
二重壁構造を有する合成樹脂製ボトル
【課題】 落下等の衝撃を受けた場合にボトル本体と外殻体との間の剥離を防止し、立体装飾効果が失われることのない二重壁構造を有する合成樹脂製ボトルを提供することを技術的課題とする。
【解決手段】 口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、外殻体(21)はボトル本体(11)をインサート材とした射出成形により形成され、外殻体(21)とボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、外殻体(21)がポリエステル系樹脂で形成され、ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成された構成とする。
【解決手段】 口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、外殻体(21)はボトル本体(11)をインサート材とした射出成形により形成され、外殻体(21)とボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、外殻体(21)がポリエステル系樹脂で形成され、ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成された構成とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インサート成形技術を利用して成形した二重壁構造を有する合成樹脂製ボトルに関するものである。
【背景技術】
【0002】
二重壁構造の合成樹脂製ボトルとして、外殻体を透明にした構成のものが優れた光学的な加飾機能が発揮できることから、高級感のあるパーケージングで商品の差別化が要望される化粧料容器への利用展開が進んでいる。
その二重壁構造の成形手法として、内層を構成するボトル本体の一部もしくは全体をインサート材とし、透明な外殻体を射出成形により成形するインサート成形手法が知られている。
【0003】
このインサート成形にあっては、インサート材となるボトル本体を金型内に保持し、ボトル本体の外周面と割金型との間に形成されたキャビティ内に溶融樹脂を射出して充填する。例えば、特許文献1には、ボトル本体をインサート材として割金型に組付け、ボトル本体内に冷却水を循環供給して冷却する方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭49−083751号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記説明したような二重壁構造を有するボトルでは、ボトル本体と外殻体とが密着する状態で形成されており、ボトル本体の外周面の色彩や模様は、ぼんやり浮き上がるような幻想的な味わいの装飾感を醸し出し、外周面に積層した印刷層等の加飾層は、透明な外殻体の周壁中に浮き上がり、視る角度や位置によって見え方が変わる複雑な立体感のある、光学的な装飾効果(以下、立体装飾効果と記す)を発揮させる。
【0006】
しかし、上記従来の二重壁構造を有するボトルでは、ボトル本体と外殻体の間の密着強度が低く、例えば落下等の予期せぬ衝撃を受けた時、ボトル本体と外殻体の弾性の違いなどから密着している部分(以下、密着部分と記す)が剥離するという問題がある。
【0007】
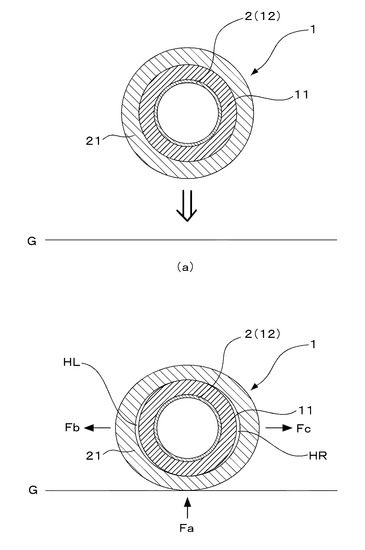
ここで図8は従来の二重壁構造を有する合成樹脂製ボトル(以下、単にボトルと記す。)の説明図であり、(a)は剥離前のボトルの断面図、(b)は落下による衝撃が発生した瞬間の剥離現象を示すボトルの断面図である。なお、図8(a)及び(b)は、後述するボトル(図1参照)の横断面図に相当するものである。
【0008】
図8(a)示すように、PET樹脂によって形成されたボトル本体11をインサート材として、PCTA樹脂によって外殻体21をインサート成形してボトル1を形成すると、外殻体21の内周面とボトル本体11の外周面とは融着により密着させられる。
【0009】
図8(b)に示すように、側面から面Gに落下させた場合、面Gとボトル1の接触面に瞬間的に非常に強い衝撃力が加わる(図中Fa)。この衝撃力によって、ボトル1は僅かに水平方向に沿って横長状に扁平する。
【0010】
この扁平変形は、外側の外殻体21と内側のボトル本体11の双方とも受けるが、外殻体21とボトル本体11の弾性の違いなどから、扁平の度合いに差が生じ、外側の外殻体21と内側のボトル本体11の密着部分の内、水平方向(図中Fb, Fc)に僅かな隙間HL、HRが生じる。従来の外殻体21とボトル本体11との間の密着強度が低いボトル1では、このときの衝撃で密着状態が解消されてしまい、外殻体21とボトル本体11とが剥離することがある。
【0011】
このように密着状態が解消されて剥離現象が起こると、上記の立体装飾効果も失われる。このため、落下等の不測の衝撃によって部分的に剥離すると、ボトル本体11の側面に施された立体装飾効果は、剥離部分で失われる。従って、ボトル本体11の側面は、剥離部分だけ立体装飾効果が消えて、胴部の外周面の色彩や模様が、外殻体21を素通しして見えることとなり、醜い外観を与えてしまうという問題があった。
【0012】
本発明は、上記した従来技術における問題点を解消すべく、ボトル本体と外殻体とからなる二重壁構造の合成樹脂製ボトルにおいて、落下等の衝撃を受けた場合であってもボトル本体と外殻体との間の剥離を防止し、立体装飾効果が失われることのない二重壁構造を有する合成樹脂製ボトルを創出することを課題とする。
【課題を解決するための手段】
【0013】
上記課題を解決するための本発明の主たる構成は、口筒部を有する合成樹脂製ブロー成形壜体であるボトル本体と、ボトル本体の胴部と底部を外装する有底筒状の透明な合成樹脂製の外殻体とから構成され、外殻体はボトル本体をインサート材とした射出成形により形成され、外殻体とボトル本体とが密着している二重壁構造を有する合成樹脂製ボトルであって、
外殻体がポリエステル系樹脂で形成され、ボトル本体がPET樹脂中にPCT系樹脂を含有する樹脂で形成されていることを特徴とする、と云うものである。
【0014】
上記構成によれば、外殻体の内周面とボトル本体の外周面との間が、成形時の熱融着により強固に密着した状態で形成されるため、密着部分の剥離を確実に防止する。例えば、落下程度の衝撃では、外殻体とボトル本体との間に剥離を生じさせることがない。
【0015】
本発明の他の構成は、例えば、外殻体を形成するポリエステル系樹脂がPCTAまたはPCTGであり、ボトル本体を形成するPET樹脂に含まれるPCT系樹脂がトライタン(TRITANはイーストマンケミカル社の登録商標、以下同様)である、と云うものである。
【0016】
上記構成では、PCTAまたはPCTGを使用することにより、PET樹脂からなるボトル本体との相性や、成形性、機械的な強度、耐薬品性に優れた外殻体を得ることができる。
特に、ボトル本体にPCT系樹脂のトライタンを含ませることにより、PCTAまたはPCTGからなる外殻体と相俟って、ボトル本体と外殻体との間の密着強度を飛躍的に向上させる。
【0017】
また本発明の他の構成は、ボトル本体を形成するPET樹脂に含まれるトライタンの含有量が、少なくとも10重量%以上である、と云うものである。
【0018】
上記構成では、常温環境下は勿論のこと、低温環境下においても外殻体とボトル本体との間の優れた密着強度を維持する。
【0019】
なお、トライタンの含有量の下限値は、低温環境下における密着強度の低下を防止する上では10重量%とすることが好適であるが、上限値に関しては特に制限はない。
【0020】
また本発明の他の構成は、ボトル本体は、胴部の外周面にホットスタンプ法により文字、図形または記号を構成する加飾層片を転写、積層されている、と云うものである。
【0021】
上記構成では、ホットスタンプ法による加飾効果と二重壁構造による3次元的な視覚効果が相俟って、ボトルに高級感を付与する。
【発明の効果】
【0022】
本発明は、上記した構成となっているので、以下の示す効果を奏する。
外殻体の内周面とボトル本体の胴部外周面との間を強固に密着させることができるため、落下等の予期せぬ衝撃に対して、ボトル本体と外殻体の弾性の違いに基づく剥離を未然に防ぐことが可能である。このため、二重壁構造を有するボトルの優れた特徴である立体装飾効果が失われることがなくなり、落下等の衝撃を受けた場合であっても立体装飾効果を維持することができる。
【0023】
また外殻体はボトル本体をインサート材として射出成形するという従来の成形方法をそのまま用いることができ、従来の製造設備を変更する必要がない。しかも外殻体とボトル本体との間をより強固に密着させることができるため、例えば外殻体とボトル本体との間に剥離を防止するための補強用の接着剤を用いる必要もなく、この点で製造工程が複雑となることを防止することが可能である。
【0024】
また構造的には、ボトル本体の胴部外周面の全域が外殻体の内周面に密着することになるため、外殻体とボトル本体との間の密着強度をボトル全体として強化することが可能である。これにより、如何なる姿勢で落下しても、落下時の衝撃に耐えて剥離することのない二重壁構造の合成樹脂製ボトルとすることができる。
【0025】
また外殻体を形成するポリエステル系樹脂がPCTAまたはPCTGであり、ボトル本体を形成するPET樹脂に含まれるPCT系樹脂がトライタンであるとする構成では、これら具体的な材料の組み合せにより、ボトル本体をインサート材として外殻体をボトル本体の周囲に射出成形した場合のボトル本体と外殻体との間の密着強度を従来に比較して飛躍的に向上させることが可能となり、耐剥離性に優れた二重壁構造の合成樹脂製ボトルを得ることができる。
【0026】
またボトル本体を形成するPET樹脂に含まれるトライタンの含有量が、少なくとも10重量%以上である構成としたものでは、常温環境下は勿論のこと、低温環境下においても外殻体とボトル本体との間の密着強度の低下を防ぐことができる。このため、寒冷地において落下等の衝撃を受けた場合でも二重壁構造を有するボトルに剥離が生じることを防ぐことができる。すなわち、広い温度範囲の環境下で耐剥離性に優れた二重壁構造を有するボトルを得ることができる。
【0027】
さらにボトル本体は、胴部の外周面にホットスタンプ法により文字、図形または記号を構成する加飾層片を転写、積層する構成のものでは、ボトルに高級感を付与することができ、商品(例えば化粧料容器)としての付加価値を高めることが可能となる。
【図面の簡単な説明】
【0028】
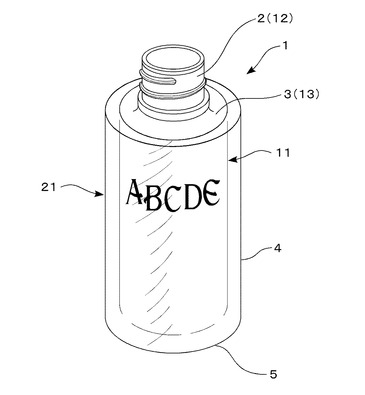
【図1】本発明の合成樹脂製ボトルの一実施例を示す、全体斜視図である。
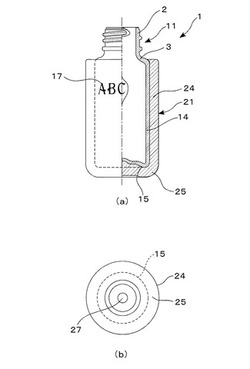
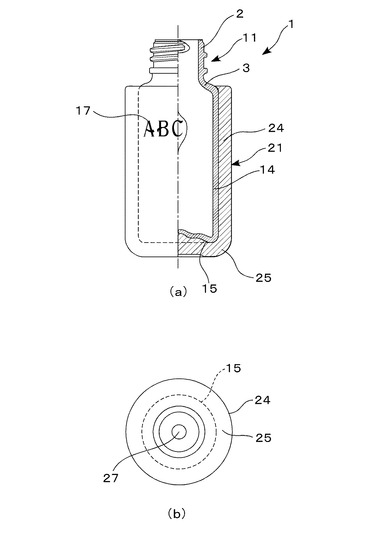
【図2】図1のボトルの(a)は半縦断面図、(b)は底面図である。
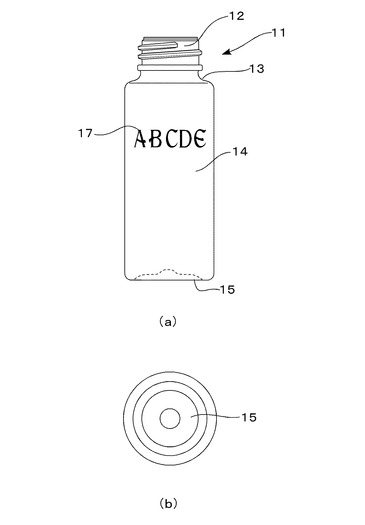
【図3】図1のボトルに使用されるボトル本体の(a)は正面図、(b)は底面図である。
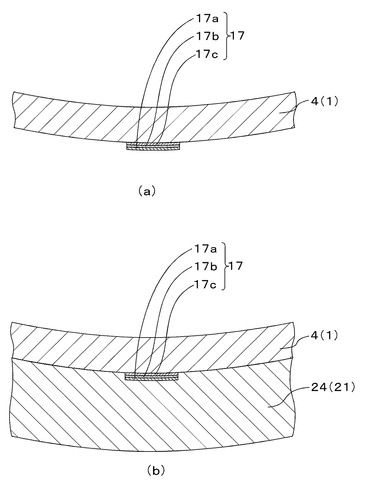
【図4】加飾層片の(a)は図3のボトル本体での積層状態、(b)は図1のボトルでの積層状態を概略的に示す断面図である。
【図5】ホットスタンプ法の一例としての該略説明図である。
【図6】本発明の成形方法の説明に供する、成形前の金型構成図である。
【図7】本発明の成形方法の説明に供する、成形後の金型構成図である。
【図8】従来のボトルの説明図であり、(a)は剥離前のボトルの断面図、(b)は落下による衝撃が発生した瞬間の剥離現象を示すボトルの断面図である。
【発明を実施するための形態】
【0029】
以下、本発明の実施形態を、実施例に沿って図面を参照しながら説明する。
図1〜4は本発明の二重壁構造を有する合成樹脂製ボトル(以下、単にボトルと記す。)の一実施例を示すものであり、図1は全体斜視図、図2(a)は半縦断面図、図2(b)は底面図、図3(a)は図1のボトル1に使用されるボトル本体11の正面図、図3(b)は底面図、図4(a)はボトル本体11での加飾層片17の積層状態、図4(b)はボトル1での加飾層片17の積層状態を概略的に示す断面図である。
【0030】
このボトル1は円筒状の口筒部2、肩部3、円筒状の胴部4そして底部5を有し、ボトル本体11とこのボトル本体11を外装する透明で厚肉の外殻体21から構成されており、全高さが85mm、胴部4の径が47mmの壜体である。
【0031】
ボトル本体11は、ポリシクロヘキサンジメチレンテレフタレート系樹脂(以下、PCT系樹脂という)を含むポリエチレンテレフタレート樹脂(以下、PET樹脂という)を用いて2軸延伸ブロー成形された合成樹脂製の壜体である。なお、ボトル本体11は目的に応じて不透明なものとすることができるし、透明なものとすることもできる。
【0032】
PCT系樹脂としては、例えばイーストマンケミカル社製のトライタンTX1000、TX2000を利用することができる。
【0033】
また、図3(a)、図4(a)に示されるようにボトル本体11の胴部14の外周面にはホットスタンプ法により、文字、図形または記号等を構成する金属箔膜層17bなどからなる加飾層片17が配置、積層されている。本実施例では、図1及び図2に示すように図案化した金色の文字(A、B、C、D、E)が描かれている。なお、文字、図形または記号等は、金属を使用して形成される金属箔膜層17b以外の層、例えば印刷層、塗装膜層により形成されているものであってもよい。
【0034】
本発明ではボトル本体11の胴部14の外周面に金属箔膜層17b、印刷層または塗装膜層等による加飾層片17を積層し、この加飾層片17による文字、図形または記号等が透明な外殻体21の周壁の中に浮き上がるような3次元的な視覚効果を発揮する。
【0035】
特に、ホットスタンプ法を使用し、金色等のメタリック調の文字に形成された金属箔膜層17bで商品名やブランド名を表すことにより、さらに高いレベルで高級感のあるパッケージングとすることが可能となる。
【0036】
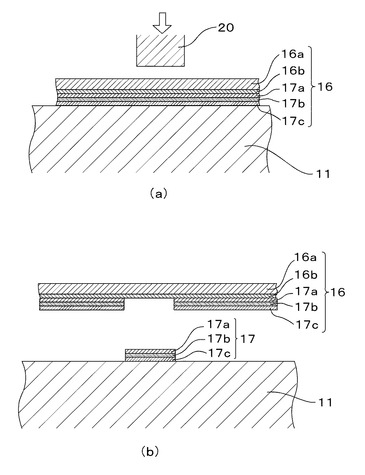
図5はホットスタンプ法の一例としての該略説明図であり、この実施例のホットスタンプ法に使用する転写フィルム16は基本的に、基材フィルム16a/剥離層16b/クリアコート層17a/金属箔膜層17b/接着層17cと云うような層構成のものを使用する。そして、図5(a)にあるように転写フィルム16をボトル本体11の外周面に配設し、加熱した刻印20で押圧することにより、押圧された領域で接着層17cが軟化し、ボトル本体11の外周面に接着固定され、図5(b)に示されるように当該領域で、クリアコート層17a/金属箔膜層17b/接着層17cからなる加飾層片17が、剥離層16bから剥離してボトル本体11の外周面に転写される。
【0037】
外殻体21は、PCT系樹脂を含むPET樹脂製のボトル本体11との密着性の相性や、成形性、機械的な強度、耐薬品性に優れている点からPCTA、PCTG等のポリエステル系樹脂の透明な樹脂で形成されており、円筒状の筒状部24と底部25からなる有底筒状体のもので、例えば筒状部24の周壁の肉厚は5.0mm、また底部25の肉厚は薄い部分で4.0mmである。なお、外殻体21は、上記の立体装飾効果が得られる透明なもの以外に、例えば半透明なもの、あるいは着色透明なものでもよい。
【0038】
本実施例のボトル1は後ほど説明する方法で、ボトル本体11をインサート材として射出成形により外殻体21を成形して得られたものである。ここで、ボトル本体11に含まれるPCT系樹脂である後述のトライタンの含有量と温度環境との関係について、ボトル1を地面に落下させた場合の剥離現象(ボトル本体11と外殻体21との間の剥離)の有無の面から説明する。
【0039】
ボトル本体11と外殻体21との間の密着強度は、ボトル本体11を構成するPET樹脂と外殻体21を構成するポリエステル系樹脂との相性に影響されるが、特に本発明のようにトライタンを含有するボトル本体11は、トライタンを含まない従来のボトル本体に比較して外殻体21との密着強度を飛躍的に向上させる。
【0040】
ボトル1を様々な姿勢で地面に落下させて強い衝撃を与えたところ、トライタンの含有量が10重量%以上の場合には常温環境下及び低温環境下共に剥離現象は全く見られなかった。その一方、トライタンの含有量を10重量%未満(例えば5重量%)とした場合には、常温環境下では剥離現象は見られなかったが、低温環境下では剥離現象が起きる場合が見られた。
【0041】
すなわち、ボトル本体11と外殻体21との間の密着強度は、トライタンの含有量が10重量%以上とした場合には、常温環境下及び低温環境下の双方において落下程度の衝撃では剥離現象を起こさない強い密着強度を有する。その一方、トライタンの含有量を10重量%未満とした場合には、常温環境下での剥離現象が見られないが、低温環境下では落下程度の衝撃でも剥離現象が起き易くなると考えられる。
よって、全ての温度環境下に対応する場合のトライタンの含有量の下限値は、ボトル本体11を形成する樹脂中に、少なくとも10重量%以上含めれていることが好ましい。
ただし、トライタンの含有量の下限値は、ボトル本体11の大きさにも依存するため、ボトル本体11を形成するPET樹脂に含有されていれば外殻体21との間の密着強度を高めることができ、必ずしも10重量%以上に限るものではない。
【0042】
なお、トライタンの含有量の上限値については特に制限はなく、例えばトライタンのみ(100重量%)でボトル本体11を形成することも可能ではあるが、トライタンはPET樹脂に比較して高価であるため、その上限値は製造コスト等を考慮し、適宜設定することが可能である。
【0043】
なお、剥離現象の生じていないボトル1では、着色したボトル本体11と共に、金属箔膜層17bによる文字、図形または記号等が厚肉で透明な外殻体21の中に浮かぶような視覚効果が発揮され、高品位で高級な加飾性が発揮された状態が維持されている。
【0044】
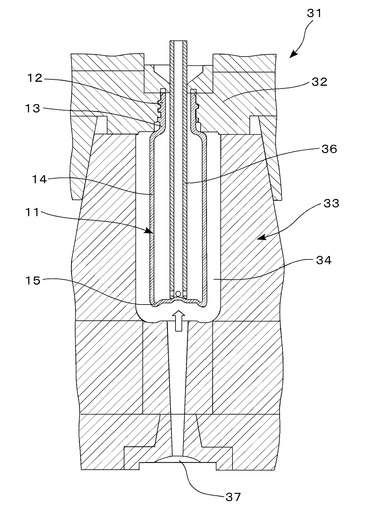
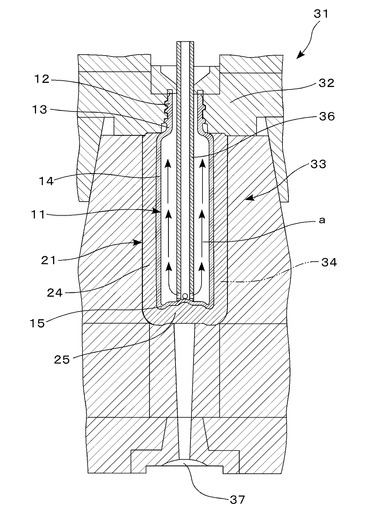
次に、上記実施例のボトル1の成形方法について図6、7を参照しながら説明する。図6、7はボトル本体11をインサート材として外殻体21を成形するための射出金型31の構成例と、ボトル1の成形手順例を説明する図で、図6は成形前の金型構成図、図7は成形後の金型構成図、である。
【0045】
図6に示されるように、射出金型31は、主としてボトル本体保持部32とキャビティ金型33とから構成されており、PCT系樹脂としてのトライタンを含有するPET樹脂を用いて2軸延伸ブロー成形されたボトル本体11はその口筒部12をボトル本体保持部32で固定し、キャビティ金型33内に垂下状にセットされ、ボトル本体11をコア部としての機能を発揮するインサート材とし、キャビティ金型33との間に溶融樹脂を充填して外殻体21が成形されるキャビティ34が形成されている。また、キャビティ金型33のボトル本体11の底部15に対向する位置にはキャビティ34と連通するようにゲート口37が配設されている。
【0046】
また、垂下設されたボトル本体11にはエアピン36が挿入されておりこのエアピン36は、その先端をボトル本体11の底部15に当接させ、その先端部に冷却エアaの噴出孔を開口させている。そして、ボトル本体11には、エアピン36を介して冷却エアaが循環供給されるが、この冷却エアaは、冷却機により冷たくした空気を使用しても良いし、射出される溶融樹脂よりも温度の低い常温空気を使用しても良い。
【0047】
そして、図6に示されるようにキャビティ金型33内にボトル本体11をセットした状態で、外殻体21を形成する合成樹脂、本実施例ではPCTA、PCTG等のポリエステル樹脂を溶融した状態でゲート口37からキャビティ34に射出する。この際、溶融樹脂は図6中に示めされる白抜き矢印のようにボトル本体11の底部15に衝突するように流動し、胴部14の周壁に回り込み、その後周壁に沿って胴部14の上端部まで流動し、キャビティ34を充填し、図7に示されるように外殻体21が成形される。
【0048】
上記のように成形した場合、外殻体21を形成する、射出された高温溶融樹脂が冷却されると、外殻体21は収縮してトライタンを含むボトル本体11と外殻体21との密着強度が強固になる(図4(b)参照)。
【0049】
ここで、上記のような溶融樹脂の流動挙動によると、射出される高温の溶融樹脂の熱および射出圧がボトル本体11の底部15近傍に直接的に作用し、底部15近傍が極端な場合には大きく押潰し状に変形してしまう恐れがあり、また小さな押潰し状の変形でも、底部15近傍の外表面にはその変形に伴って皺が発生するので成形されたボトル1では透明な外殻体21を透過してこの皺が現出し、本来の加飾性が損なわれてしまう恐れがあるが、この点は、底部15近傍の変形を、ボトル本体11の冷却エアaによる冷却の強化の他にも、計量充填法の採用、外殻体21の底部25も含めた周壁の厚肉化、と云う手段を合わせることにより抑制することができる。
【0050】
特に、計量充填法はキャビティ34の容積に合わせて予め決めた量の溶融樹脂をキャビティ34に充填し、保圧工程を省略するものであり、この計量充填法を採用することにより保圧工程による大きな圧力上昇を回避することが可能である。
【0051】
本発明では、ボトル本体11にトライタンを含有させることにより、ボトル本体11と外殻体21との間の密着強度を強化することができるため、大きな圧力を作用させる保圧工程を省略することが可能な計量充填法を用いて成形することができる。この計量充填法を採用することにより、ボトル本体11の底部15近傍の外表面に皺が形成されることがなくなり、上述のホットスタンプ法によりボトル本体11の外表面に加飾層片17の転写を行っても加飾層片17自体に剥がれが生じたり、皺あるいはひび割れなどの発生し難いボトル本体11とすることができ、ボトル1の高級感が維持することが可能となる。
【0052】
なお、外殻体21の周壁の厚肉化と云う点いついては、実験的に検討した結果では、筒状部24の周壁が少なくとも2.5mm、また底部25が少なくとも3.0mmの肉厚を有するようにすることが目安となり、上記実施例の壜体では外殻体21の筒状部24の肉厚を5.0mm、また底部25の肉厚は薄い部分で4.0mmとしている。
勿論、外殻体21の周壁の厚さに係る上記数値はあくまでも目安であり、ボトル本体11に使用する樹脂の耐熱性や、ボトル本体11の周壁の肉厚等を考慮して適宜設定するものである。
【0053】
以上、実施例に沿って本発明の二重壁構造を有する合成樹脂製ボトルの構成と、その作用効果について説明したが、本発明はこれら実施例に限定されるものではない。
たとえばボトル本体と外殻体の形状の組み合わせについて上記実施例では円筒状の胴部に円筒状の筒状部を組み合わせたものとしたが、外殻体を多角形筒状としてクリスタルガラス状にする等、様々な組み合わせを採用することができる。
【0054】
また、ホットスタンプ法による加飾についても図案化した文字や記号に限定されることなく、絵柄や模様等の図形、加飾目的に合わせた形状とすることができ、さらに加飾目的に応じて印刷層や蒸着層等の他の加飾層を追加、積層することもできる。
また、加飾層片の表面を保護層で覆う構成とするものであってもよい。この構成では、高温の溶融樹脂との接触による加飾層片の劣化を防ぐことができる。
【産業上の利用可能性】
【0055】
以上説明したように、本発明の二重壁構造を有する合成樹脂製ボトルは、強い密着強度を有してボトル本体と外殻体との間の剥離を防止し、落下等の衝撃が与えられても立体装飾効果が失われることがないことから、特に高級感が求められる化粧料容器等の分野で幅広い利用が期待される。
【符号の説明】
【0056】
1 ;ボトル
2 ;口筒部
3 ;肩部
4 ;胴部
5 ;底部
11 ;ボトル本体
12 ;口筒部
13 ;肩部
14 ;胴部
15 ;底部
16 ;転写フィルム
16a;基材フィルム
16b;剥離層
17 ;加飾層片
17a;クリアコート層
17b;金属箔膜層
17c;接着層
21 ;外殻体
24 ;筒状部
25 ;底部
31 ;射出金型
32 ;ボトル本体保持部
33 ;キャビティ金型
34 ;キャビティ
36 ;エアピン
37 ;ゲート口
a ;冷却エア
G ;面
HL ;隙間(左側の剥離部分)
HR ;隙間(右側の剥離部分)
【技術分野】
【0001】
本発明は、インサート成形技術を利用して成形した二重壁構造を有する合成樹脂製ボトルに関するものである。
【背景技術】
【0002】
二重壁構造の合成樹脂製ボトルとして、外殻体を透明にした構成のものが優れた光学的な加飾機能が発揮できることから、高級感のあるパーケージングで商品の差別化が要望される化粧料容器への利用展開が進んでいる。
その二重壁構造の成形手法として、内層を構成するボトル本体の一部もしくは全体をインサート材とし、透明な外殻体を射出成形により成形するインサート成形手法が知られている。
【0003】
このインサート成形にあっては、インサート材となるボトル本体を金型内に保持し、ボトル本体の外周面と割金型との間に形成されたキャビティ内に溶融樹脂を射出して充填する。例えば、特許文献1には、ボトル本体をインサート材として割金型に組付け、ボトル本体内に冷却水を循環供給して冷却する方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭49−083751号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記説明したような二重壁構造を有するボトルでは、ボトル本体と外殻体とが密着する状態で形成されており、ボトル本体の外周面の色彩や模様は、ぼんやり浮き上がるような幻想的な味わいの装飾感を醸し出し、外周面に積層した印刷層等の加飾層は、透明な外殻体の周壁中に浮き上がり、視る角度や位置によって見え方が変わる複雑な立体感のある、光学的な装飾効果(以下、立体装飾効果と記す)を発揮させる。
【0006】
しかし、上記従来の二重壁構造を有するボトルでは、ボトル本体と外殻体の間の密着強度が低く、例えば落下等の予期せぬ衝撃を受けた時、ボトル本体と外殻体の弾性の違いなどから密着している部分(以下、密着部分と記す)が剥離するという問題がある。
【0007】
ここで図8は従来の二重壁構造を有する合成樹脂製ボトル(以下、単にボトルと記す。)の説明図であり、(a)は剥離前のボトルの断面図、(b)は落下による衝撃が発生した瞬間の剥離現象を示すボトルの断面図である。なお、図8(a)及び(b)は、後述するボトル(図1参照)の横断面図に相当するものである。
【0008】
図8(a)示すように、PET樹脂によって形成されたボトル本体11をインサート材として、PCTA樹脂によって外殻体21をインサート成形してボトル1を形成すると、外殻体21の内周面とボトル本体11の外周面とは融着により密着させられる。
【0009】
図8(b)に示すように、側面から面Gに落下させた場合、面Gとボトル1の接触面に瞬間的に非常に強い衝撃力が加わる(図中Fa)。この衝撃力によって、ボトル1は僅かに水平方向に沿って横長状に扁平する。
【0010】
この扁平変形は、外側の外殻体21と内側のボトル本体11の双方とも受けるが、外殻体21とボトル本体11の弾性の違いなどから、扁平の度合いに差が生じ、外側の外殻体21と内側のボトル本体11の密着部分の内、水平方向(図中Fb, Fc)に僅かな隙間HL、HRが生じる。従来の外殻体21とボトル本体11との間の密着強度が低いボトル1では、このときの衝撃で密着状態が解消されてしまい、外殻体21とボトル本体11とが剥離することがある。
【0011】
このように密着状態が解消されて剥離現象が起こると、上記の立体装飾効果も失われる。このため、落下等の不測の衝撃によって部分的に剥離すると、ボトル本体11の側面に施された立体装飾効果は、剥離部分で失われる。従って、ボトル本体11の側面は、剥離部分だけ立体装飾効果が消えて、胴部の外周面の色彩や模様が、外殻体21を素通しして見えることとなり、醜い外観を与えてしまうという問題があった。
【0012】
本発明は、上記した従来技術における問題点を解消すべく、ボトル本体と外殻体とからなる二重壁構造の合成樹脂製ボトルにおいて、落下等の衝撃を受けた場合であってもボトル本体と外殻体との間の剥離を防止し、立体装飾効果が失われることのない二重壁構造を有する合成樹脂製ボトルを創出することを課題とする。
【課題を解決するための手段】
【0013】
上記課題を解決するための本発明の主たる構成は、口筒部を有する合成樹脂製ブロー成形壜体であるボトル本体と、ボトル本体の胴部と底部を外装する有底筒状の透明な合成樹脂製の外殻体とから構成され、外殻体はボトル本体をインサート材とした射出成形により形成され、外殻体とボトル本体とが密着している二重壁構造を有する合成樹脂製ボトルであって、
外殻体がポリエステル系樹脂で形成され、ボトル本体がPET樹脂中にPCT系樹脂を含有する樹脂で形成されていることを特徴とする、と云うものである。
【0014】
上記構成によれば、外殻体の内周面とボトル本体の外周面との間が、成形時の熱融着により強固に密着した状態で形成されるため、密着部分の剥離を確実に防止する。例えば、落下程度の衝撃では、外殻体とボトル本体との間に剥離を生じさせることがない。
【0015】
本発明の他の構成は、例えば、外殻体を形成するポリエステル系樹脂がPCTAまたはPCTGであり、ボトル本体を形成するPET樹脂に含まれるPCT系樹脂がトライタン(TRITANはイーストマンケミカル社の登録商標、以下同様)である、と云うものである。
【0016】
上記構成では、PCTAまたはPCTGを使用することにより、PET樹脂からなるボトル本体との相性や、成形性、機械的な強度、耐薬品性に優れた外殻体を得ることができる。
特に、ボトル本体にPCT系樹脂のトライタンを含ませることにより、PCTAまたはPCTGからなる外殻体と相俟って、ボトル本体と外殻体との間の密着強度を飛躍的に向上させる。
【0017】
また本発明の他の構成は、ボトル本体を形成するPET樹脂に含まれるトライタンの含有量が、少なくとも10重量%以上である、と云うものである。
【0018】
上記構成では、常温環境下は勿論のこと、低温環境下においても外殻体とボトル本体との間の優れた密着強度を維持する。
【0019】
なお、トライタンの含有量の下限値は、低温環境下における密着強度の低下を防止する上では10重量%とすることが好適であるが、上限値に関しては特に制限はない。
【0020】
また本発明の他の構成は、ボトル本体は、胴部の外周面にホットスタンプ法により文字、図形または記号を構成する加飾層片を転写、積層されている、と云うものである。
【0021】
上記構成では、ホットスタンプ法による加飾効果と二重壁構造による3次元的な視覚効果が相俟って、ボトルに高級感を付与する。
【発明の効果】
【0022】
本発明は、上記した構成となっているので、以下の示す効果を奏する。
外殻体の内周面とボトル本体の胴部外周面との間を強固に密着させることができるため、落下等の予期せぬ衝撃に対して、ボトル本体と外殻体の弾性の違いに基づく剥離を未然に防ぐことが可能である。このため、二重壁構造を有するボトルの優れた特徴である立体装飾効果が失われることがなくなり、落下等の衝撃を受けた場合であっても立体装飾効果を維持することができる。
【0023】
また外殻体はボトル本体をインサート材として射出成形するという従来の成形方法をそのまま用いることができ、従来の製造設備を変更する必要がない。しかも外殻体とボトル本体との間をより強固に密着させることができるため、例えば外殻体とボトル本体との間に剥離を防止するための補強用の接着剤を用いる必要もなく、この点で製造工程が複雑となることを防止することが可能である。
【0024】
また構造的には、ボトル本体の胴部外周面の全域が外殻体の内周面に密着することになるため、外殻体とボトル本体との間の密着強度をボトル全体として強化することが可能である。これにより、如何なる姿勢で落下しても、落下時の衝撃に耐えて剥離することのない二重壁構造の合成樹脂製ボトルとすることができる。
【0025】
また外殻体を形成するポリエステル系樹脂がPCTAまたはPCTGであり、ボトル本体を形成するPET樹脂に含まれるPCT系樹脂がトライタンであるとする構成では、これら具体的な材料の組み合せにより、ボトル本体をインサート材として外殻体をボトル本体の周囲に射出成形した場合のボトル本体と外殻体との間の密着強度を従来に比較して飛躍的に向上させることが可能となり、耐剥離性に優れた二重壁構造の合成樹脂製ボトルを得ることができる。
【0026】
またボトル本体を形成するPET樹脂に含まれるトライタンの含有量が、少なくとも10重量%以上である構成としたものでは、常温環境下は勿論のこと、低温環境下においても外殻体とボトル本体との間の密着強度の低下を防ぐことができる。このため、寒冷地において落下等の衝撃を受けた場合でも二重壁構造を有するボトルに剥離が生じることを防ぐことができる。すなわち、広い温度範囲の環境下で耐剥離性に優れた二重壁構造を有するボトルを得ることができる。
【0027】
さらにボトル本体は、胴部の外周面にホットスタンプ法により文字、図形または記号を構成する加飾層片を転写、積層する構成のものでは、ボトルに高級感を付与することができ、商品(例えば化粧料容器)としての付加価値を高めることが可能となる。
【図面の簡単な説明】
【0028】
【図1】本発明の合成樹脂製ボトルの一実施例を示す、全体斜視図である。
【図2】図1のボトルの(a)は半縦断面図、(b)は底面図である。
【図3】図1のボトルに使用されるボトル本体の(a)は正面図、(b)は底面図である。
【図4】加飾層片の(a)は図3のボトル本体での積層状態、(b)は図1のボトルでの積層状態を概略的に示す断面図である。
【図5】ホットスタンプ法の一例としての該略説明図である。
【図6】本発明の成形方法の説明に供する、成形前の金型構成図である。
【図7】本発明の成形方法の説明に供する、成形後の金型構成図である。
【図8】従来のボトルの説明図であり、(a)は剥離前のボトルの断面図、(b)は落下による衝撃が発生した瞬間の剥離現象を示すボトルの断面図である。
【発明を実施するための形態】
【0029】
以下、本発明の実施形態を、実施例に沿って図面を参照しながら説明する。
図1〜4は本発明の二重壁構造を有する合成樹脂製ボトル(以下、単にボトルと記す。)の一実施例を示すものであり、図1は全体斜視図、図2(a)は半縦断面図、図2(b)は底面図、図3(a)は図1のボトル1に使用されるボトル本体11の正面図、図3(b)は底面図、図4(a)はボトル本体11での加飾層片17の積層状態、図4(b)はボトル1での加飾層片17の積層状態を概略的に示す断面図である。
【0030】
このボトル1は円筒状の口筒部2、肩部3、円筒状の胴部4そして底部5を有し、ボトル本体11とこのボトル本体11を外装する透明で厚肉の外殻体21から構成されており、全高さが85mm、胴部4の径が47mmの壜体である。
【0031】
ボトル本体11は、ポリシクロヘキサンジメチレンテレフタレート系樹脂(以下、PCT系樹脂という)を含むポリエチレンテレフタレート樹脂(以下、PET樹脂という)を用いて2軸延伸ブロー成形された合成樹脂製の壜体である。なお、ボトル本体11は目的に応じて不透明なものとすることができるし、透明なものとすることもできる。
【0032】
PCT系樹脂としては、例えばイーストマンケミカル社製のトライタンTX1000、TX2000を利用することができる。
【0033】
また、図3(a)、図4(a)に示されるようにボトル本体11の胴部14の外周面にはホットスタンプ法により、文字、図形または記号等を構成する金属箔膜層17bなどからなる加飾層片17が配置、積層されている。本実施例では、図1及び図2に示すように図案化した金色の文字(A、B、C、D、E)が描かれている。なお、文字、図形または記号等は、金属を使用して形成される金属箔膜層17b以外の層、例えば印刷層、塗装膜層により形成されているものであってもよい。
【0034】
本発明ではボトル本体11の胴部14の外周面に金属箔膜層17b、印刷層または塗装膜層等による加飾層片17を積層し、この加飾層片17による文字、図形または記号等が透明な外殻体21の周壁の中に浮き上がるような3次元的な視覚効果を発揮する。
【0035】
特に、ホットスタンプ法を使用し、金色等のメタリック調の文字に形成された金属箔膜層17bで商品名やブランド名を表すことにより、さらに高いレベルで高級感のあるパッケージングとすることが可能となる。
【0036】
図5はホットスタンプ法の一例としての該略説明図であり、この実施例のホットスタンプ法に使用する転写フィルム16は基本的に、基材フィルム16a/剥離層16b/クリアコート層17a/金属箔膜層17b/接着層17cと云うような層構成のものを使用する。そして、図5(a)にあるように転写フィルム16をボトル本体11の外周面に配設し、加熱した刻印20で押圧することにより、押圧された領域で接着層17cが軟化し、ボトル本体11の外周面に接着固定され、図5(b)に示されるように当該領域で、クリアコート層17a/金属箔膜層17b/接着層17cからなる加飾層片17が、剥離層16bから剥離してボトル本体11の外周面に転写される。
【0037】
外殻体21は、PCT系樹脂を含むPET樹脂製のボトル本体11との密着性の相性や、成形性、機械的な強度、耐薬品性に優れている点からPCTA、PCTG等のポリエステル系樹脂の透明な樹脂で形成されており、円筒状の筒状部24と底部25からなる有底筒状体のもので、例えば筒状部24の周壁の肉厚は5.0mm、また底部25の肉厚は薄い部分で4.0mmである。なお、外殻体21は、上記の立体装飾効果が得られる透明なもの以外に、例えば半透明なもの、あるいは着色透明なものでもよい。
【0038】
本実施例のボトル1は後ほど説明する方法で、ボトル本体11をインサート材として射出成形により外殻体21を成形して得られたものである。ここで、ボトル本体11に含まれるPCT系樹脂である後述のトライタンの含有量と温度環境との関係について、ボトル1を地面に落下させた場合の剥離現象(ボトル本体11と外殻体21との間の剥離)の有無の面から説明する。
【0039】
ボトル本体11と外殻体21との間の密着強度は、ボトル本体11を構成するPET樹脂と外殻体21を構成するポリエステル系樹脂との相性に影響されるが、特に本発明のようにトライタンを含有するボトル本体11は、トライタンを含まない従来のボトル本体に比較して外殻体21との密着強度を飛躍的に向上させる。
【0040】
ボトル1を様々な姿勢で地面に落下させて強い衝撃を与えたところ、トライタンの含有量が10重量%以上の場合には常温環境下及び低温環境下共に剥離現象は全く見られなかった。その一方、トライタンの含有量を10重量%未満(例えば5重量%)とした場合には、常温環境下では剥離現象は見られなかったが、低温環境下では剥離現象が起きる場合が見られた。
【0041】
すなわち、ボトル本体11と外殻体21との間の密着強度は、トライタンの含有量が10重量%以上とした場合には、常温環境下及び低温環境下の双方において落下程度の衝撃では剥離現象を起こさない強い密着強度を有する。その一方、トライタンの含有量を10重量%未満とした場合には、常温環境下での剥離現象が見られないが、低温環境下では落下程度の衝撃でも剥離現象が起き易くなると考えられる。
よって、全ての温度環境下に対応する場合のトライタンの含有量の下限値は、ボトル本体11を形成する樹脂中に、少なくとも10重量%以上含めれていることが好ましい。
ただし、トライタンの含有量の下限値は、ボトル本体11の大きさにも依存するため、ボトル本体11を形成するPET樹脂に含有されていれば外殻体21との間の密着強度を高めることができ、必ずしも10重量%以上に限るものではない。
【0042】
なお、トライタンの含有量の上限値については特に制限はなく、例えばトライタンのみ(100重量%)でボトル本体11を形成することも可能ではあるが、トライタンはPET樹脂に比較して高価であるため、その上限値は製造コスト等を考慮し、適宜設定することが可能である。
【0043】
なお、剥離現象の生じていないボトル1では、着色したボトル本体11と共に、金属箔膜層17bによる文字、図形または記号等が厚肉で透明な外殻体21の中に浮かぶような視覚効果が発揮され、高品位で高級な加飾性が発揮された状態が維持されている。
【0044】
次に、上記実施例のボトル1の成形方法について図6、7を参照しながら説明する。図6、7はボトル本体11をインサート材として外殻体21を成形するための射出金型31の構成例と、ボトル1の成形手順例を説明する図で、図6は成形前の金型構成図、図7は成形後の金型構成図、である。
【0045】
図6に示されるように、射出金型31は、主としてボトル本体保持部32とキャビティ金型33とから構成されており、PCT系樹脂としてのトライタンを含有するPET樹脂を用いて2軸延伸ブロー成形されたボトル本体11はその口筒部12をボトル本体保持部32で固定し、キャビティ金型33内に垂下状にセットされ、ボトル本体11をコア部としての機能を発揮するインサート材とし、キャビティ金型33との間に溶融樹脂を充填して外殻体21が成形されるキャビティ34が形成されている。また、キャビティ金型33のボトル本体11の底部15に対向する位置にはキャビティ34と連通するようにゲート口37が配設されている。
【0046】
また、垂下設されたボトル本体11にはエアピン36が挿入されておりこのエアピン36は、その先端をボトル本体11の底部15に当接させ、その先端部に冷却エアaの噴出孔を開口させている。そして、ボトル本体11には、エアピン36を介して冷却エアaが循環供給されるが、この冷却エアaは、冷却機により冷たくした空気を使用しても良いし、射出される溶融樹脂よりも温度の低い常温空気を使用しても良い。
【0047】
そして、図6に示されるようにキャビティ金型33内にボトル本体11をセットした状態で、外殻体21を形成する合成樹脂、本実施例ではPCTA、PCTG等のポリエステル樹脂を溶融した状態でゲート口37からキャビティ34に射出する。この際、溶融樹脂は図6中に示めされる白抜き矢印のようにボトル本体11の底部15に衝突するように流動し、胴部14の周壁に回り込み、その後周壁に沿って胴部14の上端部まで流動し、キャビティ34を充填し、図7に示されるように外殻体21が成形される。
【0048】
上記のように成形した場合、外殻体21を形成する、射出された高温溶融樹脂が冷却されると、外殻体21は収縮してトライタンを含むボトル本体11と外殻体21との密着強度が強固になる(図4(b)参照)。
【0049】
ここで、上記のような溶融樹脂の流動挙動によると、射出される高温の溶融樹脂の熱および射出圧がボトル本体11の底部15近傍に直接的に作用し、底部15近傍が極端な場合には大きく押潰し状に変形してしまう恐れがあり、また小さな押潰し状の変形でも、底部15近傍の外表面にはその変形に伴って皺が発生するので成形されたボトル1では透明な外殻体21を透過してこの皺が現出し、本来の加飾性が損なわれてしまう恐れがあるが、この点は、底部15近傍の変形を、ボトル本体11の冷却エアaによる冷却の強化の他にも、計量充填法の採用、外殻体21の底部25も含めた周壁の厚肉化、と云う手段を合わせることにより抑制することができる。
【0050】
特に、計量充填法はキャビティ34の容積に合わせて予め決めた量の溶融樹脂をキャビティ34に充填し、保圧工程を省略するものであり、この計量充填法を採用することにより保圧工程による大きな圧力上昇を回避することが可能である。
【0051】
本発明では、ボトル本体11にトライタンを含有させることにより、ボトル本体11と外殻体21との間の密着強度を強化することができるため、大きな圧力を作用させる保圧工程を省略することが可能な計量充填法を用いて成形することができる。この計量充填法を採用することにより、ボトル本体11の底部15近傍の外表面に皺が形成されることがなくなり、上述のホットスタンプ法によりボトル本体11の外表面に加飾層片17の転写を行っても加飾層片17自体に剥がれが生じたり、皺あるいはひび割れなどの発生し難いボトル本体11とすることができ、ボトル1の高級感が維持することが可能となる。
【0052】
なお、外殻体21の周壁の厚肉化と云う点いついては、実験的に検討した結果では、筒状部24の周壁が少なくとも2.5mm、また底部25が少なくとも3.0mmの肉厚を有するようにすることが目安となり、上記実施例の壜体では外殻体21の筒状部24の肉厚を5.0mm、また底部25の肉厚は薄い部分で4.0mmとしている。
勿論、外殻体21の周壁の厚さに係る上記数値はあくまでも目安であり、ボトル本体11に使用する樹脂の耐熱性や、ボトル本体11の周壁の肉厚等を考慮して適宜設定するものである。
【0053】
以上、実施例に沿って本発明の二重壁構造を有する合成樹脂製ボトルの構成と、その作用効果について説明したが、本発明はこれら実施例に限定されるものではない。
たとえばボトル本体と外殻体の形状の組み合わせについて上記実施例では円筒状の胴部に円筒状の筒状部を組み合わせたものとしたが、外殻体を多角形筒状としてクリスタルガラス状にする等、様々な組み合わせを採用することができる。
【0054】
また、ホットスタンプ法による加飾についても図案化した文字や記号に限定されることなく、絵柄や模様等の図形、加飾目的に合わせた形状とすることができ、さらに加飾目的に応じて印刷層や蒸着層等の他の加飾層を追加、積層することもできる。
また、加飾層片の表面を保護層で覆う構成とするものであってもよい。この構成では、高温の溶融樹脂との接触による加飾層片の劣化を防ぐことができる。
【産業上の利用可能性】
【0055】
以上説明したように、本発明の二重壁構造を有する合成樹脂製ボトルは、強い密着強度を有してボトル本体と外殻体との間の剥離を防止し、落下等の衝撃が与えられても立体装飾効果が失われることがないことから、特に高級感が求められる化粧料容器等の分野で幅広い利用が期待される。
【符号の説明】
【0056】
1 ;ボトル
2 ;口筒部
3 ;肩部
4 ;胴部
5 ;底部
11 ;ボトル本体
12 ;口筒部
13 ;肩部
14 ;胴部
15 ;底部
16 ;転写フィルム
16a;基材フィルム
16b;剥離層
17 ;加飾層片
17a;クリアコート層
17b;金属箔膜層
17c;接着層
21 ;外殻体
24 ;筒状部
25 ;底部
31 ;射出金型
32 ;ボトル本体保持部
33 ;キャビティ金型
34 ;キャビティ
36 ;エアピン
37 ;ゲート口
a ;冷却エア
G ;面
HL ;隙間(左側の剥離部分)
HR ;隙間(右側の剥離部分)
【特許請求の範囲】
【請求項1】
口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、該ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、前記外殻体(21)は前記ボトル本体(11)をインサート材とした射出成形により形成され、前記外殻体(21)と前記ボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、
前記外殻体(21)がポリエステル系樹脂で形成され、前記ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成されていることを特徴とする二重壁構造を有する合成樹脂製ボトル。
【請求項2】
外殻体(21)を形成するポリエステル系樹脂がPCTAまたはPCTGであり、ボトル本体(11)を形成するPET樹脂に含まれるPCT系樹脂がトライタン(TRITANは登録商標)である請求項1記載の二重壁構造を有する合成樹脂製ボトル。
【請求項3】
ボトル本体(11)を形成するPET樹脂に含まれるトライタンの含有量が、少なくとも10重量%以上である請求項2記載の二重壁構造を有する合成樹脂製ボトル。
【請求項4】
ボトル本体(11)は、胴部(14)の外周面にホットスタンプ法により文字、図形または記号を構成する加飾層片(17)を転写、積層されている請求項1乃至3のいずれか一項に記載の二重壁構造を有する合成樹脂製ボトル。
【請求項1】
口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、該ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、前記外殻体(21)は前記ボトル本体(11)をインサート材とした射出成形により形成され、前記外殻体(21)と前記ボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、
前記外殻体(21)がポリエステル系樹脂で形成され、前記ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成されていることを特徴とする二重壁構造を有する合成樹脂製ボトル。
【請求項2】
外殻体(21)を形成するポリエステル系樹脂がPCTAまたはPCTGであり、ボトル本体(11)を形成するPET樹脂に含まれるPCT系樹脂がトライタン(TRITANは登録商標)である請求項1記載の二重壁構造を有する合成樹脂製ボトル。
【請求項3】
ボトル本体(11)を形成するPET樹脂に含まれるトライタンの含有量が、少なくとも10重量%以上である請求項2記載の二重壁構造を有する合成樹脂製ボトル。
【請求項4】
ボトル本体(11)は、胴部(14)の外周面にホットスタンプ法により文字、図形または記号を構成する加飾層片(17)を転写、積層されている請求項1乃至3のいずれか一項に記載の二重壁構造を有する合成樹脂製ボトル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−116521(P2012−116521A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−267584(P2010−267584)
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年11月30日(2010.11.30)
【出願人】(000006909)株式会社吉野工業所 (2,913)
【Fターム(参考)】
[ Back to top ]