
二軸延伸ナイロンフィルム、ラミネート包材及び二軸延伸ナイロンフィルムの製造方法
【課題】冷間成形用包材等の主要基材として、成形性、強度および耐ピンホール性に優れた二軸延伸ナイロンフィルム、これを含むラミネート包材、及び該二軸延伸ナイロンフィルムの製造方法を提供する。
【解決手段】ナイロン6を原料とする二軸延伸ナイロンフィルムであって、当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上であることを特徴とする。
【解決手段】ナイロン6を原料とする二軸延伸ナイロンフィルムであって、当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二軸延伸ナイロンフィルム、ラミネート包材及び二軸延伸ナイロンフィルムの製造方法に関する。
【背景技術】
【0002】
二軸延伸ナイロンフィルム(以後、ONyフィルムとも言う)は、強度や耐衝撃性、耐ピンホール性等に優れるため、重量物包装や水物包装など大きな強度負荷が掛かる用途に多く用いられている。
【0003】
ここで、従来、深絞り成形や張り出し成形等の成形用の包材に、ナイロンを使用する技術が知られている(例えば、特許文献1,2参照)。
具体的に、特許文献1には、ポリスチレン系樹脂を含有する基材層と、この基材層の両面又は一方の片面に1又は2層以上積層されている機能層とを有する冷間成形用樹脂シートが示されている。そして、上記機能層として、ナイロン樹脂を含有する耐磨耗層を、冷間成形用樹脂シートの表層に設ける構成が示されている。
このような冷間成形用樹脂シートによれば、耐衝撃性に優れかつ保形性を有する冷間成形加工品を得ることが可能となる。そして、ナイロン樹脂を含有する耐磨耗層を表層に設けることで、冷間成形時にシートの表層が損傷することを防止可能としている。
なお、特許文献1にも記載されているように、冷間成形は、熱間成形に比して、加熱装置を不要とし装置の小型化が図れると共に、高速連続成形が可能である点で優れている。
【0004】
一方、特許文献2には、シール層がポリプロピレン樹脂層、中間層が酸素バリアー樹脂層、ナイロン樹脂層及びポリエチレン樹脂層を含み、最外層が吸湿性のある素材からなるシートをラミネートしてなる深絞り成形用複合シートが示されている。
このような深絞り成形用複合シートによれば、中間層にナイロン樹脂層を設けることで、複合シートに機械的強度を付与できる。これにより、150℃程度での深絞り成形時にピンホールが発生することを防止可能としている。
【0005】
【特許文献1】特開2004−74795号公報
【特許文献2】特開2004−98600号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1には、冷間成形用樹脂シートの表層に設けるナイロン樹脂層についての具体的記載がないため、使用するナイロン樹脂層によっては、冷間成形において良好な成形性や強度、耐ピンホール性を示さない場合もある。この場合、シャープな形状の成形品が得られず、また、冷間成形の際にシートにピンホールが発生してしまうおそれがある。
【0007】
また、特許文献2では、ナイロン樹脂層の使用原料について具体的記載はあるものの、ナイロン樹脂層の伸び率等の機械的特性については具体的記載がない。さらに、150℃程度の深絞り成形については言及されているものの、冷間での成形については言及されていない。このため、上記特許文献1と同様、冷間成形により良好な成形品が得られないおそれがある。
【0008】
そこで、本発明の目的は、冷間成形用包材等の主要基材として、成形性、強度および耐ピンホール性に優れた二軸延伸ナイロンフィルム、これを含むラミネート包材、及び該二軸延伸ナイロンフィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、ONyフィルムの引張試験における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率、当該フィルムの引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1、および、降伏点における引張応力σ2が所定の条件を満たす場合に、優れた成形性、強度および耐ピンホール性を有するONyフィルムが得られる、との知見に基づいてなされたものである。
【0010】
すなわち、本発明の要旨とするところは、以下の通りである。
(1) ナイロン6を原料とする二軸延伸ナイロンフィルムであって、当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上であることを特徴とする二軸延伸ナイロンフィルム。
(2) 上記(1)に記載の二軸延伸ナイロンフィルムにおいて、前記4方向におけるそれぞれの前記応力比Aのうち、最大となる応力比Amaxと最小となる応力比Aminとの比(Amax/Amin)が、2以下であることを特徴とする二軸延伸ナイロンフィルム。
(3) 上記(1)または(2)に記載の二軸延伸ナイロンフィルムにおいて、当該フィルムの前記引張試験における前記4方向の引張破断強度が、いずれも180MPa以上であることを特徴とする二軸延伸ナイロンフィルム。
(4) 上記(1)ないし(3)のいずれかに記載の二軸延伸ナイロンフィルムを含むことを特徴とするラミネート包材。
(5) ナイロン6を原料とする二軸延伸ナイロンフィルムの製造方法であって、
前記原料で構成された未延伸原反フィルムに対して、MD方向およびTD方向のそれぞれの延伸倍率が2.8倍以上となる条件で二軸延伸した後、205〜215℃で熱処理を行い、当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上である二軸延伸ナイロンフィルムを形成することを特徴とする二軸延伸ナイロンフィルムの製造方法。
【発明の効果】
【0011】
本発明のONyフィルムによれば、当該ONyフィルムの引張試験における4方向の破断までの伸び率を70%以上とし、かつ、当該ONyフィルムの応力−ひずみ曲線における応力比Aを各方向についていずれも2以上としているので、優れた成形性、強度および耐ピンホール性を有し、特に冷間成形の際にこれらの特性を発揮できる。そして、このようなONyフィルムを含んで構成されたラミネート包材によれば、冷間における深絞り成形等の際に当該ONyフィルムにピンホールが発生することなく、シャープな形状の成形品を製造することができる。
【0012】
本発明において、冷間成形とは、樹脂のガラス転移点(Tg)未満の温度雰囲気下で行う成形をいう。かかる冷間成形はアルミニウム箔等の成形に用いられる冷間成形機を用いて、シート材料を雌金型に対して雄金型で押し込み、高速でプレスすることが好ましく、かかる冷間成形によると、加熱することなく型付け、曲げ、剪断、絞り等の塑性変形を生じさせることができる。
【発明を実施するための最良の形態】
【0013】
以下に、本発明を実施するための最良の形態について詳述する。
〔二軸延伸ナイロンフィルムの構成〕
本実施形態に係る二軸延伸ナイロンフィルム(ONyフィルム)は、ナイロン6(以後、Ny6ともいう)を原料とする未延伸原反フィルムを二軸延伸し、所定の温度で熱処理して形成したものである。このように未延伸原反フィルムを二軸延伸することで、耐衝撃性に優れたONyフィルムが得られる。
ここで、前記Ny6の化学式を下記の化1に示す。
【0014】
【化1】

【0015】
本実施形態において、ONyフィルムの4方向(MD方向、TD方向、45°方向、135°方向)における引張破断までの伸び率、応力比A、および引張破断応力は、当該ONyフィルムについて引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)を実施し、これにより得られた応力−ひずみ曲線に基づいて求める。
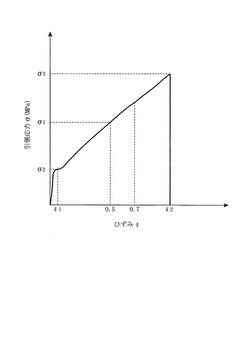
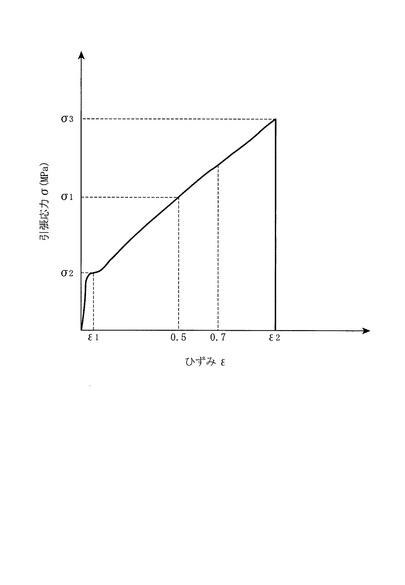
ここで、上記引張試験により得られる応力−ひずみ曲線としては、例えば図1に示すものが挙げられる。
図1において、縦軸はONyフィルムの引張応力σ(MPa)を示し、横軸はONyフィルムのひずみε(ε=Δl/l、l:フィルムの初期長さ、Δl:フィルムの増加長)を示す。ONyフィルムの引張試験を実施すると、ひずみεの増加に伴い、引張応力σが略一次関数的に増加し、所定のひずみε1において引張応力σの増加傾向が大きく変化する。本発明ではこの点(ε1、σ2)を降伏点として定義している。そして、ひずみεが更に増加すると、これに伴い引張応力σも増加し、所定のひずみε2に至ると、フィルムが破断する。このような応力−ひずみ曲線を、1つのONyフィルムにつき4方向(MD方向、TD方向、45°方向、135°方向)取得する。
【0016】
本実施形態に係るONyフィルムでは、上記引張試験における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が、70%以上である必要がある。つまり、図1の応力−ひずみ曲線のように、フィルム破断時のひずみε2が0.7以上であることが必要である。これにより、ONyフィルムがバランス良く伸びるようになり、ラミネート材としたときの絞り成形性が良くなる。なお、上記4方向のうちいずれか一方の伸び率が70%未満である場合は、冷間での深絞り成形等の際にフィルムが破断し易くなり、良好な成形性が得られない。
この際、これらの4方向の伸び率のうち最大伸び率を最小伸び率で除算した値が2.0以下であればより好ましい。これにより、ONyフィルムがさらにバランス良く伸びるようになる。
また、ONyフィルムの4方向の伸び率が75%以上で、かつ、これら4方向の伸び率のうち最大伸び率を最小伸び率で除算した値が2.0以下であれば、より一層優れた成形性が得られるため望ましい。
【0017】
本実施形態に係るONyフィルムでは、例えば図1に示す応力−ひずみ曲線において、伸び率が50%(ひずみε=0.5)となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上、より好ましくは2.2以上である必要がある。これにより、冷間での深絞り成形等におけるピンホールの発生を確実に防止でき、シャープな形状の成形品を製造できる。なお、いずれか一方向での応力比Aが2未満であれば、偏肉が悪く局所的に薄くなり、フィルムが破断する場合がある。
この際、これら4方向におけるそれぞれの応力比Aのうち、最大となる応力比Amaxと最小となる応力比Aminとの比(Amax/Amin)が、2.0以下より好ましくは1.8以下であることが望ましい。これにより、冷間成形時にフィルムがバランス良く伸び、均一な厚みの成形品を製造できる。なお、Amax/Aminが2.0を超えると偏肉が悪く局所的に薄くなり、フィルムが破断する場合がある。
【0018】
さらに、本実施形態に係るONyフィルムは、例えば図1に示す応力−ひずみ曲線において、4方向における引張破断強度(σ3)が、それぞれ180MPa以上であることが好ましい。これにより、十分な加工強度を得ることができ、冷間での深絞り成形等の際にONyフィルムがより破断し難くなる。この際、4方向での引張破断強度のうち最大強度を最小強度で除算した値が2.0以下であれば、バランスに優れた加工強度を得ることができるため好ましい。
さらに、ONyフィルムの4方向における引張破断強度が200MPa以上であり、かつ、4方向での引張破断強度のうち最大強度を最小強度で除算した値が1.8以下であれば、よりバランスに優れた加工強度を得ることができるため好ましい。
【0019】
〔ONyフィルムの製造方法〕
以上のようなONyフィルムは、Ny6を原料とする未延伸原反フィルムに対して、MD方向およびTD方向のそれぞれの延伸倍率が2.8倍以上となる条件で二軸延伸した後、205〜215℃で熱処理することで得られる。
二軸延伸方法としては、例えばチューブラー方式やテンター方式による同時二軸延伸あるいは逐次二軸延伸を採用できるが、縦横の強度バランスの点で、チューブラー法による同時二軸延伸により行うことが好ましい。
【0020】
具体的には、本実施形態のONyフィルムは、次のようにして製造できる。
まず、Ny6ペレットを押出機中、270℃で溶融混練した後、溶融物をダイスから円筒状のフィルムとして押出し、引き続き水で急冷して原反フィルムを作製する。
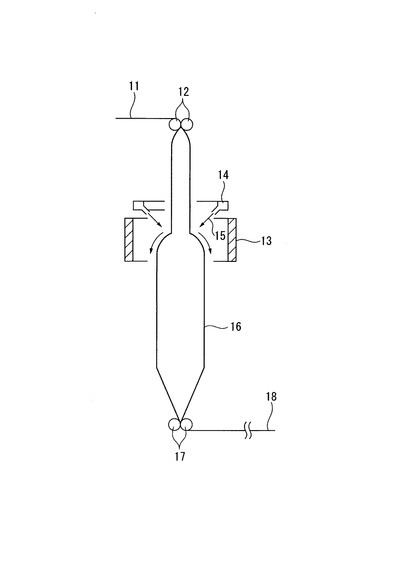
次に、例えば図2に示すように、この原反フィルム11を一対のニップロール12間に挿通した後、中に気体を圧入しながらヒータ13で加熱すると共に、延伸開始点にエアーリング14よりエアー15を吹き付けてバブル16に膨張させ、下流側の一対のニップロール17で引き取ることにより、チューブラー法によるMD方向及びTD方向の同時二軸延伸を行った。この際、MD方向およびTD方向のそれぞれの延伸倍率が2.8倍以上である必要がある。延伸倍率が2.8倍未満である場合、衝撃強度が低下して実用性に問題が生ずる。
この後、この延伸フィルムをテンター式熱処理炉(図示せず)に入れ、205〜215℃で熱固定を行うことにより、本実施形態のONyフィルム18を得ることができる。なお、熱処理温度が215℃よりも高い場合は、ボーイング現象が大きくなり過ぎて幅方向での異方性が増加し、また、結晶化度が高くなり過ぎるために強度が低下してしまう。一方、熱処理温度が205℃よりも低い場合は、フィルム収縮率が大きくなり過ぎるために、二次加工時にフィルムが縮み易くなる。
【0021】
〔ラミネート包材の構成〕
本実施形態のラミネート包材は、上記したONyフィルムの少なくともいずれか一方の面に、1層あるいは2層以上の他のラミネート基材を積層して構成されている。具体的に、他のラミネート基材としては、例えばアルミニウム層やアルミニウム層を含むフィルム等が挙げられる。
一般に、アルミニウム層を含むラミネート包材は、冷間成形の際にアルミニウム層においてネッキングによる破断が生じ易いため冷間成形に適していない。この点、本実施形態のラミネート包材によれば、上記したONyフィルムが優れた成形性、耐衝撃性および耐ピンホール性を有するため、冷間での張出し成形や深絞り成形等の際に、アルミニウム層の破断を抑制でき、包材におけるピンホールの発生を抑制できる。したがって、包材総厚が薄い場合でも、シャープな形状かつ高強度の成形品が得られる。
【0022】
本実施形態のラミネート包材は、ONyフィルムと他のラミネート基材との全体の厚みが200μm以下であることが好ましい。かかる全体の厚みが200μmを超える場合、冷間成形によるコーナー部の成形が困難となり、シャープな形状の成形品が得られないおそれがある。
【0023】
本実施形態のラミネート包材におけるONyフィルムの厚さは、5〜50μm、より好ましくは10μm〜30μmであることが望ましい。ここで、ONyフィルムの厚さが5μmよりも小さい場合は、ラミネート包材の耐衝撃性が低くなり、冷間成形性が不十分となる。一方、ONyフィルムの厚さが50μmを超える場合、ラミネート包材の耐衝撃性の更なる向上効果が得られず、包材総厚が増加するばかりで好ましくない。
【0024】
本実施形態のラミネート包材に使用するアルミニウム層としては、純アルミニウムまたはアルミニウム−鉄系合金の軟質材からなるアルミ箔を使用することができる。この場合、アルミニウム箔には、ラミネート性能を向上する観点から、シランカップリング剤やチタンカップリング剤等によるアンダーコート処理、あるいはコロナ放電処理等の前処理を施してから、ONyフィルムに積層することが好ましい。
このようなアルミニウム層の厚さは20〜100μmであることが好ましい。これにより、成形品の形状を良好に保持することが可能となり、また、酸素や水分等が包材中を透過することを防止できる。
なお、アルミニウム層の厚さが20μm未満である場合、ラミネート包材の冷間成形時にアルミニウム層の破断が生じ易く、また、破断しない場合でもピンホール等が発生し易くなる。このため、包材中を酸素や水分等が透過してしまうおそれがある。一方、アルミニウム層の厚さが100μmを超える場合、冷間成形時の破断の改善効果もピンホール発生防止効果も特に改善されるわけではなく、単に包材総厚が厚くなるだけであるため好ましくない。
【0025】
なお、本発明を実施するための最良の構成などは、以上の記載で開示されているが、本発明は、これに限定されるものではない。すなわち、本発明は、主に特定の実施形態に関して説明されているが、本発明の技術的思想および目的の範囲から逸脱することなく、以上述べた実施形態に対し、材質、数量、その他の詳細な構成において、当業者が様々な変形を加えることができるものである。
したがって、上記に開示した材質、層構成などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの材質などの限定の一部若しくは全部の限定を外した名称での記載は、本発明に含まれるものである。
【0026】
例えば、本実施形態では、二軸延伸方法としてチューブラー方式を採用したが、テンター方式でもよい。さらに、延伸方法としては同時二軸延伸でも逐次二軸延伸でもよい。
また、ONyフィルムには、必要な添加剤を適宜添加することができる。このような添加剤として、例えばアンチブロッキング剤(無機フィラー等)、はっ水剤(エチレンビスステアリン酸エステル等)、滑剤(ステアリン酸カルシウム等)を挙げることができる。
さらに、上記実施形態では、ONyフィルムにアルミニウム層等を積層したラミネート包材を例示したが、これに限定されず、本発明のラミネート包材としては、さらにシーラント層や帯電防止層、印刷層、バリア層、強度補強層などの種々の機能層を積層したものも挙げられる。
【実施例】
【0027】
次に、実施例及び比較例により本発明をさらに詳細に説明する。ただし、本発明はこれらの例によって何等限定されるものではない。
【0028】
[実施例1,2]
(延伸フィルムの製造)
Ny6ペレットを押出機中、270℃で溶融混練した後、溶融物をダイスから円筒状のフィルムとして押出し、引き続き水で急冷して原反フィルムを作製した。Ny6として使用したものは、宇部興産(株)製ナイロン6〔UBEナイロン 1023FD(商品名)、相対粘度 ηr=3.6〕である。
次に、図2に示すように、この原反フィルム11を一対のニップロール12間に挿通した後、中に気体を圧入しながらヒータ13で加熱すると共に、延伸開始点にエアーリング14よりエアー15を吹き付けてバブル16に膨張させ、下流側の一対のニップロール17で引き取ることにより、チューブラー法によるMD方向及びTD方向の同時二軸延伸を行った。この延伸の際の倍率は、MD方向では3.0倍、TD方向では3.2倍であった。
次に、この延伸フィルムをテンター式熱処理炉(図示せず)に入れ、210℃で熱固定を施して本実施例に係るONyフィルム18(以後、ONyフィルム18ともいう)を得た。なお、実施例1は厚さが15μmのものであり、実施例2は厚さが25μmのものである。
【0029】
[評価方法]
(引張試験)
ONyフィルム18の引張試験は、インストロン社製5564型を使用し、試料幅15mm、チャック間50mm、100mm/minの引張速度で実施した。ONyフィルム18のMD方向/TD方向/45°方向/135°方向のそれぞれについて測定を行った。各方向について得られた応力−ひずみ曲線に基づいて、各方向での破断伸び率(%)と、これら破断伸び率のうちの最大値と最小値との比率と、各方向での応力比A(A=σ1/σ2、σ1:伸び率50%での引張応力、σ2:降伏点での引張応力)と、これら応力比Aのうちの最大値Amaxと最小値Aminとの比率とを求めた。
【0030】
(絞り成形性)
ONyフィルム18を含むラミネート包材の絞り成形性を評価した。
具体的には、まず、実施例1,2に係るONyフィルム18を表基材フィルムとし、L−LDPEフィルム〔ユニラックス LS−711C(商品名)、出光ユニテック(株)製、厚さ120μm〕をシーラントフィルムとして、両者をドライラミネートすることによりラミネート包材を得た。なお、ドライラミネート用の接着剤としては、三井タケダケミカル製のタケラックA−615/タケネートA−65の配合品(配合比16/1)を用いた。また、ドライラミネート後のラミネート包材は、40℃で3日間エージングを行った。
このようにして作製した各ラミネート包材について、平面視長方形(5mm×10mm)の金型を用いて、冷間(常温)で深絞り成形を実施した。この深絞り成形を各ラミネート包材のそれぞれについて10回ずつ実施し、ピンホールやクラックなどの欠陥の発生数を調べた。欠陥の発生数が10回中0回である場合は◎、1〜2回である場合は○、3〜5回である場合は△、6回以上である場合は×として評価した。
【0031】
(突刺強度)
突刺強度の測定は、ONyフィルム18に対して、1mmφの針を200mm/minの突刺速度で突刺して、針がフィルムを貫通するのに要した強度(N)を測定することにより行った。
【0032】
(衝撃強度)
衝撃強度の測定は、東洋精機(株)製のフィルム・インパクト・テスターを使用し、常温(23℃)において、固定されたリング状のONyフィルム18に半円球状の振り子(直径1/2インチ)を打ち付けて、フィルムの打ち抜きに要した衝撃強度(kg/cm)を測定することにより行った。なお、衝撃強度は絶対値で表され、その値が大きい程、耐衝撃性に優れていると評価できる。
【0033】
[比較例1]
Ny6ペレットを押出機中、270℃で溶融混練した後、溶融物をTダイスで押し出し、チルロールで接触冷却することにより、未延伸原反フィルムを作製した。なお、押出機には50mmφのシングルスクリュータイプのものを利用した。
次に、この未延伸原反フィルムを、延伸装置(小型二軸延伸装置、日光製作所製)の熱ロールで100℃に加熱しながらMD方向に3倍に延伸し、この後速やかにテンター装置にて未延伸原反フィルムの両端を掴みながらTD方向に3.2倍に延伸した。
さらに、この延伸フィルムをテンター式熱処理炉に入れ、210℃で熱固定を施すことにより、本比較例1に係る逐次二軸延伸Nyフィルム(厚さ15μm)を得た。
【0034】
[比較例2]
Ny6ペレットを押出機中、270℃で溶融混練した後、溶融物をTダイスで押し出し、チルロールで接触冷却することにより、未延伸原反フィルムを作製した。なお、押出機には50mmφのシングルスクリュータイプのものを利用した。
次に、この未延伸原反フィルムを、二軸延伸装置(日光製作所製)により、120℃に加熱しながらMD,TD方向に3.0倍に延伸した。
さらに、この延伸フィルムをオーブンにて210℃で10秒間の熱固定を施すことにより、本比較例2に係る同時二軸延伸Nyフィルム(厚さ15μm)を得た。
【0035】
これら比較例1,2についても、実施例1,2と同様にして評価試験を行った。
表1に、実施例1,2および比較例1,2のそれぞれについての引張試験結果を示す。また、表2に、実施例1,2および比較例1,2のそれぞれについての絞り成形性、突刺強度および衝撃強度の評価結果を示す。
【0036】
【表1】
【0037】
【表2】
【0038】
[評価結果]
表1に示すように、実施例1,2に係るONyフィルム18は、比較例1,2と比較して深絞り成形性、突刺強度、衝撃強度のいずれについても優れている。
一方、比較例は、上述の条件を満たしていないため、いずれも、ONyフィルム18の物性に問題がある。
具体的には、比較例1は、135°方向での応力比Aが2未満であり、応力比Aの比率(Amax/Amin)が2を超えており、また、135°方向での破断強度も180MPaを下回っているため、絞り成形性が悪く、突刺強度が比較的低く、かつ衝撃強度にも劣る。
また、比較例2は、TD方向での破断伸び率が70%未満であり、MD・135°方向での応力比Aが2未満であり、また、応力比Aの比率(Amax/Amin)も2を超えているため、絞り成形性が悪く、突刺強度が比較的低い。
【産業上の利用可能性】
【0039】
本発明は、冷間成形用包材等に利用することができる。
【図面の簡単な説明】
【0040】
【図1】本発明の実施形態に係るONyフィルムに対して引張試験を行った際に得られる応力−ひずみ曲線の一例。
【図2】前記実施形態に係るONyフィルムを製造する二軸延伸装置の概略図。
【符号の説明】
【0041】
11 原反フィルム
16 バブル
18 延伸フィルム
【技術分野】
【0001】
本発明は、二軸延伸ナイロンフィルム、ラミネート包材及び二軸延伸ナイロンフィルムの製造方法に関する。
【背景技術】
【0002】
二軸延伸ナイロンフィルム(以後、ONyフィルムとも言う)は、強度や耐衝撃性、耐ピンホール性等に優れるため、重量物包装や水物包装など大きな強度負荷が掛かる用途に多く用いられている。
【0003】
ここで、従来、深絞り成形や張り出し成形等の成形用の包材に、ナイロンを使用する技術が知られている(例えば、特許文献1,2参照)。
具体的に、特許文献1には、ポリスチレン系樹脂を含有する基材層と、この基材層の両面又は一方の片面に1又は2層以上積層されている機能層とを有する冷間成形用樹脂シートが示されている。そして、上記機能層として、ナイロン樹脂を含有する耐磨耗層を、冷間成形用樹脂シートの表層に設ける構成が示されている。
このような冷間成形用樹脂シートによれば、耐衝撃性に優れかつ保形性を有する冷間成形加工品を得ることが可能となる。そして、ナイロン樹脂を含有する耐磨耗層を表層に設けることで、冷間成形時にシートの表層が損傷することを防止可能としている。
なお、特許文献1にも記載されているように、冷間成形は、熱間成形に比して、加熱装置を不要とし装置の小型化が図れると共に、高速連続成形が可能である点で優れている。
【0004】
一方、特許文献2には、シール層がポリプロピレン樹脂層、中間層が酸素バリアー樹脂層、ナイロン樹脂層及びポリエチレン樹脂層を含み、最外層が吸湿性のある素材からなるシートをラミネートしてなる深絞り成形用複合シートが示されている。
このような深絞り成形用複合シートによれば、中間層にナイロン樹脂層を設けることで、複合シートに機械的強度を付与できる。これにより、150℃程度での深絞り成形時にピンホールが発生することを防止可能としている。
【0005】
【特許文献1】特開2004−74795号公報
【特許文献2】特開2004−98600号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1には、冷間成形用樹脂シートの表層に設けるナイロン樹脂層についての具体的記載がないため、使用するナイロン樹脂層によっては、冷間成形において良好な成形性や強度、耐ピンホール性を示さない場合もある。この場合、シャープな形状の成形品が得られず、また、冷間成形の際にシートにピンホールが発生してしまうおそれがある。
【0007】
また、特許文献2では、ナイロン樹脂層の使用原料について具体的記載はあるものの、ナイロン樹脂層の伸び率等の機械的特性については具体的記載がない。さらに、150℃程度の深絞り成形については言及されているものの、冷間での成形については言及されていない。このため、上記特許文献1と同様、冷間成形により良好な成形品が得られないおそれがある。
【0008】
そこで、本発明の目的は、冷間成形用包材等の主要基材として、成形性、強度および耐ピンホール性に優れた二軸延伸ナイロンフィルム、これを含むラミネート包材、及び該二軸延伸ナイロンフィルムの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、ONyフィルムの引張試験における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率、当該フィルムの引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1、および、降伏点における引張応力σ2が所定の条件を満たす場合に、優れた成形性、強度および耐ピンホール性を有するONyフィルムが得られる、との知見に基づいてなされたものである。
【0010】
すなわち、本発明の要旨とするところは、以下の通りである。
(1) ナイロン6を原料とする二軸延伸ナイロンフィルムであって、当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上であることを特徴とする二軸延伸ナイロンフィルム。
(2) 上記(1)に記載の二軸延伸ナイロンフィルムにおいて、前記4方向におけるそれぞれの前記応力比Aのうち、最大となる応力比Amaxと最小となる応力比Aminとの比(Amax/Amin)が、2以下であることを特徴とする二軸延伸ナイロンフィルム。
(3) 上記(1)または(2)に記載の二軸延伸ナイロンフィルムにおいて、当該フィルムの前記引張試験における前記4方向の引張破断強度が、いずれも180MPa以上であることを特徴とする二軸延伸ナイロンフィルム。
(4) 上記(1)ないし(3)のいずれかに記載の二軸延伸ナイロンフィルムを含むことを特徴とするラミネート包材。
(5) ナイロン6を原料とする二軸延伸ナイロンフィルムの製造方法であって、
前記原料で構成された未延伸原反フィルムに対して、MD方向およびTD方向のそれぞれの延伸倍率が2.8倍以上となる条件で二軸延伸した後、205〜215℃で熱処理を行い、当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上である二軸延伸ナイロンフィルムを形成することを特徴とする二軸延伸ナイロンフィルムの製造方法。
【発明の効果】
【0011】
本発明のONyフィルムによれば、当該ONyフィルムの引張試験における4方向の破断までの伸び率を70%以上とし、かつ、当該ONyフィルムの応力−ひずみ曲線における応力比Aを各方向についていずれも2以上としているので、優れた成形性、強度および耐ピンホール性を有し、特に冷間成形の際にこれらの特性を発揮できる。そして、このようなONyフィルムを含んで構成されたラミネート包材によれば、冷間における深絞り成形等の際に当該ONyフィルムにピンホールが発生することなく、シャープな形状の成形品を製造することができる。
【0012】
本発明において、冷間成形とは、樹脂のガラス転移点(Tg)未満の温度雰囲気下で行う成形をいう。かかる冷間成形はアルミニウム箔等の成形に用いられる冷間成形機を用いて、シート材料を雌金型に対して雄金型で押し込み、高速でプレスすることが好ましく、かかる冷間成形によると、加熱することなく型付け、曲げ、剪断、絞り等の塑性変形を生じさせることができる。
【発明を実施するための最良の形態】
【0013】
以下に、本発明を実施するための最良の形態について詳述する。
〔二軸延伸ナイロンフィルムの構成〕
本実施形態に係る二軸延伸ナイロンフィルム(ONyフィルム)は、ナイロン6(以後、Ny6ともいう)を原料とする未延伸原反フィルムを二軸延伸し、所定の温度で熱処理して形成したものである。このように未延伸原反フィルムを二軸延伸することで、耐衝撃性に優れたONyフィルムが得られる。
ここで、前記Ny6の化学式を下記の化1に示す。
【0014】
【化1】
【0015】
本実施形態において、ONyフィルムの4方向(MD方向、TD方向、45°方向、135°方向)における引張破断までの伸び率、応力比A、および引張破断応力は、当該ONyフィルムについて引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)を実施し、これにより得られた応力−ひずみ曲線に基づいて求める。
ここで、上記引張試験により得られる応力−ひずみ曲線としては、例えば図1に示すものが挙げられる。
図1において、縦軸はONyフィルムの引張応力σ(MPa)を示し、横軸はONyフィルムのひずみε(ε=Δl/l、l:フィルムの初期長さ、Δl:フィルムの増加長)を示す。ONyフィルムの引張試験を実施すると、ひずみεの増加に伴い、引張応力σが略一次関数的に増加し、所定のひずみε1において引張応力σの増加傾向が大きく変化する。本発明ではこの点(ε1、σ2)を降伏点として定義している。そして、ひずみεが更に増加すると、これに伴い引張応力σも増加し、所定のひずみε2に至ると、フィルムが破断する。このような応力−ひずみ曲線を、1つのONyフィルムにつき4方向(MD方向、TD方向、45°方向、135°方向)取得する。
【0016】
本実施形態に係るONyフィルムでは、上記引張試験における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が、70%以上である必要がある。つまり、図1の応力−ひずみ曲線のように、フィルム破断時のひずみε2が0.7以上であることが必要である。これにより、ONyフィルムがバランス良く伸びるようになり、ラミネート材としたときの絞り成形性が良くなる。なお、上記4方向のうちいずれか一方の伸び率が70%未満である場合は、冷間での深絞り成形等の際にフィルムが破断し易くなり、良好な成形性が得られない。
この際、これらの4方向の伸び率のうち最大伸び率を最小伸び率で除算した値が2.0以下であればより好ましい。これにより、ONyフィルムがさらにバランス良く伸びるようになる。
また、ONyフィルムの4方向の伸び率が75%以上で、かつ、これら4方向の伸び率のうち最大伸び率を最小伸び率で除算した値が2.0以下であれば、より一層優れた成形性が得られるため望ましい。
【0017】
本実施形態に係るONyフィルムでは、例えば図1に示す応力−ひずみ曲線において、伸び率が50%(ひずみε=0.5)となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上、より好ましくは2.2以上である必要がある。これにより、冷間での深絞り成形等におけるピンホールの発生を確実に防止でき、シャープな形状の成形品を製造できる。なお、いずれか一方向での応力比Aが2未満であれば、偏肉が悪く局所的に薄くなり、フィルムが破断する場合がある。
この際、これら4方向におけるそれぞれの応力比Aのうち、最大となる応力比Amaxと最小となる応力比Aminとの比(Amax/Amin)が、2.0以下より好ましくは1.8以下であることが望ましい。これにより、冷間成形時にフィルムがバランス良く伸び、均一な厚みの成形品を製造できる。なお、Amax/Aminが2.0を超えると偏肉が悪く局所的に薄くなり、フィルムが破断する場合がある。
【0018】
さらに、本実施形態に係るONyフィルムは、例えば図1に示す応力−ひずみ曲線において、4方向における引張破断強度(σ3)が、それぞれ180MPa以上であることが好ましい。これにより、十分な加工強度を得ることができ、冷間での深絞り成形等の際にONyフィルムがより破断し難くなる。この際、4方向での引張破断強度のうち最大強度を最小強度で除算した値が2.0以下であれば、バランスに優れた加工強度を得ることができるため好ましい。
さらに、ONyフィルムの4方向における引張破断強度が200MPa以上であり、かつ、4方向での引張破断強度のうち最大強度を最小強度で除算した値が1.8以下であれば、よりバランスに優れた加工強度を得ることができるため好ましい。
【0019】
〔ONyフィルムの製造方法〕
以上のようなONyフィルムは、Ny6を原料とする未延伸原反フィルムに対して、MD方向およびTD方向のそれぞれの延伸倍率が2.8倍以上となる条件で二軸延伸した後、205〜215℃で熱処理することで得られる。
二軸延伸方法としては、例えばチューブラー方式やテンター方式による同時二軸延伸あるいは逐次二軸延伸を採用できるが、縦横の強度バランスの点で、チューブラー法による同時二軸延伸により行うことが好ましい。
【0020】
具体的には、本実施形態のONyフィルムは、次のようにして製造できる。
まず、Ny6ペレットを押出機中、270℃で溶融混練した後、溶融物をダイスから円筒状のフィルムとして押出し、引き続き水で急冷して原反フィルムを作製する。
次に、例えば図2に示すように、この原反フィルム11を一対のニップロール12間に挿通した後、中に気体を圧入しながらヒータ13で加熱すると共に、延伸開始点にエアーリング14よりエアー15を吹き付けてバブル16に膨張させ、下流側の一対のニップロール17で引き取ることにより、チューブラー法によるMD方向及びTD方向の同時二軸延伸を行った。この際、MD方向およびTD方向のそれぞれの延伸倍率が2.8倍以上である必要がある。延伸倍率が2.8倍未満である場合、衝撃強度が低下して実用性に問題が生ずる。
この後、この延伸フィルムをテンター式熱処理炉(図示せず)に入れ、205〜215℃で熱固定を行うことにより、本実施形態のONyフィルム18を得ることができる。なお、熱処理温度が215℃よりも高い場合は、ボーイング現象が大きくなり過ぎて幅方向での異方性が増加し、また、結晶化度が高くなり過ぎるために強度が低下してしまう。一方、熱処理温度が205℃よりも低い場合は、フィルム収縮率が大きくなり過ぎるために、二次加工時にフィルムが縮み易くなる。
【0021】
〔ラミネート包材の構成〕
本実施形態のラミネート包材は、上記したONyフィルムの少なくともいずれか一方の面に、1層あるいは2層以上の他のラミネート基材を積層して構成されている。具体的に、他のラミネート基材としては、例えばアルミニウム層やアルミニウム層を含むフィルム等が挙げられる。
一般に、アルミニウム層を含むラミネート包材は、冷間成形の際にアルミニウム層においてネッキングによる破断が生じ易いため冷間成形に適していない。この点、本実施形態のラミネート包材によれば、上記したONyフィルムが優れた成形性、耐衝撃性および耐ピンホール性を有するため、冷間での張出し成形や深絞り成形等の際に、アルミニウム層の破断を抑制でき、包材におけるピンホールの発生を抑制できる。したがって、包材総厚が薄い場合でも、シャープな形状かつ高強度の成形品が得られる。
【0022】
本実施形態のラミネート包材は、ONyフィルムと他のラミネート基材との全体の厚みが200μm以下であることが好ましい。かかる全体の厚みが200μmを超える場合、冷間成形によるコーナー部の成形が困難となり、シャープな形状の成形品が得られないおそれがある。
【0023】
本実施形態のラミネート包材におけるONyフィルムの厚さは、5〜50μm、より好ましくは10μm〜30μmであることが望ましい。ここで、ONyフィルムの厚さが5μmよりも小さい場合は、ラミネート包材の耐衝撃性が低くなり、冷間成形性が不十分となる。一方、ONyフィルムの厚さが50μmを超える場合、ラミネート包材の耐衝撃性の更なる向上効果が得られず、包材総厚が増加するばかりで好ましくない。
【0024】
本実施形態のラミネート包材に使用するアルミニウム層としては、純アルミニウムまたはアルミニウム−鉄系合金の軟質材からなるアルミ箔を使用することができる。この場合、アルミニウム箔には、ラミネート性能を向上する観点から、シランカップリング剤やチタンカップリング剤等によるアンダーコート処理、あるいはコロナ放電処理等の前処理を施してから、ONyフィルムに積層することが好ましい。
このようなアルミニウム層の厚さは20〜100μmであることが好ましい。これにより、成形品の形状を良好に保持することが可能となり、また、酸素や水分等が包材中を透過することを防止できる。
なお、アルミニウム層の厚さが20μm未満である場合、ラミネート包材の冷間成形時にアルミニウム層の破断が生じ易く、また、破断しない場合でもピンホール等が発生し易くなる。このため、包材中を酸素や水分等が透過してしまうおそれがある。一方、アルミニウム層の厚さが100μmを超える場合、冷間成形時の破断の改善効果もピンホール発生防止効果も特に改善されるわけではなく、単に包材総厚が厚くなるだけであるため好ましくない。
【0025】
なお、本発明を実施するための最良の構成などは、以上の記載で開示されているが、本発明は、これに限定されるものではない。すなわち、本発明は、主に特定の実施形態に関して説明されているが、本発明の技術的思想および目的の範囲から逸脱することなく、以上述べた実施形態に対し、材質、数量、その他の詳細な構成において、当業者が様々な変形を加えることができるものである。
したがって、上記に開示した材質、層構成などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの材質などの限定の一部若しくは全部の限定を外した名称での記載は、本発明に含まれるものである。
【0026】
例えば、本実施形態では、二軸延伸方法としてチューブラー方式を採用したが、テンター方式でもよい。さらに、延伸方法としては同時二軸延伸でも逐次二軸延伸でもよい。
また、ONyフィルムには、必要な添加剤を適宜添加することができる。このような添加剤として、例えばアンチブロッキング剤(無機フィラー等)、はっ水剤(エチレンビスステアリン酸エステル等)、滑剤(ステアリン酸カルシウム等)を挙げることができる。
さらに、上記実施形態では、ONyフィルムにアルミニウム層等を積層したラミネート包材を例示したが、これに限定されず、本発明のラミネート包材としては、さらにシーラント層や帯電防止層、印刷層、バリア層、強度補強層などの種々の機能層を積層したものも挙げられる。
【実施例】
【0027】
次に、実施例及び比較例により本発明をさらに詳細に説明する。ただし、本発明はこれらの例によって何等限定されるものではない。
【0028】
[実施例1,2]
(延伸フィルムの製造)
Ny6ペレットを押出機中、270℃で溶融混練した後、溶融物をダイスから円筒状のフィルムとして押出し、引き続き水で急冷して原反フィルムを作製した。Ny6として使用したものは、宇部興産(株)製ナイロン6〔UBEナイロン 1023FD(商品名)、相対粘度 ηr=3.6〕である。
次に、図2に示すように、この原反フィルム11を一対のニップロール12間に挿通した後、中に気体を圧入しながらヒータ13で加熱すると共に、延伸開始点にエアーリング14よりエアー15を吹き付けてバブル16に膨張させ、下流側の一対のニップロール17で引き取ることにより、チューブラー法によるMD方向及びTD方向の同時二軸延伸を行った。この延伸の際の倍率は、MD方向では3.0倍、TD方向では3.2倍であった。
次に、この延伸フィルムをテンター式熱処理炉(図示せず)に入れ、210℃で熱固定を施して本実施例に係るONyフィルム18(以後、ONyフィルム18ともいう)を得た。なお、実施例1は厚さが15μmのものであり、実施例2は厚さが25μmのものである。
【0029】
[評価方法]
(引張試験)
ONyフィルム18の引張試験は、インストロン社製5564型を使用し、試料幅15mm、チャック間50mm、100mm/minの引張速度で実施した。ONyフィルム18のMD方向/TD方向/45°方向/135°方向のそれぞれについて測定を行った。各方向について得られた応力−ひずみ曲線に基づいて、各方向での破断伸び率(%)と、これら破断伸び率のうちの最大値と最小値との比率と、各方向での応力比A(A=σ1/σ2、σ1:伸び率50%での引張応力、σ2:降伏点での引張応力)と、これら応力比Aのうちの最大値Amaxと最小値Aminとの比率とを求めた。
【0030】
(絞り成形性)
ONyフィルム18を含むラミネート包材の絞り成形性を評価した。
具体的には、まず、実施例1,2に係るONyフィルム18を表基材フィルムとし、L−LDPEフィルム〔ユニラックス LS−711C(商品名)、出光ユニテック(株)製、厚さ120μm〕をシーラントフィルムとして、両者をドライラミネートすることによりラミネート包材を得た。なお、ドライラミネート用の接着剤としては、三井タケダケミカル製のタケラックA−615/タケネートA−65の配合品(配合比16/1)を用いた。また、ドライラミネート後のラミネート包材は、40℃で3日間エージングを行った。
このようにして作製した各ラミネート包材について、平面視長方形(5mm×10mm)の金型を用いて、冷間(常温)で深絞り成形を実施した。この深絞り成形を各ラミネート包材のそれぞれについて10回ずつ実施し、ピンホールやクラックなどの欠陥の発生数を調べた。欠陥の発生数が10回中0回である場合は◎、1〜2回である場合は○、3〜5回である場合は△、6回以上である場合は×として評価した。
【0031】
(突刺強度)
突刺強度の測定は、ONyフィルム18に対して、1mmφの針を200mm/minの突刺速度で突刺して、針がフィルムを貫通するのに要した強度(N)を測定することにより行った。
【0032】
(衝撃強度)
衝撃強度の測定は、東洋精機(株)製のフィルム・インパクト・テスターを使用し、常温(23℃)において、固定されたリング状のONyフィルム18に半円球状の振り子(直径1/2インチ)を打ち付けて、フィルムの打ち抜きに要した衝撃強度(kg/cm)を測定することにより行った。なお、衝撃強度は絶対値で表され、その値が大きい程、耐衝撃性に優れていると評価できる。
【0033】
[比較例1]
Ny6ペレットを押出機中、270℃で溶融混練した後、溶融物をTダイスで押し出し、チルロールで接触冷却することにより、未延伸原反フィルムを作製した。なお、押出機には50mmφのシングルスクリュータイプのものを利用した。
次に、この未延伸原反フィルムを、延伸装置(小型二軸延伸装置、日光製作所製)の熱ロールで100℃に加熱しながらMD方向に3倍に延伸し、この後速やかにテンター装置にて未延伸原反フィルムの両端を掴みながらTD方向に3.2倍に延伸した。
さらに、この延伸フィルムをテンター式熱処理炉に入れ、210℃で熱固定を施すことにより、本比較例1に係る逐次二軸延伸Nyフィルム(厚さ15μm)を得た。
【0034】
[比較例2]
Ny6ペレットを押出機中、270℃で溶融混練した後、溶融物をTダイスで押し出し、チルロールで接触冷却することにより、未延伸原反フィルムを作製した。なお、押出機には50mmφのシングルスクリュータイプのものを利用した。
次に、この未延伸原反フィルムを、二軸延伸装置(日光製作所製)により、120℃に加熱しながらMD,TD方向に3.0倍に延伸した。
さらに、この延伸フィルムをオーブンにて210℃で10秒間の熱固定を施すことにより、本比較例2に係る同時二軸延伸Nyフィルム(厚さ15μm)を得た。
【0035】
これら比較例1,2についても、実施例1,2と同様にして評価試験を行った。
表1に、実施例1,2および比較例1,2のそれぞれについての引張試験結果を示す。また、表2に、実施例1,2および比較例1,2のそれぞれについての絞り成形性、突刺強度および衝撃強度の評価結果を示す。
【0036】
【表1】
【0037】
【表2】
【0038】
[評価結果]
表1に示すように、実施例1,2に係るONyフィルム18は、比較例1,2と比較して深絞り成形性、突刺強度、衝撃強度のいずれについても優れている。
一方、比較例は、上述の条件を満たしていないため、いずれも、ONyフィルム18の物性に問題がある。
具体的には、比較例1は、135°方向での応力比Aが2未満であり、応力比Aの比率(Amax/Amin)が2を超えており、また、135°方向での破断強度も180MPaを下回っているため、絞り成形性が悪く、突刺強度が比較的低く、かつ衝撃強度にも劣る。
また、比較例2は、TD方向での破断伸び率が70%未満であり、MD・135°方向での応力比Aが2未満であり、また、応力比Aの比率(Amax/Amin)も2を超えているため、絞り成形性が悪く、突刺強度が比較的低い。
【産業上の利用可能性】
【0039】
本発明は、冷間成形用包材等に利用することができる。
【図面の簡単な説明】
【0040】
【図1】本発明の実施形態に係るONyフィルムに対して引張試験を行った際に得られる応力−ひずみ曲線の一例。
【図2】前記実施形態に係るONyフィルムを製造する二軸延伸装置の概略図。
【符号の説明】
【0041】
11 原反フィルム
16 バブル
18 延伸フィルム
【特許請求の範囲】
【請求項1】
ナイロン6を原料とする二軸延伸ナイロンフィルムであって、
当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、
当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上である
ことを特徴とする二軸延伸ナイロンフィルム。
【請求項2】
請求項1に記載の二軸延伸ナイロンフィルムにおいて、
前記4方向におけるそれぞれの前記応力比Aのうち、最大となる応力比Amaxと最小となる応力比Aminとの比(Amax/Amin)が、2以下である
ことを特徴とする二軸延伸ナイロンフィルム。
【請求項3】
請求項1または請求項2に記載の二軸延伸ナイロンフィルムにおいて、
当該フィルムの前記引張試験における前記4方向の引張破断強度が、いずれも180MPa以上である
ことを特徴とする二軸延伸ナイロンフィルム。
【請求項4】
請求項1ないし請求項3のいずれかに記載の二軸延伸ナイロンフィルムを含むことを特徴とするラミネート包材。
【請求項5】
ナイロン6を原料とする二軸延伸ナイロンフィルムの製造方法であって、
前記原料で構成された未延伸原反フィルムに対して、MD方向およびTD方向のそれぞれの延伸倍率が2.8倍以上となる条件で二軸延伸した後、205〜215℃で熱処理を行い、
当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、
当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上である二軸延伸ナイロンフィルムを形成する
ことを特徴とする二軸延伸ナイロンフィルムの製造方法。
【請求項1】
ナイロン6を原料とする二軸延伸ナイロンフィルムであって、
当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、
当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上である
ことを特徴とする二軸延伸ナイロンフィルム。
【請求項2】
請求項1に記載の二軸延伸ナイロンフィルムにおいて、
前記4方向におけるそれぞれの前記応力比Aのうち、最大となる応力比Amaxと最小となる応力比Aminとの比(Amax/Amin)が、2以下である
ことを特徴とする二軸延伸ナイロンフィルム。
【請求項3】
請求項1または請求項2に記載の二軸延伸ナイロンフィルムにおいて、
当該フィルムの前記引張試験における前記4方向の引張破断強度が、いずれも180MPa以上である
ことを特徴とする二軸延伸ナイロンフィルム。
【請求項4】
請求項1ないし請求項3のいずれかに記載の二軸延伸ナイロンフィルムを含むことを特徴とするラミネート包材。
【請求項5】
ナイロン6を原料とする二軸延伸ナイロンフィルムの製造方法であって、
前記原料で構成された未延伸原反フィルムに対して、MD方向およびTD方向のそれぞれの延伸倍率が2.8倍以上となる条件で二軸延伸した後、205〜215℃で熱処理を行い、
当該フィルムの引張試験(試料幅15mm、標点間距離50mm、引張速度100mm/min)における4方向(MD方向、TD方向、45°方向、135°方向)の破断までの伸び率が70%以上であり、
当該フィルムの前記引張試験における応力−ひずみ曲線において、伸び率が50%となった際の引張応力σ1と、降伏点における引張応力σ2との比である応力比A(σ1/σ2)が、前記4方向についていずれも2以上である二軸延伸ナイロンフィルムを形成する
ことを特徴とする二軸延伸ナイロンフィルムの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2008−44209(P2008−44209A)
【公開日】平成20年2月28日(2008.2.28)
【国際特許分類】
【出願番号】特願2006−221051(P2006−221051)
【出願日】平成18年8月14日(2006.8.14)
【出願人】(500163366)出光ユニテック株式会社 (128)
【Fターム(参考)】
【公開日】平成20年2月28日(2008.2.28)
【国際特許分類】
【出願日】平成18年8月14日(2006.8.14)
【出願人】(500163366)出光ユニテック株式会社 (128)
【Fターム(参考)】
[ Back to top ]