
二軸配向ポリエステルフィルム
【課題】磁気記録媒体とした際に環境変化による寸法変化が少なく、塗布性が優れ、エラーレートや製膜性に優れた二軸配向ポリエステルフィルムを提供する。
【解決手段】ポリエステルフィルムの幅方向のヤング率が6〜10GPaであり、フィルム長手方向の屈折率nMDとフィルム幅方向の屈折率nTDの差で示される複屈折Δn(nMD−nTD)が−0.10〜−0.02であり、フィルムのエンタルピー緩和量ΔHeが0.15〜3.0J/gである二軸配向ポリエステルフィルムとする。
【解決手段】ポリエステルフィルムの幅方向のヤング率が6〜10GPaであり、フィルム長手方向の屈折率nMDとフィルム幅方向の屈折率nTDの差で示される複屈折Δn(nMD−nTD)が−0.10〜−0.02であり、フィルムのエンタルピー緩和量ΔHeが0.15〜3.0J/gである二軸配向ポリエステルフィルムとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、磁気テープなどの磁気記録媒体に用いられる支持体と、該支持体上に磁性層を設けた磁気記録媒体とに関する。
【背景技術】
【0002】
二軸配向ポリエステルフィルムはその優れた熱特性、寸法安定性、機械特性および表面形態の制御のしやすさから各種用途に使用されており、特に延伸技術を用いて高強度化した磁気記録媒体などの支持体としての有用性がよく知られている。近年、磁気テープなどの磁気記録媒体は、機材の軽量化、小型化、大容量化のため高密度記録化が要求されている。高密度記録化のためには、記録波長を短くし、記録トラックを小さくすることが有用である。しかしながら、記録トラックを小さくすると、テープ走行時における熱やテープ保管時の温湿度変化による変形により、記録トラックのずれが起こりやすくなるという問題がある。したがって、テープの使用環境および保管環境での幅方向の寸法安定性といった特性の改善に対する要求がますます強まっている。幅方向の寸法安定性を高めるため、従来の製膜方法で幅方向に高配向化すると、熱収縮が大きくなり塗布性、製膜性は悪化してしまう。また、寸法安定性を向上させる技術としてエージングをする方法があるが(特許文献1〜4)、これらの文献でのエージング処理を行っても幅方向と長手方向の分子鎖の配向バランスが悪いため現在必要とされている寸法安定性を達成できない。そのために優れた塗布性、製膜性、エラーレートを維持したままで幅方向の寸法安定性を向上させることは困難であった。
【0003】
そこで、鋭意検討した結果、MD延伸、TD延伸、TD延伸の順で逐次延伸し、MD延伸とTD延伸に特定の倍率差を有し、TD1段目延伸温度とTD2段目延伸温度に特定の温度差を有する、以上3点の特徴を持つ高配向化プロセスを用い特定の張力下でエージング処理を行うことで、幅方向のヤング率や複屈折をある範囲内に制御しエンタルピー緩和量ΔHeをある範囲内にすることができ、磁気テープとした際に優れた寸法安定性、塗布性およびエラーレートの軽減が可能となり、上記の多くの課題を解決できることを見出した。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−110735号公報
【特許文献2】特開2005−346865号公報
【特許文献3】特開2009−87470号公報
【特許文献4】特開2009−87471号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、上記の問題を解決し、優れた二軸配向ポリエステルフィルムを提供することにある。詳しくは、磁気記録媒体とした際に環境変化による寸法変化が少なく、塗布性、製膜性に優れ、エラーレートが良好である二軸配向ポリエステルフィルムを提供することにある。なお、以下の説明において、幅方向、TDおよび横方向は同じ意味で用い、長手方向、MDおよび縦方向は同じ意味で用いる。
【課題を解決するための手段】
【0006】
上記課題を解決するための本発明は、次の(1)〜(5)を特徴とするものである。
【0007】
(1)幅方向のヤング率が6〜10GPaであり、長手方向の屈折率nMDと幅方向の屈折率nTDの差で示される複屈折Δn(nMD−nTD)が−0.10〜−0.02であり、エンタルピー緩和量ΔHeが0.1〜3.0J/gである二軸配向ポリエステルフィルム。
【0008】
(2)幅方向の湿度膨張係数が0〜6ppm/%RHである、上記(1)に記載の二軸配向ポリエステルフィルム。
【0009】
(3)幅方向の100℃30分の熱収縮率が0〜2%である、上記(1)または(2)に記載の二軸配向ポリエステルフィルム。
【0010】
(4)微小融解ピーク温度T−metaが(Tm−105)〜(Tm−50)℃である、上記(1)〜(3)のいずれかに記載の二軸配向ポリエステルフィルム。
【発明の効果】
【0011】
本発明により、優れた二軸配向ポリエステルフィルムを提供することにある。詳しくは、磁気記録媒体とした際に環境変化による寸法変化が少なく、塗布性、製膜性に優れ、エラーレートが良好である二軸配向ポリエステルフィルムを得ることができる。
【発明を実施するための形態】
【0012】
本発明において、ポリエステルフィルムとは、例えば、芳香族ジカルボン酸、脂環族ジカルボン酸または脂肪族ジカルボン酸などの酸成分やジオール成分を構成単位(重合単位)とするポリマーで構成されたものである。
【0013】
芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸等を用いることができ、なかでも好ましくは、テレフタル酸、フタル酸、2,6−ナフタレンジカルボン酸を用いることができる。脂環族ジカルボン酸成分としては、例えば、シクロヘキサンジカルボン酸等を用いることができる。脂肪族ジカルボン酸成分としては、例えば、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸等を用いることができる。これらの酸成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0014】
ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ネオペンチルグリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2’−ビス(4’−−ヒドロキシエトキシフェニル)プロパン等を用いることができ、なかでも、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール等を好ましく用いることができ、特に好ましくは、エチレングリコール等を用いることができる。これらのジオール成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0015】
ポリエステルには、ラウリルアルコール、イソシアン酸フェニル等の単官能化合物が共重合されていてもよいし、トリメリット酸、ピロメリット酸、グリセロール、ペンタエリスリトール、2,4−ジオキシ安息香酸、等の3官能化合物などが、過度に分枝や架橋をせずポリマーが実質的に線状である範囲内で共重合されていてもよい。さらに酸成分、ジオール成分以外に、p−ヒドロキシ安息香酸、m−ヒドロキシ安息香酸、2,6−ヒドロキシナフトエ酸などの芳香族ヒドロキシカルボン酸およびp−アミノフェノール、p−アミノ安息香酸などを本発明の効果が損なわれない程度の少量であればさらに共重合せしめることができる。
【0016】
ポリエステルとしては、ポリエチレンテレフタレート、ポリエチレンナフタレート(ポリエチレン−2,6−ナフタレート)が好ましい。また、これらの共重合体や変性体でもよく、他の熱可塑性樹脂とのポリマーアロイでもよい。ここでいうポリマーアロイとは高分子多成分系のことであり、共重合によるブロックコポリマーであってもよいし、混合などによるポリマーブレンドでもよい。特にポリエステルと相溶するポリマーが好ましく、ポリエーテルイミド樹脂などが好ましい。ポリエーテルイミド樹脂としては、例えば以下で示すものを用いることができる。
【0017】
【化1】

【0018】
(ただし、上記式中R1は、6〜30個の炭素原子を有する2価の芳香族または脂肪族残基、R2は6〜30個の炭素原子を有する2価の芳香族残基、2〜20個の炭素原子を有するアルキレン基、2〜20個の炭素原子を有するシクロアルキレン基、および2〜8個の炭素原子を有するアルキレン基で連鎖停止されたポリジオルガノシロキサン基からなる群より選択された2価の有機基である。)
上記R1、R2としては、例えば、下記式群に示される芳香族残基を挙げることができる。
【0019】
【化2】
【0020】
本発明では、ポリエステルとの親和性、コスト、溶融成形性等の観点から、2,2−ビス[4−(2,3−ジカルボキシフェノキシ)フェニル]プロパン二無水物とm−フェニレンジアミン、またはp−フェニレンジアミンとの縮合物である、下記式で示される繰り返し単位を有するポリマーが好ましい。
【0021】
【化3】
【0022】
または
【0023】
【化4】
【0024】
(nは2以上の整数、好ましくは20〜50の整数)
このポリエーテルイミドは、“ウルテム”(登録商標)の商品名で、SABICイノベーティブプラスチック社より入手可能であり、「Ultem1000」、「Ultem1010」、「Ultem1040」、「Ultem5000」、「Ultem6000」および「UltemXH6050」シリーズや「Extem XH」および「Extem UH」の登録商標名等で知られているものである。
【0025】
本発明の二軸配向ポリエステルフィルムは、幅方向のヤング率が6〜10GPaである。幅方向のヤング率が上記範囲内であれば、磁気記録媒体用に用いた場合に磁気記録媒体の記録再生時の環境変化による寸法安定性が良好となる。幅方向のヤング率の上限は、より好ましくは9.0GPa、さらに好ましくは8.5GPaである。幅方向のヤング率の下限は、より好ましくは6.5GPa、さらに好ましくは7.0GPaである。より好ましい範囲は6.5〜9GPa、さらに好ましい範囲は7〜8.5GPaである。幅方向のヤング率はTD延伸1、2の温度や倍率によって制御することができる。特にトータルのTD倍率が影響し、トータルのTD倍率が高いほど幅方向のヤング率が高くなる。
【0026】
本発明の二軸配向ポリエステルフィルムは、フィルム長手方向の屈折率nMDとフィルム幅方向の屈折率nTDの差で示される複屈折率Δn(nMD−nTD)が−0.10〜−0.02である。複屈折は分子鎖配向度合いの長手方向と幅方向の差を示しており、負の数が大きくなるほど幅方向に分子鎖が配向していることを表す。複屈折率Δnが上記範囲内であれば、幅方向の寸法安定性が良好となり、製膜性も安定する。複屈折率のより好ましい範囲は−0.09〜−0.025、さらに好ましい範囲は−0.07〜−0.03である。−0.02を超える、または−0.10未満であると二軸配向ポリエステルフィルムを製造しようとしても破れが頻発するために製膜が困難である。複屈折率ΔnはTD延伸1、2の倍率によって制御することができる。特にトータルのTD倍率が影響し、トータルのTD倍率が高いほど複屈折率Δnは小さくなる。
【0027】
また、本発明の二軸配向ポリエステルフィルムの示差走査熱量測定(DSC)から求めたエンタルピー緩和量ΔHeは、0.1〜3.0J/gである。ΔHeが上記範囲内であれば、分子鎖の構造が安定化し、熱収縮率や湿度膨張係数が良化し寸法安定性が向上する。より好ましくは0.12〜2J/gであり、さらに好ましい範囲は0.15〜1J/gである。ΔHeが0.1J/g未満であったり、3.0J/gを超えると寸法安定性が低下しやすい。エージング処理の温度が低い又は張力が小さい又は時間が短いとΔHeは小さくなる。
【0028】
本発明の二軸ポリエステルフィルムの湿度膨張係数は0〜6ppm/%RHの範囲が好ましい。湿度すなわち水分が加わることによりポリエステルは膨張するため、一般的に磁気記録媒体では湿度膨張係数は正の値となることが多い。また湿度膨張が負の値を取るほど高配向化させた場合、温度膨張係数が小さくなりすぎ、低温から高温に変化した際にテープ幅方向にフィルムが収縮し再生不良を起こしやすくなる。また、湿度膨張係数が6ppm/%RHより大きい場合、磁気データを記録、再生する環境が低湿から高湿に変化した際テープ幅方向が膨張し、再生不良を起こしやすくなる。湿度膨張係数はより好ましくは0〜5.5ppm/%RH、さらに好ましくは0〜5.0ppm/%RHである。湿度膨張係数はTD延伸1温度とTD延伸2温度の差が小さいと大きくなる。
【0029】
本発明のポリエステルフィルムの100℃、30分における幅方向の熱収縮率は0〜2%が好ましい。熱収縮率が2%を超えると、磁気記録媒体に加工する際に、「しわ」などの工程トラブルを引き起こし塗布性が低下したり、磁気記録媒体の熱収縮率を好ましい範囲に制御することが困難となりエラーレートが低下したりする。また0%未満であると非晶部分の緩和が進みすぎており、温湿度膨張係数が高くなりすぎて、品質が低下することがある。より好ましい上限は1.0%であり、さらに好ましい上限は0.5%である。熱収縮率はヒートセット温度(以下HS温度と記す)によって制御することができ、HS温度が低すぎると熱収縮率は大きくなる。
【0030】
本発明の二軸ポリエステルフィルムの示差走査熱量測定(DSC)から求めた微小融解ピーク(T−meta)は融点をTmとしたとき、Tm−105〜Tm−50℃であることが好ましい。より好ましくはTm−100〜Tm−55℃であり、さらに好ましくはTm−90〜Tm−60℃である。Tm−105℃未満になると非晶部分の緩和により磁気記録媒体へと加工する際の塗布性が悪化しやすい。またTm−50℃を超えると分子鎖の配向緩和が進行し湿度膨張係数が悪化し寸法安定性が悪化する傾向にある。T−metaはHS温度によって制御することができる。HS温度が高いほど高くなる傾向にある。
【0031】
本発明において、二軸配向ポリエステルフィルムとしての厚みは、用途に応じて適宜決定できるが、通常磁気記録媒体用途では1〜7μmが好ましい。この厚みが1μmより小さい場合、磁気テープにした際に電磁変換特性が低下することがある。一方、この厚みが7μmより大きい場合は、テープ1巻あたりのテープ長さが短くなるため、磁気テープの小型化、高容量化が困難になる場合がある。したがって、高密度磁気記録媒体用途の場合、厚みの下限は、好ましくは2μm、より好ましくは3μmであり、上限は、好ましくは6.5μm、より好ましくは6μmである。より好ましい範囲としては2〜6.5μm、より好ましい範囲としては3〜6μmである。
【0032】
上記した本発明の二軸配向ポリエステルフィルムはたとえば次のように製造される。
【0033】
まず、二軸配向ポリエステルフィルムを構成するポリエステルフィルムを製造する。ポリエステルフィルムを製造するには、たとえばポリエステルのペレットを、押出機を用いて溶融し、口金から吐出した後、冷却固化してシート状に成形する。このとき、繊維焼結ステンレス金属フィルターによりポリマーを濾過することが、ポリマー中の未溶融物を除去するために好ましい。また、ポリエステルフィルムの表面性を制御し易滑性や耐摩耗性、耐スクラッチ性などを付与するため、不活性粒子を添加することが好ましい。不活性粒子は無機粒子、有機粒子、例えば、クレー、マイカ、酸化チタン、炭酸カルシウム、カリオン、タルク、湿式シリカ、乾式シリカ、コロイド状シリカ、リン酸カルシウム、硫酸バリウム、アルミナ、ジルコニア等の無機粒子、アクリル酸類、スチレン系樹脂、熱硬化樹脂、シリコーン、イミド系化合物等を構成成分とする有機粒子、ポリエステル重合反応時に添加する触媒等によって析出する粒子(いわゆる内部粒子)などが挙げられる。さらに、本発明を阻害しない範囲内であれば、各種添加剤、例えば、相溶化剤、可塑剤、耐候剤、酸化防止剤、熱安定剤、滑剤、帯電防止剤、増白剤、着色剤、導電剤、結晶核剤、紫外線吸収剤、難燃剤、難燃助剤、顔料、染料、などが添加されてもよい。
【0034】
続いて、上記シートを長手方向と幅方向の二軸に延伸した後、熱処理する。幅方向の寸法安定性を向上させるために延伸工程は、幅方向において2段階以上に分けることが好ましい。すなわち、再TD延伸を行う方法が高寸法安定性を有する磁気テープとして最適な高寸法安定性のフィルムが得られ易い。延伸形式としては、長手方向に延伸した後に幅方向に2段階に延伸を行う逐次二軸延伸法が好ましい。
【0035】
以下、本発明の支持体の製造方法について、ポリエチレンテレフタレート(PET)をポリエステルとして用いた例を代表例として説明する。もちろん、本願はPETフィルムを用いた支持体に限定されるものではなく、他のポリマーを用いたものものでもよい。例えば、ガラス転移温度や融点の高いポリエチレン−2,6−ナフタレンジカルボキシレートなどを用いてポリエステルフィルムを構成する場合は、以下に示す温度よりも高温で押出や延伸を行えばよい。
【0036】
まず、ポリエチレンテレフタレートを準備する。ポリエチレンテレフタレートは、次のいずれかのプロセスで製造される。すなわち、(1)テレフタル酸とエチレングリコールを原料とし、直接エステル化反応によって低分子量のポリエチレンテレフタレートまたはオリゴマーを得、さらにその後の三酸化アンチモンやチタン化合物を触媒に用いた重縮合反応によってポリマーを得るプロセス、(2)ジメチルテレフタレートとエチレングリコールを原料とし、エステル交換反応によって低分子量体を得、さらにその後の三酸化アンチモンやチタン化合物を触媒に用いた重縮合反応によってポリマーを得るプロセスである。ここで、エステル化は無触媒でも反応は進行するが、エステル交換反応においては、通常、マンガン、カルシウム、マグネシウム、亜鉛、リチウム、チタン等の化合物を触媒に用いて進行させ、またエステル交換反応が実質的に完結した後に、該反応に用いた触媒を不活性化する目的で、リン化合物を添加する場合もある。
【0037】
フィルムを構成するポリエステルに不活性粒子を含有させるには、エチレングリコールに不活性粒子を所定割合にてスラリーの形で分散させ、このエチレングリコールを重合時に添加する方法が好ましい。不活性粒子を添加する際には、例えば、不活性粒子の合成時に得られる水ゾルやアルコールゾル状態の粒子を一旦乾燥させることなく添加すると粒子の分散性がよい。また、不活性粒子の水スラリーを直接PETペレットと混合し、ベント式二軸混練押出機を用いて、PETに練り込む方法も有効である。不活性粒子の含有量を調節する方法としては、上記方法で高濃度の不活性粒子のマスターペレットを作っておき、それを製膜時に不活性粒子を実質的に含有しないPETで希釈して不活性粒子の含有量を調節する方法が有効である。
【0038】
次に、得られたPETのペレットを、180℃で3時間以上減圧乾燥した後、固有粘度が低下しないように窒素気流下あるいは減圧下で、270〜320℃に加熱された押出機に供給し、スリット状のダイから押出し、キャスティングロール上で冷却して未延伸フィルムを得る。この際、異物や変質ポリマーを除去するために各種のフィルター、例えば、焼結金属、多孔性セラミック、サンド、金網などの素材からなるフィルターを用いることが好ましい。また、必要に応じて、定量供給性を向上させるためにギアポンプを設けてもよい。フィルムを積層するには、2台以上の押出機およびマニホールドまたは合流ブロックを用いて、複数の異なるポリマーを溶融積層する。
【0039】
次に、このようにして得られた未延伸フィルムを、数本のロールの配置されたMD延伸機を用いて、ロールの周速差を利用して長手方向に延伸し(MD延伸)、続いてステンターにより幅方向に延伸を二段階行う(TD延伸1、TD延伸2)二軸延伸方法について説明する。
【0040】
まず、未延伸フィルムをMD延伸する。MD延伸の延伸温度は、用いるポリマーの種類によって異なるが、未延伸フィルムのガラス転移温度Tgを目安として決めることができる。Tg−10〜Tg+15℃の範囲であることが好ましく、より好ましくはTg℃〜Tg+10℃である。上記範囲より延伸温度が低い場合には、フィルム破れが多発して生産性が低下し、本願の特徴であるMD延伸後の二段階TD延伸で安定して延伸することが困難となることがある。MD延伸倍率は2.5〜4.0倍が好ましい。より好ましくは2.8〜3.8倍、さらに好ましくは3.0〜3.5倍である。二段階のTD延伸を安定して延伸するにはMD延伸倍率後のフィルム構造が重要である。MD方向へ配向させすぎるとTD延伸時に分子鎖が絡み合い局所的に応力が発生するためにフィルム破れが発生しやすい。その局所的な応力発生を防ぐために、応力の伝搬部として作用する微結晶状態を作り、また適度なMD配向が必要である。
【0041】
次に、ステンターを用いて、TD延伸を行う。幅方向の寸法安定性を向上させ、保存安定性、スリット性、製膜性が良好な二軸配向ポリエステルフィルムを得るには幅方向に二段階に延伸することが好ましい。まず、一段目の延伸(TD延伸1)の延伸倍率は、好ましくは3.0〜5.0倍であり、より好ましくは3.2〜4.5倍であり、さらに好ましくは3.5〜4.0倍である。また、TD延伸1の延伸温度は好ましくは65〜120℃の範囲であり、より好ましくは75〜110℃、さらに好ましくは80〜105℃で行う。次にそのままステンター内で二段目の延伸(TD延伸2)を行う。TD延伸2の延伸倍率は好ましくは1.01〜2倍であり、より好ましくは1.1〜1.8倍、さらに好ましくは1.2〜1.6倍である。TD延伸2の延伸温度は160〜210℃の範囲が好ましく、より好ましくは165〜205℃であり、さらに好ましくは170〜200℃の範囲である。
【0042】
本願のヤング率、複屈折率Δn、エンタルピー緩和量ΔHeを達成するためにはMD延伸倍率に比べトータルのTD延伸倍率を大きくすることが重要である。特にΔnを本願範囲に制御するためにはTD配向を高める必要がある。
【0043】
また、安定した製膜を行うためにTD延伸1とTD延伸2を同じテンター内で実施し、特定の延伸温度差をつけて延伸することが重要である。TD延伸1の温度とTD延伸2の温度差は60〜105℃の範囲が好ましい。より好ましくは65〜103℃であり、さらに好ましくは70〜100℃である。温度差が60℃よりも小さいと、延伸時で絡み合って配向した分子鎖がほどけにくく、再延伸が難しい。温度差が105℃よりも大きいと、TD延伸1で配向した分子鎖が緩和してしまい、TD延伸2で有効な延伸ができず、寸法安定性向上しない可能性がでてくる。
【0044】
続いて、この延伸フィルムを緊張下または幅方向に弛緩しながら熱処理(ヒートセット処理、以下HS処理と記す)する。HS処理条件は、ポリマーの種類によっても異なるが、HS温度は、170〜210℃が好ましく、より好ましくは180〜200℃、さらに好ましくは185〜195℃である。HS時間は0.5〜10秒の範囲、弛緩率は0〜2%で行うのが好ましい。HS処理後は把持しているクリップを開放することでフィルムにかかる張力を低減させながら室温へ急冷する。その後、フィルムエッジを除去し、ロールに巻き取る。
【0045】
本発明のフィルムは、寸法安定性や保存安定性の効果を発現させるために、ロールに巻き取った後のフィルムに張力をかけて搬送させて、熱風オーブン内でエージング処理することが有効である。エージング処理の雰囲気温度は、Tg(ガラス転移点)−60〜Tg−22℃が好ましい。より好ましくはTg−50〜Tg−25℃、さらに好ましくはTg−40〜Tg−28℃である。この雰囲気温度が低いとエンタルピー緩和量ΔHeは小さくなる。巻き返して巻芯側と表層側を入れ替えてさらにエージング処理を行い、これを処理時間の間繰り返し行う。巻き返しを繰り返すことでロールの巻き芯部分・表層部分での物性ムラを低減し、保存安定性をさらに高めることができる。エージング処理の張力は、8〜16MPaである。より好ましくは9〜15MPa、さらに好ましくは10〜14MPaである。エージング処理の張力が大きすぎると長手方向へ分子鎖が伸びる傾向があり平面性を悪化させる原因となり、エージング処理の張力が小さすぎるとエンタルピー緩和量ΔHeは小さくなる。エージング処理は分子鎖の歪みをとり、緊張度合いを高め、特に寸法安定性を向上させる。エージング処理時間は、24〜240時間の範囲が好ましく、より好ましくは48〜168時間の範囲、さらに好ましくは72〜150時間の範囲である。エージング処理時間が長すぎると、エンタルピー緩和量ΔHeは大きくなる。
【0046】
本願はMD−TD1−TD2の延伸プロセス及び上記記載の特定の条件下でエージング処理を行うことで、製膜性が良好でヤング率、複屈折Δn、エンタルピー緩和ΔHeを本願の範囲内に制御することができ、磁気テープとした際に寸法安定性、塗布性、エラーレートが良好となる二軸配向ポリエステルフィルムを得ることができ、MD−TDやMD1−TD1−MD2−TD2などのプロセスではすべての物性が良好な二軸配向ポリエステルフィルムは得られにくい。また、同時二軸延伸ではTD延伸時での延伸時の分子鎖の絡み合いが形成しにくいため配向がつきにくく、同様の二軸配向ポリエステルフィルムは得られにくい。
【0047】
次に、磁気記録媒体を製造する方法を説明する。
【0048】
上記のようにして得られた磁気記録媒体用支持体(二軸配向ポリエステルフィルム)を、たとえば0.1〜3m幅にスリットし、速度20〜300m/min、張力50〜300N/mで搬送しながら、一方の面(A面)に磁性塗料および非磁性塗料をエクストルージョンコーターにより重層塗布する。なお、上層に磁性塗料を厚み0.1〜0.3μmで塗布し、下層に非磁性塗料を厚み0.5〜1.5μmで塗布する。その後、磁性塗料および非磁性塗料が塗布された支持体を磁気配向させ、温度80〜130℃で乾燥させる。次いで、反対側の面(B面)にバックコートを厚み0.3〜0.8μmで塗布し、カレンダー処理した後、巻き取る。なお、カレンダー処理は、小型テストカレンダー装置(スチール/ナイロンロール、5段)を用い、温度70〜120℃、線圧0.5〜5kN/cmで行う。その後、60〜80℃にて24〜72時間エージング処理し、1/2インチ(1.27cm)幅にスリットし、パンケーキを作製する。次いで、このパンケーキから特定の長さ分をカセットに組み込んで、カセットテープ型磁気記録媒体とする。
【0049】
ここで、磁性塗料などの組成は例えば以下のような組成が挙げられる。
【0050】
(磁性塗料の組成)
・強磁性金属粉末 : 100質量部
・変成塩化ビニル共重合体 : 10質量部
・変成ポリウレタン : 10質量部
・ポリイソシアネート : 5質量部
・2−エチルヘキシルオレート : 1.5質量部
・パルミチン酸 : 1質量部
・カーボンブラック : 1質量部
・アルミナ : 10質量部
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
(バックコートの組成)
・カーボンブラック(平均粒径20nm) : 95質量部
・カーボンブラック(平均粒径280nm): 10質量部
・アルミナ : 0.1質量部
・変成ポリウレタン : 20質量部
・変成塩化ビニル共重合体 : 30質量部
・シクロヘキサノン : 200質量部
・メチルエチルケトン : 300質量部
・トルエン : 100質量部
磁気記録媒体は、例えば、データ記録用途、具体的にはコンピュータデータのバックアップ用途(例えばリニアテープ式の記録媒体(LTO4やLTO5など))や映像などのデジタル画像の記録用途などに好適に用いることができる。
【0051】
(物性の測定方法ならびに効果の評価方法)
本発明における特性値の測定方法並びに効果の評価方法は次の通りである。
【0052】
(1)ヤング率
ASTMD882(1997年)に準拠してフィルムのヤング率を測定する。なお、インストロンタイプの引張試験機を用い、条件は下記のとおりとする。5回の測定結果の平均値を本発明におけるヤング率とする。
【0053】
・測定装置:インストロン社製超精密材料試験機MODEL5848
・試料サイズ:フィルム幅方向のヤング率測定
フィルム長手方向2mm×フィルム幅方向12.6mm
(つかみ間隔はフィルム幅方向に8mm)
・引張り速度:1mm/分
・測定環境:温度23℃、湿度65%RH
・測定回数:5回。
【0054】
(2)複屈折率Δn
Δn(nMD−nTD)は、JIS−K7142(2008年)に従って、下記測定器を用いて測定した。
【0055】
・装置:アッベ屈折計 4T(株式会社アタゴ社製)
・光源:ナトリウムD線
・測定温度:25℃
・測定湿度:65%RH
・マウント液:ヨウ化メチレン、硫黄ヨウ化メチレン
平均屈折率n_bar=((nMD+nTD+nZD)/3)
複屈折Δn=(nMD−nTD)
nMD;フィルム長手方向の屈折率
nTD;フィルム幅方向の屈折率
(3)融点(Tm)、微小融解ピーク温度(T−meta)
JIS−K7121(1987年)に従って、示差走査熱量計として、セイコーインスツルメンツ社製DSC(RDC220)、データ解析装置として同社製ディスクステーション(SSC/5200)を用いて、試料5mgをアルミニウム製受皿上、25℃から300℃まで、昇温速度20℃/分で昇温した。そのとき、観測される融解の吸熱ピーク温度である融点(Tm)の少し低温側に現れる微小吸熱ピーク温度をT−metaとした。
【0056】
(4)ガラス転移温度(Tg)
下記装置および条件で比熱測定を行い、JIS−K7121(1987年)に従って決定する。またガラス転移点(Tg)の少し高温側に現れるエンタルピー緩和による吸熱ピークのピーク面積から算出される熱量をエンタルピー緩和量ΔHeとする。
【0057】
・装置 :TA Instrument社製温度変調DSC
・測定条件
・加熱温度 :270〜570K(RCS冷却法)
・温度校正 :高純度インジウムおよびスズの融点
・温度変調振幅:±1K
・温度変調周期:60秒
・昇温ステップ:5K
・試料重量 :5mg
・試料容器 :アルミニウム製開放型容器(22mg)
・参照容器 :アルミニウム製開放型容器(18mg)
なお、ガラス転移温度は下記式により算出する。
【0058】
ガラス転移温度=(補外ガラス転移開始温度+補外ガラス転移終了温度)/2
(5)湿度膨張係数
フィルムの幅方向に対して、下記条件にて測定を行い、3回の測定結果の平均値を本発明における湿度膨張係数とする。
【0059】
・測定装置:島津製作所製熱機械分析装置TMA−50(湿度発生器:アルバック理工製湿度雰囲気調節装置HC−1)
・試料サイズ:フィルム長手方向10mm×フィルム幅方向12.6mm
・荷重:0.5g
・測定回数:3回
・測定温度:30℃
・測定湿度:40%RHで6時間保持し寸法を測定し時間40分で80%RHまで昇湿し、80%RHで6時間保持したあと支持体幅方向の寸法変化量ΔL(mm)を測定する。次式から湿度膨張係数(ppm/%RH)を算出する。
【0060】
・湿度膨張係数(ppm/%RH)=106×{(ΔL/12.6)/(80−40)}
(6)熱収縮率
JIS C2318(2007年)に従って、測定した。
【0061】
試料サイズ:幅10mm、標線間隔200mm
測定条件:温度100℃、処理時間30分、無荷重状態
熱収縮率を次式より求めた。
【0062】
熱収縮率(%)={(L0−L)/L0}×100
L0:加熱処理前の標線間隔
L:加熱処理後の標線間隔
ただし、試料サイズは得られるサンプルの大きさによって標線間隔を小さくして測定してもよい。
【0063】
(7)幅寸法安定性
1m幅にスリットしたフィルムを、張力200Nで搬送させ、支持体の一方の表面(A面)に下記組成の磁性塗料および非磁性塗料をエクストルージョンコーターにより重層塗布し(上層が磁性塗料で、塗布厚0.2μm、下層が非磁性塗料で塗布厚0.9μm)、磁気配向させ、乾燥温度100℃で乾燥させる。次いで反対側の表面(B面)に下記組成のバックコートを塗布した後、小型テストカレンダー装置(スチール/ナイロンロール、5段)で、温度85℃、線圧2.0×105N/mでカレンダー処理した後、巻き取る。上記テープ原反を1/2インチ(12.65mm)幅にスリットし、パンケーキを作成する。次いで、このパンケーキから長さ200m分をカセットに組み込んで、カセットテープとする。
【0064】
(磁性塗料の組成)
・強磁性金属粉末 : 100質量部
〔Fe:Co:Ni:Al:Y:Ca=70:24:1:2:2:1(質量比)〕
〔長軸長:0.09μm、軸比:6、保磁力:153kA/m(1,922Oe)、飽和磁化:146Am2/kg(146emu/g)、BET比表面積:53m2/g、X線粒径:15nm〕
・変成塩化ビニル共重合体(結合剤) : 10質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・変成ポリウレタン(結合剤) : 10質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・ポリイソシアネート(硬化剤) : 5質量部
(日本ポリウレタン工業(株)製コロネートL(商品名))
・2−エチルヘキシルオレート(潤滑剤) : 1.5質量部
・パルミチン酸(潤滑剤) : 1質量部
・カーボンブラック(帯電防止剤) : 1質量部
(平均一次粒子径:0.018μm)
・アルミナ(研磨剤) : 10質量部
(αアルミナ、平均粒子径:0.18μm)
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
(非磁性塗料の組成)
・変成ポリウレタン : 10質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・変成塩化ビニル共重合体 : 10質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
・ポリイソシアネート : 5質量部
(日本ポリウレタン工業(株)製コロネートL(商品名))
・2−エチルヘキシルオレート(潤滑剤) : 1.5質量部
・パルミチン酸(潤滑剤) : 1質量部
(バックコートの組成)
・カーボンブラック : 95質量部
(帯電防止剤、平均一次粒子径0.018μm)
・カーボンブラック : 10質量部
(帯電防止剤、平均一次粒子径0.3μm)
・アルミナ : 0.1質量部
(αアルミナ、平均粒子径:0.18μm)
・変成ポリウレタン : 20質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・変成塩化ビニル共重合体 : 30質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・シクロヘキサノン : 200質量部
・メチルエチルケトン : 300質量部
・トルエン : 100質量部
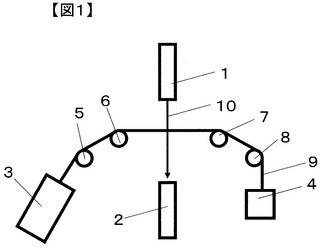
カセットテープのカートリッジからテープを取り出し、下記恒温恒湿槽内へ図1のように作製したシート幅測定装置を入れ、幅寸法測定を行う。なお、図1に示すシート幅測定装置は、レーザーを使って幅方向の寸法を測定する装置で、磁気テープ9をフリーロール5〜8上にセットしつつ荷重検出器3に固定し、端部に荷重となる分銅4を吊す。この磁気テープ9にレーザー光10を照射すると、レーザー発振器1から幅方向に線状に発振されたレーザー光10が磁気テープ9の部分だけ遮られ、受光部2に入り、その遮られたレーザーの幅が磁気テープの幅として測定される。3回の測定結果の平均値を本発明における幅とする。
【0065】
・測定装置:(株)アヤハエンジニアリング社製シート幅測定装置
・レーザー発振器1、受光部2:レーザー寸法測定機 キーエンス社製LS−5040
・荷重検出器3:ロードセル NMB社製CBE1−10K
・恒温恒湿槽:(株)カトー社製SE−25VL−A
・荷重4:分銅(長手方向)
・試料サイズ:幅1/2inch×長さ250mm
・保持時間:5時間
・測定回数:3回測定。
【0066】
(幅寸法変化率:寸法安定性)
2つの条件でそれぞれ幅寸法(lA、lB)を測定し、次式にて寸法変化率を算出する。具体的には、次の基準で寸法安定性を評価する。
【0067】
A条件で24時間経過後lAを測定して、その後B条件で24時間経過後にlBを測定する。テープカートリッジのはじめから30m地点から切り出したサンプル、100m地点から切り出したサンプル、170m地点から切り出したサンプルの3点を測定した。×を不合格とする。
【0068】
A条件:10℃10%RH 張力0.8N
B条件:29℃80%RH 張力0.5N
幅寸法変化率(ppm)=106×((lB−lA)/lA)
◎:幅寸法変化率の最大値が500(ppm)未満
○:幅寸法変化率の最大値が500(ppm)以上600(ppm)未満
△:幅寸法変化率の最大値が600(ppm)以上700(ppm)未満
×:幅寸法変化率の最大値が700(ppm)以上
(8)塗布性
上記(7)で作製したカセットテープを、市販のIBM社製LTOドライブ3580−L11を用いて、塗布ムラまた塗布抜けは走行前に目視で確認を行い、その後24時間走行させ、剥がれを確認して次の基準でテープの磁性層の塗布性を評価した。
【0069】
◎:ムラや塗布抜け、また剥がれが全く無く塗布性良好である。
【0070】
○:ムラや塗布抜け、剥がれがほぼ無く塗布性に問題ない。
【0071】
△:ムラや塗布抜け、剥がれが時々発生し塗布性に若干問題あり。
【0072】
×:ムラや塗布抜け、剥がれが頻発しており塗布性に問題あり。
【0073】
(9)エラーレート
上記(7)で作製したカセットテープを、市販のIBM社製LTOドライブ3580−L11を用いて23℃50%RHの環境で記録・再生(記録波長0.55μm)することで評価する。エラーレートはドライブから出力されるエラー情報(エラービット数)から次式にて算出する。次の基準で寸法安定性を評価する。×を不合格とする。
【0074】
エラーレート=(エラービット数)/(書き込みビット数)
◎;エラーレートが1.0×10−6未満
○;エラーレートが1.0×10−6以上、1.0×10−5未満
△;エラーレートが1.0×10−5以上、1.0×10−4未満
×;エラーレートが1.0×10−4以上
(10)製膜性
フィルムの製膜性について、下記の基準で評価した。
【0075】
◎:フィルム破れの発生が全く無く、安定製膜である。
【0076】
○:フィルム破れの発生がほとんどなく、安定製膜が可能である。
【0077】
△:フィルム破れが時々発生し、製膜安定性が若干低い。
【0078】
×:フィルム破断が多数発生し、製膜安定性が低い。
【実施例】
【0079】
次の実施例に基づき、本発明の実施形態を説明する。なお、ここでポリエチレンテレフタレートをPET、ポリエーテルイミドをPEI、ポリエチレンナフタレートをPENと表記する。
【0080】
(参考例1)
テレフタル酸ジメチル194質量部とエチレングリコール124質量部とをエステル交換反応装置に仕込み、内容物を140℃に加熱して溶解した。その後、内容物を撹拌しながら酢酸マグネシウム4水塩0.1質量部および三酸化アンチモン0.05質量部を加え、140〜230℃でメタノールを留出しつつエステル交換反応を行った。次いで、リン酸トリメチルの5質量部エチレングリコール溶液を1質量部(リン酸トリメチルとして0.05質量部)添加した。
【0081】
トリメチルリン酸のエチレングリコール溶液を添加すると反応内容物の温度が低下する。そこで余剰のエチレングリコールを留出させながら反応内容物の温度が230℃に復帰するまで撹拌を継続した。このようにしてエステル交換反応装置内の反応内容物の温度が230℃に達したら、反応内容物を重合装置へ移行した。
【0082】
移行後、反応系を230℃から290℃まで徐々に昇温するとともに、圧力を0.1kPaまで下げた。最終温度、最終圧力到達までの時間はともに60分とした。最終温度、最終圧力に到達した後、2時間(重合を始めて3時間)反応させたところ、重合装置の撹拌トルクが所定の値(重合装置の仕様によって具体的な値は異なるが、本重合装置にて固有粘度0.62のポリエチレンテレフタレートが示す値を所定の値とした)を示した。そこで反応系を窒素パージし常圧に戻して重縮合反応を停止し、冷水にストランド状に吐出、直ちにカッティングして固有粘度0.62のポリエチレンテレフタレートのPETペレットXを得た。(Tm=255℃、Tg=78℃)
(参考例2)
280℃に加熱された同方向回転タイプのベント式2軸混練押出機に、参考例1にて作製したPETペレットXを98質量部と平均径0.3μmの球状架橋ポリスチレン粒子の10質量部水スラリーを20質量部(球状架橋ポリスチレンとして2質量部)供給し、ベント孔を1kPa以下の減圧度に保持し水分を除去し、平均径0.3μmの球状架橋ポリスチレン粒子を2質量部含有する固有粘度0.62のPETペレットZ0.3を得た。
【0083】
(参考例3)
280℃に加熱された同方向回転タイプのベント式2軸混練押出機に、参考例1にて作製したPETペレットXを98質量部と平均径0.8μmの球状架橋ポリスチレン粒子の10質量部水スラリーを20質量部(球状架橋ポリスチレンとして2質量部)供給し、ベント孔を1kPa以下の減圧度に保持し水分を除去し、平均径0.8μmの球状架橋ポリスチレン粒子を2質量部含有する固有粘度0.62のPETペレットZ0.8を得た。
【0084】
(参考例4)
温度300℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に、参考例1で得られたPETペレットXの50質量部とSABICイノベーティブプラスチック社製のPEI“Ultem1010”のペレット50質量部を供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてブレンドチップ(I)を作製した。
【0085】
(参考例5)
2,6−ナフタレンジカルボン酸ジメチル100質量部とエチレングリコール60質量部の混合物に、酢酸マンガン・4水和物塩0.03質量部を添加し、150℃の温度から240℃の温度に徐々に昇温しながらエステル交換反応を行った。途中、反応温度が170℃に達した時点で三酸化アンチモン0.024質量部を添加した。また、反応温度が220℃に達した時点で3,5−ジカルボキシベンゼンスルホン酸テトラブチルホスホニウム塩0.042質量部(2mmol%に相当)を添加した。その後、引き続いてエステル交換反応を行い、トリメチルリン酸0.023質量部を添加した。次いで、反応生成物を重合装置に移し、290℃の温度まで昇温し、30Paの高減圧下にて重縮合反応を行い、重合装置の撹拌トルクが所定の値(重合装置の仕様によって具体的な値は異なるが、本重合装置にて固有粘度0.65のポリエチレン−2,6−ナフタレートが示す値を所定の値とした)を示した。そこで反応系を窒素パージし常圧に戻して重縮合反応を停止し、冷水にストランド状に吐出、直ちにカッティングして固有粘度0.65のPENペレットX’を得た。
【0086】
(参考例6)
280℃に加熱された同方向回転タイプのベント式2軸混練押出機に、参考例5にて作製したPENペレットX’を98質量部と平均径0.3μmの球状架橋ポリスチレン粒子の10質量部水スラリーを20質量部(球状架橋ポリスチレンとして2質量部)供給し、ベント孔を1kPa以下の減圧度に保持し水分を除去し、平均径0.3μmの球状架橋ポリスチレン粒子を2質量部含有する固有粘度0.65のPENペレットZ’0.3を得た。
【0087】
(参考例7)
平均径0.3μmの球状架橋ポリスチレン粒子ではなく平均径0.8μmの球状架橋ポリスチレン粒子を用いたこと以外、参考例6と同様の方法にて、平均径0.8μmの球状架橋ポリスチレン粒子を2質量部含有する固有粘度0.65のPENペレットZ’0.8を得た。
【0088】
(実施例1)
押出機E、F2台を用い、295℃に加熱された押出機Eには、参考例1、2で得られたPETペレットX97質量部、PETペレットZ0.33質量部を180℃で3時間減圧乾燥した後に供給し、同じく295℃に加熱された押出機Fには、参考例1、3で得られたPETペレットX99質量部、PETペレットZ0.81質量部を180℃で3時間減圧乾燥した後に供給した。2層積層するべくTダイ中で合流させ(積層比E(A面側)/F(B面側)=7/1)、表面温度25℃のキャストドラムに静電荷を印加させながらB面側がキャスティングドラムに接触するように密着冷却固化し、積層未延伸フィルムを作製した。
【0089】
続いて、得られた積層未延伸フィルムを加熱したロール群で予熱した後、90℃の温度で3.3倍延伸を行い(MD延伸)、25℃の温度のロール群で冷却して一軸延伸フィルムを得た。得られた一軸延伸フィルムの両端をクリップで把持しながらテンター内の85℃の温度の予熱ゾーンに導き、引き続き連続的に90℃の温度の加熱ゾーンで長手方向に直角な幅方向(TD方向)に3.5倍延伸し(TD延伸1)、さらに続いて180℃の温度の加熱ゾーンで幅方向に1.4倍延伸した(TD延伸2)。引き続いて、テンター内の熱処理ゾーンで190℃の温度で5秒間の熱処理を施した。次いで、25℃に均一に冷却後、フィルムエッジを除去し、コア上に巻き取って厚さ5μmの二軸配向ポリエステルフィルムを得た。
【0090】
得られた二軸配向ポリエステルフィルムを雰囲気温度50℃の熱風オーブン内にセットし、張力11MPa、搬送速度10m/分で走行させながらエージング処理を実施した。得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、寸法安定性、塗布性、エラーレート、製膜安定性に優れた特性を有していた。
【0091】
(実施例2)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0092】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にMD方向のヤング率が低いためやや寸法安定性や製膜安定性が劣るものの塗布性、エラーレートに優れた特性を有していた。
【0093】
(実施例3)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0094】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にMD方向のヤング率が高いためやや製膜性が劣るものの寸法安定性、塗布性、エラーレートに優れた特性を有していた。
【0095】
(実施例4)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0096】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際に複屈折率Δnが低いためやや製膜性が劣るものの寸法安定性、塗布性、エラーレートに優れた特性を有していた。
【0097】
(実施例5)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0098】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にTD方向のヤング率が低いためやや寸法安定性が劣るものの塗布性、エラーレート、製膜性に優れた特性を有していた。
【0099】
(実施例6)
表1の通りエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0100】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にエンタルピー緩和が低く熱収縮率が大きいためややエラーレート、塗布性が劣るものの寸法安定性、製膜性に優れた特性を有していた。
【0101】
(実施例7)
表1の通りエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0102】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にエンタルピー緩和が高いためややエラーレートが劣るものの、寸法安定性、塗布性、製膜性に優れた特性を有していた。
【0103】
(実施例8)
表1の通り製膜条件及びエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0104】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にヤング率が低く、湿度膨張係数が高いためやや寸法安定性、製膜性が劣るものの、塗布性、エラーレートに優れた特性を有していた。
【0105】
(実施例9)
表1の通りエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0106】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際に熱収縮率が高いためやや塗布性が劣るものの、寸法安定性、製膜性に優れた特性を有していた。
【0107】
(実施例10)
表1の通りエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0108】
得られた二軸配向ポリエステルフィルムを評価したところ、張力が大きいために平面性が悪化し、表2に示すように磁気テープとして使用した際に塗布性やエラーレートがやや劣るものの、寸法安定性、製膜性に優れた特性を有していた。
【0109】
(実施例11)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0110】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際に熱収縮率が高いためやや塗布性が劣るものの、寸法安定性、エラーレート、製膜性に優れた特性を有していた。
【0111】
(実施例12)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0112】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際に湿度膨張係数が高いためやや寸法安定性が劣るものの、塗布性、エラーレート、製膜性に優れた特性を有していた。
【0113】
(実施例13)
押出機E、F2台を用い、295℃に加熱された押出機Eには、参考例1、2、4で得られたPETペレットX87質量部、PETペレットZ0.33質量部、ブレンドチップ(I)10質量部を180℃で3時間減圧乾燥した後に供給し、同じく295℃に加熱された押出機Fには、参考例1、3、4で得られたPETペレットX89質量部、PETペレットZ0.81質量部、ブレンドチップ(I)10質量部を180℃で3時間減圧乾燥した後に供給した。2層積層するべくTダイ中で合流させ(積層比E(A面側)/F(B面側)=7/1)、表面温度25℃のキャストドラムに静電荷を印加させながらB面側がキャスティングドラムに接触するように密着冷却固化し、積層未延伸フィルムを作製したことと表1の通り製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0114】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、寸法安定性、保存安定性、スリット性、製膜性に優れた特性を有していた。
【0115】
(実施例14)
実施例1で用いたPETペレットX、PETペレットZ0.3、PETペレットZ0.8を参考例5、6、7、8で得られたPENペレットX’、PENペレットZ’0.3、PENペレットZ’0.8に変更し積層未延伸フィルムを作製したことと表1の通り製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0116】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、寸法安定性、保存安定性、スリット性、製膜性にやや優れた特性を有していた。
【0117】
(比較例1)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TDヤング率が低く、湿度膨張係数が大きいため、得られた二軸配向ポリエステルフィルムは寸法安定性、製膜性が大きく劣っていた。
【0118】
(比較例2)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TDヤング率が高く、得られた二軸配向ポリエステルフィルムは、製膜性が大きく劣っていた。
【0119】
(比較例3)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TDヤング率が低く、得られた二軸配向ポリエステルフィルムは寸法安定性が大きく劣っていた。
【0120】
(比較例4)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TD延伸倍率が高いため、得られた二軸配向ポリエステルフィルムは製膜性が大きく劣っていた。
【0121】
(比較例5)
表1のエージング処理条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。エージング処理を行わなかったため、エンタルピー緩和が無く、得られた二軸配向ポリエステルフィルムは塗布性が大きく劣っていた。
【0122】
(比較例6)
表1のエージング処理条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。エージング処理時間が長いためエンタルピー緩和ΔHeが大きく、また湿度膨張係数も大きいため、得られた二軸配向ポリエステルフィルムは寸法安定性、エラーレートが大きく劣っていた。
【0123】
(比較例7)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。MD延伸倍率がトータルTD延伸倍率より大きいため、TDヤング率が低く、複屈折率Δnも大きくなり得られた二軸配向ポリエステルフィルムは寸法安定性、製膜性が大きく劣っていた。
【0124】
(比較例8)
表1の製膜延伸方法を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TDヤング率が低く、得られた二軸配向ポリエステルフィルムは寸法安定性が大きく劣っていた。
【0125】
【表1】
【0126】
【表2】
【図面の簡単な説明】
【0127】
【図1】幅寸法を測定する際に用いるシート幅測定装置の模式図である。
【符号の説明】
【0128】
1:レーザー発振器
2:受光部
3:荷重検出器
4:荷重
5:フリーロール
6:フリーロール
7:フリーロール
8:フリーロール
9:磁気テープ
10:レーザー光
【技術分野】
【0001】
本発明は、磁気テープなどの磁気記録媒体に用いられる支持体と、該支持体上に磁性層を設けた磁気記録媒体とに関する。
【背景技術】
【0002】
二軸配向ポリエステルフィルムはその優れた熱特性、寸法安定性、機械特性および表面形態の制御のしやすさから各種用途に使用されており、特に延伸技術を用いて高強度化した磁気記録媒体などの支持体としての有用性がよく知られている。近年、磁気テープなどの磁気記録媒体は、機材の軽量化、小型化、大容量化のため高密度記録化が要求されている。高密度記録化のためには、記録波長を短くし、記録トラックを小さくすることが有用である。しかしながら、記録トラックを小さくすると、テープ走行時における熱やテープ保管時の温湿度変化による変形により、記録トラックのずれが起こりやすくなるという問題がある。したがって、テープの使用環境および保管環境での幅方向の寸法安定性といった特性の改善に対する要求がますます強まっている。幅方向の寸法安定性を高めるため、従来の製膜方法で幅方向に高配向化すると、熱収縮が大きくなり塗布性、製膜性は悪化してしまう。また、寸法安定性を向上させる技術としてエージングをする方法があるが(特許文献1〜4)、これらの文献でのエージング処理を行っても幅方向と長手方向の分子鎖の配向バランスが悪いため現在必要とされている寸法安定性を達成できない。そのために優れた塗布性、製膜性、エラーレートを維持したままで幅方向の寸法安定性を向上させることは困難であった。
【0003】
そこで、鋭意検討した結果、MD延伸、TD延伸、TD延伸の順で逐次延伸し、MD延伸とTD延伸に特定の倍率差を有し、TD1段目延伸温度とTD2段目延伸温度に特定の温度差を有する、以上3点の特徴を持つ高配向化プロセスを用い特定の張力下でエージング処理を行うことで、幅方向のヤング率や複屈折をある範囲内に制御しエンタルピー緩和量ΔHeをある範囲内にすることができ、磁気テープとした際に優れた寸法安定性、塗布性およびエラーレートの軽減が可能となり、上記の多くの課題を解決できることを見出した。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−110735号公報
【特許文献2】特開2005−346865号公報
【特許文献3】特開2009−87470号公報
【特許文献4】特開2009−87471号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、上記の問題を解決し、優れた二軸配向ポリエステルフィルムを提供することにある。詳しくは、磁気記録媒体とした際に環境変化による寸法変化が少なく、塗布性、製膜性に優れ、エラーレートが良好である二軸配向ポリエステルフィルムを提供することにある。なお、以下の説明において、幅方向、TDおよび横方向は同じ意味で用い、長手方向、MDおよび縦方向は同じ意味で用いる。
【課題を解決するための手段】
【0006】
上記課題を解決するための本発明は、次の(1)〜(5)を特徴とするものである。
【0007】
(1)幅方向のヤング率が6〜10GPaであり、長手方向の屈折率nMDと幅方向の屈折率nTDの差で示される複屈折Δn(nMD−nTD)が−0.10〜−0.02であり、エンタルピー緩和量ΔHeが0.1〜3.0J/gである二軸配向ポリエステルフィルム。
【0008】
(2)幅方向の湿度膨張係数が0〜6ppm/%RHである、上記(1)に記載の二軸配向ポリエステルフィルム。
【0009】
(3)幅方向の100℃30分の熱収縮率が0〜2%である、上記(1)または(2)に記載の二軸配向ポリエステルフィルム。
【0010】
(4)微小融解ピーク温度T−metaが(Tm−105)〜(Tm−50)℃である、上記(1)〜(3)のいずれかに記載の二軸配向ポリエステルフィルム。
【発明の効果】
【0011】
本発明により、優れた二軸配向ポリエステルフィルムを提供することにある。詳しくは、磁気記録媒体とした際に環境変化による寸法変化が少なく、塗布性、製膜性に優れ、エラーレートが良好である二軸配向ポリエステルフィルムを得ることができる。
【発明を実施するための形態】
【0012】
本発明において、ポリエステルフィルムとは、例えば、芳香族ジカルボン酸、脂環族ジカルボン酸または脂肪族ジカルボン酸などの酸成分やジオール成分を構成単位(重合単位)とするポリマーで構成されたものである。
【0013】
芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸等を用いることができ、なかでも好ましくは、テレフタル酸、フタル酸、2,6−ナフタレンジカルボン酸を用いることができる。脂環族ジカルボン酸成分としては、例えば、シクロヘキサンジカルボン酸等を用いることができる。脂肪族ジカルボン酸成分としては、例えば、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸等を用いることができる。これらの酸成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0014】
ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ネオペンチルグリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2’−ビス(4’−−ヒドロキシエトキシフェニル)プロパン等を用いることができ、なかでも、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコール等を好ましく用いることができ、特に好ましくは、エチレングリコール等を用いることができる。これらのジオール成分は一種のみを用いてもよく、二種以上を併用してもよい。
【0015】
ポリエステルには、ラウリルアルコール、イソシアン酸フェニル等の単官能化合物が共重合されていてもよいし、トリメリット酸、ピロメリット酸、グリセロール、ペンタエリスリトール、2,4−ジオキシ安息香酸、等の3官能化合物などが、過度に分枝や架橋をせずポリマーが実質的に線状である範囲内で共重合されていてもよい。さらに酸成分、ジオール成分以外に、p−ヒドロキシ安息香酸、m−ヒドロキシ安息香酸、2,6−ヒドロキシナフトエ酸などの芳香族ヒドロキシカルボン酸およびp−アミノフェノール、p−アミノ安息香酸などを本発明の効果が損なわれない程度の少量であればさらに共重合せしめることができる。
【0016】
ポリエステルとしては、ポリエチレンテレフタレート、ポリエチレンナフタレート(ポリエチレン−2,6−ナフタレート)が好ましい。また、これらの共重合体や変性体でもよく、他の熱可塑性樹脂とのポリマーアロイでもよい。ここでいうポリマーアロイとは高分子多成分系のことであり、共重合によるブロックコポリマーであってもよいし、混合などによるポリマーブレンドでもよい。特にポリエステルと相溶するポリマーが好ましく、ポリエーテルイミド樹脂などが好ましい。ポリエーテルイミド樹脂としては、例えば以下で示すものを用いることができる。
【0017】
【化1】
【0018】
(ただし、上記式中R1は、6〜30個の炭素原子を有する2価の芳香族または脂肪族残基、R2は6〜30個の炭素原子を有する2価の芳香族残基、2〜20個の炭素原子を有するアルキレン基、2〜20個の炭素原子を有するシクロアルキレン基、および2〜8個の炭素原子を有するアルキレン基で連鎖停止されたポリジオルガノシロキサン基からなる群より選択された2価の有機基である。)
上記R1、R2としては、例えば、下記式群に示される芳香族残基を挙げることができる。
【0019】
【化2】
【0020】
本発明では、ポリエステルとの親和性、コスト、溶融成形性等の観点から、2,2−ビス[4−(2,3−ジカルボキシフェノキシ)フェニル]プロパン二無水物とm−フェニレンジアミン、またはp−フェニレンジアミンとの縮合物である、下記式で示される繰り返し単位を有するポリマーが好ましい。
【0021】
【化3】
【0022】
または
【0023】
【化4】
【0024】
(nは2以上の整数、好ましくは20〜50の整数)
このポリエーテルイミドは、“ウルテム”(登録商標)の商品名で、SABICイノベーティブプラスチック社より入手可能であり、「Ultem1000」、「Ultem1010」、「Ultem1040」、「Ultem5000」、「Ultem6000」および「UltemXH6050」シリーズや「Extem XH」および「Extem UH」の登録商標名等で知られているものである。
【0025】
本発明の二軸配向ポリエステルフィルムは、幅方向のヤング率が6〜10GPaである。幅方向のヤング率が上記範囲内であれば、磁気記録媒体用に用いた場合に磁気記録媒体の記録再生時の環境変化による寸法安定性が良好となる。幅方向のヤング率の上限は、より好ましくは9.0GPa、さらに好ましくは8.5GPaである。幅方向のヤング率の下限は、より好ましくは6.5GPa、さらに好ましくは7.0GPaである。より好ましい範囲は6.5〜9GPa、さらに好ましい範囲は7〜8.5GPaである。幅方向のヤング率はTD延伸1、2の温度や倍率によって制御することができる。特にトータルのTD倍率が影響し、トータルのTD倍率が高いほど幅方向のヤング率が高くなる。
【0026】
本発明の二軸配向ポリエステルフィルムは、フィルム長手方向の屈折率nMDとフィルム幅方向の屈折率nTDの差で示される複屈折率Δn(nMD−nTD)が−0.10〜−0.02である。複屈折は分子鎖配向度合いの長手方向と幅方向の差を示しており、負の数が大きくなるほど幅方向に分子鎖が配向していることを表す。複屈折率Δnが上記範囲内であれば、幅方向の寸法安定性が良好となり、製膜性も安定する。複屈折率のより好ましい範囲は−0.09〜−0.025、さらに好ましい範囲は−0.07〜−0.03である。−0.02を超える、または−0.10未満であると二軸配向ポリエステルフィルムを製造しようとしても破れが頻発するために製膜が困難である。複屈折率ΔnはTD延伸1、2の倍率によって制御することができる。特にトータルのTD倍率が影響し、トータルのTD倍率が高いほど複屈折率Δnは小さくなる。
【0027】
また、本発明の二軸配向ポリエステルフィルムの示差走査熱量測定(DSC)から求めたエンタルピー緩和量ΔHeは、0.1〜3.0J/gである。ΔHeが上記範囲内であれば、分子鎖の構造が安定化し、熱収縮率や湿度膨張係数が良化し寸法安定性が向上する。より好ましくは0.12〜2J/gであり、さらに好ましい範囲は0.15〜1J/gである。ΔHeが0.1J/g未満であったり、3.0J/gを超えると寸法安定性が低下しやすい。エージング処理の温度が低い又は張力が小さい又は時間が短いとΔHeは小さくなる。
【0028】
本発明の二軸ポリエステルフィルムの湿度膨張係数は0〜6ppm/%RHの範囲が好ましい。湿度すなわち水分が加わることによりポリエステルは膨張するため、一般的に磁気記録媒体では湿度膨張係数は正の値となることが多い。また湿度膨張が負の値を取るほど高配向化させた場合、温度膨張係数が小さくなりすぎ、低温から高温に変化した際にテープ幅方向にフィルムが収縮し再生不良を起こしやすくなる。また、湿度膨張係数が6ppm/%RHより大きい場合、磁気データを記録、再生する環境が低湿から高湿に変化した際テープ幅方向が膨張し、再生不良を起こしやすくなる。湿度膨張係数はより好ましくは0〜5.5ppm/%RH、さらに好ましくは0〜5.0ppm/%RHである。湿度膨張係数はTD延伸1温度とTD延伸2温度の差が小さいと大きくなる。
【0029】
本発明のポリエステルフィルムの100℃、30分における幅方向の熱収縮率は0〜2%が好ましい。熱収縮率が2%を超えると、磁気記録媒体に加工する際に、「しわ」などの工程トラブルを引き起こし塗布性が低下したり、磁気記録媒体の熱収縮率を好ましい範囲に制御することが困難となりエラーレートが低下したりする。また0%未満であると非晶部分の緩和が進みすぎており、温湿度膨張係数が高くなりすぎて、品質が低下することがある。より好ましい上限は1.0%であり、さらに好ましい上限は0.5%である。熱収縮率はヒートセット温度(以下HS温度と記す)によって制御することができ、HS温度が低すぎると熱収縮率は大きくなる。
【0030】
本発明の二軸ポリエステルフィルムの示差走査熱量測定(DSC)から求めた微小融解ピーク(T−meta)は融点をTmとしたとき、Tm−105〜Tm−50℃であることが好ましい。より好ましくはTm−100〜Tm−55℃であり、さらに好ましくはTm−90〜Tm−60℃である。Tm−105℃未満になると非晶部分の緩和により磁気記録媒体へと加工する際の塗布性が悪化しやすい。またTm−50℃を超えると分子鎖の配向緩和が進行し湿度膨張係数が悪化し寸法安定性が悪化する傾向にある。T−metaはHS温度によって制御することができる。HS温度が高いほど高くなる傾向にある。
【0031】
本発明において、二軸配向ポリエステルフィルムとしての厚みは、用途に応じて適宜決定できるが、通常磁気記録媒体用途では1〜7μmが好ましい。この厚みが1μmより小さい場合、磁気テープにした際に電磁変換特性が低下することがある。一方、この厚みが7μmより大きい場合は、テープ1巻あたりのテープ長さが短くなるため、磁気テープの小型化、高容量化が困難になる場合がある。したがって、高密度磁気記録媒体用途の場合、厚みの下限は、好ましくは2μm、より好ましくは3μmであり、上限は、好ましくは6.5μm、より好ましくは6μmである。より好ましい範囲としては2〜6.5μm、より好ましい範囲としては3〜6μmである。
【0032】
上記した本発明の二軸配向ポリエステルフィルムはたとえば次のように製造される。
【0033】
まず、二軸配向ポリエステルフィルムを構成するポリエステルフィルムを製造する。ポリエステルフィルムを製造するには、たとえばポリエステルのペレットを、押出機を用いて溶融し、口金から吐出した後、冷却固化してシート状に成形する。このとき、繊維焼結ステンレス金属フィルターによりポリマーを濾過することが、ポリマー中の未溶融物を除去するために好ましい。また、ポリエステルフィルムの表面性を制御し易滑性や耐摩耗性、耐スクラッチ性などを付与するため、不活性粒子を添加することが好ましい。不活性粒子は無機粒子、有機粒子、例えば、クレー、マイカ、酸化チタン、炭酸カルシウム、カリオン、タルク、湿式シリカ、乾式シリカ、コロイド状シリカ、リン酸カルシウム、硫酸バリウム、アルミナ、ジルコニア等の無機粒子、アクリル酸類、スチレン系樹脂、熱硬化樹脂、シリコーン、イミド系化合物等を構成成分とする有機粒子、ポリエステル重合反応時に添加する触媒等によって析出する粒子(いわゆる内部粒子)などが挙げられる。さらに、本発明を阻害しない範囲内であれば、各種添加剤、例えば、相溶化剤、可塑剤、耐候剤、酸化防止剤、熱安定剤、滑剤、帯電防止剤、増白剤、着色剤、導電剤、結晶核剤、紫外線吸収剤、難燃剤、難燃助剤、顔料、染料、などが添加されてもよい。
【0034】
続いて、上記シートを長手方向と幅方向の二軸に延伸した後、熱処理する。幅方向の寸法安定性を向上させるために延伸工程は、幅方向において2段階以上に分けることが好ましい。すなわち、再TD延伸を行う方法が高寸法安定性を有する磁気テープとして最適な高寸法安定性のフィルムが得られ易い。延伸形式としては、長手方向に延伸した後に幅方向に2段階に延伸を行う逐次二軸延伸法が好ましい。
【0035】
以下、本発明の支持体の製造方法について、ポリエチレンテレフタレート(PET)をポリエステルとして用いた例を代表例として説明する。もちろん、本願はPETフィルムを用いた支持体に限定されるものではなく、他のポリマーを用いたものものでもよい。例えば、ガラス転移温度や融点の高いポリエチレン−2,6−ナフタレンジカルボキシレートなどを用いてポリエステルフィルムを構成する場合は、以下に示す温度よりも高温で押出や延伸を行えばよい。
【0036】
まず、ポリエチレンテレフタレートを準備する。ポリエチレンテレフタレートは、次のいずれかのプロセスで製造される。すなわち、(1)テレフタル酸とエチレングリコールを原料とし、直接エステル化反応によって低分子量のポリエチレンテレフタレートまたはオリゴマーを得、さらにその後の三酸化アンチモンやチタン化合物を触媒に用いた重縮合反応によってポリマーを得るプロセス、(2)ジメチルテレフタレートとエチレングリコールを原料とし、エステル交換反応によって低分子量体を得、さらにその後の三酸化アンチモンやチタン化合物を触媒に用いた重縮合反応によってポリマーを得るプロセスである。ここで、エステル化は無触媒でも反応は進行するが、エステル交換反応においては、通常、マンガン、カルシウム、マグネシウム、亜鉛、リチウム、チタン等の化合物を触媒に用いて進行させ、またエステル交換反応が実質的に完結した後に、該反応に用いた触媒を不活性化する目的で、リン化合物を添加する場合もある。
【0037】
フィルムを構成するポリエステルに不活性粒子を含有させるには、エチレングリコールに不活性粒子を所定割合にてスラリーの形で分散させ、このエチレングリコールを重合時に添加する方法が好ましい。不活性粒子を添加する際には、例えば、不活性粒子の合成時に得られる水ゾルやアルコールゾル状態の粒子を一旦乾燥させることなく添加すると粒子の分散性がよい。また、不活性粒子の水スラリーを直接PETペレットと混合し、ベント式二軸混練押出機を用いて、PETに練り込む方法も有効である。不活性粒子の含有量を調節する方法としては、上記方法で高濃度の不活性粒子のマスターペレットを作っておき、それを製膜時に不活性粒子を実質的に含有しないPETで希釈して不活性粒子の含有量を調節する方法が有効である。
【0038】
次に、得られたPETのペレットを、180℃で3時間以上減圧乾燥した後、固有粘度が低下しないように窒素気流下あるいは減圧下で、270〜320℃に加熱された押出機に供給し、スリット状のダイから押出し、キャスティングロール上で冷却して未延伸フィルムを得る。この際、異物や変質ポリマーを除去するために各種のフィルター、例えば、焼結金属、多孔性セラミック、サンド、金網などの素材からなるフィルターを用いることが好ましい。また、必要に応じて、定量供給性を向上させるためにギアポンプを設けてもよい。フィルムを積層するには、2台以上の押出機およびマニホールドまたは合流ブロックを用いて、複数の異なるポリマーを溶融積層する。
【0039】
次に、このようにして得られた未延伸フィルムを、数本のロールの配置されたMD延伸機を用いて、ロールの周速差を利用して長手方向に延伸し(MD延伸)、続いてステンターにより幅方向に延伸を二段階行う(TD延伸1、TD延伸2)二軸延伸方法について説明する。
【0040】
まず、未延伸フィルムをMD延伸する。MD延伸の延伸温度は、用いるポリマーの種類によって異なるが、未延伸フィルムのガラス転移温度Tgを目安として決めることができる。Tg−10〜Tg+15℃の範囲であることが好ましく、より好ましくはTg℃〜Tg+10℃である。上記範囲より延伸温度が低い場合には、フィルム破れが多発して生産性が低下し、本願の特徴であるMD延伸後の二段階TD延伸で安定して延伸することが困難となることがある。MD延伸倍率は2.5〜4.0倍が好ましい。より好ましくは2.8〜3.8倍、さらに好ましくは3.0〜3.5倍である。二段階のTD延伸を安定して延伸するにはMD延伸倍率後のフィルム構造が重要である。MD方向へ配向させすぎるとTD延伸時に分子鎖が絡み合い局所的に応力が発生するためにフィルム破れが発生しやすい。その局所的な応力発生を防ぐために、応力の伝搬部として作用する微結晶状態を作り、また適度なMD配向が必要である。
【0041】
次に、ステンターを用いて、TD延伸を行う。幅方向の寸法安定性を向上させ、保存安定性、スリット性、製膜性が良好な二軸配向ポリエステルフィルムを得るには幅方向に二段階に延伸することが好ましい。まず、一段目の延伸(TD延伸1)の延伸倍率は、好ましくは3.0〜5.0倍であり、より好ましくは3.2〜4.5倍であり、さらに好ましくは3.5〜4.0倍である。また、TD延伸1の延伸温度は好ましくは65〜120℃の範囲であり、より好ましくは75〜110℃、さらに好ましくは80〜105℃で行う。次にそのままステンター内で二段目の延伸(TD延伸2)を行う。TD延伸2の延伸倍率は好ましくは1.01〜2倍であり、より好ましくは1.1〜1.8倍、さらに好ましくは1.2〜1.6倍である。TD延伸2の延伸温度は160〜210℃の範囲が好ましく、より好ましくは165〜205℃であり、さらに好ましくは170〜200℃の範囲である。
【0042】
本願のヤング率、複屈折率Δn、エンタルピー緩和量ΔHeを達成するためにはMD延伸倍率に比べトータルのTD延伸倍率を大きくすることが重要である。特にΔnを本願範囲に制御するためにはTD配向を高める必要がある。
【0043】
また、安定した製膜を行うためにTD延伸1とTD延伸2を同じテンター内で実施し、特定の延伸温度差をつけて延伸することが重要である。TD延伸1の温度とTD延伸2の温度差は60〜105℃の範囲が好ましい。より好ましくは65〜103℃であり、さらに好ましくは70〜100℃である。温度差が60℃よりも小さいと、延伸時で絡み合って配向した分子鎖がほどけにくく、再延伸が難しい。温度差が105℃よりも大きいと、TD延伸1で配向した分子鎖が緩和してしまい、TD延伸2で有効な延伸ができず、寸法安定性向上しない可能性がでてくる。
【0044】
続いて、この延伸フィルムを緊張下または幅方向に弛緩しながら熱処理(ヒートセット処理、以下HS処理と記す)する。HS処理条件は、ポリマーの種類によっても異なるが、HS温度は、170〜210℃が好ましく、より好ましくは180〜200℃、さらに好ましくは185〜195℃である。HS時間は0.5〜10秒の範囲、弛緩率は0〜2%で行うのが好ましい。HS処理後は把持しているクリップを開放することでフィルムにかかる張力を低減させながら室温へ急冷する。その後、フィルムエッジを除去し、ロールに巻き取る。
【0045】
本発明のフィルムは、寸法安定性や保存安定性の効果を発現させるために、ロールに巻き取った後のフィルムに張力をかけて搬送させて、熱風オーブン内でエージング処理することが有効である。エージング処理の雰囲気温度は、Tg(ガラス転移点)−60〜Tg−22℃が好ましい。より好ましくはTg−50〜Tg−25℃、さらに好ましくはTg−40〜Tg−28℃である。この雰囲気温度が低いとエンタルピー緩和量ΔHeは小さくなる。巻き返して巻芯側と表層側を入れ替えてさらにエージング処理を行い、これを処理時間の間繰り返し行う。巻き返しを繰り返すことでロールの巻き芯部分・表層部分での物性ムラを低減し、保存安定性をさらに高めることができる。エージング処理の張力は、8〜16MPaである。より好ましくは9〜15MPa、さらに好ましくは10〜14MPaである。エージング処理の張力が大きすぎると長手方向へ分子鎖が伸びる傾向があり平面性を悪化させる原因となり、エージング処理の張力が小さすぎるとエンタルピー緩和量ΔHeは小さくなる。エージング処理は分子鎖の歪みをとり、緊張度合いを高め、特に寸法安定性を向上させる。エージング処理時間は、24〜240時間の範囲が好ましく、より好ましくは48〜168時間の範囲、さらに好ましくは72〜150時間の範囲である。エージング処理時間が長すぎると、エンタルピー緩和量ΔHeは大きくなる。
【0046】
本願はMD−TD1−TD2の延伸プロセス及び上記記載の特定の条件下でエージング処理を行うことで、製膜性が良好でヤング率、複屈折Δn、エンタルピー緩和ΔHeを本願の範囲内に制御することができ、磁気テープとした際に寸法安定性、塗布性、エラーレートが良好となる二軸配向ポリエステルフィルムを得ることができ、MD−TDやMD1−TD1−MD2−TD2などのプロセスではすべての物性が良好な二軸配向ポリエステルフィルムは得られにくい。また、同時二軸延伸ではTD延伸時での延伸時の分子鎖の絡み合いが形成しにくいため配向がつきにくく、同様の二軸配向ポリエステルフィルムは得られにくい。
【0047】
次に、磁気記録媒体を製造する方法を説明する。
【0048】
上記のようにして得られた磁気記録媒体用支持体(二軸配向ポリエステルフィルム)を、たとえば0.1〜3m幅にスリットし、速度20〜300m/min、張力50〜300N/mで搬送しながら、一方の面(A面)に磁性塗料および非磁性塗料をエクストルージョンコーターにより重層塗布する。なお、上層に磁性塗料を厚み0.1〜0.3μmで塗布し、下層に非磁性塗料を厚み0.5〜1.5μmで塗布する。その後、磁性塗料および非磁性塗料が塗布された支持体を磁気配向させ、温度80〜130℃で乾燥させる。次いで、反対側の面(B面)にバックコートを厚み0.3〜0.8μmで塗布し、カレンダー処理した後、巻き取る。なお、カレンダー処理は、小型テストカレンダー装置(スチール/ナイロンロール、5段)を用い、温度70〜120℃、線圧0.5〜5kN/cmで行う。その後、60〜80℃にて24〜72時間エージング処理し、1/2インチ(1.27cm)幅にスリットし、パンケーキを作製する。次いで、このパンケーキから特定の長さ分をカセットに組み込んで、カセットテープ型磁気記録媒体とする。
【0049】
ここで、磁性塗料などの組成は例えば以下のような組成が挙げられる。
【0050】
(磁性塗料の組成)
・強磁性金属粉末 : 100質量部
・変成塩化ビニル共重合体 : 10質量部
・変成ポリウレタン : 10質量部
・ポリイソシアネート : 5質量部
・2−エチルヘキシルオレート : 1.5質量部
・パルミチン酸 : 1質量部
・カーボンブラック : 1質量部
・アルミナ : 10質量部
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
(バックコートの組成)
・カーボンブラック(平均粒径20nm) : 95質量部
・カーボンブラック(平均粒径280nm): 10質量部
・アルミナ : 0.1質量部
・変成ポリウレタン : 20質量部
・変成塩化ビニル共重合体 : 30質量部
・シクロヘキサノン : 200質量部
・メチルエチルケトン : 300質量部
・トルエン : 100質量部
磁気記録媒体は、例えば、データ記録用途、具体的にはコンピュータデータのバックアップ用途(例えばリニアテープ式の記録媒体(LTO4やLTO5など))や映像などのデジタル画像の記録用途などに好適に用いることができる。
【0051】
(物性の測定方法ならびに効果の評価方法)
本発明における特性値の測定方法並びに効果の評価方法は次の通りである。
【0052】
(1)ヤング率
ASTMD882(1997年)に準拠してフィルムのヤング率を測定する。なお、インストロンタイプの引張試験機を用い、条件は下記のとおりとする。5回の測定結果の平均値を本発明におけるヤング率とする。
【0053】
・測定装置:インストロン社製超精密材料試験機MODEL5848
・試料サイズ:フィルム幅方向のヤング率測定
フィルム長手方向2mm×フィルム幅方向12.6mm
(つかみ間隔はフィルム幅方向に8mm)
・引張り速度:1mm/分
・測定環境:温度23℃、湿度65%RH
・測定回数:5回。
【0054】
(2)複屈折率Δn
Δn(nMD−nTD)は、JIS−K7142(2008年)に従って、下記測定器を用いて測定した。
【0055】
・装置:アッベ屈折計 4T(株式会社アタゴ社製)
・光源:ナトリウムD線
・測定温度:25℃
・測定湿度:65%RH
・マウント液:ヨウ化メチレン、硫黄ヨウ化メチレン
平均屈折率n_bar=((nMD+nTD+nZD)/3)
複屈折Δn=(nMD−nTD)
nMD;フィルム長手方向の屈折率
nTD;フィルム幅方向の屈折率
(3)融点(Tm)、微小融解ピーク温度(T−meta)
JIS−K7121(1987年)に従って、示差走査熱量計として、セイコーインスツルメンツ社製DSC(RDC220)、データ解析装置として同社製ディスクステーション(SSC/5200)を用いて、試料5mgをアルミニウム製受皿上、25℃から300℃まで、昇温速度20℃/分で昇温した。そのとき、観測される融解の吸熱ピーク温度である融点(Tm)の少し低温側に現れる微小吸熱ピーク温度をT−metaとした。
【0056】
(4)ガラス転移温度(Tg)
下記装置および条件で比熱測定を行い、JIS−K7121(1987年)に従って決定する。またガラス転移点(Tg)の少し高温側に現れるエンタルピー緩和による吸熱ピークのピーク面積から算出される熱量をエンタルピー緩和量ΔHeとする。
【0057】
・装置 :TA Instrument社製温度変調DSC
・測定条件
・加熱温度 :270〜570K(RCS冷却法)
・温度校正 :高純度インジウムおよびスズの融点
・温度変調振幅:±1K
・温度変調周期:60秒
・昇温ステップ:5K
・試料重量 :5mg
・試料容器 :アルミニウム製開放型容器(22mg)
・参照容器 :アルミニウム製開放型容器(18mg)
なお、ガラス転移温度は下記式により算出する。
【0058】
ガラス転移温度=(補外ガラス転移開始温度+補外ガラス転移終了温度)/2
(5)湿度膨張係数
フィルムの幅方向に対して、下記条件にて測定を行い、3回の測定結果の平均値を本発明における湿度膨張係数とする。
【0059】
・測定装置:島津製作所製熱機械分析装置TMA−50(湿度発生器:アルバック理工製湿度雰囲気調節装置HC−1)
・試料サイズ:フィルム長手方向10mm×フィルム幅方向12.6mm
・荷重:0.5g
・測定回数:3回
・測定温度:30℃
・測定湿度:40%RHで6時間保持し寸法を測定し時間40分で80%RHまで昇湿し、80%RHで6時間保持したあと支持体幅方向の寸法変化量ΔL(mm)を測定する。次式から湿度膨張係数(ppm/%RH)を算出する。
【0060】
・湿度膨張係数(ppm/%RH)=106×{(ΔL/12.6)/(80−40)}
(6)熱収縮率
JIS C2318(2007年)に従って、測定した。
【0061】
試料サイズ:幅10mm、標線間隔200mm
測定条件:温度100℃、処理時間30分、無荷重状態
熱収縮率を次式より求めた。
【0062】
熱収縮率(%)={(L0−L)/L0}×100
L0:加熱処理前の標線間隔
L:加熱処理後の標線間隔
ただし、試料サイズは得られるサンプルの大きさによって標線間隔を小さくして測定してもよい。
【0063】
(7)幅寸法安定性
1m幅にスリットしたフィルムを、張力200Nで搬送させ、支持体の一方の表面(A面)に下記組成の磁性塗料および非磁性塗料をエクストルージョンコーターにより重層塗布し(上層が磁性塗料で、塗布厚0.2μm、下層が非磁性塗料で塗布厚0.9μm)、磁気配向させ、乾燥温度100℃で乾燥させる。次いで反対側の表面(B面)に下記組成のバックコートを塗布した後、小型テストカレンダー装置(スチール/ナイロンロール、5段)で、温度85℃、線圧2.0×105N/mでカレンダー処理した後、巻き取る。上記テープ原反を1/2インチ(12.65mm)幅にスリットし、パンケーキを作成する。次いで、このパンケーキから長さ200m分をカセットに組み込んで、カセットテープとする。
【0064】
(磁性塗料の組成)
・強磁性金属粉末 : 100質量部
〔Fe:Co:Ni:Al:Y:Ca=70:24:1:2:2:1(質量比)〕
〔長軸長:0.09μm、軸比:6、保磁力:153kA/m(1,922Oe)、飽和磁化:146Am2/kg(146emu/g)、BET比表面積:53m2/g、X線粒径:15nm〕
・変成塩化ビニル共重合体(結合剤) : 10質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・変成ポリウレタン(結合剤) : 10質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・ポリイソシアネート(硬化剤) : 5質量部
(日本ポリウレタン工業(株)製コロネートL(商品名))
・2−エチルヘキシルオレート(潤滑剤) : 1.5質量部
・パルミチン酸(潤滑剤) : 1質量部
・カーボンブラック(帯電防止剤) : 1質量部
(平均一次粒子径:0.018μm)
・アルミナ(研磨剤) : 10質量部
(αアルミナ、平均粒子径:0.18μm)
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
(非磁性塗料の組成)
・変成ポリウレタン : 10質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・変成塩化ビニル共重合体 : 10質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・メチルエチルケトン : 75質量部
・シクロヘキサノン : 75質量部
・トルエン : 75質量部
・ポリイソシアネート : 5質量部
(日本ポリウレタン工業(株)製コロネートL(商品名))
・2−エチルヘキシルオレート(潤滑剤) : 1.5質量部
・パルミチン酸(潤滑剤) : 1質量部
(バックコートの組成)
・カーボンブラック : 95質量部
(帯電防止剤、平均一次粒子径0.018μm)
・カーボンブラック : 10質量部
(帯電防止剤、平均一次粒子径0.3μm)
・アルミナ : 0.1質量部
(αアルミナ、平均粒子径:0.18μm)
・変成ポリウレタン : 20質量部
(数平均分子量:25,000、スルホン酸基含有量:1.2×10−4当量/g、ガラス転移点:45℃)
・変成塩化ビニル共重合体 : 30質量部
(平均重合度:280、エポキシ基含有量:3.1質量%、スルホン酸基含有量:8×10−5当量/g)
・シクロヘキサノン : 200質量部
・メチルエチルケトン : 300質量部
・トルエン : 100質量部
カセットテープのカートリッジからテープを取り出し、下記恒温恒湿槽内へ図1のように作製したシート幅測定装置を入れ、幅寸法測定を行う。なお、図1に示すシート幅測定装置は、レーザーを使って幅方向の寸法を測定する装置で、磁気テープ9をフリーロール5〜8上にセットしつつ荷重検出器3に固定し、端部に荷重となる分銅4を吊す。この磁気テープ9にレーザー光10を照射すると、レーザー発振器1から幅方向に線状に発振されたレーザー光10が磁気テープ9の部分だけ遮られ、受光部2に入り、その遮られたレーザーの幅が磁気テープの幅として測定される。3回の測定結果の平均値を本発明における幅とする。
【0065】
・測定装置:(株)アヤハエンジニアリング社製シート幅測定装置
・レーザー発振器1、受光部2:レーザー寸法測定機 キーエンス社製LS−5040
・荷重検出器3:ロードセル NMB社製CBE1−10K
・恒温恒湿槽:(株)カトー社製SE−25VL−A
・荷重4:分銅(長手方向)
・試料サイズ:幅1/2inch×長さ250mm
・保持時間:5時間
・測定回数:3回測定。
【0066】
(幅寸法変化率:寸法安定性)
2つの条件でそれぞれ幅寸法(lA、lB)を測定し、次式にて寸法変化率を算出する。具体的には、次の基準で寸法安定性を評価する。
【0067】
A条件で24時間経過後lAを測定して、その後B条件で24時間経過後にlBを測定する。テープカートリッジのはじめから30m地点から切り出したサンプル、100m地点から切り出したサンプル、170m地点から切り出したサンプルの3点を測定した。×を不合格とする。
【0068】
A条件:10℃10%RH 張力0.8N
B条件:29℃80%RH 張力0.5N
幅寸法変化率(ppm)=106×((lB−lA)/lA)
◎:幅寸法変化率の最大値が500(ppm)未満
○:幅寸法変化率の最大値が500(ppm)以上600(ppm)未満
△:幅寸法変化率の最大値が600(ppm)以上700(ppm)未満
×:幅寸法変化率の最大値が700(ppm)以上
(8)塗布性
上記(7)で作製したカセットテープを、市販のIBM社製LTOドライブ3580−L11を用いて、塗布ムラまた塗布抜けは走行前に目視で確認を行い、その後24時間走行させ、剥がれを確認して次の基準でテープの磁性層の塗布性を評価した。
【0069】
◎:ムラや塗布抜け、また剥がれが全く無く塗布性良好である。
【0070】
○:ムラや塗布抜け、剥がれがほぼ無く塗布性に問題ない。
【0071】
△:ムラや塗布抜け、剥がれが時々発生し塗布性に若干問題あり。
【0072】
×:ムラや塗布抜け、剥がれが頻発しており塗布性に問題あり。
【0073】
(9)エラーレート
上記(7)で作製したカセットテープを、市販のIBM社製LTOドライブ3580−L11を用いて23℃50%RHの環境で記録・再生(記録波長0.55μm)することで評価する。エラーレートはドライブから出力されるエラー情報(エラービット数)から次式にて算出する。次の基準で寸法安定性を評価する。×を不合格とする。
【0074】
エラーレート=(エラービット数)/(書き込みビット数)
◎;エラーレートが1.0×10−6未満
○;エラーレートが1.0×10−6以上、1.0×10−5未満
△;エラーレートが1.0×10−5以上、1.0×10−4未満
×;エラーレートが1.0×10−4以上
(10)製膜性
フィルムの製膜性について、下記の基準で評価した。
【0075】
◎:フィルム破れの発生が全く無く、安定製膜である。
【0076】
○:フィルム破れの発生がほとんどなく、安定製膜が可能である。
【0077】
△:フィルム破れが時々発生し、製膜安定性が若干低い。
【0078】
×:フィルム破断が多数発生し、製膜安定性が低い。
【実施例】
【0079】
次の実施例に基づき、本発明の実施形態を説明する。なお、ここでポリエチレンテレフタレートをPET、ポリエーテルイミドをPEI、ポリエチレンナフタレートをPENと表記する。
【0080】
(参考例1)
テレフタル酸ジメチル194質量部とエチレングリコール124質量部とをエステル交換反応装置に仕込み、内容物を140℃に加熱して溶解した。その後、内容物を撹拌しながら酢酸マグネシウム4水塩0.1質量部および三酸化アンチモン0.05質量部を加え、140〜230℃でメタノールを留出しつつエステル交換反応を行った。次いで、リン酸トリメチルの5質量部エチレングリコール溶液を1質量部(リン酸トリメチルとして0.05質量部)添加した。
【0081】
トリメチルリン酸のエチレングリコール溶液を添加すると反応内容物の温度が低下する。そこで余剰のエチレングリコールを留出させながら反応内容物の温度が230℃に復帰するまで撹拌を継続した。このようにしてエステル交換反応装置内の反応内容物の温度が230℃に達したら、反応内容物を重合装置へ移行した。
【0082】
移行後、反応系を230℃から290℃まで徐々に昇温するとともに、圧力を0.1kPaまで下げた。最終温度、最終圧力到達までの時間はともに60分とした。最終温度、最終圧力に到達した後、2時間(重合を始めて3時間)反応させたところ、重合装置の撹拌トルクが所定の値(重合装置の仕様によって具体的な値は異なるが、本重合装置にて固有粘度0.62のポリエチレンテレフタレートが示す値を所定の値とした)を示した。そこで反応系を窒素パージし常圧に戻して重縮合反応を停止し、冷水にストランド状に吐出、直ちにカッティングして固有粘度0.62のポリエチレンテレフタレートのPETペレットXを得た。(Tm=255℃、Tg=78℃)
(参考例2)
280℃に加熱された同方向回転タイプのベント式2軸混練押出機に、参考例1にて作製したPETペレットXを98質量部と平均径0.3μmの球状架橋ポリスチレン粒子の10質量部水スラリーを20質量部(球状架橋ポリスチレンとして2質量部)供給し、ベント孔を1kPa以下の減圧度に保持し水分を除去し、平均径0.3μmの球状架橋ポリスチレン粒子を2質量部含有する固有粘度0.62のPETペレットZ0.3を得た。
【0083】
(参考例3)
280℃に加熱された同方向回転タイプのベント式2軸混練押出機に、参考例1にて作製したPETペレットXを98質量部と平均径0.8μmの球状架橋ポリスチレン粒子の10質量部水スラリーを20質量部(球状架橋ポリスチレンとして2質量部)供給し、ベント孔を1kPa以下の減圧度に保持し水分を除去し、平均径0.8μmの球状架橋ポリスチレン粒子を2質量部含有する固有粘度0.62のPETペレットZ0.8を得た。
【0084】
(参考例4)
温度300℃に加熱されたニーディングパドル混練部を3箇所設けた同方向回転タイプのベント式2軸混練押出機(日本製鋼所製、スクリュー直径30mm、スクリュー長さ/スクリュー直径=45.5)に、参考例1で得られたPETペレットXの50質量部とSABICイノベーティブプラスチック社製のPEI“Ultem1010”のペレット50質量部を供給し、スクリュー回転数300回転/分で溶融押出してストランド状に吐出し、温度25℃の水で冷却した後、直ちにカッティングしてブレンドチップ(I)を作製した。
【0085】
(参考例5)
2,6−ナフタレンジカルボン酸ジメチル100質量部とエチレングリコール60質量部の混合物に、酢酸マンガン・4水和物塩0.03質量部を添加し、150℃の温度から240℃の温度に徐々に昇温しながらエステル交換反応を行った。途中、反応温度が170℃に達した時点で三酸化アンチモン0.024質量部を添加した。また、反応温度が220℃に達した時点で3,5−ジカルボキシベンゼンスルホン酸テトラブチルホスホニウム塩0.042質量部(2mmol%に相当)を添加した。その後、引き続いてエステル交換反応を行い、トリメチルリン酸0.023質量部を添加した。次いで、反応生成物を重合装置に移し、290℃の温度まで昇温し、30Paの高減圧下にて重縮合反応を行い、重合装置の撹拌トルクが所定の値(重合装置の仕様によって具体的な値は異なるが、本重合装置にて固有粘度0.65のポリエチレン−2,6−ナフタレートが示す値を所定の値とした)を示した。そこで反応系を窒素パージし常圧に戻して重縮合反応を停止し、冷水にストランド状に吐出、直ちにカッティングして固有粘度0.65のPENペレットX’を得た。
【0086】
(参考例6)
280℃に加熱された同方向回転タイプのベント式2軸混練押出機に、参考例5にて作製したPENペレットX’を98質量部と平均径0.3μmの球状架橋ポリスチレン粒子の10質量部水スラリーを20質量部(球状架橋ポリスチレンとして2質量部)供給し、ベント孔を1kPa以下の減圧度に保持し水分を除去し、平均径0.3μmの球状架橋ポリスチレン粒子を2質量部含有する固有粘度0.65のPENペレットZ’0.3を得た。
【0087】
(参考例7)
平均径0.3μmの球状架橋ポリスチレン粒子ではなく平均径0.8μmの球状架橋ポリスチレン粒子を用いたこと以外、参考例6と同様の方法にて、平均径0.8μmの球状架橋ポリスチレン粒子を2質量部含有する固有粘度0.65のPENペレットZ’0.8を得た。
【0088】
(実施例1)
押出機E、F2台を用い、295℃に加熱された押出機Eには、参考例1、2で得られたPETペレットX97質量部、PETペレットZ0.33質量部を180℃で3時間減圧乾燥した後に供給し、同じく295℃に加熱された押出機Fには、参考例1、3で得られたPETペレットX99質量部、PETペレットZ0.81質量部を180℃で3時間減圧乾燥した後に供給した。2層積層するべくTダイ中で合流させ(積層比E(A面側)/F(B面側)=7/1)、表面温度25℃のキャストドラムに静電荷を印加させながらB面側がキャスティングドラムに接触するように密着冷却固化し、積層未延伸フィルムを作製した。
【0089】
続いて、得られた積層未延伸フィルムを加熱したロール群で予熱した後、90℃の温度で3.3倍延伸を行い(MD延伸)、25℃の温度のロール群で冷却して一軸延伸フィルムを得た。得られた一軸延伸フィルムの両端をクリップで把持しながらテンター内の85℃の温度の予熱ゾーンに導き、引き続き連続的に90℃の温度の加熱ゾーンで長手方向に直角な幅方向(TD方向)に3.5倍延伸し(TD延伸1)、さらに続いて180℃の温度の加熱ゾーンで幅方向に1.4倍延伸した(TD延伸2)。引き続いて、テンター内の熱処理ゾーンで190℃の温度で5秒間の熱処理を施した。次いで、25℃に均一に冷却後、フィルムエッジを除去し、コア上に巻き取って厚さ5μmの二軸配向ポリエステルフィルムを得た。
【0090】
得られた二軸配向ポリエステルフィルムを雰囲気温度50℃の熱風オーブン内にセットし、張力11MPa、搬送速度10m/分で走行させながらエージング処理を実施した。得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、寸法安定性、塗布性、エラーレート、製膜安定性に優れた特性を有していた。
【0091】
(実施例2)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0092】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にMD方向のヤング率が低いためやや寸法安定性や製膜安定性が劣るものの塗布性、エラーレートに優れた特性を有していた。
【0093】
(実施例3)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0094】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にMD方向のヤング率が高いためやや製膜性が劣るものの寸法安定性、塗布性、エラーレートに優れた特性を有していた。
【0095】
(実施例4)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0096】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際に複屈折率Δnが低いためやや製膜性が劣るものの寸法安定性、塗布性、エラーレートに優れた特性を有していた。
【0097】
(実施例5)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0098】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にTD方向のヤング率が低いためやや寸法安定性が劣るものの塗布性、エラーレート、製膜性に優れた特性を有していた。
【0099】
(実施例6)
表1の通りエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0100】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にエンタルピー緩和が低く熱収縮率が大きいためややエラーレート、塗布性が劣るものの寸法安定性、製膜性に優れた特性を有していた。
【0101】
(実施例7)
表1の通りエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0102】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にエンタルピー緩和が高いためややエラーレートが劣るものの、寸法安定性、塗布性、製膜性に優れた特性を有していた。
【0103】
(実施例8)
表1の通り製膜条件及びエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0104】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際にヤング率が低く、湿度膨張係数が高いためやや寸法安定性、製膜性が劣るものの、塗布性、エラーレートに優れた特性を有していた。
【0105】
(実施例9)
表1の通りエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0106】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際に熱収縮率が高いためやや塗布性が劣るものの、寸法安定性、製膜性に優れた特性を有していた。
【0107】
(実施例10)
表1の通りエージング処理条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0108】
得られた二軸配向ポリエステルフィルムを評価したところ、張力が大きいために平面性が悪化し、表2に示すように磁気テープとして使用した際に塗布性やエラーレートがやや劣るものの、寸法安定性、製膜性に優れた特性を有していた。
【0109】
(実施例11)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0110】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際に熱収縮率が高いためやや塗布性が劣るものの、寸法安定性、エラーレート、製膜性に優れた特性を有していた。
【0111】
(実施例12)
表1の通り製膜条件を変更した以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0112】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、磁気テープとして使用した際に湿度膨張係数が高いためやや寸法安定性が劣るものの、塗布性、エラーレート、製膜性に優れた特性を有していた。
【0113】
(実施例13)
押出機E、F2台を用い、295℃に加熱された押出機Eには、参考例1、2、4で得られたPETペレットX87質量部、PETペレットZ0.33質量部、ブレンドチップ(I)10質量部を180℃で3時間減圧乾燥した後に供給し、同じく295℃に加熱された押出機Fには、参考例1、3、4で得られたPETペレットX89質量部、PETペレットZ0.81質量部、ブレンドチップ(I)10質量部を180℃で3時間減圧乾燥した後に供給した。2層積層するべくTダイ中で合流させ(積層比E(A面側)/F(B面側)=7/1)、表面温度25℃のキャストドラムに静電荷を印加させながらB面側がキャスティングドラムに接触するように密着冷却固化し、積層未延伸フィルムを作製したことと表1の通り製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0114】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、寸法安定性、保存安定性、スリット性、製膜性に優れた特性を有していた。
【0115】
(実施例14)
実施例1で用いたPETペレットX、PETペレットZ0.3、PETペレットZ0.8を参考例5、6、7、8で得られたPENペレットX’、PENペレットZ’0.3、PENペレットZ’0.8に変更し積層未延伸フィルムを作製したことと表1の通り製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。
【0116】
得られた二軸配向ポリエステルフィルムを評価したところ、表2に示すように、寸法安定性、保存安定性、スリット性、製膜性にやや優れた特性を有していた。
【0117】
(比較例1)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TDヤング率が低く、湿度膨張係数が大きいため、得られた二軸配向ポリエステルフィルムは寸法安定性、製膜性が大きく劣っていた。
【0118】
(比較例2)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TDヤング率が高く、得られた二軸配向ポリエステルフィルムは、製膜性が大きく劣っていた。
【0119】
(比較例3)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TDヤング率が低く、得られた二軸配向ポリエステルフィルムは寸法安定性が大きく劣っていた。
【0120】
(比較例4)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TD延伸倍率が高いため、得られた二軸配向ポリエステルフィルムは製膜性が大きく劣っていた。
【0121】
(比較例5)
表1のエージング処理条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。エージング処理を行わなかったため、エンタルピー緩和が無く、得られた二軸配向ポリエステルフィルムは塗布性が大きく劣っていた。
【0122】
(比較例6)
表1のエージング処理条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。エージング処理時間が長いためエンタルピー緩和ΔHeが大きく、また湿度膨張係数も大きいため、得られた二軸配向ポリエステルフィルムは寸法安定性、エラーレートが大きく劣っていた。
【0123】
(比較例7)
表1の製膜条件を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。MD延伸倍率がトータルTD延伸倍率より大きいため、TDヤング率が低く、複屈折率Δnも大きくなり得られた二軸配向ポリエステルフィルムは寸法安定性、製膜性が大きく劣っていた。
【0124】
(比較例8)
表1の製膜延伸方法を変更したこと以外は実施例1と同様に二軸配向ポリエステルフィルムを得た。TDヤング率が低く、得られた二軸配向ポリエステルフィルムは寸法安定性が大きく劣っていた。
【0125】
【表1】
【0126】
【表2】
【図面の簡単な説明】
【0127】
【図1】幅寸法を測定する際に用いるシート幅測定装置の模式図である。
【符号の説明】
【0128】
1:レーザー発振器
2:受光部
3:荷重検出器
4:荷重
5:フリーロール
6:フリーロール
7:フリーロール
8:フリーロール
9:磁気テープ
10:レーザー光
【特許請求の範囲】
【請求項1】
幅方向のヤング率が6〜10GPaであり、長手方向の屈折率nMDと幅方向の屈折率nTDの差で示される複屈折Δn(nMD−nTD)が−0.10〜−0.02であり、エンタルピー緩和量ΔHeが0.1〜3.0J/gである二軸配向ポリエステルフィルム。
【請求項2】
幅方向の湿度膨張係数が0〜6ppm/%RHである、請求項1に記載の二軸配向ポリエステルフィルム。
【請求項3】
幅方向の100℃30分の熱収縮率が0〜2%である、請求項1または2に記載の二軸配向ポリエステルフィルム。
【請求項4】
微小融解ピーク温度T−metaが(Tm−105)〜(Tm−50)℃である、請求項1〜3のいずれかに記載の二軸配向ポリエステルフィルム。
【請求項1】
幅方向のヤング率が6〜10GPaであり、長手方向の屈折率nMDと幅方向の屈折率nTDの差で示される複屈折Δn(nMD−nTD)が−0.10〜−0.02であり、エンタルピー緩和量ΔHeが0.1〜3.0J/gである二軸配向ポリエステルフィルム。
【請求項2】
幅方向の湿度膨張係数が0〜6ppm/%RHである、請求項1に記載の二軸配向ポリエステルフィルム。
【請求項3】
幅方向の100℃30分の熱収縮率が0〜2%である、請求項1または2に記載の二軸配向ポリエステルフィルム。
【請求項4】
微小融解ピーク温度T−metaが(Tm−105)〜(Tm−50)℃である、請求項1〜3のいずれかに記載の二軸配向ポリエステルフィルム。
【図1】

【公開番号】特開2012−67239(P2012−67239A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2010−214826(P2010−214826)
【出願日】平成22年9月27日(2010.9.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成22年9月27日(2010.9.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]