
二軸配向ポリエステルフィルムおよび磁気記録媒体

【課題】特に磁気記録媒体のベースフィルムとして使用した際に温度や湿度の環境変化や保存による寸法変化を小さくすることができ、エラーレートが少ない高密度磁気記録媒体とすることができる二軸配向ポリエステルフィルムを提供すること。
【解決手段】海島構造を有し、島部分の平均分散径が30〜200nmであり、フィルムの長手方向または幅方向の少なくとも一方向の湿度膨張係数が0〜6ppm/%RHであり、300℃2.5時間処理後のゲル化率が0〜15質量%である二軸配向ポリエステルフィルムとする。
【解決手段】海島構造を有し、島部分の平均分散径が30〜200nmであり、フィルムの長手方向または幅方向の少なくとも一方向の湿度膨張係数が0〜6ppm/%RHであり、300℃2.5時間処理後のゲル化率が0〜15質量%である二軸配向ポリエステルフィルムとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、寸法安定性に優れた二軸配向ポリエステルフィルムに関する。本発明の二軸配向ポリエステルフィルムは、磁気記録媒体用、電気絶縁用、コンデンサー用、回路材料や太陽電池用材料などに好適に用いることができる。本発明の二軸配向ポリエステルフィルムは、長時間の製膜安定性に優れ、フィルムの表面欠点が少なく、特に磁気記録媒体のベースフィルムとして用いた際に、温度や湿度の環境変化や保存後の寸法変化が小さく、エラーレートが少ない高密度磁気記録媒体を得ることができる。
【背景技術】
【0002】
二軸配向ポリエステルフィルムはその優れた熱特性、寸法安定性、機械特性、電気特性、耐熱性および表面特性を利用して磁気記録媒体用、電気絶縁用、コンデンサー用、包装用や磁気記録媒体用などの各種工業材料用途に用いられている。特に磁気記録媒体などの支持体としての有用性がよく知られている。
【0003】
近年、磁気テープなどの磁気記録媒体は、機材の軽量化、小型化や大容量化のため、ベースフィルムの薄膜化や高密度記録化が要求されている。高密度記録化のためには、記録波長を短くし、記録トラックを小さくすることが有用である。
【0004】
しかし、記録トラックを小さくすると、テープ走行時における熱やテープ保管時の温湿度変化によるテープの変形により、記録トラックのずれが起こりやすくなるという問題がある。そのため、テープの使用環境および保管環境に対するベースフィルムの寸法安定性を改善する要求が強まっている。また、磁気テープとしたときの走行耐久性の改善要求も強くなっている。
【0005】
また、薄膜化すると機械的強度が不十分となってフィルムの腰の強さが弱くなったり、長手方向に伸びやすく幅方向に縮みやすくなるため、トラックずれを起こしたり、ヘッドタッチが悪化し電磁変換特性が低下したり、ヘッドやテープが削れたりするといったような問題点がある。
【0006】
これらの観点から、支持体には、強度、寸法安定性の点で二軸延伸ポリエステルフィルムよりも優れた剛性の高い芳香族ポリアミドが用いられることがある。しかしながら芳香族ポリアミドは、剛性が高すぎてヘッド削れを引き起こしたりすることがある。さらに高価格であり、汎用記録媒体の支持体としては現実的ではない。ポリエチレンテレフタレートやポリエチレンナフタレートなどを用いたポリエステルフィルムにおいても、延伸技術を用いて高強度化した磁気記録媒体用支持体が開発されている。しかしながら、温度や湿度に対する寸法安定性などの厳しい要求を満足することはいまだ困難である。
【0007】
近年、ポリエステルフィルムの耐熱性を高めるために、ポリエステルに他の熱可塑性樹脂をブレンドするなどの方法が検討されている。
【0008】
ポリエステルとポリエステル以外の熱可塑性樹脂の混合した二軸配向ポリエステルフィルムについて、走行性、耐傷つき性に優れるフィルムが提案されている(例えば特許文献1)。しかし、この技術は、フィルム表面の耐傷つき性を改良する技術であり、本願とは技術思想を異にするものである。実際に同文献記載の技術では機械的物性や寸法安定性を向上させることはできない。また、ポリエステル中にポリエステル以外の熱可塑性樹脂を混合する際に、本願に示すような、フィルムの寸法安定性を向上させために重要となる混合手法や、本願実施例にて例示するポリイミドなどの3成分の樹脂を用いてフィルムを作製する場合の具体的な製膜手法は開示されていない。
【0009】
また、ポリエステルとポリイミドおよびポリイミドとナノ相溶するポリマーとからなるフィルムにおいて、ポリイミドとナノ相溶するポリマーとして芳香族ポリエーテルケトンなどを用いて耐熱性や熱寸法安定性が向上したフィルムが提案されている(例えば特許文献2)。しかし、この技術では、ポリエステルに対してポリイミドやポリイミドとナノ相溶するポリマーの混合量が多く、延伸などにより効果的に分子鎖配向させるには十分ではないことがある。例えば、高密度化磁気記録媒体などに用いる場合の温度や湿度に対する寸法安定性などの厳しい要求を満足するには必ずしも十分ではないことがある。さらに未溶融物による異物がフィルム中に発生しやすくなり、表面が荒れやすく、例えば磁気記録媒体用などに用いる場合に電磁変換特性が不良となることがある。
【0010】
さらに、ポリエステルとポリイミドからなるフィルムは酸化劣化物を生成しやすい傾向があり、酸化防止剤による改善が提案されている(例えば特許文献3)が、酸化防止剤がブリードアウトし濡れ性が低下するなどの課題がある。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2001−323146号公報
【特許文献2】特開2004−123863号公報
【特許文献3】特開2009−179739号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の目的は、上記の問題を解決し、欠点が少なく生産性に優れ、剛性や寸法安定性に優れた二軸配向ポリエステルフィルムを得ることにある。特に磁気記録媒体のベースフィルムとして使用した際に温度や湿度の環境変化や保存による寸法変化を小さくすることができ、エラーレートが少ない高密度磁気記録媒体とすることができる二軸配向ポリエステルフィルムを提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するための本発明は以下の特徴を有する。
【0014】
(1)海島構造を有し、島部分の平均分散径が30〜200nmであり、フィルムの長手方向または幅方向の少なくとも一方向の湿度膨張係数が0〜6ppm/%RHであり、300℃2.5時間処理後のゲル化率が0〜15質量%である二軸配向ポリエステルフィルム。
【0015】
(2)直径が30〜200nmである島部分を形成する非晶性樹脂のガラス転移温度が230℃〜400℃である、上記(1)に記載の二軸配向ポリエステルフィルム。
【0016】
(3)直径が30〜200nmである島部分を形成する非晶性樹脂が下記式(1)
【0017】
【化1】

【0018】
で示されるスルホニル基成分を有するポリエーテルイミドである、上記(1)または(2)に記載の二軸配向ポリエステルフィルム。
【0019】
(4)直径が30〜200nmである島部分を有し、この島部分の長径と短径の比(長径/短径)の平均が1〜20である、上記(1)〜(3)のいずれかに記載の二軸配向ポリエステルフィルム。
【0020】
(5)直径が1nm以上30nm未満である島部分を有する、上記(1)〜(4)のいずれかに記載の二軸配向ポリエステルフィルム。
【0021】
(6)直径が1nm以上30nm未満である島部分がポリエーテルイミドを含む、上記(5)に記載の二軸配向ポリエステルフィルム。
【0022】
(7)上記(1)〜(6)のいずれかに記載の二軸配向ポリエステルフィルムを用いてなる磁気記録媒体。
【発明の効果】
【0023】
本発明によれば、磁気記録媒体用、電気絶縁用、コンデンサー用、回路材料、太陽電池用材料などに好適に用いることができる、欠点が少なく生産性に優れ剛性や寸法安定性に優れた二軸配向ポリエステルフィルムを得ることができる。本発明の二軸配向ポリエステルフィルムは、それらの中でも特に磁気記録媒体用のベースフィルムとして用いた際に、温度や湿度の環境変化や保存後の寸法変化が小さく、エラーレートが少ない高密度磁気記録媒体とすることができる。
【図面の簡単な説明】
【0024】
【図1】幅寸法を測定する際に用いるシート幅測定装置の模式図である。
【発明を実施するための形態】
【0025】
本発明の二軸配向ポリエステルフィルムは、ポリエステルを主成分として構成されている。ここで、「ポリエステルを主成分とする」とは、フィルムを構成する全てのポリマーの全量に対し、50質量%以上がポリエステルであることをいう。ポリエステルの含量が50質量%未満であると、生産性が低下する傾向にある。ポリエステルの含量は、フィルムを構成する全てのポリマーの全量に対し、より好ましくは80質量%以上であり、さらに好ましくは85質量%以上である。
【0026】
本発明の二軸配向ポリエステルフィルムを構成するポリエステルとしては、例えば、芳香族ジカルボン酸、脂環族ジカルボン酸または脂肪族ジカルボン酸などの酸成分やジオール成分を構成単位(重合単位)とするポリマーであることが好ましい。
【0027】
芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸等を用いることができ、なかでも好ましくは、テレフタル酸、フタル酸、2,6−ナフタレンジカルボン酸を用いることができる。6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分としては、炭素数2〜10のアレキレンが好ましく、6,6’−(エチレンジオキシ)ジ−2−ナフトエ酸、6,6’−(トリメチレンジオキシ)ジ−2−ナフトエ酸および6,6’−(ブチレンジオキシ)ジ−2−ナフトエ酸などが挙げられる。脂環族ジカルボン酸成分としては、例えば、シクロヘキサンジカルボン酸等を用いることができる。脂肪族ジカルボン酸成分としては、例えば、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸等を用いることができる。これらの酸成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0028】
6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分は主成分として用いることもできるが、他の芳香族ポリエステル成分と共重合させることが好ましい。6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分の好ましい共重合量は、5〜50モル%であり、より好ましくは10〜40モル%、さらに好ましくは15〜30モル%である。6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分を共重合させたポリエステルの融点は220〜260℃であることが好ましい。より好ましくは230〜250℃である。さらに好ましくは235〜245℃である。6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分を共重合させたポリエステルのガラス転移温度は100〜140℃が好ましい。より好ましくは110〜130℃である。さらに好ましくは115〜125℃である。また、6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分を共重合させたポリエステルの溶融結晶化ピーク温度は140〜180℃であることが好ましい。より好ましくは150〜170℃である。さらに好ましくは155〜165℃である。
【0029】
ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ネオペンチルグリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2’−ビス(4’−β−ヒドロキシエトキシフェニル)プロパン等を用いることができ、なかでも、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール等を好ましく用いることができ、特に好ましくは、エチレングリコール等を用いることができる。これらのジオール成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0030】
ポリエステルには、ラウリルアルコール、イソシアン酸フェニル等の単官能化合物が共重合されていてもよいし、トリメリット酸、ピロメリット酸、グリセロール、ペンタエリスリトール、2,4−ジオキシ安息香酸、等の3官能化合物などが、過度に分枝や架橋をせずポリマーが実質的に線状である範囲内で共重合されていてもよい。さらに酸成分、ジオール成分以外に、p−ヒドロキシ安息香酸、m−ヒドロキシ安息香酸、2,6−ヒドロキシナフトエ酸などの芳香族ヒドロキシカルボン酸およびp−アミノフェノール、p−アミノ安息香酸などを本発明の効果が損なわれない程度の少量であればさらに共重合せしめることができる。
【0031】
ポリマーの共重合割合はNMR法(核磁気共鳴法)や顕微FT−IR法(フーリエ変換顕微赤外分光法)を用いて調べることができる。
【0032】
本発明の二軸配向ポリエステルフィルムは、特に優れた生産性、機械特性、熱特性、電気特性、表面特性、耐熱性を付与できるという観点から、結晶性のポリエステルを含んでいることが好ましく、ポリエチレンテレフタレート(以下、PETということがある)、ポリ(エチレン−2,6−ナフタレンジカルボキシレート(ポリエチレン−2,6−ナフタレート))(以下、PENということがある)およびこれらの変性体からなる群から選ばれる少なくとも1種のポリエステルを含んでいることが好ましい。もちろん、PETやPENの共重合体でもよく、他の熱可塑性樹脂とのポリマーアロイでもよい。ここでいうポリマーアロイとは高分子多成分系のことであり、共重合によるブロックコポリマーであってもよいし、混合などによるポリマーブレンドでもよい。本発明の二軸配向ポリエステルフィルムには、これらポリマーの少なくとも1種を含んでいることが好ましい。
【0033】
本発明の二軸配向ポリエステルフィルムはポリエーテルイミドを少なくとも2種含むことが好ましい。本発明の二軸配向ポリエステルフィルムが少なくとも2種のポリエーテルイミドを含むことにより、本発明の二軸配向ポリエステルフィルムに優れた耐熱性、高配向、優れた表面性を同時に付与しやすくなるからである。なお、具体的なポリエーテルイミドの種類については後述する。
【0034】
本発明の二軸配向ポリエステルフィルムは海島構造を有する。
【0035】
海島構造を有すると、寸法安定性を保持しつつ、長手方向および幅方向に高い配向を付与することができるため、機械的物性も同時に高めることが可能となる。そのため、磁気記録媒体用のベースフィルムとして使用すると、温度や湿度の環境変化や、保存時の寸法変化、エラーレートなどが小さくなるという利点を有し、特に好適である。
【0036】
上記のような効果をさらに高めるためには、延伸の際、島部分を拘束点として機能させ、海部分の分子鎖配向を高める作用を発現させることが重要となる。このため、島部分の平均分散径は30〜200nmであることが好ましい。さらに好ましくは分散径が30〜200nmである島成分を有することが好ましい。これにより上記したような効果、すなわち、延伸の際、島部分を拘束点や結節点として機能させ、応力ひずみ曲線において低倍率で応力が立ち上がりやすく、また、フィルム構造の分子鎖を均一に延伸配向させやすい、という効果をより発現させることができる。つまり、海部分の分子鎖配向を均一に高める作用を発現させる効果をより高めることが可能となる。
【0037】
島部分の分散径が30nm未満であると、島部分が海部分に対して拘束点として機能しづらくなり、フィルム延伸時にフィルム長手方向および/または幅方向の分子鎖配向を高めることができないことがある。そのため、二軸配向ポリエステルフィルムの寸法安定性や機械的物性が低下し、該フィルムを磁気記録媒体用途に用いた場合に温度や湿度の環境変化や保存後の寸法変化、エラーレートが大きくなることがある。
【0038】
例えば、ポリエステルが海部分であり、海部分とは異なる樹脂が島部分を形成した海島構造において、島部分の平均分散径が小さくなることに伴い、島部分を形成する樹脂のガラス転移温度(以下、Tgということがある)が、該樹脂が単体で存在する場合のTgに比べて低くなる。島部分の分散径が30nm未満であると、島部分のTgが十分低くなり、該島部分が海部分に対して拘束点として機能しなくなることがある。また、島部分がフィルムの延伸時に応力を受けて変形することがある。
【0039】
一方、本発明の二軸配向ポリエステルフィルムの島部分の平均分散径が200nmよりも大きいと、フィルム製膜中に島部分に起因するフィルム破れが多発し生産性が低下しやすい。また、延伸の際、十分な分子鎖配向を与えることができなくなったり、フィルム表面が粗くなったり、ボイドが発生したりして、例えば、磁気記録媒体用に使用した場合に電磁変換特性が低くなり、本発明の効果が得にくくなる。
【0040】
本発明の二軸配向ポリエステルフィルムの島部分の平均分散径はより好ましくは、50〜150nmである。
【0041】
本発明の二軸配向ポリエステルフィルムは、直径が30〜200nmである島部分の長径と短径の比(長径/短径)の平均が1〜20であることが好ましい。
【0042】
長径と短径の比(長径/短径)の平均が1〜20であることにより、延伸の際、この島部分が拘束点として機能し、海部分に延伸応力を均一かつ効率的に伝達することが可能となる。海部分へ延伸応力を均一かつ効率的に伝達することにより、フィルム長手方向および幅方向をより高配向化しやすい。その結果、本発明の二軸配向ポリエステルフィルムの寸法安定性や機械的物性が飛躍的に向上し、該フィルムを磁気記録媒体のベースフィルムとして用いた場合に温度や湿度の環境変化や保存による寸法変化やエラーレートを非常に小さくすることができる。また、粗大突起の形成を抑制してフィルム表面の10点平均粗さRzを好ましい範囲に制御しやすく、また、フィルム表面粗さRaを好ましい範囲に制御しやすい。さらに、カートリッジ保存後の電磁変換特性の低下を抑制できる。これらの効果をより高めるためには、上記した長径と短径の比(長径/短径)の平均は、より好ましくは1〜15であり、さらに好ましくは1〜10である。
【0043】
本発明の二軸配向ポリエステルフィルムは直径が30〜200nmである島部分が非晶性樹脂からなることが好ましい。
【0044】
直径が30〜200nmの島部分が非晶性樹脂であることによりポリエステルとの加工性が良好になると同時に、フィルムの表面を平滑にしやすくなる。また、磁気記録媒体用のベースフィルムとして用いた場合、優れた走行耐久性と電磁変換特性を付与することが可能となる。
【0045】
ここで、非晶性樹脂とは、示差走査熱量測定(DSC)などを用いて試料を測定した場合、ガラス転移温度だけが検出されて、融点や融解ピークが検出されない特性を持つ樹脂をいう。
【0046】
上記した非晶性樹脂のガラス転移温度は230〜400℃であることが好ましい。ガラス転移温度が230〜400℃であることにより、フィルム中の島部分が延伸時や熱処理時の拘束点として機能しやすくなり、延伸工程における海部分の分子鎖配向を高めやすくなる。分子鎖配向が高まると、強力化や寸法安定性向上による本願の効果を得やすくなる。さらに、本発明の二軸配向ポリエステルフィルム表面の欠点が少なく製膜性なる効果がある。例えば本発明の二軸配向ポリエステルフィルムを溶融製膜法で製造する場合、非晶性樹脂をポリエステルと同時に押出加工する際には、非晶性樹脂のガラス転移温度が高いほどポリエステルの酸化劣化を抑えることができ、フィルム表面の欠点が減少する。
【0047】
本発明の二軸配向ポリエステルフィルムを溶融製膜法にてポリエステルと非晶性樹脂を長時間の押出加工する観点、および、フィルム延伸後の熱処理工程で分子鎖配向緩和を抑制する観点から、直径が30〜200nmである島部分を形成する非晶性樹脂のガラス転移温度はより好ましくは232〜300℃であり、さらに好ましくは235〜250℃である。直径が30〜200nmである島部分を形成する非晶性樹脂のガラス転移温度は230〜400℃であることで、フィルムの延伸温度や熱処理温度よりガラス転移温度が高いためにフィルム中の島部分が延伸時や熱処理時の拘束点として機能しやすくなるとともに、島成分の変形が起こりにくく、長径と短径の比(長径/短径)の平均を1〜20の範囲としやすくなるので、本発明の効果である海成分の分子鎖配向を高めやすくなる。ガラス転移温度が高いほどポリエステルの酸化劣化を抑えることができる。
【0048】
本発明の二軸配向ポリエステルフィルムにおいては、島部分を構成する非晶性樹脂がポリエーテルイミド(以下、PEIということがある)、ポリイミド(以下、PIということがある)、ポリエーテルスルホン(以下、PESということがある)、が好ましく、さらに好ましくはスルホニル基を含有するポリエーテルイミドが好ましい。
【0049】
ここで、PEIは、イミド基からなるポリイミド構成成分にエーテル結合を含有する樹脂であり、下記一般式で示される。
【0050】
【化2】
【0051】
(ただし、上記式中R1は、6〜30個の炭素原子を有する2価の芳香族または脂肪族残基、R2は6〜30個の炭素原子を有する2価の芳香族残基、2〜20個の炭素原子を有するアルキレン基、2〜20個の炭素原子を有するシクロアルキレン基、および2〜8個の炭素原子を有するアルキレン基で連鎖停止されたポリジオルガノシロキサン基からなる群より選択された2価の有機基である。)
上記R1、R2としては、例えば、下記式群に示される芳香族残基を挙げることができる。
【0052】
【化3】
【0053】
本発明の二軸配向ポリエステルフィルムを構成するポリエステルとの親和性、コスト、溶融成形性等の観点から、PEIとして、スルホニル基を含有する下記式で示される繰り返し単位を有するポリマーが好ましい。
【0054】
【化4】
【0055】
(nは2以上の整数、好ましくは20〜50の整数)
このPEIは、“ウルテム”(登録商標)の商品名で、SABICイノベーティブプラスチック社より入手可能であり“UltemXH6050−1000”シリーズの登録商標名等で知られているものである。
【0056】
上記した各種PEIは、本発明においては、少なくとも2種含んでいることが好ましい。PEIを2種含むことにより、PEIの溶融加工性が向上し、PET中に混合しやすくなる。さらに、海部分を形成するポリマーとの分子鎖の絡み合いが大きくなるため、延伸時工程において、拘束点からの力をより効果的に海部分へ伝達することができ、海部分の分子鎖配向を高めることができる。また、Tgが高いため溶融押出時の熱安定性が向上する。
【0057】
本発明の二軸配向ポリエステルフィルムは、直径が30〜200nmである島部分の総質量がフィルム総質量の0.1〜30質量%であることが好ましい。この島部分の総質量がフィルム総質量の0.1〜30質量%であることにより、本発明の二軸配向ポリエステルフィルムの機械特性、熱特性、電気特性、表面特性、耐熱性、加工性を高めることができる。さらに製膜時の延伸によるフィルム破れの頻度が小さくなり、本発明の二軸配向ポリエステルより安価に生産性良く製造することが可能となる。
【0058】
製膜時の延伸によるフィルム破れの頻度を小さくする観点から、直径30〜200nmである島部分の総質量はより好ましくは0.5〜15質量%であり、さらに好ましくは1〜10質量%である。よりいっそう好ましくは1〜5質量%である。
【0059】
本発明の二軸配向ポリエステルフィルムは直径が1nm以上30nm未満である島部分を有することが好ましい。直径が1nm以上30nm未満である島部分を有することにより、本発明の二軸配向フィルムに優れた耐熱性を付与しやすくなる。
【0060】
本発明の二軸配向ポリエステルフィルムは直径1nm以上30nm未満である島部分がポリエーテルイミド(PEI)を含むことが好ましい。PEIを含むことにより本発明の二軸配向ポリエステルフィルムに優れた耐熱性を付与することができる。
【0061】
なお、直径が1nm以上30nm未満である島部分の測定法については後述する。
【0062】
本発明の二軸配向ポリエステルフィルムは30℃にて40%RHから80%RHへ湿度を変化させた時のフィルムの長手方向または幅方向の少なくとも一方向の湿度膨張係数が0〜6ppm/%RHである。
【0063】
上記した湿度膨張係数を0ppm/%RH未満にするためには、通常、フィルムの延伸倍率を極度に高める必要がある。その結果フィルム製膜時に延伸破れが頻発して生産性が低下するためフィルムが高価格になりやすい。また、得られた二軸配向フィルムは破断伸度が非常に小さいため破断しやすくなり、ハンドリング性が低下し、例えば該フィルムを磁気記録媒体等へ用いる場合の加工性が低化する傾向にある。
【0064】
一方、上記の湿度膨張係数が6ppm/%RHよりも大きいと、例えば該フィルムを磁気記録媒体用途に用いた場合に温度や湿度の環境変化や保存後の寸法変化、エラーレートなどが大きくなることが多い。
【0065】
磁気記録媒体用のベースフィルムとして用いた場合に、得られる磁気記録媒体の記録再生時の湿度変化による寸法安定性や高湿条件での保存後の寸法安定性を向上させる観点から、上記した少なくとも一方向の湿度膨張係数の上限は、好ましくは5.5ppm/%RHであり、さらに好ましくは5ppm/%RHである。好ましい範囲としては、0〜5.5ppm/%RHであり、さらに好ましい範囲としては0〜5ppm/%RHである。
【0066】
本発明の二軸配向ポリエステルフィルムを磁気記録媒体用途に用いる場合、特にフィルムの幅方向の寸法安定性が重要となる場合があることから、本発明の二軸配向ポリエステルフィルムの幅方向の湿度膨張係数は0〜6ppm/%RHであることが好ましい。幅方向の湿度膨張係数はより好ましくは、0〜5.5ppm/%RHであり、さらに好ましくは0〜5ppm/%RHである。
【0067】
本発明の二軸配向ポリエステルフィルムは300℃2.5時間処理後のゲル化率が0〜15質量%であることが好ましい。ゲル化率が0〜15質量%であることにより、長時間の押出安定性が可能となる。ゲル化率は、より好ましくは0〜13質量%である。さらに好ましくは0〜10質量%である。
【0068】
上記したような本発明の二軸配向ポリエステルフィルムは、たとえば次のように製造される。
【0069】
二軸配向ポリエステルフィルムを製造するには、たとえばポリエステルのペレットを、押出機を用いて溶融し、口金から吐出した後、冷却固化してシート状に成形する。このとき、繊維焼結ステンレス金属フィルターによりポリマーを濾過することが、ポリマー中の未溶融物を除去するために好ましい。
【0070】
また、ポリエステルフィルムの表面に易滑性や耐摩耗性、耐スクラッチ性などを付与するため、無機粒子、有機粒子、例えば、クレー、マイカ、酸化チタン、炭酸カルシウム、カリオン、タルク、湿式シリカ、乾式シリカ、コロイド状シリカ、リン酸カルシウム、硫酸バリウム、アルミナ、ジルコニア等の無機粒子、アクリル酸類、スチレン系樹脂、熱硬化樹脂、シリコーン、イミド系化合物等を構成成分とする有機粒子、ポリエステル重合反応時に添加する触媒等によって析出する粒子(いわゆる内部粒子)などを添加することも好ましい。
【0071】
さらに、本発明を阻害しない範囲内であれば、各種添加剤、例えば、相溶化剤、可塑剤、耐候剤、酸化防止剤、熱安定剤、滑剤、帯電防止剤、増白剤、着色剤、導電剤、結晶核剤、紫外線吸収剤、難燃剤、難燃助剤、顔料、染料、などが添加されてもよい。
【0072】
続いて、上記シートを二軸延伸(長手方向と幅方向の二軸に延伸)して、熱処理する。延伸工程は、各方向において2段階以上に分けることが好ましい。すなわち再縦、再横延伸を行う方法が高密度記録の磁気テープとして最適な高強度のフィルムが得られ易いために好ましい。
【0073】
延伸形式としては、長手方向に延伸した後に幅方向に延伸を行うなどの逐次二軸延伸法や、同時二軸テンター等を用いて長手方向と幅方向を同時に延伸する同時二軸延伸法、さらに、逐次二軸延伸法と同時二軸延伸法を組み合わせた方法などが包含される。
【0074】
特に同時二軸延伸法を用いることが好ましい。逐次二軸延伸法に比べて同時二軸延伸法は、製膜工程で長手方向、幅方向に結晶が均一に成長するため、安定して高倍率に延伸しやすい。つまり、本発明では、ポリエステルフィルム中の島部分を結節点として機能させることが重要であり、延伸工程においてそのような作用を利用して海部分の分子鎖緊張を増大させるには、逐次二軸延伸の各工程で徐々に分子鎖緊張させるより、同時二軸延伸を用いて、長手方向と幅方向に均一に分子鎖緊張させることが高倍率に延伸しやすくなり、特に有効である。なお、ここでいう同時二軸延伸とは、長手方向と幅方向の延伸が同時に行われる工程を含む延伸方式である。必ずしも、すべての区間で長手方向と幅方向が同時に延伸されている必要はなく、長手方向の延伸が先にはじまり、その途中から幅方向にも延伸を行い(同時延伸)、長手方向の延伸が先に終了し、残りを幅方向のみ延伸するような方式でもよい。延伸装置としては、例えば同時二軸延伸テンターなどが好ましく例示され、中でもリニアモータ駆動式の同時二軸テンターが破れなくフィルムを延伸する方法として特に好ましい。
【0075】
延伸工程後の熱処理は、1段階で実施してもよいが、温度膨張係数や湿度膨張係数を本発明の範囲に制御するには、過度な熱処理による分子鎖配向の緩和を起こさず、効果的に熱処理を施すことが望ましいので、熱処理温度を制御して多段階で実施することが好ましい。多段階とは、熱処理温度を変更して2段階以上で実施することである。
【0076】
熱処理温度はポリエステルの融点を目安にして決定することができる。熱処理温度は、[フィルムを構成するポリエステルの融点(Tm)−100]〜(Tm−50)℃が好ましく、熱処理時間は0.5〜10秒の範囲で行うのが好ましい。特に、1段目の熱処理温度を好ましくは(Tm−75)〜(Tm−50)℃、さらに好ましくは(Tm−75)〜(Tm−60)℃に設定して、2段目の熱処理温度を1段目より低温に設定するとよい。2段目の熱処理温度は、好ましくは(Tm−100)〜(Tm−75)℃、さらに好ましくは(Tm−100)〜(Tm−85)℃に設定する。さらに、1段目および/または2段目の熱処理工程において幅方向に1〜5%の弛緩率で弛緩処理するとさらに好ましい。
【0077】
そして、このようにして製造されたポリエステルフィルムはロールに巻き取られる。さらに、寸法安定性や保存安定性を高めるために、巻き取られたフィルムをロールごと一定の温度条件下で熱処理することも好ましい。一定の温度条件下とは、ある温度条件に設定された熱風オーブンやゾーンにフィルムをロールごと設置することである。フィルムをロールのまま熱処理することで、フィルムの内部構造のひずみが除去されやすく、クリープ特性等の寸法安定性を改良することができる。例えば、フィルムを巻き取って保存したり、磁気テープなどの磁気記録媒体用に使用された場合に、テープに巻き取った状態で保存したり、テープを走行させて使用したりするときには、フィルムの長手方向に張力が付加され、長手方向にクリープ変形などを起こすことがあるが、クリープ特性等の寸法安定性が改良されると、保存安定性が格段に向上する。
【0078】
なお、本発明においては、ポリエステルフィルムやそのポリエステルフィルムロールに、必要に応じて、熱処理、マイクロ波加熱、成形、表面処理、ラミネート、コーティング、印刷、エンボス加工、エッチング、などの任意の加工を行ってもよい。
【0079】
以下、本発明の二軸配向ポリエステルフィルムの製造方法について、フィルムの構成成分としてポリエチレンテレフタレート(PET)を、ガラス転移温度が215℃であるPEI(A)および島部分を形成する成分としてガラス転移温度が245℃であるPEI(B)を用いた例を代表例として説明する。もちろん、本願はPETを構成成分として用いた支持体に限定されるものではなく、他のポリマーを用いたものものでもよい。例えば、ガラス転移温度や融点の高いポリエチレン−2,6−ナフタレンジカルボキシレート(ポリエチレン−2,6−ナフタレート)などを用いてポリエステルフィルムを構成する場合は、以下に示す温度よりも高温で押出や延伸を行えばよい。
【0080】
まず、PETを準備する。PETは、次のいずれかのプロセスで製造される。すなわち、(1)テレフタル酸とエチレングリコールを原料とし、直接エステル化反応によって低分子量のポリエチレンテレフタレートまたはオリゴマーを得、さらにその後の三酸化アンチモンやチタン化合物を触媒に用いた重縮合反応によってポリマーを得るプロセス、(2)ジメチルテレフタレートとエチレングリコールを原料とし、エステル交換反応によって低分子量体を得、さらにその後の三酸化アンチモンやチタン化合物を触媒に用いた重縮合反応によってポリマーを得るプロセスである。ここで、エステル化は無触媒でも反応は進行するが、エステル交換反応においては、通常、マンガン、カルシウム、マグネシウム、亜鉛、リチウム、チタン等の化合物を触媒に用いて進行させ、またエステル交換反応が実質的に完結した後に、該反応に用いた触媒を不活性化する目的で、リン化合物を添加する場合もある。
【0081】
本発明の二軸配向ポリエステルフィルムの構成成分となるポリエステルに不活性粒子を含有させる場合には、エチレングリコールに不活性粒子を所定割合にてスラリーの形で分散させ、このエチレングリコールを重合時に添加する方法が好ましい。不活性粒子を添加する際には、例えば、不活性粒子の合成時に得られる水ゾルやアルコールゾル状態の粒子を一旦乾燥させることなく添加すると粒子の分散性がよい。また、不活性粒子の水スラリーを直接PETペレットと混合し、ベント式二軸混練押出機を用いて、PETに練り込む方法も有効である。不活性粒子の含有量を調節する方法としては、上記方法で高濃度の不活性粒子のマスターペレットを作っておき、それを製膜時に不活性粒子を実質的に含有しないPETで希釈して不活性粒子の含有量を調節する方法が有効である。
【0082】
PETとPEIを混合する方法としては、溶融押出前に、(1)PEI(A)とPEI(B)の混合物を予備溶融混練(ペレタイズ)、次に(2)(1)で得られた組成物とPETとの混合物を予備溶融混練(ペレタイズ)してマスターチップ化する、2段階の溶融混練が好ましく例示される。その場合、二軸押出機などのせん断応力のかかる高せん断混合機を用いて予備混練してマスターチップ化する方法が好ましい。二軸押出機で混合する場合、分散不良物を低減させる観点から、3条二軸タイプまたは2条二軸タイプのスクリューを装備したものが好ましい。2段階の溶融混練を用いることで、本来はPETに混合しにくいガラス転移温度が高いPEI(B)であるが、PEI(A)を介在させることにより、PET中に混合させやすくなる。
【0083】
本発明では、1段目の混練において、PEI(A)とPEI(B)とを混合する。この時PETを1〜5質量%添加すると、できたマスターチップの溶融粘度低下させることができ、2段目のPETとの溶融粘度差が小さくなり分散性が向上する。5質量%より多いとPETが劣化しやすくゲル化率が高くなる可能性がある。より好ましくは、2〜4質量%である。使用するPETとして、IVが0.8以上、好ましくは1.0以上の高粘度のPETを用いて溶融温度は300〜380℃の範囲で、好ましくは320〜350℃の範囲で、PEI(B)を高濃度に混合したマスターチップを作製することが好ましく、特に、PEI(A)/PEI(B)の混合質量比率を90/10〜10/90とするのが好ましく、より好ましい範囲は80/20〜20/80の範囲である。さらに好ましい範囲は80/20〜50/50の範囲である。さらに、1段目の混練で得られた組成物を、2段目の混練でPETに混合する。1段目の混練で得られたブレンドチップを150℃で3時間減圧乾燥して、2段目の混練を行う。1段目の混練において、PEI(A)/PEI(B)の混合質量比率を80/20〜50/50の範囲に制御することで、2段目の混練においてPETとPEIが相分離して混合不良になることを防ぐことができる。2段目の混練で、PET/(PEI(A)とPEI(B)のブレンド組成物)の混合質量比率を70/30〜30/70とするのが好ましく、より好ましい範囲は70/30〜40/60の範囲である。この方法は、高粘度PETによりせん断応力を高くして混合力を高めつつ、かつ、PEI(B)の混合量を調整してPETに対するPEI(B)の分散性を向上させたり、フィルム中における粗大異物を低減できて延伸性低下を抑制できたり、表面粗さが極度に大きくならないようにすることができるため、重要である。2段階の溶融混練では熱履歴が多くなるためPEI(B)のガラス転移温度が高いほど熱安定性が高くなり、フィルム製膜での長時間の押出安定性が向上し、また、劣化物による欠点が減少する。
【0084】
また一方、PETとガラス転移温度が低いPEI(A)との混合物を予備溶融混練(ペレタイズ)してマスターチップ化した組成物原料も作製しておき、適宜フィルム中のPEI(A)の含有量を調整することができる。また、PETとPEI(A)とを混合する場合、溶融粘度の差があるため、PEI(A)を高濃度に混合したマスターチップを作製することが好ましく、特に、PET/PEI(A)の混合質量比率を10/90〜70/30とするのが好ましく、より好ましい範囲は30/70〜60/40の範囲である。
【0085】
PETとPEI(A)を混練する際には、PET中にPEIを良好に分散させる観点から、加工温度が重要である。PETが熱分解しない温度でかつ、PEI(A)を加工するために十分な流動性を示す温度領域であることが重要である。具体的には、例えば280℃〜320℃が好ましい。PETとPEI(A)からなるマスターペレットを用いて本発明の二軸配向ポリエステルフィルムを作製した場合に、得られるフィルムに優れた機械物性および寸法安定性を付与するという観点から、PETとPEI(A)の加工温度は、より好ましくは、290〜315℃である。
【0086】
フィルム化する場合、通常の一軸押出機に該混合されたマスターチップ原料を投入して溶融製膜してもよいし、高せん断を付加した状態でマスターチップ化せずに直接にシーティングしてもよい。
【0087】
また、二軸押出機でペレタイズする場合、スクリュー回転数を100〜500回転/分とすることが好ましく、さらに好ましくは200〜400回転/分の範囲である。スクリュー回転数を好ましい範囲に設定することでも、高いせん断応力が付加され易く、分散不良物を低減しやすくなる。また、二軸押出機の(スクリュー軸長さ/スクリュー軸径)の比率は20〜60の範囲であることが好ましく、さらに好ましくは30〜50の範囲である。
【0088】
さらに、二軸スクリューにおいて、混練力を高めるためにニーディングパドルなどによる混練部を設けることが好ましく、その混練部を好ましくは2箇所以上、さらに好ましくは3箇所以上、特に4箇所以上設けたスクリュー形状にするとよい。この際、原料の混合順序には特に制限はなく、全ての原材料を配合後上記の方法により溶融混練する方法、一部の原材料を配合後上記の方法により溶融混練し、更に残りの原材料を配合し溶融混練する方法、あるいは一部の原材料を配合後単軸あるいは2軸の押出機により溶融混練中にサイドフィーダーを用いて残りの原材料を混合する方法など、いずれの方法を用いてもよい。また、プラスチック成形加工学会誌「成形加工」第15巻第6号、382〜385頁(2003年)に記載された超臨界流体を利用する方法なども好ましく例示することができる。
【0089】
混練部を4箇所以上設ける場合は、混練時間が長くなりやすいので、スクリュー回転数を300〜700回転/分として混練することが好ましく、さらに好ましくは400〜600回転/分で混練することが、ポリマーの熱劣化を少なくしつつ、分散性を向上させて本発明の効果を得る上で好ましい。
【0090】
次に、得られた上記のペレットを、180℃で3時間以上減圧乾燥した後、固有粘度が低下しないように窒素気流下あるいは減圧下で、ブレンドチップを十分に溶融させるために通常よりも比較的高めに設定した300〜330℃に加熱された押出機に供給し、スリット状のダイから押出し、キャスティングロール上で冷却して未延伸フィルムを得る。この際、異物や変質ポリマーを除去するために各種のフィルター、例えば、焼結金属、多孔性セラミック、サンド、金網などの素材からなるフィルターを用いることが好ましい。また、必要に応じて、定量供給性を向上させるためにギアポンプを設けてもよい。フィルムを積層する場合には、2台以上の押出機およびマニホールドまたは合流ブロックを用いて、複数の異なるポリマーを溶融積層する。
【0091】
次に得られた未延伸フィルムを二軸延伸し、二軸配向せしめる。延伸方法としては、逐次二軸延伸法又は同時二軸延伸法を用いることができる。
【0092】
例えば、逐次二軸延伸法を用いる場合は、最初に長手方向、次に幅方向の延伸を行う。長手方向の延伸は、通常ロールを用いて行われる。延伸温度は、用いるポリマーの種類によって適宜決定すればよいが、未延伸フィルムのポリエステルのガラス転移温度Tgを目安として決めることができる。また、ガラス転移温度(Tg)が不明瞭な場合や複数個のTgが存在する場合は、フィルムを構成する全てのポリエステルの中で最も含有量が多いポリエステルのTgを未延伸フィルムのTgとする。
【0093】
長手方向の延伸工程における温度は、(Tg−10℃)〜(Tg+25℃)の範囲であることが好ましく、より好ましくは(Tg)〜(Tg+10℃)で1段階もしくは2段階以上の多段階で行う。上記範囲より延伸温度が低い場合には、フィルム破れが多発して生産性が低下したり、再延伸性が低下したりして、高倍率に安定して延伸することが困難となることがある。また、上記範囲よりも延伸温度が高い場合には、十分に分子配向が進まず、製造したフィルムのヤング率が低下したりすることがある。
【0094】
延伸倍率は2〜8倍、好ましくは2.5〜7倍、さらに好ましくは3〜4倍の範囲、最も好ましくは3〜3.5倍の範囲で延伸することが本発明のフィルムが得られ易いので好ましい。つまり、本発明のフィルム構造には島部分が結節点として存在するため、応力ひずみ曲線において低倍率で応力が立ち上がりやすい。したがって、長手方向の延伸倍率を高くしすぎると、分子鎖の緊張や結晶化が過度に進行して、以降の延伸を施せないことがあるので、長手方向の延伸倍率を上記範囲に設定することが好ましい。
【0095】
幅方向の延伸は、テンターを用いて、2段階以上に温度勾配を設けて延伸することが好ましい。1段目では、(長手方向の延伸温度)〜(長手方向の延伸温度+30℃)の範囲の温度で、さらに好ましくは(長手方向の延伸温度+5℃)〜(長手方向の延伸温度+20℃)で延伸を行った後、該フィルムをさらに2段目では、(幅方向1段目の延伸温度+60℃)〜(幅方向1段目の延伸温度+100℃)で延伸することが好ましく、さらに(幅方向1段目の延伸温度+80℃)〜(幅方向1段目の延伸温度+100℃)で延伸することが好ましい。
【0096】
延伸温度が上記範囲を外れる場合には、熱量不足や結晶化の進みすぎによって、フィルム破れが多発して生産性が低下したり、十分に配向を高めることができず、強度が低下したりする場合がある。
【0097】
中でも本発明の二軸配向ポリエステルフィルムは島部分が結節点となるので、段階的に温度を高温化させて延伸する方が好ましい。特に幅方向2段目の温度条件を(幅方向1段目の延伸温度+60℃)〜(幅方向1段目の延伸温度+100℃)に設定することが好ましく、さらに好ましくは(幅方向1段目の延伸温度+80℃)〜(幅方向1段目の延伸温度+100℃)と設定することが本発明の高寸法安定性の効果を得る上で有効である。
【0098】
1段目と2段目の幅方向の延伸の間にロール延伸機などによる長手方向延伸を行ってもよい。その場合の温度は(幅方向の1段目の延伸温度+30℃)〜(幅方向の1段目の延伸温度+60℃)が好ましい。
【0099】
次にこの延伸フィルムを熱処理する。この場合の熱処理は温度180〜250℃、特に190〜220℃で1〜20秒間で行うことが好ましい。続いて、100〜180℃で中間冷却した後、フィルムを室温まで、必要なら縦及び横方向に弛緩処理を施しながら、フィルムを冷やして巻き取り、目的とする二軸配向ポリエステルフィルムを得る。このとき、縦又は横方向にさらに強度を高めたい場合には、前記熱処理を行う前に、縦・横方向に再延伸することが好ましい。この場合の延伸条件は、延伸温度を110〜150℃、延伸倍率を1.1〜1.8にすることが好ましい。
【0100】
次に同時二軸延伸装置での製造例を示す。この場合には、クリップの駆動方式がリニアモータ方式の延伸装置が好ましい。
【0101】
たとえば同時二軸延伸テンターに導いて、長手および幅方向に同時に二軸延伸を行う。延伸速度は長手、幅方向ともに100〜20,000%/分の範囲で行うのが好ましい。より好ましくは、500〜10,000%/分、さらに好ましくは2,000〜7,000%/分である。延伸速度が100%/分よりも小さい場合には、フィルムが熱にさらされる時間が長くなるため、特にエッジ部分が結晶化して延伸破れの原因となり製膜性が低下したり、十分に分子配向が進まず製造したフィルムのヤング率などの機械的物性が低下したりすることがある。また、20,000%/分よりも大きい場合には、延伸時点で分子間の絡み合いが生成しやすくなり、延伸性が低下して、高倍率の延伸が困難となることがある。
【0102】
延伸温度は、用いるポリマーの種類によって適宜決定すればよいが、例えば未延伸フィルムのポリエステルのガラス転移温度Tgを目安として決めることができる。長手方向および幅方向それぞれの1段目の延伸工程における温度は、Tg〜Tg+30℃の範囲であることが好ましく、より好ましくはTg+5℃〜Tg+20℃である。上記範囲より延伸温度が低い場合には、フィルム破れが多発して生産性が低下したり、再延伸性が低下して高倍率に安定して延伸することが困難となったりすることがある。また、上記範囲よりも延伸温度が高い場合には、特にエッジ部分が結晶化して延伸破れの原因となり製膜性が低下したり、十分に分子配向が進まず製造したフィルムのヤング率が低下したりすることがある。
【0103】
そして、ポリエステルフィルムの製造工程が多段延伸、すなわち再延伸工程を含む場合、1段目の延伸温度は上述のとおりであるが、2段目の延伸温度はTg+40℃〜Tg+120℃が好ましく、さらに好ましくはTg+60℃〜Tg+100℃である。最も好ましくはTg+80℃〜Tg+100℃である。延伸温度が上記範囲を外れる場合には、熱量不足や結晶化の進みすぎによって、フィルム破れが多発して生産性が低下したり、十分に配向を高めることができず強度が低下したりする場合がある。
【0104】
また、延伸倍率は、用いるポリマーの種類や延伸温度、延伸方法(多段延伸など)によって適宜決定すればよいが、例えば総面積延伸倍率(総縦延伸倍率×総横延伸倍率)は、20〜40倍の範囲になるようにすることが好ましい。より好ましくは25〜35倍である。長手方向、幅方向の一方向の総延伸倍率としては、2.5〜8倍が好ましく、より好ましくは、3〜7倍である。延伸倍率が上記範囲より小さい場合には、延伸ムラなどが発生しフィルムの加工適性が低下することがある。また、延伸倍率が上記範囲より大きい場合には、延伸破れが多発して、生産性が低下する場合がある。
【0105】
各方向に関して延伸を多段で行う場合、1段目の長手、幅方向それぞれにおける延伸倍率は、2〜4倍が好ましく、より好ましくは3〜3.8倍である。また、1段目における好ましい面積延伸倍率は4〜18倍であり、より好ましくは、7〜15倍である。これらの延伸倍率の値は、特に同時二軸延伸法を採用する場合に好適な値であるが、逐次二軸延伸法でも適用できる。本発明のフィルム構造には島部分が結節点として存在するため、応力ひずみ曲線において低倍率で応力が立ち上がりやすい。したがって、1段目の延伸倍率を高くしすぎると、分子鎖の緊張や結晶化が過度に進行して、2段目の延伸を施せないことがあるので、1段目の延伸倍率を上記範囲に設定することが好ましい。
【0106】
また、再延伸を行う場合の一方向における延伸倍率は、1.05〜2.5倍が好ましく、より好ましくは1.2〜1.8倍である。再延伸の面積延伸倍率としては、1.4〜4倍が好ましく、より好ましくは1.9〜3倍である。
【0107】
続いて、この延伸フィルムを緊張下または幅方向に弛緩しながら熱処理する。熱処理条件のうち、熱処理温度は、155〜205℃が好ましく、熱処理時間は0.5〜10秒の範囲で行うのが好ましい。熱処理工程を2段階以上の多段階で行うことが好ましく、特に、1段目の熱処理温度を好ましくは180〜205℃、さらに好ましくは180〜195℃に設定して、2段目の熱処理温度を1段目より低温にして、好ましくは155〜180℃、さらに好ましくは155〜170℃に設定するとよい。さらに、2段目の熱処理工程のみを幅方向に1〜5%の弛緩率で弛緩処理するとさらに好ましい。上述の多段階の熱処理工程によると、ヤング率などの機械物性や温度・湿度変化に対する寸法安定性を高めつつ、分子鎖緩和が効果的に進行するので、荷重が負荷された状態で保存したときの寸法変化を表す保存安定性を高めやすくなる。
【0108】
その後、フィルムエッジを除去し、コア上に巻き取る。そして、寸法安定性や保存安定性の効果をさらに高めるために、フィルムをコアに巻いた状態(ロール状フィルム)で、熱風オーブンなどで加熱処理することも好ましい。加熱処理の雰囲気温度は、フィルムのガラス転移温度(Tg)を目安にして決定することができ、(Tg−80)〜(Tg−30)℃の範囲、より好ましくは(Tg−75)〜(Tg−35)℃の範囲、さらに好ましくは(Tg−70)〜(Tg−40)℃の範囲である。好ましい処理時間は、10〜360時間の範囲、より好ましくは24〜240時間の範囲、さらに好ましくは72〜168時間の範囲である。多段階で行うロール状フィルムの加熱処理の合計時間が上記範囲内となるようにすることが好ましい。
【0109】
次に、磁気記録媒体を製造する方法を説明する。
【0110】
上記のようにして得られた磁気記録媒体用支持体(二軸配向ポリエステルフィルム)を、たとえば0.1〜3m幅にスリットし、速度20〜300m/min、張力50〜300N/mで搬送しながら、一方の面(A)に磁性塗料および非磁性塗料をエクストルージョンコーターにより重層塗布する。なお、上層に磁性塗料を厚み0.1〜0.3μmで塗布し、下層に非磁性塗料を厚み0.5〜1.5μmで塗布する。その後、磁性塗料および非磁性塗料が塗布された支持体を磁気配向させ、温度80〜130℃で乾燥させる。次いで、反対側の面(B)にバックコートを厚み0.3〜0.8μmで塗布し、カレンダー処理した後、巻き取る。なお、カレンダー処理は、小型テストカレンダー装置(スチール/ナイロンロール、5段)を用い、温度70〜120℃、線圧0.5〜5kN/cmで行う。その後、60〜80℃にて24〜72時間エージング処理し、1/2インチ(1.27cm)幅にスリットし、パンケーキを作製する。次いで、このパンケーキから特定の長さ分をカセットに組み込んで、カセットテープ型磁気記録媒体とする。
【0111】
ここで、磁性塗料などの組成は例えば以下のような組成が挙げられる。
【0112】
(磁性塗料の組成)
・強磁性金属粉末 : 100質量部
・変成塩化ビニル共重合体 : 10質量部
・変成ポリウレタン : 10質量部
・ポリイソシアネート : 5質量部
・2−エチルヘキシルオレート : 1.5質量部
・パルミチン酸 : 1質量部
・カーボンブラック : 1質量部
・アルミナ : 10質量部
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
(バックコートの組成)
・カーボンブラック(平均粒径20nm) : 95質量部
・カーボンブラック(平均粒径280nm): 10質量部
・アルミナ : 0.1質量部
・変成ポリウレタン : 20質量部
・変成塩化ビニル共重合体 : 30質量部
・シクロヘキサノン : 200質量部
・メチルエチルケトン : 300質量部
・トルエン : 100質量部
磁気記録媒体は、例えば、データ記録用途、具体的にはコンピュータデータのバックアップ用途(例えばリニアテープ式の記録媒体(LTO4やLTO5など))や映像などのデジタル画像の記録用途などに好適に用いることができる。
【0113】
(物性の測定方法ならびに効果の評価方法)
本発明における特性値の測定方法並びに効果の評価方法は次の通りである。
【0114】
(1)島部分の平均分散径
フィルムを(ア)長手方向に平行かつフィルム面に垂直な方向、(イ)幅方向に平行かつフィルム面に垂直な方向、(ウ)フィルム面に対して平行な方向に切断し、サンプルを超薄切片法で作製した。分散相のコントラストを明確にするために、オスミウム酸やルテニウム酸、リンタングステン酸などで染色してもよい。切断面を透過型電子顕微鏡(日立製H−7100FA型)を用いて、加速電圧100kVの条件下で観察し、2万倍で写真を撮影した。得られた写真をイメージアナライザーに画像として取り込み、直径が30nm以上の任意の100個の分散相(島部分)を選択し、必要に応じて画像処理を行うことにより、次に示すようにして分散相の大きさを求めた。(ア)の切断面に現れる各分散相のフィルム厚み方向の最大長さ(la)と長手方向の最大長さ(lb)、(イ)の切断面に現れる各分散相のフィルム厚さ方向の最大長さ(lc)と幅方向の最大長さ(ld)、(ウ)の切断面に現れる各分散相のフィルム長手方向の最大長さ(le)と幅方向の最大長さ(lf)を求めた。次いで、分散相の形状指数I=(lbの数平均値+leの数平均値)/2、形状指数J=(ldの数平均値+lfの数平均値)/2、形状指数K=(laの数平均値+lcの数平均値)/2とした場合、分散相の平均分散径を(I+J+K)/3とした。さらに、I、J、Kの中から、最大値を平均長径L、最小値を平均短径Dと決定した。
【0115】
なお、画像解析を行う場合の方法を示す。
【0116】
各試料の透過型電子顕微鏡写真をスキャナーにてコンピューターに取り込んだ。その後、専用ソフト(プラネトロン社製 Image Pro Plus Ver. 4.0)にて画像解析を行った。トーンカーブを操作することにより、明るさとコントラストを調整し、その後ガウスフィルターを用いて得た画像の高コントラスト成分の円相当径のうちランダムに分散径が30nm以上の100点観察し、上記の計算法に従い平均分散径を算出した。ここで、透過型電子顕微鏡写真のネガ写真を使用する場合には、上記スキャナーとして日本サイテックス社製 Leafscan 45 Plug-Inを用い、透過型電子顕微鏡のポジを使用する場合には、上記スキャナーとしてセイコーエプソン製GT−7600Sを用いるが、そのいずれでも同等の値が得られる。
【0117】
画像処理の手順及びパラメータ:
平坦化1回
コントラスト+30
ガウス1回
コントラスト+30、輝度−10
ガウス1回
平面化フィルター:背景(黒)、オブジェクト幅(20pix)
ガウスフィルター:サイズ(7)、強さ(10)
(2)分散径30nm以上の島部分の直径、長径と短径の比(長径/短径)
フィルムをフィルム面に対して平行な方向に切断し、サンプルを超薄切片法で作製した。分散相(島部分)のコントラストを明確にするために、オスミウム酸やルテニウム酸、リンタングステン酸などで染色してもよい。切断面を透過型電子顕微鏡(日立製H−7100FA型)を用いて、加速電圧100kVの条件下で観察し、2万倍で写真を撮影した。得られた写真をイメージアナライザーに画像として取り込み、任意の分散径30nm以上の100個の分散相を選択し、必要に応じて上記と同様の画像処理を行うことにより、次に示すようにして分散相の大きさを求めた。切断面に現れる各分散相のフィルム長手方向の最大長さ(lg)と幅方向の最大長さ(lh)を求めた。
【0118】
(島部分の長径、短径)
lgとlhの値の大きい方を長径(l)とし、値の小さい方を短径(d)とした。
【0119】
(島部分の直径)
観察される個々の島部分について、直径を(lg+lh)/2とした。
【0120】
(直径が30〜200nmである島部分の長径と短径の比(長径/短径)の平均)
直径が30〜200nmである島部分に対して、長径と短径の比(長径/短径)をl/dとし、100個の1/dの数値の平均値を求めた。
【0121】
(3)湿度膨張係数
フィルムの幅方向に対して、下記条件にて測定を行い、3回の測定結果の平均値を本発明における湿度膨張係数とした。
【0122】
・測定装置:島津製作所製熱機械分析装置TMA−50(湿度発生器:アルバック理工製湿度雰囲気調節装置HC−1)
・試料サイズ:フィルム長手方向10mm×フィルム幅方向12.6mm
・荷重:0.5g
・測定回数:3回
・測定温度:30℃
・測定湿度:40%RHで6時間保持し寸法を測定し時間40分で80%RHまで昇湿し、80%RHで6時間保持したあとフィルム幅方向の寸法変化量ΔL(mm)を測定した。次式から湿度膨張係数(ppm/%RH)を算出した。
【0123】
・湿度膨張係数(ppm/%RH)=106×{(ΔL/12.6)/(80−40)}
長手方向の湿度膨張係数についても、試料の方向を入れ替えて、上記と同様に測定する。
【0124】
(4)ゲル化率
ポリエステル樹脂組成物1gを凍結粉砕して直径300μm以下の粉体状とし減圧乾燥した。この試料を、オーブン中で、大気下300℃2.5時間処理する。これを500mlのオルトクロロフェノール(OCP)中、100℃の温度で0.5時間加熱溶解させる。続いて、ブフナー型ガラス濾過器(最大細孔の大きさ20〜30μm)で濾過し、洗浄・減圧乾燥する。濾過前後の濾過器の質量増分より、フィルターに残留したOCP不溶物の質量を算出し、OCP不溶物のポリエステル樹脂組成物質量(1g)に対する質量分率を求めゲル化率とした。
【0125】
(5)ガラス転移温度(Tg)
下記装置および条件で比熱測定を行い、JIS K7121(1987年)に従って決定した。
【0126】
・装置 :TA Instrument社製温度変調DSC
・測定条件:
・加熱温度 :270〜570K(RCS冷却法)
・温度校正 :高純度インジウムおよびスズの融点
・温度変調振幅:±1K
・温度変調周期:60秒
・昇温ステップ:5K
・試料重量 :5mg
・試料容器 :アルミニウム製開放型容器(22mg)
・参照容器 :アルミニウム製開放型容器(18mg)
なお、ガラス転移温度は下記式により算出する。
【0127】
ガラス転移温度=(補外ガラス転移開始温度+補外ガラス転移終了温度)/2
(6)融点(Tm)
示差走査熱量計としてセイコーインスツルメンツ社製DSC(RDC220)、データ解析装置として同社製ディスクステーション(SSC/5200)を用いて、サンプル約5mgをアルミニウム製受皿上300℃で5分間溶融保持し、急冷固化した後、室温から昇温速度20℃/分で昇温した。そのとき、観測される融解の吸熱ピークのピーク温度を融点(Tm)とした。
【0128】
(7)フィルム表面の欠点個数
48時間製膜した時点で得られたフィルムにおける長さ5m、幅1mの部分の表面を変更を通して、長手方向の大きさ5〜10mm程度の欠陥を目視で10視野観察する。この欠点個数の総数(50m2あたり)より、下記の基準で判断した。
【0129】
◎:3個未満
○:3個以上5個未満
△:5個以上10個未満
×:10個以上
(8)長時間押出安定性
150時間製膜した時点で得られたフィルムを(7)の同様にして欠点観察を行い下記基準で判断した。
【0130】
◎:48時間時点の欠点個数と同等以下
○:48時間時点の欠点個数から増加するが1.2倍未満
△:48時間時点の欠点個数から1.2倍以上増加、1.5倍増加未満
×:48時間時点の欠点個数から1.5倍以上の増加
(9)幅寸法測定
1m幅にスリットしたフィルムを、張力200Nで搬送させ、支持体の一方の表面(A)に下記組成の磁性塗料および非磁性塗料をエクストルージョンコーターにより重層塗布し(上層が磁性塗料で、塗布厚0.2μm、下層が非磁性塗料で塗布厚0.9μm)、磁気配向させ、乾燥温度100℃で乾燥させた。次いで反対側の表面(B)に下記組成のバックコートを塗布した後、小型テストカレンダー装置(スチール/ナイロンロール、5段)で、温度85℃、線圧2.0×105N/mでカレンダー処理した後、巻き取る。上記テープ原反を1/2インチ(12.65mm)幅にスリットし、パンケーキを作成した。次いで、このパンケーキから長さ200m分をカセットに組み込んで、カセットテープとした。
【0131】
(磁性塗料の組成)
・強磁性金属粉末 : 100質量部
〔Fe:Co:Ni:Al:Y:Ca=70:24:1:2:2:1(質量比)〕
〔長軸長:0.09μm、軸比:6、保磁力:153kA/m(1,922Oe)、飽和磁化:146Am2/kg(146emu/g)、BET比表面積:53m2/g、X線粒径:15nm〕
・変成塩化ビニル共重合体(結合剤) : 10質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・変成ポリウレタン(結合剤) : 10質量部
(数平均分子量:25,000,スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・ポリイソシアネート(硬化剤) : 5質量部
(日本ポリウレタン工業(株)製コロネートL(商品名))
・2−エチルヘキシルオレート(潤滑剤) : 1.5質量部
・パルミチン酸(潤滑剤) : 1質量部
・カーボンブラック(帯電防止剤) : 1質量部
(平均一次粒子径:0.018μm)
・アルミナ(研磨剤) : 10質量部
(αアルミナ、平均粒子径:0.18μm)
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
(非磁性塗料の組成)
・変成ポリウレタン : 10質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・変成塩化ビニル共重合体 : 10質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
・ポリイソシアネート : 5質量部
(日本ポリウレタン工業(株)製コロネートL(商品名))
・2−エチルヘキシルオレート(潤滑剤) : 1.5質量部
・パルミチン酸(潤滑剤) : 1質量部
(バックコートの組成)
・カーボンブラック : 95質量部
(帯電防止剤、平均一次粒子径0.018μm)
・カーボンブラック : 10質量部
(帯電防止剤、平均一次粒子径0.3μm)
・アルミナ : 0.1質量部
(αアルミナ、平均粒子径:0.18μm)
・変成ポリウレタン : 20質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・変成塩化ビニル共重合体 : 30質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・シクロヘキサノン : 200質量部
・メチルエチルケトン : 300質量部
・トルエン : 100質量部
カセットテープのカートリッジからテープを取り出し、下記恒温恒湿槽内へ図1のように作製したシート幅測定装置を入れ、幅寸法測定を行う。なお、図1に示すシート幅測定装置は、レーザーを使って幅方向の寸法を測定する装置で、磁気テープ9をフリーロール5〜8上にセットしつつ荷重検出器3に固定し、端部に荷重となる分銅4を吊す。この磁気テープ9にレーザー光10を照射すると、レーザー発振器1から幅方向に線状に発振されたレーザー光10が磁気テープ9の部分だけ遮られ、受光部2に入り、その遮られたレーザーの幅が磁気テープの幅として測定される。3回の測定結果の平均値を本発明における幅とする。
【0132】
・測定装置:(株)アヤハエンジニアリング社製シート幅測定装置
・レーザー発振器1、受光部2:レーザー寸法測定機 キーエンス社製LS−5040
・荷重検出器3:ロードセル NMB社製CBE1−10K
・恒温恒湿槽:(株)カトー社製SE−25VL−A
・荷重4:分銅(長手方向)
・試料サイズ:幅1/2inch×長さ250mm
・保持時間:5時間
・測定回数:3回測定する。
【0133】
(幅寸法変化率:寸法安定性)
2つの条件でそれぞれ幅寸法(lA、lB)を測定し、次式にて寸法変化率を算出する。具体的には、次の基準で寸法安定性を評価する。
【0134】
A条件で24時間経過後lAを測定して、その後B条件で24時間経過後にlBを測定する。テープカートリッジのはじめから30m地点から切り出したサンプル、100m地点から切り出したサンプル、170m地点から切り出したサンプルの3点を測定した。×を不合格とする。
【0135】
A条件:10℃10%RH 張力0.85N
B条件:29℃80%RH 張力0.55N
幅寸法変化率(ppm)=106×((lB−lA)/lA)
◎:幅寸法変化率の最大値が500(ppm)未満
○:幅寸法変化率の最大値が500(ppm)以上600(ppm)未満
△:幅寸法変化率の最大値が600(ppm)以上700(ppm)未満
×:幅寸法変化率の最大値が700(ppm)以上
(10)保存安定性
上記(9)と同様に、作製したカセットテープのカートリッジからテープを取り出し、次の2つの条件でそれぞれ幅寸法(lC、lD)を測定し、次式にて寸法変化率を算出する。
【0136】
具体的には、次の基準で寸法安定性を評価する。
【0137】
23℃65%RHで24時間経過後lCを測定して、40℃20%RHの環境下で10日間カートリッジを保管後、23℃65%RHで24時間経過後にlDを測定する。テープカートリッジのはじめから30m地点から切り出したサンプル、100m地点から切り出したサンプル、170m地点から切り出したサンプルの3点を測定した。×を不合格とする。
【0138】
幅寸法変化率(ppm)=106×(|lC−lD|/lC)
◎:幅寸法変化率の最大値が80(ppm)未満
○:幅寸法変化率の最大値が80(ppm)以上100(ppm)未満
△:幅寸法変化率の最大値が100(ppm)以上150(ppm)未満
×:幅寸法変化率の最大値が150(ppm)以上
(11)電磁変換特性
上記(9)と同様にカセットテープを作製し、C/Nの測定にはリールtoリールテスタを用い、市販のMRヘッドを搭載して下記の条件で実施した。
【0139】
相対速度:2m/sec
記録トラック幅:18μm
再生トラック幅:10μm
シールド間距離:0.27μm
記録用信号発生器:HP社製 8118A
再生信号処理:スペクトラムアナライザ
このC/Nを市販のLTO4テープ(富士フィルム社製)と比較して、−0.5dB以上は◎、−1dB以上−0.5dB未満は○、−2dB以上−1dB未満は△、−2dB未満は×と判定した。◎および○が望ましいが、△でも実用的には使用可能である。
【0140】
(12)直径が1〜30nmである島部分の測定
フィルムを(ア)長手方向に平行かつフィルム面に垂直な方向、(イ)幅方向に平行かつフィルム面に垂直な方向、(ウ)フィルム面に対して平行な方向に切断し、サンプルを超薄切片法で作製した。分散相のコントラストを明確にするために、オスミウム酸やルテニウム酸、リンタングステン酸などで染色してもよい。切断面を透過型電子顕微鏡(日立製H−7100FA型)を用いて、加速電圧100kVの条件下で観察し、50万倍で写真を撮影した。得られた写真をイメージアナライザーに画像として取り込み、必要に応じて画像処理を行うことにより、次に示すようにして島部分の直径を求めた。(ア)の切断面に現れる各分散相のフィルム厚み方向の最大長さ(La)と長手方向の最大長さ(Lb)、(イ)の切断面に現れる各分散相のフィルム厚さ方向の最大長さ(Lc)と幅方向の最大長さ(Ld)、(ウ)の切断面に現れる各分散相のフィルム長手方向の最大長さ(Le)と幅方向の最大長さ(Lf)を求めた。次いで、分散相の形状指数I=(Lb+Le)/2、形状指数J=(Ld+Lf)/2、形状指数K=(La+Lc)/2とした場合、島部分の直径を(I+J+K)/3とした。
【0141】
なお、画像解析を行う場合の方法を示す。
【0142】
各試料の透過型電子顕微鏡写真をスキャナーにてコンピューターに取り込んだ。その後、専用ソフト(プラネトロン社製 Image Pro Plus Ver. 4.0)にて画像解析を行った。トーンカーブを操作することにより、明るさとコントラストを調整し、その後ガウスフィルターを用いて得た画像の高コントラスト成分の島部分を観察し、上記の計算法に従い島部分の直径を算出した。ここで、透過型電子顕微鏡写真のネガ写真を使用する場合には、上記スキャナーとして日本サイテックス社製 Leafscan 45 Plug-Inを用い、透過型電子顕微鏡のポジを使用する場合には、上記スキャナーとしてセイコーエプソン製 GT−7600Sを用いるが、そのいずれでも同等の値が得られる。
【0143】
画像処理の手順及びパラメータ:
平坦化1回
コントラスト+30
ガウス1回
コントラスト+30、輝度−10
ガウス1回
平面化フィルター:背景(黒)、オブジェクト幅(20pix)
ガウスフィルター:サイズ(7)、強さ(10)
【実施例】
【0144】
本発明の実施形態を次の実施例に基づいて説明する。
【0145】
(参考例1)
テレフタル酸ジメチル194質量部とエチレングリコール124質量部とをエステル交換反応装置に仕込み、内容物を140℃に加熱して溶解した。その後、内容物を撹拌しながら酢酸マグネシウム四水和物0.3質量部および三酸化アンチモン0.05質量部を加え、140〜230℃でメタノールを留出しつつエステル交換反応を行った。次いで、リン酸トリメチルの5質量%エチレングリコール溶液を1質量部(リン酸トリメチルとして0.05質量部)添加した。リン酸トリメチルのエチレングリコール溶液を添加すると反応内容物の温度が低下する。そこで余剰のエチレングリコールを留出させながら反応内容物の温度が230℃に復帰するまで撹拌を継続した。このようにしてエステル交換反応装置内の反応内容物の温度が230℃に達した後、反応内容物を重合装置へ移行した。移行後、反応系を230℃から290℃まで徐々に昇温するとともに、圧力を0.1kPaまで下げた。最終温度、最終圧力到達までの時間はともに60分とした。最終温度、最終圧力に到達した後、2時間(重合を始めて3時間)反応させたところ、重合装置の撹拌トルクが所定の値(重合装置の仕様によって具体的な値は異なるが、本重合装置にて固有粘度0.62のポリエチレンテレフタレートが示す値を所定の値とした)を示した。そこで反応系を窒素パージし常圧に戻して重縮合反応を停止し、冷水にストランド状に吐出、直ちにカッティングして固有粘度0.62のポリエチレンテレフタレートのPETペレット(X)を得た。
【0146】
(参考例2)
参考例1で得たPETペレット(X)を160℃、4時間、3mmHgの減圧下で乾燥した後、220℃、8時間、133Pa以下の減圧度で固相重合反応を行い、固有粘度1.2のPETペレット(Y)を得た。
【0147】
(参考例3)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”のペレット50質量部とPETペレット(Y)を別々に180℃、3mmHgの減圧下にて6時間乾燥した。
【0148】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機をスクリューゾーンから押出ヘッド部にかけて270℃〜320℃に温度勾配を設定した。この押出機に減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)ブレンドペレット(Z)を作製した。
【0149】
(実施例1)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット75質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット25質量部と参考例2で得られたPETペレット(Y)3質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0150】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)−PET(混合比率75/25/3)ブレンドペレット(I)を作製した。
【0151】
次に、PETペレット(Y)の50質量部とブレンドペレット(I)の50質量部を別々に180℃、3mmHgの減圧下にて3時間乾燥した後、同様にして温度310℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)−PEI(XH6050)ブレンドペレット(II)を作製した。
【0152】
次いで、PETペレット(X)、ブレンドペレット(Z)およびブレンドペレット(II)を表2に示した含有量(質量%)となるように混合し、180℃で3時間、3mmHgの減圧下で乾燥した後、押出機に投入し、310℃にて溶融押出し、繊維焼結ステンレス金属フィルター(14μmカット)を通過させた後、Tダイからシート状に吐出し、該シートを表面温度25℃の冷却ドラム上に静電印加法により密着固化させ冷却し、未延伸フィルムを得た。未延伸フィルムのTgは83℃であった。
【0153】
この未延伸フィルムの両端部をクリップで把持して、リニアモーター方式の同時二軸延伸テンターに導き製膜した。フィルム温度を95℃に加熱し、面積延伸倍率12.25倍(縦倍率:3.5倍、横倍率:3.5倍)で同時二軸延伸した。続いて、フィルム温度を160℃にして、面積延伸倍率2.16倍(縦倍率:1.2倍、横倍率:1.8倍)で再延伸し、熱固定温度210℃で2秒間熱固定処理後、熱固定温度で長手方向と幅方向に2%の弛緩熱処理を行い、厚さ5μmの二軸延伸ポリエステルフィルムを得た。この二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0154】
(実施例2)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット80質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット20質量部と参考例2で得られたPETペレット(Y)5質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0155】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)−PET(混合比率80/20/3)ブレンドペレット(I)を作製したこと以外、実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0156】
(実施例3)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット75質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット25質量部と参考例2で得られたPETペレット(Y)1質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0157】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)−PET(混合比率75/25/1)ブレンドペレット(I)を作製したこと以外、実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0158】
(実施例4)
SABICイノベーティブプラスチック社製のPEI“UltemXH6050”ではなくソルベイアドバンストポリマーズ社製のPES“レーデル(RADEL)A グレードA−300A”(Tg=220℃)を使用したこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0159】
(実施例5)
PETペレット(X)、ブレンドペレット(Z)およびブレンドペレット(II)を表2に示した含有量(質量%)となるように混合する量を変更し、フィルム温度を160℃にして、面積延伸倍率2.16倍(縦倍率:1.2倍、横倍率:1.9倍)で再延伸した以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0160】
(実施例6)
PETペレット(X)、ブレンドペレット(Z)およびブレンドペレット(II)を表2に示した含有量(質量%)となるように混合する量を変更した以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0161】
(比較例1)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)、PEI“UltemXH6050”(Tg=245℃)を用いないこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0162】
(比較例2)
SABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)を用いないこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0163】
(比較例3)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット50質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット50質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0164】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)(混合比率50/50)ブレンドペレット(I)を作製した。次に、PETペレット(Y)の50質量部とブレンドペレット(I)の50質量部を別々に180℃、3mmHgの減圧下にて3時間乾燥した後、同様にして温度320℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)−PEI(XH6050)ブレンドペレット(II)を作製したこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0165】
(比較例4)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット75質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット25質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0166】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)(混合比率75/25)ブレンドペレット(I)を作製した。次に、PETペレット(Y)の50質量部とブレンドペレット(I)の50質量部を別々に180℃、3mmHgの減圧下にて3時間乾燥した後、同様にして温度320℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)−PEI(XH6050)ブレンドペレット(II)を作製したこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0167】
(比較例5)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット75質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット25質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0168】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)(混合比率75/25)ブレンドペレット(I)を作製した。次に、PETペレット(Y)の50質量部とブレンドペレット(I)の50質量部を別々に180℃、3mmHgの減圧下にて3時間乾燥した後、同様にして温度310℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)−PEI(XH6050)ブレンドペレット(II)を作製したこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0169】
(比較例6)
フィルム温度を160℃にして、面積延伸倍率2.16倍(縦倍率:1.2倍、横倍率:1.6倍)で再延伸した以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0170】
(比較例7)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)を用いないこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0171】
【表1】
【0172】
【表2】
【0173】
【表3】
【符号の説明】
【0174】
1:レーザー発振器
2:受光部
3:荷重検出器
4:荷重
5:フリーロール
6:フリーロール
7:フリーロール
8:フリーロール
9:磁気テープ
10:レーザー光
【技術分野】
【0001】
本発明は、寸法安定性に優れた二軸配向ポリエステルフィルムに関する。本発明の二軸配向ポリエステルフィルムは、磁気記録媒体用、電気絶縁用、コンデンサー用、回路材料や太陽電池用材料などに好適に用いることができる。本発明の二軸配向ポリエステルフィルムは、長時間の製膜安定性に優れ、フィルムの表面欠点が少なく、特に磁気記録媒体のベースフィルムとして用いた際に、温度や湿度の環境変化や保存後の寸法変化が小さく、エラーレートが少ない高密度磁気記録媒体を得ることができる。
【背景技術】
【0002】
二軸配向ポリエステルフィルムはその優れた熱特性、寸法安定性、機械特性、電気特性、耐熱性および表面特性を利用して磁気記録媒体用、電気絶縁用、コンデンサー用、包装用や磁気記録媒体用などの各種工業材料用途に用いられている。特に磁気記録媒体などの支持体としての有用性がよく知られている。
【0003】
近年、磁気テープなどの磁気記録媒体は、機材の軽量化、小型化や大容量化のため、ベースフィルムの薄膜化や高密度記録化が要求されている。高密度記録化のためには、記録波長を短くし、記録トラックを小さくすることが有用である。
【0004】
しかし、記録トラックを小さくすると、テープ走行時における熱やテープ保管時の温湿度変化によるテープの変形により、記録トラックのずれが起こりやすくなるという問題がある。そのため、テープの使用環境および保管環境に対するベースフィルムの寸法安定性を改善する要求が強まっている。また、磁気テープとしたときの走行耐久性の改善要求も強くなっている。
【0005】
また、薄膜化すると機械的強度が不十分となってフィルムの腰の強さが弱くなったり、長手方向に伸びやすく幅方向に縮みやすくなるため、トラックずれを起こしたり、ヘッドタッチが悪化し電磁変換特性が低下したり、ヘッドやテープが削れたりするといったような問題点がある。
【0006】
これらの観点から、支持体には、強度、寸法安定性の点で二軸延伸ポリエステルフィルムよりも優れた剛性の高い芳香族ポリアミドが用いられることがある。しかしながら芳香族ポリアミドは、剛性が高すぎてヘッド削れを引き起こしたりすることがある。さらに高価格であり、汎用記録媒体の支持体としては現実的ではない。ポリエチレンテレフタレートやポリエチレンナフタレートなどを用いたポリエステルフィルムにおいても、延伸技術を用いて高強度化した磁気記録媒体用支持体が開発されている。しかしながら、温度や湿度に対する寸法安定性などの厳しい要求を満足することはいまだ困難である。
【0007】
近年、ポリエステルフィルムの耐熱性を高めるために、ポリエステルに他の熱可塑性樹脂をブレンドするなどの方法が検討されている。
【0008】
ポリエステルとポリエステル以外の熱可塑性樹脂の混合した二軸配向ポリエステルフィルムについて、走行性、耐傷つき性に優れるフィルムが提案されている(例えば特許文献1)。しかし、この技術は、フィルム表面の耐傷つき性を改良する技術であり、本願とは技術思想を異にするものである。実際に同文献記載の技術では機械的物性や寸法安定性を向上させることはできない。また、ポリエステル中にポリエステル以外の熱可塑性樹脂を混合する際に、本願に示すような、フィルムの寸法安定性を向上させために重要となる混合手法や、本願実施例にて例示するポリイミドなどの3成分の樹脂を用いてフィルムを作製する場合の具体的な製膜手法は開示されていない。
【0009】
また、ポリエステルとポリイミドおよびポリイミドとナノ相溶するポリマーとからなるフィルムにおいて、ポリイミドとナノ相溶するポリマーとして芳香族ポリエーテルケトンなどを用いて耐熱性や熱寸法安定性が向上したフィルムが提案されている(例えば特許文献2)。しかし、この技術では、ポリエステルに対してポリイミドやポリイミドとナノ相溶するポリマーの混合量が多く、延伸などにより効果的に分子鎖配向させるには十分ではないことがある。例えば、高密度化磁気記録媒体などに用いる場合の温度や湿度に対する寸法安定性などの厳しい要求を満足するには必ずしも十分ではないことがある。さらに未溶融物による異物がフィルム中に発生しやすくなり、表面が荒れやすく、例えば磁気記録媒体用などに用いる場合に電磁変換特性が不良となることがある。
【0010】
さらに、ポリエステルとポリイミドからなるフィルムは酸化劣化物を生成しやすい傾向があり、酸化防止剤による改善が提案されている(例えば特許文献3)が、酸化防止剤がブリードアウトし濡れ性が低下するなどの課題がある。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2001−323146号公報
【特許文献2】特開2004−123863号公報
【特許文献3】特開2009−179739号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の目的は、上記の問題を解決し、欠点が少なく生産性に優れ、剛性や寸法安定性に優れた二軸配向ポリエステルフィルムを得ることにある。特に磁気記録媒体のベースフィルムとして使用した際に温度や湿度の環境変化や保存による寸法変化を小さくすることができ、エラーレートが少ない高密度磁気記録媒体とすることができる二軸配向ポリエステルフィルムを提供することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するための本発明は以下の特徴を有する。
【0014】
(1)海島構造を有し、島部分の平均分散径が30〜200nmであり、フィルムの長手方向または幅方向の少なくとも一方向の湿度膨張係数が0〜6ppm/%RHであり、300℃2.5時間処理後のゲル化率が0〜15質量%である二軸配向ポリエステルフィルム。
【0015】
(2)直径が30〜200nmである島部分を形成する非晶性樹脂のガラス転移温度が230℃〜400℃である、上記(1)に記載の二軸配向ポリエステルフィルム。
【0016】
(3)直径が30〜200nmである島部分を形成する非晶性樹脂が下記式(1)
【0017】
【化1】
【0018】
で示されるスルホニル基成分を有するポリエーテルイミドである、上記(1)または(2)に記載の二軸配向ポリエステルフィルム。
【0019】
(4)直径が30〜200nmである島部分を有し、この島部分の長径と短径の比(長径/短径)の平均が1〜20である、上記(1)〜(3)のいずれかに記載の二軸配向ポリエステルフィルム。
【0020】
(5)直径が1nm以上30nm未満である島部分を有する、上記(1)〜(4)のいずれかに記載の二軸配向ポリエステルフィルム。
【0021】
(6)直径が1nm以上30nm未満である島部分がポリエーテルイミドを含む、上記(5)に記載の二軸配向ポリエステルフィルム。
【0022】
(7)上記(1)〜(6)のいずれかに記載の二軸配向ポリエステルフィルムを用いてなる磁気記録媒体。
【発明の効果】
【0023】
本発明によれば、磁気記録媒体用、電気絶縁用、コンデンサー用、回路材料、太陽電池用材料などに好適に用いることができる、欠点が少なく生産性に優れ剛性や寸法安定性に優れた二軸配向ポリエステルフィルムを得ることができる。本発明の二軸配向ポリエステルフィルムは、それらの中でも特に磁気記録媒体用のベースフィルムとして用いた際に、温度や湿度の環境変化や保存後の寸法変化が小さく、エラーレートが少ない高密度磁気記録媒体とすることができる。
【図面の簡単な説明】
【0024】
【図1】幅寸法を測定する際に用いるシート幅測定装置の模式図である。
【発明を実施するための形態】
【0025】
本発明の二軸配向ポリエステルフィルムは、ポリエステルを主成分として構成されている。ここで、「ポリエステルを主成分とする」とは、フィルムを構成する全てのポリマーの全量に対し、50質量%以上がポリエステルであることをいう。ポリエステルの含量が50質量%未満であると、生産性が低下する傾向にある。ポリエステルの含量は、フィルムを構成する全てのポリマーの全量に対し、より好ましくは80質量%以上であり、さらに好ましくは85質量%以上である。
【0026】
本発明の二軸配向ポリエステルフィルムを構成するポリエステルとしては、例えば、芳香族ジカルボン酸、脂環族ジカルボン酸または脂肪族ジカルボン酸などの酸成分やジオール成分を構成単位(重合単位)とするポリマーであることが好ましい。
【0027】
芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸等を用いることができ、なかでも好ましくは、テレフタル酸、フタル酸、2,6−ナフタレンジカルボン酸を用いることができる。6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分としては、炭素数2〜10のアレキレンが好ましく、6,6’−(エチレンジオキシ)ジ−2−ナフトエ酸、6,6’−(トリメチレンジオキシ)ジ−2−ナフトエ酸および6,6’−(ブチレンジオキシ)ジ−2−ナフトエ酸などが挙げられる。脂環族ジカルボン酸成分としては、例えば、シクロヘキサンジカルボン酸等を用いることができる。脂肪族ジカルボン酸成分としては、例えば、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸等を用いることができる。これらの酸成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0028】
6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分は主成分として用いることもできるが、他の芳香族ポリエステル成分と共重合させることが好ましい。6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分の好ましい共重合量は、5〜50モル%であり、より好ましくは10〜40モル%、さらに好ましくは15〜30モル%である。6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分を共重合させたポリエステルの融点は220〜260℃であることが好ましい。より好ましくは230〜250℃である。さらに好ましくは235〜245℃である。6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分を共重合させたポリエステルのガラス転移温度は100〜140℃が好ましい。より好ましくは110〜130℃である。さらに好ましくは115〜125℃である。また、6,6’−(アルキレンジオキシ)ジ−2−ナフトエ酸成分を共重合させたポリエステルの溶融結晶化ピーク温度は140〜180℃であることが好ましい。より好ましくは150〜170℃である。さらに好ましくは155〜165℃である。
【0029】
ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ネオペンチルグリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2’−ビス(4’−β−ヒドロキシエトキシフェニル)プロパン等を用いることができ、なかでも、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール等を好ましく用いることができ、特に好ましくは、エチレングリコール等を用いることができる。これらのジオール成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0030】
ポリエステルには、ラウリルアルコール、イソシアン酸フェニル等の単官能化合物が共重合されていてもよいし、トリメリット酸、ピロメリット酸、グリセロール、ペンタエリスリトール、2,4−ジオキシ安息香酸、等の3官能化合物などが、過度に分枝や架橋をせずポリマーが実質的に線状である範囲内で共重合されていてもよい。さらに酸成分、ジオール成分以外に、p−ヒドロキシ安息香酸、m−ヒドロキシ安息香酸、2,6−ヒドロキシナフトエ酸などの芳香族ヒドロキシカルボン酸およびp−アミノフェノール、p−アミノ安息香酸などを本発明の効果が損なわれない程度の少量であればさらに共重合せしめることができる。
【0031】
ポリマーの共重合割合はNMR法(核磁気共鳴法)や顕微FT−IR法(フーリエ変換顕微赤外分光法)を用いて調べることができる。
【0032】
本発明の二軸配向ポリエステルフィルムは、特に優れた生産性、機械特性、熱特性、電気特性、表面特性、耐熱性を付与できるという観点から、結晶性のポリエステルを含んでいることが好ましく、ポリエチレンテレフタレート(以下、PETということがある)、ポリ(エチレン−2,6−ナフタレンジカルボキシレート(ポリエチレン−2,6−ナフタレート))(以下、PENということがある)およびこれらの変性体からなる群から選ばれる少なくとも1種のポリエステルを含んでいることが好ましい。もちろん、PETやPENの共重合体でもよく、他の熱可塑性樹脂とのポリマーアロイでもよい。ここでいうポリマーアロイとは高分子多成分系のことであり、共重合によるブロックコポリマーであってもよいし、混合などによるポリマーブレンドでもよい。本発明の二軸配向ポリエステルフィルムには、これらポリマーの少なくとも1種を含んでいることが好ましい。
【0033】
本発明の二軸配向ポリエステルフィルムはポリエーテルイミドを少なくとも2種含むことが好ましい。本発明の二軸配向ポリエステルフィルムが少なくとも2種のポリエーテルイミドを含むことにより、本発明の二軸配向ポリエステルフィルムに優れた耐熱性、高配向、優れた表面性を同時に付与しやすくなるからである。なお、具体的なポリエーテルイミドの種類については後述する。
【0034】
本発明の二軸配向ポリエステルフィルムは海島構造を有する。
【0035】
海島構造を有すると、寸法安定性を保持しつつ、長手方向および幅方向に高い配向を付与することができるため、機械的物性も同時に高めることが可能となる。そのため、磁気記録媒体用のベースフィルムとして使用すると、温度や湿度の環境変化や、保存時の寸法変化、エラーレートなどが小さくなるという利点を有し、特に好適である。
【0036】
上記のような効果をさらに高めるためには、延伸の際、島部分を拘束点として機能させ、海部分の分子鎖配向を高める作用を発現させることが重要となる。このため、島部分の平均分散径は30〜200nmであることが好ましい。さらに好ましくは分散径が30〜200nmである島成分を有することが好ましい。これにより上記したような効果、すなわち、延伸の際、島部分を拘束点や結節点として機能させ、応力ひずみ曲線において低倍率で応力が立ち上がりやすく、また、フィルム構造の分子鎖を均一に延伸配向させやすい、という効果をより発現させることができる。つまり、海部分の分子鎖配向を均一に高める作用を発現させる効果をより高めることが可能となる。
【0037】
島部分の分散径が30nm未満であると、島部分が海部分に対して拘束点として機能しづらくなり、フィルム延伸時にフィルム長手方向および/または幅方向の分子鎖配向を高めることができないことがある。そのため、二軸配向ポリエステルフィルムの寸法安定性や機械的物性が低下し、該フィルムを磁気記録媒体用途に用いた場合に温度や湿度の環境変化や保存後の寸法変化、エラーレートが大きくなることがある。
【0038】
例えば、ポリエステルが海部分であり、海部分とは異なる樹脂が島部分を形成した海島構造において、島部分の平均分散径が小さくなることに伴い、島部分を形成する樹脂のガラス転移温度(以下、Tgということがある)が、該樹脂が単体で存在する場合のTgに比べて低くなる。島部分の分散径が30nm未満であると、島部分のTgが十分低くなり、該島部分が海部分に対して拘束点として機能しなくなることがある。また、島部分がフィルムの延伸時に応力を受けて変形することがある。
【0039】
一方、本発明の二軸配向ポリエステルフィルムの島部分の平均分散径が200nmよりも大きいと、フィルム製膜中に島部分に起因するフィルム破れが多発し生産性が低下しやすい。また、延伸の際、十分な分子鎖配向を与えることができなくなったり、フィルム表面が粗くなったり、ボイドが発生したりして、例えば、磁気記録媒体用に使用した場合に電磁変換特性が低くなり、本発明の効果が得にくくなる。
【0040】
本発明の二軸配向ポリエステルフィルムの島部分の平均分散径はより好ましくは、50〜150nmである。
【0041】
本発明の二軸配向ポリエステルフィルムは、直径が30〜200nmである島部分の長径と短径の比(長径/短径)の平均が1〜20であることが好ましい。
【0042】
長径と短径の比(長径/短径)の平均が1〜20であることにより、延伸の際、この島部分が拘束点として機能し、海部分に延伸応力を均一かつ効率的に伝達することが可能となる。海部分へ延伸応力を均一かつ効率的に伝達することにより、フィルム長手方向および幅方向をより高配向化しやすい。その結果、本発明の二軸配向ポリエステルフィルムの寸法安定性や機械的物性が飛躍的に向上し、該フィルムを磁気記録媒体のベースフィルムとして用いた場合に温度や湿度の環境変化や保存による寸法変化やエラーレートを非常に小さくすることができる。また、粗大突起の形成を抑制してフィルム表面の10点平均粗さRzを好ましい範囲に制御しやすく、また、フィルム表面粗さRaを好ましい範囲に制御しやすい。さらに、カートリッジ保存後の電磁変換特性の低下を抑制できる。これらの効果をより高めるためには、上記した長径と短径の比(長径/短径)の平均は、より好ましくは1〜15であり、さらに好ましくは1〜10である。
【0043】
本発明の二軸配向ポリエステルフィルムは直径が30〜200nmである島部分が非晶性樹脂からなることが好ましい。
【0044】
直径が30〜200nmの島部分が非晶性樹脂であることによりポリエステルとの加工性が良好になると同時に、フィルムの表面を平滑にしやすくなる。また、磁気記録媒体用のベースフィルムとして用いた場合、優れた走行耐久性と電磁変換特性を付与することが可能となる。
【0045】
ここで、非晶性樹脂とは、示差走査熱量測定(DSC)などを用いて試料を測定した場合、ガラス転移温度だけが検出されて、融点や融解ピークが検出されない特性を持つ樹脂をいう。
【0046】
上記した非晶性樹脂のガラス転移温度は230〜400℃であることが好ましい。ガラス転移温度が230〜400℃であることにより、フィルム中の島部分が延伸時や熱処理時の拘束点として機能しやすくなり、延伸工程における海部分の分子鎖配向を高めやすくなる。分子鎖配向が高まると、強力化や寸法安定性向上による本願の効果を得やすくなる。さらに、本発明の二軸配向ポリエステルフィルム表面の欠点が少なく製膜性なる効果がある。例えば本発明の二軸配向ポリエステルフィルムを溶融製膜法で製造する場合、非晶性樹脂をポリエステルと同時に押出加工する際には、非晶性樹脂のガラス転移温度が高いほどポリエステルの酸化劣化を抑えることができ、フィルム表面の欠点が減少する。
【0047】
本発明の二軸配向ポリエステルフィルムを溶融製膜法にてポリエステルと非晶性樹脂を長時間の押出加工する観点、および、フィルム延伸後の熱処理工程で分子鎖配向緩和を抑制する観点から、直径が30〜200nmである島部分を形成する非晶性樹脂のガラス転移温度はより好ましくは232〜300℃であり、さらに好ましくは235〜250℃である。直径が30〜200nmである島部分を形成する非晶性樹脂のガラス転移温度は230〜400℃であることで、フィルムの延伸温度や熱処理温度よりガラス転移温度が高いためにフィルム中の島部分が延伸時や熱処理時の拘束点として機能しやすくなるとともに、島成分の変形が起こりにくく、長径と短径の比(長径/短径)の平均を1〜20の範囲としやすくなるので、本発明の効果である海成分の分子鎖配向を高めやすくなる。ガラス転移温度が高いほどポリエステルの酸化劣化を抑えることができる。
【0048】
本発明の二軸配向ポリエステルフィルムにおいては、島部分を構成する非晶性樹脂がポリエーテルイミド(以下、PEIということがある)、ポリイミド(以下、PIということがある)、ポリエーテルスルホン(以下、PESということがある)、が好ましく、さらに好ましくはスルホニル基を含有するポリエーテルイミドが好ましい。
【0049】
ここで、PEIは、イミド基からなるポリイミド構成成分にエーテル結合を含有する樹脂であり、下記一般式で示される。
【0050】
【化2】
【0051】
(ただし、上記式中R1は、6〜30個の炭素原子を有する2価の芳香族または脂肪族残基、R2は6〜30個の炭素原子を有する2価の芳香族残基、2〜20個の炭素原子を有するアルキレン基、2〜20個の炭素原子を有するシクロアルキレン基、および2〜8個の炭素原子を有するアルキレン基で連鎖停止されたポリジオルガノシロキサン基からなる群より選択された2価の有機基である。)
上記R1、R2としては、例えば、下記式群に示される芳香族残基を挙げることができる。
【0052】
【化3】
【0053】
本発明の二軸配向ポリエステルフィルムを構成するポリエステルとの親和性、コスト、溶融成形性等の観点から、PEIとして、スルホニル基を含有する下記式で示される繰り返し単位を有するポリマーが好ましい。
【0054】
【化4】
【0055】
(nは2以上の整数、好ましくは20〜50の整数)
このPEIは、“ウルテム”(登録商標)の商品名で、SABICイノベーティブプラスチック社より入手可能であり“UltemXH6050−1000”シリーズの登録商標名等で知られているものである。
【0056】
上記した各種PEIは、本発明においては、少なくとも2種含んでいることが好ましい。PEIを2種含むことにより、PEIの溶融加工性が向上し、PET中に混合しやすくなる。さらに、海部分を形成するポリマーとの分子鎖の絡み合いが大きくなるため、延伸時工程において、拘束点からの力をより効果的に海部分へ伝達することができ、海部分の分子鎖配向を高めることができる。また、Tgが高いため溶融押出時の熱安定性が向上する。
【0057】
本発明の二軸配向ポリエステルフィルムは、直径が30〜200nmである島部分の総質量がフィルム総質量の0.1〜30質量%であることが好ましい。この島部分の総質量がフィルム総質量の0.1〜30質量%であることにより、本発明の二軸配向ポリエステルフィルムの機械特性、熱特性、電気特性、表面特性、耐熱性、加工性を高めることができる。さらに製膜時の延伸によるフィルム破れの頻度が小さくなり、本発明の二軸配向ポリエステルより安価に生産性良く製造することが可能となる。
【0058】
製膜時の延伸によるフィルム破れの頻度を小さくする観点から、直径30〜200nmである島部分の総質量はより好ましくは0.5〜15質量%であり、さらに好ましくは1〜10質量%である。よりいっそう好ましくは1〜5質量%である。
【0059】
本発明の二軸配向ポリエステルフィルムは直径が1nm以上30nm未満である島部分を有することが好ましい。直径が1nm以上30nm未満である島部分を有することにより、本発明の二軸配向フィルムに優れた耐熱性を付与しやすくなる。
【0060】
本発明の二軸配向ポリエステルフィルムは直径1nm以上30nm未満である島部分がポリエーテルイミド(PEI)を含むことが好ましい。PEIを含むことにより本発明の二軸配向ポリエステルフィルムに優れた耐熱性を付与することができる。
【0061】
なお、直径が1nm以上30nm未満である島部分の測定法については後述する。
【0062】
本発明の二軸配向ポリエステルフィルムは30℃にて40%RHから80%RHへ湿度を変化させた時のフィルムの長手方向または幅方向の少なくとも一方向の湿度膨張係数が0〜6ppm/%RHである。
【0063】
上記した湿度膨張係数を0ppm/%RH未満にするためには、通常、フィルムの延伸倍率を極度に高める必要がある。その結果フィルム製膜時に延伸破れが頻発して生産性が低下するためフィルムが高価格になりやすい。また、得られた二軸配向フィルムは破断伸度が非常に小さいため破断しやすくなり、ハンドリング性が低下し、例えば該フィルムを磁気記録媒体等へ用いる場合の加工性が低化する傾向にある。
【0064】
一方、上記の湿度膨張係数が6ppm/%RHよりも大きいと、例えば該フィルムを磁気記録媒体用途に用いた場合に温度や湿度の環境変化や保存後の寸法変化、エラーレートなどが大きくなることが多い。
【0065】
磁気記録媒体用のベースフィルムとして用いた場合に、得られる磁気記録媒体の記録再生時の湿度変化による寸法安定性や高湿条件での保存後の寸法安定性を向上させる観点から、上記した少なくとも一方向の湿度膨張係数の上限は、好ましくは5.5ppm/%RHであり、さらに好ましくは5ppm/%RHである。好ましい範囲としては、0〜5.5ppm/%RHであり、さらに好ましい範囲としては0〜5ppm/%RHである。
【0066】
本発明の二軸配向ポリエステルフィルムを磁気記録媒体用途に用いる場合、特にフィルムの幅方向の寸法安定性が重要となる場合があることから、本発明の二軸配向ポリエステルフィルムの幅方向の湿度膨張係数は0〜6ppm/%RHであることが好ましい。幅方向の湿度膨張係数はより好ましくは、0〜5.5ppm/%RHであり、さらに好ましくは0〜5ppm/%RHである。
【0067】
本発明の二軸配向ポリエステルフィルムは300℃2.5時間処理後のゲル化率が0〜15質量%であることが好ましい。ゲル化率が0〜15質量%であることにより、長時間の押出安定性が可能となる。ゲル化率は、より好ましくは0〜13質量%である。さらに好ましくは0〜10質量%である。
【0068】
上記したような本発明の二軸配向ポリエステルフィルムは、たとえば次のように製造される。
【0069】
二軸配向ポリエステルフィルムを製造するには、たとえばポリエステルのペレットを、押出機を用いて溶融し、口金から吐出した後、冷却固化してシート状に成形する。このとき、繊維焼結ステンレス金属フィルターによりポリマーを濾過することが、ポリマー中の未溶融物を除去するために好ましい。
【0070】
また、ポリエステルフィルムの表面に易滑性や耐摩耗性、耐スクラッチ性などを付与するため、無機粒子、有機粒子、例えば、クレー、マイカ、酸化チタン、炭酸カルシウム、カリオン、タルク、湿式シリカ、乾式シリカ、コロイド状シリカ、リン酸カルシウム、硫酸バリウム、アルミナ、ジルコニア等の無機粒子、アクリル酸類、スチレン系樹脂、熱硬化樹脂、シリコーン、イミド系化合物等を構成成分とする有機粒子、ポリエステル重合反応時に添加する触媒等によって析出する粒子(いわゆる内部粒子)などを添加することも好ましい。
【0071】
さらに、本発明を阻害しない範囲内であれば、各種添加剤、例えば、相溶化剤、可塑剤、耐候剤、酸化防止剤、熱安定剤、滑剤、帯電防止剤、増白剤、着色剤、導電剤、結晶核剤、紫外線吸収剤、難燃剤、難燃助剤、顔料、染料、などが添加されてもよい。
【0072】
続いて、上記シートを二軸延伸(長手方向と幅方向の二軸に延伸)して、熱処理する。延伸工程は、各方向において2段階以上に分けることが好ましい。すなわち再縦、再横延伸を行う方法が高密度記録の磁気テープとして最適な高強度のフィルムが得られ易いために好ましい。
【0073】
延伸形式としては、長手方向に延伸した後に幅方向に延伸を行うなどの逐次二軸延伸法や、同時二軸テンター等を用いて長手方向と幅方向を同時に延伸する同時二軸延伸法、さらに、逐次二軸延伸法と同時二軸延伸法を組み合わせた方法などが包含される。
【0074】
特に同時二軸延伸法を用いることが好ましい。逐次二軸延伸法に比べて同時二軸延伸法は、製膜工程で長手方向、幅方向に結晶が均一に成長するため、安定して高倍率に延伸しやすい。つまり、本発明では、ポリエステルフィルム中の島部分を結節点として機能させることが重要であり、延伸工程においてそのような作用を利用して海部分の分子鎖緊張を増大させるには、逐次二軸延伸の各工程で徐々に分子鎖緊張させるより、同時二軸延伸を用いて、長手方向と幅方向に均一に分子鎖緊張させることが高倍率に延伸しやすくなり、特に有効である。なお、ここでいう同時二軸延伸とは、長手方向と幅方向の延伸が同時に行われる工程を含む延伸方式である。必ずしも、すべての区間で長手方向と幅方向が同時に延伸されている必要はなく、長手方向の延伸が先にはじまり、その途中から幅方向にも延伸を行い(同時延伸)、長手方向の延伸が先に終了し、残りを幅方向のみ延伸するような方式でもよい。延伸装置としては、例えば同時二軸延伸テンターなどが好ましく例示され、中でもリニアモータ駆動式の同時二軸テンターが破れなくフィルムを延伸する方法として特に好ましい。
【0075】
延伸工程後の熱処理は、1段階で実施してもよいが、温度膨張係数や湿度膨張係数を本発明の範囲に制御するには、過度な熱処理による分子鎖配向の緩和を起こさず、効果的に熱処理を施すことが望ましいので、熱処理温度を制御して多段階で実施することが好ましい。多段階とは、熱処理温度を変更して2段階以上で実施することである。
【0076】
熱処理温度はポリエステルの融点を目安にして決定することができる。熱処理温度は、[フィルムを構成するポリエステルの融点(Tm)−100]〜(Tm−50)℃が好ましく、熱処理時間は0.5〜10秒の範囲で行うのが好ましい。特に、1段目の熱処理温度を好ましくは(Tm−75)〜(Tm−50)℃、さらに好ましくは(Tm−75)〜(Tm−60)℃に設定して、2段目の熱処理温度を1段目より低温に設定するとよい。2段目の熱処理温度は、好ましくは(Tm−100)〜(Tm−75)℃、さらに好ましくは(Tm−100)〜(Tm−85)℃に設定する。さらに、1段目および/または2段目の熱処理工程において幅方向に1〜5%の弛緩率で弛緩処理するとさらに好ましい。
【0077】
そして、このようにして製造されたポリエステルフィルムはロールに巻き取られる。さらに、寸法安定性や保存安定性を高めるために、巻き取られたフィルムをロールごと一定の温度条件下で熱処理することも好ましい。一定の温度条件下とは、ある温度条件に設定された熱風オーブンやゾーンにフィルムをロールごと設置することである。フィルムをロールのまま熱処理することで、フィルムの内部構造のひずみが除去されやすく、クリープ特性等の寸法安定性を改良することができる。例えば、フィルムを巻き取って保存したり、磁気テープなどの磁気記録媒体用に使用された場合に、テープに巻き取った状態で保存したり、テープを走行させて使用したりするときには、フィルムの長手方向に張力が付加され、長手方向にクリープ変形などを起こすことがあるが、クリープ特性等の寸法安定性が改良されると、保存安定性が格段に向上する。
【0078】
なお、本発明においては、ポリエステルフィルムやそのポリエステルフィルムロールに、必要に応じて、熱処理、マイクロ波加熱、成形、表面処理、ラミネート、コーティング、印刷、エンボス加工、エッチング、などの任意の加工を行ってもよい。
【0079】
以下、本発明の二軸配向ポリエステルフィルムの製造方法について、フィルムの構成成分としてポリエチレンテレフタレート(PET)を、ガラス転移温度が215℃であるPEI(A)および島部分を形成する成分としてガラス転移温度が245℃であるPEI(B)を用いた例を代表例として説明する。もちろん、本願はPETを構成成分として用いた支持体に限定されるものではなく、他のポリマーを用いたものものでもよい。例えば、ガラス転移温度や融点の高いポリエチレン−2,6−ナフタレンジカルボキシレート(ポリエチレン−2,6−ナフタレート)などを用いてポリエステルフィルムを構成する場合は、以下に示す温度よりも高温で押出や延伸を行えばよい。
【0080】
まず、PETを準備する。PETは、次のいずれかのプロセスで製造される。すなわち、(1)テレフタル酸とエチレングリコールを原料とし、直接エステル化反応によって低分子量のポリエチレンテレフタレートまたはオリゴマーを得、さらにその後の三酸化アンチモンやチタン化合物を触媒に用いた重縮合反応によってポリマーを得るプロセス、(2)ジメチルテレフタレートとエチレングリコールを原料とし、エステル交換反応によって低分子量体を得、さらにその後の三酸化アンチモンやチタン化合物を触媒に用いた重縮合反応によってポリマーを得るプロセスである。ここで、エステル化は無触媒でも反応は進行するが、エステル交換反応においては、通常、マンガン、カルシウム、マグネシウム、亜鉛、リチウム、チタン等の化合物を触媒に用いて進行させ、またエステル交換反応が実質的に完結した後に、該反応に用いた触媒を不活性化する目的で、リン化合物を添加する場合もある。
【0081】
本発明の二軸配向ポリエステルフィルムの構成成分となるポリエステルに不活性粒子を含有させる場合には、エチレングリコールに不活性粒子を所定割合にてスラリーの形で分散させ、このエチレングリコールを重合時に添加する方法が好ましい。不活性粒子を添加する際には、例えば、不活性粒子の合成時に得られる水ゾルやアルコールゾル状態の粒子を一旦乾燥させることなく添加すると粒子の分散性がよい。また、不活性粒子の水スラリーを直接PETペレットと混合し、ベント式二軸混練押出機を用いて、PETに練り込む方法も有効である。不活性粒子の含有量を調節する方法としては、上記方法で高濃度の不活性粒子のマスターペレットを作っておき、それを製膜時に不活性粒子を実質的に含有しないPETで希釈して不活性粒子の含有量を調節する方法が有効である。
【0082】
PETとPEIを混合する方法としては、溶融押出前に、(1)PEI(A)とPEI(B)の混合物を予備溶融混練(ペレタイズ)、次に(2)(1)で得られた組成物とPETとの混合物を予備溶融混練(ペレタイズ)してマスターチップ化する、2段階の溶融混練が好ましく例示される。その場合、二軸押出機などのせん断応力のかかる高せん断混合機を用いて予備混練してマスターチップ化する方法が好ましい。二軸押出機で混合する場合、分散不良物を低減させる観点から、3条二軸タイプまたは2条二軸タイプのスクリューを装備したものが好ましい。2段階の溶融混練を用いることで、本来はPETに混合しにくいガラス転移温度が高いPEI(B)であるが、PEI(A)を介在させることにより、PET中に混合させやすくなる。
【0083】
本発明では、1段目の混練において、PEI(A)とPEI(B)とを混合する。この時PETを1〜5質量%添加すると、できたマスターチップの溶融粘度低下させることができ、2段目のPETとの溶融粘度差が小さくなり分散性が向上する。5質量%より多いとPETが劣化しやすくゲル化率が高くなる可能性がある。より好ましくは、2〜4質量%である。使用するPETとして、IVが0.8以上、好ましくは1.0以上の高粘度のPETを用いて溶融温度は300〜380℃の範囲で、好ましくは320〜350℃の範囲で、PEI(B)を高濃度に混合したマスターチップを作製することが好ましく、特に、PEI(A)/PEI(B)の混合質量比率を90/10〜10/90とするのが好ましく、より好ましい範囲は80/20〜20/80の範囲である。さらに好ましい範囲は80/20〜50/50の範囲である。さらに、1段目の混練で得られた組成物を、2段目の混練でPETに混合する。1段目の混練で得られたブレンドチップを150℃で3時間減圧乾燥して、2段目の混練を行う。1段目の混練において、PEI(A)/PEI(B)の混合質量比率を80/20〜50/50の範囲に制御することで、2段目の混練においてPETとPEIが相分離して混合不良になることを防ぐことができる。2段目の混練で、PET/(PEI(A)とPEI(B)のブレンド組成物)の混合質量比率を70/30〜30/70とするのが好ましく、より好ましい範囲は70/30〜40/60の範囲である。この方法は、高粘度PETによりせん断応力を高くして混合力を高めつつ、かつ、PEI(B)の混合量を調整してPETに対するPEI(B)の分散性を向上させたり、フィルム中における粗大異物を低減できて延伸性低下を抑制できたり、表面粗さが極度に大きくならないようにすることができるため、重要である。2段階の溶融混練では熱履歴が多くなるためPEI(B)のガラス転移温度が高いほど熱安定性が高くなり、フィルム製膜での長時間の押出安定性が向上し、また、劣化物による欠点が減少する。
【0084】
また一方、PETとガラス転移温度が低いPEI(A)との混合物を予備溶融混練(ペレタイズ)してマスターチップ化した組成物原料も作製しておき、適宜フィルム中のPEI(A)の含有量を調整することができる。また、PETとPEI(A)とを混合する場合、溶融粘度の差があるため、PEI(A)を高濃度に混合したマスターチップを作製することが好ましく、特に、PET/PEI(A)の混合質量比率を10/90〜70/30とするのが好ましく、より好ましい範囲は30/70〜60/40の範囲である。
【0085】
PETとPEI(A)を混練する際には、PET中にPEIを良好に分散させる観点から、加工温度が重要である。PETが熱分解しない温度でかつ、PEI(A)を加工するために十分な流動性を示す温度領域であることが重要である。具体的には、例えば280℃〜320℃が好ましい。PETとPEI(A)からなるマスターペレットを用いて本発明の二軸配向ポリエステルフィルムを作製した場合に、得られるフィルムに優れた機械物性および寸法安定性を付与するという観点から、PETとPEI(A)の加工温度は、より好ましくは、290〜315℃である。
【0086】
フィルム化する場合、通常の一軸押出機に該混合されたマスターチップ原料を投入して溶融製膜してもよいし、高せん断を付加した状態でマスターチップ化せずに直接にシーティングしてもよい。
【0087】
また、二軸押出機でペレタイズする場合、スクリュー回転数を100〜500回転/分とすることが好ましく、さらに好ましくは200〜400回転/分の範囲である。スクリュー回転数を好ましい範囲に設定することでも、高いせん断応力が付加され易く、分散不良物を低減しやすくなる。また、二軸押出機の(スクリュー軸長さ/スクリュー軸径)の比率は20〜60の範囲であることが好ましく、さらに好ましくは30〜50の範囲である。
【0088】
さらに、二軸スクリューにおいて、混練力を高めるためにニーディングパドルなどによる混練部を設けることが好ましく、その混練部を好ましくは2箇所以上、さらに好ましくは3箇所以上、特に4箇所以上設けたスクリュー形状にするとよい。この際、原料の混合順序には特に制限はなく、全ての原材料を配合後上記の方法により溶融混練する方法、一部の原材料を配合後上記の方法により溶融混練し、更に残りの原材料を配合し溶融混練する方法、あるいは一部の原材料を配合後単軸あるいは2軸の押出機により溶融混練中にサイドフィーダーを用いて残りの原材料を混合する方法など、いずれの方法を用いてもよい。また、プラスチック成形加工学会誌「成形加工」第15巻第6号、382〜385頁(2003年)に記載された超臨界流体を利用する方法なども好ましく例示することができる。
【0089】
混練部を4箇所以上設ける場合は、混練時間が長くなりやすいので、スクリュー回転数を300〜700回転/分として混練することが好ましく、さらに好ましくは400〜600回転/分で混練することが、ポリマーの熱劣化を少なくしつつ、分散性を向上させて本発明の効果を得る上で好ましい。
【0090】
次に、得られた上記のペレットを、180℃で3時間以上減圧乾燥した後、固有粘度が低下しないように窒素気流下あるいは減圧下で、ブレンドチップを十分に溶融させるために通常よりも比較的高めに設定した300〜330℃に加熱された押出機に供給し、スリット状のダイから押出し、キャスティングロール上で冷却して未延伸フィルムを得る。この際、異物や変質ポリマーを除去するために各種のフィルター、例えば、焼結金属、多孔性セラミック、サンド、金網などの素材からなるフィルターを用いることが好ましい。また、必要に応じて、定量供給性を向上させるためにギアポンプを設けてもよい。フィルムを積層する場合には、2台以上の押出機およびマニホールドまたは合流ブロックを用いて、複数の異なるポリマーを溶融積層する。
【0091】
次に得られた未延伸フィルムを二軸延伸し、二軸配向せしめる。延伸方法としては、逐次二軸延伸法又は同時二軸延伸法を用いることができる。
【0092】
例えば、逐次二軸延伸法を用いる場合は、最初に長手方向、次に幅方向の延伸を行う。長手方向の延伸は、通常ロールを用いて行われる。延伸温度は、用いるポリマーの種類によって適宜決定すればよいが、未延伸フィルムのポリエステルのガラス転移温度Tgを目安として決めることができる。また、ガラス転移温度(Tg)が不明瞭な場合や複数個のTgが存在する場合は、フィルムを構成する全てのポリエステルの中で最も含有量が多いポリエステルのTgを未延伸フィルムのTgとする。
【0093】
長手方向の延伸工程における温度は、(Tg−10℃)〜(Tg+25℃)の範囲であることが好ましく、より好ましくは(Tg)〜(Tg+10℃)で1段階もしくは2段階以上の多段階で行う。上記範囲より延伸温度が低い場合には、フィルム破れが多発して生産性が低下したり、再延伸性が低下したりして、高倍率に安定して延伸することが困難となることがある。また、上記範囲よりも延伸温度が高い場合には、十分に分子配向が進まず、製造したフィルムのヤング率が低下したりすることがある。
【0094】
延伸倍率は2〜8倍、好ましくは2.5〜7倍、さらに好ましくは3〜4倍の範囲、最も好ましくは3〜3.5倍の範囲で延伸することが本発明のフィルムが得られ易いので好ましい。つまり、本発明のフィルム構造には島部分が結節点として存在するため、応力ひずみ曲線において低倍率で応力が立ち上がりやすい。したがって、長手方向の延伸倍率を高くしすぎると、分子鎖の緊張や結晶化が過度に進行して、以降の延伸を施せないことがあるので、長手方向の延伸倍率を上記範囲に設定することが好ましい。
【0095】
幅方向の延伸は、テンターを用いて、2段階以上に温度勾配を設けて延伸することが好ましい。1段目では、(長手方向の延伸温度)〜(長手方向の延伸温度+30℃)の範囲の温度で、さらに好ましくは(長手方向の延伸温度+5℃)〜(長手方向の延伸温度+20℃)で延伸を行った後、該フィルムをさらに2段目では、(幅方向1段目の延伸温度+60℃)〜(幅方向1段目の延伸温度+100℃)で延伸することが好ましく、さらに(幅方向1段目の延伸温度+80℃)〜(幅方向1段目の延伸温度+100℃)で延伸することが好ましい。
【0096】
延伸温度が上記範囲を外れる場合には、熱量不足や結晶化の進みすぎによって、フィルム破れが多発して生産性が低下したり、十分に配向を高めることができず、強度が低下したりする場合がある。
【0097】
中でも本発明の二軸配向ポリエステルフィルムは島部分が結節点となるので、段階的に温度を高温化させて延伸する方が好ましい。特に幅方向2段目の温度条件を(幅方向1段目の延伸温度+60℃)〜(幅方向1段目の延伸温度+100℃)に設定することが好ましく、さらに好ましくは(幅方向1段目の延伸温度+80℃)〜(幅方向1段目の延伸温度+100℃)と設定することが本発明の高寸法安定性の効果を得る上で有効である。
【0098】
1段目と2段目の幅方向の延伸の間にロール延伸機などによる長手方向延伸を行ってもよい。その場合の温度は(幅方向の1段目の延伸温度+30℃)〜(幅方向の1段目の延伸温度+60℃)が好ましい。
【0099】
次にこの延伸フィルムを熱処理する。この場合の熱処理は温度180〜250℃、特に190〜220℃で1〜20秒間で行うことが好ましい。続いて、100〜180℃で中間冷却した後、フィルムを室温まで、必要なら縦及び横方向に弛緩処理を施しながら、フィルムを冷やして巻き取り、目的とする二軸配向ポリエステルフィルムを得る。このとき、縦又は横方向にさらに強度を高めたい場合には、前記熱処理を行う前に、縦・横方向に再延伸することが好ましい。この場合の延伸条件は、延伸温度を110〜150℃、延伸倍率を1.1〜1.8にすることが好ましい。
【0100】
次に同時二軸延伸装置での製造例を示す。この場合には、クリップの駆動方式がリニアモータ方式の延伸装置が好ましい。
【0101】
たとえば同時二軸延伸テンターに導いて、長手および幅方向に同時に二軸延伸を行う。延伸速度は長手、幅方向ともに100〜20,000%/分の範囲で行うのが好ましい。より好ましくは、500〜10,000%/分、さらに好ましくは2,000〜7,000%/分である。延伸速度が100%/分よりも小さい場合には、フィルムが熱にさらされる時間が長くなるため、特にエッジ部分が結晶化して延伸破れの原因となり製膜性が低下したり、十分に分子配向が進まず製造したフィルムのヤング率などの機械的物性が低下したりすることがある。また、20,000%/分よりも大きい場合には、延伸時点で分子間の絡み合いが生成しやすくなり、延伸性が低下して、高倍率の延伸が困難となることがある。
【0102】
延伸温度は、用いるポリマーの種類によって適宜決定すればよいが、例えば未延伸フィルムのポリエステルのガラス転移温度Tgを目安として決めることができる。長手方向および幅方向それぞれの1段目の延伸工程における温度は、Tg〜Tg+30℃の範囲であることが好ましく、より好ましくはTg+5℃〜Tg+20℃である。上記範囲より延伸温度が低い場合には、フィルム破れが多発して生産性が低下したり、再延伸性が低下して高倍率に安定して延伸することが困難となったりすることがある。また、上記範囲よりも延伸温度が高い場合には、特にエッジ部分が結晶化して延伸破れの原因となり製膜性が低下したり、十分に分子配向が進まず製造したフィルムのヤング率が低下したりすることがある。
【0103】
そして、ポリエステルフィルムの製造工程が多段延伸、すなわち再延伸工程を含む場合、1段目の延伸温度は上述のとおりであるが、2段目の延伸温度はTg+40℃〜Tg+120℃が好ましく、さらに好ましくはTg+60℃〜Tg+100℃である。最も好ましくはTg+80℃〜Tg+100℃である。延伸温度が上記範囲を外れる場合には、熱量不足や結晶化の進みすぎによって、フィルム破れが多発して生産性が低下したり、十分に配向を高めることができず強度が低下したりする場合がある。
【0104】
また、延伸倍率は、用いるポリマーの種類や延伸温度、延伸方法(多段延伸など)によって適宜決定すればよいが、例えば総面積延伸倍率(総縦延伸倍率×総横延伸倍率)は、20〜40倍の範囲になるようにすることが好ましい。より好ましくは25〜35倍である。長手方向、幅方向の一方向の総延伸倍率としては、2.5〜8倍が好ましく、より好ましくは、3〜7倍である。延伸倍率が上記範囲より小さい場合には、延伸ムラなどが発生しフィルムの加工適性が低下することがある。また、延伸倍率が上記範囲より大きい場合には、延伸破れが多発して、生産性が低下する場合がある。
【0105】
各方向に関して延伸を多段で行う場合、1段目の長手、幅方向それぞれにおける延伸倍率は、2〜4倍が好ましく、より好ましくは3〜3.8倍である。また、1段目における好ましい面積延伸倍率は4〜18倍であり、より好ましくは、7〜15倍である。これらの延伸倍率の値は、特に同時二軸延伸法を採用する場合に好適な値であるが、逐次二軸延伸法でも適用できる。本発明のフィルム構造には島部分が結節点として存在するため、応力ひずみ曲線において低倍率で応力が立ち上がりやすい。したがって、1段目の延伸倍率を高くしすぎると、分子鎖の緊張や結晶化が過度に進行して、2段目の延伸を施せないことがあるので、1段目の延伸倍率を上記範囲に設定することが好ましい。
【0106】
また、再延伸を行う場合の一方向における延伸倍率は、1.05〜2.5倍が好ましく、より好ましくは1.2〜1.8倍である。再延伸の面積延伸倍率としては、1.4〜4倍が好ましく、より好ましくは1.9〜3倍である。
【0107】
続いて、この延伸フィルムを緊張下または幅方向に弛緩しながら熱処理する。熱処理条件のうち、熱処理温度は、155〜205℃が好ましく、熱処理時間は0.5〜10秒の範囲で行うのが好ましい。熱処理工程を2段階以上の多段階で行うことが好ましく、特に、1段目の熱処理温度を好ましくは180〜205℃、さらに好ましくは180〜195℃に設定して、2段目の熱処理温度を1段目より低温にして、好ましくは155〜180℃、さらに好ましくは155〜170℃に設定するとよい。さらに、2段目の熱処理工程のみを幅方向に1〜5%の弛緩率で弛緩処理するとさらに好ましい。上述の多段階の熱処理工程によると、ヤング率などの機械物性や温度・湿度変化に対する寸法安定性を高めつつ、分子鎖緩和が効果的に進行するので、荷重が負荷された状態で保存したときの寸法変化を表す保存安定性を高めやすくなる。
【0108】
その後、フィルムエッジを除去し、コア上に巻き取る。そして、寸法安定性や保存安定性の効果をさらに高めるために、フィルムをコアに巻いた状態(ロール状フィルム)で、熱風オーブンなどで加熱処理することも好ましい。加熱処理の雰囲気温度は、フィルムのガラス転移温度(Tg)を目安にして決定することができ、(Tg−80)〜(Tg−30)℃の範囲、より好ましくは(Tg−75)〜(Tg−35)℃の範囲、さらに好ましくは(Tg−70)〜(Tg−40)℃の範囲である。好ましい処理時間は、10〜360時間の範囲、より好ましくは24〜240時間の範囲、さらに好ましくは72〜168時間の範囲である。多段階で行うロール状フィルムの加熱処理の合計時間が上記範囲内となるようにすることが好ましい。
【0109】
次に、磁気記録媒体を製造する方法を説明する。
【0110】
上記のようにして得られた磁気記録媒体用支持体(二軸配向ポリエステルフィルム)を、たとえば0.1〜3m幅にスリットし、速度20〜300m/min、張力50〜300N/mで搬送しながら、一方の面(A)に磁性塗料および非磁性塗料をエクストルージョンコーターにより重層塗布する。なお、上層に磁性塗料を厚み0.1〜0.3μmで塗布し、下層に非磁性塗料を厚み0.5〜1.5μmで塗布する。その後、磁性塗料および非磁性塗料が塗布された支持体を磁気配向させ、温度80〜130℃で乾燥させる。次いで、反対側の面(B)にバックコートを厚み0.3〜0.8μmで塗布し、カレンダー処理した後、巻き取る。なお、カレンダー処理は、小型テストカレンダー装置(スチール/ナイロンロール、5段)を用い、温度70〜120℃、線圧0.5〜5kN/cmで行う。その後、60〜80℃にて24〜72時間エージング処理し、1/2インチ(1.27cm)幅にスリットし、パンケーキを作製する。次いで、このパンケーキから特定の長さ分をカセットに組み込んで、カセットテープ型磁気記録媒体とする。
【0111】
ここで、磁性塗料などの組成は例えば以下のような組成が挙げられる。
【0112】
(磁性塗料の組成)
・強磁性金属粉末 : 100質量部
・変成塩化ビニル共重合体 : 10質量部
・変成ポリウレタン : 10質量部
・ポリイソシアネート : 5質量部
・2−エチルヘキシルオレート : 1.5質量部
・パルミチン酸 : 1質量部
・カーボンブラック : 1質量部
・アルミナ : 10質量部
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
(バックコートの組成)
・カーボンブラック(平均粒径20nm) : 95質量部
・カーボンブラック(平均粒径280nm): 10質量部
・アルミナ : 0.1質量部
・変成ポリウレタン : 20質量部
・変成塩化ビニル共重合体 : 30質量部
・シクロヘキサノン : 200質量部
・メチルエチルケトン : 300質量部
・トルエン : 100質量部
磁気記録媒体は、例えば、データ記録用途、具体的にはコンピュータデータのバックアップ用途(例えばリニアテープ式の記録媒体(LTO4やLTO5など))や映像などのデジタル画像の記録用途などに好適に用いることができる。
【0113】
(物性の測定方法ならびに効果の評価方法)
本発明における特性値の測定方法並びに効果の評価方法は次の通りである。
【0114】
(1)島部分の平均分散径
フィルムを(ア)長手方向に平行かつフィルム面に垂直な方向、(イ)幅方向に平行かつフィルム面に垂直な方向、(ウ)フィルム面に対して平行な方向に切断し、サンプルを超薄切片法で作製した。分散相のコントラストを明確にするために、オスミウム酸やルテニウム酸、リンタングステン酸などで染色してもよい。切断面を透過型電子顕微鏡(日立製H−7100FA型)を用いて、加速電圧100kVの条件下で観察し、2万倍で写真を撮影した。得られた写真をイメージアナライザーに画像として取り込み、直径が30nm以上の任意の100個の分散相(島部分)を選択し、必要に応じて画像処理を行うことにより、次に示すようにして分散相の大きさを求めた。(ア)の切断面に現れる各分散相のフィルム厚み方向の最大長さ(la)と長手方向の最大長さ(lb)、(イ)の切断面に現れる各分散相のフィルム厚さ方向の最大長さ(lc)と幅方向の最大長さ(ld)、(ウ)の切断面に現れる各分散相のフィルム長手方向の最大長さ(le)と幅方向の最大長さ(lf)を求めた。次いで、分散相の形状指数I=(lbの数平均値+leの数平均値)/2、形状指数J=(ldの数平均値+lfの数平均値)/2、形状指数K=(laの数平均値+lcの数平均値)/2とした場合、分散相の平均分散径を(I+J+K)/3とした。さらに、I、J、Kの中から、最大値を平均長径L、最小値を平均短径Dと決定した。
【0115】
なお、画像解析を行う場合の方法を示す。
【0116】
各試料の透過型電子顕微鏡写真をスキャナーにてコンピューターに取り込んだ。その後、専用ソフト(プラネトロン社製 Image Pro Plus Ver. 4.0)にて画像解析を行った。トーンカーブを操作することにより、明るさとコントラストを調整し、その後ガウスフィルターを用いて得た画像の高コントラスト成分の円相当径のうちランダムに分散径が30nm以上の100点観察し、上記の計算法に従い平均分散径を算出した。ここで、透過型電子顕微鏡写真のネガ写真を使用する場合には、上記スキャナーとして日本サイテックス社製 Leafscan 45 Plug-Inを用い、透過型電子顕微鏡のポジを使用する場合には、上記スキャナーとしてセイコーエプソン製GT−7600Sを用いるが、そのいずれでも同等の値が得られる。
【0117】
画像処理の手順及びパラメータ:
平坦化1回
コントラスト+30
ガウス1回
コントラスト+30、輝度−10
ガウス1回
平面化フィルター:背景(黒)、オブジェクト幅(20pix)
ガウスフィルター:サイズ(7)、強さ(10)
(2)分散径30nm以上の島部分の直径、長径と短径の比(長径/短径)
フィルムをフィルム面に対して平行な方向に切断し、サンプルを超薄切片法で作製した。分散相(島部分)のコントラストを明確にするために、オスミウム酸やルテニウム酸、リンタングステン酸などで染色してもよい。切断面を透過型電子顕微鏡(日立製H−7100FA型)を用いて、加速電圧100kVの条件下で観察し、2万倍で写真を撮影した。得られた写真をイメージアナライザーに画像として取り込み、任意の分散径30nm以上の100個の分散相を選択し、必要に応じて上記と同様の画像処理を行うことにより、次に示すようにして分散相の大きさを求めた。切断面に現れる各分散相のフィルム長手方向の最大長さ(lg)と幅方向の最大長さ(lh)を求めた。
【0118】
(島部分の長径、短径)
lgとlhの値の大きい方を長径(l)とし、値の小さい方を短径(d)とした。
【0119】
(島部分の直径)
観察される個々の島部分について、直径を(lg+lh)/2とした。
【0120】
(直径が30〜200nmである島部分の長径と短径の比(長径/短径)の平均)
直径が30〜200nmである島部分に対して、長径と短径の比(長径/短径)をl/dとし、100個の1/dの数値の平均値を求めた。
【0121】
(3)湿度膨張係数
フィルムの幅方向に対して、下記条件にて測定を行い、3回の測定結果の平均値を本発明における湿度膨張係数とした。
【0122】
・測定装置:島津製作所製熱機械分析装置TMA−50(湿度発生器:アルバック理工製湿度雰囲気調節装置HC−1)
・試料サイズ:フィルム長手方向10mm×フィルム幅方向12.6mm
・荷重:0.5g
・測定回数:3回
・測定温度:30℃
・測定湿度:40%RHで6時間保持し寸法を測定し時間40分で80%RHまで昇湿し、80%RHで6時間保持したあとフィルム幅方向の寸法変化量ΔL(mm)を測定した。次式から湿度膨張係数(ppm/%RH)を算出した。
【0123】
・湿度膨張係数(ppm/%RH)=106×{(ΔL/12.6)/(80−40)}
長手方向の湿度膨張係数についても、試料の方向を入れ替えて、上記と同様に測定する。
【0124】
(4)ゲル化率
ポリエステル樹脂組成物1gを凍結粉砕して直径300μm以下の粉体状とし減圧乾燥した。この試料を、オーブン中で、大気下300℃2.5時間処理する。これを500mlのオルトクロロフェノール(OCP)中、100℃の温度で0.5時間加熱溶解させる。続いて、ブフナー型ガラス濾過器(最大細孔の大きさ20〜30μm)で濾過し、洗浄・減圧乾燥する。濾過前後の濾過器の質量増分より、フィルターに残留したOCP不溶物の質量を算出し、OCP不溶物のポリエステル樹脂組成物質量(1g)に対する質量分率を求めゲル化率とした。
【0125】
(5)ガラス転移温度(Tg)
下記装置および条件で比熱測定を行い、JIS K7121(1987年)に従って決定した。
【0126】
・装置 :TA Instrument社製温度変調DSC
・測定条件:
・加熱温度 :270〜570K(RCS冷却法)
・温度校正 :高純度インジウムおよびスズの融点
・温度変調振幅:±1K
・温度変調周期:60秒
・昇温ステップ:5K
・試料重量 :5mg
・試料容器 :アルミニウム製開放型容器(22mg)
・参照容器 :アルミニウム製開放型容器(18mg)
なお、ガラス転移温度は下記式により算出する。
【0127】
ガラス転移温度=(補外ガラス転移開始温度+補外ガラス転移終了温度)/2
(6)融点(Tm)
示差走査熱量計としてセイコーインスツルメンツ社製DSC(RDC220)、データ解析装置として同社製ディスクステーション(SSC/5200)を用いて、サンプル約5mgをアルミニウム製受皿上300℃で5分間溶融保持し、急冷固化した後、室温から昇温速度20℃/分で昇温した。そのとき、観測される融解の吸熱ピークのピーク温度を融点(Tm)とした。
【0128】
(7)フィルム表面の欠点個数
48時間製膜した時点で得られたフィルムにおける長さ5m、幅1mの部分の表面を変更を通して、長手方向の大きさ5〜10mm程度の欠陥を目視で10視野観察する。この欠点個数の総数(50m2あたり)より、下記の基準で判断した。
【0129】
◎:3個未満
○:3個以上5個未満
△:5個以上10個未満
×:10個以上
(8)長時間押出安定性
150時間製膜した時点で得られたフィルムを(7)の同様にして欠点観察を行い下記基準で判断した。
【0130】
◎:48時間時点の欠点個数と同等以下
○:48時間時点の欠点個数から増加するが1.2倍未満
△:48時間時点の欠点個数から1.2倍以上増加、1.5倍増加未満
×:48時間時点の欠点個数から1.5倍以上の増加
(9)幅寸法測定
1m幅にスリットしたフィルムを、張力200Nで搬送させ、支持体の一方の表面(A)に下記組成の磁性塗料および非磁性塗料をエクストルージョンコーターにより重層塗布し(上層が磁性塗料で、塗布厚0.2μm、下層が非磁性塗料で塗布厚0.9μm)、磁気配向させ、乾燥温度100℃で乾燥させた。次いで反対側の表面(B)に下記組成のバックコートを塗布した後、小型テストカレンダー装置(スチール/ナイロンロール、5段)で、温度85℃、線圧2.0×105N/mでカレンダー処理した後、巻き取る。上記テープ原反を1/2インチ(12.65mm)幅にスリットし、パンケーキを作成した。次いで、このパンケーキから長さ200m分をカセットに組み込んで、カセットテープとした。
【0131】
(磁性塗料の組成)
・強磁性金属粉末 : 100質量部
〔Fe:Co:Ni:Al:Y:Ca=70:24:1:2:2:1(質量比)〕
〔長軸長:0.09μm、軸比:6、保磁力:153kA/m(1,922Oe)、飽和磁化:146Am2/kg(146emu/g)、BET比表面積:53m2/g、X線粒径:15nm〕
・変成塩化ビニル共重合体(結合剤) : 10質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・変成ポリウレタン(結合剤) : 10質量部
(数平均分子量:25,000,スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・ポリイソシアネート(硬化剤) : 5質量部
(日本ポリウレタン工業(株)製コロネートL(商品名))
・2−エチルヘキシルオレート(潤滑剤) : 1.5質量部
・パルミチン酸(潤滑剤) : 1質量部
・カーボンブラック(帯電防止剤) : 1質量部
(平均一次粒子径:0.018μm)
・アルミナ(研磨剤) : 10質量部
(αアルミナ、平均粒子径:0.18μm)
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
(非磁性塗料の組成)
・変成ポリウレタン : 10質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・変成塩化ビニル共重合体 : 10質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
・ポリイソシアネート : 5質量部
(日本ポリウレタン工業(株)製コロネートL(商品名))
・2−エチルヘキシルオレート(潤滑剤) : 1.5質量部
・パルミチン酸(潤滑剤) : 1質量部
(バックコートの組成)
・カーボンブラック : 95質量部
(帯電防止剤、平均一次粒子径0.018μm)
・カーボンブラック : 10質量部
(帯電防止剤、平均一次粒子径0.3μm)
・アルミナ : 0.1質量部
(αアルミナ、平均粒子径:0.18μm)
・変成ポリウレタン : 20質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・変成塩化ビニル共重合体 : 30質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・シクロヘキサノン : 200質量部
・メチルエチルケトン : 300質量部
・トルエン : 100質量部
カセットテープのカートリッジからテープを取り出し、下記恒温恒湿槽内へ図1のように作製したシート幅測定装置を入れ、幅寸法測定を行う。なお、図1に示すシート幅測定装置は、レーザーを使って幅方向の寸法を測定する装置で、磁気テープ9をフリーロール5〜8上にセットしつつ荷重検出器3に固定し、端部に荷重となる分銅4を吊す。この磁気テープ9にレーザー光10を照射すると、レーザー発振器1から幅方向に線状に発振されたレーザー光10が磁気テープ9の部分だけ遮られ、受光部2に入り、その遮られたレーザーの幅が磁気テープの幅として測定される。3回の測定結果の平均値を本発明における幅とする。
【0132】
・測定装置:(株)アヤハエンジニアリング社製シート幅測定装置
・レーザー発振器1、受光部2:レーザー寸法測定機 キーエンス社製LS−5040
・荷重検出器3:ロードセル NMB社製CBE1−10K
・恒温恒湿槽:(株)カトー社製SE−25VL−A
・荷重4:分銅(長手方向)
・試料サイズ:幅1/2inch×長さ250mm
・保持時間:5時間
・測定回数:3回測定する。
【0133】
(幅寸法変化率:寸法安定性)
2つの条件でそれぞれ幅寸法(lA、lB)を測定し、次式にて寸法変化率を算出する。具体的には、次の基準で寸法安定性を評価する。
【0134】
A条件で24時間経過後lAを測定して、その後B条件で24時間経過後にlBを測定する。テープカートリッジのはじめから30m地点から切り出したサンプル、100m地点から切り出したサンプル、170m地点から切り出したサンプルの3点を測定した。×を不合格とする。
【0135】
A条件:10℃10%RH 張力0.85N
B条件:29℃80%RH 張力0.55N
幅寸法変化率(ppm)=106×((lB−lA)/lA)
◎:幅寸法変化率の最大値が500(ppm)未満
○:幅寸法変化率の最大値が500(ppm)以上600(ppm)未満
△:幅寸法変化率の最大値が600(ppm)以上700(ppm)未満
×:幅寸法変化率の最大値が700(ppm)以上
(10)保存安定性
上記(9)と同様に、作製したカセットテープのカートリッジからテープを取り出し、次の2つの条件でそれぞれ幅寸法(lC、lD)を測定し、次式にて寸法変化率を算出する。
【0136】
具体的には、次の基準で寸法安定性を評価する。
【0137】
23℃65%RHで24時間経過後lCを測定して、40℃20%RHの環境下で10日間カートリッジを保管後、23℃65%RHで24時間経過後にlDを測定する。テープカートリッジのはじめから30m地点から切り出したサンプル、100m地点から切り出したサンプル、170m地点から切り出したサンプルの3点を測定した。×を不合格とする。
【0138】
幅寸法変化率(ppm)=106×(|lC−lD|/lC)
◎:幅寸法変化率の最大値が80(ppm)未満
○:幅寸法変化率の最大値が80(ppm)以上100(ppm)未満
△:幅寸法変化率の最大値が100(ppm)以上150(ppm)未満
×:幅寸法変化率の最大値が150(ppm)以上
(11)電磁変換特性
上記(9)と同様にカセットテープを作製し、C/Nの測定にはリールtoリールテスタを用い、市販のMRヘッドを搭載して下記の条件で実施した。
【0139】
相対速度:2m/sec
記録トラック幅:18μm
再生トラック幅:10μm
シールド間距離:0.27μm
記録用信号発生器:HP社製 8118A
再生信号処理:スペクトラムアナライザ
このC/Nを市販のLTO4テープ(富士フィルム社製)と比較して、−0.5dB以上は◎、−1dB以上−0.5dB未満は○、−2dB以上−1dB未満は△、−2dB未満は×と判定した。◎および○が望ましいが、△でも実用的には使用可能である。
【0140】
(12)直径が1〜30nmである島部分の測定
フィルムを(ア)長手方向に平行かつフィルム面に垂直な方向、(イ)幅方向に平行かつフィルム面に垂直な方向、(ウ)フィルム面に対して平行な方向に切断し、サンプルを超薄切片法で作製した。分散相のコントラストを明確にするために、オスミウム酸やルテニウム酸、リンタングステン酸などで染色してもよい。切断面を透過型電子顕微鏡(日立製H−7100FA型)を用いて、加速電圧100kVの条件下で観察し、50万倍で写真を撮影した。得られた写真をイメージアナライザーに画像として取り込み、必要に応じて画像処理を行うことにより、次に示すようにして島部分の直径を求めた。(ア)の切断面に現れる各分散相のフィルム厚み方向の最大長さ(La)と長手方向の最大長さ(Lb)、(イ)の切断面に現れる各分散相のフィルム厚さ方向の最大長さ(Lc)と幅方向の最大長さ(Ld)、(ウ)の切断面に現れる各分散相のフィルム長手方向の最大長さ(Le)と幅方向の最大長さ(Lf)を求めた。次いで、分散相の形状指数I=(Lb+Le)/2、形状指数J=(Ld+Lf)/2、形状指数K=(La+Lc)/2とした場合、島部分の直径を(I+J+K)/3とした。
【0141】
なお、画像解析を行う場合の方法を示す。
【0142】
各試料の透過型電子顕微鏡写真をスキャナーにてコンピューターに取り込んだ。その後、専用ソフト(プラネトロン社製 Image Pro Plus Ver. 4.0)にて画像解析を行った。トーンカーブを操作することにより、明るさとコントラストを調整し、その後ガウスフィルターを用いて得た画像の高コントラスト成分の島部分を観察し、上記の計算法に従い島部分の直径を算出した。ここで、透過型電子顕微鏡写真のネガ写真を使用する場合には、上記スキャナーとして日本サイテックス社製 Leafscan 45 Plug-Inを用い、透過型電子顕微鏡のポジを使用する場合には、上記スキャナーとしてセイコーエプソン製 GT−7600Sを用いるが、そのいずれでも同等の値が得られる。
【0143】
画像処理の手順及びパラメータ:
平坦化1回
コントラスト+30
ガウス1回
コントラスト+30、輝度−10
ガウス1回
平面化フィルター:背景(黒)、オブジェクト幅(20pix)
ガウスフィルター:サイズ(7)、強さ(10)
【実施例】
【0144】
本発明の実施形態を次の実施例に基づいて説明する。
【0145】
(参考例1)
テレフタル酸ジメチル194質量部とエチレングリコール124質量部とをエステル交換反応装置に仕込み、内容物を140℃に加熱して溶解した。その後、内容物を撹拌しながら酢酸マグネシウム四水和物0.3質量部および三酸化アンチモン0.05質量部を加え、140〜230℃でメタノールを留出しつつエステル交換反応を行った。次いで、リン酸トリメチルの5質量%エチレングリコール溶液を1質量部(リン酸トリメチルとして0.05質量部)添加した。リン酸トリメチルのエチレングリコール溶液を添加すると反応内容物の温度が低下する。そこで余剰のエチレングリコールを留出させながら反応内容物の温度が230℃に復帰するまで撹拌を継続した。このようにしてエステル交換反応装置内の反応内容物の温度が230℃に達した後、反応内容物を重合装置へ移行した。移行後、反応系を230℃から290℃まで徐々に昇温するとともに、圧力を0.1kPaまで下げた。最終温度、最終圧力到達までの時間はともに60分とした。最終温度、最終圧力に到達した後、2時間(重合を始めて3時間)反応させたところ、重合装置の撹拌トルクが所定の値(重合装置の仕様によって具体的な値は異なるが、本重合装置にて固有粘度0.62のポリエチレンテレフタレートが示す値を所定の値とした)を示した。そこで反応系を窒素パージし常圧に戻して重縮合反応を停止し、冷水にストランド状に吐出、直ちにカッティングして固有粘度0.62のポリエチレンテレフタレートのPETペレット(X)を得た。
【0146】
(参考例2)
参考例1で得たPETペレット(X)を160℃、4時間、3mmHgの減圧下で乾燥した後、220℃、8時間、133Pa以下の減圧度で固相重合反応を行い、固有粘度1.2のPETペレット(Y)を得た。
【0147】
(参考例3)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”のペレット50質量部とPETペレット(Y)を別々に180℃、3mmHgの減圧下にて6時間乾燥した。
【0148】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機をスクリューゾーンから押出ヘッド部にかけて270℃〜320℃に温度勾配を設定した。この押出機に減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)ブレンドペレット(Z)を作製した。
【0149】
(実施例1)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット75質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット25質量部と参考例2で得られたPETペレット(Y)3質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0150】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)−PET(混合比率75/25/3)ブレンドペレット(I)を作製した。
【0151】
次に、PETペレット(Y)の50質量部とブレンドペレット(I)の50質量部を別々に180℃、3mmHgの減圧下にて3時間乾燥した後、同様にして温度310℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)−PEI(XH6050)ブレンドペレット(II)を作製した。
【0152】
次いで、PETペレット(X)、ブレンドペレット(Z)およびブレンドペレット(II)を表2に示した含有量(質量%)となるように混合し、180℃で3時間、3mmHgの減圧下で乾燥した後、押出機に投入し、310℃にて溶融押出し、繊維焼結ステンレス金属フィルター(14μmカット)を通過させた後、Tダイからシート状に吐出し、該シートを表面温度25℃の冷却ドラム上に静電印加法により密着固化させ冷却し、未延伸フィルムを得た。未延伸フィルムのTgは83℃であった。
【0153】
この未延伸フィルムの両端部をクリップで把持して、リニアモーター方式の同時二軸延伸テンターに導き製膜した。フィルム温度を95℃に加熱し、面積延伸倍率12.25倍(縦倍率:3.5倍、横倍率:3.5倍)で同時二軸延伸した。続いて、フィルム温度を160℃にして、面積延伸倍率2.16倍(縦倍率:1.2倍、横倍率:1.8倍)で再延伸し、熱固定温度210℃で2秒間熱固定処理後、熱固定温度で長手方向と幅方向に2%の弛緩熱処理を行い、厚さ5μmの二軸延伸ポリエステルフィルムを得た。この二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0154】
(実施例2)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット80質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット20質量部と参考例2で得られたPETペレット(Y)5質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0155】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)−PET(混合比率80/20/3)ブレンドペレット(I)を作製したこと以外、実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0156】
(実施例3)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット75質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット25質量部と参考例2で得られたPETペレット(Y)1質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0157】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)−PET(混合比率75/25/1)ブレンドペレット(I)を作製したこと以外、実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0158】
(実施例4)
SABICイノベーティブプラスチック社製のPEI“UltemXH6050”ではなくソルベイアドバンストポリマーズ社製のPES“レーデル(RADEL)A グレードA−300A”(Tg=220℃)を使用したこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0159】
(実施例5)
PETペレット(X)、ブレンドペレット(Z)およびブレンドペレット(II)を表2に示した含有量(質量%)となるように混合する量を変更し、フィルム温度を160℃にして、面積延伸倍率2.16倍(縦倍率:1.2倍、横倍率:1.9倍)で再延伸した以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0160】
(実施例6)
PETペレット(X)、ブレンドペレット(Z)およびブレンドペレット(II)を表2に示した含有量(質量%)となるように混合する量を変更した以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして優れた特性を有していた。
【0161】
(比較例1)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)、PEI“UltemXH6050”(Tg=245℃)を用いないこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0162】
(比較例2)
SABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)を用いないこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0163】
(比較例3)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット50質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット50質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0164】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)(混合比率50/50)ブレンドペレット(I)を作製した。次に、PETペレット(Y)の50質量部とブレンドペレット(I)の50質量部を別々に180℃、3mmHgの減圧下にて3時間乾燥した後、同様にして温度320℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)−PEI(XH6050)ブレンドペレット(II)を作製したこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0165】
(比較例4)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット75質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット25質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0166】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)(混合比率75/25)ブレンドペレット(I)を作製した。次に、PETペレット(Y)の50質量部とブレンドペレット(I)の50質量部を別々に180℃、3mmHgの減圧下にて3時間乾燥した後、同様にして温度320℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)−PEI(XH6050)ブレンドペレット(II)を作製したこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0167】
(比較例5)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)のペレット75質量部とSABICイノベーティブプラスチック社製のPEI“UltemXH6050”(Tg=245℃)のペレット25質量部を別々に150℃、3mmHgの減圧下にて6時間乾燥した。
【0168】
日本製鋼所製のスクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5であるニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機を340℃に設定し減圧乾燥したペレットを供給し、スクリュー回転数300回転/分、滞留時間3分にて溶融押出してストランド状に吐出し、温度10℃の水で冷却した後、直ちにカッティングしてPEI(Ul1010)−PEI(XH6050)(混合比率75/25)ブレンドペレット(I)を作製した。次に、PETペレット(Y)の50質量部とブレンドペレット(I)の50質量部を別々に180℃、3mmHgの減圧下にて3時間乾燥した後、同様にして温度310℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてPET−PEI(Ul1010)−PEI(XH6050)ブレンドペレット(II)を作製したこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0169】
(比較例6)
フィルム温度を160℃にして、面積延伸倍率2.16倍(縦倍率:1.2倍、横倍率:1.6倍)で再延伸した以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0170】
(比較例7)
SABICイノベーティブプラスチック社製のPEI“Ultem1010−1000”(Tg=215℃)を用いないこと以外は実施例1と同様にして二軸配向ポリエステルフィルムを得た。これらの二軸配向ポリエステルフィルムの組成・特性等は、表1〜3に示したとおりであり、磁気記録媒体用のベースフィルムとして劣る特性を有していた。
【0171】
【表1】
【0172】
【表2】
【0173】
【表3】
【符号の説明】
【0174】
1:レーザー発振器
2:受光部
3:荷重検出器
4:荷重
5:フリーロール
6:フリーロール
7:フリーロール
8:フリーロール
9:磁気テープ
10:レーザー光
【特許請求の範囲】
【請求項1】
海島構造を有し、島部分の平均分散径が30〜200nmであり、フィルムの長手方向または幅方向の少なくとも一方向の湿度膨張係数が0〜6ppm/%RHであり、300℃2.5時間処理後のゲル化率が0〜15質量%である二軸配向ポリエステルフィルム。
【請求項2】
直径が30〜200nmである島部分を形成する非晶性樹脂のガラス転移温度が230℃〜400℃である、請求項1に記載の二軸配向ポリエステルフィルム。
【請求項3】
直径が30〜200nmである島部分を形成する非晶性樹脂が下記式(1)
【化1】
で示されるスルホニル基成分を有するポリエーテルイミドである、請求項1または2に記載の二軸配向ポリエステルフィルム。
【請求項4】
直径が30〜200nmである島部分を有し、この島部分の長径と短径の比(長径/短径)の平均が1〜20である、請求項1〜3のいずれかに記載の二軸配向ポリエステルフィルム。
【請求項5】
直径が1nm以上30nm未満である島部分を有する、請求項1〜4のいずれかに記載の二軸配向ポリエステルフィルム。
【請求項6】
直径が1nm以上30nm未満である島部分がポリエーテルイミドを含む、請求項5に記載の二軸配向ポリエステルフィルム。
【請求項7】
請求項1〜6のいずれかに記載の二軸配向ポリエステルフィルムを用いてなる磁気記録媒体。
【請求項1】
海島構造を有し、島部分の平均分散径が30〜200nmであり、フィルムの長手方向または幅方向の少なくとも一方向の湿度膨張係数が0〜6ppm/%RHであり、300℃2.5時間処理後のゲル化率が0〜15質量%である二軸配向ポリエステルフィルム。
【請求項2】
直径が30〜200nmである島部分を形成する非晶性樹脂のガラス転移温度が230℃〜400℃である、請求項1に記載の二軸配向ポリエステルフィルム。
【請求項3】
直径が30〜200nmである島部分を形成する非晶性樹脂が下記式(1)
【化1】
で示されるスルホニル基成分を有するポリエーテルイミドである、請求項1または2に記載の二軸配向ポリエステルフィルム。
【請求項4】
直径が30〜200nmである島部分を有し、この島部分の長径と短径の比(長径/短径)の平均が1〜20である、請求項1〜3のいずれかに記載の二軸配向ポリエステルフィルム。
【請求項5】
直径が1nm以上30nm未満である島部分を有する、請求項1〜4のいずれかに記載の二軸配向ポリエステルフィルム。
【請求項6】
直径が1nm以上30nm未満である島部分がポリエーテルイミドを含む、請求項5に記載の二軸配向ポリエステルフィルム。
【請求項7】
請求項1〜6のいずれかに記載の二軸配向ポリエステルフィルムを用いてなる磁気記録媒体。
【図1】

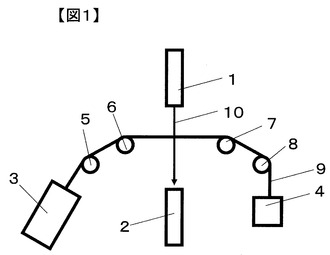
【公開番号】特開2012−102251(P2012−102251A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−252503(P2010−252503)
【出願日】平成22年11月11日(2010.11.11)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月11日(2010.11.11)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]