
二軸配向ポリエステルフィルムロールおよびその製造方法
【課題】自動車内外装、家具、家電製品、看板、化粧品ケース、宝飾品等の樹脂製品や樹脂部品の表面に意匠を付加する加飾シート等に好適なポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールの提供。
【解決手段】フィルム厚みが10μm以上38μm以下かつフィルム幅が900mm以上である、ポリエチレン−2,6−ナフタレンジカルボキシレ−トよりなる二軸配向ポリエステルフィルムロールで、面配向係数(NS)のフィルム幅方向における平均値が0.240以上0.254以下かつそのばらつきが2.0%以下で、フィルム厚み斑が製膜方向、幅方向とも15%以下で、その製造方法は、幅方向の延伸工程を前半と後半に分け、前半幅延伸速度、後半幅延伸速度がいずれも0.10延伸倍/秒以上0.41延伸倍/秒以下で、かつ延伸倍率が製膜方向、幅方向のいずれも3.0倍以上4.5倍以下である。
【解決手段】フィルム厚みが10μm以上38μm以下かつフィルム幅が900mm以上である、ポリエチレン−2,6−ナフタレンジカルボキシレ−トよりなる二軸配向ポリエステルフィルムロールで、面配向係数(NS)のフィルム幅方向における平均値が0.240以上0.254以下かつそのばらつきが2.0%以下で、フィルム厚み斑が製膜方向、幅方向とも15%以下で、その製造方法は、幅方向の延伸工程を前半と後半に分け、前半幅延伸速度、後半幅延伸速度がいずれも0.10延伸倍/秒以上0.41延伸倍/秒以下で、かつ延伸倍率が製膜方向、幅方向のいずれも3.0倍以上4.5倍以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二軸配向ポリエステルフィルムロールおよびその製造方法に関し、さらに詳しくは自動車内外装、家具、家電製品、看板、化粧品ケース、宝飾品等の樹脂製品や樹脂部品の表面に意匠を付加する加飾シート等に好適に用いることができる二軸配向ポリエステルフィルムロールおよびその製造方法に関する。
【背景技術】
【0002】
ポリエステルフィルムとしてポリエチレンテレフタレートが一般的に用いられているが、さらに耐熱性が求められる用途においてポリエチレン−2,6−ナフタレンジカルボキシレートフィルムが用いられている。二軸配向ポリエチレン−2,6−ナフタレンジカルボキシレ−トフィルムは、優れた耐熱性を有する反面、面方向にポリマーが配向し易いという特徴から層間剥離(デラミネーション)を起こし易く、ポリマーの面方向配向度合いを示す指標である面配向係数(以下NSと称することがある)を低くすることが有効であることが知られている。また、面配向係数を適度な低い値とするために、二軸延伸製膜工程での延伸倍率を低くすることや熱固定温度を高くすることなどの調整方法が知られている(特許文献1)。また面配向係数を高くしつつフィルム厚みを薄くする方法も検討されている(特許文献2)。しかしながら、延伸倍率を低くした場合はフィルムの厚み斑が悪化する傾向があり、また熱固定温度を高くするとフィルム幅方向における面配向係数のばらつきが大きくなることが新たに見出された。
【0003】
また、ポリエチレンテレフタレートなどのベースフィルムに、金属や酸化物などの無機蒸着膜を積層し、金属調、虹色調などの意匠を付与する加飾シートが知られている(特許文献3、4、5など)。近年、これらの加飾シートには、特に自動車内装用途などに用いられる場合、100℃以上の環境雰囲気での連続使用耐久性が求められるようになってきており、ポリエチレンテレフタレートよりも耐熱性が高いポリエチレン−2,6−ナフタレンジカルボキシレートをベースフィルムとして用いることが検討されている。しかしながら、二軸配向ポリエチレン−2,6−ナフタレンジカルボキシレ−トフィルムに無機蒸着膜を積層すると無機蒸着膜との接着性が低下しやすいことが新たに見出され、改善が求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−335344号公報
【特許文献2】国際公開第08/149770号パンフレット
【特許文献3】特開昭60−32645号公報
【特許文献4】特開平7−314631号公報
【特許文献5】特開2007−30249号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は従来技術が有する上記課題を解消する目的でなされたものであり、自動車内外装、家具、家電製品、看板、化粧品ケース、宝飾品等の樹脂製品や樹脂部品の表面に意匠を付加する加飾シート等に好適に用いることができ、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールを提供することにある。
【課題を解決するための手段】
【0006】
本発明者等は前記課題を解決するために鋭意検討した結果、フィルム厚みの薄いポリエチレン−2,6−ナフタレンジカルボキシレートフィルムにおいて高い熱固定温度で面配向係数を低くし、層間剥離を解消しようとすると、フィルム幅方向における面配向係数のばらつきが大きいこと、そのためポリエチレン−2,6−ナフタレンジカルボキシレートフィルムに無機蒸着膜を積層すると、フィルムの層間剥離により無機蒸着膜との接着性低下をひきおこすことを見出した。
【0007】
そして、かかる課題を解決するために、二軸配向フィルム製造時にテンターオーブン内で幅方向に延伸(以下、横延伸と称することがある)を行うに際し、従来着目されていなかった横延伸工程を前半と後半に分けた時の前半横延伸速度、後半横延伸速度のコントロールが重要で、特定の延伸倍率との組み合わせにより、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールが得られることを見出し、本発明を完成するに至った。
【0008】
すなわち本発明の目的は、フィルム厚みが10μm以上38μm以下かつフィルム幅が900mm以上である、ポリエチレン−2,6−ナフタレンジカルボキシレ−トよりなる二軸配向ポリエステルフィルムロールであって、下記式(1)で求められる面配向係数(NS)のフィルム幅方向における平均値が0.240以上0.254以下かつ該方向における面配向係数のばらつきが2.0%以下であり、
NS=(nMD+nTD)/2−nZ ・・・(1)
(式中、nMDは二軸配向ポリエステルフィルムロールの連続製膜方向の屈折率、nTDは該ロールの幅方向の屈折率、nZは該ロールのフィルム厚み方向の屈折率をそれぞれ表す)
フィルム厚み斑がフィルムロール連続製膜方向、幅方向とも15%以下である二軸配向ポリエステルフィルムロールによって達成される。
【0009】
また本発明は、本発明の二軸配向ポリエステルフィルムロールから得られる二軸配向ポリエステルフィルム、ならびにかかる二軸配向ポリエステルフィルムロールの製造方法として、連続製膜方向の延伸後にテンターオーブン内で幅方向に延伸を行う逐次二軸延伸工程において、幅方向の延伸工程を前半と後半に分けた時の下記式(2)で表わされる前半幅延伸速度、および下記式(3)で表わされる後半幅延伸速度がいずれも0.10延伸倍/秒以上0.41延伸倍/秒以下であり、
前半幅延伸速度=2×S×(B−A)÷A÷D (延伸倍/秒)・・・(2)
後半幅延伸速度=2×S×(C−B)÷A÷D (延伸倍/秒)・・・(3)
S:テンターオーブン入口でのフィルム速度 (mm/秒)
A:幅延伸入口幅 (mm)
B:幅延伸中間幅 (mm)
C:幅延伸最大幅 (mm)
D:幅延伸工程長さ (mm)
かつ延伸倍率がフィルムロールの連続製膜方向、幅方向のいずれも3.0倍以上4.5倍以下である二軸配向ポリエステルフィルムロールの製造方法を包含するものである。
【発明の効果】
【0010】
本発明によれば、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールを提供することができる。
【図面の簡単な説明】
【0011】
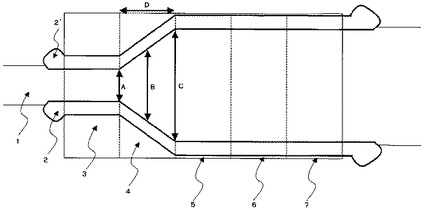
【図1】本発明に用いるフィルム製膜装置のテンターオーブンの平面図の一例である。
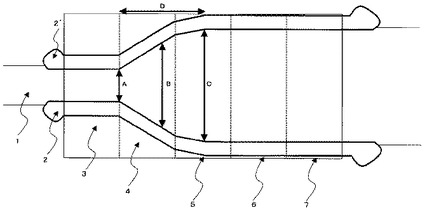
【図2】本発明に用いる熱固定ゾーンの一部を横延伸ゾーンとして用いるフィルム製膜装置のテンターオーブンの平面図の一例である。
【発明を実施するための形態】
【0012】
以下、本発明について詳細に説明する。
[ポリエチレン−2,6−ナフタレンジカルボキシレート]
本発明において二軸配向ポリエステルフィルムロールを構成するポリエチレン−2,6−ナフタレンジカルボキシレートは、全繰返し単位の95モル%以上がエチレン−2,6−ナフタレンジカルボキシレートからなるポリエステルであり、特にポリエチレン−2,6−ナフタレンジカルボキシレートの単独重合体(ホモポリマー)であることが好ましい。
【0013】
本発明におけるポリエチレン−2,6−ナフタレンジカルボキシレートは、従たる共重合成分が5モル%以下であるポリエチレン−2,6−ナフタレンジカルボキシレート共重合体であってもよい。かかる共重合成分として、分子内に2つのエステル形成性官能基を有する化合物が好ましく、例えば蓚酸、アジピン酸、フタル酸、セバシン酸、ドデカンジカルボン酸、イソフタル酸、テレフタル酸、1,4−シクロヘキサンジカルボン酸、4,4’−ジフェニルジカルボン酸、フェニルインダンジカルボン酸、テトラリンジカルボン酸、デカリンジカルボン酸、ジフェニルエーテルジカルボン酸などのジカルボン酸;p−オキシ安息香酸、p−オキシエトキシ安息香酸などのオキシカルボン酸;あるいはジエチレングリコール、トリメチレングリコール、テトラメチレングリコール、ヘキサメチレングリコール、シクロヘキサンメチレングリコール、ネオペンチルグリコール、ビスフェノールスルホンのエチレンオキサイド付加物、ビスフェノールAのエチレンオキサイド付加物、ポリエチレンオキシドグリコールなどの2価アルコール類等を用いることができる。
【0014】
これらの化合物は1種のみでなく2種以上を同時に用いることができる。また、これらの共重合成分の中で、酸成分としてはイソフタル酸、テレフタル酸、4,4’−ジフェニルジカルボン酸、p―オキシ安息香酸、グリコール成分としてはジエチレングリコール、トリメチレングリコール、ヘキサメチレングリコール、ネオペンチルグリコール、ビスフェノールスルホンのエチレンオキサイド付加物を好ましい例として挙げることができる。
【0015】
また、本発明におけるポリエチレン−2,6−ナフタレンジカルボキシレートは、例えば安息香酸、メトキシポリアルキレングリコールなどの一官能性化合物によって末端の水酸基および/またはカルボキシル基の一部または全部を封鎖したものであってもよく、あるいは極少量のグリセリン、ペンタエリスリトールなどの三官能以上のエステル形成性化合物で実質的に線状のポリマーが得られる範囲内で共重合したものであってもよい。
【0016】
本発明の二軸配向ポリエステルフィルムロールにおけるポリマーの構成成分は、ポリエチレン−2,6−ナフタレンジカルボキシレートの単独重合体又は共重合体を主成分とするが、他のポリエステルとの混合体であってもよい。混合体の場合、ポリマー中のエチレン−2,6−ナフタレンジカルボキシレート単位が全繰り返し単位の95モル%以上であることが好ましく、その場合にポリエチレン−2,6−ナフタレンジカルボキシレートフィルム本来の特性を極端に失うことがなく、絶縁特性、機械特性および熱寸法安定性を確保することができる。その他、ポリエステル以外の有機高分子との混合体であってもよいが、該有機高分子はポリマー全重量に対して5重量%以下の範囲であることが好ましい。
【0017】
ポリエチレン−2,6−ナフタレンジカルボキシレートに混合できるポリエステルとしては、ポリエチレンテレフタレート、ポリエチレンイソフタレート、ポリトリメチレンテレフタレート、ポリエチレン−4,4’−テトラメチレンジフェニルジカルボキシレート、ポリエチレン−2,7−ナフタレンジカルボキシレート、ポリトリメチレン−2,6−ナフタレンジカルボキシレート、ポリネオペンチレン−2,6−ナフタレンジカルボキシレート、ポリ(ビス(4−エチレンオキシフェニル)スルホン)−2,6−ナフタレンジカルボキシレート等のポリエステルを挙げることができ、これらの中でポリエチレンイソフタレート、ポリトリメチレンテレフタレート、ポリトリメチレン−2,6−ナフタレンジカルボキシレート、ポリ(ビス(4−エチレンオキシフェニル)スルホン)−2,6−ナフタレンジカルボキシレートが好ましく例示される。
【0018】
本発明においてポリエチレン−2,6−ナフタレンジカルボキシレート単独重合体、共重合体あるいは混合体として用いられるポリエステルは、一般に知られたポリエステル組成物の製造方法によって製造できる。例えば、ジカルボン酸とグリコールとの反応で直接低重合度ポリエステルを得るか、あるいはジカルボン酸の低級アルキルエステルとグリコールとをエステル交換反応で低重合度ポリエステルを得たのち、低重合度ポリエステルを重合触媒の存在下で更に重合させてポリエステルを得る方法で製造することができる。
【0019】
エステル交換反応に用いるエステル交換触媒としては、例えばナトリウム、カリウム、マグネシウム、カルシウム、亜鉛、ストロンチウム、チタン、ジルコニウム、マンガン、コバルトを含む化合物の一種または二種以上を挙げることができる。また、重合触媒としては、三酸化アンチモン、五酸化アンチモンのようなアンチモン化合物、二酸化ゲルマニウムで代表されるようなゲルマニウム化合物、テトラエチルチタネート、テトラプロピルチタネート、テトラフェニルチタネートまたはこれらの部分加水分解物、蓚酸チタニルアンモニウム、蓚酸チタニルカリウム、チタントリスアセチルアセトネートのようなチタン化合物を挙げることができる。
【0020】
エステル交換反応を経由して重合を行う場合は、重合反応前にエステル交換触媒を失活させる目的で、トリメチルホスフェート、トリエチルホスフェート、トリ−n−ブチルホスフェート、正リン酸等のリン化合物を添加することができる。ポリエチレン−2,6−ナフタレンジカルボキシレート中のリン化合物の好ましい含有量は、リン化合物中のリン元素として20ppm以上100ppm以下である。リン化合物の含有量が20ppm未満では、エステル交換反応触媒が完全に失活せず熱安定性が悪く、機械強度が低下することがある。一方、リン化合物の含有量が100ppmを超えると熱安定性が悪く、機械強度が低下する場合がある。
なお、ポリエステルは溶融重合後これをチップ化し、加熱減圧下または窒素などの不活性気流中において固相重合することもできる。
【0021】
本発明におけるポリエチレン−2,6−ナフタレンジカルボキシレートの固有粘度は、0.50dl/g以上0.90dl/g以下であることが好ましく、さらに好ましくは0.52dl/g以上0.85dl/g以下、特に好ましくは0.53dl/g以上0.80dl/g以下である。ポリエチレン−2,6−ナフタレンジカルボキシレートの固有粘度が下限値に満たないと溶融押出後のフィルムが脆くなり、フィルムの製膜時に破断が発生し易くなる。また、ポリエチレン−2,6−ナフタレンジカルボキシレートの固有粘度が上限値を超えるとポリマーの重合度をかなり高くする必要があり、通常の合成手法では重合に長時間を要し生産性が低下することがある。
【0022】
[添加剤]
本発明のポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールには、フィルム表面を滑らせハンドリング性を良好にするために滑剤を含有させてもよい。滑剤としては、有機物、無機物いずれの滑剤を用いてもよいが、無機物の滑剤を用いることがより好ましい。無機物の滑剤としては、例えば酸化チタン、硫酸バリウム、炭酸カルシウム、二酸化珪素、アルミナの粒子を挙げることができる。分散性と滑り性の観点から、滑剤として、好ましくは平均粒径0.1〜5.0μm、さらに好ましくは0.2〜4.0μmの粒子を用いる。粒子の形状は、板状、球状いずれであってもよいが、滑剤の中には水分を吸着し易いものや配位し易いものがあり、滑剤により持ち込まれた水分がフィルムの分子量を低下させ、耐熱性の低下や高温・多湿の条件において長時間使用した場合の機械的性質の低下につながることがあるため、吸着水や配位水の少ない構造、組成のものが好ましい。滑剤として特に好ましいものは、炭酸カルシウム、真球状シリカである。
また滑剤以外にも、必要に応じてさらに性能を上げるために、従来公知の各種添加剤を含有してもよく、例えば、白色顔料、黒色顔料、耐加水分解剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤を添加することができる。
【0023】
白色顔料としては酸化チタン、硫酸バリウム、炭酸カルシウムを、黒色顔料としてはカーボンブラックを例示できる。耐加水分解剤としては、オキサゾリン系化合物、カルボジイミド系化合物を例示することができる。酸化防止剤としては、例えばヒンダードフェノール系化合物を、紫外線吸収剤としては、例えばベンゾトリアゾール系化合物、トリアジン系化合物を例示することができる。
これらの添加剤はフィルムに塗布する方法で機能を付与してもよく、あるいは該ポリエステルフィルム自体を多層構成とし、その少なくとも1層にこれらの剤を添加する方法でもよい。
【0024】
[製造方法]
本発明の製造方法について説明する。なお、ポリエチレン−2,6−ナフタレンジカルボキシレートのガラス転移温度をTg、融点をTmと表記することがある。また、フィルムの製膜方向に関しては、製膜時のフィルム連続製膜方向を縦方向、長手方向、流れ方向、MD方向と称することがあり、またフィルム連続製膜方向と直交する方向を横方向、幅方向、TD方向と称することがある。
【0025】
本発明のポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールは、請求項に記載されている工程以外の部分については、従来公知の製膜法に準拠して製造することができる。以下にその一例を示す。
まず、原料のポリエチレン−2,6−ナフタレンジカルボキシレート樹脂を押出機のスリットダイよりフィルム状に溶融押出し、キャスティングドラムで冷却固化させて未延伸フィルムとし、得られた未延伸フィルムを二軸方向に逐次延伸する。かかる未延伸フィルムをロール加熱、赤外線加熱等で加熱し、フィルム連続製膜方向に延伸(以下、縦延伸と称することがある)して縦延伸フィルムを得る。この延伸は2個以上のロールの周速差を利用して行うのが好ましい。縦延伸時の延伸温度はポリエチレン−2,6−ナフタレンジカルボキシレート樹脂のTg以上の温度、さらにはTg〜(Tg+70℃)の範囲の温度とするのが好ましい。縦延伸後のフィルムは、続いてテンターオーブンに導かれ、テンターオーブン内で幅方向に延伸し(以下、横延伸と称することがある)、熱固定を順次施して二軸配向ポリエステルフィルムとし、ロール形状に巻いてポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールが得られる。横延伸処理はポリエチレン−2,6−ナフタレンジカルボキシレートのTgより高い温度から始め、そしてTgより(5〜70)℃高い温度まで昇温しながら行う。横延伸過程での昇温は連続的でも段階的(逐次的)でもよいが、通常逐次的に昇温する。例えばテンターの横延伸ゾーンをフィルム走行方向に沿って複数に分け、ゾーン毎に所定温度の加熱媒体を流すことで昇温する。
【0026】
フィルムが多層構成の場合は、各層の原料を必要に応じて乾燥させた後、各々を別々の押出機で溶融混合し、フィードブロックを用いて積層した後、スリットダイに展開して未延伸フィルムを得る同時多層押出法で実施し、その後の二軸延伸は上述の方法に従って製膜し、ロールを得ることができる。
【0027】
延伸倍率は、連続製膜方向、幅方向のいずれも3.0倍以上4.5倍以下の範囲で行うことが必要であり、好ましくは3.3倍以上4.2倍以下である。下限値より低い延伸倍率ではフィルムの厚み斑が低下する。他方、延伸倍率が上限値を超えるとフィルムの面配向が強くなり過ぎ、層間剥離が発生しやすくなり、積層された無機蒸着膜などとの接着性が低下する。
なお、本発明の二軸配向ポリエステルフィルムは二軸延伸後で二軸配向ポリエステルロールを形成する前の状態のもの、ロールから得られるフィルム連続製膜方向に長尺な状態のもの、ロールから一定サイズに切り出された状態のものを包含している。
【0028】
ポリエチレン−2,6−ナフタレンジカルボキシレートフィルムには、無機蒸着膜との接着性を向上させるために易接着性のコーティングを施してもよい。易接着性コーティング層の構成材としては、ポリエチレン−2,6−ナフタレンジカルボキシレートと無機蒸着膜の双方に優れた接着性を示す材であることが好ましく、例えばポリエステル樹脂やアクリル樹脂を例示することができ、さらに架橋成分を含有することが好ましい。コーティングは一般的な既知のコーティング方法を用いることができる。好ましくは、延伸可能なポリエチレン−2,6−ナフタレンジカルボキシレートフィルムに、前述のコーティング層の構成成分を含む水性液を塗布した後、乾燥、延伸し、熱処理するインラインコーティング法で行う。このとき、フィルム上に形成された塗膜の厚さは0.01〜1μmであることが好ましい。
【0029】
次に、本発明の特性の二軸配向ポリエステルフィルムロールを得るために特徴的な製造工程について、第1図、第2図を用いて説明する。
第1図は本発明に用いるフィルム製膜装置のテンターオーブンの平面図の一例である。フィルム1はクリップ2、2´で両端を把持され、テンターオーブンの予熱ゾーン3、横延伸ゾーン4、熱固定ゾーン5、温度遷移ゾーン6、冷却ゾーン7を経て、下流の巻取り機(図示せず)に導かれ、ロール状に巻き取られる。
【0030】
本発明の面配向係数の均一性を得るためには、連続製膜方向の延伸後、テンターオーブン内で行う幅方向の延伸工程(横延伸工程)を前半と後半に分けた時の前半幅延伸速度、後半幅延伸速度のコントロールが重要であり、特定の延伸倍率との組み合わせにより、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールを製造することができる。
【0031】
クリップ2、2´で両端を把持されたフィルムは、クリップの間隔を徐々に広げることにより幅方向に延伸される。その際の幅延伸工程を前半と後半に分け、クリップ間隔を広げ始める直前のクリップ間隔である幅延伸入口幅をA、クリップ間隔が最大となるクリップ間隔である幅延伸最大幅をC、AとCの中間位置のクリップ間隔にあたる幅延伸中間幅をBとし、AからBを前半、BからCを後半とする。またA位置からC位置における連続製膜方向長さを幅延伸工程長さD、テンターオーブン入口でのフィルム速度をSとした時、前半幅延伸速度は下記式(2)で表わされ、また後半幅延伸速度は下記式(3)で表わされる。
前半幅延伸速度=2×S×(B−A)÷A÷D (延伸倍/秒)・・・(2)
後半幅延伸速度=2×S×(C−B)÷A÷D (延伸倍/秒)・・・(3)
S:テンターオーブン入口でのフィルム速度 (mm/秒)
A:幅延伸入口幅 (mm)
B:幅延伸中間幅 (mm)
C:幅延伸最大幅 (mm)
D:幅延伸工程長さ (mm)
【0032】
式(2)で表わされる前半幅延伸速度、式(3)で表わされる後半幅延伸速度は、いずれも0.10延伸倍/秒以上0.41延伸倍/秒以下であることが必要であり、好ましくは0.12延伸倍/秒以上0.38延伸倍/秒以下、さらに好ましくは0.20延伸倍/秒以上0.38延伸倍/秒以下である。前半幅延伸速度、後半幅延伸速度のどちらか一方でも上限値を超えた場合、フィルム幅方向における面配向係数のばらつきが大きくなる傾向があり、フィルムロールの面配向係数が高い部分でデラミネーションが発生しやすくなり、フィルム上に積層される無機蒸着膜などとの接着性が低下する。
【0033】
フィルム幅方向の延伸工程における幅延伸速度が上述の範囲を満たしていない場合、フィルム幅方向において面配向係数のばらつきが大きくなる傾向はフィルム厚みの薄いポリエチレン−2,6−ナフタレンジカルボキシレートフィルムにおいて熱固定温度が高いほど顕著である。かかる面配向係数のばらつきについて、熱固定温度を後述する好ましい範囲の下限値より低くすればある程度は緩和できるものの、その場合は熱固定ゾーンでの結晶化緩和が不十分であるため面配向が強くなりすぎ、デラミネーションが発生しやすくなる。
また、前半幅延伸速度、後半幅延伸速度を小さくしすぎるとフィルムの製膜速度が遅く生産性が低下するため、0.20延伸倍/秒以上で行うのが現実的である。
【0034】
本発明の面配向係数の均一性を得るために、前半幅延伸速度、後半幅延伸速度のいずれも上限値以下にする必要がある理由として、前半と後半を合わせた幅延伸速度の平均値でもって上限値以下の延伸速度となるように調整したとしても、例えば前半幅延伸速度が上限値より大きく、後半幅延伸速度が上限値より小さいと、上限値を超える幅延伸速度で横延伸される時に生じる横延伸応力の方が大きく、それに起因する縦方向の収縮応力がフィルム幅方向の面配向係数のばらつきに対して支配的に働くためと考えられる。
【0035】
前半幅延伸速度および後半幅延伸速度を上限値以下に小さくするためには、前述したフィルム速度Sを従来よりも小さくし、幅延伸工程長さDを従来よりも長くすることで得られる。設備上の制約で幅延伸工程長さDを長くできない場合は、横延伸ゾーンに続く熱固定ゾーンの一部を横延伸ゾーンとして用いる方法を好適に用いることができる。
【0036】
第2図は熱固定ゾーンの一部を横延伸ゾーンとして用いる場合のフィルム製膜装置のテンターオーブン平面図の一例である。熱固定ゾーンの一部を横延伸ゾーンとして用いることにより、幅延伸工程長さDを長くすることができる。
【0037】
また、熱固定ゾーン5での熱固定処理は、ポリエチレン−2,6−ナフタレンジカルボキシレート樹脂の融点より15〜30℃低い温度で行うことが好ましい。なお、熱固定処理温度を何段階かに分ける場合は、熱固定の最高温度部がかかる熱固定温度範囲であることが好ましい。また、さらに好ましい熱固定処理の温度は、融点より18〜25℃低い温度である。
【0038】
熱固定処理を下限値より低い温度で行うと、熱固定ゾーンでの結晶化緩和が不十分で面配向が強くなり過ぎ、デラミネーションが発生しやすくなり接着性が低下する。一方、熱固定処理を上限値を超える温度で行うと、熱固定ゾーンでフィルムが軟化するために横延伸工程で生じる幅方向の延伸応力、連続製膜方向の収縮応力によりフィルムの幅方向センター部が両エッジ部より上流方向に引張られ、フィルム幅方向の両エッジ部の面配向が強くなる傾向がある。つまり、センター部より両エッジ部の面配向係数が大きくなり、面配向係数の幅方向位置によるばらつきが大きくなる。また、厚み斑も悪化する。なお、幅方向の熱収縮率を調整するために、熱固定ゾーンの後半でクリップ位置を幅方向に狭める幅方向の幅入れを行ってもよく、その幅入れ率は10%以内であれば、本発明の効果には影響を及ぼさない。
【0039】
[フィルムロール]
本発明の二軸配向ポリエステルフィルムロールは、フィルム厚みが10μm以上38μm以下で、かつフィルム幅が900mm以上であるサイズのロールである。
ポリエチレン−2,6−ナフタレンジカルボキシレートよりなる二軸配向ポリエステルフィルムは、種々の目的に応じてフィルム厚みおよびフィルム幅が選択され、自動車内外装、家具、家電製品、看板、化粧品ケース、宝飾品等の樹脂製品や樹脂部品の表面に意匠を付加する加飾シート等は、用いられる面積が大きいことから、かかるフィルム幅のフィルムロールが汎用される。
【0040】
フィルム厚みが下限値より薄い場合は、フィルムに腰がなくなり取り扱いが難しくなることに加え、薄いフィルムを生産性よく製造するためにはフィルム速度Sを大きくする必要があり、その場合、下限値よりも薄いフィルムは上述のように幅延伸速度が大きくなるとフィルム幅方向における面配向係数のばらつきが大きくなる。一方、本発明の課題との関係で、フィルム厚みが上限値より厚い場合は本発明の課題が生じにくい他、フィルムロールに無機膜を蒸着する場合、フィルムが厚くなると同じ体積のフィルムロール当たりの巻き長さが短くなり、生産性の低下につながる。
【0041】
[面配向係数]
本発明の二軸配向ポリエステルフィルムロールは、面配向係数(NS)のフィルム幅方向における平均値が0.240以上0.254以下であり、かつ該方向における面配向係数のばらつきが2.0%以下である。
ここで、面配向係数とはフィルム面方向におけるポリマーの配向度合いを示す指標であり、かかる面配向係数は、アッベ屈折計を用い、ナトリウムD線(589nm)を光源として屈折率を測定し、下式(1)により求めた値である。
NS=(nMD+nTD)/2−nZ ・・・(1)
(式中、nMDは二軸配向ポリエステルフィルムロールの連続製膜方向の屈折率、nTDは該ロールの幅方向の屈折率、nZは該ロールのフィルム厚み方向の屈折率をそれぞれ表す)
【0042】
フィルム幅方向における面配向係数の平均値が下限値より低い場合、面方向のポリマー配向が十分でないために厚み斑が低下する。一方、フィルム幅方向における面配向係数の平均値が上限値より高い場合、フィルムの面配向が強くなり過ぎ、デラミネーションが発生しやすくなり接着性が低下する。
【0043】
また、フィルム幅方向における面配向係数のばらつきは、フィルム厚みが薄く、フィルム幅が広い二軸配向ポリエステルフィルムロールにおいて生じやすく、かかるばらつきが上限値より大きいと部分的に面配向係数が高い箇所が存在し、その部分において無機蒸着膜などとの接着性が低下する。
かかる面配向係数の平均値およびばらつきは、製造方法において詳述したように、連続製膜方向および幅方向の延伸倍率、幅方向の延伸工程の延伸速度、さらに熱固定温度を制御することで得られる。
【0044】
[フィルム厚み斑]
本発明の二軸配向ポリエステルフィルムロールは、フィルム厚み斑がフィルムロール連続製膜方向、幅方向とも15%以下であり、好ましくは12%以下、さらに好ましくは10%以下である。かかる範囲内でフィルム厚み斑は小さい方がより好ましいが、面配向係数の均一性と両立させる関係で下限値は5%であることが好ましい。
フィルム厚み斑が上限値を超える場合、フィルム上に加工する無機蒸着膜などにも厚み斑や品質斑が生じ、接着性が低下する。
【実施例】
【0045】
以下、実施例を挙げて本発明を詳細に説明する。評価方法を以下に示す。なお、重量部を部、重量%を%と略記することがある。
【0046】
(1)固有粘度(η)
サンプル0.6gをオルソクロロフェノール50ml中に加熱溶解した後、一旦冷却させ、遠心分離機により滑剤等の無機物を取り除き、35℃の温度にて測定した溶液粘度から、下式(4)で計算した値を固有粘度(η)として用いた。
ηsp/C=[η]+K[η]2・C ・・・(4)
ここで、ηsp=(溶液粘度/溶媒粘度)−1であり、Cは、溶媒100mlあたりの溶解ポリマー重量(g/100ml)、Kはハギンス定数である。また、溶液粘度、溶媒粘度はオストワルド粘度計を用いて測定した。単位は[dl/g]で示す。
【0047】
(2)ガラス転移温度、融点
サンプル約20mgを測定用のアルミニウム製パンに封入して示差熱量計(TA Instruments社製、DSCQ100)に装着し、25℃から20℃/分の速度で300℃まで昇温させ、300℃で3分間保持した後取り出し、直ちに氷の上に移して急冷した。このパンを再度示差熱量計に装着し、25℃から20℃/分の速度で昇温させて、それぞれのガラス転移温度Tg(単位:℃)、融点Tm(単位:℃)を測定した。
【0048】
(3)フィルム厚み
フィルムロールから、全幅方向に均等な間隔で10点の3cm角のフィルムサンプルを切り出し、エレクトリックマイクロメーター(アンリツ製 K−402B)にて厚みを測定し、10点の平均値をフィルム厚みとした。
【0049】
(4)フィルム厚み斑
フィルム連続製膜方向のフィルム厚み斑測定は幅2cm×2m長、フィルム幅方向のフィルム厚み斑測定は連続製膜方向2cm×ロール幅長となるようにサンプルを3点ずつ切り出し、各サンプルの厚みを電子マイクロメーター及びレコーダー(K−312A,K310B、安立電気(株)製)を使用して連続的に測定した。それらの中でのフィルム厚みの最大値と最小値を読み取り、その差と上記(3)で測定したフィルム厚みから下式(5)で求めた値の3点平均をフィルム厚み斑とした。
厚み斑=(厚み最大値−厚み最小値)÷フィルム厚み×100 (%)・・・(5)
求めた厚み斑より以下の基準で4段階評価を行い、◎と○を厚み斑良好とした。
◎: フィルム厚み斑が10%以下
○: フィルム厚み斑が10%を超え、15%以下
△: フィルム厚み斑が15%を超え、20%以下
×: フィルム厚み斑が20%を越える
【0050】
(5)フィルム幅方向における面配向係数の平均値およびばらつき
フィルムロールから全幅方向に均等な間隔で10点の3cm角のフィルムサンプルを切り出し、アッベ屈折計を用い、ナトリウムD線(589nm)を光源として連続製膜方向、幅方向およびフィルム厚み方向について屈折率を測定し、下式(1)により面配向係数(NS)を求めた。
NS=(nMD+nTD)/2−nZ ・・・(1)
(式中、nMDは二軸配向ポリエステルフィルムロールの連続製膜方向の屈折率、nTDは該ロールの幅方向の屈折率、nZは該ロールのフィルム厚み方向の屈折率をそれぞれ表す)
フィルム幅方向における面配向係数の平均値は測定した10点の平均値より求めた。また、フィルム幅方向における面配向係数のばらつきは、測定した10点の標準偏差から下式(6)によって求めた。
フィルム幅方向における面配向係数のばらつき=10点の標準偏差÷10点の面配向係数の平均値×100 (%)・・・(6)
求めたばらつきより以下の基準で4段階評価を行い、◎と○をフィルム幅方向における面配向係数のばらつきが良好であると判断した。
◎: 面配向係数のばらつきが1.0%以下
○: 面配向係数のばらつきが1.0%を超え、2.0%以下
△: 面配向係数のばらつきが2.0%を超え、3.0%以下
×: 面配向係数のばらつきが3.0%を越える
【0051】
(6)接着性
フィルムロールから全幅方向に均等な間隔で10点の5cm角のフィルムサンプルを切り出し、それぞれのサンプルに約50nmの厚さにアルミニウム蒸着膜を積層した。アルミニウム蒸着膜上に1mm2のクロスカットを100個入れ、ニチバン株式会社製セロハンテープをその上に貼り付け、ゴムローラーを用いて荷重19.6Nで3往復させ、押し付けた後、90度方向にロハンテープを剥離し、アルミニウム蒸着膜の残存した個数により、以下の基準で4段階評価を行った。フィルム幅方向の10点測定のうち、最も悪い結果をそのフィルムロールの接着性とし、◎と○を接着性良好と判断した。
◎: 残存個数100個
○: 残存個数80〜99個
△: 残存個数50〜79個
×: 残存個数0〜49個
【0052】
[実施例1〜13、比較例1〜11]
2,6−ナフタレンジカルボン酸ジメチル100部、エチレングリコール60部、エステル交換触媒として酢酸マンガン四水塩0.03部を用い、滑剤として平均粒径0.5μmの炭酸カルシウム粒子をポリエチレン−2,6−ナフタレンジカルボキシレート樹脂組成物の重量を基準として0.25重量%、平均粒径0.2μmの球状シリカ粒子を0.06重量%、および平均粒径0.1μmの球状シリカ粒子を0.1重量%含有するように添加して、常法に従ってエステル交換反応をさせた後、トリエチルホスホノアセテート0.042部を添加して実質的にエステル交換反応を終了させた。
【0053】
ついで、三酸化アンチモン0.024部を添加し、引き続き高温、高真空化で常法にて重合反応を行い、固有粘度0.60dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート(PEN; ガラス転移点=121℃、融点=267℃)を得た。このPENポリマーを175℃で5時間乾燥させた後、押出機に供給し、溶融温度300℃で溶融し、ダイスリットより押出し後、表面温度55℃に設定したキャスティングドラム上で冷却固化させて未延伸フィルムを作成した。
この未延伸フィルムを130℃で連続製膜方向に表1に記載した倍率で縦延伸した。その後、140℃で幅方向に表1に記載した倍率、および表1に記載のフィルム速度、前半幅延伸速度、後半幅延伸速度が得られるように調整して横延伸し、さらに表1に記載の熱固定温度で熱固定処理し、表1に記載のフィルム厚み、固有粘度0.56dl/gの二軸配向ポリエチレン−2,6−ナフタレンジカルボキシレートフィルムを得て親ロールに巻き取った。
【0054】
得られた親ロールから、1000mm幅×10000m長の製品ロールを2本取りでスリットし、ポリエチレン−2,6−ナフタレンジカルボキシレートよりなる二軸配向ポリエステルフィルムロールを得た。
得られた二軸配向ポリエステルフィルムロールの物性および評価結果を表1に示す。表1から明らかなように、本発明のフィルム厚み斑、フィルム幅方向における面配向係数の平均値およびばらつき特性を有することにより、フィルムにデラミネーションがなく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートよりなる二軸配向ポリエステルフィルムロールを得ることができた。
【0055】
【表1】

【産業上の利用可能性】
【0056】
本発明のポリエチレン−2,6−ナフタレンジカルボキシレートよりなる二軸配向ポリエステルフィルムロールは、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるため、自動車内外装、家具、家電製品、看板、化粧品ケース、宝飾品等の樹脂製品や樹脂部品の表面に意匠を付加する加飾シート等に好適に用いることができる。
【符号の説明】
【0057】
1: フィルム
2,2’: クリップ
3: テンターオーブンの予熱ゾーン
4: テンターオーブンの横延伸ゾーン
5: テンターオーブンの熱固定ゾーン
6: テンターオーブンの温度遷移ゾーン
7: テンターオーブンの冷却ゾーン
A:幅延伸入口幅
B:幅延伸中間幅
C:幅延伸最大幅
D:幅延伸工程長さ
【技術分野】
【0001】
本発明は、二軸配向ポリエステルフィルムロールおよびその製造方法に関し、さらに詳しくは自動車内外装、家具、家電製品、看板、化粧品ケース、宝飾品等の樹脂製品や樹脂部品の表面に意匠を付加する加飾シート等に好適に用いることができる二軸配向ポリエステルフィルムロールおよびその製造方法に関する。
【背景技術】
【0002】
ポリエステルフィルムとしてポリエチレンテレフタレートが一般的に用いられているが、さらに耐熱性が求められる用途においてポリエチレン−2,6−ナフタレンジカルボキシレートフィルムが用いられている。二軸配向ポリエチレン−2,6−ナフタレンジカルボキシレ−トフィルムは、優れた耐熱性を有する反面、面方向にポリマーが配向し易いという特徴から層間剥離(デラミネーション)を起こし易く、ポリマーの面方向配向度合いを示す指標である面配向係数(以下NSと称することがある)を低くすることが有効であることが知られている。また、面配向係数を適度な低い値とするために、二軸延伸製膜工程での延伸倍率を低くすることや熱固定温度を高くすることなどの調整方法が知られている(特許文献1)。また面配向係数を高くしつつフィルム厚みを薄くする方法も検討されている(特許文献2)。しかしながら、延伸倍率を低くした場合はフィルムの厚み斑が悪化する傾向があり、また熱固定温度を高くするとフィルム幅方向における面配向係数のばらつきが大きくなることが新たに見出された。
【0003】
また、ポリエチレンテレフタレートなどのベースフィルムに、金属や酸化物などの無機蒸着膜を積層し、金属調、虹色調などの意匠を付与する加飾シートが知られている(特許文献3、4、5など)。近年、これらの加飾シートには、特に自動車内装用途などに用いられる場合、100℃以上の環境雰囲気での連続使用耐久性が求められるようになってきており、ポリエチレンテレフタレートよりも耐熱性が高いポリエチレン−2,6−ナフタレンジカルボキシレートをベースフィルムとして用いることが検討されている。しかしながら、二軸配向ポリエチレン−2,6−ナフタレンジカルボキシレ−トフィルムに無機蒸着膜を積層すると無機蒸着膜との接着性が低下しやすいことが新たに見出され、改善が求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−335344号公報
【特許文献2】国際公開第08/149770号パンフレット
【特許文献3】特開昭60−32645号公報
【特許文献4】特開平7−314631号公報
【特許文献5】特開2007−30249号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は従来技術が有する上記課題を解消する目的でなされたものであり、自動車内外装、家具、家電製品、看板、化粧品ケース、宝飾品等の樹脂製品や樹脂部品の表面に意匠を付加する加飾シート等に好適に用いることができ、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールを提供することにある。
【課題を解決するための手段】
【0006】
本発明者等は前記課題を解決するために鋭意検討した結果、フィルム厚みの薄いポリエチレン−2,6−ナフタレンジカルボキシレートフィルムにおいて高い熱固定温度で面配向係数を低くし、層間剥離を解消しようとすると、フィルム幅方向における面配向係数のばらつきが大きいこと、そのためポリエチレン−2,6−ナフタレンジカルボキシレートフィルムに無機蒸着膜を積層すると、フィルムの層間剥離により無機蒸着膜との接着性低下をひきおこすことを見出した。
【0007】
そして、かかる課題を解決するために、二軸配向フィルム製造時にテンターオーブン内で幅方向に延伸(以下、横延伸と称することがある)を行うに際し、従来着目されていなかった横延伸工程を前半と後半に分けた時の前半横延伸速度、後半横延伸速度のコントロールが重要で、特定の延伸倍率との組み合わせにより、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールが得られることを見出し、本発明を完成するに至った。
【0008】
すなわち本発明の目的は、フィルム厚みが10μm以上38μm以下かつフィルム幅が900mm以上である、ポリエチレン−2,6−ナフタレンジカルボキシレ−トよりなる二軸配向ポリエステルフィルムロールであって、下記式(1)で求められる面配向係数(NS)のフィルム幅方向における平均値が0.240以上0.254以下かつ該方向における面配向係数のばらつきが2.0%以下であり、
NS=(nMD+nTD)/2−nZ ・・・(1)
(式中、nMDは二軸配向ポリエステルフィルムロールの連続製膜方向の屈折率、nTDは該ロールの幅方向の屈折率、nZは該ロールのフィルム厚み方向の屈折率をそれぞれ表す)
フィルム厚み斑がフィルムロール連続製膜方向、幅方向とも15%以下である二軸配向ポリエステルフィルムロールによって達成される。
【0009】
また本発明は、本発明の二軸配向ポリエステルフィルムロールから得られる二軸配向ポリエステルフィルム、ならびにかかる二軸配向ポリエステルフィルムロールの製造方法として、連続製膜方向の延伸後にテンターオーブン内で幅方向に延伸を行う逐次二軸延伸工程において、幅方向の延伸工程を前半と後半に分けた時の下記式(2)で表わされる前半幅延伸速度、および下記式(3)で表わされる後半幅延伸速度がいずれも0.10延伸倍/秒以上0.41延伸倍/秒以下であり、
前半幅延伸速度=2×S×(B−A)÷A÷D (延伸倍/秒)・・・(2)
後半幅延伸速度=2×S×(C−B)÷A÷D (延伸倍/秒)・・・(3)
S:テンターオーブン入口でのフィルム速度 (mm/秒)
A:幅延伸入口幅 (mm)
B:幅延伸中間幅 (mm)
C:幅延伸最大幅 (mm)
D:幅延伸工程長さ (mm)
かつ延伸倍率がフィルムロールの連続製膜方向、幅方向のいずれも3.0倍以上4.5倍以下である二軸配向ポリエステルフィルムロールの製造方法を包含するものである。
【発明の効果】
【0010】
本発明によれば、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールを提供することができる。
【図面の簡単な説明】
【0011】
【図1】本発明に用いるフィルム製膜装置のテンターオーブンの平面図の一例である。
【図2】本発明に用いる熱固定ゾーンの一部を横延伸ゾーンとして用いるフィルム製膜装置のテンターオーブンの平面図の一例である。
【発明を実施するための形態】
【0012】
以下、本発明について詳細に説明する。
[ポリエチレン−2,6−ナフタレンジカルボキシレート]
本発明において二軸配向ポリエステルフィルムロールを構成するポリエチレン−2,6−ナフタレンジカルボキシレートは、全繰返し単位の95モル%以上がエチレン−2,6−ナフタレンジカルボキシレートからなるポリエステルであり、特にポリエチレン−2,6−ナフタレンジカルボキシレートの単独重合体(ホモポリマー)であることが好ましい。
【0013】
本発明におけるポリエチレン−2,6−ナフタレンジカルボキシレートは、従たる共重合成分が5モル%以下であるポリエチレン−2,6−ナフタレンジカルボキシレート共重合体であってもよい。かかる共重合成分として、分子内に2つのエステル形成性官能基を有する化合物が好ましく、例えば蓚酸、アジピン酸、フタル酸、セバシン酸、ドデカンジカルボン酸、イソフタル酸、テレフタル酸、1,4−シクロヘキサンジカルボン酸、4,4’−ジフェニルジカルボン酸、フェニルインダンジカルボン酸、テトラリンジカルボン酸、デカリンジカルボン酸、ジフェニルエーテルジカルボン酸などのジカルボン酸;p−オキシ安息香酸、p−オキシエトキシ安息香酸などのオキシカルボン酸;あるいはジエチレングリコール、トリメチレングリコール、テトラメチレングリコール、ヘキサメチレングリコール、シクロヘキサンメチレングリコール、ネオペンチルグリコール、ビスフェノールスルホンのエチレンオキサイド付加物、ビスフェノールAのエチレンオキサイド付加物、ポリエチレンオキシドグリコールなどの2価アルコール類等を用いることができる。
【0014】
これらの化合物は1種のみでなく2種以上を同時に用いることができる。また、これらの共重合成分の中で、酸成分としてはイソフタル酸、テレフタル酸、4,4’−ジフェニルジカルボン酸、p―オキシ安息香酸、グリコール成分としてはジエチレングリコール、トリメチレングリコール、ヘキサメチレングリコール、ネオペンチルグリコール、ビスフェノールスルホンのエチレンオキサイド付加物を好ましい例として挙げることができる。
【0015】
また、本発明におけるポリエチレン−2,6−ナフタレンジカルボキシレートは、例えば安息香酸、メトキシポリアルキレングリコールなどの一官能性化合物によって末端の水酸基および/またはカルボキシル基の一部または全部を封鎖したものであってもよく、あるいは極少量のグリセリン、ペンタエリスリトールなどの三官能以上のエステル形成性化合物で実質的に線状のポリマーが得られる範囲内で共重合したものであってもよい。
【0016】
本発明の二軸配向ポリエステルフィルムロールにおけるポリマーの構成成分は、ポリエチレン−2,6−ナフタレンジカルボキシレートの単独重合体又は共重合体を主成分とするが、他のポリエステルとの混合体であってもよい。混合体の場合、ポリマー中のエチレン−2,6−ナフタレンジカルボキシレート単位が全繰り返し単位の95モル%以上であることが好ましく、その場合にポリエチレン−2,6−ナフタレンジカルボキシレートフィルム本来の特性を極端に失うことがなく、絶縁特性、機械特性および熱寸法安定性を確保することができる。その他、ポリエステル以外の有機高分子との混合体であってもよいが、該有機高分子はポリマー全重量に対して5重量%以下の範囲であることが好ましい。
【0017】
ポリエチレン−2,6−ナフタレンジカルボキシレートに混合できるポリエステルとしては、ポリエチレンテレフタレート、ポリエチレンイソフタレート、ポリトリメチレンテレフタレート、ポリエチレン−4,4’−テトラメチレンジフェニルジカルボキシレート、ポリエチレン−2,7−ナフタレンジカルボキシレート、ポリトリメチレン−2,6−ナフタレンジカルボキシレート、ポリネオペンチレン−2,6−ナフタレンジカルボキシレート、ポリ(ビス(4−エチレンオキシフェニル)スルホン)−2,6−ナフタレンジカルボキシレート等のポリエステルを挙げることができ、これらの中でポリエチレンイソフタレート、ポリトリメチレンテレフタレート、ポリトリメチレン−2,6−ナフタレンジカルボキシレート、ポリ(ビス(4−エチレンオキシフェニル)スルホン)−2,6−ナフタレンジカルボキシレートが好ましく例示される。
【0018】
本発明においてポリエチレン−2,6−ナフタレンジカルボキシレート単独重合体、共重合体あるいは混合体として用いられるポリエステルは、一般に知られたポリエステル組成物の製造方法によって製造できる。例えば、ジカルボン酸とグリコールとの反応で直接低重合度ポリエステルを得るか、あるいはジカルボン酸の低級アルキルエステルとグリコールとをエステル交換反応で低重合度ポリエステルを得たのち、低重合度ポリエステルを重合触媒の存在下で更に重合させてポリエステルを得る方法で製造することができる。
【0019】
エステル交換反応に用いるエステル交換触媒としては、例えばナトリウム、カリウム、マグネシウム、カルシウム、亜鉛、ストロンチウム、チタン、ジルコニウム、マンガン、コバルトを含む化合物の一種または二種以上を挙げることができる。また、重合触媒としては、三酸化アンチモン、五酸化アンチモンのようなアンチモン化合物、二酸化ゲルマニウムで代表されるようなゲルマニウム化合物、テトラエチルチタネート、テトラプロピルチタネート、テトラフェニルチタネートまたはこれらの部分加水分解物、蓚酸チタニルアンモニウム、蓚酸チタニルカリウム、チタントリスアセチルアセトネートのようなチタン化合物を挙げることができる。
【0020】
エステル交換反応を経由して重合を行う場合は、重合反応前にエステル交換触媒を失活させる目的で、トリメチルホスフェート、トリエチルホスフェート、トリ−n−ブチルホスフェート、正リン酸等のリン化合物を添加することができる。ポリエチレン−2,6−ナフタレンジカルボキシレート中のリン化合物の好ましい含有量は、リン化合物中のリン元素として20ppm以上100ppm以下である。リン化合物の含有量が20ppm未満では、エステル交換反応触媒が完全に失活せず熱安定性が悪く、機械強度が低下することがある。一方、リン化合物の含有量が100ppmを超えると熱安定性が悪く、機械強度が低下する場合がある。
なお、ポリエステルは溶融重合後これをチップ化し、加熱減圧下または窒素などの不活性気流中において固相重合することもできる。
【0021】
本発明におけるポリエチレン−2,6−ナフタレンジカルボキシレートの固有粘度は、0.50dl/g以上0.90dl/g以下であることが好ましく、さらに好ましくは0.52dl/g以上0.85dl/g以下、特に好ましくは0.53dl/g以上0.80dl/g以下である。ポリエチレン−2,6−ナフタレンジカルボキシレートの固有粘度が下限値に満たないと溶融押出後のフィルムが脆くなり、フィルムの製膜時に破断が発生し易くなる。また、ポリエチレン−2,6−ナフタレンジカルボキシレートの固有粘度が上限値を超えるとポリマーの重合度をかなり高くする必要があり、通常の合成手法では重合に長時間を要し生産性が低下することがある。
【0022】
[添加剤]
本発明のポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールには、フィルム表面を滑らせハンドリング性を良好にするために滑剤を含有させてもよい。滑剤としては、有機物、無機物いずれの滑剤を用いてもよいが、無機物の滑剤を用いることがより好ましい。無機物の滑剤としては、例えば酸化チタン、硫酸バリウム、炭酸カルシウム、二酸化珪素、アルミナの粒子を挙げることができる。分散性と滑り性の観点から、滑剤として、好ましくは平均粒径0.1〜5.0μm、さらに好ましくは0.2〜4.0μmの粒子を用いる。粒子の形状は、板状、球状いずれであってもよいが、滑剤の中には水分を吸着し易いものや配位し易いものがあり、滑剤により持ち込まれた水分がフィルムの分子量を低下させ、耐熱性の低下や高温・多湿の条件において長時間使用した場合の機械的性質の低下につながることがあるため、吸着水や配位水の少ない構造、組成のものが好ましい。滑剤として特に好ましいものは、炭酸カルシウム、真球状シリカである。
また滑剤以外にも、必要に応じてさらに性能を上げるために、従来公知の各種添加剤を含有してもよく、例えば、白色顔料、黒色顔料、耐加水分解剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤を添加することができる。
【0023】
白色顔料としては酸化チタン、硫酸バリウム、炭酸カルシウムを、黒色顔料としてはカーボンブラックを例示できる。耐加水分解剤としては、オキサゾリン系化合物、カルボジイミド系化合物を例示することができる。酸化防止剤としては、例えばヒンダードフェノール系化合物を、紫外線吸収剤としては、例えばベンゾトリアゾール系化合物、トリアジン系化合物を例示することができる。
これらの添加剤はフィルムに塗布する方法で機能を付与してもよく、あるいは該ポリエステルフィルム自体を多層構成とし、その少なくとも1層にこれらの剤を添加する方法でもよい。
【0024】
[製造方法]
本発明の製造方法について説明する。なお、ポリエチレン−2,6−ナフタレンジカルボキシレートのガラス転移温度をTg、融点をTmと表記することがある。また、フィルムの製膜方向に関しては、製膜時のフィルム連続製膜方向を縦方向、長手方向、流れ方向、MD方向と称することがあり、またフィルム連続製膜方向と直交する方向を横方向、幅方向、TD方向と称することがある。
【0025】
本発明のポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールは、請求項に記載されている工程以外の部分については、従来公知の製膜法に準拠して製造することができる。以下にその一例を示す。
まず、原料のポリエチレン−2,6−ナフタレンジカルボキシレート樹脂を押出機のスリットダイよりフィルム状に溶融押出し、キャスティングドラムで冷却固化させて未延伸フィルムとし、得られた未延伸フィルムを二軸方向に逐次延伸する。かかる未延伸フィルムをロール加熱、赤外線加熱等で加熱し、フィルム連続製膜方向に延伸(以下、縦延伸と称することがある)して縦延伸フィルムを得る。この延伸は2個以上のロールの周速差を利用して行うのが好ましい。縦延伸時の延伸温度はポリエチレン−2,6−ナフタレンジカルボキシレート樹脂のTg以上の温度、さらにはTg〜(Tg+70℃)の範囲の温度とするのが好ましい。縦延伸後のフィルムは、続いてテンターオーブンに導かれ、テンターオーブン内で幅方向に延伸し(以下、横延伸と称することがある)、熱固定を順次施して二軸配向ポリエステルフィルムとし、ロール形状に巻いてポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールが得られる。横延伸処理はポリエチレン−2,6−ナフタレンジカルボキシレートのTgより高い温度から始め、そしてTgより(5〜70)℃高い温度まで昇温しながら行う。横延伸過程での昇温は連続的でも段階的(逐次的)でもよいが、通常逐次的に昇温する。例えばテンターの横延伸ゾーンをフィルム走行方向に沿って複数に分け、ゾーン毎に所定温度の加熱媒体を流すことで昇温する。
【0026】
フィルムが多層構成の場合は、各層の原料を必要に応じて乾燥させた後、各々を別々の押出機で溶融混合し、フィードブロックを用いて積層した後、スリットダイに展開して未延伸フィルムを得る同時多層押出法で実施し、その後の二軸延伸は上述の方法に従って製膜し、ロールを得ることができる。
【0027】
延伸倍率は、連続製膜方向、幅方向のいずれも3.0倍以上4.5倍以下の範囲で行うことが必要であり、好ましくは3.3倍以上4.2倍以下である。下限値より低い延伸倍率ではフィルムの厚み斑が低下する。他方、延伸倍率が上限値を超えるとフィルムの面配向が強くなり過ぎ、層間剥離が発生しやすくなり、積層された無機蒸着膜などとの接着性が低下する。
なお、本発明の二軸配向ポリエステルフィルムは二軸延伸後で二軸配向ポリエステルロールを形成する前の状態のもの、ロールから得られるフィルム連続製膜方向に長尺な状態のもの、ロールから一定サイズに切り出された状態のものを包含している。
【0028】
ポリエチレン−2,6−ナフタレンジカルボキシレートフィルムには、無機蒸着膜との接着性を向上させるために易接着性のコーティングを施してもよい。易接着性コーティング層の構成材としては、ポリエチレン−2,6−ナフタレンジカルボキシレートと無機蒸着膜の双方に優れた接着性を示す材であることが好ましく、例えばポリエステル樹脂やアクリル樹脂を例示することができ、さらに架橋成分を含有することが好ましい。コーティングは一般的な既知のコーティング方法を用いることができる。好ましくは、延伸可能なポリエチレン−2,6−ナフタレンジカルボキシレートフィルムに、前述のコーティング層の構成成分を含む水性液を塗布した後、乾燥、延伸し、熱処理するインラインコーティング法で行う。このとき、フィルム上に形成された塗膜の厚さは0.01〜1μmであることが好ましい。
【0029】
次に、本発明の特性の二軸配向ポリエステルフィルムロールを得るために特徴的な製造工程について、第1図、第2図を用いて説明する。
第1図は本発明に用いるフィルム製膜装置のテンターオーブンの平面図の一例である。フィルム1はクリップ2、2´で両端を把持され、テンターオーブンの予熱ゾーン3、横延伸ゾーン4、熱固定ゾーン5、温度遷移ゾーン6、冷却ゾーン7を経て、下流の巻取り機(図示せず)に導かれ、ロール状に巻き取られる。
【0030】
本発明の面配向係数の均一性を得るためには、連続製膜方向の延伸後、テンターオーブン内で行う幅方向の延伸工程(横延伸工程)を前半と後半に分けた時の前半幅延伸速度、後半幅延伸速度のコントロールが重要であり、特定の延伸倍率との組み合わせにより、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートフィルムロールを製造することができる。
【0031】
クリップ2、2´で両端を把持されたフィルムは、クリップの間隔を徐々に広げることにより幅方向に延伸される。その際の幅延伸工程を前半と後半に分け、クリップ間隔を広げ始める直前のクリップ間隔である幅延伸入口幅をA、クリップ間隔が最大となるクリップ間隔である幅延伸最大幅をC、AとCの中間位置のクリップ間隔にあたる幅延伸中間幅をBとし、AからBを前半、BからCを後半とする。またA位置からC位置における連続製膜方向長さを幅延伸工程長さD、テンターオーブン入口でのフィルム速度をSとした時、前半幅延伸速度は下記式(2)で表わされ、また後半幅延伸速度は下記式(3)で表わされる。
前半幅延伸速度=2×S×(B−A)÷A÷D (延伸倍/秒)・・・(2)
後半幅延伸速度=2×S×(C−B)÷A÷D (延伸倍/秒)・・・(3)
S:テンターオーブン入口でのフィルム速度 (mm/秒)
A:幅延伸入口幅 (mm)
B:幅延伸中間幅 (mm)
C:幅延伸最大幅 (mm)
D:幅延伸工程長さ (mm)
【0032】
式(2)で表わされる前半幅延伸速度、式(3)で表わされる後半幅延伸速度は、いずれも0.10延伸倍/秒以上0.41延伸倍/秒以下であることが必要であり、好ましくは0.12延伸倍/秒以上0.38延伸倍/秒以下、さらに好ましくは0.20延伸倍/秒以上0.38延伸倍/秒以下である。前半幅延伸速度、後半幅延伸速度のどちらか一方でも上限値を超えた場合、フィルム幅方向における面配向係数のばらつきが大きくなる傾向があり、フィルムロールの面配向係数が高い部分でデラミネーションが発生しやすくなり、フィルム上に積層される無機蒸着膜などとの接着性が低下する。
【0033】
フィルム幅方向の延伸工程における幅延伸速度が上述の範囲を満たしていない場合、フィルム幅方向において面配向係数のばらつきが大きくなる傾向はフィルム厚みの薄いポリエチレン−2,6−ナフタレンジカルボキシレートフィルムにおいて熱固定温度が高いほど顕著である。かかる面配向係数のばらつきについて、熱固定温度を後述する好ましい範囲の下限値より低くすればある程度は緩和できるものの、その場合は熱固定ゾーンでの結晶化緩和が不十分であるため面配向が強くなりすぎ、デラミネーションが発生しやすくなる。
また、前半幅延伸速度、後半幅延伸速度を小さくしすぎるとフィルムの製膜速度が遅く生産性が低下するため、0.20延伸倍/秒以上で行うのが現実的である。
【0034】
本発明の面配向係数の均一性を得るために、前半幅延伸速度、後半幅延伸速度のいずれも上限値以下にする必要がある理由として、前半と後半を合わせた幅延伸速度の平均値でもって上限値以下の延伸速度となるように調整したとしても、例えば前半幅延伸速度が上限値より大きく、後半幅延伸速度が上限値より小さいと、上限値を超える幅延伸速度で横延伸される時に生じる横延伸応力の方が大きく、それに起因する縦方向の収縮応力がフィルム幅方向の面配向係数のばらつきに対して支配的に働くためと考えられる。
【0035】
前半幅延伸速度および後半幅延伸速度を上限値以下に小さくするためには、前述したフィルム速度Sを従来よりも小さくし、幅延伸工程長さDを従来よりも長くすることで得られる。設備上の制約で幅延伸工程長さDを長くできない場合は、横延伸ゾーンに続く熱固定ゾーンの一部を横延伸ゾーンとして用いる方法を好適に用いることができる。
【0036】
第2図は熱固定ゾーンの一部を横延伸ゾーンとして用いる場合のフィルム製膜装置のテンターオーブン平面図の一例である。熱固定ゾーンの一部を横延伸ゾーンとして用いることにより、幅延伸工程長さDを長くすることができる。
【0037】
また、熱固定ゾーン5での熱固定処理は、ポリエチレン−2,6−ナフタレンジカルボキシレート樹脂の融点より15〜30℃低い温度で行うことが好ましい。なお、熱固定処理温度を何段階かに分ける場合は、熱固定の最高温度部がかかる熱固定温度範囲であることが好ましい。また、さらに好ましい熱固定処理の温度は、融点より18〜25℃低い温度である。
【0038】
熱固定処理を下限値より低い温度で行うと、熱固定ゾーンでの結晶化緩和が不十分で面配向が強くなり過ぎ、デラミネーションが発生しやすくなり接着性が低下する。一方、熱固定処理を上限値を超える温度で行うと、熱固定ゾーンでフィルムが軟化するために横延伸工程で生じる幅方向の延伸応力、連続製膜方向の収縮応力によりフィルムの幅方向センター部が両エッジ部より上流方向に引張られ、フィルム幅方向の両エッジ部の面配向が強くなる傾向がある。つまり、センター部より両エッジ部の面配向係数が大きくなり、面配向係数の幅方向位置によるばらつきが大きくなる。また、厚み斑も悪化する。なお、幅方向の熱収縮率を調整するために、熱固定ゾーンの後半でクリップ位置を幅方向に狭める幅方向の幅入れを行ってもよく、その幅入れ率は10%以内であれば、本発明の効果には影響を及ぼさない。
【0039】
[フィルムロール]
本発明の二軸配向ポリエステルフィルムロールは、フィルム厚みが10μm以上38μm以下で、かつフィルム幅が900mm以上であるサイズのロールである。
ポリエチレン−2,6−ナフタレンジカルボキシレートよりなる二軸配向ポリエステルフィルムは、種々の目的に応じてフィルム厚みおよびフィルム幅が選択され、自動車内外装、家具、家電製品、看板、化粧品ケース、宝飾品等の樹脂製品や樹脂部品の表面に意匠を付加する加飾シート等は、用いられる面積が大きいことから、かかるフィルム幅のフィルムロールが汎用される。
【0040】
フィルム厚みが下限値より薄い場合は、フィルムに腰がなくなり取り扱いが難しくなることに加え、薄いフィルムを生産性よく製造するためにはフィルム速度Sを大きくする必要があり、その場合、下限値よりも薄いフィルムは上述のように幅延伸速度が大きくなるとフィルム幅方向における面配向係数のばらつきが大きくなる。一方、本発明の課題との関係で、フィルム厚みが上限値より厚い場合は本発明の課題が生じにくい他、フィルムロールに無機膜を蒸着する場合、フィルムが厚くなると同じ体積のフィルムロール当たりの巻き長さが短くなり、生産性の低下につながる。
【0041】
[面配向係数]
本発明の二軸配向ポリエステルフィルムロールは、面配向係数(NS)のフィルム幅方向における平均値が0.240以上0.254以下であり、かつ該方向における面配向係数のばらつきが2.0%以下である。
ここで、面配向係数とはフィルム面方向におけるポリマーの配向度合いを示す指標であり、かかる面配向係数は、アッベ屈折計を用い、ナトリウムD線(589nm)を光源として屈折率を測定し、下式(1)により求めた値である。
NS=(nMD+nTD)/2−nZ ・・・(1)
(式中、nMDは二軸配向ポリエステルフィルムロールの連続製膜方向の屈折率、nTDは該ロールの幅方向の屈折率、nZは該ロールのフィルム厚み方向の屈折率をそれぞれ表す)
【0042】
フィルム幅方向における面配向係数の平均値が下限値より低い場合、面方向のポリマー配向が十分でないために厚み斑が低下する。一方、フィルム幅方向における面配向係数の平均値が上限値より高い場合、フィルムの面配向が強くなり過ぎ、デラミネーションが発生しやすくなり接着性が低下する。
【0043】
また、フィルム幅方向における面配向係数のばらつきは、フィルム厚みが薄く、フィルム幅が広い二軸配向ポリエステルフィルムロールにおいて生じやすく、かかるばらつきが上限値より大きいと部分的に面配向係数が高い箇所が存在し、その部分において無機蒸着膜などとの接着性が低下する。
かかる面配向係数の平均値およびばらつきは、製造方法において詳述したように、連続製膜方向および幅方向の延伸倍率、幅方向の延伸工程の延伸速度、さらに熱固定温度を制御することで得られる。
【0044】
[フィルム厚み斑]
本発明の二軸配向ポリエステルフィルムロールは、フィルム厚み斑がフィルムロール連続製膜方向、幅方向とも15%以下であり、好ましくは12%以下、さらに好ましくは10%以下である。かかる範囲内でフィルム厚み斑は小さい方がより好ましいが、面配向係数の均一性と両立させる関係で下限値は5%であることが好ましい。
フィルム厚み斑が上限値を超える場合、フィルム上に加工する無機蒸着膜などにも厚み斑や品質斑が生じ、接着性が低下する。
【実施例】
【0045】
以下、実施例を挙げて本発明を詳細に説明する。評価方法を以下に示す。なお、重量部を部、重量%を%と略記することがある。
【0046】
(1)固有粘度(η)
サンプル0.6gをオルソクロロフェノール50ml中に加熱溶解した後、一旦冷却させ、遠心分離機により滑剤等の無機物を取り除き、35℃の温度にて測定した溶液粘度から、下式(4)で計算した値を固有粘度(η)として用いた。
ηsp/C=[η]+K[η]2・C ・・・(4)
ここで、ηsp=(溶液粘度/溶媒粘度)−1であり、Cは、溶媒100mlあたりの溶解ポリマー重量(g/100ml)、Kはハギンス定数である。また、溶液粘度、溶媒粘度はオストワルド粘度計を用いて測定した。単位は[dl/g]で示す。
【0047】
(2)ガラス転移温度、融点
サンプル約20mgを測定用のアルミニウム製パンに封入して示差熱量計(TA Instruments社製、DSCQ100)に装着し、25℃から20℃/分の速度で300℃まで昇温させ、300℃で3分間保持した後取り出し、直ちに氷の上に移して急冷した。このパンを再度示差熱量計に装着し、25℃から20℃/分の速度で昇温させて、それぞれのガラス転移温度Tg(単位:℃)、融点Tm(単位:℃)を測定した。
【0048】
(3)フィルム厚み
フィルムロールから、全幅方向に均等な間隔で10点の3cm角のフィルムサンプルを切り出し、エレクトリックマイクロメーター(アンリツ製 K−402B)にて厚みを測定し、10点の平均値をフィルム厚みとした。
【0049】
(4)フィルム厚み斑
フィルム連続製膜方向のフィルム厚み斑測定は幅2cm×2m長、フィルム幅方向のフィルム厚み斑測定は連続製膜方向2cm×ロール幅長となるようにサンプルを3点ずつ切り出し、各サンプルの厚みを電子マイクロメーター及びレコーダー(K−312A,K310B、安立電気(株)製)を使用して連続的に測定した。それらの中でのフィルム厚みの最大値と最小値を読み取り、その差と上記(3)で測定したフィルム厚みから下式(5)で求めた値の3点平均をフィルム厚み斑とした。
厚み斑=(厚み最大値−厚み最小値)÷フィルム厚み×100 (%)・・・(5)
求めた厚み斑より以下の基準で4段階評価を行い、◎と○を厚み斑良好とした。
◎: フィルム厚み斑が10%以下
○: フィルム厚み斑が10%を超え、15%以下
△: フィルム厚み斑が15%を超え、20%以下
×: フィルム厚み斑が20%を越える
【0050】
(5)フィルム幅方向における面配向係数の平均値およびばらつき
フィルムロールから全幅方向に均等な間隔で10点の3cm角のフィルムサンプルを切り出し、アッベ屈折計を用い、ナトリウムD線(589nm)を光源として連続製膜方向、幅方向およびフィルム厚み方向について屈折率を測定し、下式(1)により面配向係数(NS)を求めた。
NS=(nMD+nTD)/2−nZ ・・・(1)
(式中、nMDは二軸配向ポリエステルフィルムロールの連続製膜方向の屈折率、nTDは該ロールの幅方向の屈折率、nZは該ロールのフィルム厚み方向の屈折率をそれぞれ表す)
フィルム幅方向における面配向係数の平均値は測定した10点の平均値より求めた。また、フィルム幅方向における面配向係数のばらつきは、測定した10点の標準偏差から下式(6)によって求めた。
フィルム幅方向における面配向係数のばらつき=10点の標準偏差÷10点の面配向係数の平均値×100 (%)・・・(6)
求めたばらつきより以下の基準で4段階評価を行い、◎と○をフィルム幅方向における面配向係数のばらつきが良好であると判断した。
◎: 面配向係数のばらつきが1.0%以下
○: 面配向係数のばらつきが1.0%を超え、2.0%以下
△: 面配向係数のばらつきが2.0%を超え、3.0%以下
×: 面配向係数のばらつきが3.0%を越える
【0051】
(6)接着性
フィルムロールから全幅方向に均等な間隔で10点の5cm角のフィルムサンプルを切り出し、それぞれのサンプルに約50nmの厚さにアルミニウム蒸着膜を積層した。アルミニウム蒸着膜上に1mm2のクロスカットを100個入れ、ニチバン株式会社製セロハンテープをその上に貼り付け、ゴムローラーを用いて荷重19.6Nで3往復させ、押し付けた後、90度方向にロハンテープを剥離し、アルミニウム蒸着膜の残存した個数により、以下の基準で4段階評価を行った。フィルム幅方向の10点測定のうち、最も悪い結果をそのフィルムロールの接着性とし、◎と○を接着性良好と判断した。
◎: 残存個数100個
○: 残存個数80〜99個
△: 残存個数50〜79個
×: 残存個数0〜49個
【0052】
[実施例1〜13、比較例1〜11]
2,6−ナフタレンジカルボン酸ジメチル100部、エチレングリコール60部、エステル交換触媒として酢酸マンガン四水塩0.03部を用い、滑剤として平均粒径0.5μmの炭酸カルシウム粒子をポリエチレン−2,6−ナフタレンジカルボキシレート樹脂組成物の重量を基準として0.25重量%、平均粒径0.2μmの球状シリカ粒子を0.06重量%、および平均粒径0.1μmの球状シリカ粒子を0.1重量%含有するように添加して、常法に従ってエステル交換反応をさせた後、トリエチルホスホノアセテート0.042部を添加して実質的にエステル交換反応を終了させた。
【0053】
ついで、三酸化アンチモン0.024部を添加し、引き続き高温、高真空化で常法にて重合反応を行い、固有粘度0.60dl/gのポリエチレン−2,6−ナフタレンジカルボキシレート(PEN; ガラス転移点=121℃、融点=267℃)を得た。このPENポリマーを175℃で5時間乾燥させた後、押出機に供給し、溶融温度300℃で溶融し、ダイスリットより押出し後、表面温度55℃に設定したキャスティングドラム上で冷却固化させて未延伸フィルムを作成した。
この未延伸フィルムを130℃で連続製膜方向に表1に記載した倍率で縦延伸した。その後、140℃で幅方向に表1に記載した倍率、および表1に記載のフィルム速度、前半幅延伸速度、後半幅延伸速度が得られるように調整して横延伸し、さらに表1に記載の熱固定温度で熱固定処理し、表1に記載のフィルム厚み、固有粘度0.56dl/gの二軸配向ポリエチレン−2,6−ナフタレンジカルボキシレートフィルムを得て親ロールに巻き取った。
【0054】
得られた親ロールから、1000mm幅×10000m長の製品ロールを2本取りでスリットし、ポリエチレン−2,6−ナフタレンジカルボキシレートよりなる二軸配向ポリエステルフィルムロールを得た。
得られた二軸配向ポリエステルフィルムロールの物性および評価結果を表1に示す。表1から明らかなように、本発明のフィルム厚み斑、フィルム幅方向における面配向係数の平均値およびばらつき特性を有することにより、フィルムにデラミネーションがなく、無機蒸着膜との接着均一性に優れるポリエチレン−2,6−ナフタレンジカルボキシレートよりなる二軸配向ポリエステルフィルムロールを得ることができた。
【0055】
【表1】
【産業上の利用可能性】
【0056】
本発明のポリエチレン−2,6−ナフタレンジカルボキシレートよりなる二軸配向ポリエステルフィルムロールは、フィルムの厚み斑が良好で、フィルム幅方向における面配向係数のばらつきが小さく、無機蒸着膜との接着均一性に優れるため、自動車内外装、家具、家電製品、看板、化粧品ケース、宝飾品等の樹脂製品や樹脂部品の表面に意匠を付加する加飾シート等に好適に用いることができる。
【符号の説明】
【0057】
1: フィルム
2,2’: クリップ
3: テンターオーブンの予熱ゾーン
4: テンターオーブンの横延伸ゾーン
5: テンターオーブンの熱固定ゾーン
6: テンターオーブンの温度遷移ゾーン
7: テンターオーブンの冷却ゾーン
A:幅延伸入口幅
B:幅延伸中間幅
C:幅延伸最大幅
D:幅延伸工程長さ
【特許請求の範囲】
【請求項1】
フィルム厚みが10μm以上38μm以下かつフィルム幅が900mm以上である、ポリエチレン−2,6−ナフタレンジカルボキシレ−トよりなる二軸配向ポリエステルフィルムロールであって、下記式(1)で求められる面配向係数(NS)のフィルム幅方向における平均値が0.240以上0.254以下かつ該方向における面配向係数のばらつきが2.0%以下であり、
NS=(nMD+nTD)/2−nZ ・・・(1)
(式中、nMDは二軸配向ポリエステルフィルムロールの連続製膜方向の屈折率、nTDは該ロールの幅方向の屈折率、nZは該ロールのフィルム厚み方向の屈折率をそれぞれ表す)
フィルム厚み斑がフィルムロール連続製膜方向、幅方向とも15%以下であることを特徴とする二軸配向ポリエステルフィルムロール。
【請求項2】
請求項1に記載の二軸配向ポリエステルフィルムロールから得られる二軸配向ポリエステルフィルム。
【請求項3】
請求項1に記載の二軸配向ポリエステルフィルムロールの製造方法であって、連続製膜方向の延伸後にテンターオーブン内で幅方向に延伸を行う逐次二軸延伸工程において、幅方向の延伸工程を前半と後半に分けた時の下記式(2)で表わされる前半幅延伸速度、および下記式(3)で表わされる後半幅延伸速度がいずれも0.10延伸倍/秒以上0.41延伸倍/秒以下であり、
前半幅延伸速度=2×S×(B−A)÷A÷D (延伸倍/秒)・・・(2)
後半幅延伸速度=2×S×(C−B)÷A÷D (延伸倍/秒)・・・(3)
S:テンターオーブン入口でのフィルム速度 (mm/秒)
A:幅延伸入口幅 (mm)
B:幅延伸中間幅 (mm)
C:幅延伸最大幅 (mm)
D:幅延伸工程長さ (mm)
かつ延伸倍率がフィルムロールの連続製膜方向、幅方向のいずれも3.0倍以上4.5倍以下である二軸配向ポリエステルフィルムロールの製造方法。
【請求項1】
フィルム厚みが10μm以上38μm以下かつフィルム幅が900mm以上である、ポリエチレン−2,6−ナフタレンジカルボキシレ−トよりなる二軸配向ポリエステルフィルムロールであって、下記式(1)で求められる面配向係数(NS)のフィルム幅方向における平均値が0.240以上0.254以下かつ該方向における面配向係数のばらつきが2.0%以下であり、
NS=(nMD+nTD)/2−nZ ・・・(1)
(式中、nMDは二軸配向ポリエステルフィルムロールの連続製膜方向の屈折率、nTDは該ロールの幅方向の屈折率、nZは該ロールのフィルム厚み方向の屈折率をそれぞれ表す)
フィルム厚み斑がフィルムロール連続製膜方向、幅方向とも15%以下であることを特徴とする二軸配向ポリエステルフィルムロール。
【請求項2】
請求項1に記載の二軸配向ポリエステルフィルムロールから得られる二軸配向ポリエステルフィルム。
【請求項3】
請求項1に記載の二軸配向ポリエステルフィルムロールの製造方法であって、連続製膜方向の延伸後にテンターオーブン内で幅方向に延伸を行う逐次二軸延伸工程において、幅方向の延伸工程を前半と後半に分けた時の下記式(2)で表わされる前半幅延伸速度、および下記式(3)で表わされる後半幅延伸速度がいずれも0.10延伸倍/秒以上0.41延伸倍/秒以下であり、
前半幅延伸速度=2×S×(B−A)÷A÷D (延伸倍/秒)・・・(2)
後半幅延伸速度=2×S×(C−B)÷A÷D (延伸倍/秒)・・・(3)
S:テンターオーブン入口でのフィルム速度 (mm/秒)
A:幅延伸入口幅 (mm)
B:幅延伸中間幅 (mm)
C:幅延伸最大幅 (mm)
D:幅延伸工程長さ (mm)
かつ延伸倍率がフィルムロールの連続製膜方向、幅方向のいずれも3.0倍以上4.5倍以下である二軸配向ポリエステルフィルムロールの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−171329(P2012−171329A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−38399(P2011−38399)
【出願日】平成23年2月24日(2011.2.24)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月24日(2011.2.24)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
[ Back to top ]