
二次電池の製造方法および製造装置
【課題】電極シートおよびセパレータの位置ずれを防止することにより、電極シートの積層工程を高速化し、生産性が向上された二次電池の製造方法および製造装置を提供する。
【解決手段】一の電極シートの両面にセパレータを形成するセパレータ形成工程と、セパレータが形成された一の電極シートと他の電極シートとを交互に載置する載置工程と、ガイドを用いて一および他の電極シートを位置決めする位置決め工程と、位置決めされた他の電極シートをセパレータに貼付する電極シート貼付工程とを有する二次電池の製造方法。
【解決手段】一の電極シートの両面にセパレータを形成するセパレータ形成工程と、セパレータが形成された一の電極シートと他の電極シートとを交互に載置する載置工程と、ガイドを用いて一および他の電極シートを位置決めする位置決め工程と、位置決めされた他の電極シートをセパレータに貼付する電極シート貼付工程とを有する二次電池の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生産性が向上された二次電池の製造方法および製造装置に関する。
【背景技術】
【0002】
リチウムイオン二次電池等を製造する方法として、従来は電極シートとセパレータシートを捲回して重ねる捲回方式が主流であった。しかしながら、二次電池の大容量化に伴い、捲回した電池内で発熱によるストレスが生じやすいことや、捲回した電池内に電解液が注液されにくいことなどの問題が指摘されるようになってきた。そこで、安全かつ高性能な大容量の二次電池を製造するための方法として、電極シートとセパレータシートを積層する積層方式が主流となりつつある。
【0003】
特許文献1には、葛折り方式による二次電池の製造方法が記載されている。この方法においては、複数の正極板と負極板から構成される電極板が連続セパレータ上に配置され、別の連続セパレータが連続セパレータに重ね合わせられて加熱貼着される。このようにして電極板が所定の間隔で貼着された連続セパレータが、電極板が交互に重なり合うように葛折り状に折り曲げられることによって積層構造が形成され、二次電池が製造される。
【0004】
また、特許文献2には、特許文献1に記載された方式とは異なる積層方式による二次電池の製造方法が記載されている。この方法においては、両面に多孔質セパレータが重ねられ、ヒーター付き打ち抜き刃を使用した裁断機構により裁断とともに裁断部が溶着される。このようにしてセパレータが一体化された電極シートが、他極の電極シートとともに積層して二次電池が製造される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−009919号公報
【特許文献2】特開2006−324095号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載された二次電池の製造方法においては、電極板が所定の間隔で貼り合わされた連続セパレータを葛折り状に折り曲げて、狭い袋状領域の中に一枚ずつ電極板が収納されるように連続セパレータを積層する必要があるため、特殊なスイング機構が必要となり、また積層作業にかかる時間の短縮が難しいという問題がある。また、特許文献2にはセパレータと電極シートを一体化する際の具体的な積層手順について言及されていないが、二次電池においては電極シートやセパレータの位置ずれが性能劣化や短絡を引き起こす原因となるおそれがあるため、位置ずれを起こすことがないようにしながら、正の電極シートと負の電極シートとをセパレータを介して交互に積層することが要求される。
【0007】
そこで本発明の課題は、比較的単純な機構を用いて電極シートおよびセパレータの位置ずれを防止することにより、電極シートの積層工程を高速化し、生産性が向上された二次電池の製造方法および製造装置を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明に係る二次電池の製造方法は、一の電極シートの両面にセパレータを形成するセパレータ形成工程と、前記セパレータが形成された前記一の電極シートと他の電極シートとを交互に載置する載置工程と、ガイドを用いて前記一および他の電極シートを位置決めする位置決め工程と、位置決めされた前記他の電極シートを前記セパレータに貼付する電極シート貼付工程とを有することを特徴とする方法からなる。
【0009】
このような二次電池の製造方法によれば、セパレータ形成工程により一の電極シートの両面にセパレータが密着しつつ固定されているので、一の電極シートとセパレータを一体的に取り扱うことができる。この結果、セパレータ形成工程以降の製造工程において一の電極シートとセパレータとの間の位置ずれを防止する作業が不要となり、製造工程が簡素化および高速化され、生産性が向上する。
【0010】
また、本発明においては、セパレータ形成工程によってセパレータを一の電極シートと一体的に取り扱うことが可能となっているので、薄く剛性の乏しいセパレータの位置ずれ、たわみ、変形などを防止するために複雑な押さえ機構を採用する必要がない。この結果、単純なガイド構造によって迅速に一および他の電極シートを位置決めすることが可能となり、コストダウンおよび生産性の向上が実現される。このようなガイド構造としては、とくに限定されるものではないが、載置された電極シートの四方に可動壁が配置されており、この可動壁が電極シートの外周部に当接しつつ動くことによって電極シートの位置を調整する構造が挙げられる。
【0011】
本発明においては、両面にセパレータが形成された一の電極シートと他の電極シートとを交互に載置することにより、一の電極シートと他の電極シートとがセパレータを介して交互に積層された構造が形成される。すなわち、この積層構造においては、一の電極シートと他の電極シートとが交互に積層されており、かつ、隣接する一の電極シートと他の電極シートとの間にはセパレータが配置されている。本発明においては、位置決め工程によって一および他の電極シートが位置決めされており、かつ、セパレータがセパレータ形成工程によって一の電極シート表面に形成されるとともに、位置決めされた他の電極シートが電極シート貼付工程によってセパレータシートに貼付されているので、上述の積層構造における各シートの位置ずれは未然に防止されており、積層構造全体を一体的に取り扱うことが可能となっている。このような構造によれば、電極シートやセパレータの位置ずれによる性能劣化や短絡が未然に防止されているので、安定した電池性能を備えた二次電池が提供可能となる。
【0012】
本発明の電極シート貼付工程において、他の電極シートをセパレータに貼付する方法としては、とくに限定されないが、融着、溶着、圧着、接着、塗布、可締め、縫合、ラミネート法などの方法を挙げることができる。
【0013】
上記のセパレータ形成工程は、一の電極シートの両面にゲル状電解液を塗布する塗布工程、および塗布された電解液層を一の電極シートの表面に定着させる定着工程からなることが好ましい。すなわち、一の電極シートの両面にゲル状電解液層が塗布されることによって、一の電極シートの両面に電解液層からなるセパレータが形成されることが好ましい。なお、上述の定着工程において、一の電極シートの表面に塗布された電解液層は、乾燥、加熱、硬化剤の注入などの手段によって定着されてもよいし、自然乾燥によって定着されてもよい。電極シートの両面にゲル状の電解液層が形成されることにより、浸透時間の短縮、液漏れの防止、ゲル層による電極シートの保護、および各層の電解液の液量の均一化が達成され、高品質で安定した電池性能を有する二次電池を製造することが可能となる。また、乾燥などにより一の電極シートの両面に定着したゲル層は一の電極シートと一体的に取り扱うことが可能であり、位置ずれが起こらないため、電解液の塗布による製造工程の複雑化は最小限に抑えられ、一の電極シートの加工や裁断も容易に行うことができる。
【0014】
また、上記のセパレータ形成工程は、一の電極シートの両面にセパレータシートを貼付する貼付工程であってもよい。貼付により、セパレータが一の電極シートの両面に密着しつつ固定されて位置ずれが防止されるため、セパレータを一の電極シートと一体的に取り扱うことが可能となり、製造工程の簡素化および生産性の向上が実現される。このように一の電極シートにセパレータシートを貼付する方法としては、とくに限定されないが、融着、溶着、圧着、接着、可締め、縫合、ラミネート法などの方法を挙げることができる。
【0015】
上述のセパレータ貼付工程において、一の電極シートおよびセパレータシートは、それぞれローラから引き出された状態にて貼付されることが好ましい。ローラを用いることにより、各シートの搬送を精密に制御することが可能となり、一の電極シートの両面へセパレータシートを均一に貼付することができる。このとき、一の電極シートが、セパレータシートから引き出し幅方向にはみ出さないよう、一の電極シートおよびセパレータシートの搬送が制御されていることが好ましい。
【0016】
本発明における二次電池の製造方法は、セパレータシート貼付後、セパレータシートを一の電極シートに貼付された状態にて切断するセパレータ切断工程を有していることが好ましい。これにより、セパレータシートと一の電極シートが一体化された状態でセパレータシートを所望の大きさおよび形状に加工することができ、二次電池の設計の自由度が高められる。また、セパレータシートが一の電極シートに貼付されているので、切断時にセパレータシートの位置を一の電極シートに対して固定するための押さえ機構や溶着手段を用いる必要がなく、切断工程の簡素化が実現される。
【0017】
本発明においては、一および他の電極シートの極性および大きさはとくに限定されない。例えば、一の電極シートが負極シートであり、他の電極シートが正極シートであってもよいし、その逆であってもよい。なお、一および他の電極シートの大きさ自体はとくに限定されないが、正極シートと負極シートとの接触による短絡を防止するため、セパレータシートの大きさは負極シートと同じかまたはそれよりも大きく、負極シートの大きさは正極シートと同じかまたはそれよりも大きい。また、正極シートに付属する端子等は負極シートからはみ出してもよいが、正極シート自体は、負極シートからはみ出さないように積層されることが好ましい。
【0018】
本発明における二次電池の製造方法は、積層された前記一の電極シートと前記他の電極シートとの間に、電解液を浸透させる浸透工程を有していることが好ましい。このように電解液を浸透させることにより、各電極間の電解液の液量を均一化して注液ムラを防止し、安定した電池性能を備えた二次電池を提供することができる。
【0019】
また、上記課題を解決するために、本発明に係る二次電池の製造装置は、一の電極シートの両面にセパレータを形成するセパレータ形成手段と、前記セパレータを前記一の電極シート表面に形成された状態にて切断するセパレータ切断手段と、前記セパレータが形成された前記一の電極シートと他の電極シートとを交互に積み重ねる載置手段と、ガイドを用いて前記一および他の電極シートを位置決めする位置決め手段と、位置決めされた前記他の電極シートを前記セパレータに貼付する電極シート貼付手段とを有することを特徴とするものからなる。
【0020】
このような本発明に係る二次電池の製造装置によれば、セパレータ形成手段によって一の電極シートの両面にセパレータを形成することにより、セパレータを一の電極シートと一体的に取り扱うことができるようになるため、複雑な押さえ機構が不要となり、コストダウンおよび製造工程の高速化が実現される。また、載置手段によって両面にセパレータシートが貼付された一の電極シートと他の電極シートを交互に積み重ね、電極シート貼付手段によって他の電極シートをセパレータに貼付することにより、各シートの位置ずれが未然に防止された積層構造を形成することができ、安定した電池性能を備えた二次電池が提供可能となる。さらに、セパレータシートが一の電極シートに貼付されているので、切断時にセパレータシートの位置を一の電極シートに対して固定するための押さえ機構や溶着手段が不要となり、セパレータ切断手段の簡素化が実現される。
【0021】
上記の二次電池の製造装置においては、高品質で安定した電池性能を有する二次電池を製造すべく、一の電極シートの両面にゲル状電解液を塗布した後、塗布された電解液層を定着させることによりセパレータが形成されることが好ましい。
【0022】
または、上記のセパレータ形成手段は、一の電極シートの両面にセパレータシートを貼付することによりセパレータを形成してもよい。このようにすれば、貼付によりセパレータと一の電極シートとを一体的に取り扱うことが可能となり、製造工程の簡素化および生産性の向上が実現される。
【0023】
上記の二次電池の製造装置において、一および他の電極シートの極性はとくに限定されない。例えば、一の電極シートが負極シートであり、他の電極シートが正極シートであってもよいし、その逆であってもよい。
【発明の効果】
【0024】
本発明に係る二次電池の製造方法および二次電池の製造装置によれば、一の電極シートの両面にセパレータを形成することにより、セパレータを一の電極シートと一体的に取り扱うことができるようになるため、複雑な押さえ機構が不要となり、コストダウンおよび製造工程の高速化が実現される。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施態様に係る二次電池の製造方法を示す概略図である。
【図2】図1に示した二次電池の製造方法によって製造された二次電池の積層構造を示す概略図である。
【図3】図1に示した二次電池の製造方法において用いられる位置決め手段としてのガイドの平面図である。
【図4】本発明の他の実施態様に係る二次電池の製造方法を示す概略図である。
【発明を実施するための形態】
【0026】
以下に、本発明の望ましい実施の形態を、図面を参照して説明する。
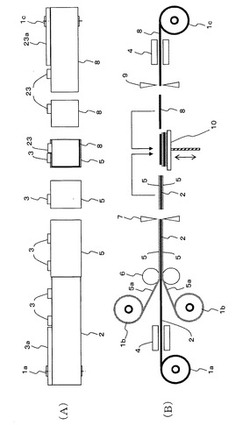
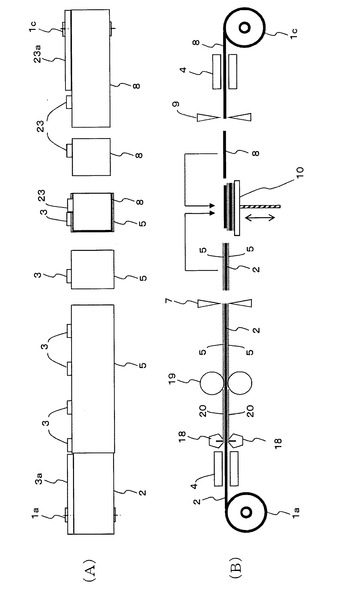
図1は、本発明の一実施態様に係る二次電池の製造方法におけるセパレータ形成工程、セパレータ切断工程、および載置工程を示しており、(A)は概略平面図、(B)は概略正面図である。本実施態様において、一の電極シートは負極シート2であり、他の電極シートは正極シート8である。図1において、ローラ1aの外周に巻き付けられた負極シート2がローラ1aから引き出され、端子形成手段4を用いて、端子材料3aから端子3が負極シート2の幅方向一端に形成される。次いで、セパレータ形成手段としてのセパレータ貼付手段6により、ローラ1bから引き出された一組のセパレータシート5aが負極シート2の両面に貼付され、負極シート2の両面にセパレータ5が形成される。このとき、端子3の一部はセパレータシート5aから露出するが、負極シート2自体はセパレータシート5aから引き出し幅方向にはみ出さないように搬送制御される。両面にセパレータ5が貼付された負極シート2は、セパレータ切断手段7によって所定の大きさに切断された後、載置手段10に送られる。
【0027】
一方、ローラ1cの外周に巻き付けられた正極シート8は、ローラ1cから引き出され、端子形成手段4を用いて端子材料23aから端子23が正極シート8の幅方向一端に形成される。端子23が形成された正極シート8は、シート切断手段9によって所定の大きさに切断された後、載置手段10に送られる。なお、正極シート8は負極シート2よりもわずかに幅が狭くなっており、シート切断手段9によって所定の大きさに切断された正極シート8は、セパレータ切断手段7によって所定の大きさに切断された負極シート2よりもわずかに小さい面積を有している。
【0028】
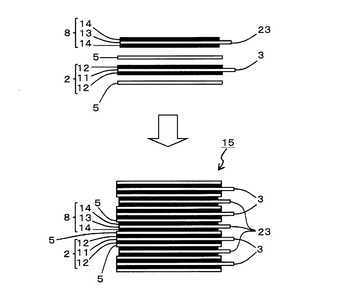
図2は、図1に示した二次電池の製造方法によって製造された二次電池の積層構造を示している。図2において、負極シート2は銅箔11の表裏両面に負極材層12が設けられた構造となっており、正極シート8はアルミニウム箔13の表裏両面に正極材層14が設けられた構造となっている。また、負極シート2における銅箔11の露出部分、および正極シート8におけるアルミニウム箔13の露出部分には、それぞれ端子3、23が電気的に接続されている。
【0029】
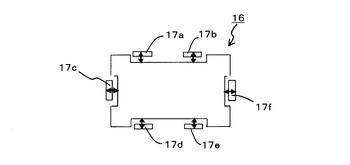
図3は、図1に示した二次電池の製造方法において用いられる位置決め手段としてのガイドを示す平面図である。図2において、ガイド16の四辺に対向して可動式の平面壁17(17a〜17f)が立設されており、可動壁17が略長方形状の電極シート(図示略)の外周部に当接しつつ動くことによって、ガイド16の中央に載置された電極シートの位置が調整される。それぞれの可動壁17は独立して動作してもよいし、協調して同時に動作してもよい。上述のとおり、正極シート8は負極シート2よりもわずかに小さいが、四辺に対向して設けられた可動壁17によって位置ずれが防止されているので、積層時に正極シート8が負極シート2からはみ出すことはない。また、薄く剛性の乏しいセパレータ5はあらかじめ負極シート2の両面に形成されているので、可動壁17の当接や移動によるセパレータ5の位置ずれやたわみ、変形を懸念する必要はない。この結果、可動壁17によって負極シート2および正極シート8の位置決めを迅速に行うことが可能となり、生産性の向上が実現される。
【0030】
ガイド16は図1の載置手段10の近傍に設置され、所定の大きさに切断された負極シート2と所定の大きさに切断された正極シート8とが交互に載置される際の位置決めをするために使用される。あらかじめセパレータ5が両面に形成された負極シート2と正極シート8とが載置手段10によって交互に載置され、かつ、ガイド16によって負極シート2および正極シート8の位置決めが行われる結果、負極シート2および正極シート8がセパレータ5を介して所定の位置に交互に積層された積層構造15が形成される。この積層構造15においては、負極シート2と正極シート8とが交互に積層され、かつ、隣接する負極シート2と正極シート8との間にはセパレータ5が配置されている。上述のとおり、セパレータ5はセパレータ貼付手段6によってあらかじめ負極シート2の両面に貼付されているので、ガイド16によって位置決めされた正極シート8を電極シート貼付手段(図示略)によってセパレータ5へ貼付することにより、隣接する負極シート2と正極シート8とをセパレータ5を介して貼着し、積層構造15全体を一体的に取り扱うことが可能となる。そして、積層された負極シート2の端子3同士を接合し、積層された正極シート8の端子23同士を接合する。このような構造によれば、電極シートやセパレータシートの位置ずれによる性能劣化や短絡が未然に防止されているので、安定した電池性能を備えた二次電池が提供可能となる。
【0031】
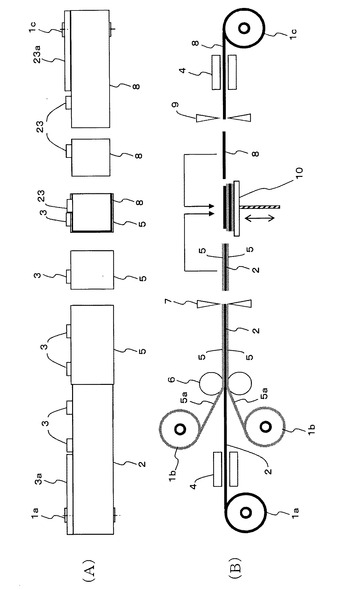
図4は、本発明の他の実施態様に係る二次電池の製造方法におけるセパレータ形成工程、セパレータ切断工程、および載置工程を示しており、(A)は概略平面図、(B)は概略正面図である。図4において、端子形成手段4とセパレータ切断手段7との間には、セパレータ貼付手段としての電解液塗布手段18、および定着手段19が配置されている。電解液塗布手段18によって負極シート2の両面に塗布されたゲル状電解液層20は、定着手段19により負極シート2の表面に定着され、負極シート2の両面に密着するセパレータ5となる。ゲル層を負極シート2の表面に定着させる方法としては、とくに限定されないが、乾燥や硬化剤の注入などが挙げられる。その他の実施態様は図1に示した二次電池の製造方法と同様である。そして、積層された負極シート2の端子3同士を接合し、積層された正極シート8の端子23同士を接合する。このように負極シート2の両面にゲル状電解液層からなるセパレータ5を形成することによって、製造工程の複雑化を最小限に抑えつつ、高品質で安定した電池性能を有する二次電池を製造することが可能となる。
【産業上の利用可能性】
【0032】
本発明に係る二次電池の製造方法および製造装置は、リチウムイオン二次電池等の製造方法および製造装置として利用可能である。
【符号の説明】
【0033】
1a、1b、1c ローラ
2 負極シート
3、23 端子
3a、23a 端子材料
4 端子形成手段
5 セパレータ
5a セパレータシート
6 貼付手段
7、9 切断手段
8 正極シート
10 載置手段
11 銅箔
12 負極材層
13 アルミニウム箔
14 正極材層
15 積層構造
16 ガイド
17、17a〜17f 可動壁
18 塗布手段
19 定着手段
20 電解液層
【技術分野】
【0001】
本発明は、生産性が向上された二次電池の製造方法および製造装置に関する。
【背景技術】
【0002】
リチウムイオン二次電池等を製造する方法として、従来は電極シートとセパレータシートを捲回して重ねる捲回方式が主流であった。しかしながら、二次電池の大容量化に伴い、捲回した電池内で発熱によるストレスが生じやすいことや、捲回した電池内に電解液が注液されにくいことなどの問題が指摘されるようになってきた。そこで、安全かつ高性能な大容量の二次電池を製造するための方法として、電極シートとセパレータシートを積層する積層方式が主流となりつつある。
【0003】
特許文献1には、葛折り方式による二次電池の製造方法が記載されている。この方法においては、複数の正極板と負極板から構成される電極板が連続セパレータ上に配置され、別の連続セパレータが連続セパレータに重ね合わせられて加熱貼着される。このようにして電極板が所定の間隔で貼着された連続セパレータが、電極板が交互に重なり合うように葛折り状に折り曲げられることによって積層構造が形成され、二次電池が製造される。
【0004】
また、特許文献2には、特許文献1に記載された方式とは異なる積層方式による二次電池の製造方法が記載されている。この方法においては、両面に多孔質セパレータが重ねられ、ヒーター付き打ち抜き刃を使用した裁断機構により裁断とともに裁断部が溶着される。このようにしてセパレータが一体化された電極シートが、他極の電極シートとともに積層して二次電池が製造される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−009919号公報
【特許文献2】特開2006−324095号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載された二次電池の製造方法においては、電極板が所定の間隔で貼り合わされた連続セパレータを葛折り状に折り曲げて、狭い袋状領域の中に一枚ずつ電極板が収納されるように連続セパレータを積層する必要があるため、特殊なスイング機構が必要となり、また積層作業にかかる時間の短縮が難しいという問題がある。また、特許文献2にはセパレータと電極シートを一体化する際の具体的な積層手順について言及されていないが、二次電池においては電極シートやセパレータの位置ずれが性能劣化や短絡を引き起こす原因となるおそれがあるため、位置ずれを起こすことがないようにしながら、正の電極シートと負の電極シートとをセパレータを介して交互に積層することが要求される。
【0007】
そこで本発明の課題は、比較的単純な機構を用いて電極シートおよびセパレータの位置ずれを防止することにより、電極シートの積層工程を高速化し、生産性が向上された二次電池の製造方法および製造装置を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明に係る二次電池の製造方法は、一の電極シートの両面にセパレータを形成するセパレータ形成工程と、前記セパレータが形成された前記一の電極シートと他の電極シートとを交互に載置する載置工程と、ガイドを用いて前記一および他の電極シートを位置決めする位置決め工程と、位置決めされた前記他の電極シートを前記セパレータに貼付する電極シート貼付工程とを有することを特徴とする方法からなる。
【0009】
このような二次電池の製造方法によれば、セパレータ形成工程により一の電極シートの両面にセパレータが密着しつつ固定されているので、一の電極シートとセパレータを一体的に取り扱うことができる。この結果、セパレータ形成工程以降の製造工程において一の電極シートとセパレータとの間の位置ずれを防止する作業が不要となり、製造工程が簡素化および高速化され、生産性が向上する。
【0010】
また、本発明においては、セパレータ形成工程によってセパレータを一の電極シートと一体的に取り扱うことが可能となっているので、薄く剛性の乏しいセパレータの位置ずれ、たわみ、変形などを防止するために複雑な押さえ機構を採用する必要がない。この結果、単純なガイド構造によって迅速に一および他の電極シートを位置決めすることが可能となり、コストダウンおよび生産性の向上が実現される。このようなガイド構造としては、とくに限定されるものではないが、載置された電極シートの四方に可動壁が配置されており、この可動壁が電極シートの外周部に当接しつつ動くことによって電極シートの位置を調整する構造が挙げられる。
【0011】
本発明においては、両面にセパレータが形成された一の電極シートと他の電極シートとを交互に載置することにより、一の電極シートと他の電極シートとがセパレータを介して交互に積層された構造が形成される。すなわち、この積層構造においては、一の電極シートと他の電極シートとが交互に積層されており、かつ、隣接する一の電極シートと他の電極シートとの間にはセパレータが配置されている。本発明においては、位置決め工程によって一および他の電極シートが位置決めされており、かつ、セパレータがセパレータ形成工程によって一の電極シート表面に形成されるとともに、位置決めされた他の電極シートが電極シート貼付工程によってセパレータシートに貼付されているので、上述の積層構造における各シートの位置ずれは未然に防止されており、積層構造全体を一体的に取り扱うことが可能となっている。このような構造によれば、電極シートやセパレータの位置ずれによる性能劣化や短絡が未然に防止されているので、安定した電池性能を備えた二次電池が提供可能となる。
【0012】
本発明の電極シート貼付工程において、他の電極シートをセパレータに貼付する方法としては、とくに限定されないが、融着、溶着、圧着、接着、塗布、可締め、縫合、ラミネート法などの方法を挙げることができる。
【0013】
上記のセパレータ形成工程は、一の電極シートの両面にゲル状電解液を塗布する塗布工程、および塗布された電解液層を一の電極シートの表面に定着させる定着工程からなることが好ましい。すなわち、一の電極シートの両面にゲル状電解液層が塗布されることによって、一の電極シートの両面に電解液層からなるセパレータが形成されることが好ましい。なお、上述の定着工程において、一の電極シートの表面に塗布された電解液層は、乾燥、加熱、硬化剤の注入などの手段によって定着されてもよいし、自然乾燥によって定着されてもよい。電極シートの両面にゲル状の電解液層が形成されることにより、浸透時間の短縮、液漏れの防止、ゲル層による電極シートの保護、および各層の電解液の液量の均一化が達成され、高品質で安定した電池性能を有する二次電池を製造することが可能となる。また、乾燥などにより一の電極シートの両面に定着したゲル層は一の電極シートと一体的に取り扱うことが可能であり、位置ずれが起こらないため、電解液の塗布による製造工程の複雑化は最小限に抑えられ、一の電極シートの加工や裁断も容易に行うことができる。
【0014】
また、上記のセパレータ形成工程は、一の電極シートの両面にセパレータシートを貼付する貼付工程であってもよい。貼付により、セパレータが一の電極シートの両面に密着しつつ固定されて位置ずれが防止されるため、セパレータを一の電極シートと一体的に取り扱うことが可能となり、製造工程の簡素化および生産性の向上が実現される。このように一の電極シートにセパレータシートを貼付する方法としては、とくに限定されないが、融着、溶着、圧着、接着、可締め、縫合、ラミネート法などの方法を挙げることができる。
【0015】
上述のセパレータ貼付工程において、一の電極シートおよびセパレータシートは、それぞれローラから引き出された状態にて貼付されることが好ましい。ローラを用いることにより、各シートの搬送を精密に制御することが可能となり、一の電極シートの両面へセパレータシートを均一に貼付することができる。このとき、一の電極シートが、セパレータシートから引き出し幅方向にはみ出さないよう、一の電極シートおよびセパレータシートの搬送が制御されていることが好ましい。
【0016】
本発明における二次電池の製造方法は、セパレータシート貼付後、セパレータシートを一の電極シートに貼付された状態にて切断するセパレータ切断工程を有していることが好ましい。これにより、セパレータシートと一の電極シートが一体化された状態でセパレータシートを所望の大きさおよび形状に加工することができ、二次電池の設計の自由度が高められる。また、セパレータシートが一の電極シートに貼付されているので、切断時にセパレータシートの位置を一の電極シートに対して固定するための押さえ機構や溶着手段を用いる必要がなく、切断工程の簡素化が実現される。
【0017】
本発明においては、一および他の電極シートの極性および大きさはとくに限定されない。例えば、一の電極シートが負極シートであり、他の電極シートが正極シートであってもよいし、その逆であってもよい。なお、一および他の電極シートの大きさ自体はとくに限定されないが、正極シートと負極シートとの接触による短絡を防止するため、セパレータシートの大きさは負極シートと同じかまたはそれよりも大きく、負極シートの大きさは正極シートと同じかまたはそれよりも大きい。また、正極シートに付属する端子等は負極シートからはみ出してもよいが、正極シート自体は、負極シートからはみ出さないように積層されることが好ましい。
【0018】
本発明における二次電池の製造方法は、積層された前記一の電極シートと前記他の電極シートとの間に、電解液を浸透させる浸透工程を有していることが好ましい。このように電解液を浸透させることにより、各電極間の電解液の液量を均一化して注液ムラを防止し、安定した電池性能を備えた二次電池を提供することができる。
【0019】
また、上記課題を解決するために、本発明に係る二次電池の製造装置は、一の電極シートの両面にセパレータを形成するセパレータ形成手段と、前記セパレータを前記一の電極シート表面に形成された状態にて切断するセパレータ切断手段と、前記セパレータが形成された前記一の電極シートと他の電極シートとを交互に積み重ねる載置手段と、ガイドを用いて前記一および他の電極シートを位置決めする位置決め手段と、位置決めされた前記他の電極シートを前記セパレータに貼付する電極シート貼付手段とを有することを特徴とするものからなる。
【0020】
このような本発明に係る二次電池の製造装置によれば、セパレータ形成手段によって一の電極シートの両面にセパレータを形成することにより、セパレータを一の電極シートと一体的に取り扱うことができるようになるため、複雑な押さえ機構が不要となり、コストダウンおよび製造工程の高速化が実現される。また、載置手段によって両面にセパレータシートが貼付された一の電極シートと他の電極シートを交互に積み重ね、電極シート貼付手段によって他の電極シートをセパレータに貼付することにより、各シートの位置ずれが未然に防止された積層構造を形成することができ、安定した電池性能を備えた二次電池が提供可能となる。さらに、セパレータシートが一の電極シートに貼付されているので、切断時にセパレータシートの位置を一の電極シートに対して固定するための押さえ機構や溶着手段が不要となり、セパレータ切断手段の簡素化が実現される。
【0021】
上記の二次電池の製造装置においては、高品質で安定した電池性能を有する二次電池を製造すべく、一の電極シートの両面にゲル状電解液を塗布した後、塗布された電解液層を定着させることによりセパレータが形成されることが好ましい。
【0022】
または、上記のセパレータ形成手段は、一の電極シートの両面にセパレータシートを貼付することによりセパレータを形成してもよい。このようにすれば、貼付によりセパレータと一の電極シートとを一体的に取り扱うことが可能となり、製造工程の簡素化および生産性の向上が実現される。
【0023】
上記の二次電池の製造装置において、一および他の電極シートの極性はとくに限定されない。例えば、一の電極シートが負極シートであり、他の電極シートが正極シートであってもよいし、その逆であってもよい。
【発明の効果】
【0024】
本発明に係る二次電池の製造方法および二次電池の製造装置によれば、一の電極シートの両面にセパレータを形成することにより、セパレータを一の電極シートと一体的に取り扱うことができるようになるため、複雑な押さえ機構が不要となり、コストダウンおよび製造工程の高速化が実現される。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施態様に係る二次電池の製造方法を示す概略図である。
【図2】図1に示した二次電池の製造方法によって製造された二次電池の積層構造を示す概略図である。
【図3】図1に示した二次電池の製造方法において用いられる位置決め手段としてのガイドの平面図である。
【図4】本発明の他の実施態様に係る二次電池の製造方法を示す概略図である。
【発明を実施するための形態】
【0026】
以下に、本発明の望ましい実施の形態を、図面を参照して説明する。
図1は、本発明の一実施態様に係る二次電池の製造方法におけるセパレータ形成工程、セパレータ切断工程、および載置工程を示しており、(A)は概略平面図、(B)は概略正面図である。本実施態様において、一の電極シートは負極シート2であり、他の電極シートは正極シート8である。図1において、ローラ1aの外周に巻き付けられた負極シート2がローラ1aから引き出され、端子形成手段4を用いて、端子材料3aから端子3が負極シート2の幅方向一端に形成される。次いで、セパレータ形成手段としてのセパレータ貼付手段6により、ローラ1bから引き出された一組のセパレータシート5aが負極シート2の両面に貼付され、負極シート2の両面にセパレータ5が形成される。このとき、端子3の一部はセパレータシート5aから露出するが、負極シート2自体はセパレータシート5aから引き出し幅方向にはみ出さないように搬送制御される。両面にセパレータ5が貼付された負極シート2は、セパレータ切断手段7によって所定の大きさに切断された後、載置手段10に送られる。
【0027】
一方、ローラ1cの外周に巻き付けられた正極シート8は、ローラ1cから引き出され、端子形成手段4を用いて端子材料23aから端子23が正極シート8の幅方向一端に形成される。端子23が形成された正極シート8は、シート切断手段9によって所定の大きさに切断された後、載置手段10に送られる。なお、正極シート8は負極シート2よりもわずかに幅が狭くなっており、シート切断手段9によって所定の大きさに切断された正極シート8は、セパレータ切断手段7によって所定の大きさに切断された負極シート2よりもわずかに小さい面積を有している。
【0028】
図2は、図1に示した二次電池の製造方法によって製造された二次電池の積層構造を示している。図2において、負極シート2は銅箔11の表裏両面に負極材層12が設けられた構造となっており、正極シート8はアルミニウム箔13の表裏両面に正極材層14が設けられた構造となっている。また、負極シート2における銅箔11の露出部分、および正極シート8におけるアルミニウム箔13の露出部分には、それぞれ端子3、23が電気的に接続されている。
【0029】
図3は、図1に示した二次電池の製造方法において用いられる位置決め手段としてのガイドを示す平面図である。図2において、ガイド16の四辺に対向して可動式の平面壁17(17a〜17f)が立設されており、可動壁17が略長方形状の電極シート(図示略)の外周部に当接しつつ動くことによって、ガイド16の中央に載置された電極シートの位置が調整される。それぞれの可動壁17は独立して動作してもよいし、協調して同時に動作してもよい。上述のとおり、正極シート8は負極シート2よりもわずかに小さいが、四辺に対向して設けられた可動壁17によって位置ずれが防止されているので、積層時に正極シート8が負極シート2からはみ出すことはない。また、薄く剛性の乏しいセパレータ5はあらかじめ負極シート2の両面に形成されているので、可動壁17の当接や移動によるセパレータ5の位置ずれやたわみ、変形を懸念する必要はない。この結果、可動壁17によって負極シート2および正極シート8の位置決めを迅速に行うことが可能となり、生産性の向上が実現される。
【0030】
ガイド16は図1の載置手段10の近傍に設置され、所定の大きさに切断された負極シート2と所定の大きさに切断された正極シート8とが交互に載置される際の位置決めをするために使用される。あらかじめセパレータ5が両面に形成された負極シート2と正極シート8とが載置手段10によって交互に載置され、かつ、ガイド16によって負極シート2および正極シート8の位置決めが行われる結果、負極シート2および正極シート8がセパレータ5を介して所定の位置に交互に積層された積層構造15が形成される。この積層構造15においては、負極シート2と正極シート8とが交互に積層され、かつ、隣接する負極シート2と正極シート8との間にはセパレータ5が配置されている。上述のとおり、セパレータ5はセパレータ貼付手段6によってあらかじめ負極シート2の両面に貼付されているので、ガイド16によって位置決めされた正極シート8を電極シート貼付手段(図示略)によってセパレータ5へ貼付することにより、隣接する負極シート2と正極シート8とをセパレータ5を介して貼着し、積層構造15全体を一体的に取り扱うことが可能となる。そして、積層された負極シート2の端子3同士を接合し、積層された正極シート8の端子23同士を接合する。このような構造によれば、電極シートやセパレータシートの位置ずれによる性能劣化や短絡が未然に防止されているので、安定した電池性能を備えた二次電池が提供可能となる。
【0031】
図4は、本発明の他の実施態様に係る二次電池の製造方法におけるセパレータ形成工程、セパレータ切断工程、および載置工程を示しており、(A)は概略平面図、(B)は概略正面図である。図4において、端子形成手段4とセパレータ切断手段7との間には、セパレータ貼付手段としての電解液塗布手段18、および定着手段19が配置されている。電解液塗布手段18によって負極シート2の両面に塗布されたゲル状電解液層20は、定着手段19により負極シート2の表面に定着され、負極シート2の両面に密着するセパレータ5となる。ゲル層を負極シート2の表面に定着させる方法としては、とくに限定されないが、乾燥や硬化剤の注入などが挙げられる。その他の実施態様は図1に示した二次電池の製造方法と同様である。そして、積層された負極シート2の端子3同士を接合し、積層された正極シート8の端子23同士を接合する。このように負極シート2の両面にゲル状電解液層からなるセパレータ5を形成することによって、製造工程の複雑化を最小限に抑えつつ、高品質で安定した電池性能を有する二次電池を製造することが可能となる。
【産業上の利用可能性】
【0032】
本発明に係る二次電池の製造方法および製造装置は、リチウムイオン二次電池等の製造方法および製造装置として利用可能である。
【符号の説明】
【0033】
1a、1b、1c ローラ
2 負極シート
3、23 端子
3a、23a 端子材料
4 端子形成手段
5 セパレータ
5a セパレータシート
6 貼付手段
7、9 切断手段
8 正極シート
10 載置手段
11 銅箔
12 負極材層
13 アルミニウム箔
14 正極材層
15 積層構造
16 ガイド
17、17a〜17f 可動壁
18 塗布手段
19 定着手段
20 電解液層
【特許請求の範囲】
【請求項1】
一の電極シートの両面にセパレータを形成するセパレータ形成工程と、前記セパレータが形成された前記一の電極シートと他の電極シートとを交互に載置する載置工程と、ガイドを用いて前記一および他の電極シートを位置決めする位置決め工程と、位置決めされた前記他の電極シートを前記セパレータに貼付する電極シート貼付工程とを有することを特徴とする二次電池の製造方法。
【請求項2】
前記セパレータ形成工程が、前記一の電極シートの両面にゲル状電解液を塗布する塗布工程、および塗布されたゲル状電解液を定着させる定着工程からなる、請求項1に記載の二次電池の製造方法。
【請求項3】
前記セパレータ形成工程が、一の電極シートの両面にセパレータシートを貼付する工程からなる、請求項1に記載の二次電池の製造方法。
【請求項4】
前記一の電極シートおよび前記セパレータシートが、それぞれローラから引き出された状態にて貼付される、請求項3に記載の二次電池の製造方法。
【請求項5】
前記一の電極シートが、前記セパレータシートから引き出し幅方向にはみ出さないように貼付される、請求項4に記載の二次電池の製造方法。
【請求項6】
前記セパレータシートを、前記一の電極シートに貼付された状態にて切断するセパレータ切断工程を有する、請求項3〜5のいずれかに記載の二次電池の製造方法。
【請求項7】
前記一の電極シートが負極シートであり、前記他の電極シートが正極シートである、請求項1〜6に記載の二次電池の製造方法。
【請求項8】
前記正極シートが、前記負極シートからはみ出さないように積層される、請求項7に記載の二次電池の製造方法。
【請求項9】
積層された前記一の電極シートと前記他の電極シートとの間に、電解液を浸透させる浸透工程を有する、請求項1〜8のいずれかに記載の二次電池の製造方法。
【請求項10】
一の電極シートの両面にセパレータを形成するセパレータ形成手段と、前記セパレータを前記一の電極シート表面に形成された状態にて切断するセパレータ切断手段と、前記セパレータが形成された前記一の電極シートと他の電極シートとを交互に積み重ねる載置手段と、ガイドを用いて前記一および他の電極シートを位置決めする位置決め手段と、位置決めされた前記他の電極シートを前記セパレータに貼付する電極貼付手段とを有することを特徴とする二次電池の製造装置。
【請求項11】
前記セパレータ形成手段が、前記一の電極シートの両面にゲル状電解液を塗布した後、塗布されたゲル状電解液を定着させることによりセパレータを形成する、請求項10に記載の二次電池の製造装置。
【請求項12】
前記セパレータ形成手段が、前記一の電極シートの両面にセパレータシートを貼付することによりセパレータを形成する、請求項10に記載の二次電池の製造装置。
【請求項13】
前記一の電極シートが負極シートであり、前記他の電極シートが正極シートである、請求項10〜12に記載の二次電池の製造装置。
【請求項1】
一の電極シートの両面にセパレータを形成するセパレータ形成工程と、前記セパレータが形成された前記一の電極シートと他の電極シートとを交互に載置する載置工程と、ガイドを用いて前記一および他の電極シートを位置決めする位置決め工程と、位置決めされた前記他の電極シートを前記セパレータに貼付する電極シート貼付工程とを有することを特徴とする二次電池の製造方法。
【請求項2】
前記セパレータ形成工程が、前記一の電極シートの両面にゲル状電解液を塗布する塗布工程、および塗布されたゲル状電解液を定着させる定着工程からなる、請求項1に記載の二次電池の製造方法。
【請求項3】
前記セパレータ形成工程が、一の電極シートの両面にセパレータシートを貼付する工程からなる、請求項1に記載の二次電池の製造方法。
【請求項4】
前記一の電極シートおよび前記セパレータシートが、それぞれローラから引き出された状態にて貼付される、請求項3に記載の二次電池の製造方法。
【請求項5】
前記一の電極シートが、前記セパレータシートから引き出し幅方向にはみ出さないように貼付される、請求項4に記載の二次電池の製造方法。
【請求項6】
前記セパレータシートを、前記一の電極シートに貼付された状態にて切断するセパレータ切断工程を有する、請求項3〜5のいずれかに記載の二次電池の製造方法。
【請求項7】
前記一の電極シートが負極シートであり、前記他の電極シートが正極シートである、請求項1〜6に記載の二次電池の製造方法。
【請求項8】
前記正極シートが、前記負極シートからはみ出さないように積層される、請求項7に記載の二次電池の製造方法。
【請求項9】
積層された前記一の電極シートと前記他の電極シートとの間に、電解液を浸透させる浸透工程を有する、請求項1〜8のいずれかに記載の二次電池の製造方法。
【請求項10】
一の電極シートの両面にセパレータを形成するセパレータ形成手段と、前記セパレータを前記一の電極シート表面に形成された状態にて切断するセパレータ切断手段と、前記セパレータが形成された前記一の電極シートと他の電極シートとを交互に積み重ねる載置手段と、ガイドを用いて前記一および他の電極シートを位置決めする位置決め手段と、位置決めされた前記他の電極シートを前記セパレータに貼付する電極貼付手段とを有することを特徴とする二次電池の製造装置。
【請求項11】
前記セパレータ形成手段が、前記一の電極シートの両面にゲル状電解液を塗布した後、塗布されたゲル状電解液を定着させることによりセパレータを形成する、請求項10に記載の二次電池の製造装置。
【請求項12】
前記セパレータ形成手段が、前記一の電極シートの両面にセパレータシートを貼付することによりセパレータを形成する、請求項10に記載の二次電池の製造装置。
【請求項13】
前記一の電極シートが負極シートであり、前記他の電極シートが正極シートである、請求項10〜12に記載の二次電池の製造装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−129098(P2012−129098A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2010−280468(P2010−280468)
【出願日】平成22年12月16日(2010.12.16)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成22年12月16日(2010.12.16)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
[ Back to top ]