
二軸延伸プラスチックフィルムの製造方法およびフィルム製造装置
【課題】二軸延伸のプラスチックフィルムを製造するにあたり、テンタークリップへの低分子量物の凝着を防ぎ、オリゴマーの付着を軽減させるような製造方法を提供する。
【解決手段】少なくとも1方向に延伸を行うテンターを用いて二軸延伸プラスチックフィルムを製造する方法において、テンタークリップのフィルムに接触しない部位の表面温度T1を75℃以上とすることを特徴とする二軸延伸プラスチックフィルムの製造方法。テンタークリップのフィルム把持部の表面温度T2を二軸延伸プラスチックフィルムのTg+35℃以下とすることを特徴とする前記製造方法。
【解決手段】少なくとも1方向に延伸を行うテンターを用いて二軸延伸プラスチックフィルムを製造する方法において、テンタークリップのフィルムに接触しない部位の表面温度T1を75℃以上とすることを特徴とする二軸延伸プラスチックフィルムの製造方法。テンタークリップのフィルム把持部の表面温度T2を二軸延伸プラスチックフィルムのTg+35℃以下とすることを特徴とする前記製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、モノマー、オリゴマー等の低分子量物の付着を軽減することのできる二軸延伸のプラスチックフィルム製造方法およびフィルム製造装置に関するものである。
【背景技術】
【0002】
ポリアミド、ポリエステル等の二軸延伸フィルムは強度、耐熱性、透明性、加工性等に優れ食品包装用途、工業用途に広く使用される。これらのフィルムは溶融製膜後、同時二軸延伸機あるいはロール式の縦延伸機とテンター式の横延伸機の組み合わされた二段二軸延伸機で二軸延伸されるのが一般的であり、さらに同時二軸延伸機あるいは横延伸機は熱風を加熱源としてフィルムを延伸、結晶化するための温度に加熱する方法が最も広く用いられる。この場合、フィルム中に含まれるモノマー、オリゴマー等の低分子量物がフィルムより昇華して熱風中に浮遊し、横延伸機内の低温部で凝縮し、機内を汚染したり、あるいは走行するフィルム表面に付着して該フィルムの品質を低下させてしまう問題がある。
【0003】
そこで、従来から延伸機内で発生した低分子量物を除去しようとする検討は数多くされてきた。具体的には、外部から取り込んだ清浄な空気を加熱してフィルムに噴き付けた後、上流側に設けた空気の排気口から低分子量物を含んだ空気を排出したり(特許文献1)、は、横延伸機に低分子量物を捕集する飛散物除去装置を付設したり(特許文献2)、熱風循環経路に白金触媒を配置し、循環される熱風の温度で低分子量物を燃焼処理(特許文献3)により延伸機内の低分子量物の濃度を低減させる提案がなされている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平6−4275号公報
【特許文献2】特開2002−219747号公報
【特許文献3】特開平11−342535号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
空気置換式の除去方法の場合には、外部から導入する清浄空気の温度が低いために熱損失が大きい。このため、熱交換器において多量の熱を加える必要がある。飛散物除去装置も、捕集率がおよそ50%であるため十分とはいえない。白金触媒は、触媒自体が高価であり、オイルミスト中に含まれる触媒毒により劣化するため寿命が短くあまり経済的な方法とは言えない。
【0006】
さらに、上記の従来法では、ある程度の延伸機内の低分子量物を減少させることは可能であるが十分とはいえない。特に、クリップ周辺は、低分子量物を含んだ空気が高速で走行するクリップの随伴流によって低温区域まで運ばれやすいため、低分子量物が凝縮して落下し、クリップ表面を汚染してしまう。クリップはフィルムに直接接触するため、クリップに付着した低分子量物がフィルムへ飛散し、フィルム欠点となるという問題があった。
【0007】
本発明の課題は、クリップへの低分子量物の凝着を防ぎ、低分子量物の付着を軽減させる二軸延伸プラスチックフィルムの製造方法と低分子量物の付着を軽減したとフィルムを提供することにある。
【課題を解決するための手段】
【0008】
本発明者は、鋭意研究を重ねた結果、前記課題が解決されることを見出し、本発明に到達した。
すなわち、本発明は、第一に、少なくとも1方向に延伸を行うテンターを用いて二軸延伸プラスチックフィルムを製造する方法において、テンタークリップのフィルムに接触しない部位(2〜4)の表面温度T1を75℃以上の温度に設定することを特徴とする二軸延伸プラスチックフィルムの製造方法である。
第二に、第一の製造方法によってフィルムを製造するための製造装置であって、テンターにおいて、テンタークリップを覆うリンクケーシングカバーを備えているフィルム製造装置である。
【発明の効果】
【0009】
本発明によれば、テンタークリップのフィルムに接触しない部位の表面温度T1を75℃以上の高温に設定することで、低分子量物を含んだ空気がクリップ表面で凝縮することを防ぎ、クリップ表面を長期間にわたって清浄に保つことが可能で、また、クリップから飛散するオリゴマーの量が減少することでオリゴマーの付着を軽減されたフィルムを得ることができる。
さらに、フィルム把持部の表面温度T2をTg+35℃以下に設定することで、フィルムの破断を少なくすることができる。
また、前記方法によりフィルムを製造するにあたり、テンターにおいて、テンタークリップ全体を覆うリンクケーシングカバーを備えていることで、テンタークリップのフィルムに接触しない部位全体がリンクケーシングカバーにより覆われるため、T1を前記温度範囲に制御することが容易となる。
【図面の簡単な説明】
【0010】
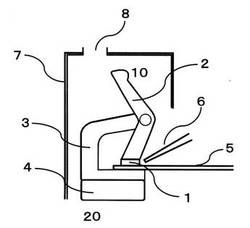
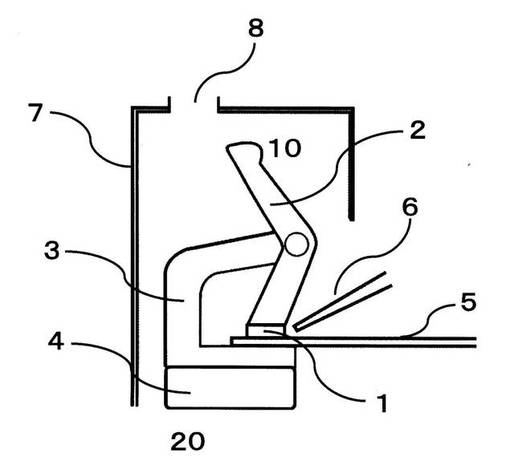
【図1】本発明の実施態様の一例を示すフィルム把持クリップである。
【発明を実施するための形態】
【0011】
以下、添付図面を参照しつつ、本発明を詳細に説明する。
【0012】
本発明において、テンタークリップの構成は特に限定されないが、例えば、図1に概略が示されたような、フィルム把持テンタークリップ装置が挙げられる。図1に示すテンタークリップ20は、フィルム把持部1、クリップレバー上部2、クリップ本体3と、クリップ台4とから構成されている。
また、本発明において「テンタークリップのフィルムに接触しない部位」とは、クリップレバー上部2、クリップ本体3、クリップ台4を合わせた部位を指している。
【0013】
本発明において、温度T1は、テンター入口のフィルムを把持するときのフィルム把持部1を除いたテンタークリップ20の表面温度である。例えばクリップ本体3の温度を計測してT1とすることができる。T1はテンタークリップの走行する全てのゾーンで管理する必要があって、テンタークリップ温度が一般的に最も低くなるテンター入口のフィルムを把持するときの温度を管理することが好ましい。
【0014】
温度T2は、テンター入口のフィルムを把持するときのフィルム把持部1の表面温度である。把持面の温度を測定することが困難であるため、クリップレバー上部2の可能な限りフィルム把持部1に近い部分の表面温度を測定してT2とする。T2は、延伸前のT2がTg+35℃以上になるとフィルム延伸において不具合が生じやすいので、テンター入口のフィルムを把持するときの温度を管理することが好ましい。
【0015】
テンタークリップにおける温度T1、T2を制御するための手段は特に限定されない。
例えば、図1では、フィルムと接触しているクリップ把持部1は、クリップ把持部1の近傍に設置した冷却エアノズル6により、その温度T2が所定の温度となるように冷風を噴きつけられて温度が制御されている。また、テンタークリップのフィルムに接触しない部位は、リンクケーシングカバー7によってテンタークリップ全体を覆って、熱風給気エアダクト8より部位2〜4の温度T1が所定の範囲となるように熱風を供給して温度制御する構成をとることができる。
【0016】
本発明においては、テンタークリップのフィルムに接触しない部位(2〜4)の表面温度T1を75℃以上とすることが必要であり、110℃以上に制御することが好ましい。T1を75℃以上にすることで、クリップ表面へのオリゴマーの凝着を防ぎ、クリップ表面を長期間清浄に保つことができる。
【0017】
T1の上限温度は、特に限定されないが、プラスチックフィルムの熱処理温度以下が好ましい。T1を熱処理温度以上にしても清浄効果が変わらないばかりか、T2の温度をTg+35℃以内に冷却することが技術的に困難になるためである。ここで、熱処理温度とは、例えば、ポリエチレンテレフタレートでは245℃、ナイロン6では200℃である。
【0018】
本発明においては、テンタークリップのフィルム把持部1の表面温度T2をTg+35℃以下の範囲に制御することが好ましく、より好ましくはTg+30℃以下、特に好ましくはTg+20℃以下である。延伸時には応力がテンタークリップに集中しやすいので、T2がTg+35℃を超えると、テンタークリップ部分でフィルムの破断が生じやすくなる。T2の下限温度は、特に限定されないが、フィルム把持部の周辺にフィルムの割れが生じる場合は、Tg以上に制御すると改善される。
【0019】
(二軸延伸フィルム)
本発明において、二軸延伸プラスチックフィルムを構成する樹脂としては、種々の熱可塑性樹脂が使用できるが、中でもポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、およびこれらの混合物などのポリエステル系樹脂、あるいはポリカプロンアミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリ−p−キシリレンアジパミド(MXD6ナイロン)、およびこれらの混合物などのポリアミド系樹脂が挙げられる。
【0020】
前記したポリエステル系樹脂及びポリアミド系樹脂からなるフィルムは、優れた成形性、加工性、力学特性、ガスバリア性などの優れた性能を有している。また、基材フィルムとしては上記のポリエステル系樹脂やポリアミド系樹脂を含む積層体、あるいは他の熱可塑性樹脂からなるフィルムの積層体を用いてもよい。フィルムの厚みは特に限定されないが、5〜500μmの範囲が好ましい。
【0021】
二軸延伸プラスチックフィルムは、熱可塑性樹脂を原料として公知の方法で製造することができる。例えば上述のポリアミド樹脂やポリエステル樹脂を押出機で加熱、溶融してTダイより押出し、冷却ロールなどにより冷却固化させて未延伸フィルムを得るか、もしくは円形ダイより押出して水冷あるいは空冷により固化させて未延伸フィルムを得る。
【0022】
延伸フィルムを製造するには、未延伸フィルムを一旦巻き取った後、または未延伸フィルム製造から連続して、同時二軸延伸法または逐次二軸延伸法により延伸する方法が好ましい。フィルムの機械的特性や厚み均一性などの性能面からは、Tダイによるフラット式製膜法とテンター延伸法を組み合わせる方法が好ましい。
【0023】
(Tg:ガラス転移温度)
フィルムのTD方向の中央部付近から2cm角の範囲で試料のサンプリングを行い、20℃65%RHで24時間調湿し、20℃、65%RHの恒温恒湿室でそのフィルム試料6〜8mgをアルミニウム製のDSCサンプルパンに入れ、Perkin Elmer社製DSC−7を使用し、窒素中において280℃で5分間溶融保持し、−55℃に急冷固化した後、昇温速度20℃/分で280℃まで昇温した。この時観測されるガラス転移温度をTgとした。
【0024】
実施例1
極限粘度0.69dl/gのポリエチレンテレフタレート(Tg=70℃)を押出機にて溶融したのち、Tダイより押し出し、表面温度を20℃に温調した冷却ドラム上に静電印加法で密着させて急冷して厚さ500μmの未延伸フィルムを得た。続いて90℃に温調した予熱ロール群で予熱した後、90℃に温調した延伸ロール間で周速を変化させて4.0倍に縦延伸し、厚さ125μmの縦延伸フィルムを得た。続いて縦延伸フィルムをテンター式延伸機に導き、予熱温度90℃、延伸温度120℃で5倍に横延伸し、続いて245℃で熱処理を行い、200℃で横方向に3%の弛緩処理も行った。 テンターから出たフィルムは、フィルム速度150m/minで巻き取り、厚さ25μmの二軸延伸ポリエステルフィルムを得た。
【0025】
上記二軸延伸フィルムを1ヶ月間製造した後の右端200mmから1300mmの範囲の巾をスリットし、フィルム巾が1100mmの二軸延伸ポリエステルフィルムロールを得た。
【0026】
テンタークリップとしては、図1に示すような装置を用いて、フィルム把持部1の温度T2と、テンタークリップ20のうちフィルム把持部1を除く部位の温度T1を制御可能な装置を用いた。熱風給気ダクト8は、テンター内の熱処理後からテンターから出るまでの間に数箇所設置し、T1が90℃となるように制御した。冷却エアノズル6を、テンターから出てフィルムを開放後からフィルムを把持する間に数箇所設置して、T2が83℃となるように制御した。温度測定は、それぞれ赤外線温度計で計測した。T1は、クリップ本体3の表面温度とした。T2は、フィルム把持部1のみを測定することが困難であったため、クリップレバー上部2の限りなくフィルム把持部1に近い部分の表面温度を測定してT2とした。
(評価方法)
【0027】
得られたフィルムロールは、光学式異物検査装置を通して、フィルム両端部から50mmを除くフィルム巾1000mmの範囲をフィルム長さ1000m間の0.2mm角以上の異物数を計測した。
【0028】
オリゴマー欠点数は、上記の異物検査装置で検知した異物を全てサンプリングして、顕微IR測定によってオリゴマーを確認した。欠点数が5個以下の場合を合格とした。表1が示すとおり、オリゴマー欠点数は問題ないレベルであった。
【0029】
また、1ヶ月間の生産においてフィルム破断頻度を計数した。フィルム破断回数が0〜2回であった場合は◎、3〜5回の場合は○、6〜10回の場合は△、10回以上の場合は×とし、表1に記載した。
【0030】
また、1ヶ月生産後のテンタークリップ表面を目視観察し、クリップ汚れ具合を以下の基準で評価した。オリゴマーの付着が全く見られない場合は◎、クリップ表面の色がわずかに白くなるが吐息を吹きかけてもオリゴマーが舞うことがない程度なら○、クリップ表面の色が明らかに白くなるが吐息を吹きかけてもオリゴマーが舞うことがない程度なら△、吐息でオリゴマーが舞う場合は×とした。
【0031】
実施例2
T1、T2を表1記載のように変更した以外は、実施例1のように生産して二軸延伸ポリエステルフィルムロールを得た。表1に示すように、T1温度を上げたことにより、実施例1よりもさらにオリゴマー欠点数が減り、クリップの汚れも少なかった。
【0032】
比較例1
T1、T2を表1記載のように変更した以外は、実施例1のように生産して二軸延伸ポリエステルフィルムロールを得た。オリゴマー欠点数が多く、クリップもオリゴマーが吐息で舞う程汚れていた。
【0033】
比較例2
T1、T2を表1記載のように変更した以外は、実施例1のように生産して二軸延伸ポリエステルフィルムロールを得た。T1がTg+35℃を超えている場合には、フィルム破断頻度が多すぎて、連続生産できなかったため、汚れ具合、オリゴマー欠点数を評価できなかった。
【0034】
実施例3
ナイロン6原料として、平均粒径1.5μmのシリカ粒子を0.2質量%と、エチレンビスステアロアミドを0.05質量%とを添加剤として含有したものを準備した。このナイロン6原料(Tg=44℃)を押出機およびTダイを用いて溶融押出しし、その後キャスティング・ドラムに巻き付けて冷却固化し、未延伸シートを作製した。この未延伸シートを70℃に温調した温水槽に送り、1分間の調湿処理を施した。その後、シートの幅方向の端部をフラット式同時二軸延伸機のクリップに把持させ、195℃の条件下、縦3.0倍、横3.3倍の延伸倍率で同時二軸軸延伸を施した。さらにその後、横方向の弛緩率を5%として、200℃で3秒間の熱処理を施し、冷却工程を経て、幅4m、厚さ15μmの二軸延伸ポリアミドフィルム原反を得た。テンタークリップは、表1記載のようにT1、T2を調整して生産した。得られた2軸延伸ポリアミドフィルムは、実施例1と同様にスリットし、評価を行った。2軸延伸ポリアミドフィルムでもオリゴマー欠点数が少なく、クリップの汚れが少なかった。
【0035】
比較例3
T1、T2を表1記載のように変更した以外は、実施例3のように生産して二軸延伸ポリアミドフィルムロールを得た。オリゴマー欠点数が多く、クリップもオリゴマーが吐息で舞う程汚れていた。
【0036】
【表1】

【符号の説明】
【0037】
1 フィルム把持部
2 クリップレバー上部
3 クリップ本体
4 クリップ台
5 フィルム
6 冷却エアノズル
7 リンクケーシングカバー
8 熱風給気エアダクト
10 クリップレバー:フィルム把持部1とクリップレバー上部2を合わせた部位
20 テンタークリップ:1〜4の部位を合わせた部位
【技術分野】
【0001】
本発明は、モノマー、オリゴマー等の低分子量物の付着を軽減することのできる二軸延伸のプラスチックフィルム製造方法およびフィルム製造装置に関するものである。
【背景技術】
【0002】
ポリアミド、ポリエステル等の二軸延伸フィルムは強度、耐熱性、透明性、加工性等に優れ食品包装用途、工業用途に広く使用される。これらのフィルムは溶融製膜後、同時二軸延伸機あるいはロール式の縦延伸機とテンター式の横延伸機の組み合わされた二段二軸延伸機で二軸延伸されるのが一般的であり、さらに同時二軸延伸機あるいは横延伸機は熱風を加熱源としてフィルムを延伸、結晶化するための温度に加熱する方法が最も広く用いられる。この場合、フィルム中に含まれるモノマー、オリゴマー等の低分子量物がフィルムより昇華して熱風中に浮遊し、横延伸機内の低温部で凝縮し、機内を汚染したり、あるいは走行するフィルム表面に付着して該フィルムの品質を低下させてしまう問題がある。
【0003】
そこで、従来から延伸機内で発生した低分子量物を除去しようとする検討は数多くされてきた。具体的には、外部から取り込んだ清浄な空気を加熱してフィルムに噴き付けた後、上流側に設けた空気の排気口から低分子量物を含んだ空気を排出したり(特許文献1)、は、横延伸機に低分子量物を捕集する飛散物除去装置を付設したり(特許文献2)、熱風循環経路に白金触媒を配置し、循環される熱風の温度で低分子量物を燃焼処理(特許文献3)により延伸機内の低分子量物の濃度を低減させる提案がなされている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特公平6−4275号公報
【特許文献2】特開2002−219747号公報
【特許文献3】特開平11−342535号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
空気置換式の除去方法の場合には、外部から導入する清浄空気の温度が低いために熱損失が大きい。このため、熱交換器において多量の熱を加える必要がある。飛散物除去装置も、捕集率がおよそ50%であるため十分とはいえない。白金触媒は、触媒自体が高価であり、オイルミスト中に含まれる触媒毒により劣化するため寿命が短くあまり経済的な方法とは言えない。
【0006】
さらに、上記の従来法では、ある程度の延伸機内の低分子量物を減少させることは可能であるが十分とはいえない。特に、クリップ周辺は、低分子量物を含んだ空気が高速で走行するクリップの随伴流によって低温区域まで運ばれやすいため、低分子量物が凝縮して落下し、クリップ表面を汚染してしまう。クリップはフィルムに直接接触するため、クリップに付着した低分子量物がフィルムへ飛散し、フィルム欠点となるという問題があった。
【0007】
本発明の課題は、クリップへの低分子量物の凝着を防ぎ、低分子量物の付着を軽減させる二軸延伸プラスチックフィルムの製造方法と低分子量物の付着を軽減したとフィルムを提供することにある。
【課題を解決するための手段】
【0008】
本発明者は、鋭意研究を重ねた結果、前記課題が解決されることを見出し、本発明に到達した。
すなわち、本発明は、第一に、少なくとも1方向に延伸を行うテンターを用いて二軸延伸プラスチックフィルムを製造する方法において、テンタークリップのフィルムに接触しない部位(2〜4)の表面温度T1を75℃以上の温度に設定することを特徴とする二軸延伸プラスチックフィルムの製造方法である。
第二に、第一の製造方法によってフィルムを製造するための製造装置であって、テンターにおいて、テンタークリップを覆うリンクケーシングカバーを備えているフィルム製造装置である。
【発明の効果】
【0009】
本発明によれば、テンタークリップのフィルムに接触しない部位の表面温度T1を75℃以上の高温に設定することで、低分子量物を含んだ空気がクリップ表面で凝縮することを防ぎ、クリップ表面を長期間にわたって清浄に保つことが可能で、また、クリップから飛散するオリゴマーの量が減少することでオリゴマーの付着を軽減されたフィルムを得ることができる。
さらに、フィルム把持部の表面温度T2をTg+35℃以下に設定することで、フィルムの破断を少なくすることができる。
また、前記方法によりフィルムを製造するにあたり、テンターにおいて、テンタークリップ全体を覆うリンクケーシングカバーを備えていることで、テンタークリップのフィルムに接触しない部位全体がリンクケーシングカバーにより覆われるため、T1を前記温度範囲に制御することが容易となる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施態様の一例を示すフィルム把持クリップである。
【発明を実施するための形態】
【0011】
以下、添付図面を参照しつつ、本発明を詳細に説明する。
【0012】
本発明において、テンタークリップの構成は特に限定されないが、例えば、図1に概略が示されたような、フィルム把持テンタークリップ装置が挙げられる。図1に示すテンタークリップ20は、フィルム把持部1、クリップレバー上部2、クリップ本体3と、クリップ台4とから構成されている。
また、本発明において「テンタークリップのフィルムに接触しない部位」とは、クリップレバー上部2、クリップ本体3、クリップ台4を合わせた部位を指している。
【0013】
本発明において、温度T1は、テンター入口のフィルムを把持するときのフィルム把持部1を除いたテンタークリップ20の表面温度である。例えばクリップ本体3の温度を計測してT1とすることができる。T1はテンタークリップの走行する全てのゾーンで管理する必要があって、テンタークリップ温度が一般的に最も低くなるテンター入口のフィルムを把持するときの温度を管理することが好ましい。
【0014】
温度T2は、テンター入口のフィルムを把持するときのフィルム把持部1の表面温度である。把持面の温度を測定することが困難であるため、クリップレバー上部2の可能な限りフィルム把持部1に近い部分の表面温度を測定してT2とする。T2は、延伸前のT2がTg+35℃以上になるとフィルム延伸において不具合が生じやすいので、テンター入口のフィルムを把持するときの温度を管理することが好ましい。
【0015】
テンタークリップにおける温度T1、T2を制御するための手段は特に限定されない。
例えば、図1では、フィルムと接触しているクリップ把持部1は、クリップ把持部1の近傍に設置した冷却エアノズル6により、その温度T2が所定の温度となるように冷風を噴きつけられて温度が制御されている。また、テンタークリップのフィルムに接触しない部位は、リンクケーシングカバー7によってテンタークリップ全体を覆って、熱風給気エアダクト8より部位2〜4の温度T1が所定の範囲となるように熱風を供給して温度制御する構成をとることができる。
【0016】
本発明においては、テンタークリップのフィルムに接触しない部位(2〜4)の表面温度T1を75℃以上とすることが必要であり、110℃以上に制御することが好ましい。T1を75℃以上にすることで、クリップ表面へのオリゴマーの凝着を防ぎ、クリップ表面を長期間清浄に保つことができる。
【0017】
T1の上限温度は、特に限定されないが、プラスチックフィルムの熱処理温度以下が好ましい。T1を熱処理温度以上にしても清浄効果が変わらないばかりか、T2の温度をTg+35℃以内に冷却することが技術的に困難になるためである。ここで、熱処理温度とは、例えば、ポリエチレンテレフタレートでは245℃、ナイロン6では200℃である。
【0018】
本発明においては、テンタークリップのフィルム把持部1の表面温度T2をTg+35℃以下の範囲に制御することが好ましく、より好ましくはTg+30℃以下、特に好ましくはTg+20℃以下である。延伸時には応力がテンタークリップに集中しやすいので、T2がTg+35℃を超えると、テンタークリップ部分でフィルムの破断が生じやすくなる。T2の下限温度は、特に限定されないが、フィルム把持部の周辺にフィルムの割れが生じる場合は、Tg以上に制御すると改善される。
【0019】
(二軸延伸フィルム)
本発明において、二軸延伸プラスチックフィルムを構成する樹脂としては、種々の熱可塑性樹脂が使用できるが、中でもポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、およびこれらの混合物などのポリエステル系樹脂、あるいはポリカプロンアミド(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリ−p−キシリレンアジパミド(MXD6ナイロン)、およびこれらの混合物などのポリアミド系樹脂が挙げられる。
【0020】
前記したポリエステル系樹脂及びポリアミド系樹脂からなるフィルムは、優れた成形性、加工性、力学特性、ガスバリア性などの優れた性能を有している。また、基材フィルムとしては上記のポリエステル系樹脂やポリアミド系樹脂を含む積層体、あるいは他の熱可塑性樹脂からなるフィルムの積層体を用いてもよい。フィルムの厚みは特に限定されないが、5〜500μmの範囲が好ましい。
【0021】
二軸延伸プラスチックフィルムは、熱可塑性樹脂を原料として公知の方法で製造することができる。例えば上述のポリアミド樹脂やポリエステル樹脂を押出機で加熱、溶融してTダイより押出し、冷却ロールなどにより冷却固化させて未延伸フィルムを得るか、もしくは円形ダイより押出して水冷あるいは空冷により固化させて未延伸フィルムを得る。
【0022】
延伸フィルムを製造するには、未延伸フィルムを一旦巻き取った後、または未延伸フィルム製造から連続して、同時二軸延伸法または逐次二軸延伸法により延伸する方法が好ましい。フィルムの機械的特性や厚み均一性などの性能面からは、Tダイによるフラット式製膜法とテンター延伸法を組み合わせる方法が好ましい。
【0023】
(Tg:ガラス転移温度)
フィルムのTD方向の中央部付近から2cm角の範囲で試料のサンプリングを行い、20℃65%RHで24時間調湿し、20℃、65%RHの恒温恒湿室でそのフィルム試料6〜8mgをアルミニウム製のDSCサンプルパンに入れ、Perkin Elmer社製DSC−7を使用し、窒素中において280℃で5分間溶融保持し、−55℃に急冷固化した後、昇温速度20℃/分で280℃まで昇温した。この時観測されるガラス転移温度をTgとした。
【0024】
実施例1
極限粘度0.69dl/gのポリエチレンテレフタレート(Tg=70℃)を押出機にて溶融したのち、Tダイより押し出し、表面温度を20℃に温調した冷却ドラム上に静電印加法で密着させて急冷して厚さ500μmの未延伸フィルムを得た。続いて90℃に温調した予熱ロール群で予熱した後、90℃に温調した延伸ロール間で周速を変化させて4.0倍に縦延伸し、厚さ125μmの縦延伸フィルムを得た。続いて縦延伸フィルムをテンター式延伸機に導き、予熱温度90℃、延伸温度120℃で5倍に横延伸し、続いて245℃で熱処理を行い、200℃で横方向に3%の弛緩処理も行った。 テンターから出たフィルムは、フィルム速度150m/minで巻き取り、厚さ25μmの二軸延伸ポリエステルフィルムを得た。
【0025】
上記二軸延伸フィルムを1ヶ月間製造した後の右端200mmから1300mmの範囲の巾をスリットし、フィルム巾が1100mmの二軸延伸ポリエステルフィルムロールを得た。
【0026】
テンタークリップとしては、図1に示すような装置を用いて、フィルム把持部1の温度T2と、テンタークリップ20のうちフィルム把持部1を除く部位の温度T1を制御可能な装置を用いた。熱風給気ダクト8は、テンター内の熱処理後からテンターから出るまでの間に数箇所設置し、T1が90℃となるように制御した。冷却エアノズル6を、テンターから出てフィルムを開放後からフィルムを把持する間に数箇所設置して、T2が83℃となるように制御した。温度測定は、それぞれ赤外線温度計で計測した。T1は、クリップ本体3の表面温度とした。T2は、フィルム把持部1のみを測定することが困難であったため、クリップレバー上部2の限りなくフィルム把持部1に近い部分の表面温度を測定してT2とした。
(評価方法)
【0027】
得られたフィルムロールは、光学式異物検査装置を通して、フィルム両端部から50mmを除くフィルム巾1000mmの範囲をフィルム長さ1000m間の0.2mm角以上の異物数を計測した。
【0028】
オリゴマー欠点数は、上記の異物検査装置で検知した異物を全てサンプリングして、顕微IR測定によってオリゴマーを確認した。欠点数が5個以下の場合を合格とした。表1が示すとおり、オリゴマー欠点数は問題ないレベルであった。
【0029】
また、1ヶ月間の生産においてフィルム破断頻度を計数した。フィルム破断回数が0〜2回であった場合は◎、3〜5回の場合は○、6〜10回の場合は△、10回以上の場合は×とし、表1に記載した。
【0030】
また、1ヶ月生産後のテンタークリップ表面を目視観察し、クリップ汚れ具合を以下の基準で評価した。オリゴマーの付着が全く見られない場合は◎、クリップ表面の色がわずかに白くなるが吐息を吹きかけてもオリゴマーが舞うことがない程度なら○、クリップ表面の色が明らかに白くなるが吐息を吹きかけてもオリゴマーが舞うことがない程度なら△、吐息でオリゴマーが舞う場合は×とした。
【0031】
実施例2
T1、T2を表1記載のように変更した以外は、実施例1のように生産して二軸延伸ポリエステルフィルムロールを得た。表1に示すように、T1温度を上げたことにより、実施例1よりもさらにオリゴマー欠点数が減り、クリップの汚れも少なかった。
【0032】
比較例1
T1、T2を表1記載のように変更した以外は、実施例1のように生産して二軸延伸ポリエステルフィルムロールを得た。オリゴマー欠点数が多く、クリップもオリゴマーが吐息で舞う程汚れていた。
【0033】
比較例2
T1、T2を表1記載のように変更した以外は、実施例1のように生産して二軸延伸ポリエステルフィルムロールを得た。T1がTg+35℃を超えている場合には、フィルム破断頻度が多すぎて、連続生産できなかったため、汚れ具合、オリゴマー欠点数を評価できなかった。
【0034】
実施例3
ナイロン6原料として、平均粒径1.5μmのシリカ粒子を0.2質量%と、エチレンビスステアロアミドを0.05質量%とを添加剤として含有したものを準備した。このナイロン6原料(Tg=44℃)を押出機およびTダイを用いて溶融押出しし、その後キャスティング・ドラムに巻き付けて冷却固化し、未延伸シートを作製した。この未延伸シートを70℃に温調した温水槽に送り、1分間の調湿処理を施した。その後、シートの幅方向の端部をフラット式同時二軸延伸機のクリップに把持させ、195℃の条件下、縦3.0倍、横3.3倍の延伸倍率で同時二軸軸延伸を施した。さらにその後、横方向の弛緩率を5%として、200℃で3秒間の熱処理を施し、冷却工程を経て、幅4m、厚さ15μmの二軸延伸ポリアミドフィルム原反を得た。テンタークリップは、表1記載のようにT1、T2を調整して生産した。得られた2軸延伸ポリアミドフィルムは、実施例1と同様にスリットし、評価を行った。2軸延伸ポリアミドフィルムでもオリゴマー欠点数が少なく、クリップの汚れが少なかった。
【0035】
比較例3
T1、T2を表1記載のように変更した以外は、実施例3のように生産して二軸延伸ポリアミドフィルムロールを得た。オリゴマー欠点数が多く、クリップもオリゴマーが吐息で舞う程汚れていた。
【0036】
【表1】
【符号の説明】
【0037】
1 フィルム把持部
2 クリップレバー上部
3 クリップ本体
4 クリップ台
5 フィルム
6 冷却エアノズル
7 リンクケーシングカバー
8 熱風給気エアダクト
10 クリップレバー:フィルム把持部1とクリップレバー上部2を合わせた部位
20 テンタークリップ:1〜4の部位を合わせた部位
【特許請求の範囲】
【請求項1】
少なくとも1方向に延伸を行うテンターを用いて二軸延伸プラスチックフィルムを製造する方法において、テンタークリップのフィルムに接触しない部位の表面温度T1を75℃以上とすることを特徴とする二軸延伸プラスチックフィルムの製造方法。
【請求項2】
テンタークリップのフィルム把持部の表面温度T2を二軸延伸プラスチックフィルムのTg+35℃以下とすることを特徴とする請求項1記載の二軸延伸プラスチックフィルムの製造方法。
【請求項3】
請求項1または2に記載の製造方法によりフィルムを製造するための製造装置であって、少なくとも1方向に延伸を行って二軸延伸プラスチックフィルムを製造するためのテンターにおいて、テンタークリップを覆うリンクケーシングカバーを備えていることを特徴とするフィルム製造装置。
【請求項4】
テンターにおける延伸方式が同時二軸延伸である請求項3記載のフィルム製造装置。
【請求項5】
テンターにおける延伸方式が横延伸であって、縦延伸機と組み合わせて二段二軸延伸機を構成する請求項3記載のフィルム製造装置。
【請求項1】
少なくとも1方向に延伸を行うテンターを用いて二軸延伸プラスチックフィルムを製造する方法において、テンタークリップのフィルムに接触しない部位の表面温度T1を75℃以上とすることを特徴とする二軸延伸プラスチックフィルムの製造方法。
【請求項2】
テンタークリップのフィルム把持部の表面温度T2を二軸延伸プラスチックフィルムのTg+35℃以下とすることを特徴とする請求項1記載の二軸延伸プラスチックフィルムの製造方法。
【請求項3】
請求項1または2に記載の製造方法によりフィルムを製造するための製造装置であって、少なくとも1方向に延伸を行って二軸延伸プラスチックフィルムを製造するためのテンターにおいて、テンタークリップを覆うリンクケーシングカバーを備えていることを特徴とするフィルム製造装置。
【請求項4】
テンターにおける延伸方式が同時二軸延伸である請求項3記載のフィルム製造装置。
【請求項5】
テンターにおける延伸方式が横延伸であって、縦延伸機と組み合わせて二段二軸延伸機を構成する請求項3記載のフィルム製造装置。
【図1】

【公開番号】特開2011−37065(P2011−37065A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−184604(P2009−184604)
【出願日】平成21年8月7日(2009.8.7)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月7日(2009.8.7)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]