
二重吸い出し針およびその製造方法
【課題】各2つの導管への流れの等しい分配が保証される二重針を提供する。
【解決手段】吸い出し針1は、突き刺し操作を実行するように構成された遠位端を有する主中空ランス2を備え、主中空ランス2は、2つの導管12に接続され、各導管12は、管に接続されるための差込口7を備え、この針は、主中空ランス2を保持するための保持体8をさらに備え、保持体8は、導管12を形成する2つの内側円筒面を画定し、主中空ランス2は、近位端に、内側流路18を有するスリーブ10を備え、内側流路18の遠位端が、主中空ランス2の近位端に接続され、かつ内側流路18の近位端が、保持体8内へ通じ、スリーブ10は、近位端に2つの三日月形状面19を備え、三日月形状面19は、内側流路18の内側へ向かって、かつスリーブ10の遠位端へ向かって傾斜し、各三日月形状面19は、保持体8の一方の内側円筒面12に一致して延在するように構成される。
【解決手段】吸い出し針1は、突き刺し操作を実行するように構成された遠位端を有する主中空ランス2を備え、主中空ランス2は、2つの導管12に接続され、各導管12は、管に接続されるための差込口7を備え、この針は、主中空ランス2を保持するための保持体8をさらに備え、保持体8は、導管12を形成する2つの内側円筒面を画定し、主中空ランス2は、近位端に、内側流路18を有するスリーブ10を備え、内側流路18の遠位端が、主中空ランス2の近位端に接続され、かつ内側流路18の近位端が、保持体8内へ通じ、スリーブ10は、近位端に2つの三日月形状面19を備え、三日月形状面19は、内側流路18の内側へ向かって、かつスリーブ10の遠位端へ向かって傾斜し、各三日月形状面19は、保持体8の一方の内側円筒面12に一致して延在するように構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、弾性壁によって密閉された容器の中に収容された液体を吸い出すために、弾性壁を通して突き刺すように構成された、吸い出し針の一般的分野に関するものである。
【0002】
本発明はさらに詳しくは、細い鋼管から一般に形成されてその遠位端に鋭利な突き刺しチップが設けられた中空ランスを備える、そのような吸い出し針に関するものである。この中空ランスは、その近位端によって、管に接続するための差込口がそれぞれに設けられた2つの導管に、さらに接続されている。
【背景技術】
【0003】
突き刺しチップは、2つの容器内の液体を吸い出すために、中空ランス内を液体が差込口に接続された2つの導管および管へ向かって流れることができるよう、前記弾性壁を通り抜けるように構成されている。
【0004】
このようにして、ランス内を2つの導管へ向かう液体の流れは、吸い出された液体の半分が、導管を通してそれぞれの容器に集まるように、2つに分割される。
【0005】
このような針は、例えば、ゴム栓で密閉された瓶から液体を吸い出すために使用される。このため、2つの差込口のそれぞれは、容器へ導かれる管にあらかじめ接続されている。次に、針は、その遠位端が、栓を通り抜けて吸い出される媒体に到達するように、栓の中に突き刺される。
【0006】
吸い出される液体は、次いで、例えば重力によってあるいは蠕動ポンプなどの助けを借りて、さもなければ液体を収容している瓶の加圧によって、吸い出された液体のそれぞれ半分をこのようにして受け入れる2つの容器へ流れる。
【0007】
中空ランスおよび2つの導管は、中空ランスからの流れをこれらの導管へ効果的に分割するために、Y字状に構成されているのが一般的である。これらの針は「二重針」と称されている。
【0008】
これらの二重針は、通気されてもよく、すなわち、二重針は、主中空ランスに挿入された、主中空ランスよりも直径が小さい第2の中空ランスを備えたものでもよい。この第2の中空ランスは、液体が主中空ランス内を流れるとき、吸い出される液体を収容している瓶内への空気の漸進的な導入を可能にする。このような通気された針によって、液密な瓶からの吸い出し操作を実施することが可能になる。
【0009】
このような二重針は、中空ランスを備えるものが知られており、この中空ランスの近位端が、内側流路を画定するポリマー体内に保持され、内側流路は、中空ランスの近位端から延びていると共に、2つの差込口へ導かれる2つの導管を形成するために2つに分かれる。
【0010】
このようにして、中空ランスによってもたらされる流れの分割は、ポリマー体の内部で実施される。この分割の効率は、2つの差込口の出口で集められた容積における差によって測定されることができ、これら容積は、理想的には等しい。分割の効率は、ここでは、ポリマー体の内側における導管の流体力学的品質、特に、流れを乱すことなく流れを分割するための導管の性能に応じる。
【特許文献1】独国特許出願公開第19905664号明細書
【特許文献2】米国特許第4351900号明細書
【特許文献3】米国特許第5407807号明細書
【特許文献4】米国特許第4292405号明細書
【特許文献5】独国特許出願公開第4122476号明細書
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明の目的は、この種の二重針を改良することである。
【課題を解決するための手段】
【0012】
この目的を達成するために、本発明は、突き刺し操作を実行するように構成された遠位端を有する主中空ランスを備え、前記中空ランスは、2つの導管に接続され、各2つの導管は、管に接続されるための差込口を備える、吸い出し針であって、この吸い出し針は、主中空ランスを保持するための保持体を備え、前記保持体が、前記導管を形成する2つの内側円筒面を画定することと、主中空ランスが、その近位端に内側流路を有するスリーブを備え、内側流路の遠位端が、主中空ランスの近位端に接続され、かつ内側流路の近位端が、保持体に通じ、前記スリーブが、その近位端に2つの三日月形状面を備え、これら三日月形状面が、内側流路の内側へ向かって、かつスリーブの遠位端へ向かって傾斜し、これら三日月形状面それぞれが、保持体の一方の内側円筒面に一致して延在するように設けられていることとを特徴とする、吸い出し針を対象としている。
【0013】
このような針の内部幾何形状によって、2つの導管のそれぞれへの流れの等しい分配が保証される。
【0014】
吸い出す液体は、デッドスペースなしに、すなわち生成物が淀む領域なしに、中空ランスの近位端から2つの導管へ直接導かれる。
【0015】
このようにして、中空ランスと2つの導管との間に液体の層流が確立されることができる。
【0016】
中空ランスのスリーブ内へ導管の円筒面が延在していることによって、液体の通路における欠陥部の存在を回避することができる。従って、液体の流れは、欠陥部のない導管に沿って流れて、乱されることがない。導管とスリーブとの形態が相補的なものであるので、接着剤あるいは他の表面処理剤の使用も、さらにまた回避される。
【0017】
従って、そのような針は、低コストで大量生産することができる。
【0018】
好ましい特徴によれば、スリーブは、主中空ランスの近位端を越えて延在しており、三日月形状面が、主中空ランスの近位端から離れて設けられている。
【0019】
スリーブは、さらにまた、針の剛性を改善するための保持体に固定されていてもよい。
【0020】
ある有利な実施形態によれば、スリーブは、主中空ランスに成形される。スリーブは、例えば型の中にそれを配置するために役立つ、フールプルーフ型の角張った装置を備えていてもよい。
【0021】
ある実施形態によれば、針は、主中空ランスの中に挿入される通気中空ランスをさらに備え、この通気中空ランスは、通気された針を形成するように、スリーブの内側流路を通り抜ける。
【0022】
主中空ランスについては、通気中空ランスは、その近位端に、針の剛性を改善するための保持体に固定される支持体を備えていてもよい。支持体は、通気中空ランスの近位端に成形されることもできる。
【0023】
さらにまた、保持体は、スリーブと支持体とに、それらの位置決めを厳密に保証するように成形されることができる。
【0024】
ある好ましい特徴によれば、保持体は、スリーブが保持されるハウジングと、前記ハウジングに連通している2つの導管と、支持体のためのハウジングとを備え、前記ハウジング同士は整列されている。保持体は、通気中空ランスを受け入れると共に2つの導管に連通している接続流路をさらに備えていてもよい。
【0025】
保持体の2つの内側管と三日月形状面との良好な接続のために、スリーブは、弾性的に変形可能なものでもよい。
【0026】
他の有利な特徴によれば、主中空ランスは、その遠位端に押しつぶされたヒールを備えており、針には、保持体に取り付けられた掴み手段をさらに備える。
【0027】
本発明は、また、先に説明したような吸い出し針の製造方法であって、この方法が、次の工程、すなわち、
・ スリーブに三日月形状面を形成するように構成されたV字形コアを使用して、主中空ランスにスリーブを成形する工程と、
・ 前記コアと同じ形態のV字を形成する2つの円筒状コアピンを使用して、スリーブに保持体を成形する工程と、を含む方法に関する。
【0028】
この方法によれば、先に言及した利点、特に、吸い出し液の流れを乱さないようにするために、主中空ランスの近位端と2つの導管との間に延在している接合区域における欠陥部の形成の回避という利点を有する、吸い出し針を製造することができる。
【0029】
本発明の他の特徴および利点は、添付図面を参照する非限定的な例として与えられた好ましい実施形態についての以下の説明を考慮すると、明らかになる。
【発明を実施するための最良の形態】
【0030】
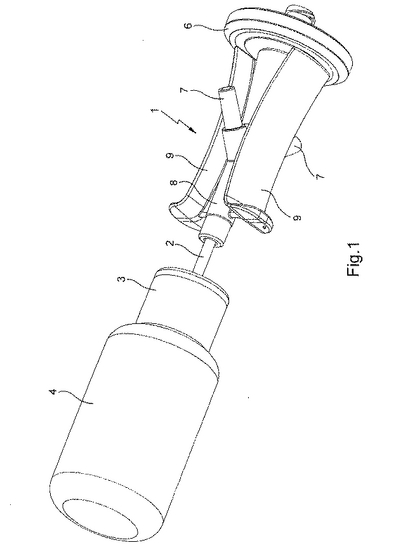
図1は、本発明による吸い出し針1の使用についての一般的な状況を示す。針1の主中空ランス2が、吸い出される液に通じる瓶4のゴム栓3に突き刺さっている。
【0031】
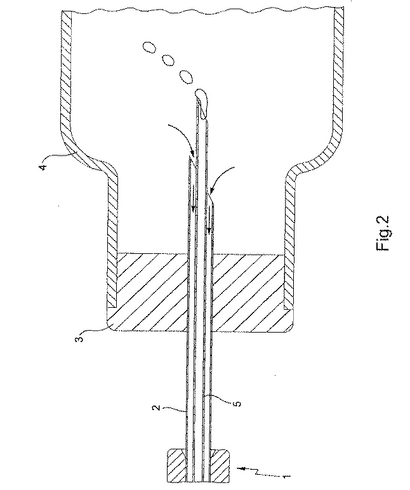
図2は、主中空ランス2が通り抜ける栓3を示す断面図である。針1は、主中空ランス2に対して同軸にかつ主中空ランス2の内部に配置された、通気中空ランス5を備える通気される針である。図2に見られる瓶4の内部の矢印は、吸い出された液体の主中空ランス2に沿った経路を示し、一方、瓶4内に収容された液体が吸い出されるにつれて、瓶4の内側における通気中空ランス5から気泡が出て来る。
【0032】
図1に見られる針1の後方の通気フィルタ6は、通気中空ランス5に接続され、無菌空気が瓶4内に導入されることを可能にする。
【0033】
針1には、保持体8から側方へ突出している2つの差込口7が備わっている。これらの差込口7は、主中空ランス2に接続された、保持体8の2つの内側管に接続されている。従って、差込口7は、それぞれ、吸い出し液を集めることのできる吸い出し管(図示せず)に接続されなければならない。
【0034】
従って、主中空ランス2内を流れる吸い出し液の流れは、一方の差込口7へそれぞれが向けられた2つの等しい流れに分割され、単一の吸い出し操作によって、吸い出し液の2つの等しい容積を得ることができる。
【0035】
針1は、ユーザによるその手動操作のために構成された2つの握り側板9をさらに備える。
【0036】
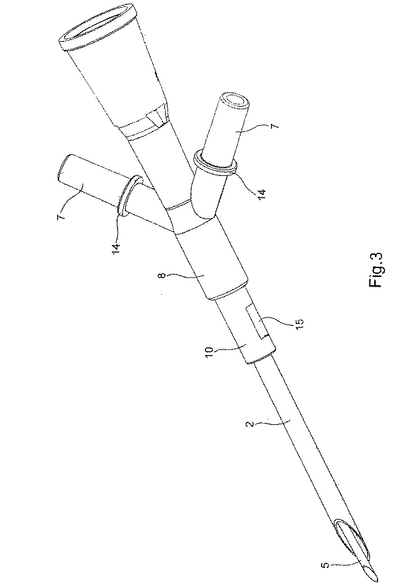
図3は、握り側板9および通気フィルタ6を取り除いた後の、吸い出し針1の斜視図である。
【0037】
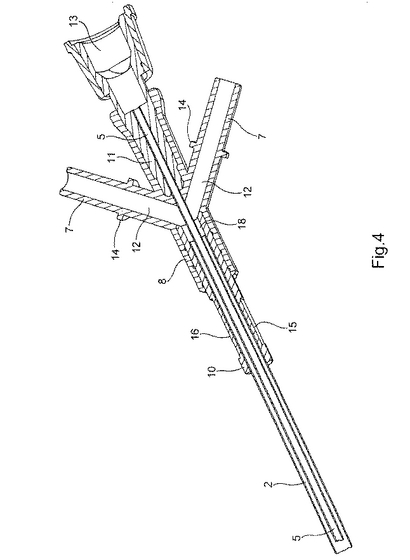
図4の断面は、針1の内側構成を示す。
【0038】
主中空ランス2は、その長さの一部にわたってスリーブ10に固定されている。同様にして、通気中空ランス5は、その長さの一部にわたって支持体11にも固定されている。
【0039】
支持体11の背部は、通気中空ランスを、直接空気に接触するか、あるいはその目的のために支持体11に設けられたハウジング13内に挿入されることのできる通気フィルタ6(図1を参照のこと)を介して空気に接触することができるように、外部へ開放されている。
【0040】
保持体8は、スリーブ10と支持体11とを互いに対して保持する剛性構造体を形成しており、通気中空ランス5が、主中空ランス2内に挿入され、2つの中空ランス2、5は同軸である。
【0041】
保持体8は、さらに、主中空ランス2とY字形を形成する2つの導管12を画定し、中空ランス2内の流れを、別々で等しい2つの流れに分割することができる。
【0042】
針1は、さらに、それぞれの差込口7に、差込口7へ接続されるように構成された管のための当接部として作用するカラー14を備える。
【0043】
この例の吸い出し針1を製造する方法が、図5から図12を参照して以下に説明される。
【0044】
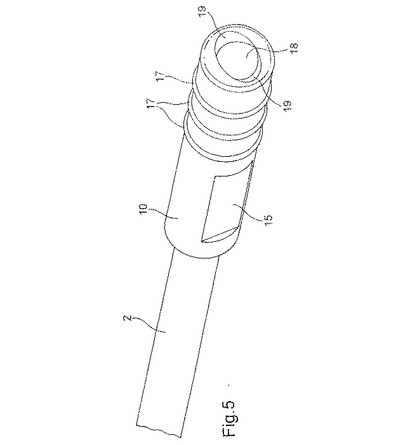
第1の工程は、図5に表された組立品を得るために、主中空ランス2にスリーブ10を設けることからなる。
【0045】
中空ランス2は、ステンレス鋼の管から形成され、中空ランス2の近位端を形成するように構成された端部(これは図5に表された端部である)を備える。スリーブ10は、スリーブ10が相異なる長さの2つの平坦部15、16(図4を参照のこと)と、3つのカラー17との形成された円筒状全体形態を有するように、適切な形態の型内で、この端部に成形される。
【0046】
主中空ランス2にスリーブ10を成形する際に、適切な形態のコアによって、円筒状形態のスリーブ10内に、さらに内側流路18が形成されることを可能にし、内側流路18は、中空ランス2に一致して延在し、かつスリーブ10の近位端に2つの三日月形状面19を備え、これら2つの三日月形状面19は、内側流路18の内部へ向かってかつスリーブ10の遠位端へ向かって傾斜する。内側流路18と三日月形状面19とを形成することのできるこのコアは、内側流路18の凹状形態に対応している3つの円筒と、2つの導管12(図4を参照のこと)とを、互いに接合することによって得られたY字の形状をしている。
【0047】
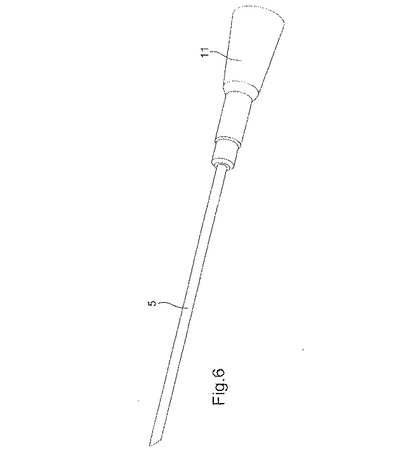
図6によれば、第2の工程は、通気中空ランス5を形成するように構成され、主中空ランス2を形成する管よりも小さい直径のステンレス鋼の管に、ここでは支持体11と称される別のスリーブを成形することからなる。
【0048】
同様にして、支持体11は、図6に見ることのできる外側形態を与えるために、適切な形態の型によって、通気中空ランス5に成形され、一方、適切なコアによって、支持体11の内部に通気フィルタハウジング13(図4を参照のこと)を形成することができる。
【0049】
支持体11は、通気中空ランス5が、通気フィルタハウジング13に通じるようなものである。
【0050】
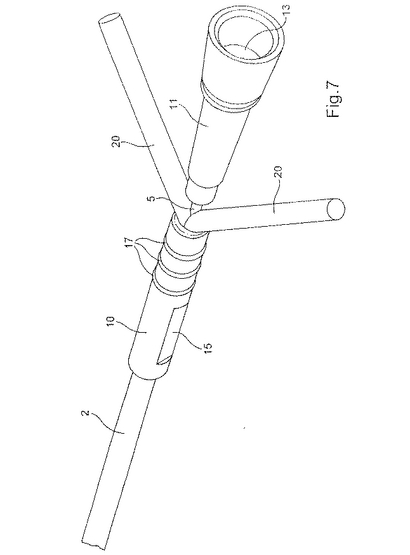
その支持体11が設けられた通気中空ランス5は、次いで、通気中空ランス5を主中空ランス2の内側へスライドさせるために、スリーブ10の端部から主中空ランス2へ挿入される(図7を参照のこと)。
【0051】
図7から図10によれば、中空ランス2、5は、保持体8への成形の操作が行われる型内に配置される。
【0052】
この型(図示せず)によって、それぞれの位置における支持体11に対するスリーブ10の正確な位置決めが可能となり、これらの位置は、これらの部品が、完成した針内で互いに対して占めなければならない(図4を参照のこと)。スリーブの平坦部15、16によって、三日月形状面19が所定位置に配置されるように、スリーブ10の長手軸周りの角度方向がさらに可能になる。
【0053】
図7は、スリーブの背部で2つの円筒状コアピン20を囲むことからなる操作の結果を示す。2つのコアピン20は、それらの端部で傾斜が付けられて、これら2つの傾斜が付けられた端部が、通気中空ランス5上で囲まれたときに、V字を形成する。
【0054】
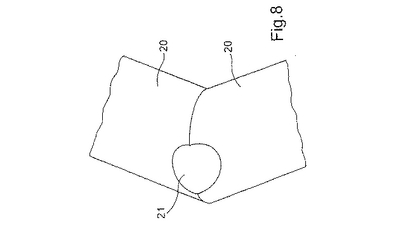
それぞれのコアピン20の傾斜が付けられた端部は、2つのコアピン20が閉鎖されたときに、通気中空ランス5のために通路21を形成することのできる管路をさらにまた備える(図8を参照のこと)。
【0055】
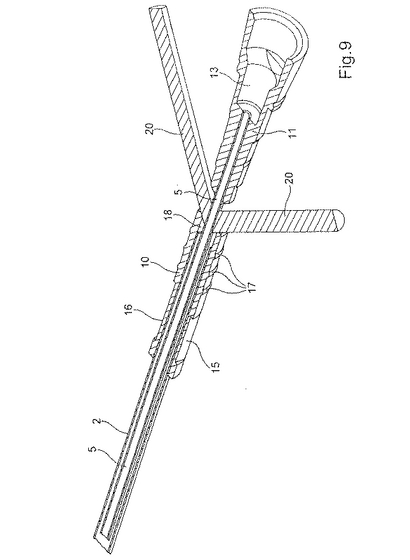
図9は、図7の組立品の縦断面図であって、通気中空ランス5およびスリーブ10と、囲まれたコアピン20との協働を詳しく示す。
【0056】
コアピン20によって形成されたV字は、三日月形状面19を製造することのできるコアの形態を再現している。
【0057】
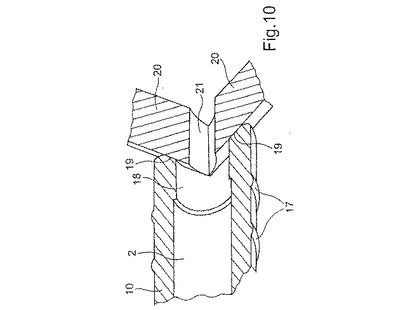
従って、コアピン20は、図7および図9の位置にあれば、三日月形状面19でスリーブ10の形状に完全に係合する(図10を参照のこと。図10は、図9の詳細図であり、通気中空ランス5は、より明確にするためにこの図では示されていない)。
【0058】
好ましくは、スリーブ10は、ポリマー材料から作られ、コアピン20は、金属/ポリマーの接触が液密であるような金属製である。
【0059】
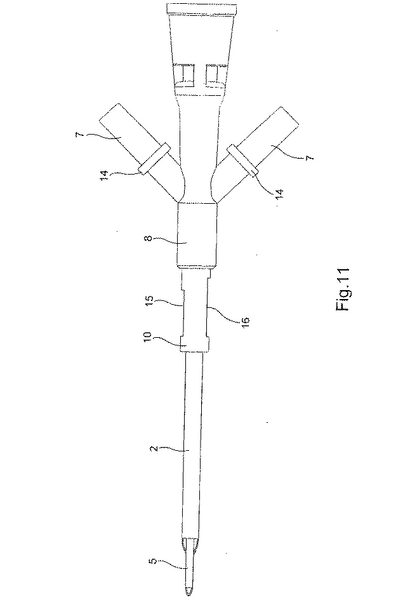
保持体8の成形は、次いで、スリーブ10の周りに、支持体11およびコアピン20を形成するように構成された型で行われ、ポリマーの保持体8は、図3および図11における外側形態に一致する。
【0060】
コアピン20は、次いで、導管12を画定する保持体8の内側円筒面が形成された後に、それらコアピンの長手軸に沿って引き抜かれる。
【0061】
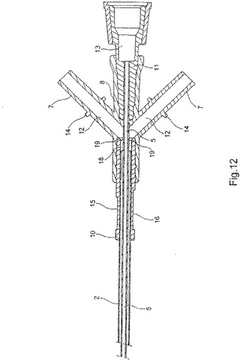
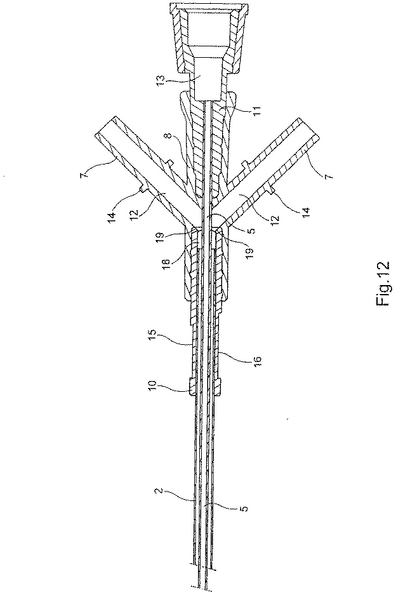
図12は、図11の針の縦断面図であり、成形されると共に導管12を画定している保持体8によって設定されるような、スリーブ10および支持体11の構成の平面図を示す。
【0062】
従って、この方法によれば、スリーブ10(三日月形状面19)内へ一部が延在する内側円筒面(導管12)の製造に至る。
【0063】
図12の図は、導管12に一致して延在する位置にある、三日月形状面19を示す。
【0064】
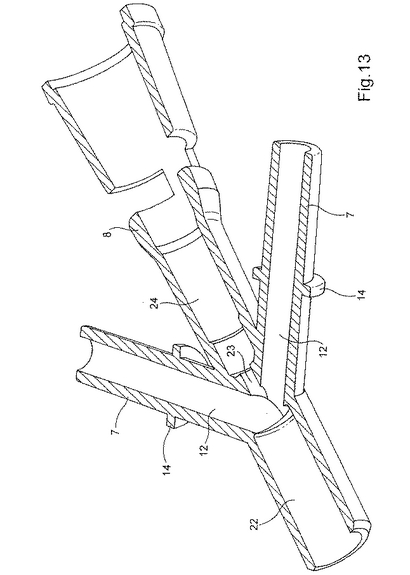
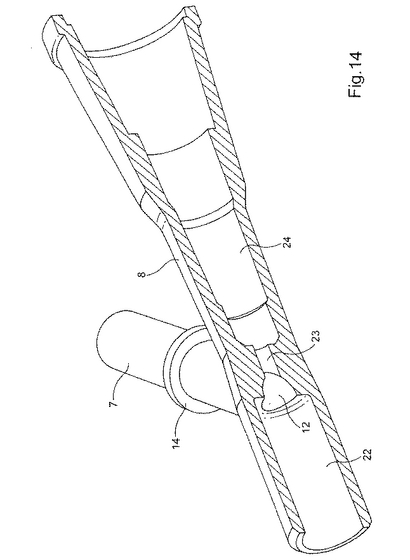
図13および図14は、先に説明した操作でさらに得られた保持体8の内側形態を示す。
【0065】
水平面における図13の断面は、導管12と、スリーブ10を収容するハウジング22と、通気中空ランス5を収容するように構成された接続流路23と、支持体11のためのハウジング24との間の連通を示す。
【0066】
ハウジング22、24および接続流路23は、これらが協働するように構成されたそれぞれの部材の液密収容のために形成されている。
【0067】
図14は、垂直面における保持体8の断面が与えられたときの同一の部材22、23、24を示す。
【0068】
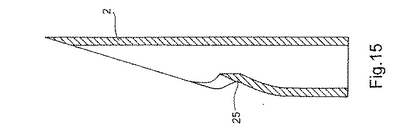
さらに、図15および図16によれば、主中空ランス2の鋭利な遠位端、すなわち、突き刺し操作を実行するように構成された端部に、主中空ランス2の傾斜された箇所の開口の直径を制限することのできる、押しつぶされたヒール25を作ることができる。この準備によれば、「コアリング」を回避すること、すなわち、ゴム円筒が主中空ランス2を塞ぐおそれがある、突き刺しの際における瓶4の栓3からの円筒の切除を回避することができる。
【0069】
押しつぶされたヒール25は、保持体8における成形の操作時に、その成形操作をもたらす型内にパンチを置くことによって作るのが有利である。パンチは、主中空ランス2が型内に配置されたときに、主中空ランス2に当たるように作動されることができる。
【0070】
説明した吸い出し針とその製造方法の様々な実施形態は、本発明の範囲から逸脱することなく想定することができる。特に、塑性変形の方法は、三日月形状面19を形成するために実施することができる。
【図面の簡単な説明】
【0071】
【図1】密封された瓶の中に収容された液体を吸い出すために配置された、本発明による針の斜視図である。
【図2】図1の構成における吸い出し針と瓶の栓との協働を示す部分断面図である。
【図3】その付属品が取り除かれて示された、図1の吸い出し針の斜視図である。
【図4】図3に表された吸い出し針の縦断面図である。
【図5】図1から図4の吸い出し針に使用される、そのスリーブが設けられた主中空ランスを示す図である。
【図6】図1から図4の吸い出し針に使用される、その支持体が設けられた通気中空ランスの斜視図である。
【図7】ピンと協働してV字に構成された図5および図6の中空ランスの斜視図であり、この組立品によって。保持体を成形して図3の吸い出し針を形成することができる。
【図8】図7に示されたピンによって形成されたV字の箇所の拡大図である。
【図9】図7の組立品の縦断面図である。
【図10】V字状態にあるピンと主中空ランスのスリーブとの協働状態の詳細図である。
【図11】保持体が、図7の組立品、すなわち図3の吸い出し針に成形された後に得られた製品を示す図である。
【図12】図11に表されたような吸い出し針の縦断面図である。
【図13】図7の組立品に成形されたような保持体だけの縦断面における斜視図である。
【図14】図13の保持体の縦断面における斜視図であり、この縦断面は、図14では図13の縦断面図の平面に対して垂直である平面に沿っている。
【図15】主中空ランスの突き刺し用チップの側方から見た断面図である。
【図16】主中空ランスの突き刺し用チップの正面から見た図である。
【符号の説明】
【0072】
1 吸い出し針
2 主中空ランス
3 ゴム栓
4 瓶
5 通気中空ランス
6 通気フィルタ
7 差込口
8 保持体
9 握り側板
10 スリーブ
11 支持体
12 導管
13、22、24 ハウジング
14、17 カラー
15、16 平坦部
18 内側流路
19 三日月形状面
20 コアピン
21 通路
23 接続流路
25 ヒール
【技術分野】
【0001】
本発明は、弾性壁によって密閉された容器の中に収容された液体を吸い出すために、弾性壁を通して突き刺すように構成された、吸い出し針の一般的分野に関するものである。
【0002】
本発明はさらに詳しくは、細い鋼管から一般に形成されてその遠位端に鋭利な突き刺しチップが設けられた中空ランスを備える、そのような吸い出し針に関するものである。この中空ランスは、その近位端によって、管に接続するための差込口がそれぞれに設けられた2つの導管に、さらに接続されている。
【背景技術】
【0003】
突き刺しチップは、2つの容器内の液体を吸い出すために、中空ランス内を液体が差込口に接続された2つの導管および管へ向かって流れることができるよう、前記弾性壁を通り抜けるように構成されている。
【0004】
このようにして、ランス内を2つの導管へ向かう液体の流れは、吸い出された液体の半分が、導管を通してそれぞれの容器に集まるように、2つに分割される。
【0005】
このような針は、例えば、ゴム栓で密閉された瓶から液体を吸い出すために使用される。このため、2つの差込口のそれぞれは、容器へ導かれる管にあらかじめ接続されている。次に、針は、その遠位端が、栓を通り抜けて吸い出される媒体に到達するように、栓の中に突き刺される。
【0006】
吸い出される液体は、次いで、例えば重力によってあるいは蠕動ポンプなどの助けを借りて、さもなければ液体を収容している瓶の加圧によって、吸い出された液体のそれぞれ半分をこのようにして受け入れる2つの容器へ流れる。
【0007】
中空ランスおよび2つの導管は、中空ランスからの流れをこれらの導管へ効果的に分割するために、Y字状に構成されているのが一般的である。これらの針は「二重針」と称されている。
【0008】
これらの二重針は、通気されてもよく、すなわち、二重針は、主中空ランスに挿入された、主中空ランスよりも直径が小さい第2の中空ランスを備えたものでもよい。この第2の中空ランスは、液体が主中空ランス内を流れるとき、吸い出される液体を収容している瓶内への空気の漸進的な導入を可能にする。このような通気された針によって、液密な瓶からの吸い出し操作を実施することが可能になる。
【0009】
このような二重針は、中空ランスを備えるものが知られており、この中空ランスの近位端が、内側流路を画定するポリマー体内に保持され、内側流路は、中空ランスの近位端から延びていると共に、2つの差込口へ導かれる2つの導管を形成するために2つに分かれる。
【0010】
このようにして、中空ランスによってもたらされる流れの分割は、ポリマー体の内部で実施される。この分割の効率は、2つの差込口の出口で集められた容積における差によって測定されることができ、これら容積は、理想的には等しい。分割の効率は、ここでは、ポリマー体の内側における導管の流体力学的品質、特に、流れを乱すことなく流れを分割するための導管の性能に応じる。
【特許文献1】独国特許出願公開第19905664号明細書
【特許文献2】米国特許第4351900号明細書
【特許文献3】米国特許第5407807号明細書
【特許文献4】米国特許第4292405号明細書
【特許文献5】独国特許出願公開第4122476号明細書
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明の目的は、この種の二重針を改良することである。
【課題を解決するための手段】
【0012】
この目的を達成するために、本発明は、突き刺し操作を実行するように構成された遠位端を有する主中空ランスを備え、前記中空ランスは、2つの導管に接続され、各2つの導管は、管に接続されるための差込口を備える、吸い出し針であって、この吸い出し針は、主中空ランスを保持するための保持体を備え、前記保持体が、前記導管を形成する2つの内側円筒面を画定することと、主中空ランスが、その近位端に内側流路を有するスリーブを備え、内側流路の遠位端が、主中空ランスの近位端に接続され、かつ内側流路の近位端が、保持体に通じ、前記スリーブが、その近位端に2つの三日月形状面を備え、これら三日月形状面が、内側流路の内側へ向かって、かつスリーブの遠位端へ向かって傾斜し、これら三日月形状面それぞれが、保持体の一方の内側円筒面に一致して延在するように設けられていることとを特徴とする、吸い出し針を対象としている。
【0013】
このような針の内部幾何形状によって、2つの導管のそれぞれへの流れの等しい分配が保証される。
【0014】
吸い出す液体は、デッドスペースなしに、すなわち生成物が淀む領域なしに、中空ランスの近位端から2つの導管へ直接導かれる。
【0015】
このようにして、中空ランスと2つの導管との間に液体の層流が確立されることができる。
【0016】
中空ランスのスリーブ内へ導管の円筒面が延在していることによって、液体の通路における欠陥部の存在を回避することができる。従って、液体の流れは、欠陥部のない導管に沿って流れて、乱されることがない。導管とスリーブとの形態が相補的なものであるので、接着剤あるいは他の表面処理剤の使用も、さらにまた回避される。
【0017】
従って、そのような針は、低コストで大量生産することができる。
【0018】
好ましい特徴によれば、スリーブは、主中空ランスの近位端を越えて延在しており、三日月形状面が、主中空ランスの近位端から離れて設けられている。
【0019】
スリーブは、さらにまた、針の剛性を改善するための保持体に固定されていてもよい。
【0020】
ある有利な実施形態によれば、スリーブは、主中空ランスに成形される。スリーブは、例えば型の中にそれを配置するために役立つ、フールプルーフ型の角張った装置を備えていてもよい。
【0021】
ある実施形態によれば、針は、主中空ランスの中に挿入される通気中空ランスをさらに備え、この通気中空ランスは、通気された針を形成するように、スリーブの内側流路を通り抜ける。
【0022】
主中空ランスについては、通気中空ランスは、その近位端に、針の剛性を改善するための保持体に固定される支持体を備えていてもよい。支持体は、通気中空ランスの近位端に成形されることもできる。
【0023】
さらにまた、保持体は、スリーブと支持体とに、それらの位置決めを厳密に保証するように成形されることができる。
【0024】
ある好ましい特徴によれば、保持体は、スリーブが保持されるハウジングと、前記ハウジングに連通している2つの導管と、支持体のためのハウジングとを備え、前記ハウジング同士は整列されている。保持体は、通気中空ランスを受け入れると共に2つの導管に連通している接続流路をさらに備えていてもよい。
【0025】
保持体の2つの内側管と三日月形状面との良好な接続のために、スリーブは、弾性的に変形可能なものでもよい。
【0026】
他の有利な特徴によれば、主中空ランスは、その遠位端に押しつぶされたヒールを備えており、針には、保持体に取り付けられた掴み手段をさらに備える。
【0027】
本発明は、また、先に説明したような吸い出し針の製造方法であって、この方法が、次の工程、すなわち、
・ スリーブに三日月形状面を形成するように構成されたV字形コアを使用して、主中空ランスにスリーブを成形する工程と、
・ 前記コアと同じ形態のV字を形成する2つの円筒状コアピンを使用して、スリーブに保持体を成形する工程と、を含む方法に関する。
【0028】
この方法によれば、先に言及した利点、特に、吸い出し液の流れを乱さないようにするために、主中空ランスの近位端と2つの導管との間に延在している接合区域における欠陥部の形成の回避という利点を有する、吸い出し針を製造することができる。
【0029】
本発明の他の特徴および利点は、添付図面を参照する非限定的な例として与えられた好ましい実施形態についての以下の説明を考慮すると、明らかになる。
【発明を実施するための最良の形態】
【0030】
図1は、本発明による吸い出し針1の使用についての一般的な状況を示す。針1の主中空ランス2が、吸い出される液に通じる瓶4のゴム栓3に突き刺さっている。
【0031】
図2は、主中空ランス2が通り抜ける栓3を示す断面図である。針1は、主中空ランス2に対して同軸にかつ主中空ランス2の内部に配置された、通気中空ランス5を備える通気される針である。図2に見られる瓶4の内部の矢印は、吸い出された液体の主中空ランス2に沿った経路を示し、一方、瓶4内に収容された液体が吸い出されるにつれて、瓶4の内側における通気中空ランス5から気泡が出て来る。
【0032】
図1に見られる針1の後方の通気フィルタ6は、通気中空ランス5に接続され、無菌空気が瓶4内に導入されることを可能にする。
【0033】
針1には、保持体8から側方へ突出している2つの差込口7が備わっている。これらの差込口7は、主中空ランス2に接続された、保持体8の2つの内側管に接続されている。従って、差込口7は、それぞれ、吸い出し液を集めることのできる吸い出し管(図示せず)に接続されなければならない。
【0034】
従って、主中空ランス2内を流れる吸い出し液の流れは、一方の差込口7へそれぞれが向けられた2つの等しい流れに分割され、単一の吸い出し操作によって、吸い出し液の2つの等しい容積を得ることができる。
【0035】
針1は、ユーザによるその手動操作のために構成された2つの握り側板9をさらに備える。
【0036】
図3は、握り側板9および通気フィルタ6を取り除いた後の、吸い出し針1の斜視図である。
【0037】
図4の断面は、針1の内側構成を示す。
【0038】
主中空ランス2は、その長さの一部にわたってスリーブ10に固定されている。同様にして、通気中空ランス5は、その長さの一部にわたって支持体11にも固定されている。
【0039】
支持体11の背部は、通気中空ランスを、直接空気に接触するか、あるいはその目的のために支持体11に設けられたハウジング13内に挿入されることのできる通気フィルタ6(図1を参照のこと)を介して空気に接触することができるように、外部へ開放されている。
【0040】
保持体8は、スリーブ10と支持体11とを互いに対して保持する剛性構造体を形成しており、通気中空ランス5が、主中空ランス2内に挿入され、2つの中空ランス2、5は同軸である。
【0041】
保持体8は、さらに、主中空ランス2とY字形を形成する2つの導管12を画定し、中空ランス2内の流れを、別々で等しい2つの流れに分割することができる。
【0042】
針1は、さらに、それぞれの差込口7に、差込口7へ接続されるように構成された管のための当接部として作用するカラー14を備える。
【0043】
この例の吸い出し針1を製造する方法が、図5から図12を参照して以下に説明される。
【0044】
第1の工程は、図5に表された組立品を得るために、主中空ランス2にスリーブ10を設けることからなる。
【0045】
中空ランス2は、ステンレス鋼の管から形成され、中空ランス2の近位端を形成するように構成された端部(これは図5に表された端部である)を備える。スリーブ10は、スリーブ10が相異なる長さの2つの平坦部15、16(図4を参照のこと)と、3つのカラー17との形成された円筒状全体形態を有するように、適切な形態の型内で、この端部に成形される。
【0046】
主中空ランス2にスリーブ10を成形する際に、適切な形態のコアによって、円筒状形態のスリーブ10内に、さらに内側流路18が形成されることを可能にし、内側流路18は、中空ランス2に一致して延在し、かつスリーブ10の近位端に2つの三日月形状面19を備え、これら2つの三日月形状面19は、内側流路18の内部へ向かってかつスリーブ10の遠位端へ向かって傾斜する。内側流路18と三日月形状面19とを形成することのできるこのコアは、内側流路18の凹状形態に対応している3つの円筒と、2つの導管12(図4を参照のこと)とを、互いに接合することによって得られたY字の形状をしている。
【0047】
図6によれば、第2の工程は、通気中空ランス5を形成するように構成され、主中空ランス2を形成する管よりも小さい直径のステンレス鋼の管に、ここでは支持体11と称される別のスリーブを成形することからなる。
【0048】
同様にして、支持体11は、図6に見ることのできる外側形態を与えるために、適切な形態の型によって、通気中空ランス5に成形され、一方、適切なコアによって、支持体11の内部に通気フィルタハウジング13(図4を参照のこと)を形成することができる。
【0049】
支持体11は、通気中空ランス5が、通気フィルタハウジング13に通じるようなものである。
【0050】
その支持体11が設けられた通気中空ランス5は、次いで、通気中空ランス5を主中空ランス2の内側へスライドさせるために、スリーブ10の端部から主中空ランス2へ挿入される(図7を参照のこと)。
【0051】
図7から図10によれば、中空ランス2、5は、保持体8への成形の操作が行われる型内に配置される。
【0052】
この型(図示せず)によって、それぞれの位置における支持体11に対するスリーブ10の正確な位置決めが可能となり、これらの位置は、これらの部品が、完成した針内で互いに対して占めなければならない(図4を参照のこと)。スリーブの平坦部15、16によって、三日月形状面19が所定位置に配置されるように、スリーブ10の長手軸周りの角度方向がさらに可能になる。
【0053】
図7は、スリーブの背部で2つの円筒状コアピン20を囲むことからなる操作の結果を示す。2つのコアピン20は、それらの端部で傾斜が付けられて、これら2つの傾斜が付けられた端部が、通気中空ランス5上で囲まれたときに、V字を形成する。
【0054】
それぞれのコアピン20の傾斜が付けられた端部は、2つのコアピン20が閉鎖されたときに、通気中空ランス5のために通路21を形成することのできる管路をさらにまた備える(図8を参照のこと)。
【0055】
図9は、図7の組立品の縦断面図であって、通気中空ランス5およびスリーブ10と、囲まれたコアピン20との協働を詳しく示す。
【0056】
コアピン20によって形成されたV字は、三日月形状面19を製造することのできるコアの形態を再現している。
【0057】
従って、コアピン20は、図7および図9の位置にあれば、三日月形状面19でスリーブ10の形状に完全に係合する(図10を参照のこと。図10は、図9の詳細図であり、通気中空ランス5は、より明確にするためにこの図では示されていない)。
【0058】
好ましくは、スリーブ10は、ポリマー材料から作られ、コアピン20は、金属/ポリマーの接触が液密であるような金属製である。
【0059】
保持体8の成形は、次いで、スリーブ10の周りに、支持体11およびコアピン20を形成するように構成された型で行われ、ポリマーの保持体8は、図3および図11における外側形態に一致する。
【0060】
コアピン20は、次いで、導管12を画定する保持体8の内側円筒面が形成された後に、それらコアピンの長手軸に沿って引き抜かれる。
【0061】
図12は、図11の針の縦断面図であり、成形されると共に導管12を画定している保持体8によって設定されるような、スリーブ10および支持体11の構成の平面図を示す。
【0062】
従って、この方法によれば、スリーブ10(三日月形状面19)内へ一部が延在する内側円筒面(導管12)の製造に至る。
【0063】
図12の図は、導管12に一致して延在する位置にある、三日月形状面19を示す。
【0064】
図13および図14は、先に説明した操作でさらに得られた保持体8の内側形態を示す。
【0065】
水平面における図13の断面は、導管12と、スリーブ10を収容するハウジング22と、通気中空ランス5を収容するように構成された接続流路23と、支持体11のためのハウジング24との間の連通を示す。
【0066】
ハウジング22、24および接続流路23は、これらが協働するように構成されたそれぞれの部材の液密収容のために形成されている。
【0067】
図14は、垂直面における保持体8の断面が与えられたときの同一の部材22、23、24を示す。
【0068】
さらに、図15および図16によれば、主中空ランス2の鋭利な遠位端、すなわち、突き刺し操作を実行するように構成された端部に、主中空ランス2の傾斜された箇所の開口の直径を制限することのできる、押しつぶされたヒール25を作ることができる。この準備によれば、「コアリング」を回避すること、すなわち、ゴム円筒が主中空ランス2を塞ぐおそれがある、突き刺しの際における瓶4の栓3からの円筒の切除を回避することができる。
【0069】
押しつぶされたヒール25は、保持体8における成形の操作時に、その成形操作をもたらす型内にパンチを置くことによって作るのが有利である。パンチは、主中空ランス2が型内に配置されたときに、主中空ランス2に当たるように作動されることができる。
【0070】
説明した吸い出し針とその製造方法の様々な実施形態は、本発明の範囲から逸脱することなく想定することができる。特に、塑性変形の方法は、三日月形状面19を形成するために実施することができる。
【図面の簡単な説明】
【0071】
【図1】密封された瓶の中に収容された液体を吸い出すために配置された、本発明による針の斜視図である。
【図2】図1の構成における吸い出し針と瓶の栓との協働を示す部分断面図である。
【図3】その付属品が取り除かれて示された、図1の吸い出し針の斜視図である。
【図4】図3に表された吸い出し針の縦断面図である。
【図5】図1から図4の吸い出し針に使用される、そのスリーブが設けられた主中空ランスを示す図である。
【図6】図1から図4の吸い出し針に使用される、その支持体が設けられた通気中空ランスの斜視図である。
【図7】ピンと協働してV字に構成された図5および図6の中空ランスの斜視図であり、この組立品によって。保持体を成形して図3の吸い出し針を形成することができる。
【図8】図7に示されたピンによって形成されたV字の箇所の拡大図である。
【図9】図7の組立品の縦断面図である。
【図10】V字状態にあるピンと主中空ランスのスリーブとの協働状態の詳細図である。
【図11】保持体が、図7の組立品、すなわち図3の吸い出し針に成形された後に得られた製品を示す図である。
【図12】図11に表されたような吸い出し針の縦断面図である。
【図13】図7の組立品に成形されたような保持体だけの縦断面における斜視図である。
【図14】図13の保持体の縦断面における斜視図であり、この縦断面は、図14では図13の縦断面図の平面に対して垂直である平面に沿っている。
【図15】主中空ランスの突き刺し用チップの側方から見た断面図である。
【図16】主中空ランスの突き刺し用チップの正面から見た図である。
【符号の説明】
【0072】
1 吸い出し針
2 主中空ランス
3 ゴム栓
4 瓶
5 通気中空ランス
6 通気フィルタ
7 差込口
8 保持体
9 握り側板
10 スリーブ
11 支持体
12 導管
13、22、24 ハウジング
14、17 カラー
15、16 平坦部
18 内側流路
19 三日月形状面
20 コアピン
21 通路
23 接続流路
25 ヒール
【特許請求の範囲】
【請求項1】
突き刺し操作を実行するように構成された遠位端を有する主中空ランス(2)を備え、前記中空ランス(2)は、2つの導管(12)に接続され、各2つの導管(12)が、管に接続されるための差込口(7)を備える、吸い出し針(1)であって、前記吸い出し針(1)が、主中空ランス(2)を保持するための保持体(8)を備え、前記保持体(8)が、前記導管(12)を形成する2つの内側円筒面を画定していることと、主中空ランス(2)が、近位端に、内側流路(18)を有するスリーブ(10)を備え、該内側流路(18)の遠位端が、主中空ランス(2)の近位端に接続され、かつ内側流路の近位端が、保持体(8)の中へ通じ、前記スリーブ(10)が、近位端に2つの三日月形状面(19)を備え、該2つの三日月形状面(19)が、内側流路(18)の内側へ向かって、かつスリーブ(10)の遠位端へ向かって傾斜し、前記三日月形状面(19)それぞれが、保持体(8)の一方の内側円筒面(12)に一致して延在するように設けられることとを特徴とする、吸い出し針(1)。
【請求項2】
スリーブ(10)が、主中空ランス(2)の近位端を越えて延在し、三日月形状面(19)が、主中空ランス(2)の近位端から離れて設けらることを特徴とする、請求項1に記載の吸い出し針。
【請求項3】
スリーブ(10)が、保持体(8)に固定されることを特徴とする、請求項1または2に記載の吸い出し針。
【請求項4】
スリーブ(10)が、主中空ランス(2)に成形されることを特徴とする、請求項1から3のいずれか一項に記載の吸い出し針。
【請求項5】
スリーブ(10)が、フールプルーフ型の角張った装置(15、16)を備えることを特徴とする、請求項1から4のいずれか一項に記載の吸い出し針。
【請求項6】
主中空ランス(2)に挿入される通気中空ランス(5)をさらに備え、通気中空ランス(5)が、スリーブ(10)の内側流路(18)を通り抜けることを特徴とする、請求項1から5のいずれか一項に記載の吸い出し針。
【請求項7】
通気中空ランス(5)が、近位端に支持体(11)を備え、支持体(11)が、保持体(8)に固定されることを特徴とする、請求項6に記載の吸い出し針。
【請求項8】
支持体(11)が、通気中空ランス(5)の近位端に成形されることを特徴とする、請求項7に記載の吸い出し針。
【請求項9】
保持体(8)が、スリーブ(10)と支持体(11)とに成形されることを特徴とする、請求項7または8に記載の吸い出し針。
【請求項10】
保持体(8)が、スリーブ(10)が保持されるハウジング(22)と、前記ハウジング(22)に連通する2つの導管(12)と、支持体(11)のためのハウジング(24)とを備え、前記ハウジング(22、24)が、整列されることを特徴とする、請求項7から9のいずれか一項に記載の吸い出し針。
【請求項11】
保持体(8)が、通気中空ランス(5)を収容すると共に、2つの導管(12)に連通する接続流路(23)をさらに備えることを特徴とする、請求項10に記載の吸い出し針。
【請求項12】
スリーブ(10)が、弾性的に変形可能であることを特徴とする、請求項1から11のいずれか一項に記載の吸い出し針。
【請求項13】
主中空ランス(2)が、遠位端に押しつぶされたヒール(25)を備えることを特徴とする、請求項1から12のいずれか一項に記載の吸い出し針。
【請求項14】
保持体(8)に取り付けられた掴み手段(9)をさらに備えることを特徴とする、請求項1から13のいずれか一項に記載の吸い出し針。
【請求項15】
請求項1から14のいずれか一項に記載の吸い出し針(1)の製造方法であって、前記製造方法が、
・ スリーブ(10)に三日月形状面(19)を形成するように構成されたV字形コアを使用して、主中空ランス(2)にスリーブ(10)を成形する工程と、
・ 前記コアと同じ形態のV字を形成する2つの円筒状コアピン(20)を使用して、スリーブ(10)に保持体(8)を成形する工程とを含む、方法。
【請求項1】
突き刺し操作を実行するように構成された遠位端を有する主中空ランス(2)を備え、前記中空ランス(2)は、2つの導管(12)に接続され、各2つの導管(12)が、管に接続されるための差込口(7)を備える、吸い出し針(1)であって、前記吸い出し針(1)が、主中空ランス(2)を保持するための保持体(8)を備え、前記保持体(8)が、前記導管(12)を形成する2つの内側円筒面を画定していることと、主中空ランス(2)が、近位端に、内側流路(18)を有するスリーブ(10)を備え、該内側流路(18)の遠位端が、主中空ランス(2)の近位端に接続され、かつ内側流路の近位端が、保持体(8)の中へ通じ、前記スリーブ(10)が、近位端に2つの三日月形状面(19)を備え、該2つの三日月形状面(19)が、内側流路(18)の内側へ向かって、かつスリーブ(10)の遠位端へ向かって傾斜し、前記三日月形状面(19)それぞれが、保持体(8)の一方の内側円筒面(12)に一致して延在するように設けられることとを特徴とする、吸い出し針(1)。
【請求項2】
スリーブ(10)が、主中空ランス(2)の近位端を越えて延在し、三日月形状面(19)が、主中空ランス(2)の近位端から離れて設けらることを特徴とする、請求項1に記載の吸い出し針。
【請求項3】
スリーブ(10)が、保持体(8)に固定されることを特徴とする、請求項1または2に記載の吸い出し針。
【請求項4】
スリーブ(10)が、主中空ランス(2)に成形されることを特徴とする、請求項1から3のいずれか一項に記載の吸い出し針。
【請求項5】
スリーブ(10)が、フールプルーフ型の角張った装置(15、16)を備えることを特徴とする、請求項1から4のいずれか一項に記載の吸い出し針。
【請求項6】
主中空ランス(2)に挿入される通気中空ランス(5)をさらに備え、通気中空ランス(5)が、スリーブ(10)の内側流路(18)を通り抜けることを特徴とする、請求項1から5のいずれか一項に記載の吸い出し針。
【請求項7】
通気中空ランス(5)が、近位端に支持体(11)を備え、支持体(11)が、保持体(8)に固定されることを特徴とする、請求項6に記載の吸い出し針。
【請求項8】
支持体(11)が、通気中空ランス(5)の近位端に成形されることを特徴とする、請求項7に記載の吸い出し針。
【請求項9】
保持体(8)が、スリーブ(10)と支持体(11)とに成形されることを特徴とする、請求項7または8に記載の吸い出し針。
【請求項10】
保持体(8)が、スリーブ(10)が保持されるハウジング(22)と、前記ハウジング(22)に連通する2つの導管(12)と、支持体(11)のためのハウジング(24)とを備え、前記ハウジング(22、24)が、整列されることを特徴とする、請求項7から9のいずれか一項に記載の吸い出し針。
【請求項11】
保持体(8)が、通気中空ランス(5)を収容すると共に、2つの導管(12)に連通する接続流路(23)をさらに備えることを特徴とする、請求項10に記載の吸い出し針。
【請求項12】
スリーブ(10)が、弾性的に変形可能であることを特徴とする、請求項1から11のいずれか一項に記載の吸い出し針。
【請求項13】
主中空ランス(2)が、遠位端に押しつぶされたヒール(25)を備えることを特徴とする、請求項1から12のいずれか一項に記載の吸い出し針。
【請求項14】
保持体(8)に取り付けられた掴み手段(9)をさらに備えることを特徴とする、請求項1から13のいずれか一項に記載の吸い出し針。
【請求項15】
請求項1から14のいずれか一項に記載の吸い出し針(1)の製造方法であって、前記製造方法が、
・ スリーブ(10)に三日月形状面(19)を形成するように構成されたV字形コアを使用して、主中空ランス(2)にスリーブ(10)を成形する工程と、
・ 前記コアと同じ形態のV字を形成する2つの円筒状コアピン(20)を使用して、スリーブ(10)に保持体(8)を成形する工程とを含む、方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2006−181345(P2006−181345A)
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【外国語出願】
【出願番号】特願2005−305280(P2005−305280)
【出願日】平成17年10月20日(2005.10.20)
【出願人】(390019585)ミリポア・コーポレイション (212)
【氏名又は名称原語表記】MILLIPORE CORPORATION
【Fターム(参考)】
【公開日】平成18年7月13日(2006.7.13)
【国際特許分類】
【出願番号】特願2005−305280(P2005−305280)
【出願日】平成17年10月20日(2005.10.20)
【出願人】(390019585)ミリポア・コーポレイション (212)
【氏名又は名称原語表記】MILLIPORE CORPORATION
【Fターム(参考)】
[ Back to top ]