
二軸延伸ポリプロピレン系接着剤テープフィルムバッキング
同時二軸延伸ポリプロピレンフィルムはプロピレン含有ポリマー樹脂から形成される。本フィルムは機械方向および横方向を有する。本延伸フィルムは少なくとも190N/mm2の機械方向の引張強度および8%/mm以下の正規化曇り度値を有する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明はテープバッキングとして有用なフィルムに関し、より詳しくは特定の所望の引張強度および曇り度値を有する同時二軸延伸ポリプロピレンフィルムに関する。
【背景技術】
【0002】
市販されている感圧テープは、通常はパッドまたはロールの形を取って提供される。幾つかの用途において、テープ縦方向で高い引張強度などの他の有用な特性も有しつつ、テープが可能な限りクリア(すなわち透明)であることが望ましい。例えば、こうしたテープ品質は、箱密封または包装用テープ製品において望ましい場合がある。
【0003】
包装用テープのための典型的なバッキングはポリプロピレンフィルムである。この種のフィルムの主たる供給品は、フィルムバッキングを接着剤で均一に被覆することができるようにキャリパまたはゲージの分布を制御するためにフィルムテンターラインからの二軸延伸バッキングである。クリアな接着剤を用いる時、フィルムバッキングも、こうした成分から得られたテープロールの見た目が美しいようにクリアでなければならない。典型的なテープ構成において、フィルムバッキングは、テープ分配のためにロールの形を取って置かれる時、ロールの残りから1層を分離するのが容易であるように片側に接着剤の層および他方側に剥離コート材料の層を有する。
【0004】
しかし、典型的には、普通の包装用テープのテープ方向(テープ縦方向)のフィルム強度は、典型的に競合性のある包装用テープ、郵便用テープおよび箱密封用テープのフィルムバッキングのために厚さ0.050mmの工業標準を用いるテープの場合、約180N/mm2を超えない。テープの引張強度は主としてテープのフィルムバッキングによる。より厚いフィルムバッキングを用いることにより強度を強化しうる一方で、フィルムの剛性のレベルは高まり、ある点でテープはテープを適用する包装にうまく適用しない。更に、より厚いフィルムバッキングを用いることにより、こうしたテープは比例してより高価になる。
【0005】
こうしたテープにおいて高度の透明性も非常に望ましい。テープロールコアの外面上に情報を置くことは普通になってきた。それは後で当該コア上に巻き取られる透明テープのロールを通して見ることが可能である。こうした情報は、テープのタイプを識別する場合があるか、または広告材料または単に装飾インデシアを構成する場合がある。比較的高い強度(すなわち、機械またはテープの縦方向における引張破断応力)を提供するが、透明性を欠く同時二軸延伸ポリプロピレンフィルムバッキングは製造されてきた。他方、非常に良好な透明性を示すが、それほど強くない逐次延伸ポリプロピレンフィルムバッキングと合わせて製造されたテープは製造されてきた。
【発明の開示】
【発明が解決しようとする課題】
【0006】
フィルム透明性が非常に高くテープ縦方向で比較的高い引張強度を有する延伸ポリマーフィルムを形成しようとする先行した試みは、こうした所望の特徴を有する容易に製造されたポリプロピレンフィルムを達成しなかった。
【課題を解決するための手段】
【0007】
一形態において、本発明は、機械方向および横方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含むフィルムである。フィルムは少なくとも190N/mm2の機械方向の引張強度を有し、フィルムは8%/mm以下の正規化曇り度値を有する。
【0008】
もう一つの形態において、本発明は、テープ縦方向およびテープ幅方向を有する同時二軸延伸ポリプロピレンフィルムを含む接着剤テープバッキングであって、前記フィルムがプロピレン含有ポリマー樹脂を含む接着剤テープバッキングである。フィルムは少なくとも190N/mm2のテープ縦方向の引張強度を有し、フィルムは8%/mm以下の正規化曇り度値を有する。
【0009】
もう一つの形態において、本発明は、同時二軸延伸ポリプロピレンフィルムおよび前記フィルムの第1の主面上の接着剤被覆層を含む接着剤被覆物品である。フィルムは、テープ縦方向およびテープ幅方向を有し、プロピレン含有ポリマー樹脂を含む。フィルムは少なくとも190N/mm2のテープ縦方向の引張強度を有し、フィルムは8%/mm以下の正規化曇り度値を有する。
【0010】
もう一つの形態において、本発明は、同時二軸延伸ポリプロピレンフィルムおよび前記フィルムの第1の主面上の接着剤を含む接着剤テープのロールである。フィルムは機械方向および横方向を有し、プロピレン含有ポリマー樹脂を含む。フィルムは少なくとも190N/mm2の機械方向の引張強度を有し、フィルムは8%/mm以下の正規化曇り度値を有する。フィルムは機械方向に軸の周りで且つ前記フィルム自体上に巻き取られ、第1の主面上の接着剤は前記軸に対面している。
【0011】
もう一つの形態において、本発明は、機械方向および横方向を有する二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含むフィルムである。延伸フィルムは少なくとも190N/mm2の機械方向の引張強度、8%/mm以下の正規化曇り度値およびWAXS透過方位走査によって測定して機械方向を基準にして±75°以内の単一方位走査最大を有する。
【0012】
もう一つの形態において、本発明は、同時二軸延伸ポリプロピレンフィルムおよび前記フィルムの第1の主面上の接着剤層を含む接着剤テープである。フィルムは、テープ縦方向およびテープ幅方向を有し、チーグラーナッタ触媒を用いるプロピレン含有ポリマー樹脂を含む。フィルムは、約0.050mmの厚さ、少なくとも198N/mm2のテープ縦方向の引張強度および6.4%/mm以下の正規化曇り度値を有する。
【0013】
本発明を添付した図に関連して更に説明する。図において、類似の構造は幾つかの図全体を通して類似の数字によって関連付ける。
【0014】
上で明示した図が本発明の幾つかの実施形態を記載している一方で、説明において気付くように他の実施形態も考慮されている。すべての場合、本開示は限定としてでなく代表として本発明を提示する。本発明の原理の範囲および精神に入る数値、他の修正および実施形態を当業者によって考案することができることは理解されるべきである。図は一定の率で縮尺して描かれていない場合がある。類似の参照数字は類似の部品を表すために図全体を通して用いた。
【発明を実施するための最良の形態】
【0015】
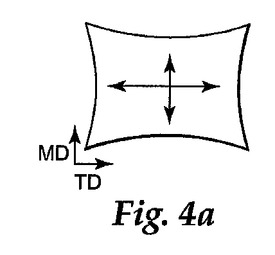
大体は周知されている一方で多少の説明を必要としうる特定の用語が説明および特許請求の範囲の中で用いられている。フィルムを表現するために本明細書で用いられる時、「二軸延伸」は、フィルムがフィルムの平面において異なる2つの方向、第1の方向および第2の方向に延伸されていることを示す。典型的には、しかし必ずしも限らないけれども、2つの方向は実質的に垂直であり、フィルムの縦方向または機械方向(「MD」)(フィルムがフィルム製造機で製造される方向)およびフィルムの横方向(「TD」)(フィルムのMDに垂直の方向)である。MDは時には縦方向(「LD」)と呼ばれる。二軸延伸フィルムは、逐次延伸、同時延伸または同時延伸と逐次延伸のある組み合わせによる延伸であってもよい。フィルムを表現するために本明細書で用いられる時、「同時二軸延伸」は、2方向の各々の延伸の大部分が同時に行われることを示す。
【0016】
延伸の方法または延伸フィルムを表現するために本明細書で用いられる「延伸比」という用語は、延伸フィルムの所定の部分の直線寸法対延伸前の同じ部分の直線寸法の比を示す。例えば、5:1のMD延伸比(「MDR」)を有する延伸フィルムにおいて、機械方向で1cmの直線測定値を有する未延伸フィルムの所定の部分は、延伸後に機械方向で5cmの測定値を有する。9:1のTD延伸比(「TDR」)を有する延伸フィルムにおいて、横方向で1cmの直線測定値を有する未延伸フィルムの所定の部分は、延伸後に9cmの測定値を有する。
【0017】
本明細書で用いられる「面積延伸比」は、延伸フィルムの所定の部分の面積対延伸の前の同じ部分の面積の比を示す。例えば、50:1の総面積延伸比を有する二軸延伸フィルムにおいて、未延伸フィルムの所定の1cm2部分は延伸後に50cm2の面積を有する。
【0018】
文脈が特に要求しないかぎり、「配向」、「引き」および「延伸」という用語は、「配向された」、「引かれた」および「延伸された」という用語ならびに「配向させる」、「引く」および「延伸する」いう用語のように全体を通して互換可能に用いられる。
【0019】
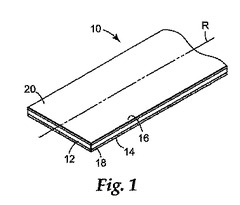
図1を参照すると、本発明の一実施形態による一定長さのテープ10が示されている。テープ10は、第1の主面14および第2の主面16を含む二軸延伸フィルムバッキングまたはフィルムバッキング12を含む。好ましくは、バッキング12は、約25マイクロメートル〜100マイクロメートルの範囲内の厚さを有する。テープ10のバッキング12は、接着剤18の層で第1の主面14上に被覆してもよい。接着剤18は、当該技術分野で知られているような適するいかなる接着剤であってもよい。バッキング12は、当該技術分野で知られているような第2の主面16上に被覆された任意の剥離バックサイズ層または低粘着性バックサイズ層20を有してもよい。
【0020】
バッキングフィルム12は、単一アイソタクチックポリプロピレンあるいは2種以上のアイソタクチックポリプロピレンなどの成分のブレンドまたは混合物を含んでもよい。同様に、ポリオレフィンを含む第2の成分は単一ポリオレフィンあるいは2種以上のポリオレフィンの混合物またはブレンドを含んでもよい。
【0021】
本発明の目的において、「ポリプロピレン」という用語は、触媒系を用いることにより重合させた少なくとも約90wt%のプロピレンモノマー単位を含むコポリマーを包含することを意図している。好ましくは、ポリマーまたはコポリマーは、メタロセン型触媒以外の触媒系を用いることにより、より好ましくは、チーグラーナッタ触媒系を用いることにより重合させる。本発明において用いるためのポリプロピレンは主としてアイソタクチックである。アイソタクチックポリプロピレンは、少なくとも約80%の鎖アイソタクチシティ指数、約15wt%未満のn−ヘプタン可溶分およびASTM D1505−96(「密度勾配技術によるプラスチックの密度(Density of Plastics by the Density−Gradient Technique)」に準拠して測定して約0.86〜0.92グラム/cm3の間の密度を有する。本発明において用いるための典型的なポリプロピレンは、230℃の温度および2160gの力でASTM D−1238−95(「押出プラストメータによる熱可塑性樹脂の流動度(Flow Rates of Thermoplastics by extrusion Plastometer)」)に準拠して約0.1〜50グラム/10分の間のメルトフローインデックス、約100,000〜700,000g/モルの間の重量平均分子量および約2〜15の間の多分散性指数を有する。本発明において用いるための典型的なポリプロピレンは、約140℃を上回る、好ましくは約150℃を上回る、最も好ましくは約160℃を上回る示差走査熱分析を用いて決定した時のピーク溶融温度を有する。更に、本発明において有用なポリプロピレンは、4〜8個の間の炭素原子のエチレンモノマー単位および/またはアルファ−オレフィンモノマー単位を有するコポリマー、ターポリマーなどであってもよい。前記コモノマーは、本明細書に記載されたバッキングおよびテープの所望の特性および特徴に悪影響を及ぼさないような量で存在する。典型的には前記コモノマーの含有率は10重量%未満である。適する1種のポリプロピレン樹脂は、2.5g/10分のメルトフローインデックスを有するアイソタクチックポリプロピレンホモポリマー樹脂であり、3376という商品名でテキサス州ヒューストンのアトフィナ・ペトロケミカルズ(AtoFina Petrochemicals,Inc.(Houston,Texas))から市販されている。適するもう1種のポリプロピレン樹脂は、9.0g/10分のメルトフローインデックスを有するアイソタクチックポリプロピレンホモポリマー樹脂であり、3571という商品名でこれもテキサス州ヒューストンのアトフィナ・ペトロケミカルズ(AtoFina Petrochemicals,Inc.(Houston,Texas))から市販されている。ポリプロピレン樹脂は、特定のポリマーブレンドプロセスのため、および/または特定の押出システムのために適する適切なメルトフロー樹脂を選択してもよいので、メルトフロー特性に関して制限されない。
【0022】
本発明において用いるためのポリプロピレンは、本明細書で記載された所望の特徴および特性に悪影響を及ぼさない量で、約300〜8000g/モルの間の分子量を有するとともに約60℃〜180℃の間の軟化点を有する合成由来および天然由来の樹脂を任意に含んでもよい。典型的には、こうした樹脂は、石油樹脂、スチレン樹脂、シクロペンタジエン樹脂およびテルペン樹脂の4つの主要なクラスの1つから選択される。任意に、これらのクラスのいずれかからの樹脂は部分的に水素添加されていてもよいか、または完全に水素添加されていてもよい。石油樹脂は、典型的には、モノマー成分として、スチレン、メチルスチレン、ビニルトルエン、インデン、メチルインデン、ブタジエン、イソプレン、ピペリレンおよび/またはペンチレンを有する。スチレン樹脂は、典型的には、モノマー成分として、スチレン、メチルスチレン、ビニルトルエンおよび/またはブタジエンを有する。シクロペンタジエン樹脂は、典型的には、モノマー成分として、シクロペンタジエンおよび任意に他のモノマーを有する。テルペン樹脂は、典型的には、モノマー成分として、ピネン、アルファ−ピネン、ジペンテン、リモネン、ミルセンおよびカンフェンを有する。
【0023】
本発明において用いるためのポリプロピレンは、当該技術分野で知られているような添加剤および他の成分を任意に含んでもよい。例えば、本発明のフィルムは、充填剤、顔料および他の着色剤、粘着防止剤、潤滑剤、可塑剤、加工助剤、静電防止剤、核剤、透明剤、酸化防止剤および熱安定剤、紫外線安定剤および他の特性調整剤を含有してもよい。充填剤および他の添加剤は、好ましくは、本明細書に記載された実施形態によって達成される所望の透明性の特性に悪影響を及ぼさないように選択された有効量で添加される。典型的には、こうした材料は、ポリマーが配向フィルムに製造される前に(例えば、フィルムへの押出前にポリマー溶融物中の)ポリマーに添加される。
【0024】
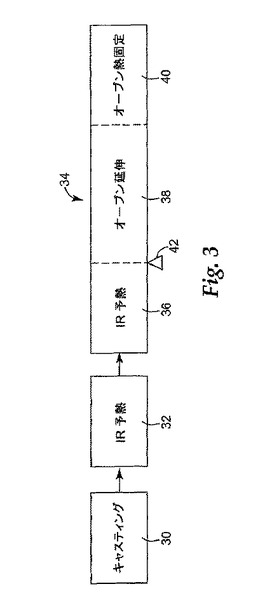
アイソタクチックポリプロピレン(および可能な第2のブレンドされたポリオレフィン)は、当業者に知られている装置によってシート形態にキャスティングすることが可能である。その後、こうしたキャストフィルムは延伸されて、本明細書に記載された好ましいフィルムに到達する。図3は、キャスティング域30、予熱域32および製造中にフィルムが移動するオーブン域34を含むフィルム製造ラインを概略的に例示している。オーブン域34は、オーブン予熱域36、オーブン延伸域38およびオーブン熱固定域40を含むように更に規定される。本発明によりフィルムを製造する時、シートを(キャスティング域30中などにおいて)キャスティングするために適する方法は、安定な均質溶融物を製造するために調節された押出機バレル温度を有する一軸スクリュー押出機、二軸スクリュー押出機、カスケード押出機または他の押出機システムの原料ホッパーに樹脂をフィードすることである。溶融物はシートダイを通して回転冷却金属キャスティングホイール上に押し出すことが可能である。任意に、キャスティングホイールは流体充填冷却浴に部分的に浸漬させることが可能であるか、またはこれも任意に、キャストシートはキャスティングホイールから除去後に流体充填冷却浴に通すことが可能である。この操作の温度は、得られた延伸フィルムが本明細書に記載された所望の特徴および特性を有するように所望の核形成密度、サイズおよび成長速度を提供するために本明細書における教示の恩恵をもって当業者によって選択されることが可能である。典型的なキャスティングホイール温度および水浴温度は、適切に結晶化したシートを提供するために約60℃未満、好ましくは約40℃未満である。
【0025】
その後、キャストシートは、本明細書に記載されたように特に確立された予熱体系に供され(例えば、フィルムは予熱域32およびオーブン予熱域36を通して前進する)、その後、(例えば、オーブン延伸域38において)同時に二軸延伸され、延伸されたまま(例えばオーブン熱固定域40において)熱固定されて、本明細書に記載された所望の特徴および特性を有するフィルム12を提供する。
【0026】
本明細書に記載された好ましい特性は、本明細書に記載された方法によりフィルム12を二軸延伸させる適するいかなる装置によっても得ることが可能である。すべての延伸方法の内、テープバッキングとして用いるための本発明のフィルムの商業生産のために好ましい装置は、米国特許第4,675,582号明細書、同第4,825,111号明細書、同第4,853,602号明細書、同第5,036,262号明細書、同第5,051,225号明細書および同第5,072,493号明細書で開示された同時二軸延伸のためのテンター装置を含む。チューブラーブローフィルム製造プロセスまたはバブルフィルム製造プロセスによって二軸延伸フィルムを製造できるけれども、チューブラーブローフィルムプロセスで発生しうる不均一な厚さおよび延伸などの加工の難しさならびに不適切な温度制御を避けるために、テープバッキングとして用いる時に本発明のフィルムをフラットフィルム延伸装置によって製造することが好ましい。
【0027】
好ましい一実施形態において、二軸面積延伸比は、約36:1を上回る、より好ましくは約36:1〜約90:1、なおより好ましくは約45:1〜約90:1、最も好ましくは約55:1〜約90:1である。面積延伸比の上限は、十分に高い速度で商業的に利用可能な装置でフィルムをもう延伸できない実際的な限界である。MD延伸比は、好ましくは約4:1を上回る、より好ましくは約4:1〜約8.5:1、なおより好ましくは約5:1〜約8.5:1、最も好ましくは約6.0:1〜約8.5:1である。これらの実施形態のMD成分およびTD成分は、本明細書に記載された所望のフィルム特性および特徴を提供するように選択される。本発明のフィルムの配向が前述した範囲を下回れば、フィルムは過少延伸される傾向があり、それはシートを横切った厚さおよび物理的特性の局所的狭まりと不均一性につながる可能性があり、その両方は接着剤テープの製造の観点で非常に好ましくない。更に、不適切な延伸は、所望のフィルム透明性およびフィルムの強度に悪影響を及ぼしうる。
【0028】
好ましい一実施形態において、機械方向延伸比は、機械方向で所望のフィルム透明性および所望の引張強度を接着剤テープバッキングフィルムに提供するために横方向延伸比とおよそ同じか、または横方向延伸比より大きい。換言すると、テープ幅方向の延伸比は、長い細片またはロールからなどの縦配向に分配されるテープに関して、テープ縦方向の延伸比とおよそ同じである。
【0029】
延伸の前にキャストフィルムを予熱することに関して、優れた最終フィルム透明性は予熱温度設定点を厳密に制御することにより達成できた一方で、機械方向で最終フィルムの高い引張強度も達成した。図3に例示したフィルム製造システムにおいて、フィルムはキャスティング後に赤外線加熱域32に、その後、オーブン予熱域36に供される。例えば、テキサス州ヒューストンのアトフィナ・ペトロケミカルズ(AtoFina Petrochemicals,Inc.(Houston,Texas))製の3376という商品名として識別されるポリプロピレンホモポリマー(161.5℃の融点(DSC)を有する)に関して、延伸の開始で(図3の温度プローブ42(例えば高温計)で)約153℃以下のフィルム表面温度を達成する加熱体系は優れた強度と非常に良好な透明性の組み合わせを有するフィルムをもたらした。約149〜約153℃の範囲のフィルム表面温度は、3376アトフィナ(AtoFina)樹脂の厚さ0.050mmの延伸フィルム材料のために少なくとも、所望の最終フィルム属性を得るために有効であることが見出され、約150℃〜約152℃の範囲のフィルム表面温度は、こうした条件のためになおより好ましかった。アトフィナ(AtoFina)製の6253という商品名として識別されるランダムコポリマー(146.2℃の融点(DSC)を有する)に関して、延伸の開始で約141.8℃のフィルム表面温度を達成する加熱体系は改善された強度および良好な透明性を有するフィルムをもたらした。これらの例が例示するように、ポリマー樹脂の融点が低下するにつれて、フィルム延伸前予熱温度体系の低下は所望の引張強度および透明性の特性を有する最終フィルムをもたらす(殆どのポリオレフィンについて、7℃〜15℃の温度差が十分であることが予想される)。特定の生産システムおよび材料に関して、特徴的な破断応力/予熱高温計温度曲線が存在しうる。破断応力/予熱高温計温度曲線はポリマーの融点に応じて異なる。予熱温度が低下するにつれて、延伸域の入口で(高温計プローブ42で)測定された高温計温度も低下する。赤外線高温計温度が低下するにつれて、フィルムの透明性は改善される一方で、破断応力は低下する。
【0030】
延伸操作の温度(すなわちオーブン延伸域38内の)は、本明細書に記載された所望の特徴および特性を有するフィルムを提供するために本明細書における教示の恩恵をもって当業者によって選択されることが可能である。これらの温度は用いられる材料および用いられる特定の装置の伝熱特性により異なる。
【0031】
本発明において有用なフィルムバッキング12は、テープ10のためのバッキングとして用いられる時、好ましくは約25マイクロメートル〜100マイクロメートルの間の最終厚さを有する。フィルム厚さの変動は、好ましくは約5%未満である。フィルムは過度に破れやすく取り扱いが難しいことを避けるために十分に厚いのがよい一方で、好ましくないほどに硬いか、または曲がらず、取り扱うか、または使用するのが困難であるほど厚くないのがよいことを理解した上で、より厚いフィルムおよびより薄いフィルムを用いてもよい。
【0032】
ポリプロピレン組成、押出温度、キャストロール温度および延伸温度ならびに他のパラメータは、得られたフィルムバッキングまたはテープが個々に考えて、または好ましいあらゆる組み合わせで考えて以下の好ましい特性を有するように本明細書の教示により選択される。
A.少なくとも190N/mm2、より好ましくは200N/mm2、なおより好ましくは210N/mm2の機械方向の引張強度。
B.8%/mm以下、より好ましくは7%/mm、なおより好ましくは6%/mmの正規化曇り度値。
【0033】
上の要素Aに関して、好ましい値は以下で概説するフィルム引張特性の決定に関して記載されている。上の要素Bに関して、正規化曇り度値は以下で記載する曇り度試験法によって確立される。
【0034】
フィルム(および特に縦に分配される接着剤テープ)の縦方向の引張強度は、フィルムの強度および使用のために重要である。フィルム透明性の測定は、フィルムの1層以上の層を通した、または確立されたフィルム厚さを通した白色光の曇り度評価または%透過率を用いて行われる。より低い曇り度値は、より良好な透明性と同等である。0.050mmフィルムバッキングと合わせて製造された接着剤テープの典型的なロールは、直径3インチ(9.62cm)のロールコア上に巻き取られ、50メートルの長さであってもよい。これは、フルロールの外面からコアの外面まで約180のフィルム層が存在することを意味する。フィルムの厚さmmごとの約2%の%曇り度/mmの改善は、テープの50メートルロールにおいて曇り度の約18%低下となる。従って、差はかなり著しい。
【0035】
上の特性および特徴は、好ましい実施形態に関して本明細書で記載されており、接着剤18が上にないフィルムまたはフィルムバッキング12について例に関して本明細書で報告されている。殆どの場合特徴および特性はバッキングによって主として支配され、接着剤あるいは他の層または被膜による影響はほとんどないことが予想される。従って、上の好ましい特徴および特性は本発明の接着剤テープにも当てはまる。
【0036】
配向ポリマー系における分子配向を測定するために幾つかの広く受け入れられた手段があり、それらの手段の中には、光またはX線の散乱、吸光度測定および機械的特性分析などがある。定量的方法には、広角X線散乱(「WAXS」)、光学複屈折、赤外線二色性および小角X線散乱(「SAXS」)が挙げられる。結晶鎖軸配向分布を決定する好ましい方法は、ブラッグ角(ウィルシンスキー(A.W.Wilcinsky),Journal of Applied Physics,31(11),1969(1960)およびリー(W.B.Lee)ら,Journal of Materials Engineering and Performance,5(5),637(1996)を参照すること)として知られている確立された角で、線維性構造内の結晶平面が入射X線ビームを散乱または回折するWAXS技術である。WAXSにおいて、ポリプロピレン分子鎖(またはc−)軸に関する情報を含むアイソタクチックポリプロピレンの結晶平面、例えば単斜(110)平面は測定され、その後、サンプルジオメトリによって外部座標に関連付けられる。
【0037】
本発明のフィルムは、好ましくは、機械方向または参照方向「R」(図1参照)のいずれかを基準にして特定の単結晶モルホロジー配向を有する。
【0038】
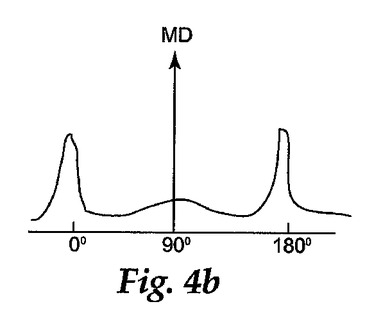
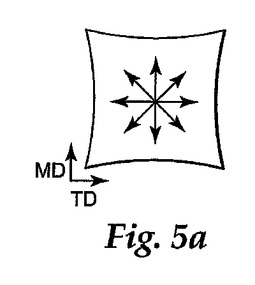
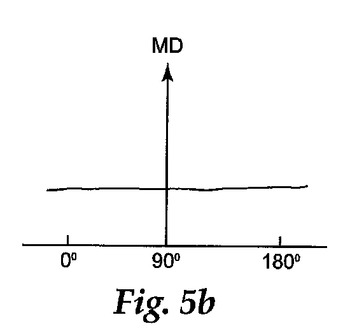
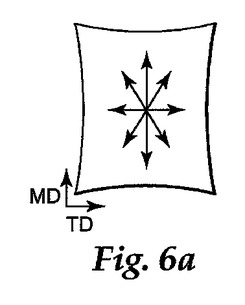
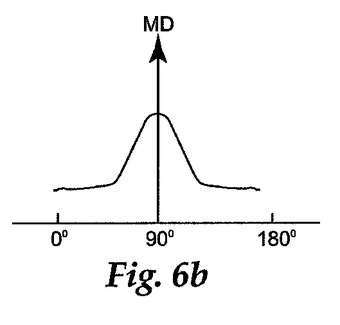
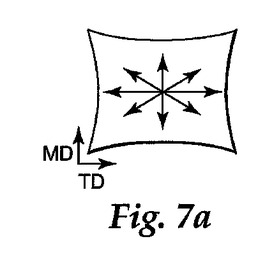
図4a〜7bを特に参照すると、図4a、5a、6aおよび7aは延伸フィルムの配向条件の図示である。特定の秩序および配向を以下で記載する。図4b、5b、6bおよび7bは、それぞれ図4a、5a、6aおよび7aで示した延伸フィルムの種々の値でのWAXS結果のグラフ表示である。
【0039】
本明細書で用いられる「参照方向」は、結晶配向がそれを基準として定義されるフィルムの平面にある軸である。フィルムの機械的特性を決定する時、参照方向はフィルムが延伸される方向である。ロールの形を取った接着剤テープに二次加工されたバッキングフィルムに関して、参照方向は、テープロールに巻き取られるべき狭い幅にストックロールをスリットする方向である。典型的には、必ずしも限らないけれども、参照方向はフィルムの縦方向または機械方向(MD)と同じである。
【0040】
本発明のフィルムの均衡が取れた同時延伸を示唆する特に有用な特徴は、等方性である単斜(110)結晶平面からの広角X線散乱測定によって決定した時に結晶配向を本発明のフィルムが示すか、または参照方向を基準として±75°以下の角度で置かれる単一方位走査最大を本発明のフィルムが有することである。関連する回折図は、典型的なWAXS回折図の1四分円、例えば90°〜180°の方位角範囲の検査によって検出されたものである。図4b〜7bが0°〜180°の角度の間の回折図を描いているけれども、0°〜90°の領域が90°〜180°の領域の鏡像と言える。0°から180°までの描写データの選択は、約90°の角度で中心に置かれた回折図を可能にする、すなわちMDをより明確に識別することを可能にするために行われる。単一方位走査最大は、図6aおよび6bに示したように約40°〜75°の間の半ピーク高さで角全幅を加えて有する。本発明のフィルムが等方性結晶配向分布を有する場合、WAXS方位走査は図5aおよび5bに示したように明瞭な最大を示さない。この場合、結晶鎖軸配向はフィルムの平面に均等に分配される。
【0041】
それに反して、図4bで示されるような2つ以上のWAXS方位走査最大の発生(その少なくとも一方は前記参照方向を基準にして約±75°より大きい角度で置かれるか、または前記参照方向を基準にして約±75°より大きい角度で置かれる単一の特定のWAXS方位走査最大である)は、好ましくなく配向されたフィルムの特徴である。
【0042】
本明細書で開示された本発明のフィルムのWAXS方位走査を記載するために用いられる時、「単一最大」は、WAXS透過方位走査から観察された単一屈曲として識別可能であり、単斜アイソタクチックポリプロピレンの回折計幾何学および結晶物理学のゆえにX線走査によって精査された360°角範囲内の対称性を示す。こうした単一最大は、最大値の典型的には1%未満の大きさを有するランダム配向を有するポリマーマトリックスの部分のゆえにデータおよび散乱強度中のノイズから区別可能である。WAXS方位走査値のための測定技術の例は米国特許第6,638,637号明細書に記載されている。この特許は参照により本明細書に援用する。
【0043】
フィルムバッキング12の第1の主面14上に被覆された接着剤18は、当該技術分野で知られている適するいかなる接着剤でもよい。好ましい接着剤は、圧力、熱またはその組み合わせによって活性化可能な接着剤である。適する接着剤には、アクリレート、ゴム樹脂、エポキシ、ウレタンまたはそれらの組み合わせに基づく接着剤が挙げられる。接着剤18は、溶液被覆方法、水性被覆方法またはホットメルト被覆方法によって被着させてもよい。接着剤は、ホットメルト被覆された配合物、転写被覆された配合物、溶媒被覆された配合物およびラテックス配合物ならびに積層用熱活性化接着剤および積層用水活性化接着剤を含むことが可能である。本発明による有用な接着剤はすべての感圧接着剤を含む。感圧接着剤は、乾燥粘着性および永続粘着性、指圧以下による接着および被着物上に保持する十分な能力を含む特性を有することが周知されている。本発明において有用な接着剤の例には、ポリアクリレート、ポリビニルエーテル、天然ゴム、ポリイソプレンおよびポリブタジエンなどのジエンゴム、ポリイソブチレン、ポリクロロプレン、ブチルゴム、ブタジエンアクリロニトリルポリマー、熱可塑性エラストマー、スチレンイソプレンブロックコポリマーおよびスチレンイソプレンスチレン(SIS)ブロックコポリマーなどのブロックコポリマー、エチレンプロピレンジエンポリマーおよびスチレンブタジエンポリマー、ポリアルファ−オレフィン、非晶質ポリオレフィン、シリコーン、エチレン酢酸ビニルなどのエチレン含有コポリマー、エチルアクリレートおよびエチルメタクリレート、ポリウレタン、ポリアミド、エポキシ、ポリビニルピロリドンおよびビニルピロリドンコポリマー、ポリエステルならびに上の混合物およびブレンド(連続相または不連続相)の一般組成物に基づく接着剤が挙げられる。更に、接着剤は、粘着性付与剤、可塑剤、充填剤、酸化防止剤、安定剤、顔料、拡散材料、硬化剤、繊維、フィラメントおよび溶媒などの添加剤を含むことが可能である。接着剤は、既知のいずれかの方法によって任意に硬化させることも可能である。
【0044】
有用な感圧接着剤の一般的記述は、「エンサイクロ(登録商標)ペディア・オブ・ポリマーサイエンス・エンジニアリング(Encyclopedia of Polymer Science and Engineering)」、13巻、ウィリー・インターサイエンス・パブリッシャーズ(Wiley−Interscience Publishers)(ニューヨーク(New York)、1988)において見ることができる。有用な感圧接着剤の追加の記述は、「エンサイクロ(登録商標)ペディア・オブ・ポリマーサイエンス・テクノロジー(Encyclopedia of Polymer Science and Technology)」、1巻、インターサイエンス・パブリッシャーズ(Interscience Publishers)(ニューヨーク(New York)、1964)において見ることができる。
【0045】
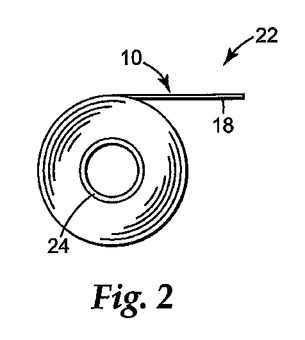
テープ10のフィルムバッキング12は、火炎またはコロナ放電あるいは化学プライミングを含む他の表面処理に供することにより任意に処理して、後続の被膜層の粘着力を改善してもよい。更に、フィルムバッキング12の第2の表面16を任意の低粘着性バックサイズ材料20で被覆して、反対表面接着剤層18とフィルム12との間の粘着力を制限して、よって接着剤被覆テープ製造技術において周知されているように容易に巻き出すことができる接着剤テープロールの製造を見込んでもよい。テープ10は、図2で例示したように任意にコア24上にロール22を作るために螺旋状に巻き取ってもよい。
【0046】
本明細書で記載されたフィルムバッキングは、万能テープ、ライトデューティテープおよびシーリングならびに補修テープを含む多くの接着剤テープバッキング用途のために適合する。バッキングが順応性であるので、マスキングテープバッキングとしても有用である。
【0047】
フィルムの引張特性の決定
機械方向(MD)破断点引張強度は、ASTM D882−97「薄いプレスチックシートの引張特性(Tensile Properties of Thin Plastic Sheeting)」方法Aに記載された手順に準拠して測定した。試験の前にフィルムを22℃(72°F)および相対湿度(RH)50%で24時間にわたり状態調節した。「モデルNo.シンテック(Model No.Sintech)」200/Sとしてミシガン州エデン・プレーリーのMTSシステムズ・コーポレーション(MTS Systems Corporation(Eden Prairie,Minn.))から市販されている引張試験機を用いて試験を行った。この試験のための試験片は幅2.54cm×長さ15cmであった。10.2cmの初期顎分離および25.4cm/分のクロスヘッド速度を用いた。少なくとも4つの試験片をMDにおいてサンプルごとに試験した。
【0048】
曇り度の試験方法
実施例のフィルムの曇り度はASTM D1003−00に準拠して測定した。測定において用いた視程計は、メリーランド州コロンビアのBYK−ガードナーUSA(BYK−Gardner USA(Columbia,MD))から入手できる「ヘーズ−ガードプラス(Haze−gard plus)」Cat.No.4725であった。サイズ15cm×15cmのサンプル試験片をフィルムシートから切り出し、測定すべき区画に油、埃、微粉、指紋が存在しないようにした。その後、試験片を視程計のヘーズポートを横切って手で取り付け、測定を始動した。5回の反復%曇り度測定を取り、これらの5測定の平均を本明細書における%曇り度値として報告した。
【0049】
%曇り度値をサンプルごとのそれぞれの厚さで除すことにより%曇り度測定値を正規化した。例えば、実施例1(表3)の正規化%曇り度は次の通り誘導する。
%曇り度=0.30%、1層の厚さ=0.050mm
正規化値:%曇り度/mm=0.30%/0.050mm=6.0%/mm
【0050】
融点の決定
樹脂サンプルの融点は、25℃〜200℃の温度範囲を通して10℃/分の加熱速度で「デュポン(DuPont)」モデル2100示差走査熱分析計(DSC)を用いてASTM E794−98に準拠して決定した。樹脂サンプル約5mgを金属DSCパンに装填し、クリンプし、試験チャンバ内に固定した。サンプルを最初に窒素正圧下で25℃から200℃に10℃/分で加熱し、200℃で3分にわたり保持し、10℃/分で25℃に冷却し、その後、再走査して、サンプルとDSCパンとの間の良好な接触を確保し、第2のパンの吸熱ピークをポリマーサンプルの融点として採用した。値を表1で報告している。
【0051】
本発明の操作を以下の詳細な実施例に関して更に記載している。これらの実施例は種々の特定で好ましい実施形態および技術を更に例示するために提供する。しかし、多くの変形および修正を本発明の範囲内に留まりつつ行うことができることを理解するべきである。
【実施例】
【0052】
実施例の調製
A)リニアモータ式同時延伸プロセス
米国特許第4,675,582号明細書、同第4,825,111号明細書、同第4,853,602号明細書、同第5,036,262号明細書、同第5,051,225号明細書および同第5,072,493号明細書に記載されたリニアモータ式同時延伸プロセスを用いて、同時二軸延伸ポリプロピレン実施例1〜7を調製した。延伸装置は、ドイツ国シーグスドルフのブルックナー・マシネンブラウ(Bruckner Maschinenbrau(Seigsdorf,Germany))によって建造された。表1に記載されたポリマーAを実施例1〜27において用いた。
【0053】
実施例1において、約227〜258℃の溶融温度を有する安定な溶融物を提供するために一軸スクリュー押出システムを用いた。スロットダイを通してポリマー溶融物を押し出し、約17.2メートル/分で回転している水冷クロムメッキスチールキャスティングホイール上にキャスティングした。水冷クロムメッキスチールキャスティングホイールは閉ループ内部水循環を用い、キャスティングホイールを水浴に浸漬することにより約35℃に制御されていた。水は約17.2〜22℃であった。キャストシートは、約86cmの幅および約0.26cmの厚さを有していた。厚さ0.035mmであり、145m/分で運転した実施例に関して、キャスティングホイールは約21メートル/分で回転した。厚さ0.035mmであり、180m/分で運転した実施例に関して、キャスティングホイールは約25〜26メートル/分で回転した。厚さ0.030mmであり、209m/分で運転した実施例に関して、キャスティングホイールは約29〜30メートル/分で回転した。0.035と0.030mmに延伸されたフィルムのキャストフィルム厚さは、表2に記載したMDRとTDR延伸比で延伸させた時の最終厚さを提供するようにこうして調節した。
【0054】
実施例1において、テンターオーブン内で同時延伸する前に、キャストシートを約450℃に設定されたIRヒーターのバンクに通して、IR表面高温計によって測定して約88℃(0.030mmフィルムについて70〜72℃、0.035mmフィルムについて約76〜81℃)にキャストフィルムを予熱した。予熱されたキャストフィルムをオーブン内で直ちに更に予熱し、その後、縦方向(MD)および横方向(TD)に同時に延伸して、二軸延伸フィルムを製造した。実施例1の場合、オーブンの予熱区画を調節して、IR表面高温計によって測定して約149.5℃の温度を予熱されたフィルムに提供した。用いたIR高温計は、「ヘイトロニックス(Heitronics)」モデルKT15.21Dであった。他の実施例の場合、IR高温計(例えば図3の高温計42)によって測定した時の延伸の開始におけるオーブンの予熱区画のフィルム表面温度を表2に記載している。
【0055】
サンプルごとのテンターの延伸区画および熱固定区画中で用いられたオーブン温度設定点を表2に記載している。最終全面積延伸比は約43.4〜1であった。このプロセスで製造された実施例ごとにMD比は約7.0/1であり、TD比は約6.2/1であった。実施例のすべてに関する値を表2に記載している。実施例1の延伸フィルムは厚さ約0.050mmで幅約536cmであった。巻き取り速度は120メートル/分であった。入れたばかりの刃が装着された安全剃刀カッターを用いてフィルムを機械方向に(オフラインで)スリットして、試験のために有用なサンプル幅にした。フィルムの特性を表3に示している。
【0056】
他の実施例について実施例1と比べた加工条件の相違を上で記載されているのと同様に表2に記載している。実施例フィルムに関する対応するフィルム特性を表3に示している。
【0057】
B)逐次延伸プロセス
比較例28を次の通り調製した。表1からのポリマーBを一軸スクリュー押出機からなる押出システムにフィードして、251〜268℃の間の溶融温度を有する安定な溶融物を製造した。スロットダイを通して溶融物を押し出し、約19.3メートル/分で回転している水冷クロムメッキスチールキャスティングホイール上にキャスティングした。水冷クロムメッキスチールキャスティングホイールは閉ループ内部水循環を用い、キャスティングホイールを水浴に浸漬することにより約44℃に制御されていた。水は約19.8℃であった。キャストシートは、約90cmの幅および約0.23cmの厚さを有していた。
【0058】
約125℃〜149℃の温度に内部的に加熱された1組のロールにキャストフィルムを通し、約20メートル/分〜108メートル/分まで回転するロール間で約5.4:1の延伸比に縦方向または機械方向(MD)に延伸した。次に、幅約81.5cm×厚さ約0.045〜0.050cmのMD延伸済みシートを、延伸域内で分岐したテンターレール上で一連のクリップで縁に沿って把持し、交差方向または横方向(TD)に延伸した。最終TD延伸比は約8.5:1であった。予熱域設定点を約178℃に設定した。実施例28に関する特定の延伸域温度および熱固定域温度の設定点条件を表2に記載している。得られた逐次二軸延伸フィルムを室温に冷却し、その縁を安全剃刀によるスリットによりトリムし、約109メートル/分でマスターロール上に巻き取った。比較例28の延伸フィルムは厚さ約0.050mmで幅約660cmであった。入れたばかりの刃が装着された安全剃刀カッターを用いてフィルムを機械方向に(オフラインで)スリットして、試験のために有用なサンプル幅にした。フィルムの特性を表3に示している。
【0059】
比較例29もこのプロセスで製造した。スロットダイを通して溶融物を押し出し、約28.6メートル/分で回転している水冷クロムメッキスチールキャスティングホイール上にキャスティングした。水冷クロムメッキスチールキャスティングホイールは閉ループ内部水循環を用い、キャスティングホイールを水浴に浸漬することにより約36℃に制御されていた。水は約20℃であった。キャストシートは、約90cmの幅および約0.13cmの厚さを有していた。
【0060】
約125℃〜149℃の温度に内部的に加熱された1組のロールにキャストフィルムを通し、約20メートル/分〜108メートル/分まで回転するロール間で約5.4:1の延伸比に縦方向または機械方向(MD)に延伸した。幅約81.5cm×厚さ約0.025〜0.030cmのMD延伸済みシートを次に、延伸域内で分岐したテンターレール上で一連のクリップで縁に沿って把持し、交差方向または横方向(TD)に延伸した。最終TD比は約8.5:1であった。予熱域設定点を約165℃に設定した。実施例29に関する特定の延伸域温度および熱固定域温度の設定点条件を表2に記載している。得られた逐次二軸延伸フィルムを室温に冷却し、その縁を安全剃刀によるスリットによりトリムし、約158メートル/分でマスターロール上に巻き取った。比較例29の延伸フィルムは厚さ約0.035mmで幅約660cmであった。入れたばかりの刃が装着された安全剃刀カッターを用いてフィルムを機械方向に(オフラインで)スリットして、試験のために有用なサンプル幅にした。対応するフィルムの特性を表3に示している。
【0061】
【表1】
【0062】
【表2】
【0063】
【表3】
【0064】
上の試験および試験結果は、予測でなく単に例示であることを意図しており、試験手順の相違は異なる結果をもたらすことが予想されうる。
【0065】
本発明をその幾つかの実施形態に関連して今まで説明してきた。前述した詳細な説明および実施例は理解しやすくするためにのみ提示してきた。不必要な限定はそれらから解されるべきでない。本明細書で引用したすべての特許および特許出願は参照により本明細書に援用する。本発明の範囲を逸脱せずに、記載された実施形態の多くの変更を行うことができることは当業者に対して明らかであろう。従って、本発明の範囲は、本明細書に記載された厳密な詳細および構造に限定されるべきではなく、特許請求の範囲の文言によって記載された構造およびこうした構造の均等物によって限定されるべきである。
【図面の簡単な説明】
【0066】
【図1】本発明によるテープの長さの等角図である。
【図2】本発明による接着剤テープのロールの側面図である。
【図3】フィルム製造加工システムの概略図である。
【図4a】逐次延伸フィルムの図示である。
【図4b】図4aのフィルムのためのWAXS結果のグラフ表示である。
【図5a】同時延伸フィルムの図示である。
【図5b】図5aのフィルムのためのWAXS結果のグラフ表示である。
【図6a】MD偏り同時延伸フィルムの図示である。
【図6b】図6aのフィルムのためのWAXS結果のグラフ表示である。
【図7a】TD偏り同時延伸フィルムの図示である。
【図7b】図7aのフィルムのためのWAXS結果のグラフ表示である。
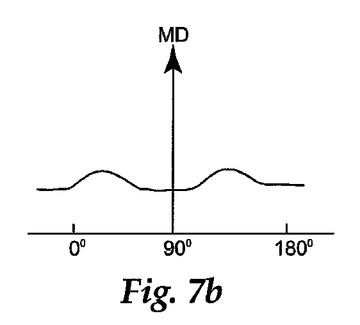
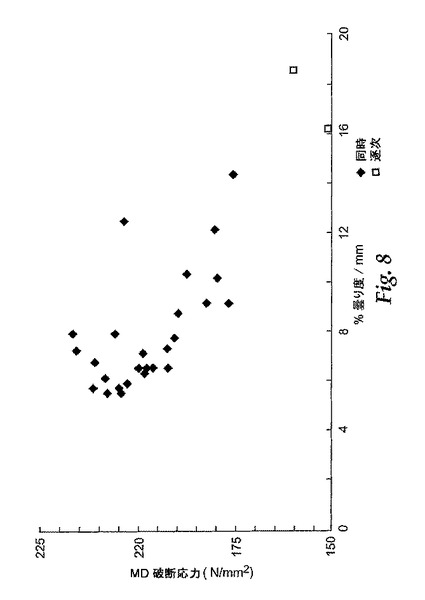
【図8】表3のフィルムに基づく機械方向破断応力および正規化曇り度を比較する線図である。
【技術分野】
【0001】
本発明はテープバッキングとして有用なフィルムに関し、より詳しくは特定の所望の引張強度および曇り度値を有する同時二軸延伸ポリプロピレンフィルムに関する。
【背景技術】
【0002】
市販されている感圧テープは、通常はパッドまたはロールの形を取って提供される。幾つかの用途において、テープ縦方向で高い引張強度などの他の有用な特性も有しつつ、テープが可能な限りクリア(すなわち透明)であることが望ましい。例えば、こうしたテープ品質は、箱密封または包装用テープ製品において望ましい場合がある。
【0003】
包装用テープのための典型的なバッキングはポリプロピレンフィルムである。この種のフィルムの主たる供給品は、フィルムバッキングを接着剤で均一に被覆することができるようにキャリパまたはゲージの分布を制御するためにフィルムテンターラインからの二軸延伸バッキングである。クリアな接着剤を用いる時、フィルムバッキングも、こうした成分から得られたテープロールの見た目が美しいようにクリアでなければならない。典型的なテープ構成において、フィルムバッキングは、テープ分配のためにロールの形を取って置かれる時、ロールの残りから1層を分離するのが容易であるように片側に接着剤の層および他方側に剥離コート材料の層を有する。
【0004】
しかし、典型的には、普通の包装用テープのテープ方向(テープ縦方向)のフィルム強度は、典型的に競合性のある包装用テープ、郵便用テープおよび箱密封用テープのフィルムバッキングのために厚さ0.050mmの工業標準を用いるテープの場合、約180N/mm2を超えない。テープの引張強度は主としてテープのフィルムバッキングによる。より厚いフィルムバッキングを用いることにより強度を強化しうる一方で、フィルムの剛性のレベルは高まり、ある点でテープはテープを適用する包装にうまく適用しない。更に、より厚いフィルムバッキングを用いることにより、こうしたテープは比例してより高価になる。
【0005】
こうしたテープにおいて高度の透明性も非常に望ましい。テープロールコアの外面上に情報を置くことは普通になってきた。それは後で当該コア上に巻き取られる透明テープのロールを通して見ることが可能である。こうした情報は、テープのタイプを識別する場合があるか、または広告材料または単に装飾インデシアを構成する場合がある。比較的高い強度(すなわち、機械またはテープの縦方向における引張破断応力)を提供するが、透明性を欠く同時二軸延伸ポリプロピレンフィルムバッキングは製造されてきた。他方、非常に良好な透明性を示すが、それほど強くない逐次延伸ポリプロピレンフィルムバッキングと合わせて製造されたテープは製造されてきた。
【発明の開示】
【発明が解決しようとする課題】
【0006】
フィルム透明性が非常に高くテープ縦方向で比較的高い引張強度を有する延伸ポリマーフィルムを形成しようとする先行した試みは、こうした所望の特徴を有する容易に製造されたポリプロピレンフィルムを達成しなかった。
【課題を解決するための手段】
【0007】
一形態において、本発明は、機械方向および横方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含むフィルムである。フィルムは少なくとも190N/mm2の機械方向の引張強度を有し、フィルムは8%/mm以下の正規化曇り度値を有する。
【0008】
もう一つの形態において、本発明は、テープ縦方向およびテープ幅方向を有する同時二軸延伸ポリプロピレンフィルムを含む接着剤テープバッキングであって、前記フィルムがプロピレン含有ポリマー樹脂を含む接着剤テープバッキングである。フィルムは少なくとも190N/mm2のテープ縦方向の引張強度を有し、フィルムは8%/mm以下の正規化曇り度値を有する。
【0009】
もう一つの形態において、本発明は、同時二軸延伸ポリプロピレンフィルムおよび前記フィルムの第1の主面上の接着剤被覆層を含む接着剤被覆物品である。フィルムは、テープ縦方向およびテープ幅方向を有し、プロピレン含有ポリマー樹脂を含む。フィルムは少なくとも190N/mm2のテープ縦方向の引張強度を有し、フィルムは8%/mm以下の正規化曇り度値を有する。
【0010】
もう一つの形態において、本発明は、同時二軸延伸ポリプロピレンフィルムおよび前記フィルムの第1の主面上の接着剤を含む接着剤テープのロールである。フィルムは機械方向および横方向を有し、プロピレン含有ポリマー樹脂を含む。フィルムは少なくとも190N/mm2の機械方向の引張強度を有し、フィルムは8%/mm以下の正規化曇り度値を有する。フィルムは機械方向に軸の周りで且つ前記フィルム自体上に巻き取られ、第1の主面上の接着剤は前記軸に対面している。
【0011】
もう一つの形態において、本発明は、機械方向および横方向を有する二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含むフィルムである。延伸フィルムは少なくとも190N/mm2の機械方向の引張強度、8%/mm以下の正規化曇り度値およびWAXS透過方位走査によって測定して機械方向を基準にして±75°以内の単一方位走査最大を有する。
【0012】
もう一つの形態において、本発明は、同時二軸延伸ポリプロピレンフィルムおよび前記フィルムの第1の主面上の接着剤層を含む接着剤テープである。フィルムは、テープ縦方向およびテープ幅方向を有し、チーグラーナッタ触媒を用いるプロピレン含有ポリマー樹脂を含む。フィルムは、約0.050mmの厚さ、少なくとも198N/mm2のテープ縦方向の引張強度および6.4%/mm以下の正規化曇り度値を有する。
【0013】
本発明を添付した図に関連して更に説明する。図において、類似の構造は幾つかの図全体を通して類似の数字によって関連付ける。
【0014】
上で明示した図が本発明の幾つかの実施形態を記載している一方で、説明において気付くように他の実施形態も考慮されている。すべての場合、本開示は限定としてでなく代表として本発明を提示する。本発明の原理の範囲および精神に入る数値、他の修正および実施形態を当業者によって考案することができることは理解されるべきである。図は一定の率で縮尺して描かれていない場合がある。類似の参照数字は類似の部品を表すために図全体を通して用いた。
【発明を実施するための最良の形態】
【0015】
大体は周知されている一方で多少の説明を必要としうる特定の用語が説明および特許請求の範囲の中で用いられている。フィルムを表現するために本明細書で用いられる時、「二軸延伸」は、フィルムがフィルムの平面において異なる2つの方向、第1の方向および第2の方向に延伸されていることを示す。典型的には、しかし必ずしも限らないけれども、2つの方向は実質的に垂直であり、フィルムの縦方向または機械方向(「MD」)(フィルムがフィルム製造機で製造される方向)およびフィルムの横方向(「TD」)(フィルムのMDに垂直の方向)である。MDは時には縦方向(「LD」)と呼ばれる。二軸延伸フィルムは、逐次延伸、同時延伸または同時延伸と逐次延伸のある組み合わせによる延伸であってもよい。フィルムを表現するために本明細書で用いられる時、「同時二軸延伸」は、2方向の各々の延伸の大部分が同時に行われることを示す。
【0016】
延伸の方法または延伸フィルムを表現するために本明細書で用いられる「延伸比」という用語は、延伸フィルムの所定の部分の直線寸法対延伸前の同じ部分の直線寸法の比を示す。例えば、5:1のMD延伸比(「MDR」)を有する延伸フィルムにおいて、機械方向で1cmの直線測定値を有する未延伸フィルムの所定の部分は、延伸後に機械方向で5cmの測定値を有する。9:1のTD延伸比(「TDR」)を有する延伸フィルムにおいて、横方向で1cmの直線測定値を有する未延伸フィルムの所定の部分は、延伸後に9cmの測定値を有する。
【0017】
本明細書で用いられる「面積延伸比」は、延伸フィルムの所定の部分の面積対延伸の前の同じ部分の面積の比を示す。例えば、50:1の総面積延伸比を有する二軸延伸フィルムにおいて、未延伸フィルムの所定の1cm2部分は延伸後に50cm2の面積を有する。
【0018】
文脈が特に要求しないかぎり、「配向」、「引き」および「延伸」という用語は、「配向された」、「引かれた」および「延伸された」という用語ならびに「配向させる」、「引く」および「延伸する」いう用語のように全体を通して互換可能に用いられる。
【0019】
図1を参照すると、本発明の一実施形態による一定長さのテープ10が示されている。テープ10は、第1の主面14および第2の主面16を含む二軸延伸フィルムバッキングまたはフィルムバッキング12を含む。好ましくは、バッキング12は、約25マイクロメートル〜100マイクロメートルの範囲内の厚さを有する。テープ10のバッキング12は、接着剤18の層で第1の主面14上に被覆してもよい。接着剤18は、当該技術分野で知られているような適するいかなる接着剤であってもよい。バッキング12は、当該技術分野で知られているような第2の主面16上に被覆された任意の剥離バックサイズ層または低粘着性バックサイズ層20を有してもよい。
【0020】
バッキングフィルム12は、単一アイソタクチックポリプロピレンあるいは2種以上のアイソタクチックポリプロピレンなどの成分のブレンドまたは混合物を含んでもよい。同様に、ポリオレフィンを含む第2の成分は単一ポリオレフィンあるいは2種以上のポリオレフィンの混合物またはブレンドを含んでもよい。
【0021】
本発明の目的において、「ポリプロピレン」という用語は、触媒系を用いることにより重合させた少なくとも約90wt%のプロピレンモノマー単位を含むコポリマーを包含することを意図している。好ましくは、ポリマーまたはコポリマーは、メタロセン型触媒以外の触媒系を用いることにより、より好ましくは、チーグラーナッタ触媒系を用いることにより重合させる。本発明において用いるためのポリプロピレンは主としてアイソタクチックである。アイソタクチックポリプロピレンは、少なくとも約80%の鎖アイソタクチシティ指数、約15wt%未満のn−ヘプタン可溶分およびASTM D1505−96(「密度勾配技術によるプラスチックの密度(Density of Plastics by the Density−Gradient Technique)」に準拠して測定して約0.86〜0.92グラム/cm3の間の密度を有する。本発明において用いるための典型的なポリプロピレンは、230℃の温度および2160gの力でASTM D−1238−95(「押出プラストメータによる熱可塑性樹脂の流動度(Flow Rates of Thermoplastics by extrusion Plastometer)」)に準拠して約0.1〜50グラム/10分の間のメルトフローインデックス、約100,000〜700,000g/モルの間の重量平均分子量および約2〜15の間の多分散性指数を有する。本発明において用いるための典型的なポリプロピレンは、約140℃を上回る、好ましくは約150℃を上回る、最も好ましくは約160℃を上回る示差走査熱分析を用いて決定した時のピーク溶融温度を有する。更に、本発明において有用なポリプロピレンは、4〜8個の間の炭素原子のエチレンモノマー単位および/またはアルファ−オレフィンモノマー単位を有するコポリマー、ターポリマーなどであってもよい。前記コモノマーは、本明細書に記載されたバッキングおよびテープの所望の特性および特徴に悪影響を及ぼさないような量で存在する。典型的には前記コモノマーの含有率は10重量%未満である。適する1種のポリプロピレン樹脂は、2.5g/10分のメルトフローインデックスを有するアイソタクチックポリプロピレンホモポリマー樹脂であり、3376という商品名でテキサス州ヒューストンのアトフィナ・ペトロケミカルズ(AtoFina Petrochemicals,Inc.(Houston,Texas))から市販されている。適するもう1種のポリプロピレン樹脂は、9.0g/10分のメルトフローインデックスを有するアイソタクチックポリプロピレンホモポリマー樹脂であり、3571という商品名でこれもテキサス州ヒューストンのアトフィナ・ペトロケミカルズ(AtoFina Petrochemicals,Inc.(Houston,Texas))から市販されている。ポリプロピレン樹脂は、特定のポリマーブレンドプロセスのため、および/または特定の押出システムのために適する適切なメルトフロー樹脂を選択してもよいので、メルトフロー特性に関して制限されない。
【0022】
本発明において用いるためのポリプロピレンは、本明細書で記載された所望の特徴および特性に悪影響を及ぼさない量で、約300〜8000g/モルの間の分子量を有するとともに約60℃〜180℃の間の軟化点を有する合成由来および天然由来の樹脂を任意に含んでもよい。典型的には、こうした樹脂は、石油樹脂、スチレン樹脂、シクロペンタジエン樹脂およびテルペン樹脂の4つの主要なクラスの1つから選択される。任意に、これらのクラスのいずれかからの樹脂は部分的に水素添加されていてもよいか、または完全に水素添加されていてもよい。石油樹脂は、典型的には、モノマー成分として、スチレン、メチルスチレン、ビニルトルエン、インデン、メチルインデン、ブタジエン、イソプレン、ピペリレンおよび/またはペンチレンを有する。スチレン樹脂は、典型的には、モノマー成分として、スチレン、メチルスチレン、ビニルトルエンおよび/またはブタジエンを有する。シクロペンタジエン樹脂は、典型的には、モノマー成分として、シクロペンタジエンおよび任意に他のモノマーを有する。テルペン樹脂は、典型的には、モノマー成分として、ピネン、アルファ−ピネン、ジペンテン、リモネン、ミルセンおよびカンフェンを有する。
【0023】
本発明において用いるためのポリプロピレンは、当該技術分野で知られているような添加剤および他の成分を任意に含んでもよい。例えば、本発明のフィルムは、充填剤、顔料および他の着色剤、粘着防止剤、潤滑剤、可塑剤、加工助剤、静電防止剤、核剤、透明剤、酸化防止剤および熱安定剤、紫外線安定剤および他の特性調整剤を含有してもよい。充填剤および他の添加剤は、好ましくは、本明細書に記載された実施形態によって達成される所望の透明性の特性に悪影響を及ぼさないように選択された有効量で添加される。典型的には、こうした材料は、ポリマーが配向フィルムに製造される前に(例えば、フィルムへの押出前にポリマー溶融物中の)ポリマーに添加される。
【0024】
アイソタクチックポリプロピレン(および可能な第2のブレンドされたポリオレフィン)は、当業者に知られている装置によってシート形態にキャスティングすることが可能である。その後、こうしたキャストフィルムは延伸されて、本明細書に記載された好ましいフィルムに到達する。図3は、キャスティング域30、予熱域32および製造中にフィルムが移動するオーブン域34を含むフィルム製造ラインを概略的に例示している。オーブン域34は、オーブン予熱域36、オーブン延伸域38およびオーブン熱固定域40を含むように更に規定される。本発明によりフィルムを製造する時、シートを(キャスティング域30中などにおいて)キャスティングするために適する方法は、安定な均質溶融物を製造するために調節された押出機バレル温度を有する一軸スクリュー押出機、二軸スクリュー押出機、カスケード押出機または他の押出機システムの原料ホッパーに樹脂をフィードすることである。溶融物はシートダイを通して回転冷却金属キャスティングホイール上に押し出すことが可能である。任意に、キャスティングホイールは流体充填冷却浴に部分的に浸漬させることが可能であるか、またはこれも任意に、キャストシートはキャスティングホイールから除去後に流体充填冷却浴に通すことが可能である。この操作の温度は、得られた延伸フィルムが本明細書に記載された所望の特徴および特性を有するように所望の核形成密度、サイズおよび成長速度を提供するために本明細書における教示の恩恵をもって当業者によって選択されることが可能である。典型的なキャスティングホイール温度および水浴温度は、適切に結晶化したシートを提供するために約60℃未満、好ましくは約40℃未満である。
【0025】
その後、キャストシートは、本明細書に記載されたように特に確立された予熱体系に供され(例えば、フィルムは予熱域32およびオーブン予熱域36を通して前進する)、その後、(例えば、オーブン延伸域38において)同時に二軸延伸され、延伸されたまま(例えばオーブン熱固定域40において)熱固定されて、本明細書に記載された所望の特徴および特性を有するフィルム12を提供する。
【0026】
本明細書に記載された好ましい特性は、本明細書に記載された方法によりフィルム12を二軸延伸させる適するいかなる装置によっても得ることが可能である。すべての延伸方法の内、テープバッキングとして用いるための本発明のフィルムの商業生産のために好ましい装置は、米国特許第4,675,582号明細書、同第4,825,111号明細書、同第4,853,602号明細書、同第5,036,262号明細書、同第5,051,225号明細書および同第5,072,493号明細書で開示された同時二軸延伸のためのテンター装置を含む。チューブラーブローフィルム製造プロセスまたはバブルフィルム製造プロセスによって二軸延伸フィルムを製造できるけれども、チューブラーブローフィルムプロセスで発生しうる不均一な厚さおよび延伸などの加工の難しさならびに不適切な温度制御を避けるために、テープバッキングとして用いる時に本発明のフィルムをフラットフィルム延伸装置によって製造することが好ましい。
【0027】
好ましい一実施形態において、二軸面積延伸比は、約36:1を上回る、より好ましくは約36:1〜約90:1、なおより好ましくは約45:1〜約90:1、最も好ましくは約55:1〜約90:1である。面積延伸比の上限は、十分に高い速度で商業的に利用可能な装置でフィルムをもう延伸できない実際的な限界である。MD延伸比は、好ましくは約4:1を上回る、より好ましくは約4:1〜約8.5:1、なおより好ましくは約5:1〜約8.5:1、最も好ましくは約6.0:1〜約8.5:1である。これらの実施形態のMD成分およびTD成分は、本明細書に記載された所望のフィルム特性および特徴を提供するように選択される。本発明のフィルムの配向が前述した範囲を下回れば、フィルムは過少延伸される傾向があり、それはシートを横切った厚さおよび物理的特性の局所的狭まりと不均一性につながる可能性があり、その両方は接着剤テープの製造の観点で非常に好ましくない。更に、不適切な延伸は、所望のフィルム透明性およびフィルムの強度に悪影響を及ぼしうる。
【0028】
好ましい一実施形態において、機械方向延伸比は、機械方向で所望のフィルム透明性および所望の引張強度を接着剤テープバッキングフィルムに提供するために横方向延伸比とおよそ同じか、または横方向延伸比より大きい。換言すると、テープ幅方向の延伸比は、長い細片またはロールからなどの縦配向に分配されるテープに関して、テープ縦方向の延伸比とおよそ同じである。
【0029】
延伸の前にキャストフィルムを予熱することに関して、優れた最終フィルム透明性は予熱温度設定点を厳密に制御することにより達成できた一方で、機械方向で最終フィルムの高い引張強度も達成した。図3に例示したフィルム製造システムにおいて、フィルムはキャスティング後に赤外線加熱域32に、その後、オーブン予熱域36に供される。例えば、テキサス州ヒューストンのアトフィナ・ペトロケミカルズ(AtoFina Petrochemicals,Inc.(Houston,Texas))製の3376という商品名として識別されるポリプロピレンホモポリマー(161.5℃の融点(DSC)を有する)に関して、延伸の開始で(図3の温度プローブ42(例えば高温計)で)約153℃以下のフィルム表面温度を達成する加熱体系は優れた強度と非常に良好な透明性の組み合わせを有するフィルムをもたらした。約149〜約153℃の範囲のフィルム表面温度は、3376アトフィナ(AtoFina)樹脂の厚さ0.050mmの延伸フィルム材料のために少なくとも、所望の最終フィルム属性を得るために有効であることが見出され、約150℃〜約152℃の範囲のフィルム表面温度は、こうした条件のためになおより好ましかった。アトフィナ(AtoFina)製の6253という商品名として識別されるランダムコポリマー(146.2℃の融点(DSC)を有する)に関して、延伸の開始で約141.8℃のフィルム表面温度を達成する加熱体系は改善された強度および良好な透明性を有するフィルムをもたらした。これらの例が例示するように、ポリマー樹脂の融点が低下するにつれて、フィルム延伸前予熱温度体系の低下は所望の引張強度および透明性の特性を有する最終フィルムをもたらす(殆どのポリオレフィンについて、7℃〜15℃の温度差が十分であることが予想される)。特定の生産システムおよび材料に関して、特徴的な破断応力/予熱高温計温度曲線が存在しうる。破断応力/予熱高温計温度曲線はポリマーの融点に応じて異なる。予熱温度が低下するにつれて、延伸域の入口で(高温計プローブ42で)測定された高温計温度も低下する。赤外線高温計温度が低下するにつれて、フィルムの透明性は改善される一方で、破断応力は低下する。
【0030】
延伸操作の温度(すなわちオーブン延伸域38内の)は、本明細書に記載された所望の特徴および特性を有するフィルムを提供するために本明細書における教示の恩恵をもって当業者によって選択されることが可能である。これらの温度は用いられる材料および用いられる特定の装置の伝熱特性により異なる。
【0031】
本発明において有用なフィルムバッキング12は、テープ10のためのバッキングとして用いられる時、好ましくは約25マイクロメートル〜100マイクロメートルの間の最終厚さを有する。フィルム厚さの変動は、好ましくは約5%未満である。フィルムは過度に破れやすく取り扱いが難しいことを避けるために十分に厚いのがよい一方で、好ましくないほどに硬いか、または曲がらず、取り扱うか、または使用するのが困難であるほど厚くないのがよいことを理解した上で、より厚いフィルムおよびより薄いフィルムを用いてもよい。
【0032】
ポリプロピレン組成、押出温度、キャストロール温度および延伸温度ならびに他のパラメータは、得られたフィルムバッキングまたはテープが個々に考えて、または好ましいあらゆる組み合わせで考えて以下の好ましい特性を有するように本明細書の教示により選択される。
A.少なくとも190N/mm2、より好ましくは200N/mm2、なおより好ましくは210N/mm2の機械方向の引張強度。
B.8%/mm以下、より好ましくは7%/mm、なおより好ましくは6%/mmの正規化曇り度値。
【0033】
上の要素Aに関して、好ましい値は以下で概説するフィルム引張特性の決定に関して記載されている。上の要素Bに関して、正規化曇り度値は以下で記載する曇り度試験法によって確立される。
【0034】
フィルム(および特に縦に分配される接着剤テープ)の縦方向の引張強度は、フィルムの強度および使用のために重要である。フィルム透明性の測定は、フィルムの1層以上の層を通した、または確立されたフィルム厚さを通した白色光の曇り度評価または%透過率を用いて行われる。より低い曇り度値は、より良好な透明性と同等である。0.050mmフィルムバッキングと合わせて製造された接着剤テープの典型的なロールは、直径3インチ(9.62cm)のロールコア上に巻き取られ、50メートルの長さであってもよい。これは、フルロールの外面からコアの外面まで約180のフィルム層が存在することを意味する。フィルムの厚さmmごとの約2%の%曇り度/mmの改善は、テープの50メートルロールにおいて曇り度の約18%低下となる。従って、差はかなり著しい。
【0035】
上の特性および特徴は、好ましい実施形態に関して本明細書で記載されており、接着剤18が上にないフィルムまたはフィルムバッキング12について例に関して本明細書で報告されている。殆どの場合特徴および特性はバッキングによって主として支配され、接着剤あるいは他の層または被膜による影響はほとんどないことが予想される。従って、上の好ましい特徴および特性は本発明の接着剤テープにも当てはまる。
【0036】
配向ポリマー系における分子配向を測定するために幾つかの広く受け入れられた手段があり、それらの手段の中には、光またはX線の散乱、吸光度測定および機械的特性分析などがある。定量的方法には、広角X線散乱(「WAXS」)、光学複屈折、赤外線二色性および小角X線散乱(「SAXS」)が挙げられる。結晶鎖軸配向分布を決定する好ましい方法は、ブラッグ角(ウィルシンスキー(A.W.Wilcinsky),Journal of Applied Physics,31(11),1969(1960)およびリー(W.B.Lee)ら,Journal of Materials Engineering and Performance,5(5),637(1996)を参照すること)として知られている確立された角で、線維性構造内の結晶平面が入射X線ビームを散乱または回折するWAXS技術である。WAXSにおいて、ポリプロピレン分子鎖(またはc−)軸に関する情報を含むアイソタクチックポリプロピレンの結晶平面、例えば単斜(110)平面は測定され、その後、サンプルジオメトリによって外部座標に関連付けられる。
【0037】
本発明のフィルムは、好ましくは、機械方向または参照方向「R」(図1参照)のいずれかを基準にして特定の単結晶モルホロジー配向を有する。
【0038】
図4a〜7bを特に参照すると、図4a、5a、6aおよび7aは延伸フィルムの配向条件の図示である。特定の秩序および配向を以下で記載する。図4b、5b、6bおよび7bは、それぞれ図4a、5a、6aおよび7aで示した延伸フィルムの種々の値でのWAXS結果のグラフ表示である。
【0039】
本明細書で用いられる「参照方向」は、結晶配向がそれを基準として定義されるフィルムの平面にある軸である。フィルムの機械的特性を決定する時、参照方向はフィルムが延伸される方向である。ロールの形を取った接着剤テープに二次加工されたバッキングフィルムに関して、参照方向は、テープロールに巻き取られるべき狭い幅にストックロールをスリットする方向である。典型的には、必ずしも限らないけれども、参照方向はフィルムの縦方向または機械方向(MD)と同じである。
【0040】
本発明のフィルムの均衡が取れた同時延伸を示唆する特に有用な特徴は、等方性である単斜(110)結晶平面からの広角X線散乱測定によって決定した時に結晶配向を本発明のフィルムが示すか、または参照方向を基準として±75°以下の角度で置かれる単一方位走査最大を本発明のフィルムが有することである。関連する回折図は、典型的なWAXS回折図の1四分円、例えば90°〜180°の方位角範囲の検査によって検出されたものである。図4b〜7bが0°〜180°の角度の間の回折図を描いているけれども、0°〜90°の領域が90°〜180°の領域の鏡像と言える。0°から180°までの描写データの選択は、約90°の角度で中心に置かれた回折図を可能にする、すなわちMDをより明確に識別することを可能にするために行われる。単一方位走査最大は、図6aおよび6bに示したように約40°〜75°の間の半ピーク高さで角全幅を加えて有する。本発明のフィルムが等方性結晶配向分布を有する場合、WAXS方位走査は図5aおよび5bに示したように明瞭な最大を示さない。この場合、結晶鎖軸配向はフィルムの平面に均等に分配される。
【0041】
それに反して、図4bで示されるような2つ以上のWAXS方位走査最大の発生(その少なくとも一方は前記参照方向を基準にして約±75°より大きい角度で置かれるか、または前記参照方向を基準にして約±75°より大きい角度で置かれる単一の特定のWAXS方位走査最大である)は、好ましくなく配向されたフィルムの特徴である。
【0042】
本明細書で開示された本発明のフィルムのWAXS方位走査を記載するために用いられる時、「単一最大」は、WAXS透過方位走査から観察された単一屈曲として識別可能であり、単斜アイソタクチックポリプロピレンの回折計幾何学および結晶物理学のゆえにX線走査によって精査された360°角範囲内の対称性を示す。こうした単一最大は、最大値の典型的には1%未満の大きさを有するランダム配向を有するポリマーマトリックスの部分のゆえにデータおよび散乱強度中のノイズから区別可能である。WAXS方位走査値のための測定技術の例は米国特許第6,638,637号明細書に記載されている。この特許は参照により本明細書に援用する。
【0043】
フィルムバッキング12の第1の主面14上に被覆された接着剤18は、当該技術分野で知られている適するいかなる接着剤でもよい。好ましい接着剤は、圧力、熱またはその組み合わせによって活性化可能な接着剤である。適する接着剤には、アクリレート、ゴム樹脂、エポキシ、ウレタンまたはそれらの組み合わせに基づく接着剤が挙げられる。接着剤18は、溶液被覆方法、水性被覆方法またはホットメルト被覆方法によって被着させてもよい。接着剤は、ホットメルト被覆された配合物、転写被覆された配合物、溶媒被覆された配合物およびラテックス配合物ならびに積層用熱活性化接着剤および積層用水活性化接着剤を含むことが可能である。本発明による有用な接着剤はすべての感圧接着剤を含む。感圧接着剤は、乾燥粘着性および永続粘着性、指圧以下による接着および被着物上に保持する十分な能力を含む特性を有することが周知されている。本発明において有用な接着剤の例には、ポリアクリレート、ポリビニルエーテル、天然ゴム、ポリイソプレンおよびポリブタジエンなどのジエンゴム、ポリイソブチレン、ポリクロロプレン、ブチルゴム、ブタジエンアクリロニトリルポリマー、熱可塑性エラストマー、スチレンイソプレンブロックコポリマーおよびスチレンイソプレンスチレン(SIS)ブロックコポリマーなどのブロックコポリマー、エチレンプロピレンジエンポリマーおよびスチレンブタジエンポリマー、ポリアルファ−オレフィン、非晶質ポリオレフィン、シリコーン、エチレン酢酸ビニルなどのエチレン含有コポリマー、エチルアクリレートおよびエチルメタクリレート、ポリウレタン、ポリアミド、エポキシ、ポリビニルピロリドンおよびビニルピロリドンコポリマー、ポリエステルならびに上の混合物およびブレンド(連続相または不連続相)の一般組成物に基づく接着剤が挙げられる。更に、接着剤は、粘着性付与剤、可塑剤、充填剤、酸化防止剤、安定剤、顔料、拡散材料、硬化剤、繊維、フィラメントおよび溶媒などの添加剤を含むことが可能である。接着剤は、既知のいずれかの方法によって任意に硬化させることも可能である。
【0044】
有用な感圧接着剤の一般的記述は、「エンサイクロ(登録商標)ペディア・オブ・ポリマーサイエンス・エンジニアリング(Encyclopedia of Polymer Science and Engineering)」、13巻、ウィリー・インターサイエンス・パブリッシャーズ(Wiley−Interscience Publishers)(ニューヨーク(New York)、1988)において見ることができる。有用な感圧接着剤の追加の記述は、「エンサイクロ(登録商標)ペディア・オブ・ポリマーサイエンス・テクノロジー(Encyclopedia of Polymer Science and Technology)」、1巻、インターサイエンス・パブリッシャーズ(Interscience Publishers)(ニューヨーク(New York)、1964)において見ることができる。
【0045】
テープ10のフィルムバッキング12は、火炎またはコロナ放電あるいは化学プライミングを含む他の表面処理に供することにより任意に処理して、後続の被膜層の粘着力を改善してもよい。更に、フィルムバッキング12の第2の表面16を任意の低粘着性バックサイズ材料20で被覆して、反対表面接着剤層18とフィルム12との間の粘着力を制限して、よって接着剤被覆テープ製造技術において周知されているように容易に巻き出すことができる接着剤テープロールの製造を見込んでもよい。テープ10は、図2で例示したように任意にコア24上にロール22を作るために螺旋状に巻き取ってもよい。
【0046】
本明細書で記載されたフィルムバッキングは、万能テープ、ライトデューティテープおよびシーリングならびに補修テープを含む多くの接着剤テープバッキング用途のために適合する。バッキングが順応性であるので、マスキングテープバッキングとしても有用である。
【0047】
フィルムの引張特性の決定
機械方向(MD)破断点引張強度は、ASTM D882−97「薄いプレスチックシートの引張特性(Tensile Properties of Thin Plastic Sheeting)」方法Aに記載された手順に準拠して測定した。試験の前にフィルムを22℃(72°F)および相対湿度(RH)50%で24時間にわたり状態調節した。「モデルNo.シンテック(Model No.Sintech)」200/Sとしてミシガン州エデン・プレーリーのMTSシステムズ・コーポレーション(MTS Systems Corporation(Eden Prairie,Minn.))から市販されている引張試験機を用いて試験を行った。この試験のための試験片は幅2.54cm×長さ15cmであった。10.2cmの初期顎分離および25.4cm/分のクロスヘッド速度を用いた。少なくとも4つの試験片をMDにおいてサンプルごとに試験した。
【0048】
曇り度の試験方法
実施例のフィルムの曇り度はASTM D1003−00に準拠して測定した。測定において用いた視程計は、メリーランド州コロンビアのBYK−ガードナーUSA(BYK−Gardner USA(Columbia,MD))から入手できる「ヘーズ−ガードプラス(Haze−gard plus)」Cat.No.4725であった。サイズ15cm×15cmのサンプル試験片をフィルムシートから切り出し、測定すべき区画に油、埃、微粉、指紋が存在しないようにした。その後、試験片を視程計のヘーズポートを横切って手で取り付け、測定を始動した。5回の反復%曇り度測定を取り、これらの5測定の平均を本明細書における%曇り度値として報告した。
【0049】
%曇り度値をサンプルごとのそれぞれの厚さで除すことにより%曇り度測定値を正規化した。例えば、実施例1(表3)の正規化%曇り度は次の通り誘導する。
%曇り度=0.30%、1層の厚さ=0.050mm
正規化値:%曇り度/mm=0.30%/0.050mm=6.0%/mm
【0050】
融点の決定
樹脂サンプルの融点は、25℃〜200℃の温度範囲を通して10℃/分の加熱速度で「デュポン(DuPont)」モデル2100示差走査熱分析計(DSC)を用いてASTM E794−98に準拠して決定した。樹脂サンプル約5mgを金属DSCパンに装填し、クリンプし、試験チャンバ内に固定した。サンプルを最初に窒素正圧下で25℃から200℃に10℃/分で加熱し、200℃で3分にわたり保持し、10℃/分で25℃に冷却し、その後、再走査して、サンプルとDSCパンとの間の良好な接触を確保し、第2のパンの吸熱ピークをポリマーサンプルの融点として採用した。値を表1で報告している。
【0051】
本発明の操作を以下の詳細な実施例に関して更に記載している。これらの実施例は種々の特定で好ましい実施形態および技術を更に例示するために提供する。しかし、多くの変形および修正を本発明の範囲内に留まりつつ行うことができることを理解するべきである。
【実施例】
【0052】
実施例の調製
A)リニアモータ式同時延伸プロセス
米国特許第4,675,582号明細書、同第4,825,111号明細書、同第4,853,602号明細書、同第5,036,262号明細書、同第5,051,225号明細書および同第5,072,493号明細書に記載されたリニアモータ式同時延伸プロセスを用いて、同時二軸延伸ポリプロピレン実施例1〜7を調製した。延伸装置は、ドイツ国シーグスドルフのブルックナー・マシネンブラウ(Bruckner Maschinenbrau(Seigsdorf,Germany))によって建造された。表1に記載されたポリマーAを実施例1〜27において用いた。
【0053】
実施例1において、約227〜258℃の溶融温度を有する安定な溶融物を提供するために一軸スクリュー押出システムを用いた。スロットダイを通してポリマー溶融物を押し出し、約17.2メートル/分で回転している水冷クロムメッキスチールキャスティングホイール上にキャスティングした。水冷クロムメッキスチールキャスティングホイールは閉ループ内部水循環を用い、キャスティングホイールを水浴に浸漬することにより約35℃に制御されていた。水は約17.2〜22℃であった。キャストシートは、約86cmの幅および約0.26cmの厚さを有していた。厚さ0.035mmであり、145m/分で運転した実施例に関して、キャスティングホイールは約21メートル/分で回転した。厚さ0.035mmであり、180m/分で運転した実施例に関して、キャスティングホイールは約25〜26メートル/分で回転した。厚さ0.030mmであり、209m/分で運転した実施例に関して、キャスティングホイールは約29〜30メートル/分で回転した。0.035と0.030mmに延伸されたフィルムのキャストフィルム厚さは、表2に記載したMDRとTDR延伸比で延伸させた時の最終厚さを提供するようにこうして調節した。
【0054】
実施例1において、テンターオーブン内で同時延伸する前に、キャストシートを約450℃に設定されたIRヒーターのバンクに通して、IR表面高温計によって測定して約88℃(0.030mmフィルムについて70〜72℃、0.035mmフィルムについて約76〜81℃)にキャストフィルムを予熱した。予熱されたキャストフィルムをオーブン内で直ちに更に予熱し、その後、縦方向(MD)および横方向(TD)に同時に延伸して、二軸延伸フィルムを製造した。実施例1の場合、オーブンの予熱区画を調節して、IR表面高温計によって測定して約149.5℃の温度を予熱されたフィルムに提供した。用いたIR高温計は、「ヘイトロニックス(Heitronics)」モデルKT15.21Dであった。他の実施例の場合、IR高温計(例えば図3の高温計42)によって測定した時の延伸の開始におけるオーブンの予熱区画のフィルム表面温度を表2に記載している。
【0055】
サンプルごとのテンターの延伸区画および熱固定区画中で用いられたオーブン温度設定点を表2に記載している。最終全面積延伸比は約43.4〜1であった。このプロセスで製造された実施例ごとにMD比は約7.0/1であり、TD比は約6.2/1であった。実施例のすべてに関する値を表2に記載している。実施例1の延伸フィルムは厚さ約0.050mmで幅約536cmであった。巻き取り速度は120メートル/分であった。入れたばかりの刃が装着された安全剃刀カッターを用いてフィルムを機械方向に(オフラインで)スリットして、試験のために有用なサンプル幅にした。フィルムの特性を表3に示している。
【0056】
他の実施例について実施例1と比べた加工条件の相違を上で記載されているのと同様に表2に記載している。実施例フィルムに関する対応するフィルム特性を表3に示している。
【0057】
B)逐次延伸プロセス
比較例28を次の通り調製した。表1からのポリマーBを一軸スクリュー押出機からなる押出システムにフィードして、251〜268℃の間の溶融温度を有する安定な溶融物を製造した。スロットダイを通して溶融物を押し出し、約19.3メートル/分で回転している水冷クロムメッキスチールキャスティングホイール上にキャスティングした。水冷クロムメッキスチールキャスティングホイールは閉ループ内部水循環を用い、キャスティングホイールを水浴に浸漬することにより約44℃に制御されていた。水は約19.8℃であった。キャストシートは、約90cmの幅および約0.23cmの厚さを有していた。
【0058】
約125℃〜149℃の温度に内部的に加熱された1組のロールにキャストフィルムを通し、約20メートル/分〜108メートル/分まで回転するロール間で約5.4:1の延伸比に縦方向または機械方向(MD)に延伸した。次に、幅約81.5cm×厚さ約0.045〜0.050cmのMD延伸済みシートを、延伸域内で分岐したテンターレール上で一連のクリップで縁に沿って把持し、交差方向または横方向(TD)に延伸した。最終TD延伸比は約8.5:1であった。予熱域設定点を約178℃に設定した。実施例28に関する特定の延伸域温度および熱固定域温度の設定点条件を表2に記載している。得られた逐次二軸延伸フィルムを室温に冷却し、その縁を安全剃刀によるスリットによりトリムし、約109メートル/分でマスターロール上に巻き取った。比較例28の延伸フィルムは厚さ約0.050mmで幅約660cmであった。入れたばかりの刃が装着された安全剃刀カッターを用いてフィルムを機械方向に(オフラインで)スリットして、試験のために有用なサンプル幅にした。フィルムの特性を表3に示している。
【0059】
比較例29もこのプロセスで製造した。スロットダイを通して溶融物を押し出し、約28.6メートル/分で回転している水冷クロムメッキスチールキャスティングホイール上にキャスティングした。水冷クロムメッキスチールキャスティングホイールは閉ループ内部水循環を用い、キャスティングホイールを水浴に浸漬することにより約36℃に制御されていた。水は約20℃であった。キャストシートは、約90cmの幅および約0.13cmの厚さを有していた。
【0060】
約125℃〜149℃の温度に内部的に加熱された1組のロールにキャストフィルムを通し、約20メートル/分〜108メートル/分まで回転するロール間で約5.4:1の延伸比に縦方向または機械方向(MD)に延伸した。幅約81.5cm×厚さ約0.025〜0.030cmのMD延伸済みシートを次に、延伸域内で分岐したテンターレール上で一連のクリップで縁に沿って把持し、交差方向または横方向(TD)に延伸した。最終TD比は約8.5:1であった。予熱域設定点を約165℃に設定した。実施例29に関する特定の延伸域温度および熱固定域温度の設定点条件を表2に記載している。得られた逐次二軸延伸フィルムを室温に冷却し、その縁を安全剃刀によるスリットによりトリムし、約158メートル/分でマスターロール上に巻き取った。比較例29の延伸フィルムは厚さ約0.035mmで幅約660cmであった。入れたばかりの刃が装着された安全剃刀カッターを用いてフィルムを機械方向に(オフラインで)スリットして、試験のために有用なサンプル幅にした。対応するフィルムの特性を表3に示している。
【0061】
【表1】
【0062】
【表2】
【0063】
【表3】
【0064】
上の試験および試験結果は、予測でなく単に例示であることを意図しており、試験手順の相違は異なる結果をもたらすことが予想されうる。
【0065】
本発明をその幾つかの実施形態に関連して今まで説明してきた。前述した詳細な説明および実施例は理解しやすくするためにのみ提示してきた。不必要な限定はそれらから解されるべきでない。本明細書で引用したすべての特許および特許出願は参照により本明細書に援用する。本発明の範囲を逸脱せずに、記載された実施形態の多くの変更を行うことができることは当業者に対して明らかであろう。従って、本発明の範囲は、本明細書に記載された厳密な詳細および構造に限定されるべきではなく、特許請求の範囲の文言によって記載された構造およびこうした構造の均等物によって限定されるべきである。
【図面の簡単な説明】
【0066】
【図1】本発明によるテープの長さの等角図である。
【図2】本発明による接着剤テープのロールの側面図である。
【図3】フィルム製造加工システムの概略図である。
【図4a】逐次延伸フィルムの図示である。
【図4b】図4aのフィルムのためのWAXS結果のグラフ表示である。
【図5a】同時延伸フィルムの図示である。
【図5b】図5aのフィルムのためのWAXS結果のグラフ表示である。
【図6a】MD偏り同時延伸フィルムの図示である。
【図6b】図6aのフィルムのためのWAXS結果のグラフ表示である。
【図7a】TD偏り同時延伸フィルムの図示である。
【図7b】図7aのフィルムのためのWAXS結果のグラフ表示である。
【図8】表3のフィルムに基づく機械方向破断応力および正規化曇り度を比較する線図である。
【特許請求の範囲】
【請求項1】
機械方向および横方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2の機械方向の引張強度を有し、8%/mm以下の正規化曇り度値を有するフィルム。
【請求項2】
前記フィルムは少なくとも200N/mm2の機械方向の引張強度を有する、請求項1に記載のフィルム。
【請求項3】
前記フィルムは少なくとも210N/mm2の機械方向の引張強度を有する、請求項2に記載のフィルム。
【請求項4】
前記フィルムは7%/mm以下の正規化曇り度値を有する、請求項1に記載のフィルム。
【請求項5】
前記フィルムは6%/mm以下の正規化曇り度値を有する、請求項4に記載のフィルム。
【請求項6】
前記樹脂はメタロセン触媒を実質的に含まない、請求項1に記載のフィルム。
【請求項7】
前記樹脂はチーグラーナッタ触媒を用いて製造されたプロピレン含有ポリマーである、請求項6に記載のフィルム。
【請求項8】
機械方向延伸比対横方向延伸比の比は約1:1である、請求項1に記載のフィルム。
【請求項9】
前記延伸フィルムの単一方位走査最大は、WAXS透過方位走査によって測定して機械方向を基準にして±75°以内である、請求項1に記載のフィルム。
【請求項10】
テープ縦方向およびテープ幅方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2のテープ縦方向の引張強度を有し、8%/mm以下の正規化曇り度値を有するフィルムを含む接着剤テープバッキング。
【請求項11】
(a)テープ縦方向およびテープ幅方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2のテープ縦方向の引張強度を有し、8%/mm以下の正規化曇り度値を有するフィルムおよび
(b)前記フィルムの第1の主面上の接着剤被覆層
を含む接着剤被覆物品。
【請求項12】
(a)機械方向および横方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2の機械方向の引張強度を有し、8%/mm以下の正規化曇り度値を有するフィルムおよび
(b)前記フィルムの第1の主面上の接着剤
を含む接着剤テープのロールであって、
前記フィルムが機械方向に軸の周りで且つ前記フィルム自体上に巻き取られ、第1の主面上の接着剤が前記軸に対面している接着剤テープのロール。
【請求項13】
機械方向および横方向を有する二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2の機械方向の引張強度、8%/mm以下の正規化曇り度値およびWAXS透過方位走査によって測定して機械方向を基準にして±75°以内の単一方位走査最大を有するフィルム。
【請求項14】
(a)テープ縦方向およびテープ幅方向を有する同時二軸延伸ポリプロピレンフィルムであって、チーグラーナッタ触媒を用いるプロピレン含有ポリマー樹脂を含み、約0.050mmの厚さ、少なくとも198N/mm2のテープ縦方向の引張強度および6.4%/mm以下の正規化曇り度値を有するフィルムおよび
(b)前記フィルムの第1の主面上の接着剤層
を含む接着剤テープ。
【請求項1】
機械方向および横方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2の機械方向の引張強度を有し、8%/mm以下の正規化曇り度値を有するフィルム。
【請求項2】
前記フィルムは少なくとも200N/mm2の機械方向の引張強度を有する、請求項1に記載のフィルム。
【請求項3】
前記フィルムは少なくとも210N/mm2の機械方向の引張強度を有する、請求項2に記載のフィルム。
【請求項4】
前記フィルムは7%/mm以下の正規化曇り度値を有する、請求項1に記載のフィルム。
【請求項5】
前記フィルムは6%/mm以下の正規化曇り度値を有する、請求項4に記載のフィルム。
【請求項6】
前記樹脂はメタロセン触媒を実質的に含まない、請求項1に記載のフィルム。
【請求項7】
前記樹脂はチーグラーナッタ触媒を用いて製造されたプロピレン含有ポリマーである、請求項6に記載のフィルム。
【請求項8】
機械方向延伸比対横方向延伸比の比は約1:1である、請求項1に記載のフィルム。
【請求項9】
前記延伸フィルムの単一方位走査最大は、WAXS透過方位走査によって測定して機械方向を基準にして±75°以内である、請求項1に記載のフィルム。
【請求項10】
テープ縦方向およびテープ幅方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2のテープ縦方向の引張強度を有し、8%/mm以下の正規化曇り度値を有するフィルムを含む接着剤テープバッキング。
【請求項11】
(a)テープ縦方向およびテープ幅方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2のテープ縦方向の引張強度を有し、8%/mm以下の正規化曇り度値を有するフィルムおよび
(b)前記フィルムの第1の主面上の接着剤被覆層
を含む接着剤被覆物品。
【請求項12】
(a)機械方向および横方向を有する同時二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2の機械方向の引張強度を有し、8%/mm以下の正規化曇り度値を有するフィルムおよび
(b)前記フィルムの第1の主面上の接着剤
を含む接着剤テープのロールであって、
前記フィルムが機械方向に軸の周りで且つ前記フィルム自体上に巻き取られ、第1の主面上の接着剤が前記軸に対面している接着剤テープのロール。
【請求項13】
機械方向および横方向を有する二軸延伸ポリプロピレンフィルムであって、プロピレン含有ポリマー樹脂を含み、少なくとも190N/mm2の機械方向の引張強度、8%/mm以下の正規化曇り度値およびWAXS透過方位走査によって測定して機械方向を基準にして±75°以内の単一方位走査最大を有するフィルム。
【請求項14】
(a)テープ縦方向およびテープ幅方向を有する同時二軸延伸ポリプロピレンフィルムであって、チーグラーナッタ触媒を用いるプロピレン含有ポリマー樹脂を含み、約0.050mmの厚さ、少なくとも198N/mm2のテープ縦方向の引張強度および6.4%/mm以下の正規化曇り度値を有するフィルムおよび
(b)前記フィルムの第1の主面上の接着剤層
を含む接着剤テープ。
【図1】

【図2】
【図3】
【図4a】
【図4b】
【図5a】
【図5b】
【図6a】
【図6b】
【図7a】
【図7b】
【図8】
【図2】
【図3】
【図4a】
【図4b】
【図5a】
【図5b】
【図6a】
【図6b】
【図7a】
【図7b】
【図8】
【公表番号】特表2007−515512(P2007−515512A)
【公表日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願番号】特願2006−541214(P2006−541214)
【出願日】平成16年11月1日(2004.11.1)
【国際出願番号】PCT/US2004/036411
【国際公開番号】WO2005/054347
【国際公開日】平成17年6月16日(2005.6.16)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
【公表日】平成19年6月14日(2007.6.14)
【国際特許分類】
【出願日】平成16年11月1日(2004.11.1)
【国際出願番号】PCT/US2004/036411
【国際公開番号】WO2005/054347
【国際公開日】平成17年6月16日(2005.6.16)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
[ Back to top ]