
二重エアゾール容器およびその製造方法
【課題】内容物および噴射剤が、容易に、かつ、安定に充填できる二重エアゾール容器およびその二重エアゾール容器に内容物および噴射剤を充填する二重エアゾール製品の製造方法を提供する。
【解決手段】外部容器11と、その外部容器11内に収容される内部容器12と、その内部容器12の開口部に連結され、外部容器11に固着されるエアゾールバルブ13とからなる二重エアゾール容器10。内部容器12には、エアゾールバルブ13を外部容器11に固着するときに撓む脚部18aが形成されている。
【解決手段】外部容器11と、その外部容器11内に収容される内部容器12と、その内部容器12の開口部に連結され、外部容器11に固着されるエアゾールバルブ13とからなる二重エアゾール容器10。内部容器12には、エアゾールバルブ13を外部容器11に固着するときに撓む脚部18aが形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二重エアゾール容器およびその製造方法に関する。
【背景技術】
【0002】
従来、外部容器と、その内部に収容される内部容器と、その外部容器および内部容器を閉じ、内部容器と大気とを連結するエアゾールバルブとを備えた二重エアゾール容器が知られている。このような二重エアゾール容器は、内部容器内に内容物を充填し、外部容器と内部容器との間に噴射剤を充填する。このように構成されているため、エアゾールバルブを操作して大気と内部容器とを連通させることにより、噴射剤が内部容器を押圧し、内容物を噴出させることができる。
【0003】
このような二重エアゾール容器の外部容器と内部容器との間に噴射剤を充填する方法として、エアゾールバルブで内部容器を閉じた状態で、エアゾールバルブを外部容器の開口部近辺に配置させ、エアゾールバルブを外部容器に固着する前に、エアゾールバルブと外部容器との間から噴射剤を瞬間的に充填し、それと同時にエアゾールバルブの一部を外部容器にカシメてエアゾールバルブを外部容器に固着するアンダーカップ充填法が知られている。
このとき、エアゾールバルブを外部容器より若干上に配置あるいは保持させることにより、エアゾールバルブと外部容器との間に噴射剤を充填するための通路を形成させる。そのとき、引用文献1、2に示すように、外部容器の底面に載置したとき、その上端が外部容器の上端より若干上になるように構成した内部容器を用いてエアゾールバルブを所定の高さで保持させる方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−118380号公報
【特許文献2】特開平9−240760号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1、2のような内部容器は、エアゾールバルブを外部容器に固着するとき、内部容器の一部であって内容物を収納する部位を撓ませることになり、その際、内容物が漏れたり、内部容器とエアゾールバルブとの連結が外れたりするおそれがある。また、エアゾールバルブを外部容器に固着した後でバルブから内部容器に内容物を充填する場合でも、内容物を充填する部位が大きく変形していると、変形部位が抵抗になって内容物を所定量充填しにくくなったり、内部容器に局部的に充填圧力が加わって裂けるなどの恐れがある。また、特許文献2の図4のように、内部容器の下端に緩衝材を設けることも考えられる。しかし、その場合、製造工程において、緩衝材を正確に配置できない。また、緩衝材を内部容器に接着剤等で貼り合わせる場合でも、その工程が煩雑になってしまう。
本発明は、内容物および噴射剤が、容易に、かつ、安定に充填できる二重エアゾール容器およびその二重エアゾール容器に内容物および噴射剤を充填する二重エアゾール製品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の二重エアゾール容器は、外部容器と、前記外部容器に収容される内部容器と、前記内部容器の開口部に連結され、外部容器に固着されるエアゾールバルブとからなる二重エアゾール容器であって、前記内部容器が、内容物が充填される胴部と、その胴部の下端に胴部と一体に成形される脚部とを備えており、前記エアゾールバルブと内部容器とを連結させて外部容器内の底面に載置したとき、内部容器の脚部に支持されてエアゾールバルブが前記外部容器に固着されるときの位置より上方となるように構成されており、前記エアゾールバルブを外部容器に固着したとき、前記内部容器の脚部が撓んでいることを特徴としている。
【0007】
このような二重エアゾール容器であって、前記内部容器が合成樹脂製のパリソンをブロー成型により成形したブロー成形体であり、そのブロー成形体のピンチオフ部が脚部であるものが挙げられる。また、前記内部容器が可撓性のシートを貼り合わせることによって成形したパウチであり、そのパウチのシート下端同士を貼り合わせた下端貼代が脚部であるものが挙げられる。
【0008】
本発明の二重エアゾール容器であって、前記脚部に下端から上方に向かう切り込みが形成されたもの、または、脚部に水平方向の折れ線が形成されたものが好ましい。
また、本発明の二重エアゾール容器のパウチの幅が、前記外部容器の胴部内径より大きいものが好ましい。
【0009】
本発明の二重エアゾール容器に内容物および噴射剤を充填する二重エアゾール製品の製造方法は、前記内部容器とエアゾールバルブとを連結し、その状態で内部容器を外部容器内に挿入して脚部を外部容器の底部に載置させてエアゾールバルブと外部容器との隙間を確保し、エアゾールバルブと外部容器との間の隙間から、外部容器と内部容器との間の加圧室に噴射剤を充填し、脚部を撓ませながらエアゾールバルブを降下させて外部容器に被せて固定し、内容物を内部容器内に充填することを特徴としている。
【発明の効果】
【0010】
本発明の二重エアゾール容器は、前記内部容器が、内容物が充填される胴部と、その胴部の下端に胴部と一体に成形される脚部とを備えており、前記エアゾールバルブと内部容器とを連結させて外部容器内の底面に載置したとき、内部容器の脚部に支持されてエアゾールバルブが前記外部容器に固着されるときの位置より上方となるように構成されており、前記エアゾールバルブを外部容器に固着したとき、前記内部容器の脚部が撓んでいるため、内部容器の胴部をほとんど変形させず、特に折り曲げられることなく外部容器内に組み入れることができ、バルブから内部容器に原液を充填するときに内部容器が確実に膨らんで所定量充填することができ、内部容器に充填圧力が局部的に加わって裂けることがない。また、内部容器は一体成形品であるため、内部容器の組み入れ工程が簡易である。
【0011】
本発明の二重エアゾール容器であって、前記内部容器が合成樹脂製のパリソンをブロー成型により成形したブロー成形体であり、そのブロー成形体のピンチオフ部を脚部とする場合、従来と同じ工程で内部容器が成形できる。
また、内部容器が可撓性のシートを貼り合わせることによって成形したパウチであり、そのパウチのシート下端同士を貼り合わせた下端貼代を脚部とする場合、内部容器の構造が簡易である。
そして、ピンチオフ部または下端貼代を脚部とした二重エアゾール容器であって、前記脚部に下端から上方に向かう切り込みが形成されている場合、切り込みにより脚部が複数に分かれるため、脚部により内部容器をしっかり支持できる。また、脚部自身の上下方向の強度を調整できるため、撓みやすい。
前記脚部に水平方向の折れ線が形成された場合も、脚部の上下方向の強度を調整でき、撓みやすい。
さらに、パウチの幅が外部容器の胴部内径より大きい場合、パウチを外部容器内に挿入すると、パウチの一部が外部容器の内側面と当接する。そのため、パウチは、自身の弾性力により外部容器の内側面に水平方向に支持される。
【0012】
本発明の二重エアゾール容器に内容物および噴射剤を充填する二重エアゾール製品の製造方法は、前記内部容器とエアゾールバルブとを連結し、その状態で内部容器を外部容器内に挿入して、脚部を外部容器の底部に載置させてエアゾールバルブと外部容器との隙間を確保し、前記隙間から外部容器と内部容器との間の加圧室に噴射剤を充填し、脚部を撓ませながらエアゾールバルブを降下させて外部容器に被せて固着し、内容物を内部容器内に充填するため、内部容器が折れ曲がるなどの不規則な変形がなく、内容物を確実に所定量充填することができ、充填圧力により内部容器が裂けるなどの問題が生じず、安定した二重エアゾール製品を製造できる。特に、脚部に切り込みが設けられている場合、複数に分けられた脚部によりエアゾールバルブおよび内部容器が支持されるため、内部容器およびエアゾールバルブの水平方向のブレが小さく、噴射剤を充填するときに噴射剤充填機構とエアゾールバルブとの間に形成される充填シールが得られやすい。また、パウチの幅が外部容器の胴部内径より大きい場合も、内部容器を外部容器内に挿入したとき、内部容器のパウチの一部が外部容器の内側面と当接し、内部容器およびエアゾールバルブの水平方向のブレが小さくなる。
【図面の簡単な説明】
【0013】
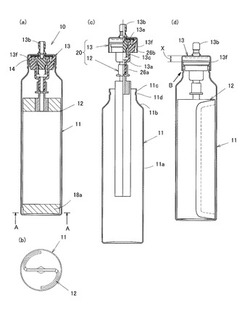
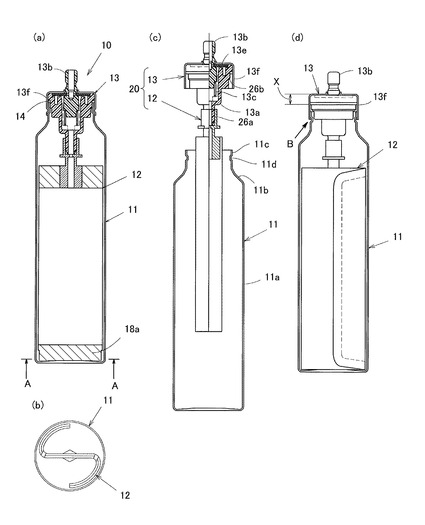
【図1】図1aは本発明のエアゾール容器の一実施形態を示す側面断面図であり、図1bはそのA−A線断面図であり、図1cは図1aの組立図であり、図1dは図1aのアンダーカップ充填工程図である。
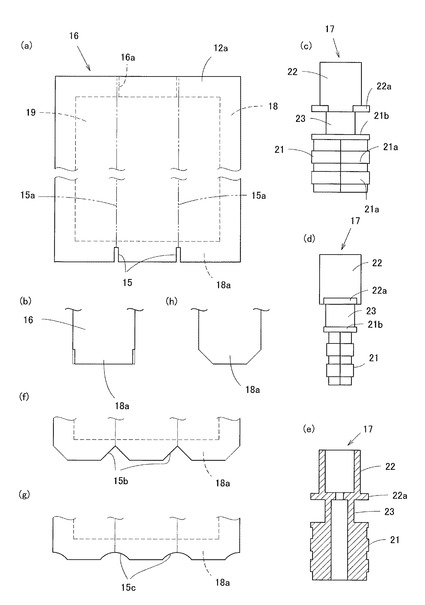
【図2】図2aは図1のパウチを示す正面図であり、図2bはそのパウチを折り畳んだ状態の下部を示す正面図であり、図2c〜eはそれぞれ図1の連結部材を示す正面図、側面図、正面断面図であり、図2f、gはそれぞれ図1のパウチに採用できる切込みの他の実施形態を示す正面図であり、図2hは図2fのパウチを折り畳んだ状態の下部を示す正面図である。
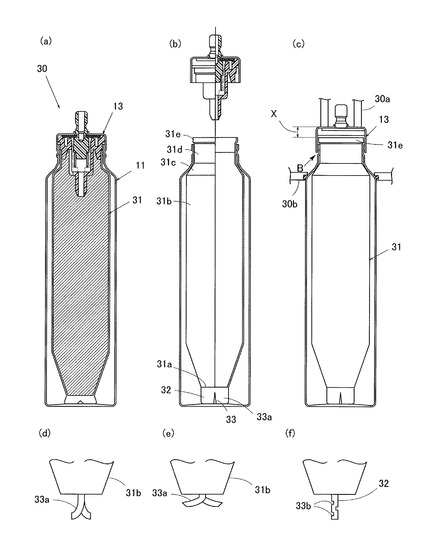
【図3】図3aは本発明のエアゾール容器の他の実施形態を示す側面断面図であり、図3bは図3aの組立図であり、図3cは図3aのアンダーカップ充填工程図であり、図3dは図3aの脚部を示す側面図であり、図3eは図3aの脚部が撓んだ状態を示す側面図であり、図3fは図3aの脚部として採用できる他の実施形態を示す側面図である。
【図4】図4aは本発明のエアゾール容器のさらに他の実施形態を示す側面断面図であり、図4bは図4aのアンダーカップ充填工程図である。
【図5】図5aは本発明のエアゾール容器のさらに他の実施形態を示す側面断面図であり、図5bは図5aのアンダーカップ充填工程図である。
【図6】図6aは図5aの内部容器を示す正面図であり、図6bは図6aを折り畳んだ状態を示す正面図であり、図6cは図6bの下面図である。
【図7】図7aは本発明のエアゾール容器のさらに他の実施形態を示す一部側面断面図であり、図7bは図7aのアンダーカップ充填工程図である。
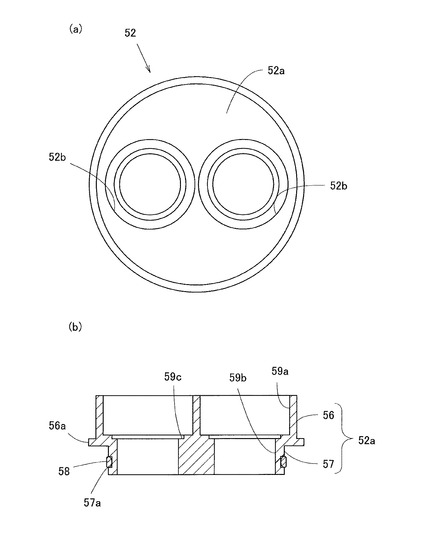
【図8】図8a、bはそれぞれ図7aのバルブホルダーを示す平面図、側面断面図である。
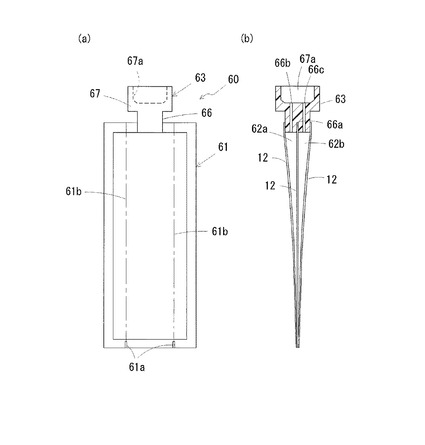
【図9】図9a、bはそれぞれ本発明のエアゾール容器に用いることができる内部容器を示す正面図、側面断面図である。
【発明を実施するための形態】
【0014】
図1aの二重エアゾール容器10は、外部容器11と、その外部容器11内に収容される内部容器12と、その内部容器12の開口部に連結され、外部容器11に固着されるエアゾールバルブ13とからなる。
【0015】
外部容器11は、図1cに示すように、底面を備えた円筒状の胴部11aと、その上端に形成されるテーパー状の肩部11bと、その上端に形成される円筒状の首部11cとからなり、首部11cの上端が開口部となる。また、首部11cの外周には、環状に形成された凹部11dが形成されている。このような外部容器11は、アルミニウムやブリキなどの金属板からインパクト加工、絞り加工等によって一体に成形される。しかし、複数の部材を二重巻き締めによって連結したものでもよい。また合成樹脂や耐圧ガラス等の他の材料で成形してもよいが、耐圧性を有する硬質体が好ましい。
外部容器11の胴部11aの内径は、首部11cの内径の1.2〜3倍、特に、
1.3〜2.5倍となっている。
【0016】
内部容器12は、図2aに示すように、2枚の可撓性のシート12aを貼り合わせることにより成形される袋状のパウチ16と、その開口部16aに取り付けられる筒状の連結部材17とからなる(図2c〜e参照)。
【0017】
パウチ16は、図2aに示すように、2枚のシート12aの周縁同士を貼り合わせた貼代18と、その貼代18によって囲まれる矩形状の収納部19とからなり、上部の中央に2枚のシートの隙間からなる開口部16aが設けられている。つまり、左右貼代によってパウチの胴部が形成される。そして、シート12aの下端同士を貼り合わせた下端貼代によって脚部18aが構成される。この脚部18aには、下端から上方に伸びる切り込み15が2本等間隔に形成されている。また、パウチ16には、切り込み15に沿って上下方向に延びる緩い折れ線15aが形成されている。ここで緩い折れ線とは、パウチ16が開く方向に弾力性を持たせた程度に形成される折れ線をいう。パウチ16は、図1bに示すように、折れ線に沿って折り畳んであるいは丸めて外部容器内に挿入される。図2aでは、脚部18aにスリット状あるいは矩形状の切り込み15を設けたが、図2f、gに示すように三角形状の切り込み15bや円弧状の切り込み15cを設けても良い。また、脚部の両端部に切り込み15の半分の形状の切り込みを設けても良い。その場合は、図2hに示すように、折り畳まれたパウチ16の下端の両角が切り落とされた形状となり、外部容器に挿入しやすくなる。また折り畳んだ状態で同じ形状にすることができ、脚部の大きさを合わせやすく、脚部による保持力を調整しやすい。なお、脚部18aは、折れ線による上下方向のリブ効果を奏しない。
【0018】
パウチ16の高さは、外部容器の胴部11aの高さより低くなるように、つまり、胴部11a内に収容されるように構成されている。また、後述するように内部容器12とエアゾールバルブ13とを連結した連結体20が、エアゾールバルブ13が外部容器11に固着されるときの位置より若干上側(図1cの距離X)となるように、パウチ16は従来のものより大きいものを採用している。しかし、従来の大きさのパウチ16を採用し、連結部材17あるいはエアゾールバルブ13を大きくしてもよい。
パウチ16の幅は、外部容器の胴部11aの内径より大きくなるように構成されている。特に、外部容器の胴部11aの内径の1.2〜3倍、好ましくは、1.5〜2.5倍とするのが好ましい。これにより、パウチ16を外部容器11内に挿入したとき、パウチ16が広がり、パウチの一部が確実に外部容器の内側面と当接し、その弾性力によりパウチ16は外部容器内で水平方向に支持される。つまり、胴部11a内にパウチ16が収納されたとき、パウチ16は折れ線18aに沿って軽く畳まれた状態で、パウチ16が外部容器の内面の少なくとも2ヶ所と当接する。1.2倍より小さくなると、パウチ16が外部容器と1ヶ所でしか当接しない場合がある。3倍より大きくなると、パウチ16が拡がりにくくなって、収納部19の容積に無駄が出る。この実施形態では、パウチ16の幅を外部容器の胴部11aの内径より大きくしているが、本発明としては、胴部の内径よりも小さくても良い。この場合は水平方向の支持は得られない。
【0019】
パウチに用いるシート12aとしては、合成樹脂からなる単層または積層シート、あるいは、金属箔層および合成樹脂層からなる積層シートが挙げられる。特に、金属箔としては、アルミニウム箔などの軽金属が挙げられる。合成樹脂としては、耐薬品性に優れたポリエチレンやポリプロピレン、ポリエチレンテレフタレート、ガスバリア性に優れたナイロンやエバールなどが挙げられ、内容物に応じて選択し、組み合わせて用いてもよい。なお、金属箔層の代わりに、炭素、シリカ、アルミナなどを合成樹脂層に蒸着させて被膜を形成する蒸着層としてもよい。また、シート12同士の貼着は溶着や接着剤等によって行われる。特に、金属箔(層)を有する積層シートを用いる場合は、遮断効果が高く、様々な内容物を安定して保存することができる。
【0020】
連結部材17は、図2c〜eに示すように、パウチ16の開口部に固定される筒状の貼着部21と、その貼着部21の上方に同軸上に設けられ、後述するエアゾールバルブ13の下端と連結される筒状のバルブ連結部22と、貼着部21とバルブ連結部22との間に、それらと同軸上に設けられた筒状の中間部23とからなる。貼着部21、中間部23およびバルブ連結部22の中心孔は、連通している。連結部材17は一体成形品である。
貼着部21は、略ひし形柱状のものであり、その側面に水平方向に延びる水平リブ21aが形成されている。この貼着部21の外周面にパウチ16のシート12aが貼着される。また、上端にフランジ部21bが形成されている。このフランジ部21bは、パウチ16の貼着位置を特定するものであり、これによりパウチ16を貼着部21に確実に貼着することができる。
バルブ連結部22は、円筒状のものであり、その下端にフランジ部22aが形成されている。
中間部23は、直方体状のものである。この中間部23は直方体状となっているため、指などで把持しやすく、内部容器13の取り扱いが簡単である。この中間部23はなくてもよい。貼着部21のフランジ部21bまたはバルブ連結部22のフランジ部22aのどちらかは省略される。また、いずれを省略してもよい。
このような連結部材17は、ステンレスにポリエステル、ポリウレタン、ポリオレフィンなどの接着性樹脂を被覆したもの、あるいは、ポリアセタール、ナイロンなどの合成樹脂製のものが挙げられる。
【0021】
図1bに戻って、エアゾールバルブ13は、筒状のハウジング13aと、そのハウジング内に上下移動自在に収容されるステム13bと、そのステムを常時上向きに付勢するばね13cと、ステムのステム孔を塞ぐステムラバー13eと、全体を外部容器11の開口部に固定するカップ状のバルブ用キャップ13fとからなる。このエアゾールバルブ13は、外部容器11の上端縁に設けられるガスケット14を介して外部容器11を閉じる(図1a参照)。
ハウジング13aの下端には、下方に突出し、ハウジング内部と外部とを連通させる筒状の連通部26aが形成されている。この連通部26aを連結部材17のバルブ連結部22内に挿入することにより、エアゾールバルブ13と内部容器12とは連結される。
また、ハウジング13aの側面には、外部容器11の凹部11dの内面と係合する段部26bが環状に形成されている。エアゾールバルブ13は、外部容器の凹部11dによって支持される。
【0022】
このように構成されている二重エアゾール容器10への内容物および噴射剤の充填工程を次に示す。初めに、内部容器12とエアゾールバルブ13とを連結させて連結体20を組み立てる。次いで、内部容器12のパウチ16を折れ線18aに沿って畳むあるいは丸める。このとき、テープ等により畳んだ状態で軽く保持してもよい。これにより挿入工程を簡素化できる。内部容器12を折り畳んだ状態で、外部容器11内に内部容器12を挿入する(図1c参照)。
挿入された連結体20は、図1dに示すように、外部容器11の胴部11aの底面に載置され、エアゾールバルブ13が外部容器11に固着されるときの位置より若干上側(距離X)に配置される。特に、パウチ16は、幅が外部容器11の内径より大きいため、テープ等でパウチ16を折り畳んだ状態で固定しなくても、軽く折れ曲がった状態で外部容器11内に立つ。そのため、パウチ16が可撓性のシート12aからなるものであっても、エアゾールバルブ13を十分支持する。また、脚部18aが切り込みによって複数の部位に分けられているため、安定してエアゾールバルブ13を支持する。さらに、パウチ16は外部容器の内側面に支持されているため、外部容器の半径方向も支持され、エアゾールバルブ13のブレが少ない。テープ等により折り畳んだ状態で内部容器12を挿入している場合は、そのような支持はない。
【0023】
このようにエアゾールバルブ13は、外部容器11と隙間を空けて配置されるため、噴射剤Bを外部容器11と内部容器12との間に充填(アンダーカップ充填)する(図1dの矢印方向)際、エアゾールバルブ13を持ち上げる必要がない。
噴射剤充填機構で噴射剤を充填した後、エアゾールバルブ13を外部容器11方向(下方向)に押圧し、エアゾールバルブ13のキャップ13fの下端を外部容器11の凹部11dに当接させるようにしてカシメることにより、エアゾールバルブ13は外部容器11に固着される。このとき、内部容器の脚部18aが下方向への押圧力の少なくとも一部を吸収して撓む。特に、パウチ16は、軽く折り畳まれたあるいは丸めた状態で外部容器内にあり、その緩やかな折れ線が上下方向の力に対するリブ的な作用を奏するため、さらに、脚部18aには折れ線に沿って切り込み15が形成されているため、脚部18aが胴部に比べて撓みやすい。このように、内部容器の胴部(収納部)の撓みを抑えることにより、内部容器の胴部(収納部)の折れ曲がりを防止し、容積の変化を小さくすることができる。
最後に、内容物をエアゾールバルブ13のステム13bから内部容器12内に充填する。このとき内部容器は膨らんで容積が大きくなるが、エアゾールバルブをカシメる際の内部容器の胴部の変形が少なく、特に折れ曲がりがないため、内部容器はスムーズに膨らむことができ、内容物を確実に所定量充填することができる。この方法は、噴射剤として圧縮ガスを用いる場合に好ましく、噴射剤(圧縮ガス)を0.2MPa〜0.4MPaで充填し、その後、内容物を充填することにより、収納部19の容積が増大すると共に、外部容器11と内部容器12との間の空間が減少し、製品時の圧力を0.5〜1.0MPaまで増大させることができる。しかし、内容物は、噴射剤を充填する前に充填してもよい。
また、内部容器12を挿入するとき、テープ等により折り畳んだ状態で保持している場合は、この内容物の充填によりテープ等による折り畳んだ状態が解除される。
【0024】
このように二重エアゾール容器10は、内部容器12のパウチ16が外部容器11の内径より大きいため、内部容器12は外部容器11において若干畳まれた状態で収納されるため、折れ線部がリブ効果を奏し、エアゾールバルブ13を確実に支持することができる。そのため、アンダーカップ充填がスムースにできる。また、噴射剤充填後、エアゾールバルブを固定するとき、内容物が充填される収納部19(胴部)以外である脚部18aが撓むため、収納部の容積を一定にして生産することができ、また、内部容器12とエアゾールバルブ13との連結も確実にでき、安定してエアゾール製品が製造できる。
【0025】
図3の二重エアゾール容器30は、内部容器31が合成樹脂製のパリソンをブロー成型により形成したブロー成形体である。外部容器11およびエアゾールバルブ13の構成は、図1の外部容器11およびエアゾールバルブ13と実質的に同じである。
【0026】
内部容器31は、図3bに示すように、底部31aと、円筒状の胴部31b、その上端に形成されるテーパー状の肩部31cと、その上端に形成される円筒状の首部31dと、その首部より拡径した円筒状の開口部31eとからなる。胴部31bの下部は、下方に向かって縮径するようにテーパーとなっており、底部31aには、下方に突出するピンチオフ部32が設けられている。ピンチオフ部32は、底部31aの中心を通り、底部31aの直径と平行に延びる平面状の部位である。ピンチオフ部32の中央には、下端から上方に向かって延びる切り込み33が形成されている。この切り込み33によって分けられたピンチオフ部32の下部33aが上下方向の力を受けることにより撓みやすくなっている。つまり、ピンチオフ部32が本発明の脚部となる。また、この内部容器31を用いるとき、切り込み33によって分けられるピンチオフ部32の下部33aを、図3dに示すように、互いに逆向きに湾曲ないし屈曲させるのが好ましい。
また内部容器31は、外部容器11の底面に載置したとき、内部容器31の上端が外部容器11から突出するように構成されている。
【0027】
このように構成されている二重エアゾール容器30への内容物および噴射剤の充填工程を次に示す。初めに、外部容器11に内部容器31を挿入する(図3b参照)。次いで、図3cに示すように、内部容器31の開口部にエアゾールバルブ13を載せる。このとき、内部容器31の開口部31eは外部容器11の上端から突出しているため、エアゾールバルブ13も外部容器11に固着されるときの位置より若干上側(距離X)に配置される。このようにエアゾールバルブ13は、外部容器11と隙間を空けて配置されるため、噴射剤Bを外部容器11と内部容器12との間に充填する(図3cの矢印方向)際、エアゾールバルブ13を持ち上げる必要がない。符号30a、30bは、それぞれ噴射剤充填機構のホルダーおよびシール部である。
噴射剤充填機構で噴射剤を充填した後、エアゾールバルブ13を外部容器11方向に押圧し、エアゾールバルブ13のキャップ13fの下端を外部容器11の凹部11dに当接させるようにしてカシメることにより、エアゾールバルブ13は外部容器11に固着される。このとき、ピンチオフ部32に切り込み33が設けられているため、ピンチオフ部の下部33aが内部容器の他の部位より優先的に撓む(図3d、図3e参照)。そのため、内部容器31の胴部の折れ曲がりなどの不規則な変形を最小限にして外部容器11内に収納できる。この状態でエアゾールバルブから内部容器内の空気を排出してもよく、内部容器は不規則な変形をしていないため、空気の排出に伴い規則的に収縮し、後述する原液の充填をスムーズに行うことができる。
最後に、内容物をエアゾールバルブ13のステム13bから内部容器31内に充填する。しかし、内容物は、噴射剤を充填する前に充填してもよく、エアゾールバルブ13を内部容器31の上に置く前に充填してもよい。
【0028】
このように二重エアゾール容器30は、内部容器31はピンチオフ部の下部31aを撓ませて外部容器11内に収納されるため、内部容器31の胴部の変形度を減少させることができ、胴部の不規則な折れ曲がりや容積変化を最小限に抑えることができる。そのため、充填時に内容物が漏れたり、内部容器31とエアゾールバルブ13の連結が外れたり、あるいは、甘くなったりしにくい。
また、この実施形態ではピンチオフ部32に切り込みを入れたが、図3fに示すように、ピンチオフ部32に水平な折れ線33bや凹み溝を設け、下方への力で撓みやすくしてもよい。これら折れ線や凹み溝はブロー成型のピンチオフ部を形成するときに加工することができる。
【0029】
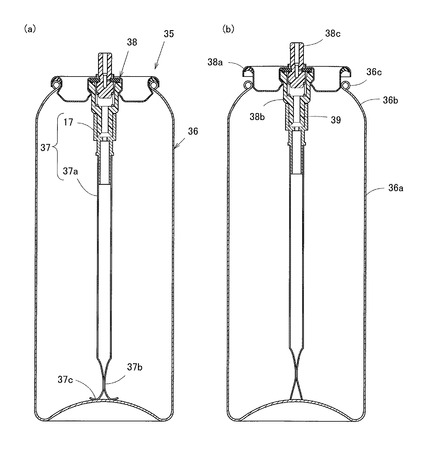
図4aの二重エアゾール容器35は、ビード部を備えた外部容器36と、パウチ型の内部容器37と、外部容器のビード部と係合するマウンティングカップを備えたエアゾールバルブ38とからなる。
外部容器36は、図4bに示すように、底部を有する筒状の胴部36a、テーパー状の肩部36bとからなり、肩部上端にビード部36cが形成されたものであり、ビード部36cが開口部を構成している。肩部とビード部との間に筒状の首部を設けても良い。このような外部容器36も、アルミニウムなどの金属板からインパクト加工、絞り・しごき加工等によって成形される。
内部容器37は、パウチ37aの下端の貼代37bの下部において、2枚のシート12を貼り合わせずに開いており、この開いた部位を脚部37cとしている。また、パウチ37aの幅(紙面に直角)がビード部36c(開口部)の内径より大きく、胴部36aの内径より小さいものである。そのため、内部容器37は、外部容器36内において水平方向に支持されない。他の構成は、図1の内部容器12と実質的に同じであり、連結部材17がパウチ37aに連結される。なお、パウチ37aの幅を胴部36aの内径より大きくすることもできる。
エアゾールバルブ38は、外部容器のビード部36cにクリンプされるマウンティングカップ38aと、そのマウンティングカップの中央に保持されるハウジング38bと、そのハウジング内に上下移動自在に収容されるステム38cと、前記ハウジング38bの上端に設けられ、ステム孔を開閉するステムラバー(符号無し)と、そのステムを常時上向きに付勢するバネ(符号無し)とからなる。ステム、ステムラバー、バネは、図1の二重エアゾール容器と実質的に同じものである。ハウジング38bの下端には、ハウジングと外部とを連通する筒状の連通部39が形成されている。連通部に連結部材を連結することでエアゾールバルブとパウチを一体にして取り扱うことができる。
このように構成されているため、図1と同様にして内容物および噴射剤が充填される。
【0030】
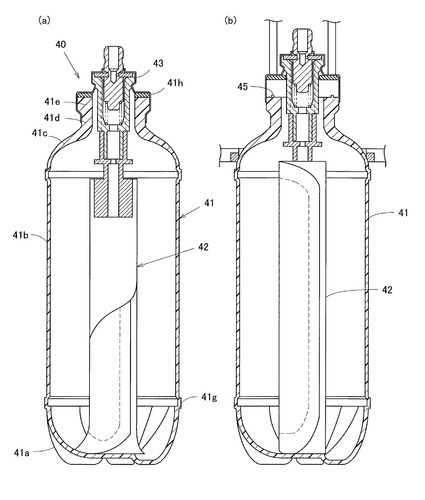
図5aの二重エアゾール容器40は、合成樹脂製の外部容器41と、内部容器42と、エアゾールバルブ43とからなる。エアゾールバルブ43は、図1のエアゾールバルブ13と実質的に同じものである。
外部容器41は、球面状の底部41aと、円筒状の胴部41bと、上方に向かって閉じるテーパー状の肩部41cと、円筒状の首部41dおよび円筒状の口部(開口部)41eとを有している。また、底部41aと胴部41bとの間に支持段部41gが形成されている。口部41eの内面は首部の内面と同径で、口部41eの外面は首部より大きく構成されている。つまり、口部41eは、首部41dより厚肉に構成され、胴部41bは、肩部41cおよび首部41dよりも薄肉に構成されている。このような外部容器41は、ポリエチレンテレフタレートなどの合成樹脂を用いて、射出成型にてプリフォームを成形し、さらにプリフォームを二軸延伸ブロー成型にて成形したものである。さらに、口部41eの上面には、環状突起45が形成されている。外部容器41は合成樹脂製であるため、透光性を持たせてもよく、その場合、内部容器の膨らみ状態が見え、内容物の残量を確認できる。また、口部41eの上面には、リング状のシール部材41hが設けられる。
外部容器の口部41eおよび首部41dの内径は、8〜35mm、特に、10〜30mmであり、外部容器の胴部41bの内径は、20〜50mm、特に、25〜45mmである。そして、胴部41bの内径は、口部41eの内径より1.2〜4倍、特に、1.5〜3.5倍となる。
【0031】
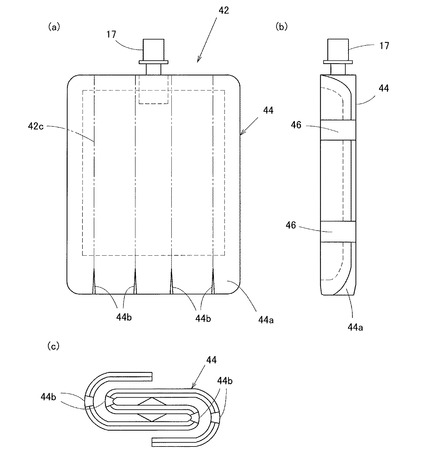
内部容器42は、図6aに示すように、パウチ44の脚部44aに4つの切り込み44bが形成されており、4本の緩い折れ線42cが形成されている。そして、この内部容器42は、図6b、cに示すように、5つに折り畳んで外部容器41内に挿入するものである。図6bにおいて、符号46は、内部容器42を折り畳んだ状態に保持するテープである。他の構成は、図1の内部容器11と実質的に同じものである。
【0032】
この二重エアゾール容器40では、内部容器42を5つに折り畳んでいるため、例え、外部容器41のように開口部が小さいものでも簡単に挿入できる。そして、折れ線に沿って脚部に切り込みが入れられているため、脚部が撓みやすい。内容物および噴射剤の充填方法は、図1の二重エアゾール容器10と実質的に同じである。
【0033】
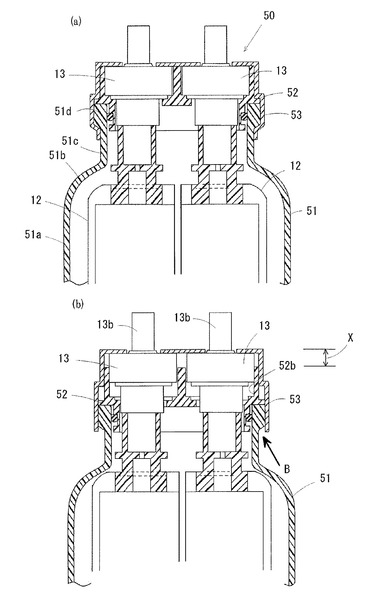
図7aに示す二重エアゾール容器50は、外部容器51と、その内部に収納される2つの内部容器12と、それぞれの内部容器に連結される2つのエアゾールバルブ13と、外部容器51の開口部に取り付けられ、2つのエアゾールバルブを保持するバルブホルダー52と、そのエアゾールバルブ13およびバルブホルダー52を覆い、バルブホルダー52を外部容器51に取り付けるマウンテンカバー53とからなる。内部容器12およびエアゾールバルブ13とは、図1の内部容器12およびエアゾールバルブ13と実質的に同じものである。
【0034】
外部容器51は、円筒状の胴部51aと、上方に向かって閉じるテーパー状の肩部51bと、円筒状の首部51cおよび円筒状の口部(開口部)51dとを有している。外部容器の口部51dの内径は、20〜45mm、特に、25〜40mmであり、外部容器の胴部51aの内径は、25〜50mm、特に、30〜45mmである。そして、胴部51aの内径は、口部51dの内径より1.2〜2.5倍、特に、1.3〜2倍となる。他の構成は、図5の外部容器41と実質的に同じものである。
バルブホルダー52は、図8a、bに示すように、円柱状の基部52aと、その基部を上下に貫通するように形成された2つの筒状のホルダー部52bとを有する。基部52aは、マウンテンカバー53によって外部容器51の上端に固定される部位である。ホルダー部52bは、エアゾールバルブ13を挿入して保持するものである。
基部52aは、円柱状の本体56、その下端から下方に延びる円筒状のシール部57とからなり、本体56の下部には、外方に向かって突出するフランジ部56aが形成されている。シール部57の外周には環状のガスケット58を挿入するための環状凹部57aが形成されている。ガスケット58は、断面円形でリング状のシール材である。つまり、ガスケット58を環状凹部57aに嵌合させた状態でシール部57を外部容器51内に挿入することにより、ガスケット58が外部容器51の内側面と当接し、バルブホルダー52と外部容器51との間をシールする。
【0035】
ホルダー部52bは、エアゾールバルブ13を受け入れて保持する部位であり、上筒部59aと、その上筒部59aより縮径した下筒部59bと、上筒部59aの下端と上筒部59bの上端とを連続する環状段部59cとからなる。このホルダー部52bは、環状段部59cによりエアゾールバルブ13を支持する。
【0036】
このように構成されている二重エアゾール容器50への内容物および噴射剤の充填工程を次に示す。初めに、予め折り畳んだ内部容器12とエアゾールバルブ13とをバルブホルダー52を挟んで連結させる。このとき、内部容器12はテープ等により畳んだ状態で軽く保持する。次いで、バルブホルダー52を外部容器51の上に載置させる(図7b参照)。
この状態において、エアゾールバルブ13は、それぞれの内部容器12の脚部18aが外部容器51の底面に載置されて、バルブホルダー52のホルダー部52bより若干上(距離X)に配置される。この状態において、マウンティングカバー53の下端から噴射剤を注入し、バルブホルダーのホルダー部52bを介して外部容器内に噴射剤を充填する(図7bの矢印)。
噴射剤充填機構で噴射剤を充填した後、エアゾールバルブ13を外部容器51(バルブホルダー52)方向(下方向)に押圧し、マウンティングカバーの下端を外部容器51の首部と口部の境界に当接させるようにしてカシメることにより、バルブホルダー52およびエアゾールバルブ13は外部容器11に固着される。このとき、内部容器の脚部18a(図2a参照)が下方向への押圧力の少なくとも一部を吸収して撓むため、内部容器の胴部は折れ曲ったり、不規則な変形をせず、後述する原液の充填をスムーズにできる。
最後に、異なる2種類の内容物をそれぞれのエアゾールバルブ13のステム13bから内部容器12内に充填する。しかし、内容物は、噴射剤を充填する前に充填してもよい。内部容器12を挿入するとき、テープ等により折り畳んだ状態で保持している場合は、この内容物の充填によりテープ等による折り畳んだ状態が解除される。
【0037】
図9には、本発明の二重エアゾール容器に用いることができる、二液収納式の内部容器を示す。
内部容器60のパウチ61は、シート12a(下シート、中シート、上シート)を3枚重ね、それぞれの周縁部同士を貼着したものである。また下端貼代には切り込み61aが2つ形成されており、それに沿って折れ線61bが2つ形成されている。他の構成は、図1のパウチ16と実質的に同じものである。このように構成されているため、下シート12aと中シート12b、および、中シート12bと上シート12cでそれぞれ内容物の収納部62a、bが形成される。
内部容器60の連結部材63は、パウチ61の収納部62a、bの上端開口を閉じるとともに、それらを外部と独立して連通するように内部容器の上端に固定されたものである。連結部材63は、パウチ61が貼着される円柱状の貼着部66と、エアゾールバルブ13の連通部26aと連結する円筒状のバルブ連結部67とからなる一体成形品である。貼着部66には、下端から上方向に延びるスリット66aと、そのスリットを挟んで形成されており、貼着部66を上下に貫通した第1通路66bおよび第2通路66cとを備えている。つまり、貼着部66は、スリット66aを境界として収納部62aを閉じる第1栓部と、収納部62bを閉じる第2栓部とに分けることができ、それぞれ第1栓部および第2栓部に第1通路66bおよび第2通路66cが形成されている。バルブ連結部67の中心孔67aは、第1通路66bおよび第2通路66cと連通している。
【0038】
このような内部容器60を二液式用のエアゾールバルブに用いることにより、二液を吐出する二重エアゾール容器が完成する。このような二重エアゾール容器であっても、図1の二重エアゾール容器と同様に内容物および噴射剤の充填が可能となる。
【符号の説明】
【0039】
B 噴射剤
X 距離
10 二重エアゾール容器
11 外部容器
11a 胴部
11b 肩部
11c 首部
11d 凹部
12 内部容器
12a シート
13 エアゾールバルブ
13a ハウジング
13b ステム
13c ばね
13e ステムラバー
13f キャップ
15 切り込み
15a 折れ線
16 パウチ
16a 開口部
17 連結部材
18 貼代
18a 脚部
19 収納部
20 連結体
21 貼着部
21a 水平リブ
21b フランジ部
22 バルブ連結部
22a フランジ部
23 中間部
26a 連通部
26b 段部
30 二重エアゾール容器
30a 噴射剤充填機構のホルダー
30b 噴射剤充填機構のシール部
31 内部容器
31a 底部
31b 胴部
31c 肩部
31d 首部
31e 開口部
32 ピンチオフ部
33 切り込み
35 二重エアゾール容器
36 外部容器
36a 胴部
36b 肩部
36c ビード部
37 内部容器
37a パウチ
37b 貼代
37c 脚部
38 エアゾールバルブ
38a マウンティングカップ
38b ハウジング
38c ステム
39 連通部
40 二重エアゾール容器
41 外部容器
41a 底部
41b 胴部
41c 肩部
41d 首部
41e 口部
41g 支持団部
41h シール部材
42 内部容器
42c 折れ線
43 エアゾールバルブ
44 パウチ
44a 脚部
44b 切り込み
45 環状突起
46 テープ
50 二重エアゾール容器
51 外部容器
51a 胴部
51b 肩部
51c 首部
51d 口部
52 バルブホルダー
52a 基部
52b ホルダー部
53 マウンテンカバー
56 本体
56a フランジ部
57 シール部
57a 環状凹部
58 ガスケット
59a 上筒部
59b 下筒部
59c 環状段部
60 内部容器
61 パウチ
62a、b 収納部
63 連結部材
66 貼着部
66a スリット
66b 第1通路
66c 第2通路
67 バルブ連結部
【技術分野】
【0001】
本発明は、二重エアゾール容器およびその製造方法に関する。
【背景技術】
【0002】
従来、外部容器と、その内部に収容される内部容器と、その外部容器および内部容器を閉じ、内部容器と大気とを連結するエアゾールバルブとを備えた二重エアゾール容器が知られている。このような二重エアゾール容器は、内部容器内に内容物を充填し、外部容器と内部容器との間に噴射剤を充填する。このように構成されているため、エアゾールバルブを操作して大気と内部容器とを連通させることにより、噴射剤が内部容器を押圧し、内容物を噴出させることができる。
【0003】
このような二重エアゾール容器の外部容器と内部容器との間に噴射剤を充填する方法として、エアゾールバルブで内部容器を閉じた状態で、エアゾールバルブを外部容器の開口部近辺に配置させ、エアゾールバルブを外部容器に固着する前に、エアゾールバルブと外部容器との間から噴射剤を瞬間的に充填し、それと同時にエアゾールバルブの一部を外部容器にカシメてエアゾールバルブを外部容器に固着するアンダーカップ充填法が知られている。
このとき、エアゾールバルブを外部容器より若干上に配置あるいは保持させることにより、エアゾールバルブと外部容器との間に噴射剤を充填するための通路を形成させる。そのとき、引用文献1、2に示すように、外部容器の底面に載置したとき、その上端が外部容器の上端より若干上になるように構成した内部容器を用いてエアゾールバルブを所定の高さで保持させる方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−118380号公報
【特許文献2】特開平9−240760号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1、2のような内部容器は、エアゾールバルブを外部容器に固着するとき、内部容器の一部であって内容物を収納する部位を撓ませることになり、その際、内容物が漏れたり、内部容器とエアゾールバルブとの連結が外れたりするおそれがある。また、エアゾールバルブを外部容器に固着した後でバルブから内部容器に内容物を充填する場合でも、内容物を充填する部位が大きく変形していると、変形部位が抵抗になって内容物を所定量充填しにくくなったり、内部容器に局部的に充填圧力が加わって裂けるなどの恐れがある。また、特許文献2の図4のように、内部容器の下端に緩衝材を設けることも考えられる。しかし、その場合、製造工程において、緩衝材を正確に配置できない。また、緩衝材を内部容器に接着剤等で貼り合わせる場合でも、その工程が煩雑になってしまう。
本発明は、内容物および噴射剤が、容易に、かつ、安定に充填できる二重エアゾール容器およびその二重エアゾール容器に内容物および噴射剤を充填する二重エアゾール製品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の二重エアゾール容器は、外部容器と、前記外部容器に収容される内部容器と、前記内部容器の開口部に連結され、外部容器に固着されるエアゾールバルブとからなる二重エアゾール容器であって、前記内部容器が、内容物が充填される胴部と、その胴部の下端に胴部と一体に成形される脚部とを備えており、前記エアゾールバルブと内部容器とを連結させて外部容器内の底面に載置したとき、内部容器の脚部に支持されてエアゾールバルブが前記外部容器に固着されるときの位置より上方となるように構成されており、前記エアゾールバルブを外部容器に固着したとき、前記内部容器の脚部が撓んでいることを特徴としている。
【0007】
このような二重エアゾール容器であって、前記内部容器が合成樹脂製のパリソンをブロー成型により成形したブロー成形体であり、そのブロー成形体のピンチオフ部が脚部であるものが挙げられる。また、前記内部容器が可撓性のシートを貼り合わせることによって成形したパウチであり、そのパウチのシート下端同士を貼り合わせた下端貼代が脚部であるものが挙げられる。
【0008】
本発明の二重エアゾール容器であって、前記脚部に下端から上方に向かう切り込みが形成されたもの、または、脚部に水平方向の折れ線が形成されたものが好ましい。
また、本発明の二重エアゾール容器のパウチの幅が、前記外部容器の胴部内径より大きいものが好ましい。
【0009】
本発明の二重エアゾール容器に内容物および噴射剤を充填する二重エアゾール製品の製造方法は、前記内部容器とエアゾールバルブとを連結し、その状態で内部容器を外部容器内に挿入して脚部を外部容器の底部に載置させてエアゾールバルブと外部容器との隙間を確保し、エアゾールバルブと外部容器との間の隙間から、外部容器と内部容器との間の加圧室に噴射剤を充填し、脚部を撓ませながらエアゾールバルブを降下させて外部容器に被せて固定し、内容物を内部容器内に充填することを特徴としている。
【発明の効果】
【0010】
本発明の二重エアゾール容器は、前記内部容器が、内容物が充填される胴部と、その胴部の下端に胴部と一体に成形される脚部とを備えており、前記エアゾールバルブと内部容器とを連結させて外部容器内の底面に載置したとき、内部容器の脚部に支持されてエアゾールバルブが前記外部容器に固着されるときの位置より上方となるように構成されており、前記エアゾールバルブを外部容器に固着したとき、前記内部容器の脚部が撓んでいるため、内部容器の胴部をほとんど変形させず、特に折り曲げられることなく外部容器内に組み入れることができ、バルブから内部容器に原液を充填するときに内部容器が確実に膨らんで所定量充填することができ、内部容器に充填圧力が局部的に加わって裂けることがない。また、内部容器は一体成形品であるため、内部容器の組み入れ工程が簡易である。
【0011】
本発明の二重エアゾール容器であって、前記内部容器が合成樹脂製のパリソンをブロー成型により成形したブロー成形体であり、そのブロー成形体のピンチオフ部を脚部とする場合、従来と同じ工程で内部容器が成形できる。
また、内部容器が可撓性のシートを貼り合わせることによって成形したパウチであり、そのパウチのシート下端同士を貼り合わせた下端貼代を脚部とする場合、内部容器の構造が簡易である。
そして、ピンチオフ部または下端貼代を脚部とした二重エアゾール容器であって、前記脚部に下端から上方に向かう切り込みが形成されている場合、切り込みにより脚部が複数に分かれるため、脚部により内部容器をしっかり支持できる。また、脚部自身の上下方向の強度を調整できるため、撓みやすい。
前記脚部に水平方向の折れ線が形成された場合も、脚部の上下方向の強度を調整でき、撓みやすい。
さらに、パウチの幅が外部容器の胴部内径より大きい場合、パウチを外部容器内に挿入すると、パウチの一部が外部容器の内側面と当接する。そのため、パウチは、自身の弾性力により外部容器の内側面に水平方向に支持される。
【0012】
本発明の二重エアゾール容器に内容物および噴射剤を充填する二重エアゾール製品の製造方法は、前記内部容器とエアゾールバルブとを連結し、その状態で内部容器を外部容器内に挿入して、脚部を外部容器の底部に載置させてエアゾールバルブと外部容器との隙間を確保し、前記隙間から外部容器と内部容器との間の加圧室に噴射剤を充填し、脚部を撓ませながらエアゾールバルブを降下させて外部容器に被せて固着し、内容物を内部容器内に充填するため、内部容器が折れ曲がるなどの不規則な変形がなく、内容物を確実に所定量充填することができ、充填圧力により内部容器が裂けるなどの問題が生じず、安定した二重エアゾール製品を製造できる。特に、脚部に切り込みが設けられている場合、複数に分けられた脚部によりエアゾールバルブおよび内部容器が支持されるため、内部容器およびエアゾールバルブの水平方向のブレが小さく、噴射剤を充填するときに噴射剤充填機構とエアゾールバルブとの間に形成される充填シールが得られやすい。また、パウチの幅が外部容器の胴部内径より大きい場合も、内部容器を外部容器内に挿入したとき、内部容器のパウチの一部が外部容器の内側面と当接し、内部容器およびエアゾールバルブの水平方向のブレが小さくなる。
【図面の簡単な説明】
【0013】
【図1】図1aは本発明のエアゾール容器の一実施形態を示す側面断面図であり、図1bはそのA−A線断面図であり、図1cは図1aの組立図であり、図1dは図1aのアンダーカップ充填工程図である。
【図2】図2aは図1のパウチを示す正面図であり、図2bはそのパウチを折り畳んだ状態の下部を示す正面図であり、図2c〜eはそれぞれ図1の連結部材を示す正面図、側面図、正面断面図であり、図2f、gはそれぞれ図1のパウチに採用できる切込みの他の実施形態を示す正面図であり、図2hは図2fのパウチを折り畳んだ状態の下部を示す正面図である。
【図3】図3aは本発明のエアゾール容器の他の実施形態を示す側面断面図であり、図3bは図3aの組立図であり、図3cは図3aのアンダーカップ充填工程図であり、図3dは図3aの脚部を示す側面図であり、図3eは図3aの脚部が撓んだ状態を示す側面図であり、図3fは図3aの脚部として採用できる他の実施形態を示す側面図である。
【図4】図4aは本発明のエアゾール容器のさらに他の実施形態を示す側面断面図であり、図4bは図4aのアンダーカップ充填工程図である。
【図5】図5aは本発明のエアゾール容器のさらに他の実施形態を示す側面断面図であり、図5bは図5aのアンダーカップ充填工程図である。
【図6】図6aは図5aの内部容器を示す正面図であり、図6bは図6aを折り畳んだ状態を示す正面図であり、図6cは図6bの下面図である。
【図7】図7aは本発明のエアゾール容器のさらに他の実施形態を示す一部側面断面図であり、図7bは図7aのアンダーカップ充填工程図である。
【図8】図8a、bはそれぞれ図7aのバルブホルダーを示す平面図、側面断面図である。
【図9】図9a、bはそれぞれ本発明のエアゾール容器に用いることができる内部容器を示す正面図、側面断面図である。
【発明を実施するための形態】
【0014】
図1aの二重エアゾール容器10は、外部容器11と、その外部容器11内に収容される内部容器12と、その内部容器12の開口部に連結され、外部容器11に固着されるエアゾールバルブ13とからなる。
【0015】
外部容器11は、図1cに示すように、底面を備えた円筒状の胴部11aと、その上端に形成されるテーパー状の肩部11bと、その上端に形成される円筒状の首部11cとからなり、首部11cの上端が開口部となる。また、首部11cの外周には、環状に形成された凹部11dが形成されている。このような外部容器11は、アルミニウムやブリキなどの金属板からインパクト加工、絞り加工等によって一体に成形される。しかし、複数の部材を二重巻き締めによって連結したものでもよい。また合成樹脂や耐圧ガラス等の他の材料で成形してもよいが、耐圧性を有する硬質体が好ましい。
外部容器11の胴部11aの内径は、首部11cの内径の1.2〜3倍、特に、
1.3〜2.5倍となっている。
【0016】
内部容器12は、図2aに示すように、2枚の可撓性のシート12aを貼り合わせることにより成形される袋状のパウチ16と、その開口部16aに取り付けられる筒状の連結部材17とからなる(図2c〜e参照)。
【0017】
パウチ16は、図2aに示すように、2枚のシート12aの周縁同士を貼り合わせた貼代18と、その貼代18によって囲まれる矩形状の収納部19とからなり、上部の中央に2枚のシートの隙間からなる開口部16aが設けられている。つまり、左右貼代によってパウチの胴部が形成される。そして、シート12aの下端同士を貼り合わせた下端貼代によって脚部18aが構成される。この脚部18aには、下端から上方に伸びる切り込み15が2本等間隔に形成されている。また、パウチ16には、切り込み15に沿って上下方向に延びる緩い折れ線15aが形成されている。ここで緩い折れ線とは、パウチ16が開く方向に弾力性を持たせた程度に形成される折れ線をいう。パウチ16は、図1bに示すように、折れ線に沿って折り畳んであるいは丸めて外部容器内に挿入される。図2aでは、脚部18aにスリット状あるいは矩形状の切り込み15を設けたが、図2f、gに示すように三角形状の切り込み15bや円弧状の切り込み15cを設けても良い。また、脚部の両端部に切り込み15の半分の形状の切り込みを設けても良い。その場合は、図2hに示すように、折り畳まれたパウチ16の下端の両角が切り落とされた形状となり、外部容器に挿入しやすくなる。また折り畳んだ状態で同じ形状にすることができ、脚部の大きさを合わせやすく、脚部による保持力を調整しやすい。なお、脚部18aは、折れ線による上下方向のリブ効果を奏しない。
【0018】
パウチ16の高さは、外部容器の胴部11aの高さより低くなるように、つまり、胴部11a内に収容されるように構成されている。また、後述するように内部容器12とエアゾールバルブ13とを連結した連結体20が、エアゾールバルブ13が外部容器11に固着されるときの位置より若干上側(図1cの距離X)となるように、パウチ16は従来のものより大きいものを採用している。しかし、従来の大きさのパウチ16を採用し、連結部材17あるいはエアゾールバルブ13を大きくしてもよい。
パウチ16の幅は、外部容器の胴部11aの内径より大きくなるように構成されている。特に、外部容器の胴部11aの内径の1.2〜3倍、好ましくは、1.5〜2.5倍とするのが好ましい。これにより、パウチ16を外部容器11内に挿入したとき、パウチ16が広がり、パウチの一部が確実に外部容器の内側面と当接し、その弾性力によりパウチ16は外部容器内で水平方向に支持される。つまり、胴部11a内にパウチ16が収納されたとき、パウチ16は折れ線18aに沿って軽く畳まれた状態で、パウチ16が外部容器の内面の少なくとも2ヶ所と当接する。1.2倍より小さくなると、パウチ16が外部容器と1ヶ所でしか当接しない場合がある。3倍より大きくなると、パウチ16が拡がりにくくなって、収納部19の容積に無駄が出る。この実施形態では、パウチ16の幅を外部容器の胴部11aの内径より大きくしているが、本発明としては、胴部の内径よりも小さくても良い。この場合は水平方向の支持は得られない。
【0019】
パウチに用いるシート12aとしては、合成樹脂からなる単層または積層シート、あるいは、金属箔層および合成樹脂層からなる積層シートが挙げられる。特に、金属箔としては、アルミニウム箔などの軽金属が挙げられる。合成樹脂としては、耐薬品性に優れたポリエチレンやポリプロピレン、ポリエチレンテレフタレート、ガスバリア性に優れたナイロンやエバールなどが挙げられ、内容物に応じて選択し、組み合わせて用いてもよい。なお、金属箔層の代わりに、炭素、シリカ、アルミナなどを合成樹脂層に蒸着させて被膜を形成する蒸着層としてもよい。また、シート12同士の貼着は溶着や接着剤等によって行われる。特に、金属箔(層)を有する積層シートを用いる場合は、遮断効果が高く、様々な内容物を安定して保存することができる。
【0020】
連結部材17は、図2c〜eに示すように、パウチ16の開口部に固定される筒状の貼着部21と、その貼着部21の上方に同軸上に設けられ、後述するエアゾールバルブ13の下端と連結される筒状のバルブ連結部22と、貼着部21とバルブ連結部22との間に、それらと同軸上に設けられた筒状の中間部23とからなる。貼着部21、中間部23およびバルブ連結部22の中心孔は、連通している。連結部材17は一体成形品である。
貼着部21は、略ひし形柱状のものであり、その側面に水平方向に延びる水平リブ21aが形成されている。この貼着部21の外周面にパウチ16のシート12aが貼着される。また、上端にフランジ部21bが形成されている。このフランジ部21bは、パウチ16の貼着位置を特定するものであり、これによりパウチ16を貼着部21に確実に貼着することができる。
バルブ連結部22は、円筒状のものであり、その下端にフランジ部22aが形成されている。
中間部23は、直方体状のものである。この中間部23は直方体状となっているため、指などで把持しやすく、内部容器13の取り扱いが簡単である。この中間部23はなくてもよい。貼着部21のフランジ部21bまたはバルブ連結部22のフランジ部22aのどちらかは省略される。また、いずれを省略してもよい。
このような連結部材17は、ステンレスにポリエステル、ポリウレタン、ポリオレフィンなどの接着性樹脂を被覆したもの、あるいは、ポリアセタール、ナイロンなどの合成樹脂製のものが挙げられる。
【0021】
図1bに戻って、エアゾールバルブ13は、筒状のハウジング13aと、そのハウジング内に上下移動自在に収容されるステム13bと、そのステムを常時上向きに付勢するばね13cと、ステムのステム孔を塞ぐステムラバー13eと、全体を外部容器11の開口部に固定するカップ状のバルブ用キャップ13fとからなる。このエアゾールバルブ13は、外部容器11の上端縁に設けられるガスケット14を介して外部容器11を閉じる(図1a参照)。
ハウジング13aの下端には、下方に突出し、ハウジング内部と外部とを連通させる筒状の連通部26aが形成されている。この連通部26aを連結部材17のバルブ連結部22内に挿入することにより、エアゾールバルブ13と内部容器12とは連結される。
また、ハウジング13aの側面には、外部容器11の凹部11dの内面と係合する段部26bが環状に形成されている。エアゾールバルブ13は、外部容器の凹部11dによって支持される。
【0022】
このように構成されている二重エアゾール容器10への内容物および噴射剤の充填工程を次に示す。初めに、内部容器12とエアゾールバルブ13とを連結させて連結体20を組み立てる。次いで、内部容器12のパウチ16を折れ線18aに沿って畳むあるいは丸める。このとき、テープ等により畳んだ状態で軽く保持してもよい。これにより挿入工程を簡素化できる。内部容器12を折り畳んだ状態で、外部容器11内に内部容器12を挿入する(図1c参照)。
挿入された連結体20は、図1dに示すように、外部容器11の胴部11aの底面に載置され、エアゾールバルブ13が外部容器11に固着されるときの位置より若干上側(距離X)に配置される。特に、パウチ16は、幅が外部容器11の内径より大きいため、テープ等でパウチ16を折り畳んだ状態で固定しなくても、軽く折れ曲がった状態で外部容器11内に立つ。そのため、パウチ16が可撓性のシート12aからなるものであっても、エアゾールバルブ13を十分支持する。また、脚部18aが切り込みによって複数の部位に分けられているため、安定してエアゾールバルブ13を支持する。さらに、パウチ16は外部容器の内側面に支持されているため、外部容器の半径方向も支持され、エアゾールバルブ13のブレが少ない。テープ等により折り畳んだ状態で内部容器12を挿入している場合は、そのような支持はない。
【0023】
このようにエアゾールバルブ13は、外部容器11と隙間を空けて配置されるため、噴射剤Bを外部容器11と内部容器12との間に充填(アンダーカップ充填)する(図1dの矢印方向)際、エアゾールバルブ13を持ち上げる必要がない。
噴射剤充填機構で噴射剤を充填した後、エアゾールバルブ13を外部容器11方向(下方向)に押圧し、エアゾールバルブ13のキャップ13fの下端を外部容器11の凹部11dに当接させるようにしてカシメることにより、エアゾールバルブ13は外部容器11に固着される。このとき、内部容器の脚部18aが下方向への押圧力の少なくとも一部を吸収して撓む。特に、パウチ16は、軽く折り畳まれたあるいは丸めた状態で外部容器内にあり、その緩やかな折れ線が上下方向の力に対するリブ的な作用を奏するため、さらに、脚部18aには折れ線に沿って切り込み15が形成されているため、脚部18aが胴部に比べて撓みやすい。このように、内部容器の胴部(収納部)の撓みを抑えることにより、内部容器の胴部(収納部)の折れ曲がりを防止し、容積の変化を小さくすることができる。
最後に、内容物をエアゾールバルブ13のステム13bから内部容器12内に充填する。このとき内部容器は膨らんで容積が大きくなるが、エアゾールバルブをカシメる際の内部容器の胴部の変形が少なく、特に折れ曲がりがないため、内部容器はスムーズに膨らむことができ、内容物を確実に所定量充填することができる。この方法は、噴射剤として圧縮ガスを用いる場合に好ましく、噴射剤(圧縮ガス)を0.2MPa〜0.4MPaで充填し、その後、内容物を充填することにより、収納部19の容積が増大すると共に、外部容器11と内部容器12との間の空間が減少し、製品時の圧力を0.5〜1.0MPaまで増大させることができる。しかし、内容物は、噴射剤を充填する前に充填してもよい。
また、内部容器12を挿入するとき、テープ等により折り畳んだ状態で保持している場合は、この内容物の充填によりテープ等による折り畳んだ状態が解除される。
【0024】
このように二重エアゾール容器10は、内部容器12のパウチ16が外部容器11の内径より大きいため、内部容器12は外部容器11において若干畳まれた状態で収納されるため、折れ線部がリブ効果を奏し、エアゾールバルブ13を確実に支持することができる。そのため、アンダーカップ充填がスムースにできる。また、噴射剤充填後、エアゾールバルブを固定するとき、内容物が充填される収納部19(胴部)以外である脚部18aが撓むため、収納部の容積を一定にして生産することができ、また、内部容器12とエアゾールバルブ13との連結も確実にでき、安定してエアゾール製品が製造できる。
【0025】
図3の二重エアゾール容器30は、内部容器31が合成樹脂製のパリソンをブロー成型により形成したブロー成形体である。外部容器11およびエアゾールバルブ13の構成は、図1の外部容器11およびエアゾールバルブ13と実質的に同じである。
【0026】
内部容器31は、図3bに示すように、底部31aと、円筒状の胴部31b、その上端に形成されるテーパー状の肩部31cと、その上端に形成される円筒状の首部31dと、その首部より拡径した円筒状の開口部31eとからなる。胴部31bの下部は、下方に向かって縮径するようにテーパーとなっており、底部31aには、下方に突出するピンチオフ部32が設けられている。ピンチオフ部32は、底部31aの中心を通り、底部31aの直径と平行に延びる平面状の部位である。ピンチオフ部32の中央には、下端から上方に向かって延びる切り込み33が形成されている。この切り込み33によって分けられたピンチオフ部32の下部33aが上下方向の力を受けることにより撓みやすくなっている。つまり、ピンチオフ部32が本発明の脚部となる。また、この内部容器31を用いるとき、切り込み33によって分けられるピンチオフ部32の下部33aを、図3dに示すように、互いに逆向きに湾曲ないし屈曲させるのが好ましい。
また内部容器31は、外部容器11の底面に載置したとき、内部容器31の上端が外部容器11から突出するように構成されている。
【0027】
このように構成されている二重エアゾール容器30への内容物および噴射剤の充填工程を次に示す。初めに、外部容器11に内部容器31を挿入する(図3b参照)。次いで、図3cに示すように、内部容器31の開口部にエアゾールバルブ13を載せる。このとき、内部容器31の開口部31eは外部容器11の上端から突出しているため、エアゾールバルブ13も外部容器11に固着されるときの位置より若干上側(距離X)に配置される。このようにエアゾールバルブ13は、外部容器11と隙間を空けて配置されるため、噴射剤Bを外部容器11と内部容器12との間に充填する(図3cの矢印方向)際、エアゾールバルブ13を持ち上げる必要がない。符号30a、30bは、それぞれ噴射剤充填機構のホルダーおよびシール部である。
噴射剤充填機構で噴射剤を充填した後、エアゾールバルブ13を外部容器11方向に押圧し、エアゾールバルブ13のキャップ13fの下端を外部容器11の凹部11dに当接させるようにしてカシメることにより、エアゾールバルブ13は外部容器11に固着される。このとき、ピンチオフ部32に切り込み33が設けられているため、ピンチオフ部の下部33aが内部容器の他の部位より優先的に撓む(図3d、図3e参照)。そのため、内部容器31の胴部の折れ曲がりなどの不規則な変形を最小限にして外部容器11内に収納できる。この状態でエアゾールバルブから内部容器内の空気を排出してもよく、内部容器は不規則な変形をしていないため、空気の排出に伴い規則的に収縮し、後述する原液の充填をスムーズに行うことができる。
最後に、内容物をエアゾールバルブ13のステム13bから内部容器31内に充填する。しかし、内容物は、噴射剤を充填する前に充填してもよく、エアゾールバルブ13を内部容器31の上に置く前に充填してもよい。
【0028】
このように二重エアゾール容器30は、内部容器31はピンチオフ部の下部31aを撓ませて外部容器11内に収納されるため、内部容器31の胴部の変形度を減少させることができ、胴部の不規則な折れ曲がりや容積変化を最小限に抑えることができる。そのため、充填時に内容物が漏れたり、内部容器31とエアゾールバルブ13の連結が外れたり、あるいは、甘くなったりしにくい。
また、この実施形態ではピンチオフ部32に切り込みを入れたが、図3fに示すように、ピンチオフ部32に水平な折れ線33bや凹み溝を設け、下方への力で撓みやすくしてもよい。これら折れ線や凹み溝はブロー成型のピンチオフ部を形成するときに加工することができる。
【0029】
図4aの二重エアゾール容器35は、ビード部を備えた外部容器36と、パウチ型の内部容器37と、外部容器のビード部と係合するマウンティングカップを備えたエアゾールバルブ38とからなる。
外部容器36は、図4bに示すように、底部を有する筒状の胴部36a、テーパー状の肩部36bとからなり、肩部上端にビード部36cが形成されたものであり、ビード部36cが開口部を構成している。肩部とビード部との間に筒状の首部を設けても良い。このような外部容器36も、アルミニウムなどの金属板からインパクト加工、絞り・しごき加工等によって成形される。
内部容器37は、パウチ37aの下端の貼代37bの下部において、2枚のシート12を貼り合わせずに開いており、この開いた部位を脚部37cとしている。また、パウチ37aの幅(紙面に直角)がビード部36c(開口部)の内径より大きく、胴部36aの内径より小さいものである。そのため、内部容器37は、外部容器36内において水平方向に支持されない。他の構成は、図1の内部容器12と実質的に同じであり、連結部材17がパウチ37aに連結される。なお、パウチ37aの幅を胴部36aの内径より大きくすることもできる。
エアゾールバルブ38は、外部容器のビード部36cにクリンプされるマウンティングカップ38aと、そのマウンティングカップの中央に保持されるハウジング38bと、そのハウジング内に上下移動自在に収容されるステム38cと、前記ハウジング38bの上端に設けられ、ステム孔を開閉するステムラバー(符号無し)と、そのステムを常時上向きに付勢するバネ(符号無し)とからなる。ステム、ステムラバー、バネは、図1の二重エアゾール容器と実質的に同じものである。ハウジング38bの下端には、ハウジングと外部とを連通する筒状の連通部39が形成されている。連通部に連結部材を連結することでエアゾールバルブとパウチを一体にして取り扱うことができる。
このように構成されているため、図1と同様にして内容物および噴射剤が充填される。
【0030】
図5aの二重エアゾール容器40は、合成樹脂製の外部容器41と、内部容器42と、エアゾールバルブ43とからなる。エアゾールバルブ43は、図1のエアゾールバルブ13と実質的に同じものである。
外部容器41は、球面状の底部41aと、円筒状の胴部41bと、上方に向かって閉じるテーパー状の肩部41cと、円筒状の首部41dおよび円筒状の口部(開口部)41eとを有している。また、底部41aと胴部41bとの間に支持段部41gが形成されている。口部41eの内面は首部の内面と同径で、口部41eの外面は首部より大きく構成されている。つまり、口部41eは、首部41dより厚肉に構成され、胴部41bは、肩部41cおよび首部41dよりも薄肉に構成されている。このような外部容器41は、ポリエチレンテレフタレートなどの合成樹脂を用いて、射出成型にてプリフォームを成形し、さらにプリフォームを二軸延伸ブロー成型にて成形したものである。さらに、口部41eの上面には、環状突起45が形成されている。外部容器41は合成樹脂製であるため、透光性を持たせてもよく、その場合、内部容器の膨らみ状態が見え、内容物の残量を確認できる。また、口部41eの上面には、リング状のシール部材41hが設けられる。
外部容器の口部41eおよび首部41dの内径は、8〜35mm、特に、10〜30mmであり、外部容器の胴部41bの内径は、20〜50mm、特に、25〜45mmである。そして、胴部41bの内径は、口部41eの内径より1.2〜4倍、特に、1.5〜3.5倍となる。
【0031】
内部容器42は、図6aに示すように、パウチ44の脚部44aに4つの切り込み44bが形成されており、4本の緩い折れ線42cが形成されている。そして、この内部容器42は、図6b、cに示すように、5つに折り畳んで外部容器41内に挿入するものである。図6bにおいて、符号46は、内部容器42を折り畳んだ状態に保持するテープである。他の構成は、図1の内部容器11と実質的に同じものである。
【0032】
この二重エアゾール容器40では、内部容器42を5つに折り畳んでいるため、例え、外部容器41のように開口部が小さいものでも簡単に挿入できる。そして、折れ線に沿って脚部に切り込みが入れられているため、脚部が撓みやすい。内容物および噴射剤の充填方法は、図1の二重エアゾール容器10と実質的に同じである。
【0033】
図7aに示す二重エアゾール容器50は、外部容器51と、その内部に収納される2つの内部容器12と、それぞれの内部容器に連結される2つのエアゾールバルブ13と、外部容器51の開口部に取り付けられ、2つのエアゾールバルブを保持するバルブホルダー52と、そのエアゾールバルブ13およびバルブホルダー52を覆い、バルブホルダー52を外部容器51に取り付けるマウンテンカバー53とからなる。内部容器12およびエアゾールバルブ13とは、図1の内部容器12およびエアゾールバルブ13と実質的に同じものである。
【0034】
外部容器51は、円筒状の胴部51aと、上方に向かって閉じるテーパー状の肩部51bと、円筒状の首部51cおよび円筒状の口部(開口部)51dとを有している。外部容器の口部51dの内径は、20〜45mm、特に、25〜40mmであり、外部容器の胴部51aの内径は、25〜50mm、特に、30〜45mmである。そして、胴部51aの内径は、口部51dの内径より1.2〜2.5倍、特に、1.3〜2倍となる。他の構成は、図5の外部容器41と実質的に同じものである。
バルブホルダー52は、図8a、bに示すように、円柱状の基部52aと、その基部を上下に貫通するように形成された2つの筒状のホルダー部52bとを有する。基部52aは、マウンテンカバー53によって外部容器51の上端に固定される部位である。ホルダー部52bは、エアゾールバルブ13を挿入して保持するものである。
基部52aは、円柱状の本体56、その下端から下方に延びる円筒状のシール部57とからなり、本体56の下部には、外方に向かって突出するフランジ部56aが形成されている。シール部57の外周には環状のガスケット58を挿入するための環状凹部57aが形成されている。ガスケット58は、断面円形でリング状のシール材である。つまり、ガスケット58を環状凹部57aに嵌合させた状態でシール部57を外部容器51内に挿入することにより、ガスケット58が外部容器51の内側面と当接し、バルブホルダー52と外部容器51との間をシールする。
【0035】
ホルダー部52bは、エアゾールバルブ13を受け入れて保持する部位であり、上筒部59aと、その上筒部59aより縮径した下筒部59bと、上筒部59aの下端と上筒部59bの上端とを連続する環状段部59cとからなる。このホルダー部52bは、環状段部59cによりエアゾールバルブ13を支持する。
【0036】
このように構成されている二重エアゾール容器50への内容物および噴射剤の充填工程を次に示す。初めに、予め折り畳んだ内部容器12とエアゾールバルブ13とをバルブホルダー52を挟んで連結させる。このとき、内部容器12はテープ等により畳んだ状態で軽く保持する。次いで、バルブホルダー52を外部容器51の上に載置させる(図7b参照)。
この状態において、エアゾールバルブ13は、それぞれの内部容器12の脚部18aが外部容器51の底面に載置されて、バルブホルダー52のホルダー部52bより若干上(距離X)に配置される。この状態において、マウンティングカバー53の下端から噴射剤を注入し、バルブホルダーのホルダー部52bを介して外部容器内に噴射剤を充填する(図7bの矢印)。
噴射剤充填機構で噴射剤を充填した後、エアゾールバルブ13を外部容器51(バルブホルダー52)方向(下方向)に押圧し、マウンティングカバーの下端を外部容器51の首部と口部の境界に当接させるようにしてカシメることにより、バルブホルダー52およびエアゾールバルブ13は外部容器11に固着される。このとき、内部容器の脚部18a(図2a参照)が下方向への押圧力の少なくとも一部を吸収して撓むため、内部容器の胴部は折れ曲ったり、不規則な変形をせず、後述する原液の充填をスムーズにできる。
最後に、異なる2種類の内容物をそれぞれのエアゾールバルブ13のステム13bから内部容器12内に充填する。しかし、内容物は、噴射剤を充填する前に充填してもよい。内部容器12を挿入するとき、テープ等により折り畳んだ状態で保持している場合は、この内容物の充填によりテープ等による折り畳んだ状態が解除される。
【0037】
図9には、本発明の二重エアゾール容器に用いることができる、二液収納式の内部容器を示す。
内部容器60のパウチ61は、シート12a(下シート、中シート、上シート)を3枚重ね、それぞれの周縁部同士を貼着したものである。また下端貼代には切り込み61aが2つ形成されており、それに沿って折れ線61bが2つ形成されている。他の構成は、図1のパウチ16と実質的に同じものである。このように構成されているため、下シート12aと中シート12b、および、中シート12bと上シート12cでそれぞれ内容物の収納部62a、bが形成される。
内部容器60の連結部材63は、パウチ61の収納部62a、bの上端開口を閉じるとともに、それらを外部と独立して連通するように内部容器の上端に固定されたものである。連結部材63は、パウチ61が貼着される円柱状の貼着部66と、エアゾールバルブ13の連通部26aと連結する円筒状のバルブ連結部67とからなる一体成形品である。貼着部66には、下端から上方向に延びるスリット66aと、そのスリットを挟んで形成されており、貼着部66を上下に貫通した第1通路66bおよび第2通路66cとを備えている。つまり、貼着部66は、スリット66aを境界として収納部62aを閉じる第1栓部と、収納部62bを閉じる第2栓部とに分けることができ、それぞれ第1栓部および第2栓部に第1通路66bおよび第2通路66cが形成されている。バルブ連結部67の中心孔67aは、第1通路66bおよび第2通路66cと連通している。
【0038】
このような内部容器60を二液式用のエアゾールバルブに用いることにより、二液を吐出する二重エアゾール容器が完成する。このような二重エアゾール容器であっても、図1の二重エアゾール容器と同様に内容物および噴射剤の充填が可能となる。
【符号の説明】
【0039】
B 噴射剤
X 距離
10 二重エアゾール容器
11 外部容器
11a 胴部
11b 肩部
11c 首部
11d 凹部
12 内部容器
12a シート
13 エアゾールバルブ
13a ハウジング
13b ステム
13c ばね
13e ステムラバー
13f キャップ
15 切り込み
15a 折れ線
16 パウチ
16a 開口部
17 連結部材
18 貼代
18a 脚部
19 収納部
20 連結体
21 貼着部
21a 水平リブ
21b フランジ部
22 バルブ連結部
22a フランジ部
23 中間部
26a 連通部
26b 段部
30 二重エアゾール容器
30a 噴射剤充填機構のホルダー
30b 噴射剤充填機構のシール部
31 内部容器
31a 底部
31b 胴部
31c 肩部
31d 首部
31e 開口部
32 ピンチオフ部
33 切り込み
35 二重エアゾール容器
36 外部容器
36a 胴部
36b 肩部
36c ビード部
37 内部容器
37a パウチ
37b 貼代
37c 脚部
38 エアゾールバルブ
38a マウンティングカップ
38b ハウジング
38c ステム
39 連通部
40 二重エアゾール容器
41 外部容器
41a 底部
41b 胴部
41c 肩部
41d 首部
41e 口部
41g 支持団部
41h シール部材
42 内部容器
42c 折れ線
43 エアゾールバルブ
44 パウチ
44a 脚部
44b 切り込み
45 環状突起
46 テープ
50 二重エアゾール容器
51 外部容器
51a 胴部
51b 肩部
51c 首部
51d 口部
52 バルブホルダー
52a 基部
52b ホルダー部
53 マウンテンカバー
56 本体
56a フランジ部
57 シール部
57a 環状凹部
58 ガスケット
59a 上筒部
59b 下筒部
59c 環状段部
60 内部容器
61 パウチ
62a、b 収納部
63 連結部材
66 貼着部
66a スリット
66b 第1通路
66c 第2通路
67 バルブ連結部
【特許請求の範囲】
【請求項1】
外部容器と、
前記外部容器に収容される内部容器と、
前記内部容器の開口部に連結され、外部容器に固着されるエアゾールバルブとからなる二重エアゾール容器であって、
前記内部容器が、内容物が充填される胴部と、その胴部の下端に胴部と一体に成形される脚部とを備えており、
前記エアゾールバルブと内部容器とを連結させて外部容器内の底面に載置したとき、内部容器の脚部に支持されてエアゾールバルブが前記外部容器に固着されるときの位置より上方となるように構成されており、
前記エアゾールバルブを外部容器に固着したとき、前記内部容器の脚部が撓んでいる、
二重エアゾール容器。
【請求項2】
前記内部容器が合成樹脂製のパリソンをブロー成型により成形したブロー成形体であり、そのブロー成形体のピンチオフ部が脚部である、
請求項1記載の二重エアゾール容器。
【請求項3】
前記内部容器が可撓性のシートを貼り合わせることによって成形したパウチであり、そのパウチのシート下端同士を貼り合わせた下端貼代が脚部である、
請求項1記載の二重エアゾール容器。
【請求項4】
前記脚部に下端から上方に向かう切り込みが形成された、請求項2または3記載の二重エアゾール容器。
【請求項5】
前記脚部に水平方向の折れ線が形成された、請求項2または3記載の二重エアゾール容器。
【請求項6】
前記パウチの幅が、前記外部容器の胴部内径より大きい、請求項3記載の二重エアゾール容器。
【請求項7】
請求項1〜6いずれか記載の二重エアゾール容器に内容物および噴射剤を充填する二重エアゾール製品の製造方法であって、
前記内部容器とエアゾールバルブとを連結し、
その状態で内部容器を外部容器内に挿入して、脚部を外部容器の底部に載置させてエアゾールバルブと外部容器との隙間を確保し、
前記隙間から外部容器と内部容器との間の加圧室に噴射剤を充填し、
脚部を撓ませながらエアゾールバルブを降下させて外部容器に被せて固着し、
内容物を内部容器内に充填する、
二重エアゾール製品の製造方法。
【請求項1】
外部容器と、
前記外部容器に収容される内部容器と、
前記内部容器の開口部に連結され、外部容器に固着されるエアゾールバルブとからなる二重エアゾール容器であって、
前記内部容器が、内容物が充填される胴部と、その胴部の下端に胴部と一体に成形される脚部とを備えており、
前記エアゾールバルブと内部容器とを連結させて外部容器内の底面に載置したとき、内部容器の脚部に支持されてエアゾールバルブが前記外部容器に固着されるときの位置より上方となるように構成されており、
前記エアゾールバルブを外部容器に固着したとき、前記内部容器の脚部が撓んでいる、
二重エアゾール容器。
【請求項2】
前記内部容器が合成樹脂製のパリソンをブロー成型により成形したブロー成形体であり、そのブロー成形体のピンチオフ部が脚部である、
請求項1記載の二重エアゾール容器。
【請求項3】
前記内部容器が可撓性のシートを貼り合わせることによって成形したパウチであり、そのパウチのシート下端同士を貼り合わせた下端貼代が脚部である、
請求項1記載の二重エアゾール容器。
【請求項4】
前記脚部に下端から上方に向かう切り込みが形成された、請求項2または3記載の二重エアゾール容器。
【請求項5】
前記脚部に水平方向の折れ線が形成された、請求項2または3記載の二重エアゾール容器。
【請求項6】
前記パウチの幅が、前記外部容器の胴部内径より大きい、請求項3記載の二重エアゾール容器。
【請求項7】
請求項1〜6いずれか記載の二重エアゾール容器に内容物および噴射剤を充填する二重エアゾール製品の製造方法であって、
前記内部容器とエアゾールバルブとを連結し、
その状態で内部容器を外部容器内に挿入して、脚部を外部容器の底部に載置させてエアゾールバルブと外部容器との隙間を確保し、
前記隙間から外部容器と内部容器との間の加圧室に噴射剤を充填し、
脚部を撓ませながらエアゾールバルブを降下させて外部容器に被せて固着し、
内容物を内部容器内に充填する、
二重エアゾール製品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−250755(P2012−250755A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−126808(P2011−126808)
【出願日】平成23年6月6日(2011.6.6)
【出願人】(391021031)株式会社ダイゾー (130)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月6日(2011.6.6)
【出願人】(391021031)株式会社ダイゾー (130)
【Fターム(参考)】
[ Back to top ]