
二軸延伸ポリエステルフィルムの熱処理方法
【課題】 平面性が良好で、熱寸法安定性に優れた二軸延伸された熱可塑性樹脂フィルムを効率的に得ることができる弛緩熱処理方法を提供すること。
【解決手段】 二軸延伸ポリエステルフィルムを熱処理する方法において、長尺の二軸延伸ポリエステルフィルムを一対の送り出しロールで加熱ゾーン内に導き、加熱ゾーン内で懸垂させ下方に走行させる過程で加熱し、加熱ゾーン外の下方で二軸延伸ポリエステルフィルムの走行方向を反転させて冷却ゾーン内に導き、冷却ゾーンの上方外部に配置した一対の引き取りロールで上方に走行させる過程で冷却することを要旨とする。
【解決手段】 二軸延伸ポリエステルフィルムを熱処理する方法において、長尺の二軸延伸ポリエステルフィルムを一対の送り出しロールで加熱ゾーン内に導き、加熱ゾーン内で懸垂させ下方に走行させる過程で加熱し、加熱ゾーン外の下方で二軸延伸ポリエステルフィルムの走行方向を反転させて冷却ゾーン内に導き、冷却ゾーンの上方外部に配置した一対の引き取りロールで上方に走行させる過程で冷却することを要旨とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二軸延伸ポリエステルフィルムの熱処理方法に関する。さらに詳しくは、平面性が良好で、熱寸法安定性に優れた二軸延伸されたポリエステルフィルムを、効率的に弛緩熱処理方法に関する。
【背景技術】
【0002】
従来、二軸延伸熱可塑性樹脂フィルム、例えば、二軸延伸ポリエステルフィルムは、耐熱性、機械特性、耐薬品性などにおいて優れた性能を発揮するので、多くの用途に使用されている。これら脂フィルムを応用した製品の小型化、軽量化、精度向上などから、フィルムに一層優れた性能が要求されるようになった。特に需要者が目的物に加工する段階で加熱される用途、例えば、メンブレンスイッチ、FPC、熱現像方式の写真感光材料の用途などでは、低熱収縮の樹脂フィルムが要請されている。具体的には、従来、タッチパネル用フィルムでは、熱収縮率が、温度150℃で30分間の加熱で0.5%以下程度でよかったものが、0.1%以下の性能が要請されるようになった。
【0003】
これらの要請に対して、二軸延伸ポリエステルフィルムの製造工程中のオンラインで、熱固定温度を高く設定する手法で結晶化温度を高めたり、縦および横方向に弛緩熱処理したりする方法が行われている。しかし、オンラインにおける処理だけでは、フィルムを十分に低熱収縮化することができないので、フィルム製造後に別工程(オフライン)で、熱弛緩処理する方法が提案され、実用化されている。
【0004】
オフラインで二軸延伸ポリエステルフィルムに熱弛緩処理方法は、多数提案されている。例えば、懸垂状態で連続的に走行させたフィルムを、特定の温度条件下で弛緩することによって熱収縮率を0.1%以下にする方法がある(特許文献1)。さらに、上方に設置した予熱ロールから懸垂状態で連続的に走行させた樹脂フィルムを、熱処理オーブンで特定の温度条件下で加熱し、ついで冷却ロールによって多段階に冷却する方法(特許文献2、特許文献3、特許文献4)などがある。これら特許文献に記載の方法は、フィルムが最高温度に達して延び易くなった状態で、懸垂したフィルム自体の重さ(自重)が負荷され、さらに、冷却ロールによってフィルムを移送するので、フィルムに張力が負荷されるのは避けられず、熱弛緩処理効果が大幅に減じられる。
【0005】
別の方法として、フィルムを加熱オーブン内で加熱しつつ下方から上方に走行させ、上方で空気圧によって浮上させた状態で走行方向を反転させ、下方に走行させる過程で冷却する方法がある(特許文献5)。この方法では、フィルムが下方から上方に走行させられながら加熱オーブン上部で最高温度まで加熱され、最高温度に達したフィルムに空気圧によって浮上させた最高位置から冷却ロールまでの長さ分のフィルムの自重が負荷されるので、空気圧によって浮上させる部分で樹脂フィルムを引き延ばすように作用する。また、加熱オーブン中で最高温度まで加熱されたフィルムは、浮上させるための空気によって延ばされるので、この際に樹脂フィルムの平面性(しわやたるみがないこと)を維持することが困難になり、熱弛緩処理効果が減じられる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平6−17065号公報
【特許文献2】特開2001−158053号公報
【特許文献3】特開2001−158054号公報
【特許文献4】特開2001−322166号公報
【特許文献5】特開2002−144421号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明者は、かかる状況にあって、従来技術に存在していた諸欠点を排除した熱処理技術を提供すべく鋭意検討した結果、本発明を完成するに至った。すなわち、本発明の目的は、しわやたるみがなく平面性が良好で、熱寸法安定性に優れた二軸延伸ポリエステルフィルムが得られる熱処理方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明では、二軸延伸ポリエステルフィルムを熱処理する方法において、長尺の二軸延伸ポリエステルフィルムを一対のフィルム送り出しロールで加熱ゾーン内に導き、加熱ゾーン内で懸垂させ下方に走行させる過程で加熱し、加熱ゾーン外の下方で二軸延伸ポリエステルフィルムの走行方向を反転させて冷却ゾーン内に導き、冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールで上方に走行させる過程で冷却することを特徴とする、二軸延伸ポリエステルフィルムの熱処理方法を提供する。
【発明の効果】
【0009】
本発明は、以下に詳細に説明するとおりであり、次のような効果を奏し、その産業上の利用価値は極めて大である。
1.本発明に係るの熱処理方法によれば、しわやたるみがなく平面性の良好な二軸延伸ポリエステルフィルムが得られる。
2.本発明に係る熱処理方法によれば、熱寸法安定性に優れた二軸延伸ポリエステルフィルムた得られる。
【図面の簡単な説明】
【0010】
【図1】第1図は、本発明に係る熱処理方法を説明する一例の、側面略図である。
【発明を実施するための形態】
【0011】
以下、本発明を詳細に説明する。本発明でポリエステル樹脂とは、芳香族二塩基酸またはそのエステル形成誘導体と、ジオールまたはそのエステル形成誘導体から合成される線状飽和ポリエステルである。ポリエステル樹脂の具体例としては、ポリエチレンテレフタレート、ポリエチレンイソフタレート、ポリブチレンテレフタレート、ポリ(1,4−シクロヘキシレンジメチレンテレフタレート)、ポリエチレン−2,6−ナフタレンジカルボキシレートなどが挙げられ、これらの共重合体またはこれらと小割合の他の樹脂との混合物なども含まれる。これらポリエステルは、成形用として使用される固有粘度が0.35〜0.9dl/gの範囲のものが好適であり、残存単量体やオリゴマーなどの含有量が少ないものほど好ましい。
【0012】
上記熱可塑性樹脂には、通常使用される樹脂添加剤を含有させる(配合する)ことができる。含有させる樹脂添加剤としては、フィルムの滑り性改良剤、顔料、熱安定剤、光安定剤、紫外線吸収剤などが挙げられる。フィルム表面の滑り性を改良する目的の滑り性改良剤としては、炭酸カルシウム、カオリン、シリカ、酸化チタン、アルミナ、架橋ポリスチレン粒子、シリコン樹脂粒子などが挙げられる。
【0013】
本発明方法が適用できる二軸延伸ポリエステルフィルムは、従来から知られている方法で製造され二軸延伸フィルムとされ、オンラインで熱固定されたポリエステルフィルムである。原料ポリエステルを乾燥した後、下限を樹脂の融点(Tm℃)とし、上限を(Tm+70℃)とした温度範囲に設定した押出機で溶融し、押出機先端に装着したダイ(例えば、T−ダイ、I−ダイなど)から冷却ドラム上に押出し、急冷して未延伸フィルムを得る。次いで、この未延伸フィルムを縦方向に、樹脂のガラス転移温度(Tg℃)を下限とし、上限を(Tg+70)℃とした温度範囲で、2.5〜5.0倍の倍率で延伸する。さらに、下限を(Tg+70)℃とし、上限をTm℃とした温度範囲で熱固定する工程を経て製造することができる。オンラインでフィルムを熱固定する場合は、フィルムに0.04〜0.60MPaの張力を負荷し、温度が190〜240℃の範囲、処理時間1〜60秒の範囲で熱固定するものとし、処理時間は、温度が高いときは短く、温度が低いときは長くするのが好ましい。フィルムの厚さは、最終用途により異なり、通常は50μm〜500μmの範囲で選ばれる。連続的に製造されたフィルムは、通常、ロール状に巻回されて取り扱われる。
【0014】
ポリエステルフィルムは、表面処理が施されていてもよい。フィルムの表面処理の種類としては帯電防止処理、紫外線防止処理、表面硬度向上処理、すべり性改良処理などが挙げられ、いずれも従来から知られている処理方法によることができる。
【0015】
本発明方法によるときは、オフラインで、フィルムを加熱ゾーンと冷却ゾーンとを走行させて熱処理する。ロール状に巻回されたフィルムを一対のフィルム送り出しロールで加熱ゾーン内に導く。この際、一対のフィルム送り出しロールは、あらかじめTg以下に温度調節しておくのが好ましい。加熱ゾーンでは、フィルムを懸垂させた状態で表裏から加熱し加熱処理する。フィルムの懸垂方向は垂直真下ではなく、後記する反転位置および冷却ゾーンを走行する端部を側面から観察した場合に、放物線に類似した曲線(カテナリー曲線)を形成する角度とするのが好ましい(後記する図1参照)。フィルムを懸垂させた状態で加熱処理を行うことにより、フィルムを十分に熱弛緩(熱収縮)させ、加熱前のフィルム表面に目視観察される「しわ」や「たるみ」をなくして平面性を向上させ、残留歪を少なくすることができる。この加熱ゾーンでの加熱では、加熱処理後の熱収縮率がフィルムの元の寸法の1.0%以下、好ましくは0.5%以下となるように弛緩熱収縮させる。加熱ゾーンの大きさ(幅、長さ、容積など)は、熱処理する原料樹脂フィルムの種類、幅などに依存し、幅20cm〜5m、長さ20cm〜2.5mの範囲で選ぶことができる。加熱ゾーンの容積は、加熱手段が設置されフィルムが走行可能な容積であればよい。
【0016】
加熱ゾーンでの加熱手段は、(1)熱風を吹き込む方法、(2)赤外線ヒーターやセラミックヒーターによる方法、(3)熱風を吹き込みとヒーターを組合せる方法などが挙げられる。いずれの方法でも、幅方向の温度分布を均一にすることによって、熱収縮率の幅方向分布を小さくすることができる。熱風を吹き込む方法の場合は、加熱ゾーンの長さに依存するが、熱風ノズルを幅方向および長さ方向に複数均一に並べて配置し、フィルムの両面に上向きに吹き込むのが好ましい。なお、熱風ノズルの風速を調節できるように、各ノズルのごとにノズル内部に吹き込み量調節弁を設置するのが好ましい。熱風を吹き込む方法の場合はさらに、加熱ゾーンを走行させるフィルムのバタツキを最小限に抑える風速とするのが好ましい。ヒーターによる方法の場合には、小さいヒーターを幅方向および長さ方向に複数均一に並べては配置し、各ヒーターごとに温度制御するのが好ましい。ヒーターは遠赤外線放射ヒーターであって、熱容量の小さいものが好ましい。
【0017】
加熱ゾーンの設定温度は、フィルムを構成する樹脂のTg℃(二次転移温度)との関係は、下限を(Tg+20)℃とし、上限を(Tg+150)℃とする温度範囲で選ぶのが好ましい。設定温度の下限が(Tg+20)℃以下では、フィルムを懸垂させた状態で十分に熱弛緩(熱収縮)させることができず、上限が(Tg+150)℃を超えると温度が高すぎ収縮が大きくなりすぎて、優れた平面性のフィルムが得られない。加熱ゾーンでのフィルムの滞留時間は、フィルムの種類、加熱ゾーンの長さ、加熱ゾーンの設定温度、加熱手段、フィルムの走行速度などに依存して変わり、1〜30秒の範囲で選ぶことができる。フィルムの走行速度は、フィルムの種類、加熱ゾーンの長さ、加熱ゾーンの設定温度、フィルムを走行させる機構などに依存して変わり、5〜30m/分の範囲で選ぶことができる。
【0018】
フィルムは、加熱ゾーン下端の位置で最高温度{(Tg+70)℃以下}に達する。フィルムが加熱ゾーン下端を通過した直後に、加熱されたフィルムに負荷される自重はこの位置で最小となる。しかし、加熱ゾーン下端を通過した直後に走行方向を反転させて冷却ゾーン内に導くので、最高温度に達した時点のフィルムに、懸垂したフィルム自体の重さ(自重)が負荷されるのは瞬間的で、長時間負荷されることがないので、熱弛緩処理効果が減じられることがない。加熱ゾーン内では、熱風は加熱ゾーンの下端から上方に流れながら加熱ゾーン上端部で加熱ゾーンから放出される。この際、熱風が一対のフィルム送り出しロールに直接吹きつけないように遮蔽板を設けるのが好ましい。
【0019】
本発明において反転とは、懸垂させた状態で下方に走行させていたフィルムを、放物線に類似した曲線(カテナリー曲線)を形成させて(後記する図1参照)上方に転換させ、冷却ゾーン内に導くことをいう。フィルムを上方へ走行させる方向は、垂直真上ではなく、加熱ゾーン、反転位置および冷却ゾーンを走行する端部を側面から観察したときに、放物線に類似した曲線(カテナリー曲線)を形成する角度とするのが好ましい。冷却ゾーンでは、冷却ゾーンの上方外部に配置した一対の引き取りロールを配置して、フィルムを調節した速度で走行させつつ冷却し、加熱ゾーンで懸垂下で緊張させた状態を固定し、「しわ」や「たるみ」をなくして平面性が向上した低熱収縮率の製品とすることができる。
【0020】
冷却ゾーンでの冷却手段は、(1)フィルム面の両側に水冷板を配置して冷却する方法、(2)水冷板を配置する他に、フィルムの水冷板の間に冷風を吹き込む方法、などが挙げられる。水冷板は、十分な表面積を有するものとし、輻射伝熱によってフィルムを冷却する方法である。水冷板は、フィルムと対向する面する表面には遠赤外線放射塗装を施して吸熱効果を高め、裏面には複写吸熱板を冷却する水冷循環配管を備えたものが好ましい。循環する冷却水は、冷却板が結露しない最低水温に温度制御されて一定水温に保つのが好ましい。冷風は、複数個の冷風ノズルをフィルムの幅方向および長さ方向に均一に並べて配置し、上方向きに吹き込むのが好ましい。なお、冷風ノズルの風速を調節できるように、各ノズルのごとにノズル内部に吹き込み量調節弁を設置するのが好ましい。冷風は、室温の空気かそれ以下に露点温度を下げた乾燥空気が好ましい。冷風は、冷却ゾーンの上側から一対のフィルム引き取りロールに直接吹きつけないように、遮蔽板を設けるのが好ましい。
【0021】
冷却ゾーンでガラス転移点(Tg)の近傍に冷却されたフィルムは、冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールで上方に走行させつつ、連続的に引き取られ、ロール状に巻回される。この際、一対のフィルム引き取りロールの表面温度を、(Tg−10)℃以下となるように温度調節するのが好ましい。フィルムの走行速度は、加熱ゾーンの上方外部に配置した一対のフィルム送り出しロールと冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールとの回転速度によって調節される。走行方向を反転させる部分に滞留するフィルムの長さは、一対のフィルム送り出しロールと一対のフィルム引き取りロールとによって調節できる。走行方向を反転させる部分に滞留するフィルムの下限点を、下限点検出センサーで検出し、冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールに連動させてフィルム走行速度を調節すると、長時間の連続操作ができて好ましい。
【0022】
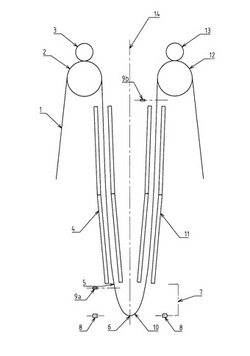
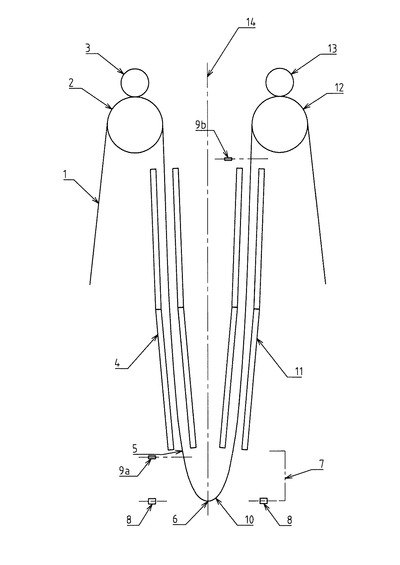
以下、本発明を図面に基づいて説明する。図1は、本発明に係る熱処理方法を説明する一例の、側面略図である。図において、1は二軸延伸ポリエステルフィルム、2、3はフィルム送り出しロール、4は加熱ゾーン、5は最高温度に達する位置、6はフィルムの下限点、7はフィルム走行方向反転ゾーン、8は下限点の検出センサー、9、9a、9bは放射温度計で、9aは加熱ゾーン出口でフィルムの最高温度を測定し、9bは冷却ゾーン出口でのフィルム温度を測定する。10はカテナリー(懸垂)曲線、11は冷却ゾーン、12、13はフィルム引き取りロール、14はカテナリ曲線の中心軸である。
【0023】
本発明に係る熱処理方法が適用できるフィルムは、長尺の二軸延伸ポリエステルフィルムである。短尺のフィルムは、実験室的規模で処理できるので、本発明に係る熱処理方法を適用するには不適当である。図示されていないロール状に巻回され長尺の二軸延伸ポリエステルフィルム(図示されていない)は、通常、一対のフィルム送り出しロール2、3によって、加熱ゾーン4内に導き、加熱ゾーン4内で懸垂させ下方に走行させる。加熱ゾーン4と冷却ゾーン11とは、図1に示したように、側面視においてカタカナのハの字を逆にしたように配置する。フィルムの走行速度は、加熱ゾーン4上方外部に配置した一対のフィルムの送り出しロール2、3と、冷却ゾーン11の上方外部に配置した一対のフィルム引き取りロール12、13を連動させることによって調節できる。
【0024】
本発明に係る熱処理方法によって具体的に処理する場合は、次の手順によることができる。フィルムの熱処理を行いながら、9aおよび9bでフィルムの表面温度を測定しつつ、フィルムの移送速度と加熱ゾーンの設定条件、冷却ゾーンの設定条件を調節する。この際、下限点の検出センサー8の信号でフィルムの下限点が一定の位置を保持するように、一対のフィルム送り出しロール2と3の回転速度、一対のフィルム引き取りロール12と13の回転速度を調節し、同時に放射温度計に9bによる測定値がガラス転移点(Tg)になるように制御し、定常操業に移行することができる。このような一連の制御方法を採用することにより、異なる収縮率を有する各種フィルムでも、常に一定の熱弛緩効果を与えることが可能である。
【0025】
本発明に係る熱処理方法で使用される熱処理装置は、フィルム送り出しロール2、3とフィルム引き取りロール12、13とは、その中心軸を同一平面状にかつ相互に平行に、かつ、カテナリー曲線(放物線に類似した曲線)の中心軸を中心として対象の位置に配置するが、その高さは必ずしも同一にする必要はない。送り出しロール2と引き取りロール10は、同一素材、同一直径、同一長さとするのが好ましい。送り出しロール2の直径をxとするとき、送り出しロール2と引き取りロール12の向き合う面間の最小間隔を2xとし、送り出しロール2から下限点6までの最小距離を2x以上とするのが好ましい。送り出しロール2と引き取りロール12の向き合う面間の最小間隔、および、送り出しロール2から下限点6までの最小距離が2x未満であると、放物線に類似した曲線の間に、加熱ゾーン4、冷却ゾーン9を設けることができず、好ましくない。送り出しロール2から下限点6までの距離の上限は、装置側からの制限はなく、設備の設置場所の制約、好ましい処理速度などに応じて決めることができる。
【実施例】
【0026】
以下、本発明を実施例に基づいて説明するが、本発明はその要旨を超えない限り、以下の記載例に限定されるものではない。なお、ポリエステルの特性値、得られたフィルムの特性値は、以下の方法により測定した。
【0027】
(1)ガラス転移温度(Tg):
試料10mgを、パーキンエルマー社製のDSC(示差走査熱量計)にセットし、試料を300℃の温度で5分間溶融させた後、液体窒素中で急冷し、この急冷した試料を10℃/分の速度で昇温し、ガラス転移温度(Tg)を測定した。
【0028】
(2)加熱ゾー内のフィルム温度(℃):
加熱ゾーンの箱型枠のヒーターの影響を受け難い位置に、約0.5mmの小穴を30cmピッチであけ、この小穴から走行中のフィルム温度を放射温度計で測定した。小穴は、温度を測定しないときは蓋して、加熱ゾーン内の温度が冷えないようにした。
【0029】
(3)冷却ゾーン内のフィルム温度(℃):
冷各ゾーンの箱型枠の温風吹き付けノズルの影響を受け難い位置に、約0.5mmの小穴を30cmピッチであけ、この小穴から走行中のフィルム温度を放射温度計で測定した。小穴は、温度を測定しないときは蓋して、冷却ゾーン内の温度が冷えないようにした。
【0030】
(4)150℃熱収縮率(%):
熱処理後のフィルムから、走行(長手)方向350mm、幅方向50mmの大きさの試料を切り出し、試料の長手方向の両端近傍300mm間隔に標点を付け、150℃の温度に調節されたオーブン内に端部を拘束しない(自由端として)30分間放置する。放置後に取り出して常温で放置して室温とし、標点間距離を測定した。この際の長さをLmmとし、次式、100×(300−L)/300、によって算出した。
【0031】
(5)フィルムの破談強度(MPa):
JIS C2151に準拠して測定した。
(6)フィルムの平面性:
熱処理後のフィルムから、走行(長手)方向250cm、幅方向100cmの大きさの試料を切り出し、この試料を鏡面状平板上に広げて、波打ち、盛り上がりの状態を目視観察して評価した。
【0032】
[実施例1]
<二軸延伸ポリエチレンテレフタレートフィルム>
市販されている高透明品タイプの二軸延伸ポリエチレンテレフタレートフィルム(帝人デュポンフィルム株式会社製、テイジンテトロンフィルム、銘柄:HS)であって、厚さが188μm、走行(長手)方向(MD)の破断強度は190MPa、幅方向(TD)方向の破断強度は220MPaであり、150℃熱収縮率は、MD方向が0.9%、TD方向が0.3%のものである。
【0033】
<二軸延伸ポリエチレンテレフタレートフィルムの熱処理装置>
縦1000mm、横1600mmであって、発熱容量が600Wの遠赤外線放射ヒーター18個を、縦横に均等間隔で配置・装備したヒーターパネル1面と、縦1000mm、横1600mmであってヒーターに向き合う面側に遠赤外線放射塗料を塗布した遠赤外線反射板を1面準備した。ヒーターパネルと遠赤外線反射パネルを対向して設置し、これらの両パネルの間にフィルムを懸垂させる隙間を設けて図示されていないカバーに固定して加熱ゾーン4とした。加熱ゾーンの遠赤外線反射パネル側のヒーターの影響を受け難い位置に、約5mmの小穴を30cmピッチであけ、この小穴から走行中のフィルム温度を放射温度計で測定可能とした。加熱ゾーン4の上方外部には、一対のフィルム送り出しロール2(直径200mm、長さ1500mm)と3(直径100mm、長さ1500mm)を配置した。加熱ゾーン4の下方の出口部5には放射温度計9aを配置して、走行中のフィルムの最高表面温度を測定可能とし、フィルムの走行速度が変化してもフィルムの最高表面温度が常に一定になるようにヒーターの出力をコントロール可能とした。また、フィルム走行方向反転ゾーン7には、フィルムの下限点6を検出する下限点の検出センサー8を配置し、加熱ゾーンの上方外部に配置した一対のフィルム送り出しロール2と3に連動させてフィルム走行速度を調節可能とした。このようにすることにより、フィルムの収縮率が大きく変わっても常にフィルム走行方向反転ゾーン7の下限点6は一定の位置を保持することができる。
【0034】
冷却ゾーン11は、その寸法が加熱ゾーンよりも大きい縦1200mm、横1600mmの水冷式の輻射伝熱吸熱板を二個準備し、水温25℃に保持された冷却水を循環させる構造とした。この輻射伝熱吸熱板2枚が対向する面には、遠赤外線放射塗料を塗布した。これら2枚の冷却板を対向させて設置し、その間にフィルムを走行させる隙間を設けて図示されていないカバーに固定し、冷却ゾーン11とした。冷却ゾーンの冷却輻射伝熱面の冷却に影響を受け難い位置に、約5mmの小穴を30cmピッチであけ、この小穴から走行中のフィルム温度を放射温度計で測定可能とした。加熱ゾーン4の下方のフィルムの走行方向を反転させる部分7で反転させたフィルムを、冷却ゾーン11の上方外部に配置した一対のフィルム引き取りロール12と13で上方に走行可能とした。冷却ゾーン11の出口部では、冷却後のフィルムの温度を放射温度計9bで測定し、その温度がフィルムのTgとなるように、フィルム引き取りロール12と13の速度を制御することとした。
【0035】
<二軸延伸ポリエステルフィルムの熱処理方法>
ロール状にされた幅1500mmの二軸延伸ポリエステルフィルムを、図1の一対のフィルム送り出しロール2、3から、加熱ゾーン4の中央隙間に懸垂させ下方に送り出した。加熱ゾーンにおいては、赤外線ヒーターで上方では120℃、下方では150℃に設定し、フィルムの走行速度を20m/分としたところ、加熱ゾーン4の先端部分で最高温度150℃であった。
【0036】
フィルム送り出しロールとフィルム引き取りロールの最短の面間距離を320mmとし、フィルム送り出しロールの高さからフィルムの下限点6までの長さを1300mmとし、ここでフィルム走行方向を反転させ、フィルムを一対のフィルム引き取りロール12と13に導き、走行速度を5m/分として引き取った。この冷却ゾーン11における冷却水の設定温度は25℃とした。引き取りロール12と13に達した際のフィルム温度は、70℃であり、この後フィルムは引き取りロールで冷却された後に図示されていない複数のロールの間を走行させてロール状に巻回した。
【0037】
<熱処理後のフィルムの特性>
得られた熱処理フィルムについて、前記した評価方法に記載した方法で測定した150℃熱収縮率は、縦方向が0.06%、横方向が0.04%であり、目視観察した平面性は極めて良好であった。
【0038】
[実施例2]
<二軸延伸ポリエチレンテレフタレートフィルム>
市販されている高透明品タイプの二軸延伸ポリエチレンテレフタレートフィルム(帝人デュポンフィルム株式会社製、商品名:テイジンテトロンフィルム、銘柄:HSL)であって、厚さが188μm、走行(長手)方向(MD)の破断強度は190MPa、幅方向(TD)方向の破断強度は200MPaであり、150℃熱収縮率は、MD方向が0.4%、TD方向が−0.1%のものである。
【0039】
<二軸延伸ポリエステルフィルムの熱処理方法、熱処理後のフィルムの特性>
上記フィルムにつき、実施例1において使用したのと同じ熱処理装置を使用し、同例におけると同様の条件で熱処理を行った。得られた熱処理フィルムについて、前記した評価方法に記載した方法で測定した150℃熱収縮率は、縦方向が0.04%、横方向が0.03%であり、目視観察した平面性は極めて良好であった。
【0040】
[実施例3]
<二軸延伸ポリエチレンテレフタレートフィルム>
市販されている二軸延伸ポリエチレンテレフタレートフィルム(東洋紡績株式会社、商品名:コスモシャイン、銘柄名:A4100)であって、厚さが188μmであって、MD方向の引張強さが179MPa、TD方向の引張強さが197MPa、150℃熱収縮率は、MD方向が0.90%、TD方向が0.70%のものである。
【0041】
<二軸延伸ポリエステルフィルムの熱処理方法、熱処理後のフィルムの特性>
上記フィルムにつき、実施例1において使用したのと同じ熱処理装置を使用し、同例におけると同様の条件で熱処理を行った。得られた熱処理フィルムについて、前記した評価方法に記載した方法で測定した150℃熱収縮率は、縦方向が0.07%、横方向が0.06%であり、目視観察した平面性は極めて良好であった。
【0042】
本発明に係る方法で熱処理された二軸延伸ポリエステルフィルムは、平面性が良好で、熱寸法安定性に優れているので、メンブレンスイッチ、タッチパネルスイッチ、FPC、熱現像方式の写真感光材料の用途に好適である。
【符号の説明】
【0043】
1:二軸延伸ポリエステルフィルム
2、3:フィルム送り出しロール
4:加熱ゾーン
5:最高温度に達する位置
6:フィルムの下限点
7:フィルム走行方向反転ゾーン
8:下限点の検出センサー
9:放射温度計
9a:フィルムの最高温度測定用放射温度計
9b:フィルムの冷却温度測定用放射温度計
10:カテナリー曲線
11:冷却ゾーン
12、13:フィルム引き取りロール
14:カテナリー曲線の中心軸
【技術分野】
【0001】
本発明は、二軸延伸ポリエステルフィルムの熱処理方法に関する。さらに詳しくは、平面性が良好で、熱寸法安定性に優れた二軸延伸されたポリエステルフィルムを、効率的に弛緩熱処理方法に関する。
【背景技術】
【0002】
従来、二軸延伸熱可塑性樹脂フィルム、例えば、二軸延伸ポリエステルフィルムは、耐熱性、機械特性、耐薬品性などにおいて優れた性能を発揮するので、多くの用途に使用されている。これら脂フィルムを応用した製品の小型化、軽量化、精度向上などから、フィルムに一層優れた性能が要求されるようになった。特に需要者が目的物に加工する段階で加熱される用途、例えば、メンブレンスイッチ、FPC、熱現像方式の写真感光材料の用途などでは、低熱収縮の樹脂フィルムが要請されている。具体的には、従来、タッチパネル用フィルムでは、熱収縮率が、温度150℃で30分間の加熱で0.5%以下程度でよかったものが、0.1%以下の性能が要請されるようになった。
【0003】
これらの要請に対して、二軸延伸ポリエステルフィルムの製造工程中のオンラインで、熱固定温度を高く設定する手法で結晶化温度を高めたり、縦および横方向に弛緩熱処理したりする方法が行われている。しかし、オンラインにおける処理だけでは、フィルムを十分に低熱収縮化することができないので、フィルム製造後に別工程(オフライン)で、熱弛緩処理する方法が提案され、実用化されている。
【0004】
オフラインで二軸延伸ポリエステルフィルムに熱弛緩処理方法は、多数提案されている。例えば、懸垂状態で連続的に走行させたフィルムを、特定の温度条件下で弛緩することによって熱収縮率を0.1%以下にする方法がある(特許文献1)。さらに、上方に設置した予熱ロールから懸垂状態で連続的に走行させた樹脂フィルムを、熱処理オーブンで特定の温度条件下で加熱し、ついで冷却ロールによって多段階に冷却する方法(特許文献2、特許文献3、特許文献4)などがある。これら特許文献に記載の方法は、フィルムが最高温度に達して延び易くなった状態で、懸垂したフィルム自体の重さ(自重)が負荷され、さらに、冷却ロールによってフィルムを移送するので、フィルムに張力が負荷されるのは避けられず、熱弛緩処理効果が大幅に減じられる。
【0005】
別の方法として、フィルムを加熱オーブン内で加熱しつつ下方から上方に走行させ、上方で空気圧によって浮上させた状態で走行方向を反転させ、下方に走行させる過程で冷却する方法がある(特許文献5)。この方法では、フィルムが下方から上方に走行させられながら加熱オーブン上部で最高温度まで加熱され、最高温度に達したフィルムに空気圧によって浮上させた最高位置から冷却ロールまでの長さ分のフィルムの自重が負荷されるので、空気圧によって浮上させる部分で樹脂フィルムを引き延ばすように作用する。また、加熱オーブン中で最高温度まで加熱されたフィルムは、浮上させるための空気によって延ばされるので、この際に樹脂フィルムの平面性(しわやたるみがないこと)を維持することが困難になり、熱弛緩処理効果が減じられる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特公平6−17065号公報
【特許文献2】特開2001−158053号公報
【特許文献3】特開2001−158054号公報
【特許文献4】特開2001−322166号公報
【特許文献5】特開2002−144421号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明者は、かかる状況にあって、従来技術に存在していた諸欠点を排除した熱処理技術を提供すべく鋭意検討した結果、本発明を完成するに至った。すなわち、本発明の目的は、しわやたるみがなく平面性が良好で、熱寸法安定性に優れた二軸延伸ポリエステルフィルムが得られる熱処理方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明では、二軸延伸ポリエステルフィルムを熱処理する方法において、長尺の二軸延伸ポリエステルフィルムを一対のフィルム送り出しロールで加熱ゾーン内に導き、加熱ゾーン内で懸垂させ下方に走行させる過程で加熱し、加熱ゾーン外の下方で二軸延伸ポリエステルフィルムの走行方向を反転させて冷却ゾーン内に導き、冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールで上方に走行させる過程で冷却することを特徴とする、二軸延伸ポリエステルフィルムの熱処理方法を提供する。
【発明の効果】
【0009】
本発明は、以下に詳細に説明するとおりであり、次のような効果を奏し、その産業上の利用価値は極めて大である。
1.本発明に係るの熱処理方法によれば、しわやたるみがなく平面性の良好な二軸延伸ポリエステルフィルムが得られる。
2.本発明に係る熱処理方法によれば、熱寸法安定性に優れた二軸延伸ポリエステルフィルムた得られる。
【図面の簡単な説明】
【0010】
【図1】第1図は、本発明に係る熱処理方法を説明する一例の、側面略図である。
【発明を実施するための形態】
【0011】
以下、本発明を詳細に説明する。本発明でポリエステル樹脂とは、芳香族二塩基酸またはそのエステル形成誘導体と、ジオールまたはそのエステル形成誘導体から合成される線状飽和ポリエステルである。ポリエステル樹脂の具体例としては、ポリエチレンテレフタレート、ポリエチレンイソフタレート、ポリブチレンテレフタレート、ポリ(1,4−シクロヘキシレンジメチレンテレフタレート)、ポリエチレン−2,6−ナフタレンジカルボキシレートなどが挙げられ、これらの共重合体またはこれらと小割合の他の樹脂との混合物なども含まれる。これらポリエステルは、成形用として使用される固有粘度が0.35〜0.9dl/gの範囲のものが好適であり、残存単量体やオリゴマーなどの含有量が少ないものほど好ましい。
【0012】
上記熱可塑性樹脂には、通常使用される樹脂添加剤を含有させる(配合する)ことができる。含有させる樹脂添加剤としては、フィルムの滑り性改良剤、顔料、熱安定剤、光安定剤、紫外線吸収剤などが挙げられる。フィルム表面の滑り性を改良する目的の滑り性改良剤としては、炭酸カルシウム、カオリン、シリカ、酸化チタン、アルミナ、架橋ポリスチレン粒子、シリコン樹脂粒子などが挙げられる。
【0013】
本発明方法が適用できる二軸延伸ポリエステルフィルムは、従来から知られている方法で製造され二軸延伸フィルムとされ、オンラインで熱固定されたポリエステルフィルムである。原料ポリエステルを乾燥した後、下限を樹脂の融点(Tm℃)とし、上限を(Tm+70℃)とした温度範囲に設定した押出機で溶融し、押出機先端に装着したダイ(例えば、T−ダイ、I−ダイなど)から冷却ドラム上に押出し、急冷して未延伸フィルムを得る。次いで、この未延伸フィルムを縦方向に、樹脂のガラス転移温度(Tg℃)を下限とし、上限を(Tg+70)℃とした温度範囲で、2.5〜5.0倍の倍率で延伸する。さらに、下限を(Tg+70)℃とし、上限をTm℃とした温度範囲で熱固定する工程を経て製造することができる。オンラインでフィルムを熱固定する場合は、フィルムに0.04〜0.60MPaの張力を負荷し、温度が190〜240℃の範囲、処理時間1〜60秒の範囲で熱固定するものとし、処理時間は、温度が高いときは短く、温度が低いときは長くするのが好ましい。フィルムの厚さは、最終用途により異なり、通常は50μm〜500μmの範囲で選ばれる。連続的に製造されたフィルムは、通常、ロール状に巻回されて取り扱われる。
【0014】
ポリエステルフィルムは、表面処理が施されていてもよい。フィルムの表面処理の種類としては帯電防止処理、紫外線防止処理、表面硬度向上処理、すべり性改良処理などが挙げられ、いずれも従来から知られている処理方法によることができる。
【0015】
本発明方法によるときは、オフラインで、フィルムを加熱ゾーンと冷却ゾーンとを走行させて熱処理する。ロール状に巻回されたフィルムを一対のフィルム送り出しロールで加熱ゾーン内に導く。この際、一対のフィルム送り出しロールは、あらかじめTg以下に温度調節しておくのが好ましい。加熱ゾーンでは、フィルムを懸垂させた状態で表裏から加熱し加熱処理する。フィルムの懸垂方向は垂直真下ではなく、後記する反転位置および冷却ゾーンを走行する端部を側面から観察した場合に、放物線に類似した曲線(カテナリー曲線)を形成する角度とするのが好ましい(後記する図1参照)。フィルムを懸垂させた状態で加熱処理を行うことにより、フィルムを十分に熱弛緩(熱収縮)させ、加熱前のフィルム表面に目視観察される「しわ」や「たるみ」をなくして平面性を向上させ、残留歪を少なくすることができる。この加熱ゾーンでの加熱では、加熱処理後の熱収縮率がフィルムの元の寸法の1.0%以下、好ましくは0.5%以下となるように弛緩熱収縮させる。加熱ゾーンの大きさ(幅、長さ、容積など)は、熱処理する原料樹脂フィルムの種類、幅などに依存し、幅20cm〜5m、長さ20cm〜2.5mの範囲で選ぶことができる。加熱ゾーンの容積は、加熱手段が設置されフィルムが走行可能な容積であればよい。
【0016】
加熱ゾーンでの加熱手段は、(1)熱風を吹き込む方法、(2)赤外線ヒーターやセラミックヒーターによる方法、(3)熱風を吹き込みとヒーターを組合せる方法などが挙げられる。いずれの方法でも、幅方向の温度分布を均一にすることによって、熱収縮率の幅方向分布を小さくすることができる。熱風を吹き込む方法の場合は、加熱ゾーンの長さに依存するが、熱風ノズルを幅方向および長さ方向に複数均一に並べて配置し、フィルムの両面に上向きに吹き込むのが好ましい。なお、熱風ノズルの風速を調節できるように、各ノズルのごとにノズル内部に吹き込み量調節弁を設置するのが好ましい。熱風を吹き込む方法の場合はさらに、加熱ゾーンを走行させるフィルムのバタツキを最小限に抑える風速とするのが好ましい。ヒーターによる方法の場合には、小さいヒーターを幅方向および長さ方向に複数均一に並べては配置し、各ヒーターごとに温度制御するのが好ましい。ヒーターは遠赤外線放射ヒーターであって、熱容量の小さいものが好ましい。
【0017】
加熱ゾーンの設定温度は、フィルムを構成する樹脂のTg℃(二次転移温度)との関係は、下限を(Tg+20)℃とし、上限を(Tg+150)℃とする温度範囲で選ぶのが好ましい。設定温度の下限が(Tg+20)℃以下では、フィルムを懸垂させた状態で十分に熱弛緩(熱収縮)させることができず、上限が(Tg+150)℃を超えると温度が高すぎ収縮が大きくなりすぎて、優れた平面性のフィルムが得られない。加熱ゾーンでのフィルムの滞留時間は、フィルムの種類、加熱ゾーンの長さ、加熱ゾーンの設定温度、加熱手段、フィルムの走行速度などに依存して変わり、1〜30秒の範囲で選ぶことができる。フィルムの走行速度は、フィルムの種類、加熱ゾーンの長さ、加熱ゾーンの設定温度、フィルムを走行させる機構などに依存して変わり、5〜30m/分の範囲で選ぶことができる。
【0018】
フィルムは、加熱ゾーン下端の位置で最高温度{(Tg+70)℃以下}に達する。フィルムが加熱ゾーン下端を通過した直後に、加熱されたフィルムに負荷される自重はこの位置で最小となる。しかし、加熱ゾーン下端を通過した直後に走行方向を反転させて冷却ゾーン内に導くので、最高温度に達した時点のフィルムに、懸垂したフィルム自体の重さ(自重)が負荷されるのは瞬間的で、長時間負荷されることがないので、熱弛緩処理効果が減じられることがない。加熱ゾーン内では、熱風は加熱ゾーンの下端から上方に流れながら加熱ゾーン上端部で加熱ゾーンから放出される。この際、熱風が一対のフィルム送り出しロールに直接吹きつけないように遮蔽板を設けるのが好ましい。
【0019】
本発明において反転とは、懸垂させた状態で下方に走行させていたフィルムを、放物線に類似した曲線(カテナリー曲線)を形成させて(後記する図1参照)上方に転換させ、冷却ゾーン内に導くことをいう。フィルムを上方へ走行させる方向は、垂直真上ではなく、加熱ゾーン、反転位置および冷却ゾーンを走行する端部を側面から観察したときに、放物線に類似した曲線(カテナリー曲線)を形成する角度とするのが好ましい。冷却ゾーンでは、冷却ゾーンの上方外部に配置した一対の引き取りロールを配置して、フィルムを調節した速度で走行させつつ冷却し、加熱ゾーンで懸垂下で緊張させた状態を固定し、「しわ」や「たるみ」をなくして平面性が向上した低熱収縮率の製品とすることができる。
【0020】
冷却ゾーンでの冷却手段は、(1)フィルム面の両側に水冷板を配置して冷却する方法、(2)水冷板を配置する他に、フィルムの水冷板の間に冷風を吹き込む方法、などが挙げられる。水冷板は、十分な表面積を有するものとし、輻射伝熱によってフィルムを冷却する方法である。水冷板は、フィルムと対向する面する表面には遠赤外線放射塗装を施して吸熱効果を高め、裏面には複写吸熱板を冷却する水冷循環配管を備えたものが好ましい。循環する冷却水は、冷却板が結露しない最低水温に温度制御されて一定水温に保つのが好ましい。冷風は、複数個の冷風ノズルをフィルムの幅方向および長さ方向に均一に並べて配置し、上方向きに吹き込むのが好ましい。なお、冷風ノズルの風速を調節できるように、各ノズルのごとにノズル内部に吹き込み量調節弁を設置するのが好ましい。冷風は、室温の空気かそれ以下に露点温度を下げた乾燥空気が好ましい。冷風は、冷却ゾーンの上側から一対のフィルム引き取りロールに直接吹きつけないように、遮蔽板を設けるのが好ましい。
【0021】
冷却ゾーンでガラス転移点(Tg)の近傍に冷却されたフィルムは、冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールで上方に走行させつつ、連続的に引き取られ、ロール状に巻回される。この際、一対のフィルム引き取りロールの表面温度を、(Tg−10)℃以下となるように温度調節するのが好ましい。フィルムの走行速度は、加熱ゾーンの上方外部に配置した一対のフィルム送り出しロールと冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールとの回転速度によって調節される。走行方向を反転させる部分に滞留するフィルムの長さは、一対のフィルム送り出しロールと一対のフィルム引き取りロールとによって調節できる。走行方向を反転させる部分に滞留するフィルムの下限点を、下限点検出センサーで検出し、冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールに連動させてフィルム走行速度を調節すると、長時間の連続操作ができて好ましい。
【0022】
以下、本発明を図面に基づいて説明する。図1は、本発明に係る熱処理方法を説明する一例の、側面略図である。図において、1は二軸延伸ポリエステルフィルム、2、3はフィルム送り出しロール、4は加熱ゾーン、5は最高温度に達する位置、6はフィルムの下限点、7はフィルム走行方向反転ゾーン、8は下限点の検出センサー、9、9a、9bは放射温度計で、9aは加熱ゾーン出口でフィルムの最高温度を測定し、9bは冷却ゾーン出口でのフィルム温度を測定する。10はカテナリー(懸垂)曲線、11は冷却ゾーン、12、13はフィルム引き取りロール、14はカテナリ曲線の中心軸である。
【0023】
本発明に係る熱処理方法が適用できるフィルムは、長尺の二軸延伸ポリエステルフィルムである。短尺のフィルムは、実験室的規模で処理できるので、本発明に係る熱処理方法を適用するには不適当である。図示されていないロール状に巻回され長尺の二軸延伸ポリエステルフィルム(図示されていない)は、通常、一対のフィルム送り出しロール2、3によって、加熱ゾーン4内に導き、加熱ゾーン4内で懸垂させ下方に走行させる。加熱ゾーン4と冷却ゾーン11とは、図1に示したように、側面視においてカタカナのハの字を逆にしたように配置する。フィルムの走行速度は、加熱ゾーン4上方外部に配置した一対のフィルムの送り出しロール2、3と、冷却ゾーン11の上方外部に配置した一対のフィルム引き取りロール12、13を連動させることによって調節できる。
【0024】
本発明に係る熱処理方法によって具体的に処理する場合は、次の手順によることができる。フィルムの熱処理を行いながら、9aおよび9bでフィルムの表面温度を測定しつつ、フィルムの移送速度と加熱ゾーンの設定条件、冷却ゾーンの設定条件を調節する。この際、下限点の検出センサー8の信号でフィルムの下限点が一定の位置を保持するように、一対のフィルム送り出しロール2と3の回転速度、一対のフィルム引き取りロール12と13の回転速度を調節し、同時に放射温度計に9bによる測定値がガラス転移点(Tg)になるように制御し、定常操業に移行することができる。このような一連の制御方法を採用することにより、異なる収縮率を有する各種フィルムでも、常に一定の熱弛緩効果を与えることが可能である。
【0025】
本発明に係る熱処理方法で使用される熱処理装置は、フィルム送り出しロール2、3とフィルム引き取りロール12、13とは、その中心軸を同一平面状にかつ相互に平行に、かつ、カテナリー曲線(放物線に類似した曲線)の中心軸を中心として対象の位置に配置するが、その高さは必ずしも同一にする必要はない。送り出しロール2と引き取りロール10は、同一素材、同一直径、同一長さとするのが好ましい。送り出しロール2の直径をxとするとき、送り出しロール2と引き取りロール12の向き合う面間の最小間隔を2xとし、送り出しロール2から下限点6までの最小距離を2x以上とするのが好ましい。送り出しロール2と引き取りロール12の向き合う面間の最小間隔、および、送り出しロール2から下限点6までの最小距離が2x未満であると、放物線に類似した曲線の間に、加熱ゾーン4、冷却ゾーン9を設けることができず、好ましくない。送り出しロール2から下限点6までの距離の上限は、装置側からの制限はなく、設備の設置場所の制約、好ましい処理速度などに応じて決めることができる。
【実施例】
【0026】
以下、本発明を実施例に基づいて説明するが、本発明はその要旨を超えない限り、以下の記載例に限定されるものではない。なお、ポリエステルの特性値、得られたフィルムの特性値は、以下の方法により測定した。
【0027】
(1)ガラス転移温度(Tg):
試料10mgを、パーキンエルマー社製のDSC(示差走査熱量計)にセットし、試料を300℃の温度で5分間溶融させた後、液体窒素中で急冷し、この急冷した試料を10℃/分の速度で昇温し、ガラス転移温度(Tg)を測定した。
【0028】
(2)加熱ゾー内のフィルム温度(℃):
加熱ゾーンの箱型枠のヒーターの影響を受け難い位置に、約0.5mmの小穴を30cmピッチであけ、この小穴から走行中のフィルム温度を放射温度計で測定した。小穴は、温度を測定しないときは蓋して、加熱ゾーン内の温度が冷えないようにした。
【0029】
(3)冷却ゾーン内のフィルム温度(℃):
冷各ゾーンの箱型枠の温風吹き付けノズルの影響を受け難い位置に、約0.5mmの小穴を30cmピッチであけ、この小穴から走行中のフィルム温度を放射温度計で測定した。小穴は、温度を測定しないときは蓋して、冷却ゾーン内の温度が冷えないようにした。
【0030】
(4)150℃熱収縮率(%):
熱処理後のフィルムから、走行(長手)方向350mm、幅方向50mmの大きさの試料を切り出し、試料の長手方向の両端近傍300mm間隔に標点を付け、150℃の温度に調節されたオーブン内に端部を拘束しない(自由端として)30分間放置する。放置後に取り出して常温で放置して室温とし、標点間距離を測定した。この際の長さをLmmとし、次式、100×(300−L)/300、によって算出した。
【0031】
(5)フィルムの破談強度(MPa):
JIS C2151に準拠して測定した。
(6)フィルムの平面性:
熱処理後のフィルムから、走行(長手)方向250cm、幅方向100cmの大きさの試料を切り出し、この試料を鏡面状平板上に広げて、波打ち、盛り上がりの状態を目視観察して評価した。
【0032】
[実施例1]
<二軸延伸ポリエチレンテレフタレートフィルム>
市販されている高透明品タイプの二軸延伸ポリエチレンテレフタレートフィルム(帝人デュポンフィルム株式会社製、テイジンテトロンフィルム、銘柄:HS)であって、厚さが188μm、走行(長手)方向(MD)の破断強度は190MPa、幅方向(TD)方向の破断強度は220MPaであり、150℃熱収縮率は、MD方向が0.9%、TD方向が0.3%のものである。
【0033】
<二軸延伸ポリエチレンテレフタレートフィルムの熱処理装置>
縦1000mm、横1600mmであって、発熱容量が600Wの遠赤外線放射ヒーター18個を、縦横に均等間隔で配置・装備したヒーターパネル1面と、縦1000mm、横1600mmであってヒーターに向き合う面側に遠赤外線放射塗料を塗布した遠赤外線反射板を1面準備した。ヒーターパネルと遠赤外線反射パネルを対向して設置し、これらの両パネルの間にフィルムを懸垂させる隙間を設けて図示されていないカバーに固定して加熱ゾーン4とした。加熱ゾーンの遠赤外線反射パネル側のヒーターの影響を受け難い位置に、約5mmの小穴を30cmピッチであけ、この小穴から走行中のフィルム温度を放射温度計で測定可能とした。加熱ゾーン4の上方外部には、一対のフィルム送り出しロール2(直径200mm、長さ1500mm)と3(直径100mm、長さ1500mm)を配置した。加熱ゾーン4の下方の出口部5には放射温度計9aを配置して、走行中のフィルムの最高表面温度を測定可能とし、フィルムの走行速度が変化してもフィルムの最高表面温度が常に一定になるようにヒーターの出力をコントロール可能とした。また、フィルム走行方向反転ゾーン7には、フィルムの下限点6を検出する下限点の検出センサー8を配置し、加熱ゾーンの上方外部に配置した一対のフィルム送り出しロール2と3に連動させてフィルム走行速度を調節可能とした。このようにすることにより、フィルムの収縮率が大きく変わっても常にフィルム走行方向反転ゾーン7の下限点6は一定の位置を保持することができる。
【0034】
冷却ゾーン11は、その寸法が加熱ゾーンよりも大きい縦1200mm、横1600mmの水冷式の輻射伝熱吸熱板を二個準備し、水温25℃に保持された冷却水を循環させる構造とした。この輻射伝熱吸熱板2枚が対向する面には、遠赤外線放射塗料を塗布した。これら2枚の冷却板を対向させて設置し、その間にフィルムを走行させる隙間を設けて図示されていないカバーに固定し、冷却ゾーン11とした。冷却ゾーンの冷却輻射伝熱面の冷却に影響を受け難い位置に、約5mmの小穴を30cmピッチであけ、この小穴から走行中のフィルム温度を放射温度計で測定可能とした。加熱ゾーン4の下方のフィルムの走行方向を反転させる部分7で反転させたフィルムを、冷却ゾーン11の上方外部に配置した一対のフィルム引き取りロール12と13で上方に走行可能とした。冷却ゾーン11の出口部では、冷却後のフィルムの温度を放射温度計9bで測定し、その温度がフィルムのTgとなるように、フィルム引き取りロール12と13の速度を制御することとした。
【0035】
<二軸延伸ポリエステルフィルムの熱処理方法>
ロール状にされた幅1500mmの二軸延伸ポリエステルフィルムを、図1の一対のフィルム送り出しロール2、3から、加熱ゾーン4の中央隙間に懸垂させ下方に送り出した。加熱ゾーンにおいては、赤外線ヒーターで上方では120℃、下方では150℃に設定し、フィルムの走行速度を20m/分としたところ、加熱ゾーン4の先端部分で最高温度150℃であった。
【0036】
フィルム送り出しロールとフィルム引き取りロールの最短の面間距離を320mmとし、フィルム送り出しロールの高さからフィルムの下限点6までの長さを1300mmとし、ここでフィルム走行方向を反転させ、フィルムを一対のフィルム引き取りロール12と13に導き、走行速度を5m/分として引き取った。この冷却ゾーン11における冷却水の設定温度は25℃とした。引き取りロール12と13に達した際のフィルム温度は、70℃であり、この後フィルムは引き取りロールで冷却された後に図示されていない複数のロールの間を走行させてロール状に巻回した。
【0037】
<熱処理後のフィルムの特性>
得られた熱処理フィルムについて、前記した評価方法に記載した方法で測定した150℃熱収縮率は、縦方向が0.06%、横方向が0.04%であり、目視観察した平面性は極めて良好であった。
【0038】
[実施例2]
<二軸延伸ポリエチレンテレフタレートフィルム>
市販されている高透明品タイプの二軸延伸ポリエチレンテレフタレートフィルム(帝人デュポンフィルム株式会社製、商品名:テイジンテトロンフィルム、銘柄:HSL)であって、厚さが188μm、走行(長手)方向(MD)の破断強度は190MPa、幅方向(TD)方向の破断強度は200MPaであり、150℃熱収縮率は、MD方向が0.4%、TD方向が−0.1%のものである。
【0039】
<二軸延伸ポリエステルフィルムの熱処理方法、熱処理後のフィルムの特性>
上記フィルムにつき、実施例1において使用したのと同じ熱処理装置を使用し、同例におけると同様の条件で熱処理を行った。得られた熱処理フィルムについて、前記した評価方法に記載した方法で測定した150℃熱収縮率は、縦方向が0.04%、横方向が0.03%であり、目視観察した平面性は極めて良好であった。
【0040】
[実施例3]
<二軸延伸ポリエチレンテレフタレートフィルム>
市販されている二軸延伸ポリエチレンテレフタレートフィルム(東洋紡績株式会社、商品名:コスモシャイン、銘柄名:A4100)であって、厚さが188μmであって、MD方向の引張強さが179MPa、TD方向の引張強さが197MPa、150℃熱収縮率は、MD方向が0.90%、TD方向が0.70%のものである。
【0041】
<二軸延伸ポリエステルフィルムの熱処理方法、熱処理後のフィルムの特性>
上記フィルムにつき、実施例1において使用したのと同じ熱処理装置を使用し、同例におけると同様の条件で熱処理を行った。得られた熱処理フィルムについて、前記した評価方法に記載した方法で測定した150℃熱収縮率は、縦方向が0.07%、横方向が0.06%であり、目視観察した平面性は極めて良好であった。
【0042】
本発明に係る方法で熱処理された二軸延伸ポリエステルフィルムは、平面性が良好で、熱寸法安定性に優れているので、メンブレンスイッチ、タッチパネルスイッチ、FPC、熱現像方式の写真感光材料の用途に好適である。
【符号の説明】
【0043】
1:二軸延伸ポリエステルフィルム
2、3:フィルム送り出しロール
4:加熱ゾーン
5:最高温度に達する位置
6:フィルムの下限点
7:フィルム走行方向反転ゾーン
8:下限点の検出センサー
9:放射温度計
9a:フィルムの最高温度測定用放射温度計
9b:フィルムの冷却温度測定用放射温度計
10:カテナリー曲線
11:冷却ゾーン
12、13:フィルム引き取りロール
14:カテナリー曲線の中心軸
【特許請求の範囲】
【請求項1】
二軸延伸ポリエステルフィルムを熱処理する方法において、長尺の二軸延伸ポリエステルフィルムを一対のフィルム送り出しロールで加熱ゾーン内に導き、加熱ゾーン内で懸垂させ下方に走行させる過程で加熱し、加熱ゾーン外の下方で二軸延伸ポリエステルフィルムの走行方向を反転させて冷却ゾーン内に導き、冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールで上方に走行させる過程で冷却することを特徴とする、二軸延伸ポリエステルフィルムの熱処理方法。
【請求項2】
フィルムが加熱ゾーン下端を通過した直後であって、最高温度に加熱されたフィルムに負荷される自重が最小となる位置で、走行方向を反転させる、請求項1に記載の二軸延伸ポリエステルフィルムの熱処理方法。
【請求項3】
二軸延伸ポリエステルフィルムを、フィルムが走行する端部を側面から観察したときに、カテナリー曲線を形成するように走行させる、請求項1または請求項2に記載の二軸延伸ポリエステルフィルムの熱処理方法。
【請求項4】
フィルム送り出しロールとフィルム引き取りロールとは、その中心軸を相互に平行に、かつ、カテナリー曲線の中心軸を中心として対象に配置されてなる、請求項3に記載の二軸延伸ポリエステルフィルムの熱処理方法。
【請求項5】
二軸延伸ポリエステルフィルムの走行方向を反転させる下限点を、下限点の検出センサーで検出し、上方外部に配置した一対の引き取りロールに連動させてフィルム走行速度を調節する、請求項1ないし請求項4のいずれか一項に記載の二軸延伸ポリエステルフィルムの熱処理方法。
【請求項1】
二軸延伸ポリエステルフィルムを熱処理する方法において、長尺の二軸延伸ポリエステルフィルムを一対のフィルム送り出しロールで加熱ゾーン内に導き、加熱ゾーン内で懸垂させ下方に走行させる過程で加熱し、加熱ゾーン外の下方で二軸延伸ポリエステルフィルムの走行方向を反転させて冷却ゾーン内に導き、冷却ゾーンの上方外部に配置した一対のフィルム引き取りロールで上方に走行させる過程で冷却することを特徴とする、二軸延伸ポリエステルフィルムの熱処理方法。
【請求項2】
フィルムが加熱ゾーン下端を通過した直後であって、最高温度に加熱されたフィルムに負荷される自重が最小となる位置で、走行方向を反転させる、請求項1に記載の二軸延伸ポリエステルフィルムの熱処理方法。
【請求項3】
二軸延伸ポリエステルフィルムを、フィルムが走行する端部を側面から観察したときに、カテナリー曲線を形成するように走行させる、請求項1または請求項2に記載の二軸延伸ポリエステルフィルムの熱処理方法。
【請求項4】
フィルム送り出しロールとフィルム引き取りロールとは、その中心軸を相互に平行に、かつ、カテナリー曲線の中心軸を中心として対象に配置されてなる、請求項3に記載の二軸延伸ポリエステルフィルムの熱処理方法。
【請求項5】
二軸延伸ポリエステルフィルムの走行方向を反転させる下限点を、下限点の検出センサーで検出し、上方外部に配置した一対の引き取りロールに連動させてフィルム走行速度を調節する、請求項1ないし請求項4のいずれか一項に記載の二軸延伸ポリエステルフィルムの熱処理方法。
【図1】


【公開番号】特開2010−274430(P2010−274430A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−126040(P2009−126040)
【出願日】平成21年5月26日(2009.5.26)
【出願人】(508084021)株式会社システック (2)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月26日(2009.5.26)
【出願人】(508084021)株式会社システック (2)
【Fターム(参考)】
[ Back to top ]