
二軸延伸ポリエステルフィルム及びその製造方法
【課題】 弾性率などの機械的特性、グロス、印刷性、メタル化、塗布性、巻取り特性に優れ、低コストで製造でき、酸素ガスバリア性に優れた(酸素ガス透過度:1cm3・m−2・d−1・bar−1未満)二軸延伸ポリエステルフィルムを提供する。
【解決手段】 ポリエステルとポリ(m−キシレンアジパミド)とから成る二軸延伸ポリエステルフィルムであって、当該ポリエステルフィルムの弾性率が長手方向、横方向とも3500Nmm2以上であり、当該ポリエステルフィルムの少なくとも片面に金属層またはセラミック層を有する。
【解決手段】 ポリエステルとポリ(m−キシレンアジパミド)とから成る二軸延伸ポリエステルフィルムであって、当該ポリエステルフィルムの弾性率が長手方向、横方向とも3500Nmm2以上であり、当該ポリエステルフィルムの少なくとも片面に金属層またはセラミック層を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は二軸延伸ポリエステルフィルムに関し、詳しくは、弾性率などの機械的特性、グロス、印刷性、メタル化、塗布性、巻取り特性に優れ、低コストで製造でき、酸素ガスバリア性に優れた(酸素ガス透過度:1cm3・m−2・d−1・bar−1未満)二軸延伸ポリエステルフィルムに関する。本発明は、更に、上記二軸延伸ポリエステルフィルムの製造方法およびその使用にも関する。
【背景技術】
【0002】
多くの包装材用途において、高レベルのガス、水蒸気、匂い等のガスバリア性が要求される。ガスバリア性が改良された透明二軸延伸ポリエステルフィルムは公知である。代表的には、透明二軸延伸ポリエステルフィルムに対し、ガスバリア性材料の押出塗布、塗布または積層、プラズマ重合の組合せ等の後処理が、フィルム製造後にオフライン法により施される。他の方法としては、フィルムにアルミニウム等の金属を真空蒸着する方法、SiOx、AlxOy、MgOx等のセラミック材料被覆を行う方法などがあり、これらの方法は、PVD法、CVD法、PECVD法などにより行われる。これらの方法によって得られるフィルムのガスバリア性は、ポリマーの性状、バリア層の性状に実質的に支配される。例えば、金属層を有する二軸延伸ポリエステルフィルムは、酸素ガスや匂いに対して高レベルなガスバリア性を有する。一方、金属層を有する二軸延伸ポリプロピレンフィルムは、水蒸気に対して高レベルなガスバリア性を有する。
【0003】
この種のポリエステルフィルムとして、例えば、エチレン−ビニルアルコールから成る層を少なくとも1層共押出によって積層し、同時二軸延伸したフィルムが知られている(例えば、特許文献1参照)。この種のフィルムは、良好な機械的特性およびガスバリヤ性を有し、酸素ガス透過率が5cm3/(m2・bar・d)以下のガスバリヤ性を有する。この種のフィルムの欠点として、光学的特性および他の所物性を損なうため、フィルム製造中に生じるフィルム端材を再利用することが出来ないことである。
【0004】
さらに、ポリエステルが基材であり、ガスバリヤ性を有する複合延伸フィルムが知られている(例えば特許文献2参照)。このフィルムは、数平均分子量350程度のポリビニルアルコールから成り、厚さが0.3μm以下の塗布層を少なくとも片面に有し、ベースフィルムの塗布される側の表面粗度Rzが0.30μm以下で且つある突起高さ分布を有する。この種の複合フィルムの酸素ガス透過率は3cm3/(m2・bar・d)未満である。しかしながら、この種のフィルムは、耐湿性に劣る。すなわち、フィルムが水や水蒸気に触れると、ポリエスエテルとポリビニルアルコールとの間の接着性が劣化するため、塗布層が水により脱離する。
【0005】
また、ポリエチレンテレフタレート及びポリ(m−キシレンアジパミド)(MXD6)から成る二軸延伸ポリエステルフィルムも知られている(例えば特許文献3参照)。この種のフィルムにおいて、フィルム中のMXD6の含有量は10〜40重量%、ポリエチレンテレフタレートの含有量は60〜90重量%であり、同時二軸延伸により製造されている。延伸比の好ましい範囲は、長手方向および横方向とも2.5〜5.0であるが、実際に製造されているフィルムの延伸比は、長手方向3.0倍、横方向3.3倍であり、総延伸比は9.9倍である。延伸温度の好ましい範囲は、長手方向および横方向とも80〜140℃であるが、実際に製造されているフィルムの延伸温度は、長手方向、横方向とも90℃である。
【0006】
上記の様な同時二軸延伸により製造されるフィルムは、逐次連続二軸延伸(最初に長手方向延伸を行い、次に横方向延伸を行う)により製造されるフィルムと比較して、ヘーズが低く、横方向延伸に起りやすいフィルム破断が生じにくい。すなわち、逐次連続二軸延伸によるフィルムの製造では、長手方向の延伸により結晶配向が大きくなり、フィルムに曇りが生じるため(ヘーズが高くなる)、横方向の延伸については慎重に行わなければならない。また、フィルムの重量に対し、10〜40重量%のポリ(m−キシレンアジパミド)を含有させたフィルムを製造した際、第2の延伸(横方向)においてフィルムの引裂きがおこり、連続的にフィルムを製造することが困難である。
【0007】
上記の同時二軸延伸により製造されるフィルムは、ヘーズが15%未満と低く、酸素ガス透過率が30cm3/(m2・bar・d)未満という性質を有する反面、弾性率や引張破断強度などの機械的性質が劣り、ブロッキングが生じやすいために巻取り特性も劣る。さらに、フィルム表面が粗面なため、艶消性を有し、フィルムの使用範囲が制限される。また、印刷性、メタル化、塗布などの後処理にも適さない。
【0008】
【特許文献1】国際公開第99/62694号パンフレット
【特許文献2】欧州特許第0675158号明細書
【特許文献3】特開2001−1399号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上記の実情に鑑みなされたものであり、その目的は、以下の様な優れた性質を有する二軸延伸ポリエステルフィルムを提供することである。すなわち、酸素ガスバリア性などのガスバリア性(酸素ガス透過度:1cm3・m−2・d−1・bar−1未満)、弾性率などの機械的特性、グロス、印刷性、塗布性、巻取り特性(耐ブロッキング性)に優れ(シール性ロールを巻取り欠陥無く形成できる)、金属層またはセラミック層を好適に形成でき接着性が良好である。通常の工業的高速フィルム製造装置(逐次連続二軸延伸装置、製造速度:350m/分を超える、好ましくは400m/分を超える速度)で製造でき、高価で製造速度の低い(製造速度:350m/分未満で、フィルム幅5m未満)同時二軸延伸装置を使用することなく低コストで製造できる。さらに、フィルム製造工程などで生じるフィルム端材を5〜60重量%原料に混合することが出来、酸素ガスバリア性などのガスバリア性や光学的性質に悪影響を及ぼさない。また、通常の包装材と同等以上の性質を有する。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題に鑑み、鋭意検討した結果、特定の弾性率を有し、ポリエステルとポリ(m−キシレンアジパミド)とから成り、金属層またはセラミック層を有す二軸延伸ポリエステルフィルムにより、上記課題を解決できることを見出し、本発明の完成に至った。
【0011】
すなわち、本発明の第1の要旨は、ポリエステルとポリ(m−キシレンアジパミド)とから成る二軸延伸ポリエステルフィルムであって、当該ポリエステルフィルムの弾性率が長手方向、横方向とも3500Nmm2以上であり、当該ポリエステルフィルムの少なくとも片面に金属層またはセラミック層を有することを特徴とする二軸延伸ポリエステルフィルムに存する。
【0012】
本発明の第2の要旨は、上記の二軸延伸ポリエステルフィルムの製造方法であって、押出または共押出により単層または多層シートを得る工程と、当該単層または多層シートを逐次連続二軸延伸する工程と、得られた二軸延伸フィルムを熱固定する工程と、得られた熱固定フィルムに金属層またはセラミック層を形成する工程とから成ることを特徴とする二軸延伸ポリエステルフィルムの製造方法に存する。
【0013】
本発明の第3の要旨は、上記の二軸延伸ポリエステルフィルムから成る包装材に存する。
【発明の効果】
【0014】
本発明の二軸延伸ポリエステルフィルムは、酸素ガスバリア性などのガスバリア性に優れ(酸素ガス透過度:1cm3・m−2・d−1・bar−1未満)、弾性率などの機械的特性、グロス、印刷性、塗布性、巻取り特性に優れ、金属層またはセラミック層との接着性に優れ、低コストで製造できる。
【発明を実施するための最良の形態】
【0015】
以下、本発明を詳細に説明する。本発明の二軸延伸ポリエステルフィルムは、成分Iとしてポリエステル及び成分IIとしてポリ(m−キシレンアジパミド)から成る。本発明のポリエステルフィルムは、ベース層Bのみから成る単層であっても、多層であってもよい。多層構造の場合、ベース層Bと外層Aから成るABA構造や、ベース層Bと外層A及びCとから成るABC構造の3層構造であることが好ましい。
【0016】
ベース層Bは、通常55〜95重量%、好ましくは60〜95重量%、更に好ましくは65〜95重量%のポリエステル、好ましくは熱可塑性ポリエステルから成る。熱可塑性ポリエステルとしては、エチレングリコールとテレフタル酸から製造されるポリエチレンテレフタレート(PET)、エチレングリコールとナフタレン−2,6−ジカルボン酸から製造されるポリエチレン−2,6−ナフタレート(PEN)、1,4−ビスヒドロキシメチルシクロヘキサンとテレフタル酸から製造されるポリ(1,4−シクロヘキサンジメチレンテレフタレート)(PCDT)、エチレングリコールとナフタレン−2,6−ジカルボン酸とビフェニル−4,4’−ジカルボン酸から製造されるポリ(エチレン2,6−ナフタレートビベンゾエート)(PENBB)等の各単位から構成されるポリエステルが例示される。中でも、エチレングリコールとテレフタル酸から成るエチレンテレフタレート単位および/またはエチレングリコールとナフタレン−2,6−ジカルボン酸から成るエチレン−2,6−ナフタレート単位を含有することが好ましく、これらの単位を90モル%以上、好ましくは95モル%以上含有するポリエステルが好ましい。さらに、熱可塑性ポリエステルの構成単位が、テレフタル酸単位、イソフタル酸単位およびナフタレン−2,6−ジカルボン酸単位から選択される少なくとも1種以上を有することが好ましく、ベース層BがPETから成ることが特に好ましい。
【0017】
上記の構成単位以外にも種々の構成単位を有する共重合ポリエステルであってもよく、また、ホモポリエステル及び/又は共重合ポリエステルの混合物であってもよい。この様な共重合ポリエステルとしては、構成単位が、テレフタル酸単位、イソフタル酸単位およびエチレングリコール単位、好ましくはテレフタル酸単位およびイソフタル酸単位、または、テレフタル酸単位およびナフタレン−2,6−ジカルボン酸単位であることが、製造の容易さ、フィルムの優れた光学的特性およびガスバリア性の観点から好ましい。
【0018】
好ましい態様としては、イソフタル酸単位とテレフタル酸単位とを有する共重合ポリエステルを使用することにより、比較的低温で押出を行うことが出来る。PETのみを使用した場合、280℃の押出温度が必要とされるが、イソフタル酸単位を有する共重合ポリエステルを使用することにより、押出温度を260℃未満に低くすることが出来る。この温度において、MXD6は引伸せる温度であり、延伸追随可能である。そのため、製造安定性に優れ、機械的特性に優れるフィルムとなる。この態様において、イソフタル酸単位、テレフタル酸単位およびエチレングリコール単位から成る共重合ポリエステルを使用することが好ましいが、ポリエチレンテレフタレート及びポリエチレンイソフタレートの混合物を使用することも出来る。
【0019】
上記の好ましい態様において、共重合ポリエステル中のエチレンテレフタレート単位の含有量は、通常70〜98モル%、好ましくは76〜98モル%、更に好ましくは80〜98モル%であり、エチレンイソフタレート単位の含有量は、通常30〜2モル%、好ましくは24〜2モル%、更に好ましくは20〜2モル%である。
【0020】
ポリエステルの構成単位としては、他のジオール及び/又はジカルボン酸から誘導された単位を含有させることが出来る。
【0021】
共重合ジオールとしては、ジエチレングリコール、トリエチレングリコール、HO−(CH2)n−OHの式で示される脂肪族グリコール(nは3〜6の整数を表す、具体的には、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオールが挙げられる)、炭素数6までの分岐型脂肪族グリコール、HO−C6H4−X−C6H4−OHで示される芳香族ジオール(式中Xは−CH2−、−C(CH3)2−、−C(CF3)2−、−O−、−S−、−SO2−を表す)、式:HO−C6H4−C6H4−OHで表されるビスフェノールが好ましい。
【0022】
共重合ジカルボン酸としては、芳香族ジカルボン酸、脂環式ジカルボン酸、脂肪族ジカルボン酸が好ましい。
【0023】
脂肪族ジカルボン酸の好ましい例としては、ベンゼンジカルボン酸、ナフタレン−1,4−又は−1,6−ジカルボン酸などのナフタレンジカルボン酸、ビフェニル−4,4’−ジカルボン酸などのビフェニル−x,x’−ジカルボン酸、ジフェニルアセチレン−4,4’−ジカルボン酸などのジフェニルアセチレン−x,x−ジカルボン酸、スチルベン−x,x−ジカルボン酸などが挙げられる。
【0024】
脂環式ジカルボン酸の好ましい例としては、シクロヘキサン−1,4−ジカルボン酸などのシクロヘキサンジカルボン酸が挙げられる。脂肪族ジカルボン酸の好ましい例としては、C3−C19のアルカンジカルボン酸が挙げられ、当該アルカンは直鎖状であっても分岐状であってもよい。
【0025】
上記のポリエステルは、通常エステル交換反応により製造される。その出発原料は、ジカルボン酸エステルとジオール及び亜鉛塩、カルシウム塩、リチウム塩、マグネシウム、マンガン塩などの公知のエステル交換反応用触媒である。生成した中間体は、更に、三酸化アンチモンやチタニウム塩などの重縮合触媒の存在下で重縮合に供される。また、ポリエステルの製造は、出発原料のジカルボン酸とジオールに重縮合触媒を存在させて直接または連続的にエステル化反応を行う方法であってもよい。
【0026】
0.1mm径で10mm長のキャピラリーレオメーターを使用し、10kg/cm2の荷重で280℃の温度に於いて測定したポリエステルの溶融粘度の溶融粘度(Ypoint≧100秒−1)は、通常2400ポアズ未満、好ましくは2200ポアズ未満、より好ましくは2000ポアズ未満である。
【0027】
ベース層Bは、成分IIとして、ポリ(m−キシレンアジパミド)(以下、MXD6と略記することがある)を含有する。MXD6としては特に制限は無く、通常、m−キシレンジアミンとアジピン酸の重縮合体(ポリアリルアミド)であり、市販のMXD6を使用することが出来る。ベース層B中の成分IIとしてのMXD6の含有量は、通常5〜45重量%、好ましくは5〜40重量%、更に好ましくは5〜35重量%である。
【0028】
ポリ(m−キシレンアジパミド)の溶融粘度は、ベース層Bを構成するポリエステルのそれと大きく異ならないことが好ましい。大きく異なった場合、得られたフィルムに突起が生じたり、フローマークや皺が発生することがあり、更に、ポリマーが相分離することもある。0.1mm径で10mm長のキャピラリーレオメーターを使用し、10kg/cm2の荷重で280℃の温度に於いて測定したMXD6の溶融粘度(Ypoint≧100秒−1)は、通常6000ポアズ未満、好ましくは5000ポアズ未満、より好ましくは4000ポアズ未満である。
【0029】
MXD6の添加方法としては、純原料をそのまま添加しても、マスターバッチを使用して添加してもよい。マスターバッチ中のMXD6の含有量は、通常10〜60重量%である。特に、ポリエステル原料とMXD6純原料またはMXD6を含有するマスターバッチとを予備混合し、連続して押出機に供給することが好ましい。押出機内で、上記の混合物を更に混練し、加工温度まで加熱する。押出温度は、通常MXD6の融点Tmより高く、好ましくはTmの5℃以上、更に好ましくはTmの5〜50℃以上、特に好ましくはTmの5〜40℃以上高い温度とする。成分Iと成分IIのマスターバッチを混合または製造する押出機としては二軸押出機を使用することが好ましい。また、単軸押出機であっても良い結果が得られるので、単軸押出機を使用してもよい。
【0030】
本発明のポリエステルフィルムは、上述の様にベース層Bのみから成る単層であっても、多層であってもよい。多層構造としては、ベース層Bと外層Cとから成るBC構造、ベース層Bと中間層Zと外層Cとから成るBZC構造、ベース層Bと2つの外層Aから成るABA構造、ベース層Bと外層A及びCとから成るABC構造などが例示され、さらに中間層Zを有していてもよい。特に、ABA構造およびABC構造の3層構造であることが好ましい。
【0031】
外層および中間層を構成する熱可塑性樹脂は、好ましくはベース層Bを構成する上記ポリエステルから成る。しかしながら、ホモポリマー、共重合ポリエステル、ホモポリマー及び/又は共重合ポリエステルのブレンド等を含有してもよい。好ましくはエチレンイソフタレート単位および/またはエチレンテレフタレート単位および/またはエチレン−2,6−ナフタレート単位を含有する単独重合体または共重合体である。構成単位の10モル%以下の割合でべース層Bで説明した共重合モノマー単位を含有してもよい。好ましい態様としては、外層を構成する熱可塑性樹脂が、イソフタル酸単位およびテレフタル酸単位を有する共重合ポリエステルであり、この場合ポリエステルフィルムの光学的特性が特に優れ、更に、フィルムに好適に金属層またはセラミック層を形成することが出来る
【0032】
外層を構成する熱可塑性樹脂としての上述のイソフタル酸単位とテレフタル酸単位とから成る共重合体は、ベース層Bにおいて説明した共重合単位が共重合されていてもよい。イソフタル酸単位とテレフタル酸単位との割合は、通常テレフタル酸単位40〜97モル%でイソフタル酸単位60〜3モル%、好ましくはテレフタル酸単位50〜90モル%でイソフタル酸単位50〜10モル%、更に好ましくはテレフタル酸単位60〜85モル%でイソフタル酸単位40〜15モル%である。
【0033】
外層および中間層Zは、ベース層に含有されるMXD6を含有してもよい。含有量は、含有される層の重量を基準として、通常0.1〜80重量%、好ましくは0.3〜75重量%、より好ましくは0.5〜70重量%である。外層にMXD6を含有させることにより、金属層またはセラミック層を好適に形成することが出来る。もちろん、外層はMXD6を含有しなくてもよい。
【0034】
外層の厚さは、通常0.3μmを超え、好ましくは0.5〜20μm、更に好ましくは1.0〜10μmである。
【0035】
ベース層B及び/又は他の層にには、安定剤や充填剤等の公知の添加剤を添加してもよい。例えば、ポリマー又はポリマーの混合物に、溶融に先立ってリン酸やリン酸エステル等のリン化合物の安定剤を添加してもよい。
【0036】
本発明のポリエステルフィルム、すなわちベース層B、外層および中間層の少なくとも1つに、安定剤や耐ブロッキング剤などの公知の添加剤を添加してもよい。耐ブロッキング剤としては、無機および/または有機粒子が挙げられ、具体的には、炭酸カルシウム、非晶シリカ、タルク、炭酸マグネシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム、リン酸リチウム、リン酸カルシウム、リン酸マグネシウム、アルミナ、LiF、ジカルボン酸のカルシウム、バリウム、亜鉛またはマンガン塩、カーボンブラック、二酸化チタン、カオリン、架橋ポリスチレン粒子、架橋アクリレート粒子などが例示される。
【0037】
これらの他の耐ブロッキング剤を併用してもよく、また、同じ種類で且つ粒径が異なる粒子の混合物を使用してもよい。重縮合中のグリコール分散系または押出し中マスターバッチを介して個々の層に添加する粒子を所定量添加することも出来る(または、押出中に押出機内に直接添加することも出来る)。
【0038】
本発明のポリエステルフィルムは充填剤を含有することが好ましく、その含有量はポリエステルフィルムに対して、通常0.02〜1重量%、好ましくは0.04〜0.8重量%、更に好ましくは0.06〜0.6重量%である。充填剤としては、上述の添加剤、耐ブロッキング剤などが挙げられ、詳細は欧州特許EP−A−0602964号公開公報に記載されている。充填剤の含有量が0.02重量%未満の場合、フィルムがブロッキングを引起すことがあり、巻取りが困難となる場合がある。充填剤の含有量が1.0重量%を超える場合、フィルムの透明性が悪化して曇ることがあり、包装材として使用できないこともある。
【0039】
外層(A及び/又はC)の充填剤(耐ブロッキング剤)の含有量は、個々の外層の重量を基準として、通常0.6重量%未満、好ましくは0.5重量%未満、更に好ましくは0.4重量%未満である。外層上には金属層またはセラミック層が形成されるので、充填剤を少量含有するかまたは含有しないことが好ましい。
【0040】
本発明のポリエステルフィルムは、食品(特にチーズや肉類など)の包装に好適に使用できる。本発明のポリエステルフィルムは耐溶媒性および耐水性に優れており、例えば、121℃のスチーム中に放置しても、劣化せず、抽出物なども認められない。
【0041】
本発明のポリエステルフィルムの総厚さは、広い範囲をとることができ、通常6〜300μm、好ましくは8〜200μm、より好ましくは10〜100μmである。ベース層Bの厚さがポリエステルフィルム全体の厚さの40〜99%を占めることが好ましい。
【0042】
本発明のポリエステルフィルムの入射角20°におけるグロスは、通常80を超え、好ましくは100を超え、更に好ましくは120を超える。
【0043】
本発明のポリエステルフィルムのヘーズは、通常20%未満、好ましくは15%未満、更に好ましくは10%未満である。本発明のポリエステルフィルムのヘーズはこの様に低いため、包装材として好適に使用できる。
【0044】
本発明のポリエステルフィルムはガスバリヤ性、特に酸素ガスバリヤ性に優れている。金属層を有し、厚さ12μmである前記ポリエステルフィルムの酸素ガス透過率は、通常0.5cm3・m−2・d−1・bar−1未満、好ましくは0.45cm3・m−2・d−1・bar−1未満、さらに好ましくは0.4cm3・m−2・d−1・bar−1未満である。セラミック層を有し、厚さ12μmである前記ポリエステルフィルムの酸素ガス透過率は、通常1.0cm3・m−2・d−1・bar−1未満、好ましくは0.95cm3・m−2・d−1・bar−1未満、さらに好ましくは0.9cm3・m−2・d−1・bar−1未満である。
【0045】
本発明のポリエステルフィルムは機械的特性に優れる。本発明のポリエステルフィルムの弾性率は、長手方向、横方向とも、通常3500N/mm2以上、好ましくは4000N/mm2以上、更に好ましくは4500N/mm2以上である。引張破断強度は、長手方向において、通常160N/mm2を超え、好ましくは170N/mm2を超え、180N/mm2を超え、横方向において、通常200N/mm2を超え、好ましくは210N/mm2を超え、220N/mm2を超える。
【0046】
次に、本発明のポリエステルフィルムの製造方法を説明する。本発明のポリエステルフィルムの製造方法は、押出または共押出により単層または多層シートを得る工程と、当該単層または多層シートを逐次連続二軸延伸する工程と、得られた二軸延伸フィルムを熱固定する工程と、得られた熱固定フィルムに金属層またはセラミック層を形成する工程とから成る。
【0047】
先ず、押出機に、ベース層Bの成分I(ポリエステル)と成分II(MXD6)のポリマー又はポリマー混合物を供給する。押出温度は、通常250〜300℃である。種々のポリマーの完全混合のため、脱気式二軸押出機を使用して押出すことが好ましい。もちろん、単軸押出機を使用して押出してもよい。
【0048】
外層(A及び/又はC)用のポリマー又はポリマー混合物を他の押出し機に供給する(共押出法)。上述の様に、使用する押出機は、二軸押出機の方が単軸押出機よりも好ましい。共押出ダイを介して溶融ポリマーを連続的に押出または共押出し、冷却ロール又は他のロールによって引出し、冷却固化して平坦溶融シートを得る。
【0049】
次いで、得られたシートを二軸延伸する。通常、二軸延伸は連続的に行われる。このため、初めに長手方向(長手方向)に延伸し、次いで横方向に延伸するのが好ましい。通常、長手方向の延伸は、延伸比に対応する異なる回転速度を有する2つのロールを使用して行われ、横手方向の延伸はテンターフレームを使用して行われる。
【0050】
延伸温度および延伸比は、所望とするポリエステルフィルムの物性によって決定され、広い範囲で選択できる。長手方向の延伸温度は、通常80〜130℃(加熱温度:80〜130℃、延伸比および延伸方法による)で、横方向の延伸温度は、通常90(延伸初めの温度)〜140℃(延伸終了時の温度)である。
【0051】
長手方向の延伸比は、通常3.0を超え、好ましくは3.1〜5.0、更に好ましくは3.2〜4.9、特に好ましくは3.3〜4.8である。横方向の延伸比は、通常3.0を超え、好ましくは3.2〜5.0、更に好ましくは3.3〜4.8、特に好ましくは3.4〜4.6である。
【0052】
長手方向の延伸は、上述の様に、延伸比に対応する異なる回転速度を有する2つのロールを使用する通常の方法、いわゆる「シングル−ギャップ延伸」で行われる。この延伸法では、2つ以上の連続して配置される予備加熱ロールを使用してフィルムを延伸温度に加熱し、延伸比λMDに対応する異なる回転速度を有する2つのロールを使用して延伸を行う。延伸中の温度は、材料種、ポリエステルとMXD6との配合割合、延伸比λMD等によるが、好ましくは80〜100℃である。延伸温度は、例えばIR法により測定することが出来る。加熱温度は延伸温度によって設定されるが、好ましくは80〜100℃である。図1に長手方向延伸におけるロールの配置の説明図を示す。図1において、(1)〜(5)は加熱ロール、(6)及び(7)は延伸ロールである。延伸温度が90℃の場合(延伸ロールの温度が90℃)、(1)〜(5)の加熱ロールの温度は、それぞれ、70、70、80、85及び90℃である。
【0053】
長手方向の延伸は、異なる回転速度を有する2つ以上のロールを使用して、多段階、特に2段階で行われることが好ましい。2段階延伸法については、欧州特許EP−A−0049108号公開公報に記載されており、図2にその説明図を示す。図2に示す様に、2つ以上の連続して配置される予備加熱ロールを使用してフィルムを延伸温度に加熱し、延伸比λMDに対応する異なる回転速度を有する2つ以上のロールを使用して延伸を行う。すなわち、λ1とλ2の延伸比で、最終的にλMDとなるように延伸を行う(詳細は欧州特許EP−A−0049108号公開公報、特に図1を参照)。この場合、長手方向の延伸比は、通常3.0を超え、好ましくは3.1〜5.0、更に好ましくは3.2〜4.9、特に好ましくは3.3〜4.8である。長手方向の延伸温度は、通常80〜130℃(材料種、ポリエステルとMXD6との配合割合、延伸比λMD等による)であり、加熱温度は80〜130℃(延伸温度による)である。図2において、(1)〜(5)は加熱ロール、(6)〜(8)は延伸ロールである。延伸温度が110℃の場合(延伸ロールの温度が110℃)、(1)〜(7)のロールの温度は、それぞれ、70、80、85、90、105、110及び110℃である。
【0054】
続いてフィルムの熱固定が150〜250℃の温度において0.1〜10秒間行われる。フィルムは冷却後、通常の方法で巻取られる。
【0055】
フィルムに他の所望の物性を付与するため、片面または両面に、公知のインラインコーティングにより塗布処理を施してもよい。塗布によって形成される層によって接着力を強めたり、帯電防止性や滑り性の改良したり、剥離性を持たせることが出来る。
【0056】
二軸延伸後に、フィルムの片面または両面にコロナまたは火炎処理を施してもよい。これらの処理は、通常、フィルムの表面張力が45mN/mと成るように行われる。
【0057】
本発明のポリエステルフィルムは、少なくとも片面に金属層またはセラミック層を有する。本発明のポリエステルフィルムは、従来公知のこの種のフィルムと比較して、機械的性質や光学的性質に優れる。特に、金属層またはセラミック層を有するにもかかわらず、高グロスを有する。金属層またはセラミック層が形成されることにより、ガスバリア性、特に酸素ガスバリア性が極めて向上する。
【0058】
金属層またはセラミック層は公知の工業的手法により形成できる。金属層は、一般的に、アルミニウム等の金属を蒸着する方法(例えばボート法)により形成される。一方、セラミック層は、通常電子ビームを使用する方法やスパッタリング法により形成される。金属またはセラミック層の形成においては、標準的な形成条件が使用できる。
【0059】
金属層を形成する場合、フィルムの光学密度が2.2〜3.2になるように形成するのが好ましい。一方セラミック層の場合、酸化物の層の厚さが10〜200nmになるように形成するのが好ましい。被覆されるフィルムのウェブの速度は通常2〜10m/秒である。
【0060】
金属被層を形成する金属は、凝集性薄層が形成できれば制限は無いが、特に好ましくはアルミニウムである。またシリコンは、特に好適であり、しかも透明なバリア層が出来るという点でアルミニウムとは異なる性質を有する。セラミック層は、好ましくは周期律表の第II、III又はIV族の元素の酸化物、詳しくは、マグネシウム、アルミニウム又はシリコンの酸化物から成る。通常、減圧下または真空下に金属材料またはセラミック材料を蒸着し、被覆を形成する(真空薄膜形成法)。
【0061】
セラミック層がAl2O3又はSiOxから成る場合、xは、通常0.9〜2、好ましくは1.3〜2、更に好ましくは1.5〜1.8である。アルミニウム酸素と一緒に導入するか、酸化ケイ素(SiO)を酸素と一緒に導入することが好ましい。xをこの範囲にすることにより、熱水処理などの滅菌または殺菌処理を行った場合でもバリア性が良好であり、黄変などの着色も少ない。SiOxから成る層は、例えば、ヘキサメチルジシロキサン、CH4によるプラズマ重合法によっても形成することが出来る。
【0062】
SiOxから成るセラミック層は、通常、真空薄膜形成による方法、好ましくは電子ビーム蒸着法により形成する。形成したSiOxから成るセラミック層は、通常、他のフィルム、積層接着剤、積層接着剤と他の材料(例えばORMOCER)によって被覆されることが好ましい。
【0063】
SiOxから成るセラミック層は、通常、二酸化ケイ素(SiO2)と金属ケイ素(Si)を1つの真空蒸着装置から同時に蒸着して形成する。すなわち、公知の真空薄膜蒸着装置および方法を使用して、SiO2とSiとの混合物を真空蒸着する。この場合、SiOxのxは0.9〜2になる。
【0064】
SiO2から成るセラミック層は、SiOx形成の真空蒸着の原料として、Al2O3、B2O3、MgO等の他の材料を50モル%以下、好ましくは5〜30モル%含有していてもよい。この場合、SiOxのxは1.3〜2になる。上記材料の上記範囲の含有方法としては、Al、B、Mg等の単体として存在させてもよく、又、Siとのアロイを形成して存在させてもよい。
【0065】
Si、Al、B、Mg等に対するSiO2、Al2O3、B2O3、MgOの量比は、以下の様にすることが好ましい。すなわち、蒸気化した上記材料中の純粋酸素量を基準として、化学量論量の酸素より10〜30%少なめであることが好ましい。
【0066】
セラミック層がSiOxから成る場合、x=0.9〜1.2とすることが好ましい。これにより、SiO2とSiとを同時に気化蒸着させる代りに、SiOを気化蒸着させることが出来る。
【0067】
PET等から成るポリエステルフィルムの場合、SiOxの被覆前に、プラズマ処理を行うと、バリア性が向上するので好ましい。
【0068】
本発明のポリエステルフィルム、特にSiOx等のセラミック層を有するフィルムは、必要に応じて他のフィルム又は層を積層し、複合フィルムとして包装材などに使用できる。他のフィルム又は層としては、PET、延伸PA等の他、PP又はPE等により、シール性層が挙げられる。これらのフィルム又は層は、共押出や押出積層により積層しても、ポリウレタン系接着剤を使用して積層してもよい。
【0069】
本発明のポリエステルフィルムは、上述の製造および巻取り特性に優れている。すなわち、製造装置のローラーや機械部分にフィルムが付着することなく、ブロッキング問題も生じず、巻取りの際に長手方向にしわが発生することもない。本発明のポリエステルフィルムは通常のロールを使用して、きわめて良好に製造することができ、巻取り特性に優れる。
【0070】
本発明のポリエステルフィルムは、標準的なポリエステルフィルムと実質的に同じコストで製造することが出来る。本発明のフィルムは、再生原料(例えば、製造工程において発生するフィルム端材)をフィルムの重量に対して、通常5〜60重量%、好ましくは10〜50重量%含有させることが出来る。再生原料の添加によって、本発明のフィルムの特性に影響を受けることはない。
【0071】
本発明のポリエステルフィルムは包装材として好適に使用できる。特に、食品や他の商品用の包装材として好適である。また、本発明のポリエステルフィルムは、真空蒸着による金属層またはセラミック層が好適に形成され、酸素ガス、炭酸ガス等のガスバリア性に優れている。
【0072】
本発明のフィルムの特性を、表1に纏めて示す。
【0073】
【表1】

【実施例】
【0074】
以下、本発明を実施例により更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に限定されるものではない。なお、以下の評価方法において、DINはDeutsches Institut Normungを、ASTMはAmerican Society for Testing and Materialsをそれぞれ表す。
【0075】
(1)酸素ガス透過率:
酸素ガス透過率は、米国Mocon Modern Controls社製OXTRAN(登録商標)100を使用し、DIN53380、Part3に準じて測定した。測定条件は、フィルムの両面の温度が23℃、相対湿度が50%であった。フィルムの厚さは12μmとした。
【0076】
(2)ヘーズ:
フィルムの不透明度は、ASTM−D 1003−52に準じて測定した。
【0077】
(3)標準粘度SV:
ポリエステルの標準粘度SV(DCA)はジクロロ酢酸中25℃でDIN 53726に従って測定した。ポリエステルの固有粘度IVは、標準粘度SV値を使用して以下の式より算出した。
【0078】
【数1】
【0079】
(4)グロス:
グロスはDIN 67530に準じて測定した。反射率を、ポリエステルフィルム表面の光学的特性として測定した。ASTM-D 523−78及びISO 2813を基準とし、入射角を20°又は60°とした。所定の入射角で試料の平坦な表面に光線を照射すると、反射および/または散乱が起こる。光電検知器に当った光が電気的な比率変数として表示される。得られた無次元値は入射角と共に表示される。
【0080】
(5)表面粗度:
フィルムの表面粗度RaはDIN 4768に準じて測定した。カットオフ値は0.25mmとした。この測定法は、ガラス板の上で行なうのではかく、リングの中で行なう。このリング法では、2つの表面が第3の表面(例えばガラス)に接する様にサンプルを固定する。
【0081】
(6)弾性率:
フィルムの弾性率はDIN 53457又はASTM882に準じて測定した。
【0082】
(7)引張強度、引張伸長度:
フィルムの引張強度および、引張伸長度はDIN 53455に準じて測定した。
【0083】
実施例1:
ポリエチレンテレフタレート(以下PETと略記することがある)チップ(マンガンをエステル交換反応の触媒として使用し、エステル交換反応にて製造、マンガン濃度:100ppm)及びポリ(m−キシレンアジパミド)(MXD6)を150℃で乾燥し、2つのベントを有する二軸押出機に供給した。PETとMXD6との混合比は90:10であった。単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、フィルムの片面に、工業用金属蒸着装置(Topmet社製、Lybold−Heraeus、ドイツ)により、アルミニウムを真空蒸着した。蒸着速度は5m/秒であった。フィルムの構成を以下に示す。
【0084】
【表2】
【0085】
フィルムの製造条件を以下に示す。
【0086】
【表3】
【0087】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0088】
実施例2:
エチレンテレフタレート単位90モル%及びエチレンイソフタレート単位10モル%から成る共重合ポリエステルチップ(マンガンをエステル交換反応の触媒として使用し、エステル交換反応にて製造、マンガン濃度:100ppm、100℃で乾燥し、残留水分を100ppmとした)とMXD6を2つのベントを有する二軸押出機に供給した。共重合ポリエステルとMXD6との混合比は90:10であった。単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。フィルムの構成を以下に示す。
【0089】
【表4】
【0090】
フィルムの製造条件を以下に示す。
【0091】
【表5】
【0092】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0093】
実施例3:
実施例1に於て、PETとMXD6の配合比率を85:15に変更し、フィルムの製造条件を以下の表に示す様に変更した以外は実施例1と同様の操作で、単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。フィルムの構成を以下に示す。
【0094】
【表6】
【0095】
フィルムの製造条件を以下に示す。
【0096】
【表7】
【0097】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0098】
実施例4:
実施例1に於て、PETとMXD6の配合比率を75:25に変更し、フィルムの製造条件を以下の表に示す様に変更した以外は実施例1と同様の操作で、単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。フィルムの構成を以下に示す。
【0099】
【表8】
【0100】
フィルムの製造条件を以下に示す。
【0101】
【表9】
【0102】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0103】
実施例5:
実施例1に於て、PETとMXD6の配合比率を60:40に変更し、フィルムの製造条件を以下の表に示す様に変更した以外は実施例1と同様の操作で、単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。フィルムの構成を以下に示す。
【0104】
【表10】
【0105】
フィルムの製造条件を以下に示す。
【0106】
【表11】
【0107】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0108】
実施例6:
実施例1のフィルムに於て、以下の表に示す構成の外層を共押出法により形成し、ABA型3層積層フィルムを作製した。フィルムの製造条件は実施例1と同様であり、3層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、総厚さ14μm(外層の厚さはそれぞれ1μm)のフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。外層の構成を以下に示す。
【0109】
【表12】
【0110】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0111】
比較例1:
特開2001−1399号公報に記載された実施例1を追試した。得られたフィルムの表面粗度は大きく、グロス及び機械的特性は、本発明で目的とする範囲を達成できないものであった。充填剤を添加してないフィルムであるため、巻取り特性が悪く、フィルムロール上にブロッキングによるフィルムの重なり合いが生じた。
【0112】
実施例および比較例で得られたフィルムの特性について、表13及び14にまとめて示す。
【0113】
【表13】
【0114】
【表14】
【図面の簡単な説明】
【0115】
【図1】長手方向延伸(1段階延伸法)におけるロールの配置の説明図である。
【図2】長手方向延伸(2段階延伸法)におけるロールの配置の説明図である。
【技術分野】
【0001】
本発明は二軸延伸ポリエステルフィルムに関し、詳しくは、弾性率などの機械的特性、グロス、印刷性、メタル化、塗布性、巻取り特性に優れ、低コストで製造でき、酸素ガスバリア性に優れた(酸素ガス透過度:1cm3・m−2・d−1・bar−1未満)二軸延伸ポリエステルフィルムに関する。本発明は、更に、上記二軸延伸ポリエステルフィルムの製造方法およびその使用にも関する。
【背景技術】
【0002】
多くの包装材用途において、高レベルのガス、水蒸気、匂い等のガスバリア性が要求される。ガスバリア性が改良された透明二軸延伸ポリエステルフィルムは公知である。代表的には、透明二軸延伸ポリエステルフィルムに対し、ガスバリア性材料の押出塗布、塗布または積層、プラズマ重合の組合せ等の後処理が、フィルム製造後にオフライン法により施される。他の方法としては、フィルムにアルミニウム等の金属を真空蒸着する方法、SiOx、AlxOy、MgOx等のセラミック材料被覆を行う方法などがあり、これらの方法は、PVD法、CVD法、PECVD法などにより行われる。これらの方法によって得られるフィルムのガスバリア性は、ポリマーの性状、バリア層の性状に実質的に支配される。例えば、金属層を有する二軸延伸ポリエステルフィルムは、酸素ガスや匂いに対して高レベルなガスバリア性を有する。一方、金属層を有する二軸延伸ポリプロピレンフィルムは、水蒸気に対して高レベルなガスバリア性を有する。
【0003】
この種のポリエステルフィルムとして、例えば、エチレン−ビニルアルコールから成る層を少なくとも1層共押出によって積層し、同時二軸延伸したフィルムが知られている(例えば、特許文献1参照)。この種のフィルムは、良好な機械的特性およびガスバリヤ性を有し、酸素ガス透過率が5cm3/(m2・bar・d)以下のガスバリヤ性を有する。この種のフィルムの欠点として、光学的特性および他の所物性を損なうため、フィルム製造中に生じるフィルム端材を再利用することが出来ないことである。
【0004】
さらに、ポリエステルが基材であり、ガスバリヤ性を有する複合延伸フィルムが知られている(例えば特許文献2参照)。このフィルムは、数平均分子量350程度のポリビニルアルコールから成り、厚さが0.3μm以下の塗布層を少なくとも片面に有し、ベースフィルムの塗布される側の表面粗度Rzが0.30μm以下で且つある突起高さ分布を有する。この種の複合フィルムの酸素ガス透過率は3cm3/(m2・bar・d)未満である。しかしながら、この種のフィルムは、耐湿性に劣る。すなわち、フィルムが水や水蒸気に触れると、ポリエスエテルとポリビニルアルコールとの間の接着性が劣化するため、塗布層が水により脱離する。
【0005】
また、ポリエチレンテレフタレート及びポリ(m−キシレンアジパミド)(MXD6)から成る二軸延伸ポリエステルフィルムも知られている(例えば特許文献3参照)。この種のフィルムにおいて、フィルム中のMXD6の含有量は10〜40重量%、ポリエチレンテレフタレートの含有量は60〜90重量%であり、同時二軸延伸により製造されている。延伸比の好ましい範囲は、長手方向および横方向とも2.5〜5.0であるが、実際に製造されているフィルムの延伸比は、長手方向3.0倍、横方向3.3倍であり、総延伸比は9.9倍である。延伸温度の好ましい範囲は、長手方向および横方向とも80〜140℃であるが、実際に製造されているフィルムの延伸温度は、長手方向、横方向とも90℃である。
【0006】
上記の様な同時二軸延伸により製造されるフィルムは、逐次連続二軸延伸(最初に長手方向延伸を行い、次に横方向延伸を行う)により製造されるフィルムと比較して、ヘーズが低く、横方向延伸に起りやすいフィルム破断が生じにくい。すなわち、逐次連続二軸延伸によるフィルムの製造では、長手方向の延伸により結晶配向が大きくなり、フィルムに曇りが生じるため(ヘーズが高くなる)、横方向の延伸については慎重に行わなければならない。また、フィルムの重量に対し、10〜40重量%のポリ(m−キシレンアジパミド)を含有させたフィルムを製造した際、第2の延伸(横方向)においてフィルムの引裂きがおこり、連続的にフィルムを製造することが困難である。
【0007】
上記の同時二軸延伸により製造されるフィルムは、ヘーズが15%未満と低く、酸素ガス透過率が30cm3/(m2・bar・d)未満という性質を有する反面、弾性率や引張破断強度などの機械的性質が劣り、ブロッキングが生じやすいために巻取り特性も劣る。さらに、フィルム表面が粗面なため、艶消性を有し、フィルムの使用範囲が制限される。また、印刷性、メタル化、塗布などの後処理にも適さない。
【0008】
【特許文献1】国際公開第99/62694号パンフレット
【特許文献2】欧州特許第0675158号明細書
【特許文献3】特開2001−1399号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上記の実情に鑑みなされたものであり、その目的は、以下の様な優れた性質を有する二軸延伸ポリエステルフィルムを提供することである。すなわち、酸素ガスバリア性などのガスバリア性(酸素ガス透過度:1cm3・m−2・d−1・bar−1未満)、弾性率などの機械的特性、グロス、印刷性、塗布性、巻取り特性(耐ブロッキング性)に優れ(シール性ロールを巻取り欠陥無く形成できる)、金属層またはセラミック層を好適に形成でき接着性が良好である。通常の工業的高速フィルム製造装置(逐次連続二軸延伸装置、製造速度:350m/分を超える、好ましくは400m/分を超える速度)で製造でき、高価で製造速度の低い(製造速度:350m/分未満で、フィルム幅5m未満)同時二軸延伸装置を使用することなく低コストで製造できる。さらに、フィルム製造工程などで生じるフィルム端材を5〜60重量%原料に混合することが出来、酸素ガスバリア性などのガスバリア性や光学的性質に悪影響を及ぼさない。また、通常の包装材と同等以上の性質を有する。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題に鑑み、鋭意検討した結果、特定の弾性率を有し、ポリエステルとポリ(m−キシレンアジパミド)とから成り、金属層またはセラミック層を有す二軸延伸ポリエステルフィルムにより、上記課題を解決できることを見出し、本発明の完成に至った。
【0011】
すなわち、本発明の第1の要旨は、ポリエステルとポリ(m−キシレンアジパミド)とから成る二軸延伸ポリエステルフィルムであって、当該ポリエステルフィルムの弾性率が長手方向、横方向とも3500Nmm2以上であり、当該ポリエステルフィルムの少なくとも片面に金属層またはセラミック層を有することを特徴とする二軸延伸ポリエステルフィルムに存する。
【0012】
本発明の第2の要旨は、上記の二軸延伸ポリエステルフィルムの製造方法であって、押出または共押出により単層または多層シートを得る工程と、当該単層または多層シートを逐次連続二軸延伸する工程と、得られた二軸延伸フィルムを熱固定する工程と、得られた熱固定フィルムに金属層またはセラミック層を形成する工程とから成ることを特徴とする二軸延伸ポリエステルフィルムの製造方法に存する。
【0013】
本発明の第3の要旨は、上記の二軸延伸ポリエステルフィルムから成る包装材に存する。
【発明の効果】
【0014】
本発明の二軸延伸ポリエステルフィルムは、酸素ガスバリア性などのガスバリア性に優れ(酸素ガス透過度:1cm3・m−2・d−1・bar−1未満)、弾性率などの機械的特性、グロス、印刷性、塗布性、巻取り特性に優れ、金属層またはセラミック層との接着性に優れ、低コストで製造できる。
【発明を実施するための最良の形態】
【0015】
以下、本発明を詳細に説明する。本発明の二軸延伸ポリエステルフィルムは、成分Iとしてポリエステル及び成分IIとしてポリ(m−キシレンアジパミド)から成る。本発明のポリエステルフィルムは、ベース層Bのみから成る単層であっても、多層であってもよい。多層構造の場合、ベース層Bと外層Aから成るABA構造や、ベース層Bと外層A及びCとから成るABC構造の3層構造であることが好ましい。
【0016】
ベース層Bは、通常55〜95重量%、好ましくは60〜95重量%、更に好ましくは65〜95重量%のポリエステル、好ましくは熱可塑性ポリエステルから成る。熱可塑性ポリエステルとしては、エチレングリコールとテレフタル酸から製造されるポリエチレンテレフタレート(PET)、エチレングリコールとナフタレン−2,6−ジカルボン酸から製造されるポリエチレン−2,6−ナフタレート(PEN)、1,4−ビスヒドロキシメチルシクロヘキサンとテレフタル酸から製造されるポリ(1,4−シクロヘキサンジメチレンテレフタレート)(PCDT)、エチレングリコールとナフタレン−2,6−ジカルボン酸とビフェニル−4,4’−ジカルボン酸から製造されるポリ(エチレン2,6−ナフタレートビベンゾエート)(PENBB)等の各単位から構成されるポリエステルが例示される。中でも、エチレングリコールとテレフタル酸から成るエチレンテレフタレート単位および/またはエチレングリコールとナフタレン−2,6−ジカルボン酸から成るエチレン−2,6−ナフタレート単位を含有することが好ましく、これらの単位を90モル%以上、好ましくは95モル%以上含有するポリエステルが好ましい。さらに、熱可塑性ポリエステルの構成単位が、テレフタル酸単位、イソフタル酸単位およびナフタレン−2,6−ジカルボン酸単位から選択される少なくとも1種以上を有することが好ましく、ベース層BがPETから成ることが特に好ましい。
【0017】
上記の構成単位以外にも種々の構成単位を有する共重合ポリエステルであってもよく、また、ホモポリエステル及び/又は共重合ポリエステルの混合物であってもよい。この様な共重合ポリエステルとしては、構成単位が、テレフタル酸単位、イソフタル酸単位およびエチレングリコール単位、好ましくはテレフタル酸単位およびイソフタル酸単位、または、テレフタル酸単位およびナフタレン−2,6−ジカルボン酸単位であることが、製造の容易さ、フィルムの優れた光学的特性およびガスバリア性の観点から好ましい。
【0018】
好ましい態様としては、イソフタル酸単位とテレフタル酸単位とを有する共重合ポリエステルを使用することにより、比較的低温で押出を行うことが出来る。PETのみを使用した場合、280℃の押出温度が必要とされるが、イソフタル酸単位を有する共重合ポリエステルを使用することにより、押出温度を260℃未満に低くすることが出来る。この温度において、MXD6は引伸せる温度であり、延伸追随可能である。そのため、製造安定性に優れ、機械的特性に優れるフィルムとなる。この態様において、イソフタル酸単位、テレフタル酸単位およびエチレングリコール単位から成る共重合ポリエステルを使用することが好ましいが、ポリエチレンテレフタレート及びポリエチレンイソフタレートの混合物を使用することも出来る。
【0019】
上記の好ましい態様において、共重合ポリエステル中のエチレンテレフタレート単位の含有量は、通常70〜98モル%、好ましくは76〜98モル%、更に好ましくは80〜98モル%であり、エチレンイソフタレート単位の含有量は、通常30〜2モル%、好ましくは24〜2モル%、更に好ましくは20〜2モル%である。
【0020】
ポリエステルの構成単位としては、他のジオール及び/又はジカルボン酸から誘導された単位を含有させることが出来る。
【0021】
共重合ジオールとしては、ジエチレングリコール、トリエチレングリコール、HO−(CH2)n−OHの式で示される脂肪族グリコール(nは3〜6の整数を表す、具体的には、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオールが挙げられる)、炭素数6までの分岐型脂肪族グリコール、HO−C6H4−X−C6H4−OHで示される芳香族ジオール(式中Xは−CH2−、−C(CH3)2−、−C(CF3)2−、−O−、−S−、−SO2−を表す)、式:HO−C6H4−C6H4−OHで表されるビスフェノールが好ましい。
【0022】
共重合ジカルボン酸としては、芳香族ジカルボン酸、脂環式ジカルボン酸、脂肪族ジカルボン酸が好ましい。
【0023】
脂肪族ジカルボン酸の好ましい例としては、ベンゼンジカルボン酸、ナフタレン−1,4−又は−1,6−ジカルボン酸などのナフタレンジカルボン酸、ビフェニル−4,4’−ジカルボン酸などのビフェニル−x,x’−ジカルボン酸、ジフェニルアセチレン−4,4’−ジカルボン酸などのジフェニルアセチレン−x,x−ジカルボン酸、スチルベン−x,x−ジカルボン酸などが挙げられる。
【0024】
脂環式ジカルボン酸の好ましい例としては、シクロヘキサン−1,4−ジカルボン酸などのシクロヘキサンジカルボン酸が挙げられる。脂肪族ジカルボン酸の好ましい例としては、C3−C19のアルカンジカルボン酸が挙げられ、当該アルカンは直鎖状であっても分岐状であってもよい。
【0025】
上記のポリエステルは、通常エステル交換反応により製造される。その出発原料は、ジカルボン酸エステルとジオール及び亜鉛塩、カルシウム塩、リチウム塩、マグネシウム、マンガン塩などの公知のエステル交換反応用触媒である。生成した中間体は、更に、三酸化アンチモンやチタニウム塩などの重縮合触媒の存在下で重縮合に供される。また、ポリエステルの製造は、出発原料のジカルボン酸とジオールに重縮合触媒を存在させて直接または連続的にエステル化反応を行う方法であってもよい。
【0026】
0.1mm径で10mm長のキャピラリーレオメーターを使用し、10kg/cm2の荷重で280℃の温度に於いて測定したポリエステルの溶融粘度の溶融粘度(Ypoint≧100秒−1)は、通常2400ポアズ未満、好ましくは2200ポアズ未満、より好ましくは2000ポアズ未満である。
【0027】
ベース層Bは、成分IIとして、ポリ(m−キシレンアジパミド)(以下、MXD6と略記することがある)を含有する。MXD6としては特に制限は無く、通常、m−キシレンジアミンとアジピン酸の重縮合体(ポリアリルアミド)であり、市販のMXD6を使用することが出来る。ベース層B中の成分IIとしてのMXD6の含有量は、通常5〜45重量%、好ましくは5〜40重量%、更に好ましくは5〜35重量%である。
【0028】
ポリ(m−キシレンアジパミド)の溶融粘度は、ベース層Bを構成するポリエステルのそれと大きく異ならないことが好ましい。大きく異なった場合、得られたフィルムに突起が生じたり、フローマークや皺が発生することがあり、更に、ポリマーが相分離することもある。0.1mm径で10mm長のキャピラリーレオメーターを使用し、10kg/cm2の荷重で280℃の温度に於いて測定したMXD6の溶融粘度(Ypoint≧100秒−1)は、通常6000ポアズ未満、好ましくは5000ポアズ未満、より好ましくは4000ポアズ未満である。
【0029】
MXD6の添加方法としては、純原料をそのまま添加しても、マスターバッチを使用して添加してもよい。マスターバッチ中のMXD6の含有量は、通常10〜60重量%である。特に、ポリエステル原料とMXD6純原料またはMXD6を含有するマスターバッチとを予備混合し、連続して押出機に供給することが好ましい。押出機内で、上記の混合物を更に混練し、加工温度まで加熱する。押出温度は、通常MXD6の融点Tmより高く、好ましくはTmの5℃以上、更に好ましくはTmの5〜50℃以上、特に好ましくはTmの5〜40℃以上高い温度とする。成分Iと成分IIのマスターバッチを混合または製造する押出機としては二軸押出機を使用することが好ましい。また、単軸押出機であっても良い結果が得られるので、単軸押出機を使用してもよい。
【0030】
本発明のポリエステルフィルムは、上述の様にベース層Bのみから成る単層であっても、多層であってもよい。多層構造としては、ベース層Bと外層Cとから成るBC構造、ベース層Bと中間層Zと外層Cとから成るBZC構造、ベース層Bと2つの外層Aから成るABA構造、ベース層Bと外層A及びCとから成るABC構造などが例示され、さらに中間層Zを有していてもよい。特に、ABA構造およびABC構造の3層構造であることが好ましい。
【0031】
外層および中間層を構成する熱可塑性樹脂は、好ましくはベース層Bを構成する上記ポリエステルから成る。しかしながら、ホモポリマー、共重合ポリエステル、ホモポリマー及び/又は共重合ポリエステルのブレンド等を含有してもよい。好ましくはエチレンイソフタレート単位および/またはエチレンテレフタレート単位および/またはエチレン−2,6−ナフタレート単位を含有する単独重合体または共重合体である。構成単位の10モル%以下の割合でべース層Bで説明した共重合モノマー単位を含有してもよい。好ましい態様としては、外層を構成する熱可塑性樹脂が、イソフタル酸単位およびテレフタル酸単位を有する共重合ポリエステルであり、この場合ポリエステルフィルムの光学的特性が特に優れ、更に、フィルムに好適に金属層またはセラミック層を形成することが出来る
【0032】
外層を構成する熱可塑性樹脂としての上述のイソフタル酸単位とテレフタル酸単位とから成る共重合体は、ベース層Bにおいて説明した共重合単位が共重合されていてもよい。イソフタル酸単位とテレフタル酸単位との割合は、通常テレフタル酸単位40〜97モル%でイソフタル酸単位60〜3モル%、好ましくはテレフタル酸単位50〜90モル%でイソフタル酸単位50〜10モル%、更に好ましくはテレフタル酸単位60〜85モル%でイソフタル酸単位40〜15モル%である。
【0033】
外層および中間層Zは、ベース層に含有されるMXD6を含有してもよい。含有量は、含有される層の重量を基準として、通常0.1〜80重量%、好ましくは0.3〜75重量%、より好ましくは0.5〜70重量%である。外層にMXD6を含有させることにより、金属層またはセラミック層を好適に形成することが出来る。もちろん、外層はMXD6を含有しなくてもよい。
【0034】
外層の厚さは、通常0.3μmを超え、好ましくは0.5〜20μm、更に好ましくは1.0〜10μmである。
【0035】
ベース層B及び/又は他の層にには、安定剤や充填剤等の公知の添加剤を添加してもよい。例えば、ポリマー又はポリマーの混合物に、溶融に先立ってリン酸やリン酸エステル等のリン化合物の安定剤を添加してもよい。
【0036】
本発明のポリエステルフィルム、すなわちベース層B、外層および中間層の少なくとも1つに、安定剤や耐ブロッキング剤などの公知の添加剤を添加してもよい。耐ブロッキング剤としては、無機および/または有機粒子が挙げられ、具体的には、炭酸カルシウム、非晶シリカ、タルク、炭酸マグネシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム、リン酸リチウム、リン酸カルシウム、リン酸マグネシウム、アルミナ、LiF、ジカルボン酸のカルシウム、バリウム、亜鉛またはマンガン塩、カーボンブラック、二酸化チタン、カオリン、架橋ポリスチレン粒子、架橋アクリレート粒子などが例示される。
【0037】
これらの他の耐ブロッキング剤を併用してもよく、また、同じ種類で且つ粒径が異なる粒子の混合物を使用してもよい。重縮合中のグリコール分散系または押出し中マスターバッチを介して個々の層に添加する粒子を所定量添加することも出来る(または、押出中に押出機内に直接添加することも出来る)。
【0038】
本発明のポリエステルフィルムは充填剤を含有することが好ましく、その含有量はポリエステルフィルムに対して、通常0.02〜1重量%、好ましくは0.04〜0.8重量%、更に好ましくは0.06〜0.6重量%である。充填剤としては、上述の添加剤、耐ブロッキング剤などが挙げられ、詳細は欧州特許EP−A−0602964号公開公報に記載されている。充填剤の含有量が0.02重量%未満の場合、フィルムがブロッキングを引起すことがあり、巻取りが困難となる場合がある。充填剤の含有量が1.0重量%を超える場合、フィルムの透明性が悪化して曇ることがあり、包装材として使用できないこともある。
【0039】
外層(A及び/又はC)の充填剤(耐ブロッキング剤)の含有量は、個々の外層の重量を基準として、通常0.6重量%未満、好ましくは0.5重量%未満、更に好ましくは0.4重量%未満である。外層上には金属層またはセラミック層が形成されるので、充填剤を少量含有するかまたは含有しないことが好ましい。
【0040】
本発明のポリエステルフィルムは、食品(特にチーズや肉類など)の包装に好適に使用できる。本発明のポリエステルフィルムは耐溶媒性および耐水性に優れており、例えば、121℃のスチーム中に放置しても、劣化せず、抽出物なども認められない。
【0041】
本発明のポリエステルフィルムの総厚さは、広い範囲をとることができ、通常6〜300μm、好ましくは8〜200μm、より好ましくは10〜100μmである。ベース層Bの厚さがポリエステルフィルム全体の厚さの40〜99%を占めることが好ましい。
【0042】
本発明のポリエステルフィルムの入射角20°におけるグロスは、通常80を超え、好ましくは100を超え、更に好ましくは120を超える。
【0043】
本発明のポリエステルフィルムのヘーズは、通常20%未満、好ましくは15%未満、更に好ましくは10%未満である。本発明のポリエステルフィルムのヘーズはこの様に低いため、包装材として好適に使用できる。
【0044】
本発明のポリエステルフィルムはガスバリヤ性、特に酸素ガスバリヤ性に優れている。金属層を有し、厚さ12μmである前記ポリエステルフィルムの酸素ガス透過率は、通常0.5cm3・m−2・d−1・bar−1未満、好ましくは0.45cm3・m−2・d−1・bar−1未満、さらに好ましくは0.4cm3・m−2・d−1・bar−1未満である。セラミック層を有し、厚さ12μmである前記ポリエステルフィルムの酸素ガス透過率は、通常1.0cm3・m−2・d−1・bar−1未満、好ましくは0.95cm3・m−2・d−1・bar−1未満、さらに好ましくは0.9cm3・m−2・d−1・bar−1未満である。
【0045】
本発明のポリエステルフィルムは機械的特性に優れる。本発明のポリエステルフィルムの弾性率は、長手方向、横方向とも、通常3500N/mm2以上、好ましくは4000N/mm2以上、更に好ましくは4500N/mm2以上である。引張破断強度は、長手方向において、通常160N/mm2を超え、好ましくは170N/mm2を超え、180N/mm2を超え、横方向において、通常200N/mm2を超え、好ましくは210N/mm2を超え、220N/mm2を超える。
【0046】
次に、本発明のポリエステルフィルムの製造方法を説明する。本発明のポリエステルフィルムの製造方法は、押出または共押出により単層または多層シートを得る工程と、当該単層または多層シートを逐次連続二軸延伸する工程と、得られた二軸延伸フィルムを熱固定する工程と、得られた熱固定フィルムに金属層またはセラミック層を形成する工程とから成る。
【0047】
先ず、押出機に、ベース層Bの成分I(ポリエステル)と成分II(MXD6)のポリマー又はポリマー混合物を供給する。押出温度は、通常250〜300℃である。種々のポリマーの完全混合のため、脱気式二軸押出機を使用して押出すことが好ましい。もちろん、単軸押出機を使用して押出してもよい。
【0048】
外層(A及び/又はC)用のポリマー又はポリマー混合物を他の押出し機に供給する(共押出法)。上述の様に、使用する押出機は、二軸押出機の方が単軸押出機よりも好ましい。共押出ダイを介して溶融ポリマーを連続的に押出または共押出し、冷却ロール又は他のロールによって引出し、冷却固化して平坦溶融シートを得る。
【0049】
次いで、得られたシートを二軸延伸する。通常、二軸延伸は連続的に行われる。このため、初めに長手方向(長手方向)に延伸し、次いで横方向に延伸するのが好ましい。通常、長手方向の延伸は、延伸比に対応する異なる回転速度を有する2つのロールを使用して行われ、横手方向の延伸はテンターフレームを使用して行われる。
【0050】
延伸温度および延伸比は、所望とするポリエステルフィルムの物性によって決定され、広い範囲で選択できる。長手方向の延伸温度は、通常80〜130℃(加熱温度:80〜130℃、延伸比および延伸方法による)で、横方向の延伸温度は、通常90(延伸初めの温度)〜140℃(延伸終了時の温度)である。
【0051】
長手方向の延伸比は、通常3.0を超え、好ましくは3.1〜5.0、更に好ましくは3.2〜4.9、特に好ましくは3.3〜4.8である。横方向の延伸比は、通常3.0を超え、好ましくは3.2〜5.0、更に好ましくは3.3〜4.8、特に好ましくは3.4〜4.6である。
【0052】
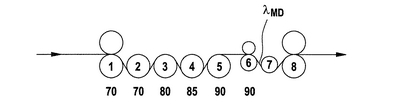
長手方向の延伸は、上述の様に、延伸比に対応する異なる回転速度を有する2つのロールを使用する通常の方法、いわゆる「シングル−ギャップ延伸」で行われる。この延伸法では、2つ以上の連続して配置される予備加熱ロールを使用してフィルムを延伸温度に加熱し、延伸比λMDに対応する異なる回転速度を有する2つのロールを使用して延伸を行う。延伸中の温度は、材料種、ポリエステルとMXD6との配合割合、延伸比λMD等によるが、好ましくは80〜100℃である。延伸温度は、例えばIR法により測定することが出来る。加熱温度は延伸温度によって設定されるが、好ましくは80〜100℃である。図1に長手方向延伸におけるロールの配置の説明図を示す。図1において、(1)〜(5)は加熱ロール、(6)及び(7)は延伸ロールである。延伸温度が90℃の場合(延伸ロールの温度が90℃)、(1)〜(5)の加熱ロールの温度は、それぞれ、70、70、80、85及び90℃である。
【0053】
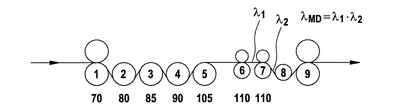
長手方向の延伸は、異なる回転速度を有する2つ以上のロールを使用して、多段階、特に2段階で行われることが好ましい。2段階延伸法については、欧州特許EP−A−0049108号公開公報に記載されており、図2にその説明図を示す。図2に示す様に、2つ以上の連続して配置される予備加熱ロールを使用してフィルムを延伸温度に加熱し、延伸比λMDに対応する異なる回転速度を有する2つ以上のロールを使用して延伸を行う。すなわち、λ1とλ2の延伸比で、最終的にλMDとなるように延伸を行う(詳細は欧州特許EP−A−0049108号公開公報、特に図1を参照)。この場合、長手方向の延伸比は、通常3.0を超え、好ましくは3.1〜5.0、更に好ましくは3.2〜4.9、特に好ましくは3.3〜4.8である。長手方向の延伸温度は、通常80〜130℃(材料種、ポリエステルとMXD6との配合割合、延伸比λMD等による)であり、加熱温度は80〜130℃(延伸温度による)である。図2において、(1)〜(5)は加熱ロール、(6)〜(8)は延伸ロールである。延伸温度が110℃の場合(延伸ロールの温度が110℃)、(1)〜(7)のロールの温度は、それぞれ、70、80、85、90、105、110及び110℃である。
【0054】
続いてフィルムの熱固定が150〜250℃の温度において0.1〜10秒間行われる。フィルムは冷却後、通常の方法で巻取られる。
【0055】
フィルムに他の所望の物性を付与するため、片面または両面に、公知のインラインコーティングにより塗布処理を施してもよい。塗布によって形成される層によって接着力を強めたり、帯電防止性や滑り性の改良したり、剥離性を持たせることが出来る。
【0056】
二軸延伸後に、フィルムの片面または両面にコロナまたは火炎処理を施してもよい。これらの処理は、通常、フィルムの表面張力が45mN/mと成るように行われる。
【0057】
本発明のポリエステルフィルムは、少なくとも片面に金属層またはセラミック層を有する。本発明のポリエステルフィルムは、従来公知のこの種のフィルムと比較して、機械的性質や光学的性質に優れる。特に、金属層またはセラミック層を有するにもかかわらず、高グロスを有する。金属層またはセラミック層が形成されることにより、ガスバリア性、特に酸素ガスバリア性が極めて向上する。
【0058】
金属層またはセラミック層は公知の工業的手法により形成できる。金属層は、一般的に、アルミニウム等の金属を蒸着する方法(例えばボート法)により形成される。一方、セラミック層は、通常電子ビームを使用する方法やスパッタリング法により形成される。金属またはセラミック層の形成においては、標準的な形成条件が使用できる。
【0059】
金属層を形成する場合、フィルムの光学密度が2.2〜3.2になるように形成するのが好ましい。一方セラミック層の場合、酸化物の層の厚さが10〜200nmになるように形成するのが好ましい。被覆されるフィルムのウェブの速度は通常2〜10m/秒である。
【0060】
金属被層を形成する金属は、凝集性薄層が形成できれば制限は無いが、特に好ましくはアルミニウムである。またシリコンは、特に好適であり、しかも透明なバリア層が出来るという点でアルミニウムとは異なる性質を有する。セラミック層は、好ましくは周期律表の第II、III又はIV族の元素の酸化物、詳しくは、マグネシウム、アルミニウム又はシリコンの酸化物から成る。通常、減圧下または真空下に金属材料またはセラミック材料を蒸着し、被覆を形成する(真空薄膜形成法)。
【0061】
セラミック層がAl2O3又はSiOxから成る場合、xは、通常0.9〜2、好ましくは1.3〜2、更に好ましくは1.5〜1.8である。アルミニウム酸素と一緒に導入するか、酸化ケイ素(SiO)を酸素と一緒に導入することが好ましい。xをこの範囲にすることにより、熱水処理などの滅菌または殺菌処理を行った場合でもバリア性が良好であり、黄変などの着色も少ない。SiOxから成る層は、例えば、ヘキサメチルジシロキサン、CH4によるプラズマ重合法によっても形成することが出来る。
【0062】
SiOxから成るセラミック層は、通常、真空薄膜形成による方法、好ましくは電子ビーム蒸着法により形成する。形成したSiOxから成るセラミック層は、通常、他のフィルム、積層接着剤、積層接着剤と他の材料(例えばORMOCER)によって被覆されることが好ましい。
【0063】
SiOxから成るセラミック層は、通常、二酸化ケイ素(SiO2)と金属ケイ素(Si)を1つの真空蒸着装置から同時に蒸着して形成する。すなわち、公知の真空薄膜蒸着装置および方法を使用して、SiO2とSiとの混合物を真空蒸着する。この場合、SiOxのxは0.9〜2になる。
【0064】
SiO2から成るセラミック層は、SiOx形成の真空蒸着の原料として、Al2O3、B2O3、MgO等の他の材料を50モル%以下、好ましくは5〜30モル%含有していてもよい。この場合、SiOxのxは1.3〜2になる。上記材料の上記範囲の含有方法としては、Al、B、Mg等の単体として存在させてもよく、又、Siとのアロイを形成して存在させてもよい。
【0065】
Si、Al、B、Mg等に対するSiO2、Al2O3、B2O3、MgOの量比は、以下の様にすることが好ましい。すなわち、蒸気化した上記材料中の純粋酸素量を基準として、化学量論量の酸素より10〜30%少なめであることが好ましい。
【0066】
セラミック層がSiOxから成る場合、x=0.9〜1.2とすることが好ましい。これにより、SiO2とSiとを同時に気化蒸着させる代りに、SiOを気化蒸着させることが出来る。
【0067】
PET等から成るポリエステルフィルムの場合、SiOxの被覆前に、プラズマ処理を行うと、バリア性が向上するので好ましい。
【0068】
本発明のポリエステルフィルム、特にSiOx等のセラミック層を有するフィルムは、必要に応じて他のフィルム又は層を積層し、複合フィルムとして包装材などに使用できる。他のフィルム又は層としては、PET、延伸PA等の他、PP又はPE等により、シール性層が挙げられる。これらのフィルム又は層は、共押出や押出積層により積層しても、ポリウレタン系接着剤を使用して積層してもよい。
【0069】
本発明のポリエステルフィルムは、上述の製造および巻取り特性に優れている。すなわち、製造装置のローラーや機械部分にフィルムが付着することなく、ブロッキング問題も生じず、巻取りの際に長手方向にしわが発生することもない。本発明のポリエステルフィルムは通常のロールを使用して、きわめて良好に製造することができ、巻取り特性に優れる。
【0070】
本発明のポリエステルフィルムは、標準的なポリエステルフィルムと実質的に同じコストで製造することが出来る。本発明のフィルムは、再生原料(例えば、製造工程において発生するフィルム端材)をフィルムの重量に対して、通常5〜60重量%、好ましくは10〜50重量%含有させることが出来る。再生原料の添加によって、本発明のフィルムの特性に影響を受けることはない。
【0071】
本発明のポリエステルフィルムは包装材として好適に使用できる。特に、食品や他の商品用の包装材として好適である。また、本発明のポリエステルフィルムは、真空蒸着による金属層またはセラミック層が好適に形成され、酸素ガス、炭酸ガス等のガスバリア性に優れている。
【0072】
本発明のフィルムの特性を、表1に纏めて示す。
【0073】
【表1】
【実施例】
【0074】
以下、本発明を実施例により更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例に限定されるものではない。なお、以下の評価方法において、DINはDeutsches Institut Normungを、ASTMはAmerican Society for Testing and Materialsをそれぞれ表す。
【0075】
(1)酸素ガス透過率:
酸素ガス透過率は、米国Mocon Modern Controls社製OXTRAN(登録商標)100を使用し、DIN53380、Part3に準じて測定した。測定条件は、フィルムの両面の温度が23℃、相対湿度が50%であった。フィルムの厚さは12μmとした。
【0076】
(2)ヘーズ:
フィルムの不透明度は、ASTM−D 1003−52に準じて測定した。
【0077】
(3)標準粘度SV:
ポリエステルの標準粘度SV(DCA)はジクロロ酢酸中25℃でDIN 53726に従って測定した。ポリエステルの固有粘度IVは、標準粘度SV値を使用して以下の式より算出した。
【0078】
【数1】
【0079】
(4)グロス:
グロスはDIN 67530に準じて測定した。反射率を、ポリエステルフィルム表面の光学的特性として測定した。ASTM-D 523−78及びISO 2813を基準とし、入射角を20°又は60°とした。所定の入射角で試料の平坦な表面に光線を照射すると、反射および/または散乱が起こる。光電検知器に当った光が電気的な比率変数として表示される。得られた無次元値は入射角と共に表示される。
【0080】
(5)表面粗度:
フィルムの表面粗度RaはDIN 4768に準じて測定した。カットオフ値は0.25mmとした。この測定法は、ガラス板の上で行なうのではかく、リングの中で行なう。このリング法では、2つの表面が第3の表面(例えばガラス)に接する様にサンプルを固定する。
【0081】
(6)弾性率:
フィルムの弾性率はDIN 53457又はASTM882に準じて測定した。
【0082】
(7)引張強度、引張伸長度:
フィルムの引張強度および、引張伸長度はDIN 53455に準じて測定した。
【0083】
実施例1:
ポリエチレンテレフタレート(以下PETと略記することがある)チップ(マンガンをエステル交換反応の触媒として使用し、エステル交換反応にて製造、マンガン濃度:100ppm)及びポリ(m−キシレンアジパミド)(MXD6)を150℃で乾燥し、2つのベントを有する二軸押出機に供給した。PETとMXD6との混合比は90:10であった。単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、フィルムの片面に、工業用金属蒸着装置(Topmet社製、Lybold−Heraeus、ドイツ)により、アルミニウムを真空蒸着した。蒸着速度は5m/秒であった。フィルムの構成を以下に示す。
【0084】
【表2】
【0085】
フィルムの製造条件を以下に示す。
【0086】
【表3】
【0087】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0088】
実施例2:
エチレンテレフタレート単位90モル%及びエチレンイソフタレート単位10モル%から成る共重合ポリエステルチップ(マンガンをエステル交換反応の触媒として使用し、エステル交換反応にて製造、マンガン濃度:100ppm、100℃で乾燥し、残留水分を100ppmとした)とMXD6を2つのベントを有する二軸押出機に供給した。共重合ポリエステルとMXD6との混合比は90:10であった。単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。フィルムの構成を以下に示す。
【0089】
【表4】
【0090】
フィルムの製造条件を以下に示す。
【0091】
【表5】
【0092】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0093】
実施例3:
実施例1に於て、PETとMXD6の配合比率を85:15に変更し、フィルムの製造条件を以下の表に示す様に変更した以外は実施例1と同様の操作で、単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。フィルムの構成を以下に示す。
【0094】
【表6】
【0095】
フィルムの製造条件を以下に示す。
【0096】
【表7】
【0097】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0098】
実施例4:
実施例1に於て、PETとMXD6の配合比率を75:25に変更し、フィルムの製造条件を以下の表に示す様に変更した以外は実施例1と同様の操作で、単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。フィルムの構成を以下に示す。
【0099】
【表8】
【0100】
フィルムの製造条件を以下に示す。
【0101】
【表9】
【0102】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0103】
実施例5:
実施例1に於て、PETとMXD6の配合比率を60:40に変更し、フィルムの製造条件を以下の表に示す様に変更した以外は実施例1と同様の操作で、単層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、厚さ12μmのフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。フィルムの構成を以下に示す。
【0104】
【表10】
【0105】
フィルムの製造条件を以下に示す。
【0106】
【表11】
【0107】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0108】
実施例6:
実施例1のフィルムに於て、以下の表に示す構成の外層を共押出法により形成し、ABA型3層積層フィルムを作製した。フィルムの製造条件は実施例1と同様であり、3層シートとして押出し、長手方向延伸(2段階延伸)、横方向延伸を行い、総厚さ14μm(外層の厚さはそれぞれ1μm)のフィルムを作製した。得られたフィルムに対し、実施例1と同様の方法でアルミニウムを真空蒸着した。外層の構成を以下に示す。
【0109】
【表12】
【0110】
得られた二軸延伸フィルムは、高グロス、低ヘーズ及び低酸素ガス透過率を有し、機械的特性も優れていた。フィルムの製造特性は優れており、製造中の破断はなく、巻取り特性は良好であり、ブロッキングは起らず、長手方向のしわは発生せず、フィルム端部の不均一性も認められなかった。
【0111】
比較例1:
特開2001−1399号公報に記載された実施例1を追試した。得られたフィルムの表面粗度は大きく、グロス及び機械的特性は、本発明で目的とする範囲を達成できないものであった。充填剤を添加してないフィルムであるため、巻取り特性が悪く、フィルムロール上にブロッキングによるフィルムの重なり合いが生じた。
【0112】
実施例および比較例で得られたフィルムの特性について、表13及び14にまとめて示す。
【0113】
【表13】
【0114】
【表14】
【図面の簡単な説明】
【0115】
【図1】長手方向延伸(1段階延伸法)におけるロールの配置の説明図である。
【図2】長手方向延伸(2段階延伸法)におけるロールの配置の説明図である。
【特許請求の範囲】
【請求項1】
ポリエステルとポリ(m−キシレンアジパミド)とから成る二軸延伸ポリエステルフィルムであって、当該ポリエステルフィルムの弾性率が長手方向、横方向とも3500Nmm2以上であり、当該ポリエステルフィルムの少なくとも片面に金属層またはセラミック層を有することを特徴とする二軸延伸ポリエステルフィルム。
【請求項2】
さらに充填剤を含有する請求項1に記載のポリエステルフィルム。
【請求項3】
ポリエステルフィルム中のポリ(m−キシレンアジパミド)の含有量が5〜45重量%である請求項1又は2に記載のポリエステルフィルム。
【請求項4】
ポリ(m−キシレンアジパミド)の溶融粘度が6000ポアズ未満である請求項1〜3の何れかに記載のポリエステルフィルム。
【請求項5】
ポリエステルフィルム中の充填剤の含有量が0.02〜1重量%である請求項2〜4に記載のポリエステルフィルム。
【請求項6】
ポリエステルが熱可塑性ポリエステルであり、ポリエステルフィルム中の熱可塑性ポリエステルの含有量が55%以上である請求項1〜5の何れかに記載のポリエステルフィルム。
【請求項7】
熱可塑性ポリエステルの構成単位が、テレフタル酸単位、イソフタル酸単位およびナフタレン−2,6−ジカルボン酸単位から選択される少なくとも1種以上を有する請求項1〜6の何れかに記載のポリエステルフィルム。
【請求項8】
熱可塑性ポリエステルの構成単位が、テレフタル酸単位、イソフタル酸単位およびエチレングリコール単位である請求項1〜7の何れかに記載のポリエステルフィルム。
【請求項9】
ポリエステルがポリエチレンテレフタレートである請求項1〜8の何れかに記載のポリエステルフィルム。
【請求項10】
ポリエステルフィルムの構成が、2つの外層Aとベース層Bとから成るABA型3層構造を有するか、2つの外層A及びCとベース層Bとから成るABC型3層構造を有する請求項1〜9の何れかに記載のポリエステルフィルム。
【請求項11】
外層A及び/又は外層Cが、ベース層Bを構成するポリエステルから成る請求項10に記載のポリエステルフィルム。
【請求項12】
外層A及び/又は外層Cが、ポリエチレンテレフタレート又はテレフタル酸単位、イソフタル酸単位およびエチレングリコール単位から成る共重合ポリエステルから成る請求項10又は11に記載のポリエステルフィルム。
【請求項13】
金属層がアルミニウムから成る請求項1〜12の何れかに記載のポリエステルフィルム。
【請求項14】
金属層を有し、厚さ12μmである前記ポリエステルフィルムの酸素ガス透過率が0.5cm3・m−2・d−1・bar−1未満である請求項1〜13の何れかに記載のポリエステルフィルム。
【請求項15】
セラミック層を有し、厚さ12μmである前記ポリエステルフィルムの酸素ガス透過率が1cm3・m−2・d−1・bar−1未満である請求項1〜13の何れかに記載のポリエステルフィルム。
【請求項16】
金属層またはセラミック層を有しない表面のポリエステルフィルムのグロスが80を超える請求項1〜15の何れかに記載のポリエステルフィルム。
【請求項17】
金属層またはセラミック層を有しない表面のポリエステルフィルムのヘーズが20%未満である請求項1〜16の何れかに記載のポリエステルフィルム。
【請求項18】
連続延伸法によって製造される請求項1〜17の何れかに記載のポリエステルフィルム。
【請求項19】
請求項1〜18の何れかに記載の二軸延伸ポリエステルフィルムの製造方法であって、押出または共押出により単層または多層シートを得る工程と、当該単層または多層シートを逐次連続二軸延伸する工程と、得られた二軸延伸フィルムを熱固定する工程と、得られた熱固定フィルムに金属層またはセラミック層を形成する工程とから成ることを特徴とする二軸延伸ポリエステルフィルムの製造方法。
【請求項20】
逐次連続二軸延伸する工程が、最初に長手方向の延伸を行い、次に横方向の延伸を行う請求項19に記載の製造方法。
【請求項21】
長手方向の延伸が2段階で行われる請求項19又は20に記載の製造方法。
【請求項22】
請求項1〜18の何れかに記載の二軸延伸ポリエステルフィルムから成る包装材。
【請求項23】
食品包装用または商品包装用の請求項22に記載の包装材。
【請求項1】
ポリエステルとポリ(m−キシレンアジパミド)とから成る二軸延伸ポリエステルフィルムであって、当該ポリエステルフィルムの弾性率が長手方向、横方向とも3500Nmm2以上であり、当該ポリエステルフィルムの少なくとも片面に金属層またはセラミック層を有することを特徴とする二軸延伸ポリエステルフィルム。
【請求項2】
さらに充填剤を含有する請求項1に記載のポリエステルフィルム。
【請求項3】
ポリエステルフィルム中のポリ(m−キシレンアジパミド)の含有量が5〜45重量%である請求項1又は2に記載のポリエステルフィルム。
【請求項4】
ポリ(m−キシレンアジパミド)の溶融粘度が6000ポアズ未満である請求項1〜3の何れかに記載のポリエステルフィルム。
【請求項5】
ポリエステルフィルム中の充填剤の含有量が0.02〜1重量%である請求項2〜4に記載のポリエステルフィルム。
【請求項6】
ポリエステルが熱可塑性ポリエステルであり、ポリエステルフィルム中の熱可塑性ポリエステルの含有量が55%以上である請求項1〜5の何れかに記載のポリエステルフィルム。
【請求項7】
熱可塑性ポリエステルの構成単位が、テレフタル酸単位、イソフタル酸単位およびナフタレン−2,6−ジカルボン酸単位から選択される少なくとも1種以上を有する請求項1〜6の何れかに記載のポリエステルフィルム。
【請求項8】
熱可塑性ポリエステルの構成単位が、テレフタル酸単位、イソフタル酸単位およびエチレングリコール単位である請求項1〜7の何れかに記載のポリエステルフィルム。
【請求項9】
ポリエステルがポリエチレンテレフタレートである請求項1〜8の何れかに記載のポリエステルフィルム。
【請求項10】
ポリエステルフィルムの構成が、2つの外層Aとベース層Bとから成るABA型3層構造を有するか、2つの外層A及びCとベース層Bとから成るABC型3層構造を有する請求項1〜9の何れかに記載のポリエステルフィルム。
【請求項11】
外層A及び/又は外層Cが、ベース層Bを構成するポリエステルから成る請求項10に記載のポリエステルフィルム。
【請求項12】
外層A及び/又は外層Cが、ポリエチレンテレフタレート又はテレフタル酸単位、イソフタル酸単位およびエチレングリコール単位から成る共重合ポリエステルから成る請求項10又は11に記載のポリエステルフィルム。
【請求項13】
金属層がアルミニウムから成る請求項1〜12の何れかに記載のポリエステルフィルム。
【請求項14】
金属層を有し、厚さ12μmである前記ポリエステルフィルムの酸素ガス透過率が0.5cm3・m−2・d−1・bar−1未満である請求項1〜13の何れかに記載のポリエステルフィルム。
【請求項15】
セラミック層を有し、厚さ12μmである前記ポリエステルフィルムの酸素ガス透過率が1cm3・m−2・d−1・bar−1未満である請求項1〜13の何れかに記載のポリエステルフィルム。
【請求項16】
金属層またはセラミック層を有しない表面のポリエステルフィルムのグロスが80を超える請求項1〜15の何れかに記載のポリエステルフィルム。
【請求項17】
金属層またはセラミック層を有しない表面のポリエステルフィルムのヘーズが20%未満である請求項1〜16の何れかに記載のポリエステルフィルム。
【請求項18】
連続延伸法によって製造される請求項1〜17の何れかに記載のポリエステルフィルム。
【請求項19】
請求項1〜18の何れかに記載の二軸延伸ポリエステルフィルムの製造方法であって、押出または共押出により単層または多層シートを得る工程と、当該単層または多層シートを逐次連続二軸延伸する工程と、得られた二軸延伸フィルムを熱固定する工程と、得られた熱固定フィルムに金属層またはセラミック層を形成する工程とから成ることを特徴とする二軸延伸ポリエステルフィルムの製造方法。
【請求項20】
逐次連続二軸延伸する工程が、最初に長手方向の延伸を行い、次に横方向の延伸を行う請求項19に記載の製造方法。
【請求項21】
長手方向の延伸が2段階で行われる請求項19又は20に記載の製造方法。
【請求項22】
請求項1〜18の何れかに記載の二軸延伸ポリエステルフィルムから成る包装材。
【請求項23】
食品包装用または商品包装用の請求項22に記載の包装材。
【図1】

【図2】
【図2】
【公開番号】特開2006−7779(P2006−7779A)
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願番号】特願2005−185446(P2005−185446)
【出願日】平成17年6月24日(2005.6.24)
【出願人】(596099734)ミツビシ ポリエステル フィルム ジーエムビーエイチ (29)
【Fターム(参考)】
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願日】平成17年6月24日(2005.6.24)
【出願人】(596099734)ミツビシ ポリエステル フィルム ジーエムビーエイチ (29)
【Fターム(参考)】
[ Back to top ]