面が目的レンズの凸面に形成するように)以下の条件下において一次成形し偏光機能及び調光性機能を有した一次成形品を得た。射出成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=1.2mm金型温度;75℃(固定、可動共)型締め力;75トンシリンダーヒーター設定温度;270℃・射出圧力;400Kgf/cm2続いて得られた一次成形品を連続的に以下の金型条件内に設置し成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=10mm金型温度;95℃(固定、可動共)型締め力;160トン、二次成形品を形成する透明熱可塑性樹脂として、重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネート(GE東芝社製)を採用し、75トンシリンダーヒーター設定温度;280℃射出圧力;550Kgf/cm2の射出条件下において溶融一体的に結合し目的の偏光機能及び調光機能を有した複合成形品を得た。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成した。研削、研磨加工後、速やかにプラズマ処理を以下の条件下において処理した。プラズマ処理ガス・酸素・プラズマ出力250W,処理時間8から10min,プラズマ処理後、強化液として、HC-250(セイコー化成)をディップ法により塗布し複合成形品に強化膜を形成した。
【0073】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(44%)へ戻った。またこの複合成形品は全光線透過率44%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0074】
実施例10
実施例9でおいて使用した調光性色素を配合したポリカーボネートフィルムを主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を、染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面にドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度70℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し貼着し総厚さ0.266mm全光線透過率44%であり片面に調光性機能を有する複合シート状物を調製した。該接着剤の配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。
【0075】
得られた複合シート状物を100度で4分間加圧して曲面体に成形した。得られた曲面体を得られた曲面体を実施例1と同様の金型内の凸面にポリカーボネートフィルム面が露出するように設置し(即ち、調光性色素を配合したポリカーボネートフィルム面が目的レンズの凸面に形成するように)以下の条件下において一次成形し偏光機能及び調光性機能を有した一次成形品を得た。射出成形機;アーブルグオールラウンド金型;計98mmφ、曲率半径87mmでキャビティー厚み=1.2mm金型温度;75℃(固定、可動共)型締め力;75トンシリンダーヒーター設定温度;270℃・射出圧力;400Kgf/cm2続いて得られた一次成形品を連続的に以下の金型条件内に設置し成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=10mm金型温度;95℃(固定、可動共)型締め力;160トン、二次成形品を形成する透明熱可塑性樹脂として、重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1,1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネート(GE東芝社製)を採用し、75トンシリンダーヒーター設定温度;280℃射出圧力;550Kgf/cm2の射出条件下において溶融一体的に結合し目的の偏光機能及び調光機能を有した複合成形品を得た。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成した。研削、研磨加工後、速やかにプラズマ処理を以下の条件下において処理した。プラズマ処理ガス・酸素・プラズマ出力250W,処理時間8から10min,プラズマ処理後、強化液として、HC-250(セイコー化成)をディップ法により塗布し複合成形品に強化膜を形成した。
【0076】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(44%)へ戻った。またこの複合成形品は全光線透過率44%、屈折率1.622(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0077】
実施例11
平均分子量が40000から50000であるポリエチレンテレフタレートのジオール成分であるエチレングリコールの一部をフルオレンと呼ばれる嵩高い側鎖を持つBHEPEに代えた共重合体である非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)を、一次成形品を形成する透明熱可塑性樹脂として採用し以下の加工条件により、一次成形品を得た。成形機;アーブルグオールラウンド金型;計98mmφ、曲率半径87mmでキャビティー厚み=1.2mm・キャビティー凸面の表面の一部に老視眼用度数2.00に設定された小玉部・金型温度;120℃(固定、可動共)型締め力;75トンシリンダーヒーター設定温度;260〜280℃射出圧力;400Kgf/cm2続いて得られた一次成形品を連続的に以下の金型条件内に設置し成形機;アーブルグオールラウンド金型;径98mmφ、曲率半径87mmでキャビティー厚み=10mm金型温度;120℃(固定、可動共)型締め力;160トン、二次成形品を形成する透明熱可塑性樹脂として、重合度120以下のポリカーボネート系樹脂、1,1’−ジヒドロキシジフェニル−フェニルメチルメタン、1’−ジヒドロキシジフェニル−ジフェニルメタン、1,1’−ジヒドロキシ−3,3’−ジメチルジフェニル−2,2−プロパンの単独ポリカーボネートとビスフェノールAとの共重合ポリカーボネートからなるポリカーボネート(GE東芝社製)を採用し、75トンシリンダーヒーター設定温度;260〜280℃射出圧力;550Kgf/cm2の射出条件下において溶融一体的に結合し目的の老視眼補正機能を有する複合成形品を得た。得られた複合成形品の凹面側を研削、研磨によって光学特性を形成した。研削、研磨加工後、速やかにプラズマ処理を以下の条件下において処理した。プラズマ処理ガス・酸素・プラズマ出力250W,処理時間8から10min,プラズマ処理後、強化液として、TS-56DX(株トクヤマ)をディップ法により塗布し複合成形品に強化膜を形成した。
【0078】
光学特性を形成した複合成形品は、全光線透過率90%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0079】
実施例12
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の接着剤層が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で2分間加圧して曲面体に成形した。得られた曲面体を実施例11と同様に一次成形品を形成する金型内の凸面に接着剤層が露出するように設置し実施例11と同様の技術的手段において二次成形し、偏光機能及び老視眼補整機能を有する複合成形品を得た。
【0080】
得られた偏光機能及び老視眼補整機能を有する複合成形品は、全光線透過率40%、偏光度99.0%、屈折率1.621(JIS K-7105)、アッベ数34であり、工業規格JIS、T−8147の規格に合格するものであった。
【0081】
実施例13
実施例3において得られた複合シート状物を径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例11と同様に一次成形品を形成する金型内の凸面に設置し、実施例11と同様の技術的手段において二次成形し、偏光機能及び老視眼補整機能を有する複合成形品を得た。
【0082】
得られた偏光機能及び老視眼補整機能を有する複合成形品は、全光線透過率44%、偏光度99.95%、屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0083】
実施例14
実施例4において得られた複合シート状物を径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例11と同様に一次成形品を形成する金型内の凸面にポリカーボネートフィルム面が露出されるように設置し、実施例11と同様の技術的手段において二次成形し、偏光機能及び老視眼補整機能を有する複合成形品を得た。
【0084】
得られた偏光機能及び偏光機能及び老視眼補整機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0085】
実施例15
実施例5において得られた複合シート状物を径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例11と同様に一次成形品を形成する金型内の凸面に接着剤層が露出されるように設置し、実施例11と同様の技術的手段において二次成形し、偏光機能及び老視眼補整機能を有する複合成形品を得た。
【0086】
得られた偏光機能及び老視眼補整機能を有する複合成形品は、全光線透過率44%、偏光度99.95%屈折率1.632(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0087】
実施例16
実施例6において使用した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例11と同様の技術的手段により調光性機能及び老視眼補整機能を有する複合成形品を得た。
【0088】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(89%)へ戻った。またこの複合成形品は全光線透過率89%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0089】
実施例17
実施例7において使用した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例11と同様の技術的手段により調光性機能及び老視眼補整機能を有する複合成形品を得た。
【0090】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は22.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(87%)へ戻った。またこの複合成形品は全光線透過率87%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0091】
実施例18
実施例8において使用した調光性色素を配合した非晶質高耐熱ポリエステル共重合樹脂”O-PET”(カネボウ社)一次成形品を形成する樹脂として採用し、実施例11と同様の技術的手段により調光性機能及び老視眼補整機能を有する複合成形品を得た。
【0092】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は20.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(88%)へ戻った。またこの複合成形品は全光線透過率88%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0093】
実施例16から18に採用した調光性色素は、それぞれの単独または混合が可能であり混合する配合比を変えることにより直射日光へ暴露後、多種の発色への着色が可能である。
【0094】
実施例19
実施例9において使用した調光性色素を配合した曲面体を実施例11と同様の一次成形品を形成する金型内の凸面に接着剤層が露出するように設置し(即ち、調光性色素を配合したポリカーボネートフィルム面が目的レンズの凸面に形成するように)実施例9と同様の技術的手段により、偏光機能及び老視眼補整機能更に調光性機能を有する複合成形品を得た。
【0095】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(44%)へ戻った。またこの複合成形品は全光線透過率44%、屈折率1.622(JIS K-7105)、アッベ数35であり、工業規格JIS、T−8147の規格に合格するものであった。
【0096】
実施例20
実施例10において使用した調光性色素を配合した曲面体を実施例11と同様の一次成形品を形成する金型内の凸面にポリカーボネートフィルム面が露出するように設置し(即ち、調光性色素を配合したポリカーボネートフィルム面が目的レンズの凸面に形成するように)実施例10と同様の技術的手段により、偏光機能及び老視眼補整機能更に調光性機能を有する複合成形品を得た。
【0097】
得られた複合成形品を直射日光へ暴露し、調光性色素を発色させ、直ちにレンズの中心部で測定した可視光透過率は18.5%であった。室内光のもとで該複合成形品を消色すると、可視光透過率がほぼ元の状態(44%)へ戻った。またこの複合成形品は全光線透過率44%、屈折率1.622(JIS K-7105)、アッベ数36であり、工業規格JIS、T−8147の規格に合格するものであった。
【0098】
実施例21
染料系染料を用いて偏光度99.95%のポリビニールアルコールで出来た厚さ0.02mmの偏光フィルムの両面に0.08mmのセルローストリアセテートフィルムを接着する事により得られた厚さが約0.18mmの全光線透過率44%であり、片面に粘着剤が塗布された偏光シート(ポラテクノ社製)の非粘着剤層にオフセットコーティング法によ主剤(ポリボンドAY−651A),硬化剤(ポリボンドAY−651C)からなる二液硬化型ドライラミネート接着剤を採用し塗布加工した、配合処方は、重量比により主剤100、硬化剤15、希釈剤(酢酸エチル)190である。ドライラミネート加工機により加工速度140m/minで塗布し乾燥炉において熱風温度100℃、風速10m/s,乾燥し塗布加工後45℃48時間養生し、接着剤層を形成した。次いで脂環式ポリオレフィン樹脂よりなる200μm厚さの樹脂フィルムを、貼り合わせ、厚さ303μm、全光線透過率43%、偏光度99.0%の積層シートを得た。次いで、脂環式ポリオレフィン樹脂の表面に金の蒸着薄膜を形成し、表面に金の蒸着薄膜を有する複合シートを得た。
【0099】
得られた複合シート状物を、脂環式ポリオレフィン面が凹面に形成されるよう径98mmφ、曲率半径87mmの熱プレス型を有する熱プレス成形機(東利眼鏡社製)にて120度で4分間加圧して曲面体に成形した。得られた曲面体を実施例1と同様の金型内の凸面に接着剤層が露出(即ち、脂環式ポリオレフィン面が目的のレンズの対物側に形成されるように)するように設置し実施例1と同様の技術的手段において二次成形し偏光機能を有する複合成形品を得た。
【0100】
得られた偏光機能を有する複合成形品は、工業規格JIS、T−8147の規格に合格するものであり、赤外線の反射に有効であり、全光線透過率も約12%と、目にやさしい効果であった。
【0101】
図1は、実施例20から得られる金の蒸着膜層を形成する前後の複合成形品においての光透過率の一例を表したグラフである。本発明において、金属蒸着薄膜を形成する手段は、クロム、酸化クロム、クロムとクロム酸化物との混合物、二酸化珪素、二酸化ジルコン、二酸化チタン、アルミナ、金を単独または混合したものの群から一種選択され真空蒸着によって目的複合成形品の表面に形成する事ができる。
【0102】
特に本発明において実施例21に記載されている蒸着薄膜を形成する金属材料としては、クロムとクロム酸化物との混合物CrO3、25μm厚で真空蒸着処理し形成される事が好ましい。クロムとクロム酸化物との混合物を積層成型物の表面に形成したことにより、視感透過率がJIS T 7331に規定されている視感透過率が75%以上、波長600nm以下の可視光線透過率が短波長の光となる程低下するCrO3の金属蒸着薄膜の反射層を有する複合成形品を得た。また、蒸着層を設けた積層成型物表面には、撥水性膜を設けても良い。また、複合成形品の表面には、ミラー膜や反射防止膜を選択的に設けても良い。
【産業上の利用可能性】
【0103】
従来一次成形では屈折率1.60の樹脂は低分散性のため眼鏡用レンズとして採用する事は非常に困難で有ったが、本発明において二次成形により屈折率1.60以上の高屈折であり低分散性を有する透明熱可塑性樹脂と屈折率1.59以下であり高分散性を有する透明熱可塑性樹脂を一体的に射出成形する事により、屈折率1.60以上であり高分散性の複合成形品を得る事が可能となり、レンズ製品として画期的であるとともに、一次成形品に多種の着色を施すことにより、より安価な偏光シートの使用も可能にした事にも製造方法としても効率的で経済的であり、その産業上の利用価値は頗る大きい。また、本発明者が先に提案した(特公平2004−322589号公報)による技術的手段を本発明の一次成形品を得る際の製造方法として採用するに事により、溶融状態のレンズ成形樹脂を金型に連なるランナーに充満させながらゲートより当該金型のキャビティー内に射出することにより、熱および流動による偏光フィルムの変形や位置ズレを防止することができて、確実に位置決めすることができる。しかも、レンズ素型を均一な密度で成形することができ、歪みが殆ど無い高精度な製品を作ることができ人体へのストレスの軽減、さらにはツーポイント加工によるねじ込みを行なってもクラックの発生が無くなり、経営者の経済的負担の軽減する製造方法を提供できる。
【図面の簡単な説明】
【0104】
【図1】実施例20に記載のクロム及びCrO3からなる蒸着膜層を形成する前後の複合成形品においての光透過率の一例を表したグラフである。
【特許請求の範囲】
【請求項1】
金型のキャビティ内に溶融した透明熱可塑性樹脂を射出成型法により形成される対物面が凸面、接眼面が凹面である眼鏡用レンズであって、屈折率1.60以上である高屈折率を有する高流動性及び低分散性の透明熱可塑性樹脂からなる一次成形品に同系の屈折率1.59以下である中屈折率もしくは低屈折率を有する高分散性の透明熱可塑性樹脂をバック樹脂として二次成形し溶融一体的に成形した複合成形品であって、一次成形品及び二次成形品のそれぞれどちらか一方に偏光機能及び視矯正領域の視力補正機能が付与されている事を特徴とする二次成形による複合成形品の製造方法。
【請求項2】
請求項1記載の一次成形品の肉厚が0.75mmから2.0mm以内,二次成形品の肉厚が1.25mmから18mm以内である眼鏡用セミフィニッシュトレンズである事を特徴とする二次成形による複合成形品の製造方法。
【請求項3】
請求項1及び2記載の製造方法において、一次成形品及び二次成形品がダブルモールドを有した光学系装置において溶融一体的に成形される事を特徴とする複合成形品の製造方法。
【請求項4】
請求項1及び2又は3記載の複合成形品において、調光性色素により調光機能が付与されている事を特徴とする二次成形による複合成形品の製造方法。
【請求項5】
請求項1.2.3.4記載の熱可塑性樹脂が、ポリカーボネート系、ポリスチレン系、メチルメタアクリレートやシクロヘキシルメタクリレートなどの単重合体、共重合体を含むアクリル系、塩化ビニル系、ポリスチレン・メチルメタクリレート系、アクリロニトリル・スチレン系、ポリー4−メチルペンテンー1、アンダマンタン環やシクロペンタン環を主鎖に持つ主鎖炭化水素系、フルオレン基を側鎖に持つポリエステル系、透明ナイロンなどポリアミド系、ポリウレタン系、アセチルセルロース、プロピルセルロースなどアシルセルロース系のセルロース系樹脂、脂環式ポリオレフィン樹脂、脂環式ポリオレフィンの共重合樹脂、脂環式アクリル樹脂などの群から一種選択され形成されている事を特徴とする二次成形による複合成形品の製造方法。
【請求項1】
金型のキャビティ内に溶融した透明熱可塑性樹脂を射出成型法により形成される対物面が凸面、接眼面が凹面である眼鏡用レンズであって、屈折率1.60以上である高屈折率を有する高流動性及び低分散性の透明熱可塑性樹脂からなる一次成形品に同系の屈折率1.59以下である中屈折率もしくは低屈折率を有する高分散性の透明熱可塑性樹脂をバック樹脂として二次成形し溶融一体的に成形した複合成形品であって、一次成形品及び二次成形品のそれぞれどちらか一方に偏光機能及び視矯正領域の視力補正機能が付与されている事を特徴とする二次成形による複合成形品の製造方法。
【請求項2】
請求項1記載の一次成形品の肉厚が0.75mmから2.0mm以内,二次成形品の肉厚が1.25mmから18mm以内である眼鏡用セミフィニッシュトレンズである事を特徴とする二次成形による複合成形品の製造方法。
【請求項3】
請求項1及び2記載の製造方法において、一次成形品及び二次成形品がダブルモールドを有した光学系装置において溶融一体的に成形される事を特徴とする複合成形品の製造方法。
【請求項4】
請求項1及び2又は3記載の複合成形品において、調光性色素により調光機能が付与されている事を特徴とする二次成形による複合成形品の製造方法。
【請求項5】
請求項1.2.3.4記載の熱可塑性樹脂が、ポリカーボネート系、ポリスチレン系、メチルメタアクリレートやシクロヘキシルメタクリレートなどの単重合体、共重合体を含むアクリル系、塩化ビニル系、ポリスチレン・メチルメタクリレート系、アクリロニトリル・スチレン系、ポリー4−メチルペンテンー1、アンダマンタン環やシクロペンタン環を主鎖に持つ主鎖炭化水素系、フルオレン基を側鎖に持つポリエステル系、透明ナイロンなどポリアミド系、ポリウレタン系、アセチルセルロース、プロピルセルロースなどアシルセルロース系のセルロース系樹脂、脂環式ポリオレフィン樹脂、脂環式ポリオレフィンの共重合樹脂、脂環式アクリル樹脂などの群から一種選択され形成されている事を特徴とする二次成形による複合成形品の製造方法。
【図1】


【公開番号】特開2006−189565(P2006−189565A)
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願番号】特願2005−580(P2005−580)
【出願日】平成17年1月5日(2005.1.5)
【出願人】(303006455)
【Fターム(参考)】
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願日】平成17年1月5日(2005.1.5)
【出願人】(303006455)
【Fターム(参考)】
[ Back to top ]