
二重エアゾール容器の製造方法、二重エアゾール容器、および、二重エアゾール容器の製造装置
【課題】内袋の挿入時に、内袋の変形、皺の発生及びクラックの発生を防止することにより、内袋の品質低下が生じず、優れた生産性を有し、かつ、製造コストが安価な二重エアゾール容器の製造方法を提供する。
【解決手段】胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器20と、その金属容器20に挿入され、胴部および口部を備えた内袋30とからなり、前記金属容器20と内袋30との間にプロペラントが存在する二重エアゾール容器の製造方法であって、缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器20を成形した後、所定の速度、所定の押圧力で往復運動する挿入杆を備えた内袋挿入専用機により、金属容器20内に内袋20を挿入する、二重エアゾール容器の製造方法。
【解決手段】胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器20と、その金属容器20に挿入され、胴部および口部を備えた内袋30とからなり、前記金属容器20と内袋30との間にプロペラントが存在する二重エアゾール容器の製造方法であって、缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器20を成形した後、所定の速度、所定の押圧力で往復運動する挿入杆を備えた内袋挿入専用機により、金属容器20内に内袋20を挿入する、二重エアゾール容器の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二重エアゾール容器の製造方法、二重エアゾール容器および二重エアゾール容器の製造装置に関する。詳しくは、内袋を金属容器内に挿入する際、内袋への負担が小さい二重エアゾール容器の製造方法、その製造方法を用いた二重エアゾール容器、および、その二重エアゾール容器の製造方法に用いられる二重エアゾール容器の製造装置に関する。
【背景技術】
【0002】
従来、金属容器とその金属容器内に挿入される内袋とからなり、内袋内に内容物を充填し、金属容器内の金属容器と内袋との間の隙間に加圧剤を充填した二重エアゾール容器が知られている。この二重エアゾール容器は、内容物を加圧剤から隔離して吐出させることができるため、種々の内容物を用いて様々な用途に用いられている。また、内袋の材料を選択することにより金属容器を腐食するような材料を内容物として用いることができる。
【0003】
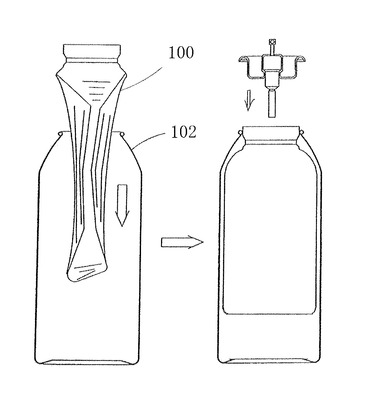
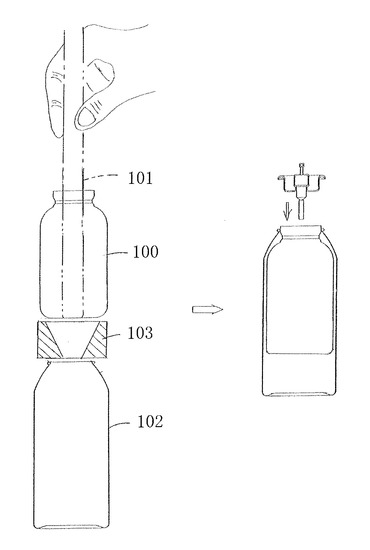
このような二重エアゾール容器を製造する問題として、金属容器内に内袋を挿入する工程が挙げられる。つまり、一般的に金属容器の口部から内袋を挿入することになるが、金属容器の口部から内袋の挿入を簡単にするべく内袋の形状を小さくすると内容物の充填量が制限されてしまう。他方、内容物の充填量を大きくするべく、内袋の大きさを金属容器の開口部より大きくすると、図13に示すように、あるいは、特許文献1のように、内袋100を折り畳んだり、変形させて金属容器102内に挿入しなければならず、内袋100に多大な負荷がかかる。結果として、内袋にクラックが発生したり、内袋が変形したり、内袋の品質が低下してしまう。また、従来このような工程は手作業で行われており、挿入作業が非効率であった。また、図14に示すように、人が挿入杆101を押し引きして、内袋100を金属容器102内に挿入する方法も知られている。この際、漏斗状の絞り型103を用いて内袋の外径を絞りながら挿入することも知られている(特許文献2)。
【0004】
一方、内袋を金属容器の開口部から挿入するのではなく、金属容器を成形する前の有底筒状の有低筒状の缶体に挿入し、その後、その缶体の開口部を絞り金属容器を成形して二重エアゾール容器を製造する方法も知られている(特許文献3)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−170977号公報
【特許文献2】特開2005−289478号公報
【特許文献3】特許第3879049号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、図13、図14では、前述したように内袋の品質が問題となる。さらに図14のように挿入杆の押し引きを手作業で行って内袋を金属容器内に挿入する場合、挿入スピード、挿入する力及び挿入方法が操作者によってばらつき、操作者によっては内袋の底部を突き破ったり、内袋が潰した状態で金属容器に挿入したり、内袋をずれた状態で金属容器内に挿入したり、様々な問題があった。また、図13、図14のように内袋を金属容器にぶら下げるタイプのものは、内袋の挿入距離が比較的小さく内袋への負荷が小さいが、特許文献1のように内袋を金属容器の底部に載置するタイプのものは、内袋の挿入距離が大きくなり内袋への負担が大きくなることが問題となっている。
【0007】
本発明は、内袋の挿入時に、内袋の変形、皺の発生及びクラックの発生等の内袋の損傷を防止し、優れた生産性を有し、かつ、製造コストが安価な二重エアゾール容器の製造方法、その製造方法によって製造される二重エアゾール容器および二重エアゾール容器の製造装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明の二重エアゾール容器の製造方法の第1の態様は、胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、所定の速度、所定の押圧力で往復運動する挿入杆を備えた内袋挿入専用機により、金属容器内に内袋を挿入することを特徴としている。このような二重エアゾール容器の製造方法であって、内袋挿入専用機の挿入杆をカム機構を備えた駆動装置で往復運動させるのが好ましい。
【0009】
本発明の二重エアゾール容器の製造方法の第2の態様は、胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、前記金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小するテーパー部が形成されており、かつ、金属容器側の開口端の内径が金属容器の口部の内径と実質的に同じである筒状の内袋誘導装置を介して、前記内袋を金属容器方向に押圧して金属容器内に挿入することを特徴としている。
特に、前記内袋を金属容器内に載置させたとき、内袋の口部先端が金属容器の口部の端面開口部より突出するように構成された二重エアゾール容器の製造方法であって、内袋の挿入初期においては、金属容器の口部の端面開口部と内袋誘導装置の中心軸が実質的に同じとなるように、金属容器の口部の端面開口部を内袋誘導装置の側面に実質的に当接させ、内袋の挿入終期においては、金属容器の口部の端面開口を内袋誘導装置の側面から離隔するのが好ましい。
【0010】
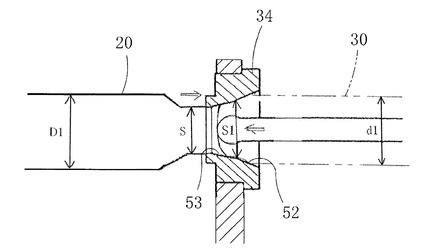
このような二重エアゾール容器の製造方法は、二重エアゾール容器の金属容器の胴部外径D1が25mm≦D1≦30mmであり、前記金属容器の口部外径Sが18mm≦S≦22mmであり、前記内袋の胴部外径d1が20mm≦d1≦23mmであり、前記内袋誘導装置の内面の中心軸に対する角度γが20度≦γ≦30度であるのが好ましい。このとき、内袋の胴部外径d1と金属容器の口部外径Sとの関係は、d1≧Sとなる。
【0011】
このような内袋誘導装置を用いた二重エアゾール容器の製造方法であって、前記内袋誘導装置の内面が上流から順に筒部とテーパー部とから構成されており、前記金属容器の胴部外径D1が50mm≦D1であり、前記金属容器の口部外径Sが25mm≧Sであり、前記内袋の胴部外形d1が35mm≦d1であり、前記内袋誘導装置のテーパー部の角度σが20度≦σ≦30度であるものが好ましい。このとき、内袋の胴部外径d1と金属容器の口部外径Sとの関係は、d1≧Sとなる。
【0012】
さらに、内袋誘導装置のテーパー部が順にテーパー角度の大きい第1テーパー部と、テーパー角度が第1テーパー部より小さい第2テーパー部とから構成されているものが好ましい。特に、前記金属容器の胴部外径D1が35mm≦D1≦53mmであり、前記金属容器の口部外径Sが24mm≦S≦28mmであり、前記内袋の胴部外径d1が32.5
mm≦d1≦41mmであり、前記第1テーパー部の中心軸に対する角度αが45度≦α≦55度であり、前記第2テーパー部の中心軸に対する角度βが20度≦β≦30度であるものが好ましい。このとき、内袋の胴部外径d1と金属容器の口部外径Sとの関係は、d1≧Sとなる。
【0013】
本発明の二重エアゾール容器の製造方法の第3の態様は、胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、前記内袋を金属容器方向に押圧して挿入するまでの間に、内袋内のエアーをバキュームで抜いて内袋を変形させながら金属容器内に挿入することを特徴としている。
【0014】
本発明の二重エアゾール容器の製造方法であって、内袋を金属容器に挿入前、口部の外周にロールを当接させ、口部の一部をさらに深く絞ってもよく、内袋を金属容器に挿入後、口部の外周にロールを当接させ、口部の一部をさらに深く絞ってもよい。
本発明の二重エアゾール容器のバルブの固定方法としては、金属容器内に内袋を挿入した後、金属容器内にバルブを挿入し、バルブを金属容器側に対してかしめてバルブを固定する方法、あるいは、前記金属容器内に内袋を挿入した後、金属容器内にバルブを挿入し、上蓋をそのバルブおよび金属容器の口部の上に被せ、上蓋の先端を金属容器の一部にかしめて固定する方法が挙げられる。本発明の二重エアゾール容器は、本発明の二重エアゾール容器の製造方法で製造したものにバルブを固定したことを特徴としている。それらの二重エアゾール容器を2本組み合わせて2連式二重エアゾール容器としてもよい。
【0015】
本発明の二重エアゾールの製造装置は、有底筒状の容器を保持して間歇的に回転運動する回転盤およびその回転盤に対して接近、離隔し、金属容器の開口部をネッキング加工する複数の金型を有するネッキング加工ステーションを少なくとも備えた往復盤からなるネッキングマシンと、記ネッキング加工された金属容器に内袋を挿入する内袋挿入専用機と、前記ネッキングマシンでネッキング加工された金属容器を順次洗浄するために、少なくとも洗浄機を経由して、内袋挿入専用機に移送するコンベアとを備えたことを特徴としている。
【発明の効果】
【0016】
本発明の二重エアゾール容器の製造方法の第1の態様は、成形した金属容器内に、一定の速度で往復運動し、一定の押圧力で押す挿入杆を備えた内袋挿入専用機で、内袋を挿入するため、生産された二重エアゾール容器内に挿入された内袋の品質が高く安定している。内袋挿入専用機の挿入杆を、カム機構を備えた駆動装置で往復運動させる場合、構造が簡易であるため、安定した内袋の挿入を長時間行うことができ、かつ、効率的である。
【0017】
本発明の二重エアゾール容器の製造方法の第2の態様は、成形した金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小したテーパー部が形成されており、かつ、内径が金属容器の口部の内径と実質的に同じである金属容器側の開口端を有する筒状の内袋誘導装置を介して、内袋を金属容器方向に押圧して金属容器内に挿入するため、金属容器内に内袋を確実に、かつ、スムーズに挿入することができる。
【0018】
このような内袋誘導装置を用い、内袋を金属容器内に載置させたとき、内袋の口部先端が金属容器の口部の端面開口部より突出するように構成された二重エアゾール容器の製造方法であって、前記内袋の挿入初期においては、金属容器の口部の端面開口部と内袋誘導装置の中心軸が実質的に同じとなるように、金属容器の口部の端面開口部を内袋誘導装置の側面に実質的に当接させる場合、内袋を金属容器内にスムーズに挿入することができる。また、内袋の挿入終期においては、金属容器の口部の端面開口を内袋誘導装置の側面から離隔する場合、内袋誘導装置が内袋の口部先端の金属容器の端面開口からの突出を妨げない。
【0019】
このような内袋誘導装置を用いたエアゾール容器の製造方法であって、前記金属容器の胴部外径D1が25mm≦D1≦30mmであり、前記金属容器の口部外径Sが18mm≦S≦22mmであり、前記内袋の胴部外径d1が20mm≦d1≦23mmであり、前記内袋誘導装置の内面の中心軸に対する角度γが20度≦γ≦30度である場合、内袋が潰れたり、内袋に折り目が付いたり、内袋を塑性変形させることなく挿入できる。
【0020】
さらに、前記内袋誘導装置の内面が上流から順に筒部とテーパー部とから構成されており、前記金属容器の胴部外径D1が50mm≦D1であり、前記金属容器の口部外形Sが25mm≧Sであり、前記内袋の胴部外形d1が35mm≦d1であり、前記内袋誘導装置のテーパー部の角度σが20度≦σ≦30度である場合、比較的大きな金属容器および内袋であっても、内袋を潰すことなく、あるいは、内袋に折り目をつけることなく、挿入できる。
【0021】
内袋誘導装置のテーパー部が上から順にテーパー角度の大きい第1テーパー部と、テーパー角度が第1テーパー部より小さい第2テーパー部とから構成されている場合、第1テーパー部で内袋をある程度縮めた後は、第2テーパー部でその変形度を緩めているため、内袋を大きく変形させて金属容器内に挿入するときでも、内袋が潰れたり、内袋に折り目がついたり、内袋を塑性変形させずにスムーズに挿入することができる。特に、前記金属容器の胴部外径D1が35mm≦D1≦53mmであり、前記金属容器の口部外径Sが24mm≦S≦28mmであり、前記内袋の胴部外径d1が32.5mm≦d1≦41mmであり、前記第1テーパー部の中心軸に対する角度αが45度≦α≦55度であり、前記第2テーパー部の中心軸に対する角度βが20度≦β≦30度である場合、良好の二重エアゾール容器の生産が行える。
【0022】
本発明の二重エアゾール容器の製造方法の第3の態様は、内袋を成形した金属容器方向に押圧して挿入するまでの間に、内袋内のエアーをバキュームで抜いて内袋を変形させながら金属容器内に挿入するため、内袋の外部からの力を少なくすることができ、内袋への負荷を弱めることができる。ここで「内袋内のエアーをバキュームで抜いて内袋を変形させる」とは、内袋内のエアーのバキュームのみで内袋を変形させるのではなく、あくまでも内袋への物理的な変形を与える外力の補助的な役割としている。これは、特に、二重エアゾール容器であって、内袋を缶底まで深く挿入するタイプの二重エアゾール容器に好ましい。
【0023】
本発明の二重エアゾール容器は、本発明の二重エアゾール容器の製造方法にて製造しているため、内袋の品質が高い。
【0024】
本発明の二重エアゾール装置は、金属容器を成形するネッキングマシンと、記ネッキング加工された金属容器に、一定のスピードで往復運動する挿入杆で内袋を挿入する内袋挿入専用機と、前記ネッキングマシンでネッキング加工された金属容器を順次、少なくとも洗浄機を経由して、内袋挿入専用機に移送するコンベアとを備えているため、内袋を安定して挿入でき、かつ、効率的である。前記内袋挿入専用機が、金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小したテーパー部が形成されており、かつ、内径が金属容器の口部の内径と実質的に同じである金属容器側の開口端を有する筒状の内袋誘導装置を有している場合、金属容器内に内袋を確実に、かつ、スムーズに挿入することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の二重エアゾール容器の製造装置の一実施形態を示す側面図である。
【図2】図1のネッキングマシンを示す平面図である。
【図3】図2のX−X線断面図である。
【図4】図1の内袋挿入専用機を示す斜視図である。
【図5】図4の内袋挿入専用機の内袋誘導装置を示す側面断面図である。
【図6】金属容器に内袋を挿入する方法の概略を示す側面断面図である。
【図7】金属容器に内袋を挿入する直前の概略を示す側面断面図である。
【図8】金属容器に内袋を挿入した直後の概略を示す側面断面図である。
【図9】図9a、bは、それぞれ図4の内袋挿入専用機の内袋誘導装置の他の形態を示す側面断面図である。
【図10】図10a、bは、本発明の二重エアゾール容器の一実施形態であって、それぞれバルブを固定する前後を示す側面断面図であり、図10cはその内袋を示す側面断面図である。
【図11】図11a、bは、本発明の二重エアゾール容器の他の実施形態であって、それぞれバルブを固定する前後を示す側面断面図である。
【図12】本発明の二重エアゾール容器のさらに他の実施形態を示す一部断面側面図である。
【図13】従来の二重エアゾール容器の製造方法を示す概略図である。
【図14】従来の二重エアゾール容器の製造方法を示す概略図である。
【発明を実施するための形態】
【0026】
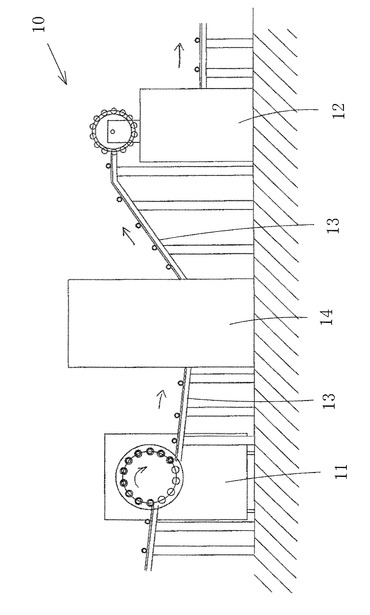
図1の二重エアゾール容器の製造装置10は、有底筒状の容器を金属容器に成形するネッキングマシン11と、成形された金属容器に内袋を挿入する内袋挿入専用機12と、ネッキングマシンで成形された金属容器を順次、内袋挿入専用機に移送するコンベア13とを備えている。また、符号14は、金属容器を洗浄する洗浄機であり、従来公知のものである。また、成形された内袋30は、順次内袋挿入専用機に移送される(図示せず)。
【0027】
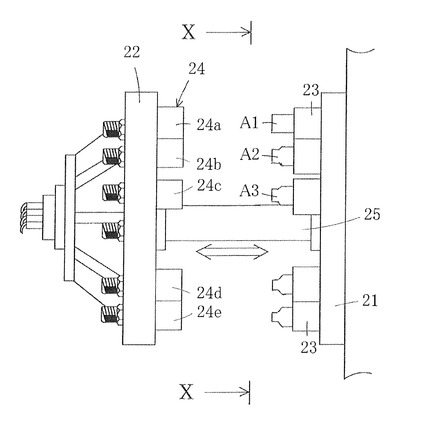
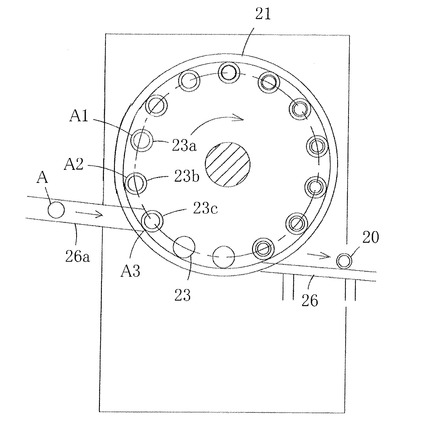
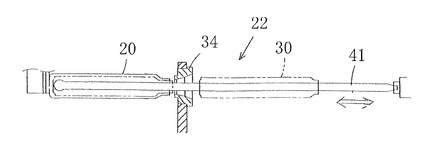
ネッキングマシン11は、図2に示すように、金属容器を保持し、間歇的に回転運動する回転盤21と、その回転盤に対して水平方向に接近、離隔し、金属容器を加工するための工具が取り付けられた往復盤22とからなる。ここで往復盤22は、床に対して垂直方向に接近、離隔してもよい。回転盤21には、図3に示すように、金属容器を垂直に保持する複数の容器ホルダー23が環状に等間隔で設けられている。往復盤22は、金属容器の開口部を絞る複数の絞り金型24a〜24eを有するネッキング加工ステーション24からなる。また、往復盤22には他の加工ステーションを設けてもよい。例えば、口部外周に一部をさらに深く絞るためのロールを備えたロール加工ステーションなどが挙げられる。往復盤22は、クランク軸25に支持されて水平方向に接近、離隔する。
【0028】
このネッキングマシン11は次のように動作する。つまり、回転盤21の容器ホルダー23aに有底筒状の容器A1が供給ライン26aから送られる。次に回転盤21が回転し、次の容器ホルダー23bに有底筒状の容器A2が送られる。一方、容器ホルダー23aに保持された容器A1は、回転し、ネッキング加工ステーション24の位置に送られる。それと同調して往復盤22が接近・離隔運動し、容器A1の口部を金型24aによってネッキング加工する。さらに、回転盤21が回転することにより、容器ホルダー23cに有底筒状の容器A3が送られ、同調して往復盤22が接近・離隔運動し、容器A2が金型24aによってネッキング加工され、容器A1が金型24bによってネッキング加工される。この運動を繰り返すことにより、容器A1には複数回のネッキング加工が施され、胴部、肩部、口部を備えた所定の形状の金属容器20となる。成形された金属容器20は、回転盤21に接するように設けられた搬出ライン26bから搬出される。
【0029】
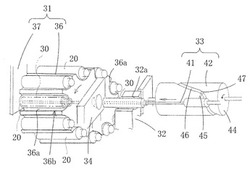
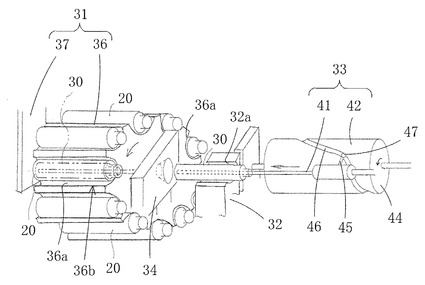
内袋挿入装置27は、図4に示すように、金属容器20を保持する容器保持部31と、供給される内袋30を支持する内袋支持部32と、内袋30を金属容器20内に挿入する内袋挿入部33と、容器保持部31と内袋支持部32との間に配置される内袋誘導装置34とからなる。
【0030】
容器保持部31は、間歇的に回転する外周に複数の凹部36aが形成されたスターホイル36と、そのスターホイル36の端部に設けられたストッパー37とからなる。このスターホイル36の凹部36a内にコンベア13によって移送されてきた金属容器20がスターホイル36の回転に同調して順次供給される。
内袋支持部32は、内袋30が供給される凹部32aを上面に備えたものであり、スターホイル36の回転と同調して順次供給されるように構成されている。凹部32aは、回転するスターホイル36の凹部36aがとまる位置の一つ(符号36b)(この実施形態では左端)と平行にして、金属容器20と内袋30とが同軸上になるように設置されている。
【0031】
内袋挿入部33は、水平に移動する挿入杆41と、その基部を保持し、挿入杆41を駆動するカム機構42とからなる。カム機構42は、円柱状の回転軸(ドラムカム)44と、その回転軸が回転することにより軸方向に往復する作動軸45とからなり、作動軸45と挿入杆41とが連結されている。回転軸44の表面には、一回転することにより両端近辺を往復するように形成された溝部46が形成されている。作動軸45には、回転軸44の溝部46を回転軸44の回転と共に移動する移動子47が設けられている。これにより、回転軸44が一回転することにより、移動子47は回転軸44上を水平に移動し、それに伴い作動軸45も水平に動くものである。そのため、回転軸44を一定の速度で回転させることにより、作動軸45は所定のスピード、所定の最大押圧力で、一定のスピードで往復運動する。挿入杆41を往復運動させる駆動装置としては、カム機構以外にもモーター等の回転を前後方向に変換するアクチュエータを用いても良い。この場合も所定の速度および所定の最大押圧力で挿入杆41を押すことができる。さらに、所定の圧力で吹き付けるエアーで内袋30を押しても良い。
【0032】
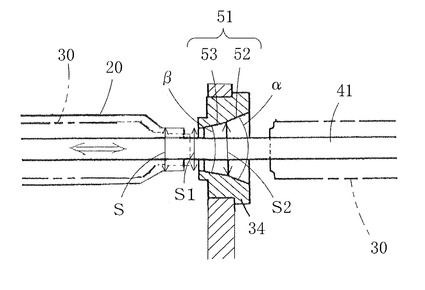
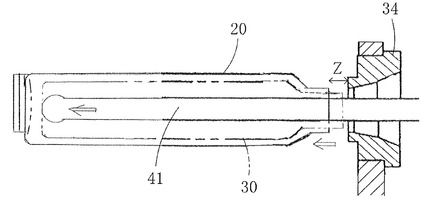
内袋誘導装置34は、図5に示すように、円筒状のものであり、内面の径が金属容器20側(容器保持部31側)に向かって縮小したテーパー部51が形成されており、かつ、金属容器20側の開口端の内径S1が金属容器の口部Sの内径と実質的に同じとなっている。内袋誘導装置34は保持具34aによって固定されている。また、テーパー部51は、内袋支持部32から順に軸に対するテーパー角度αの大きい第1テーパー部52と、テーパー角度βが第1テーパー部より小さい第2テーパー部53とから構成されている。内袋誘導装置34は、金属容器20の軸と同軸上に配置されている。つまり、金属容器20(スターホイル36の凹部36aの軸)、内袋誘導装置34、内袋30(内袋支持部32の凹部32aの軸)は実質的に同軸上に配置されている。特に、内袋誘導装置34は、図7に示すように、内袋30の挿入初期において、金属容器の中心孔と内袋誘導装置34の中心孔とがより正確に同軸となるように、金属容器の口部上端と内袋誘導装置34の側端部とは当接(あるいはほぼ当接)させる。一方、図8に示すように、内袋30の挿入終期は、内袋30の口部先端が金属容器20より若干突出できるように、金属容器の口部上端と内袋誘導装置34との間に5〜15mmの隙間Zが形成されるように配置される。ここで内袋30の挿入初期とは、内袋30の一部が金属容器20内に入るまでをいい、内袋30の挿入終期とは、内袋30の胴部が金属容器20内に入り、内袋30の底部が金属容器の底部に当接する前までをいう。
【0033】
合成樹脂製で厚さが0.2〜0.8mm、特に0.4〜0.6mmの内袋の径d1(32.5〜41mm)を縮径する第1テーパー部としては45度≦α≦55度、特に48度≦α≦52度が好ましい。さらに、内袋を口部S(24〜28mm)に縮径する第2テー
パー部としては20度≦β≦30度、特に22度≦β≦28度が好ましい。このように設計することにより、合成樹脂性の内袋30に塑性変形を起こさせることなく金属容器20内に挿入できる。
【0034】
このように構成された内袋挿入装置27によると、図6に示すように、金属容器20、内袋誘導装置34、内袋30が一直線上に配置された状態で、軸上に配置された挿入杆41を前後方向に移動させることにより、内袋30を金属容器20内に挿入する。図7に示すように、内袋30を第1テーパー部52で大きく変形させ、それ以降は第2テーパー部53で小さく変形させることにより、内袋30の弾性力を失うことなく金属容器20内に挿入することができる(図8参照)。このとき、内袋30の挿入初期において、金属容器20の口部上端と内袋誘導装置34の下流側端部とが当接するように金属容器20を内袋誘導装置34側に移動させる。例えば、金属容器20をストッパー37で押したり、スターホイル36自身を軸方向に移動させたりして金属容器20を移動させる。しかし、内袋誘導装置34を移動させてもよい。そして、内袋の挿入終期(あるいは内袋30が挿入される直前または直後)に、金属容器20を内袋誘導装置34から隙間Zが形成されるように金属容器の底部側に移動させる。内袋30が挿入され、挿入杆41を引いた状態と同調して、新しい内袋30が内袋支持部32の凹部32aに供給されるように構成されている。例えば、挿入杆41と垂直する方向に延びるラインから供給されるようにすればよい(図示せず)。このようにして内袋30を金属容器20内に挿入させるため、内袋30にクラックが発生したり、金属容器20内で内袋30が潰れた状態とならない。
【0035】
また、内袋30が金属容器20内に挿入される最終段階において、内袋30内のエアーをバキュームしてもよい。これにより内袋30を内袋誘導装置34による外力だけでなく、内部からの内袋全体への吸引力によって内袋30を縮径できるため、内袋30の胴部と金属容器20の口部との当接による内袋30への負荷を弱めることができる。ここで最終段階とは、内袋30の胴部の一部と金属容器20の口部とが当接している段階をいう。そのため、内袋30が、金属容器20の底部まで挿入するタイプのものであっても内袋30を容易に挿入することができる。
【0036】
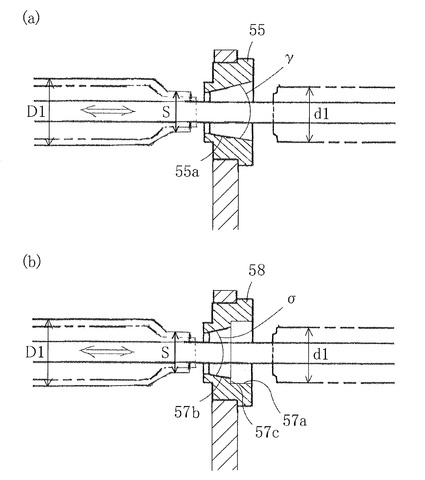
図9a、bには、本発明の二重エアゾール容器の製造装置10に用いることができる内袋誘導装置の他の形態を示す。
図9aの内袋誘導装置55は、内面のテーパー部55aが一定の角度γを備えている。他の構成は、内袋誘導装置34と実質的に同じものである。このものはテーパー部55aが一定の角度γを備えているため、大きく内袋30を変形させるときには向かない。例えば、合成樹脂製で厚さが0.2〜0.8mm、特に0.4〜0.6mmの内袋の径d1(20〜23mm)を、金属容器の口部S(18〜22mm)に縮径する場合、テーパー部としては20度≦γ≦30度、特に22度≦γ≦28度とすることにより、合成樹脂製の内袋30に塑性変形を起こさせることなく金属容器20内に挿入できる。
【0037】
図9bの内袋誘導装置57は、内面が円筒部57aとテーパー部57bと、円筒部57aとテーパー部57bとの間に形成された段部57cとを備えている。しかし、段部57cはなくてもよい。円筒部57aを設けることにより、内袋誘導装置57に到達した内袋を支持することができる。このような内袋誘導装置57は、特に金属容器および内袋の大きいものに好ましい。具体的には、前記金属容器の胴部外径D1が50mm≦D1であり、前記金属容器の口部外径Sが25mm≧Sであり、さらに、前記内袋の胴部外形d1が35mm≦d1であるものが好ましい。この場合、テーパー部の角度σは20度≦σ≦30度、特に22度≦σ≦28度が好ましい。
このような円筒部57aは図6の内袋誘導装置34の挿入杆側の開口部に設けてもよい。
【0038】
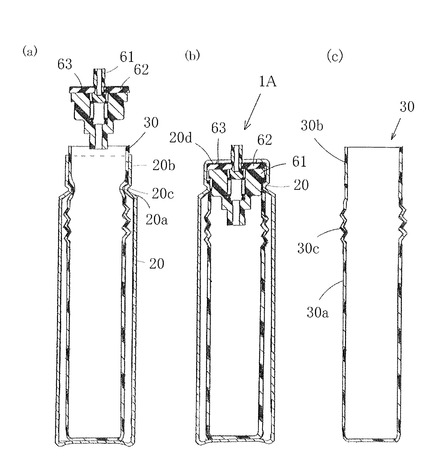
図10a、bは、本発明に係る二重エアゾール容器の製造方法により製造された内バメ式二重エアゾール容器の実施例を示す図面である。
【0039】
図10a、bの内バメ式二重エアゾール容器1Aは、金属容器20と、その金属容器内に挿入される内袋30とからなる。
金属容器20は、ネッキング加工によって形成される肩部20a、口部20b及び口部20bの下端外周にロールを当接させ、口部の一部をさらに深く絞って形成される括部20cを備えている。内袋30は、図10cに示すように実質的に同径の胴部30aと口部30bとを備えており、胴部30aの上端に蛇腹30cが形成された合成樹脂製のものである。しかし、蛇腹30cが形成されないものであってもよい。厚さは0.2〜0.8mm、特に、0.4〜0.6mmのものである。合成樹脂としては、ポリエチレン、低密度ポリエチレン、高密度ポリエチレン或いはポリプロピレン等のポリオレフィン系樹脂、ナイロン等のポリアミド樹脂又はポリ塩化ビニール系樹脂等の材料を用いて製造され、単層又は多層に構成される。多層にする場合、中間層、或いは、いずれかの層に酢酸ビニルアルコール共重合体を用いるのが好ましい。
また、このように内袋の胴部と口部とが実質的に同じものである場合、金属容器の口部の外径と内袋の胴部および口部の内径とは実質的に同じとなるように構成される。
【0040】
上述した方法で金属容器20内に内袋30を挿入する。このとき内袋30の口部先端30dは金属容器20より3〜8mm、特に5〜6mm突出している。内袋を挿入する前に、口部の外周にロールを当接させ、口部の一部をさらに深く絞って括部20cを形成してもよい。その後、内袋30内に内容物を充填した後、金属容器の口部20bからバルブ61が挿入される。これにより内袋30は押圧され、蛇腹30cが縮む。バルブ61の天面には、板状のパッキン62及び天板63が被されており、金属容器20の括部20c上にバルブ61が載置され、金属容器の口部の先端部20dをバルブ61の天板63上で内側に折り曲げてカシメられる。バルブ61の固定と同時にプロペラントが充填され、二重エアゾール容器1Aが製造される。
【0041】
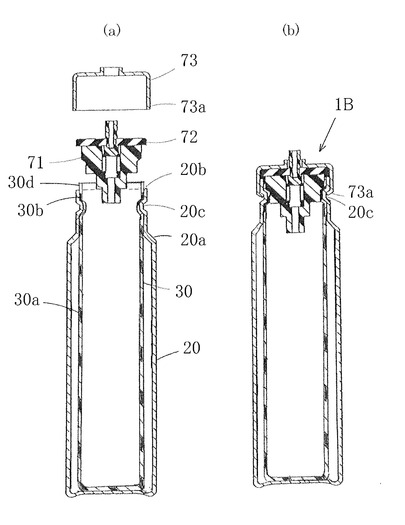
図11a、bは、本発明に係る二重エアゾール容器の製造方法により製造された外バメ式二重エアゾール容器の実施例を示す図面である。図11a、bの外バメ式二重エアゾール容器1Bは、金属容器20と、内袋30とからなり、図10a、bの内バメ式二重エアゾール容器と同様に、ネッキング加工によって肩部20a、口部20bを形成し、口部20bの中部外周にロールを当接させ、口部の一部をさらに深く絞って括部20cを形成した後、胴部30aと口部30bとを備えた内袋30が挿入される。内袋30は、胴部30aと口部30bとが実質的に同径のものである。この実施例は、図面上内袋30は蛇腹を備えていないが、蛇腹を備えた実施例であってもよい。この場合も内袋30の口部先端30dは、金属容器20より3〜8mm、特に5〜6mm突出している。内袋30としては、厚さは0.2〜0.8mm、特に、0.4〜0.6mmのものである。合成樹脂としては、ポリエチレン、低密度ポリエチレン、高密度ポリエチレン或いはポリプロピレン等のポリオレフィン系樹脂、ナイロン等のポリアミド樹脂又はポリ塩化ビニール系樹脂等の材料を用いて製造され、単層又は多層に構成される。多層にする場合、中間層、或いは、いずれかの層に酢酸ビニルアルコール共重合体を用いるのが好ましい。内袋30内に内容物を充填した後、金属容器の口部20cからバルブ71が挿入され、括部20cに載置される。バルブ71の天面にはパッキン72が載せられており、その上に上蓋73が被せられ、上蓋73の先端部73aが金属容器の括部20cに外側からカシメられてバルブ71は固定される。バルブ71の固定と同時にプロペラントが充填される二重エアゾール容器1Bが製造される。
図10、11の内袋は、胴部と口部が実質的に同径のものが用いられているが、例えば図6の内袋30のように口部が胴部より縮径したものであってもよい。
【0042】
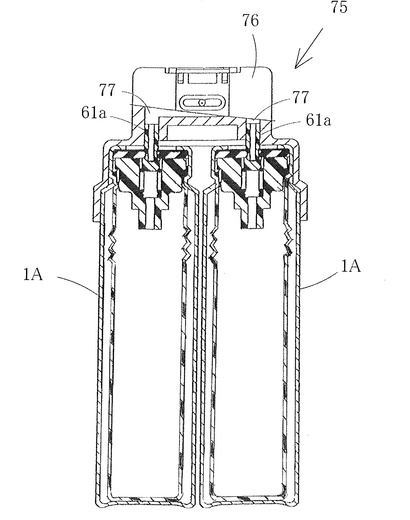
図12は図10の二重エアゾール容器1Aを連結した2連式二重エアゾール容器75である。二重エアゾール容器1Aはカバー部材76によって連結されている。カバー部材76の連通孔77には、2本の二重エアゾール容器のバルブ61のステム61aが各々嵌合され、押しボタン78に連結されている。押しボタン78を押圧することにより両二重エアゾール容器1Aに充填された内容物が混合状態で吐出される。このような2連式二重エアゾール容器75の内容物としては、例えば染毛剤を構成する染毛1剤と染毛2剤とがそれぞれの二重エアゾール容器1Aに充填される。
【符号の説明】
【0043】
A1〜A3 容器
1A 内バメ式二重エアゾール容器
1B 外バメ式二重エアゾール容器
10 二重エアゾール容器の製造装置
11 ネッキングマシン
12 内袋挿入専用機
13 コンベア
14 洗浄機
20 金属容器
20a 肩部
20c 括部
20d 先端部
21 回転盤
22 往復盤
23 容器ホルダー
23a〜c 容器ホルダー
24 ネッキング加工ステーション
24a〜24b 金型
25 クランク軸
26a 供給ライン
26b 搬出ライン
27 内袋挿入装置
30 内袋
30a 胴部
30b 口部
30c 蛇腹
30d 口部先端
31 容器保持部
32 内袋支持部
32a 凹部
33 内袋挿入部
34 内袋誘導装置
34a 保持具
36 スターホイル
36a 凹部
36b 位置の一つ
37 ストッパー
41 挿入杆
42 カム機構
44 回転軸(ドラムカム)
45 作動軸
46 溝部
47 移動子
51 テーパー部
52 第1テーパー部
53 第2テーパー部
55 内袋誘導装置
55a テーパー部
57 内袋誘導装置
57a 円筒部
57b テーパー部
57c 段部
61 バルブ
61a ステム
62 パッキン
63 天板
71 バルブ
72 パッキン
73 上蓋
73a 先端部
75 2連式二重エアゾール容器
76 カバー部材
77 連通孔
78 押しボタン
【技術分野】
【0001】
本発明は、二重エアゾール容器の製造方法、二重エアゾール容器および二重エアゾール容器の製造装置に関する。詳しくは、内袋を金属容器内に挿入する際、内袋への負担が小さい二重エアゾール容器の製造方法、その製造方法を用いた二重エアゾール容器、および、その二重エアゾール容器の製造方法に用いられる二重エアゾール容器の製造装置に関する。
【背景技術】
【0002】
従来、金属容器とその金属容器内に挿入される内袋とからなり、内袋内に内容物を充填し、金属容器内の金属容器と内袋との間の隙間に加圧剤を充填した二重エアゾール容器が知られている。この二重エアゾール容器は、内容物を加圧剤から隔離して吐出させることができるため、種々の内容物を用いて様々な用途に用いられている。また、内袋の材料を選択することにより金属容器を腐食するような材料を内容物として用いることができる。
【0003】
このような二重エアゾール容器を製造する問題として、金属容器内に内袋を挿入する工程が挙げられる。つまり、一般的に金属容器の口部から内袋を挿入することになるが、金属容器の口部から内袋の挿入を簡単にするべく内袋の形状を小さくすると内容物の充填量が制限されてしまう。他方、内容物の充填量を大きくするべく、内袋の大きさを金属容器の開口部より大きくすると、図13に示すように、あるいは、特許文献1のように、内袋100を折り畳んだり、変形させて金属容器102内に挿入しなければならず、内袋100に多大な負荷がかかる。結果として、内袋にクラックが発生したり、内袋が変形したり、内袋の品質が低下してしまう。また、従来このような工程は手作業で行われており、挿入作業が非効率であった。また、図14に示すように、人が挿入杆101を押し引きして、内袋100を金属容器102内に挿入する方法も知られている。この際、漏斗状の絞り型103を用いて内袋の外径を絞りながら挿入することも知られている(特許文献2)。
【0004】
一方、内袋を金属容器の開口部から挿入するのではなく、金属容器を成形する前の有底筒状の有低筒状の缶体に挿入し、その後、その缶体の開口部を絞り金属容器を成形して二重エアゾール容器を製造する方法も知られている(特許文献3)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−170977号公報
【特許文献2】特開2005−289478号公報
【特許文献3】特許第3879049号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、図13、図14では、前述したように内袋の品質が問題となる。さらに図14のように挿入杆の押し引きを手作業で行って内袋を金属容器内に挿入する場合、挿入スピード、挿入する力及び挿入方法が操作者によってばらつき、操作者によっては内袋の底部を突き破ったり、内袋が潰した状態で金属容器に挿入したり、内袋をずれた状態で金属容器内に挿入したり、様々な問題があった。また、図13、図14のように内袋を金属容器にぶら下げるタイプのものは、内袋の挿入距離が比較的小さく内袋への負荷が小さいが、特許文献1のように内袋を金属容器の底部に載置するタイプのものは、内袋の挿入距離が大きくなり内袋への負担が大きくなることが問題となっている。
【0007】
本発明は、内袋の挿入時に、内袋の変形、皺の発生及びクラックの発生等の内袋の損傷を防止し、優れた生産性を有し、かつ、製造コストが安価な二重エアゾール容器の製造方法、その製造方法によって製造される二重エアゾール容器および二重エアゾール容器の製造装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明の二重エアゾール容器の製造方法の第1の態様は、胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、所定の速度、所定の押圧力で往復運動する挿入杆を備えた内袋挿入専用機により、金属容器内に内袋を挿入することを特徴としている。このような二重エアゾール容器の製造方法であって、内袋挿入専用機の挿入杆をカム機構を備えた駆動装置で往復運動させるのが好ましい。
【0009】
本発明の二重エアゾール容器の製造方法の第2の態様は、胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、前記金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小するテーパー部が形成されており、かつ、金属容器側の開口端の内径が金属容器の口部の内径と実質的に同じである筒状の内袋誘導装置を介して、前記内袋を金属容器方向に押圧して金属容器内に挿入することを特徴としている。
特に、前記内袋を金属容器内に載置させたとき、内袋の口部先端が金属容器の口部の端面開口部より突出するように構成された二重エアゾール容器の製造方法であって、内袋の挿入初期においては、金属容器の口部の端面開口部と内袋誘導装置の中心軸が実質的に同じとなるように、金属容器の口部の端面開口部を内袋誘導装置の側面に実質的に当接させ、内袋の挿入終期においては、金属容器の口部の端面開口を内袋誘導装置の側面から離隔するのが好ましい。
【0010】
このような二重エアゾール容器の製造方法は、二重エアゾール容器の金属容器の胴部外径D1が25mm≦D1≦30mmであり、前記金属容器の口部外径Sが18mm≦S≦22mmであり、前記内袋の胴部外径d1が20mm≦d1≦23mmであり、前記内袋誘導装置の内面の中心軸に対する角度γが20度≦γ≦30度であるのが好ましい。このとき、内袋の胴部外径d1と金属容器の口部外径Sとの関係は、d1≧Sとなる。
【0011】
このような内袋誘導装置を用いた二重エアゾール容器の製造方法であって、前記内袋誘導装置の内面が上流から順に筒部とテーパー部とから構成されており、前記金属容器の胴部外径D1が50mm≦D1であり、前記金属容器の口部外径Sが25mm≧Sであり、前記内袋の胴部外形d1が35mm≦d1であり、前記内袋誘導装置のテーパー部の角度σが20度≦σ≦30度であるものが好ましい。このとき、内袋の胴部外径d1と金属容器の口部外径Sとの関係は、d1≧Sとなる。
【0012】
さらに、内袋誘導装置のテーパー部が順にテーパー角度の大きい第1テーパー部と、テーパー角度が第1テーパー部より小さい第2テーパー部とから構成されているものが好ましい。特に、前記金属容器の胴部外径D1が35mm≦D1≦53mmであり、前記金属容器の口部外径Sが24mm≦S≦28mmであり、前記内袋の胴部外径d1が32.5
mm≦d1≦41mmであり、前記第1テーパー部の中心軸に対する角度αが45度≦α≦55度であり、前記第2テーパー部の中心軸に対する角度βが20度≦β≦30度であるものが好ましい。このとき、内袋の胴部外径d1と金属容器の口部外径Sとの関係は、d1≧Sとなる。
【0013】
本発明の二重エアゾール容器の製造方法の第3の態様は、胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、前記内袋を金属容器方向に押圧して挿入するまでの間に、内袋内のエアーをバキュームで抜いて内袋を変形させながら金属容器内に挿入することを特徴としている。
【0014】
本発明の二重エアゾール容器の製造方法であって、内袋を金属容器に挿入前、口部の外周にロールを当接させ、口部の一部をさらに深く絞ってもよく、内袋を金属容器に挿入後、口部の外周にロールを当接させ、口部の一部をさらに深く絞ってもよい。
本発明の二重エアゾール容器のバルブの固定方法としては、金属容器内に内袋を挿入した後、金属容器内にバルブを挿入し、バルブを金属容器側に対してかしめてバルブを固定する方法、あるいは、前記金属容器内に内袋を挿入した後、金属容器内にバルブを挿入し、上蓋をそのバルブおよび金属容器の口部の上に被せ、上蓋の先端を金属容器の一部にかしめて固定する方法が挙げられる。本発明の二重エアゾール容器は、本発明の二重エアゾール容器の製造方法で製造したものにバルブを固定したことを特徴としている。それらの二重エアゾール容器を2本組み合わせて2連式二重エアゾール容器としてもよい。
【0015】
本発明の二重エアゾールの製造装置は、有底筒状の容器を保持して間歇的に回転運動する回転盤およびその回転盤に対して接近、離隔し、金属容器の開口部をネッキング加工する複数の金型を有するネッキング加工ステーションを少なくとも備えた往復盤からなるネッキングマシンと、記ネッキング加工された金属容器に内袋を挿入する内袋挿入専用機と、前記ネッキングマシンでネッキング加工された金属容器を順次洗浄するために、少なくとも洗浄機を経由して、内袋挿入専用機に移送するコンベアとを備えたことを特徴としている。
【発明の効果】
【0016】
本発明の二重エアゾール容器の製造方法の第1の態様は、成形した金属容器内に、一定の速度で往復運動し、一定の押圧力で押す挿入杆を備えた内袋挿入専用機で、内袋を挿入するため、生産された二重エアゾール容器内に挿入された内袋の品質が高く安定している。内袋挿入専用機の挿入杆を、カム機構を備えた駆動装置で往復運動させる場合、構造が簡易であるため、安定した内袋の挿入を長時間行うことができ、かつ、効率的である。
【0017】
本発明の二重エアゾール容器の製造方法の第2の態様は、成形した金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小したテーパー部が形成されており、かつ、内径が金属容器の口部の内径と実質的に同じである金属容器側の開口端を有する筒状の内袋誘導装置を介して、内袋を金属容器方向に押圧して金属容器内に挿入するため、金属容器内に内袋を確実に、かつ、スムーズに挿入することができる。
【0018】
このような内袋誘導装置を用い、内袋を金属容器内に載置させたとき、内袋の口部先端が金属容器の口部の端面開口部より突出するように構成された二重エアゾール容器の製造方法であって、前記内袋の挿入初期においては、金属容器の口部の端面開口部と内袋誘導装置の中心軸が実質的に同じとなるように、金属容器の口部の端面開口部を内袋誘導装置の側面に実質的に当接させる場合、内袋を金属容器内にスムーズに挿入することができる。また、内袋の挿入終期においては、金属容器の口部の端面開口を内袋誘導装置の側面から離隔する場合、内袋誘導装置が内袋の口部先端の金属容器の端面開口からの突出を妨げない。
【0019】
このような内袋誘導装置を用いたエアゾール容器の製造方法であって、前記金属容器の胴部外径D1が25mm≦D1≦30mmであり、前記金属容器の口部外径Sが18mm≦S≦22mmであり、前記内袋の胴部外径d1が20mm≦d1≦23mmであり、前記内袋誘導装置の内面の中心軸に対する角度γが20度≦γ≦30度である場合、内袋が潰れたり、内袋に折り目が付いたり、内袋を塑性変形させることなく挿入できる。
【0020】
さらに、前記内袋誘導装置の内面が上流から順に筒部とテーパー部とから構成されており、前記金属容器の胴部外径D1が50mm≦D1であり、前記金属容器の口部外形Sが25mm≧Sであり、前記内袋の胴部外形d1が35mm≦d1であり、前記内袋誘導装置のテーパー部の角度σが20度≦σ≦30度である場合、比較的大きな金属容器および内袋であっても、内袋を潰すことなく、あるいは、内袋に折り目をつけることなく、挿入できる。
【0021】
内袋誘導装置のテーパー部が上から順にテーパー角度の大きい第1テーパー部と、テーパー角度が第1テーパー部より小さい第2テーパー部とから構成されている場合、第1テーパー部で内袋をある程度縮めた後は、第2テーパー部でその変形度を緩めているため、内袋を大きく変形させて金属容器内に挿入するときでも、内袋が潰れたり、内袋に折り目がついたり、内袋を塑性変形させずにスムーズに挿入することができる。特に、前記金属容器の胴部外径D1が35mm≦D1≦53mmであり、前記金属容器の口部外径Sが24mm≦S≦28mmであり、前記内袋の胴部外径d1が32.5mm≦d1≦41mmであり、前記第1テーパー部の中心軸に対する角度αが45度≦α≦55度であり、前記第2テーパー部の中心軸に対する角度βが20度≦β≦30度である場合、良好の二重エアゾール容器の生産が行える。
【0022】
本発明の二重エアゾール容器の製造方法の第3の態様は、内袋を成形した金属容器方向に押圧して挿入するまでの間に、内袋内のエアーをバキュームで抜いて内袋を変形させながら金属容器内に挿入するため、内袋の外部からの力を少なくすることができ、内袋への負荷を弱めることができる。ここで「内袋内のエアーをバキュームで抜いて内袋を変形させる」とは、内袋内のエアーのバキュームのみで内袋を変形させるのではなく、あくまでも内袋への物理的な変形を与える外力の補助的な役割としている。これは、特に、二重エアゾール容器であって、内袋を缶底まで深く挿入するタイプの二重エアゾール容器に好ましい。
【0023】
本発明の二重エアゾール容器は、本発明の二重エアゾール容器の製造方法にて製造しているため、内袋の品質が高い。
【0024】
本発明の二重エアゾール装置は、金属容器を成形するネッキングマシンと、記ネッキング加工された金属容器に、一定のスピードで往復運動する挿入杆で内袋を挿入する内袋挿入専用機と、前記ネッキングマシンでネッキング加工された金属容器を順次、少なくとも洗浄機を経由して、内袋挿入専用機に移送するコンベアとを備えているため、内袋を安定して挿入でき、かつ、効率的である。前記内袋挿入専用機が、金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小したテーパー部が形成されており、かつ、内径が金属容器の口部の内径と実質的に同じである金属容器側の開口端を有する筒状の内袋誘導装置を有している場合、金属容器内に内袋を確実に、かつ、スムーズに挿入することができる。
【図面の簡単な説明】
【0025】
【図1】本発明の二重エアゾール容器の製造装置の一実施形態を示す側面図である。
【図2】図1のネッキングマシンを示す平面図である。
【図3】図2のX−X線断面図である。
【図4】図1の内袋挿入専用機を示す斜視図である。
【図5】図4の内袋挿入専用機の内袋誘導装置を示す側面断面図である。
【図6】金属容器に内袋を挿入する方法の概略を示す側面断面図である。
【図7】金属容器に内袋を挿入する直前の概略を示す側面断面図である。
【図8】金属容器に内袋を挿入した直後の概略を示す側面断面図である。
【図9】図9a、bは、それぞれ図4の内袋挿入専用機の内袋誘導装置の他の形態を示す側面断面図である。
【図10】図10a、bは、本発明の二重エアゾール容器の一実施形態であって、それぞれバルブを固定する前後を示す側面断面図であり、図10cはその内袋を示す側面断面図である。
【図11】図11a、bは、本発明の二重エアゾール容器の他の実施形態であって、それぞれバルブを固定する前後を示す側面断面図である。
【図12】本発明の二重エアゾール容器のさらに他の実施形態を示す一部断面側面図である。
【図13】従来の二重エアゾール容器の製造方法を示す概略図である。
【図14】従来の二重エアゾール容器の製造方法を示す概略図である。
【発明を実施するための形態】
【0026】
図1の二重エアゾール容器の製造装置10は、有底筒状の容器を金属容器に成形するネッキングマシン11と、成形された金属容器に内袋を挿入する内袋挿入専用機12と、ネッキングマシンで成形された金属容器を順次、内袋挿入専用機に移送するコンベア13とを備えている。また、符号14は、金属容器を洗浄する洗浄機であり、従来公知のものである。また、成形された内袋30は、順次内袋挿入専用機に移送される(図示せず)。
【0027】
ネッキングマシン11は、図2に示すように、金属容器を保持し、間歇的に回転運動する回転盤21と、その回転盤に対して水平方向に接近、離隔し、金属容器を加工するための工具が取り付けられた往復盤22とからなる。ここで往復盤22は、床に対して垂直方向に接近、離隔してもよい。回転盤21には、図3に示すように、金属容器を垂直に保持する複数の容器ホルダー23が環状に等間隔で設けられている。往復盤22は、金属容器の開口部を絞る複数の絞り金型24a〜24eを有するネッキング加工ステーション24からなる。また、往復盤22には他の加工ステーションを設けてもよい。例えば、口部外周に一部をさらに深く絞るためのロールを備えたロール加工ステーションなどが挙げられる。往復盤22は、クランク軸25に支持されて水平方向に接近、離隔する。
【0028】
このネッキングマシン11は次のように動作する。つまり、回転盤21の容器ホルダー23aに有底筒状の容器A1が供給ライン26aから送られる。次に回転盤21が回転し、次の容器ホルダー23bに有底筒状の容器A2が送られる。一方、容器ホルダー23aに保持された容器A1は、回転し、ネッキング加工ステーション24の位置に送られる。それと同調して往復盤22が接近・離隔運動し、容器A1の口部を金型24aによってネッキング加工する。さらに、回転盤21が回転することにより、容器ホルダー23cに有底筒状の容器A3が送られ、同調して往復盤22が接近・離隔運動し、容器A2が金型24aによってネッキング加工され、容器A1が金型24bによってネッキング加工される。この運動を繰り返すことにより、容器A1には複数回のネッキング加工が施され、胴部、肩部、口部を備えた所定の形状の金属容器20となる。成形された金属容器20は、回転盤21に接するように設けられた搬出ライン26bから搬出される。
【0029】
内袋挿入装置27は、図4に示すように、金属容器20を保持する容器保持部31と、供給される内袋30を支持する内袋支持部32と、内袋30を金属容器20内に挿入する内袋挿入部33と、容器保持部31と内袋支持部32との間に配置される内袋誘導装置34とからなる。
【0030】
容器保持部31は、間歇的に回転する外周に複数の凹部36aが形成されたスターホイル36と、そのスターホイル36の端部に設けられたストッパー37とからなる。このスターホイル36の凹部36a内にコンベア13によって移送されてきた金属容器20がスターホイル36の回転に同調して順次供給される。
内袋支持部32は、内袋30が供給される凹部32aを上面に備えたものであり、スターホイル36の回転と同調して順次供給されるように構成されている。凹部32aは、回転するスターホイル36の凹部36aがとまる位置の一つ(符号36b)(この実施形態では左端)と平行にして、金属容器20と内袋30とが同軸上になるように設置されている。
【0031】
内袋挿入部33は、水平に移動する挿入杆41と、その基部を保持し、挿入杆41を駆動するカム機構42とからなる。カム機構42は、円柱状の回転軸(ドラムカム)44と、その回転軸が回転することにより軸方向に往復する作動軸45とからなり、作動軸45と挿入杆41とが連結されている。回転軸44の表面には、一回転することにより両端近辺を往復するように形成された溝部46が形成されている。作動軸45には、回転軸44の溝部46を回転軸44の回転と共に移動する移動子47が設けられている。これにより、回転軸44が一回転することにより、移動子47は回転軸44上を水平に移動し、それに伴い作動軸45も水平に動くものである。そのため、回転軸44を一定の速度で回転させることにより、作動軸45は所定のスピード、所定の最大押圧力で、一定のスピードで往復運動する。挿入杆41を往復運動させる駆動装置としては、カム機構以外にもモーター等の回転を前後方向に変換するアクチュエータを用いても良い。この場合も所定の速度および所定の最大押圧力で挿入杆41を押すことができる。さらに、所定の圧力で吹き付けるエアーで内袋30を押しても良い。
【0032】
内袋誘導装置34は、図5に示すように、円筒状のものであり、内面の径が金属容器20側(容器保持部31側)に向かって縮小したテーパー部51が形成されており、かつ、金属容器20側の開口端の内径S1が金属容器の口部Sの内径と実質的に同じとなっている。内袋誘導装置34は保持具34aによって固定されている。また、テーパー部51は、内袋支持部32から順に軸に対するテーパー角度αの大きい第1テーパー部52と、テーパー角度βが第1テーパー部より小さい第2テーパー部53とから構成されている。内袋誘導装置34は、金属容器20の軸と同軸上に配置されている。つまり、金属容器20(スターホイル36の凹部36aの軸)、内袋誘導装置34、内袋30(内袋支持部32の凹部32aの軸)は実質的に同軸上に配置されている。特に、内袋誘導装置34は、図7に示すように、内袋30の挿入初期において、金属容器の中心孔と内袋誘導装置34の中心孔とがより正確に同軸となるように、金属容器の口部上端と内袋誘導装置34の側端部とは当接(あるいはほぼ当接)させる。一方、図8に示すように、内袋30の挿入終期は、内袋30の口部先端が金属容器20より若干突出できるように、金属容器の口部上端と内袋誘導装置34との間に5〜15mmの隙間Zが形成されるように配置される。ここで内袋30の挿入初期とは、内袋30の一部が金属容器20内に入るまでをいい、内袋30の挿入終期とは、内袋30の胴部が金属容器20内に入り、内袋30の底部が金属容器の底部に当接する前までをいう。
【0033】
合成樹脂製で厚さが0.2〜0.8mm、特に0.4〜0.6mmの内袋の径d1(32.5〜41mm)を縮径する第1テーパー部としては45度≦α≦55度、特に48度≦α≦52度が好ましい。さらに、内袋を口部S(24〜28mm)に縮径する第2テー
パー部としては20度≦β≦30度、特に22度≦β≦28度が好ましい。このように設計することにより、合成樹脂性の内袋30に塑性変形を起こさせることなく金属容器20内に挿入できる。
【0034】
このように構成された内袋挿入装置27によると、図6に示すように、金属容器20、内袋誘導装置34、内袋30が一直線上に配置された状態で、軸上に配置された挿入杆41を前後方向に移動させることにより、内袋30を金属容器20内に挿入する。図7に示すように、内袋30を第1テーパー部52で大きく変形させ、それ以降は第2テーパー部53で小さく変形させることにより、内袋30の弾性力を失うことなく金属容器20内に挿入することができる(図8参照)。このとき、内袋30の挿入初期において、金属容器20の口部上端と内袋誘導装置34の下流側端部とが当接するように金属容器20を内袋誘導装置34側に移動させる。例えば、金属容器20をストッパー37で押したり、スターホイル36自身を軸方向に移動させたりして金属容器20を移動させる。しかし、内袋誘導装置34を移動させてもよい。そして、内袋の挿入終期(あるいは内袋30が挿入される直前または直後)に、金属容器20を内袋誘導装置34から隙間Zが形成されるように金属容器の底部側に移動させる。内袋30が挿入され、挿入杆41を引いた状態と同調して、新しい内袋30が内袋支持部32の凹部32aに供給されるように構成されている。例えば、挿入杆41と垂直する方向に延びるラインから供給されるようにすればよい(図示せず)。このようにして内袋30を金属容器20内に挿入させるため、内袋30にクラックが発生したり、金属容器20内で内袋30が潰れた状態とならない。
【0035】
また、内袋30が金属容器20内に挿入される最終段階において、内袋30内のエアーをバキュームしてもよい。これにより内袋30を内袋誘導装置34による外力だけでなく、内部からの内袋全体への吸引力によって内袋30を縮径できるため、内袋30の胴部と金属容器20の口部との当接による内袋30への負荷を弱めることができる。ここで最終段階とは、内袋30の胴部の一部と金属容器20の口部とが当接している段階をいう。そのため、内袋30が、金属容器20の底部まで挿入するタイプのものであっても内袋30を容易に挿入することができる。
【0036】
図9a、bには、本発明の二重エアゾール容器の製造装置10に用いることができる内袋誘導装置の他の形態を示す。
図9aの内袋誘導装置55は、内面のテーパー部55aが一定の角度γを備えている。他の構成は、内袋誘導装置34と実質的に同じものである。このものはテーパー部55aが一定の角度γを備えているため、大きく内袋30を変形させるときには向かない。例えば、合成樹脂製で厚さが0.2〜0.8mm、特に0.4〜0.6mmの内袋の径d1(20〜23mm)を、金属容器の口部S(18〜22mm)に縮径する場合、テーパー部としては20度≦γ≦30度、特に22度≦γ≦28度とすることにより、合成樹脂製の内袋30に塑性変形を起こさせることなく金属容器20内に挿入できる。
【0037】
図9bの内袋誘導装置57は、内面が円筒部57aとテーパー部57bと、円筒部57aとテーパー部57bとの間に形成された段部57cとを備えている。しかし、段部57cはなくてもよい。円筒部57aを設けることにより、内袋誘導装置57に到達した内袋を支持することができる。このような内袋誘導装置57は、特に金属容器および内袋の大きいものに好ましい。具体的には、前記金属容器の胴部外径D1が50mm≦D1であり、前記金属容器の口部外径Sが25mm≧Sであり、さらに、前記内袋の胴部外形d1が35mm≦d1であるものが好ましい。この場合、テーパー部の角度σは20度≦σ≦30度、特に22度≦σ≦28度が好ましい。
このような円筒部57aは図6の内袋誘導装置34の挿入杆側の開口部に設けてもよい。
【0038】
図10a、bは、本発明に係る二重エアゾール容器の製造方法により製造された内バメ式二重エアゾール容器の実施例を示す図面である。
【0039】
図10a、bの内バメ式二重エアゾール容器1Aは、金属容器20と、その金属容器内に挿入される内袋30とからなる。
金属容器20は、ネッキング加工によって形成される肩部20a、口部20b及び口部20bの下端外周にロールを当接させ、口部の一部をさらに深く絞って形成される括部20cを備えている。内袋30は、図10cに示すように実質的に同径の胴部30aと口部30bとを備えており、胴部30aの上端に蛇腹30cが形成された合成樹脂製のものである。しかし、蛇腹30cが形成されないものであってもよい。厚さは0.2〜0.8mm、特に、0.4〜0.6mmのものである。合成樹脂としては、ポリエチレン、低密度ポリエチレン、高密度ポリエチレン或いはポリプロピレン等のポリオレフィン系樹脂、ナイロン等のポリアミド樹脂又はポリ塩化ビニール系樹脂等の材料を用いて製造され、単層又は多層に構成される。多層にする場合、中間層、或いは、いずれかの層に酢酸ビニルアルコール共重合体を用いるのが好ましい。
また、このように内袋の胴部と口部とが実質的に同じものである場合、金属容器の口部の外径と内袋の胴部および口部の内径とは実質的に同じとなるように構成される。
【0040】
上述した方法で金属容器20内に内袋30を挿入する。このとき内袋30の口部先端30dは金属容器20より3〜8mm、特に5〜6mm突出している。内袋を挿入する前に、口部の外周にロールを当接させ、口部の一部をさらに深く絞って括部20cを形成してもよい。その後、内袋30内に内容物を充填した後、金属容器の口部20bからバルブ61が挿入される。これにより内袋30は押圧され、蛇腹30cが縮む。バルブ61の天面には、板状のパッキン62及び天板63が被されており、金属容器20の括部20c上にバルブ61が載置され、金属容器の口部の先端部20dをバルブ61の天板63上で内側に折り曲げてカシメられる。バルブ61の固定と同時にプロペラントが充填され、二重エアゾール容器1Aが製造される。
【0041】
図11a、bは、本発明に係る二重エアゾール容器の製造方法により製造された外バメ式二重エアゾール容器の実施例を示す図面である。図11a、bの外バメ式二重エアゾール容器1Bは、金属容器20と、内袋30とからなり、図10a、bの内バメ式二重エアゾール容器と同様に、ネッキング加工によって肩部20a、口部20bを形成し、口部20bの中部外周にロールを当接させ、口部の一部をさらに深く絞って括部20cを形成した後、胴部30aと口部30bとを備えた内袋30が挿入される。内袋30は、胴部30aと口部30bとが実質的に同径のものである。この実施例は、図面上内袋30は蛇腹を備えていないが、蛇腹を備えた実施例であってもよい。この場合も内袋30の口部先端30dは、金属容器20より3〜8mm、特に5〜6mm突出している。内袋30としては、厚さは0.2〜0.8mm、特に、0.4〜0.6mmのものである。合成樹脂としては、ポリエチレン、低密度ポリエチレン、高密度ポリエチレン或いはポリプロピレン等のポリオレフィン系樹脂、ナイロン等のポリアミド樹脂又はポリ塩化ビニール系樹脂等の材料を用いて製造され、単層又は多層に構成される。多層にする場合、中間層、或いは、いずれかの層に酢酸ビニルアルコール共重合体を用いるのが好ましい。内袋30内に内容物を充填した後、金属容器の口部20cからバルブ71が挿入され、括部20cに載置される。バルブ71の天面にはパッキン72が載せられており、その上に上蓋73が被せられ、上蓋73の先端部73aが金属容器の括部20cに外側からカシメられてバルブ71は固定される。バルブ71の固定と同時にプロペラントが充填される二重エアゾール容器1Bが製造される。
図10、11の内袋は、胴部と口部が実質的に同径のものが用いられているが、例えば図6の内袋30のように口部が胴部より縮径したものであってもよい。
【0042】
図12は図10の二重エアゾール容器1Aを連結した2連式二重エアゾール容器75である。二重エアゾール容器1Aはカバー部材76によって連結されている。カバー部材76の連通孔77には、2本の二重エアゾール容器のバルブ61のステム61aが各々嵌合され、押しボタン78に連結されている。押しボタン78を押圧することにより両二重エアゾール容器1Aに充填された内容物が混合状態で吐出される。このような2連式二重エアゾール容器75の内容物としては、例えば染毛剤を構成する染毛1剤と染毛2剤とがそれぞれの二重エアゾール容器1Aに充填される。
【符号の説明】
【0043】
A1〜A3 容器
1A 内バメ式二重エアゾール容器
1B 外バメ式二重エアゾール容器
10 二重エアゾール容器の製造装置
11 ネッキングマシン
12 内袋挿入専用機
13 コンベア
14 洗浄機
20 金属容器
20a 肩部
20c 括部
20d 先端部
21 回転盤
22 往復盤
23 容器ホルダー
23a〜c 容器ホルダー
24 ネッキング加工ステーション
24a〜24b 金型
25 クランク軸
26a 供給ライン
26b 搬出ライン
27 内袋挿入装置
30 内袋
30a 胴部
30b 口部
30c 蛇腹
30d 口部先端
31 容器保持部
32 内袋支持部
32a 凹部
33 内袋挿入部
34 内袋誘導装置
34a 保持具
36 スターホイル
36a 凹部
36b 位置の一つ
37 ストッパー
41 挿入杆
42 カム機構
44 回転軸(ドラムカム)
45 作動軸
46 溝部
47 移動子
51 テーパー部
52 第1テーパー部
53 第2テーパー部
55 内袋誘導装置
55a テーパー部
57 内袋誘導装置
57a 円筒部
57b テーパー部
57c 段部
61 バルブ
61a ステム
62 パッキン
63 天板
71 バルブ
72 パッキン
73 上蓋
73a 先端部
75 2連式二重エアゾール容器
76 カバー部材
77 連通孔
78 押しボタン
【特許請求の範囲】
【請求項1】
胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、
缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、
所定の速度、所定の押圧力で往復運動する挿入杆を備えた内袋挿入専用機により、金属容器内に内袋を挿入する、
二重エアゾール容器の製造方法。
【請求項2】
前記内袋挿入専用機の挿入杆をカム機構を備えた駆動装置で往復運動させる、請求項1記載の二重エアゾール容器の製造方法。
【請求項3】
胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、
缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、
前記金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小するテーパー部が形成されており、かつ、金属容器側の開口端の内径が金属容器の口部の内径と実質的に同じである筒状の内袋誘導装置を介して、前記内袋を金属容器方向に押圧して金属容器内に挿入する、
二重エアゾール容器の製造方法。
【請求項4】
前記内袋を金属容器内に載置させたとき、内袋の口部先端が金属容器の口部の端面開口部より突出するように構成された二重エアゾール容器の製造方法であって、
内袋の挿入初期においては、金属容器の口部の端面開口部と内袋誘導装置の中心軸が実質的に同じとなるように、金属容器の口部の端面開口部を内袋誘導装置の側面に実質的に当接させ、
内袋の挿入終期においては、金属容器の口部の端面開口を内袋誘導装置の側面から離隔する、
請求項3記載の二重エアゾール容器の製造方法。
【請求項5】
前記金属容器の胴部外径D1が25mm≦D1≦30mmであり、
前記金属容器の口部外径Sが18mm≦S≦22mmであり、
前記内袋の胴部外径d1が20mm≦d1≦23mmであり、
前記内袋誘導装置のテーパー部の角度γが20度≦γ≦30度である、
請求項3記載の二重エアゾール容器の製造方法。
【請求項6】
前記内袋誘導装置の内面が上流から順に筒部とテーパー部とから構成されており、
前記金属容器の胴部外径D1が50mm≦D1であり、
前記金属容器の口部外径Sが25mm≧Sであり、
前記内袋の胴部外形d1が35mm≦d1であり、
前記内袋誘導装置のテーパー部の角度σが20度≦σ≦30度である、
請求項3記載の二重エアゾール容器の製造方法。
【請求項7】
前記内袋誘導装置のテーパー部が上流から順にテーパー角度の大きい第1テーパー部と、テーパー角度が第1テーパー部より小さい第2テーパー部とから構成されている、
請求項3記載の二重エアゾール容器の製造方法。
【請求項8】
前記金属容器の胴部外径D1が35mm≦D1≦53mmであり、
前記金属容器の口部外径Sが24mm≦S≦28mmであり、
前記第1テーパー部と前記第2テーパー部の境界部分S2の径が40mm≦S2≦43mmであり、
前記内袋の胴部外径d1が32.5mm≦d1≦41mmであり、
前記第1テーパー部の角度αが45度≦α≦55度であり、
前記第2テーパー部の角度βが20度≦β≦30度である、
請求項7記載の二重エアゾール容器の製造方法。
【請求項9】
胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、
その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、
缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、
前記内袋を金属容器方向に押圧して挿入するまでの間に、内袋内のエアーをバキュームで抜いて内袋を変形させながら金属容器内に挿入する、
二重エアゾール容器の製造方法。
【請求項10】
前記絞り加工を施した後、口部外周にロールを当接させ、口部の一部をさらに深く絞り金属容器を成形する、
請求項1〜9いずれか記載の二重エアゾール容器の製造方法。
【請求項11】
前記金属容器に内袋を挿入した後、金属容器の口部外周にロールを当接させ、口部の一部をさらに深く絞る、
請求項1〜9いずれか記載の二重エアゾール容器の製造方法。
【請求項12】
前記金属容器内に内袋を挿入した後、金属容器内にバルブを挿入し、バルブを金属容器側に対してかしめてバルブを固定する、請求項1〜11いずれか記載の製造方法。
【請求項13】
前記金属容器内に内袋を挿入した後、金属容器内にバルブを挿入し、上蓋をそのバルブおよび金属容器の口部の上に被せ、上蓋の先端を金属容器の一部にかしめて固定する、請求項1〜11いずれか記載の製造方法。
【請求項14】
請求項12または13記載の二重エアゾール容器の製造方法で製造された、
二重エアゾール容器。
【請求項15】
請求項14記載の二重エアゾール容器を2本組み合わせた、
2連式二重エアゾール容器。
【請求項16】
有底筒状の容器を保持して間歇的に回転運動する回転盤およびその回転盤に対して接近、離隔し、金属容器の開口部をネッキング加工する複数の金型を有するネッキング加工ステーションを少なくとも備えた往復盤からなるネッキングマシンと、
前記ネッキング加工された金属容器に内袋を挿入する内袋挿入専用機と、
前記ネッキングマシンでネッキング加工された金属容器を順次、少なくとも洗浄機を経由して、内袋挿入専用機に移送するコンベアとを備えた、
二重エアゾール容器の製造装置。
【請求項17】
前記内袋挿入専用機が、金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小したテーパー部が形成されており、かつ、内径が金属容器の口部の内径と実質
的に同じである金属容器側の開口端を有する筒状の内袋誘導装置を有している、請求項16記載の二重エアゾール容器の製造装置。
【請求項1】
胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、
缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、
所定の速度、所定の押圧力で往復運動する挿入杆を備えた内袋挿入専用機により、金属容器内に内袋を挿入する、
二重エアゾール容器の製造方法。
【請求項2】
前記内袋挿入専用機の挿入杆をカム機構を備えた駆動装置で往復運動させる、請求項1記載の二重エアゾール容器の製造方法。
【請求項3】
胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、
缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、
前記金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小するテーパー部が形成されており、かつ、金属容器側の開口端の内径が金属容器の口部の内径と実質的に同じである筒状の内袋誘導装置を介して、前記内袋を金属容器方向に押圧して金属容器内に挿入する、
二重エアゾール容器の製造方法。
【請求項4】
前記内袋を金属容器内に載置させたとき、内袋の口部先端が金属容器の口部の端面開口部より突出するように構成された二重エアゾール容器の製造方法であって、
内袋の挿入初期においては、金属容器の口部の端面開口部と内袋誘導装置の中心軸が実質的に同じとなるように、金属容器の口部の端面開口部を内袋誘導装置の側面に実質的に当接させ、
内袋の挿入終期においては、金属容器の口部の端面開口を内袋誘導装置の側面から離隔する、
請求項3記載の二重エアゾール容器の製造方法。
【請求項5】
前記金属容器の胴部外径D1が25mm≦D1≦30mmであり、
前記金属容器の口部外径Sが18mm≦S≦22mmであり、
前記内袋の胴部外径d1が20mm≦d1≦23mmであり、
前記内袋誘導装置のテーパー部の角度γが20度≦γ≦30度である、
請求項3記載の二重エアゾール容器の製造方法。
【請求項6】
前記内袋誘導装置の内面が上流から順に筒部とテーパー部とから構成されており、
前記金属容器の胴部外径D1が50mm≦D1であり、
前記金属容器の口部外径Sが25mm≧Sであり、
前記内袋の胴部外形d1が35mm≦d1であり、
前記内袋誘導装置のテーパー部の角度σが20度≦σ≦30度である、
請求項3記載の二重エアゾール容器の製造方法。
【請求項7】
前記内袋誘導装置のテーパー部が上流から順にテーパー角度の大きい第1テーパー部と、テーパー角度が第1テーパー部より小さい第2テーパー部とから構成されている、
請求項3記載の二重エアゾール容器の製造方法。
【請求項8】
前記金属容器の胴部外径D1が35mm≦D1≦53mmであり、
前記金属容器の口部外径Sが24mm≦S≦28mmであり、
前記第1テーパー部と前記第2テーパー部の境界部分S2の径が40mm≦S2≦43mmであり、
前記内袋の胴部外径d1が32.5mm≦d1≦41mmであり、
前記第1テーパー部の角度αが45度≦α≦55度であり、
前記第2テーパー部の角度βが20度≦β≦30度である、
請求項7記載の二重エアゾール容器の製造方法。
【請求項9】
胴部およびその胴部より縮径された口部または/および肩部を備えた金属容器と、
その金属容器に挿入され、胴部および口部を備えた内袋とからなり、前記金属容器と内袋との間にプロペラントが存在する二重エアゾール容器の製造方法であって、
缶ホルダーで支持された有底筒状の缶体の上部に複数の絞り金型で絞り加工を施して、金属容器を成形した後、
前記内袋を金属容器方向に押圧して挿入するまでの間に、内袋内のエアーをバキュームで抜いて内袋を変形させながら金属容器内に挿入する、
二重エアゾール容器の製造方法。
【請求項10】
前記絞り加工を施した後、口部外周にロールを当接させ、口部の一部をさらに深く絞り金属容器を成形する、
請求項1〜9いずれか記載の二重エアゾール容器の製造方法。
【請求項11】
前記金属容器に内袋を挿入した後、金属容器の口部外周にロールを当接させ、口部の一部をさらに深く絞る、
請求項1〜9いずれか記載の二重エアゾール容器の製造方法。
【請求項12】
前記金属容器内に内袋を挿入した後、金属容器内にバルブを挿入し、バルブを金属容器側に対してかしめてバルブを固定する、請求項1〜11いずれか記載の製造方法。
【請求項13】
前記金属容器内に内袋を挿入した後、金属容器内にバルブを挿入し、上蓋をそのバルブおよび金属容器の口部の上に被せ、上蓋の先端を金属容器の一部にかしめて固定する、請求項1〜11いずれか記載の製造方法。
【請求項14】
請求項12または13記載の二重エアゾール容器の製造方法で製造された、
二重エアゾール容器。
【請求項15】
請求項14記載の二重エアゾール容器を2本組み合わせた、
2連式二重エアゾール容器。
【請求項16】
有底筒状の容器を保持して間歇的に回転運動する回転盤およびその回転盤に対して接近、離隔し、金属容器の開口部をネッキング加工する複数の金型を有するネッキング加工ステーションを少なくとも備えた往復盤からなるネッキングマシンと、
前記ネッキング加工された金属容器に内袋を挿入する内袋挿入専用機と、
前記ネッキングマシンでネッキング加工された金属容器を順次、少なくとも洗浄機を経由して、内袋挿入専用機に移送するコンベアとを備えた、
二重エアゾール容器の製造装置。
【請求項17】
前記内袋挿入専用機が、金属容器と同軸上に設けられており、内面の径が金属容器側に向かって縮小したテーパー部が形成されており、かつ、内径が金属容器の口部の内径と実質
的に同じである金属容器側の開口端を有する筒状の内袋誘導装置を有している、請求項16記載の二重エアゾール容器の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−62074(P2012−62074A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−206081(P2010−206081)
【出願日】平成22年9月14日(2010.9.14)
【特許番号】特許第4648501号(P4648501)
【特許公報発行日】平成23年3月9日(2011.3.9)
【出願人】(000238614)武内プレス工業株式会社 (72)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月14日(2010.9.14)
【特許番号】特許第4648501号(P4648501)
【特許公報発行日】平成23年3月9日(2011.3.9)
【出願人】(000238614)武内プレス工業株式会社 (72)
【Fターム(参考)】
[ Back to top ]