
二重袋包装体用インフレーションフィルム

【課題】 二重袋包装体の製袋時において、食品等を熱間充填しても内層同士のブロッキングが発生しにくい二重袋包装体用インフレーションフィルムを提供する。
【解決手段】 ヒートシール性を有する樹脂からなる外層(A)と、ポリアミド樹脂からなる中間層(B)と、低密度ポリエチレン樹脂(LDPE)からなる内層(C)を備える二重袋包装体用インフレーションフィルムにおいて、内層(C)を構成するLDPEを、二重袋を形成した状態で80℃以上100℃以下の被収容物を熱間充填した際に、前記内層(C)同士をブロッキングさせない樹脂とする。
【解決手段】 ヒートシール性を有する樹脂からなる外層(A)と、ポリアミド樹脂からなる中間層(B)と、低密度ポリエチレン樹脂(LDPE)からなる内層(C)を備える二重袋包装体用インフレーションフィルムにおいて、内層(C)を構成するLDPEを、二重袋を形成した状態で80℃以上100℃以下の被収容物を熱間充填した際に、前記内層(C)同士をブロッキングさせない樹脂とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二重袋包装体用インフレーションフィルムであって、例えば80℃以上に加熱した、たれ、スープ、つゆ、マーガリン等を熱間充填できるチューブ状のフィルムに関する。
【背景技術】
【0002】
従来から、食酢、清酒、醤油、ソース、たれ、スープ、つゆ、各種飲料、マーガリン、調味料、練り餡、チョコレート等の液状物や粘稠体食品を充填する包装容器として、金属缶やガラス瓶等の容器が使用されている。しかし、最近、環境問題から、包装材の減容化、易廃棄性が謳われ、それに対応すべくこれらの用途にフィルムを使用した袋が使用されるようになってきている。
【0003】
プラスチックフィルムは、金属缶やガラス容器と比べて軽量化、流通経費、廃棄コストの削減などの点で優れている。しかし、液状物の保管や輸送においては、内容物が漏れないことが絶対条件であるが、プラスチックフィルムは金属缶や瓶などの容器に比べて厚みが薄く、耐久性に乏しいため、輸送中の振動や衝撃、摩擦によってピンホールが発生したり破袋したりして、内容物が漏れ出す可能性があるという本質的な問題を抱えている。そこで、フィルムに厚みを持たせること等により、機械的強度のあるフィルム、袋としての柔軟性や製袋時のヒートシールをしやすいフィルムなどが求められる。かかる要求を満たすため、輸送に使用される袋に使用されるフィルムは、一般的にはフィルムを2枚重ねにした二重袋包装体が汎用されている(例えば、特許文献1〜3)。
【0004】
かかる2枚重ねの二重袋包装体の二重袋包装体によれば、内部に被収容物を収容している場合にも、2枚のフィルム間に一定の自由度が存在する。従って、二重袋包装体に輸送中の衝撃が加えられても、被収容物を支えている内部側のフィルムと、パレット、あるいは他の包装体と接して二重袋包装体を支えている外部側のフィルムとが、一定の滑りを生じて、該衝撃の吸収を行い、ピンホールの発生や、破袋が生じるのを防止している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−335302号公報
【特許文献2】特開2003−26234号公報
【特許文献3】特開2002−234547号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、二重袋包装体の内層を構成する樹脂材料として、例えば特許文献3に開示されているように、比較的低密度の低密度ポリエチレン(以下において「LDPE」という。
)を用いた場合には、製袋時には、ヒートシールが容易であるという優れた一面を有する一方で、二重袋包装体の内部に80℃以上に加温された食品等を直接収容するような場合、内層同士のブロッキングが生じて、輸送中の振動や衝撃、摩擦によって破袋しやすくなってしまうという問題があった。また、充填される内容物の熱とその重さによってフィルムが伸びて連続生産時にピッチ管理しづらく、単枚フィルム(一重包装体)ではピンホールが発生しやすいという問題点があった。
【0007】
そこで本発明は、二重袋包装体の製袋時において耐ピンホール性に優れ、食品等を熱間充填しても伸びにくく、内層同士のブロッキングが発生しにくい二重袋包装体用インフレーションフィルムを提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本願発明者は鋭意検討した結果、内層を形成する樹脂としてLDPEを使用し、このLDPEのビカット軟化点と密度とを所定の範囲に設定することにより、上記課題が解決され得ることを見出した。
【0009】
かくして第一の本発明は、ヒートシール性を有する樹脂からなる外層(A)と、ポリアミド樹脂(以下において「PA」という。)からなる中間層(B)と、LDPEからなる内層(C)を備える二重袋包装体用インフレーションフィルムであって、内層(C)を構成するLDPEは、ビカット軟化点が110℃以上125℃以下であり、かつ密度が0.930g/cm3を超え0.940g/cm3以下であることを特徴とするものである。
本発明において「ビカット軟化点」とは、JIS K7206(1999)[プラスチック−熱可塑性プラスチック−ビカット軟化温度(VST)試験方法]に規定される方法により測定されたビカット軟化点をさす。
【0010】
この第一の本発明にかかる二重袋包装体用インフレーションフィルムによれば、内層(C)を構成するLDPEのビカット軟化点が120℃以上であり、かつ密度が0.930g/cm3を超え0.940g/cm3以下の範囲にそれぞれ規定されているので、製袋時において、内層部の良好なヒートシール性を確保しつつ、食品等を熱間充填しても内層同士のブロッキングが発生しにくい。従って、該フィルムを使用して、輸送や在庫等、商品の流通段階において、ピンホール、破袋の発生しにくい二重袋包装体を形成することができる。また、食品等を熱間充填できるので、充填後に改めて殺菌処理することが不要になるという利点もある。
【0011】
また、外層(A)がヒートシール性を有しているので、製袋時の作業を容易に行うことができ、作製された二重袋包装体に十分なシール強度を与えることができる。
【0012】
さらに中間層(B)にPAを使用しているので、該フィルムを使用した二重袋包装体に良好な耐ピンホール性を付与することができる。
【0013】
第二の本発明は、ヒートシール性を有する樹脂からなる外層(A)と、ポリアミド樹脂からなる中間層(B)と、低密度ポリエチレン樹脂からなる内層(C)を備える二重袋包装体用インフレーションフィルムであって、前記内層(C)を構成する低密度ポリエチレン樹脂は、二重袋を形成した状態で80℃以上100℃以下の被収容物を熱間充填した際に、内層(C)同士をブロッキングさせない樹脂であることを特徴とするものである。
【0014】
この第二の本発明にかかる二重袋包装体用インフレーションフィルムによれば、内層(C)を構成する低密度ポリエチレン樹脂は、二重袋を形成した状態で80〜100℃の被収容物を熱間充填した際に、内層(C)同士をブロッキングさせないので、該フィルムを使用して、輸送や在庫等、商品の流通段階において、ピンホール、破袋の発生しにくい二重袋包装体を形成することができる。また、食品等を熱間充填できるので、充填後に改めて殺菌処理することが不要になるという利点もある。
【0015】
上記第一又は第二の本発明にかかる二重包装体用インフレーションフィルムにおいて、 前記内層(C)の低密度ポリエチレン樹脂は、直鎖状低密度ポリエチレン樹脂(以下「LLDPE」ともいう。)であることが好ましい。
【0016】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、ヒートシール性を有する樹脂からなる外層(A)は、低密度ポリエチレン樹脂、高密度ポリエチレン樹脂、エチレン−酢酸ビニル共重合樹脂、アイオノマー樹脂、ポリプロピレン樹脂、メタロセン触媒ポリエチレン樹脂、メタロセン触媒ポリプロピレン樹脂、及び、エチレン−酢酸ビニル共重合体ケン化物樹脂からなる群から選ばれる1種の樹脂、又はこれらのうちの複数の樹脂を混合したものにより形成することが好ましい。
【0017】
かかる樹脂を使用することにより、二重袋包装体用インフレーションフィルムの外層(A)に、確実に良好なヒートシール性を付与することができる。
【0018】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、ポリアミド樹脂からなる中間層(B)の厚みは5μm以上30μm以下であることが好ましい。
【0019】
中間層(B)の厚みをかかる範囲に設定することにより、二重袋包装体用インフレーションフィルムに良好な耐ピンホール性と、二重袋包装体に良好なスクイズ性(被収容物の絞り出し易さ)とを与えることができる。
【0020】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、直鎖状低密度ポリエチレン樹脂からなる内層(C)が、スリップ剤及び/又はアンチブロッキング剤を含有していることが好ましい。
【0021】
このように構成すれば、スリップ剤を含有させることにより対向する内層(C)同士の滑りを良くし、かつ、アンチブロッキング剤を含有させ、LLDPEの密度を所定範囲に管理することと相俟って、内層(C)同士のブロッキングをより有効に防止することにより、二重袋包装体の破袋の発生を防止することができる。
【0022】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、中間層(B)と外層(A)及び/又は内層(C)との間に、少なくとも1層の接着樹脂層を有することも好ましい。
【0023】
このようにすれば、各層間の接着強度をより高めることができる。
【0024】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、中間層(B)と外層(A)及び/又は内層(C)との間に、少なくとも1層のエチレン−酢酸ビニル共重合体ケン化物樹脂層を有することも好ましい。
【0025】
かかる構成とした場合、二重袋包装体用インフレーションフィルムにガス(酸素)バリア性を持たせることができる。
【0026】
第三の本発明は、上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにより製袋した二重袋包装体である。
【発明の効果】
【0027】
本発明の二重袋包装体用インフレーションフィルムによれば、二重袋包装体の製袋時において、良好なヒートシール性を確保しつつ、食品等を熱間充填しても内層同士のブロッキングが発生しにくい。従って、シール強度が高いことと相俟って、輸送、在庫等流通段階における二重袋包装体の破袋を抑制することができる。また、食品等を熱間充填することが可能なので、被収容物を充填した後からさらに殺菌処理等する必要がない。本発明のこのような作用及び利得は、次に説明する発明を実施するための最良の形態から明らかにされる。
【図面の簡単な説明】
【0028】
【図1】二重袋包装体を作製するのに使用されるチューブフィルムの製造プロセスを概略的に示す図である。
【図2】図2(A)は、図1におけるIIA‐IIA線に沿ったチューブ状フィルムの断面図、図2(B)は図1におけるIIB‐IIB線に沿った平板状フィルムの断面図である。
【図3】原反を巻き出して所定長にカットする工程を概略的に示す図である。
【図4】単葉等から二重袋包装体を作製する工程を概略的に示す図である。
【図5】図4のP−P線に沿って、紙面手前側から奥方向に表した断面図である。
【発明を実施するための形態】
【0029】
(1)フィルムの製造
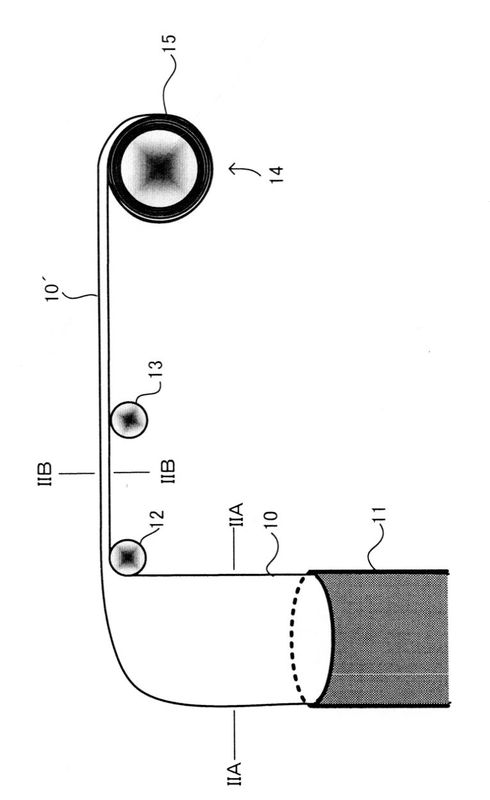
図1は上記二重袋包装体を作製するのに使用されるチューブフィルムの製造プロセスを概略的に示す図である。この例では3種類以上の樹脂を押出機により所定温度まで加熱溶融昇圧する。そして、円筒形金型11の内部に空気を吹き込み、金型11の隙間から外層、中間層及び内層で構成される膜を備えたチューブ状のフィルム10を吐き出させる。チューブ状フィルム10はロール12、13等で構成される折り畳み手段により円筒状の形状が平板状フィルム10´に折り畳まれ、その後巻き取り機14によりロール状に巻き取られる。これが二重袋包装体を作製する際の原反15となる。
図2(A)は、図1におけるIIA‐IIA線に沿ったチューブ状フィルム10の断面図、図2(B)は図1におけるIIB‐IIB線に沿った平板状フィルム10´の断面図である。いずれにおいてもフィルム10、10´は、内層21、中間層22、外層23を備え、それらの内部に空間24が存在する。平板状フィルム10´においては、空間24は押しつぶされて、空気層24となっている。
【0030】
(2)二重袋包装体の製袋
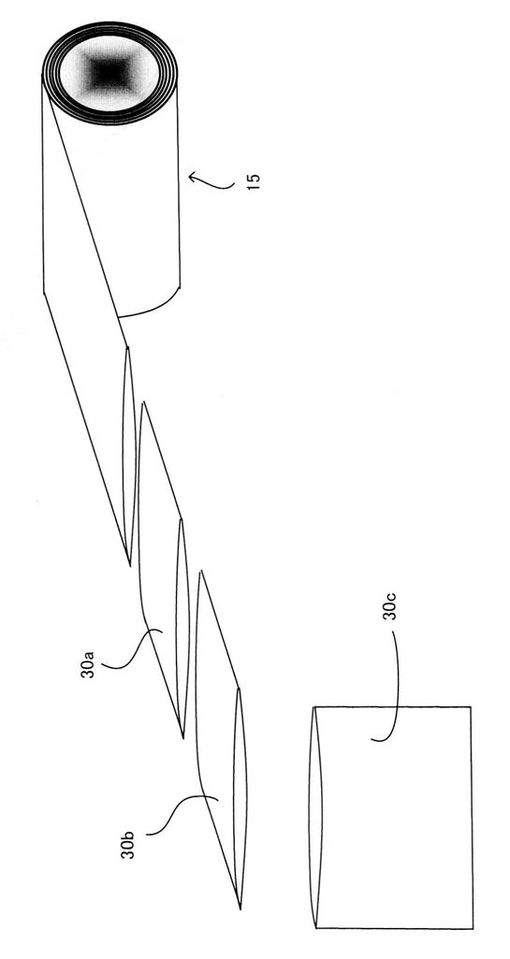
図3は原反15を巻き出して所定長にカットする工程を概略的に示す図である。カットされた単葉30a、30b、30c…それぞれが以下に説明する、折り畳み、ヒートシール工程を経て、二重袋包装体とされる。なお、図3、及び次の図4では、平板状フィルム10´の内層21、中層22、外層23の3層は一枚の層として省略して表されている。
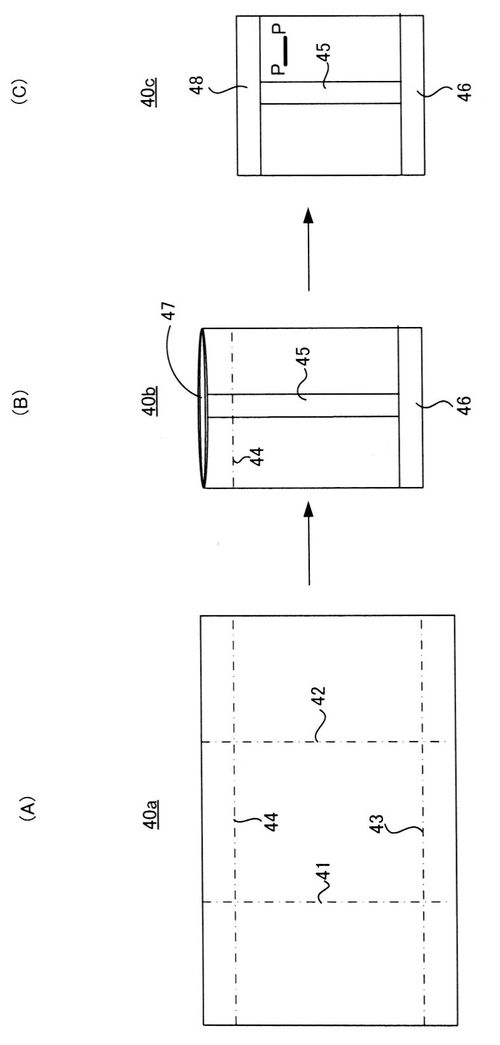
図4は、単葉30a等から二重袋包装体を作製する工程を概略的に示す図である。まず、単葉30aは、(A)に図示される一点鎖線の位置に折り目41〜44が形成された折目つき単葉40aとされる。折り目つき単葉40aは、左右の両端が折り目41、42により中央側に折り畳まれる。また下端部が折り目43に沿って上方側に折り返される。これらの折り返しにより、単葉40a左右の重複部分45、及び下端部が折り返されて重複する部分46がヒートシールされる。図4(B)に表されるこの中間品40bは、上部に開口47を有する容器として観念されるものである。この開口47から、被収容物を中間品40bの内部に収容し、上部開口47を折り目44に沿って下方に折り返し、該折り返しにより生じた重複部48をヒートシールして、収容物入りの二重袋包装体40cが完成し、在庫、流通に供されることが可能な状態となる。
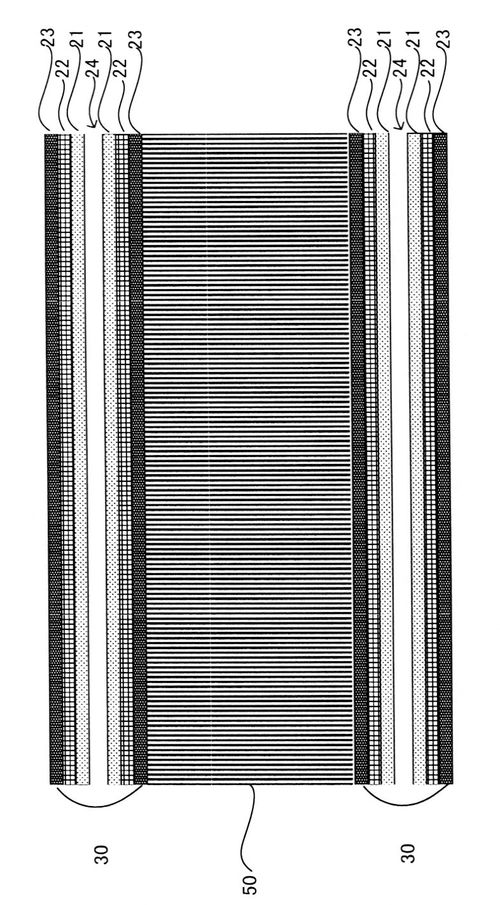
図5は、図4のP−P線に沿って、紙面手前側から奥方向に表した断面図である。図5の上方が図4の紙面手前側、図5の下方が図4の紙面奥側にあたる。図5にあるように、被収容物50をはさんで上下に各2枚のフィルム30、30が、互いの内層21、21が対向するように配置されている。すなわち貫通方向に関して、片側2枚のフィルム(6層)、全体で4枚のフィルム(12層)で、二重袋包装体40cが構成されていることになる。なお、二つの内層21、21間に表されている空気層24は図ではその厚さが誇張して表されており、実際には二つの内層21、21が密着しない程度に必要な厚さの空隙である。
【0031】
(3)二重袋包装体用インフレーションフィルム
本発明の二重袋包装体用インフレーションフィルムは、ヒートシール性を有する樹脂からなる外層(A)と、PAからなる中間層(B)と、LDPEからなる内層(C)を備え、該LDPEは、ビカット軟化点が110℃以上125℃以下であり、かつ密度が0.930g/cm3を超え、0.940g/cm3以下であることを特徴とする。また、このLDPEは、二重袋を形成した状態で80℃以上100℃以下の被収容物を熱間充填した際に、内層(C)同士をブロッキングさせないことを特徴とするものである。なお、ここでの外層(A)、中間層(B)、及び内層(C)は、図2のチューブ状フィルムにおける外層23、中間層22、及び内層21にそれぞれ相当するものである。以下本発明の二重袋包装体用インフレーションフィルムを構成する各層ごとに説明する。
【0032】
(内層(C)を構成する樹脂)
本発明のフィルムでは、内層(C)を構成する樹脂として、ビカット軟化点が110℃以上、好ましくは115℃以上、さらに好ましくは120℃以上であり、かつ125℃以下、好ましくは124℃以下であって、密度が0.930g/cm3を超えて0.940g/cm3以下、好ましくは0.935g/cm3以上0.940g/cm3以下、さらに好ましくは0.937g/cm3以上0.940g/cm3以下の低密度ポリエチレン樹脂(LDPE)を使用する。このような樹脂を配することにより、良好なヒートシール性を確保しつつ、熱間充填時のチューブフィルムの内層ブロッキングを防ぐことができる。LLDPEとしては、エチレンと炭素数6のヘキセン−1又は炭素数8のオクテン−1との共重合体が好ましい。ビカット軟化点が110℃以上のLDPEの場合、ビカット軟化点が上昇すると、密度も次第に上昇する。例えば、ビカット軟化点が120℃以上のLDPEの場合、密度は0.940g/cm3に近いものとなるため、二重袋包装体の製袋時において、食品等を熱間充填しても内層同士のブロッキングが発生しにくく、熱によるフィルムの伸びを最小限に抑えることができる。
【0033】
内層(C)の厚みは10μm以上、好ましくは15μm以上、さらに好ましくは20μm以上であり、かつ50μm以下、好ましくは40μm以下、さらに好ましくは35μm以下とすることが望ましい。チューブフィルム内層樹脂の厚みを10μm以上にすることにより、耐ピンホール性と耐熱性を維持できる。一方、チューブフィルム内層樹脂の厚みを50μm以下にすることにより、該フィルムにより形成した二重袋包装体に適度なスクイズ性が与えられ、内容物を絞り出す時に良好である。
【0034】
(中間層(B)を構成する樹脂)
本発明のフィルムの中間層(B)は、ポリアミド樹脂(PA)により形成される。PAの種類は特に限定されないが、耐ピンホール性の観点からはポリアミド系合成繊維系樹脂を用いることが好ましい。ポリアミド系合成繊維系樹脂としては、例えば、6ナイロン、66ナイロン、69ナイロン、6−66ナイロン、12ナイロン、11ナイロン、610ナイロン、612ナイロン、6I−6Tナイロン、MXD6ナイロン等の縮合単位の重合体又はこれら2種以上との共重合体、さらにはこれらの混合物を挙げることができる。中でも6ナイロンや6−66ナイロンを用いることが好ましい。
【0035】
中間層(B)の厚みは、5μm以上、好ましくは7μm以上、さらに好ましくは10μm以上であり、かつ30μm以下、好ましくは25μm以下、さらに好ましくは20μm以下の範囲とすることが望ましい。PAにより形成された中間層(B)の厚みの下限値を5μmとすることにより、良好な耐ピンホール性が得られ、伸びにくいフィルムとなる。
また上限値を30μmとすることにより該フィルムにより形成した二重袋包装体に適度なスクイズ性を付与できる。
【0036】
(外層(A)を構成する樹脂)
本発明のフィルムの外層(A)は、ヒートシール性を有する樹脂からなる。ヒートシール性を有する樹脂としては、特に限定されないが、例えば低密度ポリエチレン樹脂(LDPE)、高密度ポリエチレン樹脂(HDPE)、エチレン−酢酸ビニル共重合樹脂(EVA)、アイオノマー樹脂(IO)、ポリプロピレン樹脂(PP)、メタロセン触媒ポリエチレン樹脂、メタロセン触媒ポリプロピレン樹脂、及びエチレン−酢酸ビニル共重合体ケン化物樹脂(EVOH)からなる群から選ばれる1種の樹脂、あるいはこれらのうちの複数の樹脂を混合したもの等が挙げられる。これらの中でも特に密度0.900(g/cm3)以上の直鎖状低密度ポリエチレン樹脂(LLDPE)を使用することが好ましく、このような樹脂を配することにより良好なヒートシール性が得られる。LLDPEとしては炭素数が6又は8のα−オレフィンとの共重合体が好ましい。
【0037】
外層(A)の厚みは、10μm以上、好ましくは15μm以上、さらに好ましくは20μm以上であり、かつ50μm以下、好ましくは40μm以下、さらに好ましくは35μm以下とすることが望ましい。チューブフィルム外層樹脂の厚みを10μm以上にすることにより、耐ピンホール性と耐熱性を維持でき、適度なシール強度が得られる。一方、チューブフィルム外層樹脂の厚みを50μm以下にすることにより、該フィルムにより形成した二重袋包装体に適度なスクイズ性を与えることができ、内容物の良好な絞込みができる。
【0038】
(スリップ剤)
内層(C)又は/及び外層(A)に滑り性を付与する目的でスリップ剤を添加することができる。スリップ剤としては、滑り性を付与することができれば特に限定されないが、炭化水素系滑剤、脂肪酸系高級アルコール系滑剤、アミド系滑剤、エステル系滑材、金属せっけん系滑剤などがある。ポリエチレンのスリップ剤で代表的なアミド系滑剤には、ステアリン酸アミド、オレイン酸アミド、エルカ酸アミドがある。添加量は各層を構成する樹脂100質量部に対して0.1〜0.5質量部が一般的であり、チューブフィルム内層のブロッキングを改良、防止することができる。他に金属せっけん系滑剤として、ステアリン酸鉛、ステアリン酸亜鉛、ステアリン酸カルシウム、ステアリン酸マグネシウム等が挙げられる。添加量は各層を構成する樹脂100質量部に対して0.1質量以上、好ましくは0.5質量部以上、さらに好ましくは1質量部以上であり、かつ10質量部以下、好ましくは5質量部以下、さらに好ましくは3質量部以下であることが望ましい。
【0039】
(アンチブロッキング剤)
内層又は/及び外層にアンチブロッキング性を付与する目的でアンチブロッキング剤を添加することができる。アンチブロッキング剤としては、アンチブロッキング性を付与することができれば特に限定されないが、無機系のもので、タルク、ゼオライトなどがある。タルクは潤滑性に富み油脂感のある白色粉末でその表面は親油性・疎水性である。ゼオライトは、アルカリ及びアルカリ土類金属の含水アルミノ珪酸塩で粘着性を防止することができる。アンチブロッキング剤は、樹脂層表面に微細な凹凸を形成して、隣接する二層が密着するのを抑制することによりブロッキングを防止する機能を発揮するものと思われる。添加量は各層を構成する樹脂100質量部に対して0.1質量以上、好ましくは0.5質量部以上、さらに好ましくは1質量部以上であり、かつ10質量部以下、好ましくは5質量部以下、さらに好ましくは3質量部以下であることが望ましい。
【0040】
(接着樹脂層)
また、中間層(B)の表裏のいずれか、又は両側に、各層を接着するために接着樹脂層を設けることができる。接着樹脂層で使用される接着樹脂は、外層(A)、中間層(B)、及び内層(C)を必要な強度に接着することができれば特に限定されないが、不飽和カルボン酸又はその誘導体で変性されたポリオレフィン系樹脂を好適に用いることができる。前記不飽和カルボン酸及びその誘導体としては、例えば、アクリル酸、メタクリル酸、マレイン酸、フマル酸、クロトン酸、イタコン酸、シトラコン酸等又はその誘導体が挙げられる。
【0041】
また接着樹脂として、前記不飽和カルボン酸のエステルや無水物も用いることができ、さらに誘導体としてアクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸ブチル、メタクリル酸ブチル、酢酸ビニル、グリシジルアクリレート、グリシジルメタクリレート、アクリルアミド、メタクリルアミド、アクリル酸ナトリウム等を用いることができる。
【0042】
市販の接着樹脂としては、例えば、三井化学(株)製、商品名アドマーが挙げられ、これらを好適に使用することができる。
【0043】
接着樹脂層は、中間層(B)と内層(C)との間に少なくとも1層設けることができる。さらに、層間接着強度をより高める観点からは外層(A)と中間層(B)との間に設けることが好ましい。 接着樹脂層の厚みは5μm以上、好ましくは10μm以上であり、かつ20μm以下、さらに好ましくは15μm以下であることが望ましい。接着樹脂層の厚みが薄すぎると、十分な層間接着力を得ることができない。一方、接着樹脂層の厚みが厚すぎると、原料コストがかかり、透明性が悪くなり好ましくない。
【0044】
(EVOH層)
中間層(B)の表裏のいずれか、又は両側に、酸素バリア性を付与する目的で、EVOH層を設けることができる。EVOH層で用いられるEVOHのエチレン含有率は特に限定されるものではないが、製膜安定性の観点から32モル%以上、好ましくは38モル%以上であり、かつ47モル%以下、好ましくは44モル%以下の範囲であることが望ましい。また、EVOHのケン化度は90%以上、好ましくは95モル%以上のものが望ましい。EVOHのエチレン含有量及びケン化度を上記範囲に保つことにより、本発明のフィルムの共押出性、フィルムの強度を良好なものとすることができる。
【0045】
EVOH層を設ける場合、EVOH層の厚みは5μm以上、好ましくは8μm以上、さらに好ましくは10μm以上であり、かつ30μm以下、好ましくは25μm以下、さらに好ましくは20μm以下であることが望ましい。EVOH層の厚みの下限値を5μmとすることにより十分な酸素バリア性が得られる。また上限値を30μmとすることによりフィルムの共押出性を悪化することもなく、かつ良好なフィルム強度を保持できる。
【0046】
<フィルムの層構成>
本発明のフィルムの層構成は、最外層としてヒートシール性を有する樹脂層、最内層として低密度ポリエチレン(LDPE)層を配すれば、その他の層の層構成は特に制限されない。例えば、ヒートシール性を有する樹脂(A)、PA層(B)、EVOH層(C)、LDPE層(D)、及び接着樹脂層(E)で表した場合、以下の層構成を形成することができる。
(1)A/E/B/E/D
(2)A/E/C/B/E/D
(3)A/E/B/C/E/D
【0047】
<その他の添加剤>
本発明のフィルムは、本発明の効果を阻害しない範囲で最外層、中間層及び最内層のいずれか又はすべての層に添加剤を含有させることができる。例えば、最外層にポリプロピレン樹脂(PP)を配した場合、透明性を高める効果で、造核剤を添加することができる。
【実施例】
【0048】
(評価用試料フィルムの作成)
実施例1〜4及び比較例1〜5として、5層からなる共押出しインフレーションフィルムを製造した。フィルムの総厚みは50μm、60μm、100μmの3種である。以下に実施例及び比較例で作成したチューブフィルムの外層から内層に向かっての層構成を示す。
第1層(外層):直鎖状低密度ポリエチレン樹脂(LLDPE1)
第2層:カルボン酸変性エチレン−酢酸ビニル共重合体(AD)
第3層:ナイロン−6(PA)
第4層:カルボン酸変性エチレン−酢酸ビニル共重合体(AD)
第5層(内層):直鎖状低密度ポリエチレン樹脂(LLDPE2)
【0049】
(実施例1)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.935(g/cm3)、ビカット軟化点120(℃)
【0050】
(実施例2)
<1>層構成
第1層(外層):LLDPE1(13.5μm)
第2層:AD(6μm)
第3層:PA(15μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(9.5μm)
総厚み50μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.935(g/cm3)、ビカット軟化点120(℃)
【0051】
(実施例3)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
無し
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.935(g/cm3)、ビカット軟化点120(℃)
【0052】
(実施例4)
<1>層構成
第1層(外層):PP(12μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(18μm)
総厚み60μm
<2>添加剤
外層のPPにスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
PP:密度0.900(g/cm3)
LLDPE2:密度0.935(g/cm3)、ビカット軟化点120(℃)
【0053】
(比較例1)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.937(g/cm3)、ビカット軟化点102(℃)
【0054】
(比較例2)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.929(g/cm3)、ビカット軟化点117(℃)
【0055】
(比較例3)
<1>層構成
第1層(外層):LLDPE1(17μm)
第2層:AD(11.5μm)
第3層:PA(30μm)
第4層:AD(10μm)
第5層(内層):LLDPE2(31.5μm)
総厚み100μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を0.6%、アンチブロッキング剤を1%添加
<3>フィルム形状:チューブフィルムを切り開いて単枚フィルムにスリット加工
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.917(g/cm3)、ビカット軟化点102(℃)
【0056】
(比較例4)
<1>層構成
第1層(外層):LLDPE1(13.5μm)
第2層:AD(6μm)
第3層:PA(15μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(9.5μm)
総厚み50μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を0.6%、アンチブロッキング剤を1%添加
<3>フィルム形状:チューブフィルムを切り開いて単枚フィルムにスリット加工
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.917(g/cm3)、ビカット軟化点102(℃)
【0057】
(比較例5)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.910(g/cm3)、ビカット軟化点85(℃)
【0058】
上記各実施例、比較例で用いた原料は、以下の通りである。
LLDPE1、LLDPE2:出光石油化学社製モアテック
PP :日本ポリプロ社製ノバテック
AD :三井化学社製アドマー
PA :三菱エンジニアリングプラスチック社製ノバミッド6Ny
【0059】
(評価方法)
上記のように作製した各評価用試料フィルムに関し、下記試験による評価を実施した。
【0060】
(1)ゲルボフレックステスト
上記各インフレーションフィルムを用いて、ゲルボフレックステスト(23℃×40%RHで500回屈曲したときのピンホール発生個数)を実施し、耐ピンホールを評価した。比較例1と2はフラットフィルムにスリット加工した。このときのピンホール発生数が0〜5個未満のものを「◎」、5個以上10個未満のものを「○」、10個以上のものを「×」とした。
【0061】
(2)熱間充填テスト
上記各インフレーションフィルムを用いて、縦ピロー包装機ONP2100W(オリヒロ社製)にかけ、2重袋にして、袋中に95℃の温水10kgを充填し、チューブフィルム内層同士がブロッキングしているかどうかを確認した。チューブフィルム内層同士がブロッキングしていないものを「◎」、一部ブロッキングしたものを「○」、大多数がブロッキングしているものを「×」とした。
【0062】
(3)モジュラス測定
上記各インフレーションフィルムを用いて、精密万能材料試験機(インテスコ社製)を用いて、試験片を一定の速度(5mm/min)で引っ張り、ひずみが5%に達したときの応力を測定した。このときの応力値が4.0N以上の伸びにくいものを「◎」、3.5N以上4.0N未満のものを「○」、3.5N未満の伸びやすいものを「×」とした。
【0063】
(評価結果)
表1にまとめて示す。
【0064】
【表1】

【0065】
実施例1〜4はチューブフィルム状(2枚重ね)であったため、ピンホール発生数は少なかった。また、熱間充填してもチューブフィルム内層樹脂に高密度のLLDPEを配したため、ブロッキングせず、PA層の厚みが15〜17μmと確保されていることで、耐ピンホール性に優れ伸びにくく良好であった。これらの中で、実施例3はアンチブロッキング剤が添加されていなかったため、実用上問題ないレベルながら耐ブロッキング性の点において、他の実施例に比べわずかに劣る結果を示した。また、実施例4は、外層としてPPを使用したものであるが、PPはLDPEより硬いためか実用上問題ないレベルながら耐ピンホール性の点において、他の実施例に比べわずかに劣る結果を示した。
一方、比較例1、2はそれぞれ、LLDPE2のビカット軟化点が低い、あるいは密度が低いためモジュラス測定の結果が劣った(伸びやすい。)ものと思われる。比較例3、4は単枚フィルムであったため、耐ピンホール性に劣り、輸送時等の破袋を引き起こす危険があった。比較例5は、チューブフィルム内層樹脂に低密度かつビカット軟化点の低いLLDPEを配したため、内層同士がブロッキングし、伸びの点においても劣る結果を示した。
【0066】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲及び明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う二重袋包装体用インフレーションフィルム及び該フィルムを用いた二重袋包装袋もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【符号の説明】
【0067】
10 チューブ状フィルム
10´ 平板状フィルム
11 円筒形金型
12、13 ロール
14 巻き取り機
15 原反
21 内層
22 中間層
23 外層
24 空間(空気層)
30a、30b、30c 単葉
40a 単葉(折目つき)
40b 中間品
40c 二重袋包装袋
41、42、43、44 折り目
45、46、48 重複部分
47 開口
50 被収容物
【技術分野】
【0001】
本発明は、二重袋包装体用インフレーションフィルムであって、例えば80℃以上に加熱した、たれ、スープ、つゆ、マーガリン等を熱間充填できるチューブ状のフィルムに関する。
【背景技術】
【0002】
従来から、食酢、清酒、醤油、ソース、たれ、スープ、つゆ、各種飲料、マーガリン、調味料、練り餡、チョコレート等の液状物や粘稠体食品を充填する包装容器として、金属缶やガラス瓶等の容器が使用されている。しかし、最近、環境問題から、包装材の減容化、易廃棄性が謳われ、それに対応すべくこれらの用途にフィルムを使用した袋が使用されるようになってきている。
【0003】
プラスチックフィルムは、金属缶やガラス容器と比べて軽量化、流通経費、廃棄コストの削減などの点で優れている。しかし、液状物の保管や輸送においては、内容物が漏れないことが絶対条件であるが、プラスチックフィルムは金属缶や瓶などの容器に比べて厚みが薄く、耐久性に乏しいため、輸送中の振動や衝撃、摩擦によってピンホールが発生したり破袋したりして、内容物が漏れ出す可能性があるという本質的な問題を抱えている。そこで、フィルムに厚みを持たせること等により、機械的強度のあるフィルム、袋としての柔軟性や製袋時のヒートシールをしやすいフィルムなどが求められる。かかる要求を満たすため、輸送に使用される袋に使用されるフィルムは、一般的にはフィルムを2枚重ねにした二重袋包装体が汎用されている(例えば、特許文献1〜3)。
【0004】
かかる2枚重ねの二重袋包装体の二重袋包装体によれば、内部に被収容物を収容している場合にも、2枚のフィルム間に一定の自由度が存在する。従って、二重袋包装体に輸送中の衝撃が加えられても、被収容物を支えている内部側のフィルムと、パレット、あるいは他の包装体と接して二重袋包装体を支えている外部側のフィルムとが、一定の滑りを生じて、該衝撃の吸収を行い、ピンホールの発生や、破袋が生じるのを防止している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−335302号公報
【特許文献2】特開2003−26234号公報
【特許文献3】特開2002−234547号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、二重袋包装体の内層を構成する樹脂材料として、例えば特許文献3に開示されているように、比較的低密度の低密度ポリエチレン(以下において「LDPE」という。
)を用いた場合には、製袋時には、ヒートシールが容易であるという優れた一面を有する一方で、二重袋包装体の内部に80℃以上に加温された食品等を直接収容するような場合、内層同士のブロッキングが生じて、輸送中の振動や衝撃、摩擦によって破袋しやすくなってしまうという問題があった。また、充填される内容物の熱とその重さによってフィルムが伸びて連続生産時にピッチ管理しづらく、単枚フィルム(一重包装体)ではピンホールが発生しやすいという問題点があった。
【0007】
そこで本発明は、二重袋包装体の製袋時において耐ピンホール性に優れ、食品等を熱間充填しても伸びにくく、内層同士のブロッキングが発生しにくい二重袋包装体用インフレーションフィルムを提供することを課題とする。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本願発明者は鋭意検討した結果、内層を形成する樹脂としてLDPEを使用し、このLDPEのビカット軟化点と密度とを所定の範囲に設定することにより、上記課題が解決され得ることを見出した。
【0009】
かくして第一の本発明は、ヒートシール性を有する樹脂からなる外層(A)と、ポリアミド樹脂(以下において「PA」という。)からなる中間層(B)と、LDPEからなる内層(C)を備える二重袋包装体用インフレーションフィルムであって、内層(C)を構成するLDPEは、ビカット軟化点が110℃以上125℃以下であり、かつ密度が0.930g/cm3を超え0.940g/cm3以下であることを特徴とするものである。
本発明において「ビカット軟化点」とは、JIS K7206(1999)[プラスチック−熱可塑性プラスチック−ビカット軟化温度(VST)試験方法]に規定される方法により測定されたビカット軟化点をさす。
【0010】
この第一の本発明にかかる二重袋包装体用インフレーションフィルムによれば、内層(C)を構成するLDPEのビカット軟化点が120℃以上であり、かつ密度が0.930g/cm3を超え0.940g/cm3以下の範囲にそれぞれ規定されているので、製袋時において、内層部の良好なヒートシール性を確保しつつ、食品等を熱間充填しても内層同士のブロッキングが発生しにくい。従って、該フィルムを使用して、輸送や在庫等、商品の流通段階において、ピンホール、破袋の発生しにくい二重袋包装体を形成することができる。また、食品等を熱間充填できるので、充填後に改めて殺菌処理することが不要になるという利点もある。
【0011】
また、外層(A)がヒートシール性を有しているので、製袋時の作業を容易に行うことができ、作製された二重袋包装体に十分なシール強度を与えることができる。
【0012】
さらに中間層(B)にPAを使用しているので、該フィルムを使用した二重袋包装体に良好な耐ピンホール性を付与することができる。
【0013】
第二の本発明は、ヒートシール性を有する樹脂からなる外層(A)と、ポリアミド樹脂からなる中間層(B)と、低密度ポリエチレン樹脂からなる内層(C)を備える二重袋包装体用インフレーションフィルムであって、前記内層(C)を構成する低密度ポリエチレン樹脂は、二重袋を形成した状態で80℃以上100℃以下の被収容物を熱間充填した際に、内層(C)同士をブロッキングさせない樹脂であることを特徴とするものである。
【0014】
この第二の本発明にかかる二重袋包装体用インフレーションフィルムによれば、内層(C)を構成する低密度ポリエチレン樹脂は、二重袋を形成した状態で80〜100℃の被収容物を熱間充填した際に、内層(C)同士をブロッキングさせないので、該フィルムを使用して、輸送や在庫等、商品の流通段階において、ピンホール、破袋の発生しにくい二重袋包装体を形成することができる。また、食品等を熱間充填できるので、充填後に改めて殺菌処理することが不要になるという利点もある。
【0015】
上記第一又は第二の本発明にかかる二重包装体用インフレーションフィルムにおいて、 前記内層(C)の低密度ポリエチレン樹脂は、直鎖状低密度ポリエチレン樹脂(以下「LLDPE」ともいう。)であることが好ましい。
【0016】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、ヒートシール性を有する樹脂からなる外層(A)は、低密度ポリエチレン樹脂、高密度ポリエチレン樹脂、エチレン−酢酸ビニル共重合樹脂、アイオノマー樹脂、ポリプロピレン樹脂、メタロセン触媒ポリエチレン樹脂、メタロセン触媒ポリプロピレン樹脂、及び、エチレン−酢酸ビニル共重合体ケン化物樹脂からなる群から選ばれる1種の樹脂、又はこれらのうちの複数の樹脂を混合したものにより形成することが好ましい。
【0017】
かかる樹脂を使用することにより、二重袋包装体用インフレーションフィルムの外層(A)に、確実に良好なヒートシール性を付与することができる。
【0018】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、ポリアミド樹脂からなる中間層(B)の厚みは5μm以上30μm以下であることが好ましい。
【0019】
中間層(B)の厚みをかかる範囲に設定することにより、二重袋包装体用インフレーションフィルムに良好な耐ピンホール性と、二重袋包装体に良好なスクイズ性(被収容物の絞り出し易さ)とを与えることができる。
【0020】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、直鎖状低密度ポリエチレン樹脂からなる内層(C)が、スリップ剤及び/又はアンチブロッキング剤を含有していることが好ましい。
【0021】
このように構成すれば、スリップ剤を含有させることにより対向する内層(C)同士の滑りを良くし、かつ、アンチブロッキング剤を含有させ、LLDPEの密度を所定範囲に管理することと相俟って、内層(C)同士のブロッキングをより有効に防止することにより、二重袋包装体の破袋の発生を防止することができる。
【0022】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、中間層(B)と外層(A)及び/又は内層(C)との間に、少なくとも1層の接着樹脂層を有することも好ましい。
【0023】
このようにすれば、各層間の接着強度をより高めることができる。
【0024】
上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにおいて、中間層(B)と外層(A)及び/又は内層(C)との間に、少なくとも1層のエチレン−酢酸ビニル共重合体ケン化物樹脂層を有することも好ましい。
【0025】
かかる構成とした場合、二重袋包装体用インフレーションフィルムにガス(酸素)バリア性を持たせることができる。
【0026】
第三の本発明は、上記第一又は第二の本発明にかかる二重袋包装体用インフレーションフィルムにより製袋した二重袋包装体である。
【発明の効果】
【0027】
本発明の二重袋包装体用インフレーションフィルムによれば、二重袋包装体の製袋時において、良好なヒートシール性を確保しつつ、食品等を熱間充填しても内層同士のブロッキングが発生しにくい。従って、シール強度が高いことと相俟って、輸送、在庫等流通段階における二重袋包装体の破袋を抑制することができる。また、食品等を熱間充填することが可能なので、被収容物を充填した後からさらに殺菌処理等する必要がない。本発明のこのような作用及び利得は、次に説明する発明を実施するための最良の形態から明らかにされる。
【図面の簡単な説明】
【0028】
【図1】二重袋包装体を作製するのに使用されるチューブフィルムの製造プロセスを概略的に示す図である。
【図2】図2(A)は、図1におけるIIA‐IIA線に沿ったチューブ状フィルムの断面図、図2(B)は図1におけるIIB‐IIB線に沿った平板状フィルムの断面図である。
【図3】原反を巻き出して所定長にカットする工程を概略的に示す図である。
【図4】単葉等から二重袋包装体を作製する工程を概略的に示す図である。
【図5】図4のP−P線に沿って、紙面手前側から奥方向に表した断面図である。
【発明を実施するための形態】
【0029】
(1)フィルムの製造
図1は上記二重袋包装体を作製するのに使用されるチューブフィルムの製造プロセスを概略的に示す図である。この例では3種類以上の樹脂を押出機により所定温度まで加熱溶融昇圧する。そして、円筒形金型11の内部に空気を吹き込み、金型11の隙間から外層、中間層及び内層で構成される膜を備えたチューブ状のフィルム10を吐き出させる。チューブ状フィルム10はロール12、13等で構成される折り畳み手段により円筒状の形状が平板状フィルム10´に折り畳まれ、その後巻き取り機14によりロール状に巻き取られる。これが二重袋包装体を作製する際の原反15となる。
図2(A)は、図1におけるIIA‐IIA線に沿ったチューブ状フィルム10の断面図、図2(B)は図1におけるIIB‐IIB線に沿った平板状フィルム10´の断面図である。いずれにおいてもフィルム10、10´は、内層21、中間層22、外層23を備え、それらの内部に空間24が存在する。平板状フィルム10´においては、空間24は押しつぶされて、空気層24となっている。
【0030】
(2)二重袋包装体の製袋
図3は原反15を巻き出して所定長にカットする工程を概略的に示す図である。カットされた単葉30a、30b、30c…それぞれが以下に説明する、折り畳み、ヒートシール工程を経て、二重袋包装体とされる。なお、図3、及び次の図4では、平板状フィルム10´の内層21、中層22、外層23の3層は一枚の層として省略して表されている。
図4は、単葉30a等から二重袋包装体を作製する工程を概略的に示す図である。まず、単葉30aは、(A)に図示される一点鎖線の位置に折り目41〜44が形成された折目つき単葉40aとされる。折り目つき単葉40aは、左右の両端が折り目41、42により中央側に折り畳まれる。また下端部が折り目43に沿って上方側に折り返される。これらの折り返しにより、単葉40a左右の重複部分45、及び下端部が折り返されて重複する部分46がヒートシールされる。図4(B)に表されるこの中間品40bは、上部に開口47を有する容器として観念されるものである。この開口47から、被収容物を中間品40bの内部に収容し、上部開口47を折り目44に沿って下方に折り返し、該折り返しにより生じた重複部48をヒートシールして、収容物入りの二重袋包装体40cが完成し、在庫、流通に供されることが可能な状態となる。
図5は、図4のP−P線に沿って、紙面手前側から奥方向に表した断面図である。図5の上方が図4の紙面手前側、図5の下方が図4の紙面奥側にあたる。図5にあるように、被収容物50をはさんで上下に各2枚のフィルム30、30が、互いの内層21、21が対向するように配置されている。すなわち貫通方向に関して、片側2枚のフィルム(6層)、全体で4枚のフィルム(12層)で、二重袋包装体40cが構成されていることになる。なお、二つの内層21、21間に表されている空気層24は図ではその厚さが誇張して表されており、実際には二つの内層21、21が密着しない程度に必要な厚さの空隙である。
【0031】
(3)二重袋包装体用インフレーションフィルム
本発明の二重袋包装体用インフレーションフィルムは、ヒートシール性を有する樹脂からなる外層(A)と、PAからなる中間層(B)と、LDPEからなる内層(C)を備え、該LDPEは、ビカット軟化点が110℃以上125℃以下であり、かつ密度が0.930g/cm3を超え、0.940g/cm3以下であることを特徴とする。また、このLDPEは、二重袋を形成した状態で80℃以上100℃以下の被収容物を熱間充填した際に、内層(C)同士をブロッキングさせないことを特徴とするものである。なお、ここでの外層(A)、中間層(B)、及び内層(C)は、図2のチューブ状フィルムにおける外層23、中間層22、及び内層21にそれぞれ相当するものである。以下本発明の二重袋包装体用インフレーションフィルムを構成する各層ごとに説明する。
【0032】
(内層(C)を構成する樹脂)
本発明のフィルムでは、内層(C)を構成する樹脂として、ビカット軟化点が110℃以上、好ましくは115℃以上、さらに好ましくは120℃以上であり、かつ125℃以下、好ましくは124℃以下であって、密度が0.930g/cm3を超えて0.940g/cm3以下、好ましくは0.935g/cm3以上0.940g/cm3以下、さらに好ましくは0.937g/cm3以上0.940g/cm3以下の低密度ポリエチレン樹脂(LDPE)を使用する。このような樹脂を配することにより、良好なヒートシール性を確保しつつ、熱間充填時のチューブフィルムの内層ブロッキングを防ぐことができる。LLDPEとしては、エチレンと炭素数6のヘキセン−1又は炭素数8のオクテン−1との共重合体が好ましい。ビカット軟化点が110℃以上のLDPEの場合、ビカット軟化点が上昇すると、密度も次第に上昇する。例えば、ビカット軟化点が120℃以上のLDPEの場合、密度は0.940g/cm3に近いものとなるため、二重袋包装体の製袋時において、食品等を熱間充填しても内層同士のブロッキングが発生しにくく、熱によるフィルムの伸びを最小限に抑えることができる。
【0033】
内層(C)の厚みは10μm以上、好ましくは15μm以上、さらに好ましくは20μm以上であり、かつ50μm以下、好ましくは40μm以下、さらに好ましくは35μm以下とすることが望ましい。チューブフィルム内層樹脂の厚みを10μm以上にすることにより、耐ピンホール性と耐熱性を維持できる。一方、チューブフィルム内層樹脂の厚みを50μm以下にすることにより、該フィルムにより形成した二重袋包装体に適度なスクイズ性が与えられ、内容物を絞り出す時に良好である。
【0034】
(中間層(B)を構成する樹脂)
本発明のフィルムの中間層(B)は、ポリアミド樹脂(PA)により形成される。PAの種類は特に限定されないが、耐ピンホール性の観点からはポリアミド系合成繊維系樹脂を用いることが好ましい。ポリアミド系合成繊維系樹脂としては、例えば、6ナイロン、66ナイロン、69ナイロン、6−66ナイロン、12ナイロン、11ナイロン、610ナイロン、612ナイロン、6I−6Tナイロン、MXD6ナイロン等の縮合単位の重合体又はこれら2種以上との共重合体、さらにはこれらの混合物を挙げることができる。中でも6ナイロンや6−66ナイロンを用いることが好ましい。
【0035】
中間層(B)の厚みは、5μm以上、好ましくは7μm以上、さらに好ましくは10μm以上であり、かつ30μm以下、好ましくは25μm以下、さらに好ましくは20μm以下の範囲とすることが望ましい。PAにより形成された中間層(B)の厚みの下限値を5μmとすることにより、良好な耐ピンホール性が得られ、伸びにくいフィルムとなる。
また上限値を30μmとすることにより該フィルムにより形成した二重袋包装体に適度なスクイズ性を付与できる。
【0036】
(外層(A)を構成する樹脂)
本発明のフィルムの外層(A)は、ヒートシール性を有する樹脂からなる。ヒートシール性を有する樹脂としては、特に限定されないが、例えば低密度ポリエチレン樹脂(LDPE)、高密度ポリエチレン樹脂(HDPE)、エチレン−酢酸ビニル共重合樹脂(EVA)、アイオノマー樹脂(IO)、ポリプロピレン樹脂(PP)、メタロセン触媒ポリエチレン樹脂、メタロセン触媒ポリプロピレン樹脂、及びエチレン−酢酸ビニル共重合体ケン化物樹脂(EVOH)からなる群から選ばれる1種の樹脂、あるいはこれらのうちの複数の樹脂を混合したもの等が挙げられる。これらの中でも特に密度0.900(g/cm3)以上の直鎖状低密度ポリエチレン樹脂(LLDPE)を使用することが好ましく、このような樹脂を配することにより良好なヒートシール性が得られる。LLDPEとしては炭素数が6又は8のα−オレフィンとの共重合体が好ましい。
【0037】
外層(A)の厚みは、10μm以上、好ましくは15μm以上、さらに好ましくは20μm以上であり、かつ50μm以下、好ましくは40μm以下、さらに好ましくは35μm以下とすることが望ましい。チューブフィルム外層樹脂の厚みを10μm以上にすることにより、耐ピンホール性と耐熱性を維持でき、適度なシール強度が得られる。一方、チューブフィルム外層樹脂の厚みを50μm以下にすることにより、該フィルムにより形成した二重袋包装体に適度なスクイズ性を与えることができ、内容物の良好な絞込みができる。
【0038】
(スリップ剤)
内層(C)又は/及び外層(A)に滑り性を付与する目的でスリップ剤を添加することができる。スリップ剤としては、滑り性を付与することができれば特に限定されないが、炭化水素系滑剤、脂肪酸系高級アルコール系滑剤、アミド系滑剤、エステル系滑材、金属せっけん系滑剤などがある。ポリエチレンのスリップ剤で代表的なアミド系滑剤には、ステアリン酸アミド、オレイン酸アミド、エルカ酸アミドがある。添加量は各層を構成する樹脂100質量部に対して0.1〜0.5質量部が一般的であり、チューブフィルム内層のブロッキングを改良、防止することができる。他に金属せっけん系滑剤として、ステアリン酸鉛、ステアリン酸亜鉛、ステアリン酸カルシウム、ステアリン酸マグネシウム等が挙げられる。添加量は各層を構成する樹脂100質量部に対して0.1質量以上、好ましくは0.5質量部以上、さらに好ましくは1質量部以上であり、かつ10質量部以下、好ましくは5質量部以下、さらに好ましくは3質量部以下であることが望ましい。
【0039】
(アンチブロッキング剤)
内層又は/及び外層にアンチブロッキング性を付与する目的でアンチブロッキング剤を添加することができる。アンチブロッキング剤としては、アンチブロッキング性を付与することができれば特に限定されないが、無機系のもので、タルク、ゼオライトなどがある。タルクは潤滑性に富み油脂感のある白色粉末でその表面は親油性・疎水性である。ゼオライトは、アルカリ及びアルカリ土類金属の含水アルミノ珪酸塩で粘着性を防止することができる。アンチブロッキング剤は、樹脂層表面に微細な凹凸を形成して、隣接する二層が密着するのを抑制することによりブロッキングを防止する機能を発揮するものと思われる。添加量は各層を構成する樹脂100質量部に対して0.1質量以上、好ましくは0.5質量部以上、さらに好ましくは1質量部以上であり、かつ10質量部以下、好ましくは5質量部以下、さらに好ましくは3質量部以下であることが望ましい。
【0040】
(接着樹脂層)
また、中間層(B)の表裏のいずれか、又は両側に、各層を接着するために接着樹脂層を設けることができる。接着樹脂層で使用される接着樹脂は、外層(A)、中間層(B)、及び内層(C)を必要な強度に接着することができれば特に限定されないが、不飽和カルボン酸又はその誘導体で変性されたポリオレフィン系樹脂を好適に用いることができる。前記不飽和カルボン酸及びその誘導体としては、例えば、アクリル酸、メタクリル酸、マレイン酸、フマル酸、クロトン酸、イタコン酸、シトラコン酸等又はその誘導体が挙げられる。
【0041】
また接着樹脂として、前記不飽和カルボン酸のエステルや無水物も用いることができ、さらに誘導体としてアクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸ブチル、メタクリル酸ブチル、酢酸ビニル、グリシジルアクリレート、グリシジルメタクリレート、アクリルアミド、メタクリルアミド、アクリル酸ナトリウム等を用いることができる。
【0042】
市販の接着樹脂としては、例えば、三井化学(株)製、商品名アドマーが挙げられ、これらを好適に使用することができる。
【0043】
接着樹脂層は、中間層(B)と内層(C)との間に少なくとも1層設けることができる。さらに、層間接着強度をより高める観点からは外層(A)と中間層(B)との間に設けることが好ましい。 接着樹脂層の厚みは5μm以上、好ましくは10μm以上であり、かつ20μm以下、さらに好ましくは15μm以下であることが望ましい。接着樹脂層の厚みが薄すぎると、十分な層間接着力を得ることができない。一方、接着樹脂層の厚みが厚すぎると、原料コストがかかり、透明性が悪くなり好ましくない。
【0044】
(EVOH層)
中間層(B)の表裏のいずれか、又は両側に、酸素バリア性を付与する目的で、EVOH層を設けることができる。EVOH層で用いられるEVOHのエチレン含有率は特に限定されるものではないが、製膜安定性の観点から32モル%以上、好ましくは38モル%以上であり、かつ47モル%以下、好ましくは44モル%以下の範囲であることが望ましい。また、EVOHのケン化度は90%以上、好ましくは95モル%以上のものが望ましい。EVOHのエチレン含有量及びケン化度を上記範囲に保つことにより、本発明のフィルムの共押出性、フィルムの強度を良好なものとすることができる。
【0045】
EVOH層を設ける場合、EVOH層の厚みは5μm以上、好ましくは8μm以上、さらに好ましくは10μm以上であり、かつ30μm以下、好ましくは25μm以下、さらに好ましくは20μm以下であることが望ましい。EVOH層の厚みの下限値を5μmとすることにより十分な酸素バリア性が得られる。また上限値を30μmとすることによりフィルムの共押出性を悪化することもなく、かつ良好なフィルム強度を保持できる。
【0046】
<フィルムの層構成>
本発明のフィルムの層構成は、最外層としてヒートシール性を有する樹脂層、最内層として低密度ポリエチレン(LDPE)層を配すれば、その他の層の層構成は特に制限されない。例えば、ヒートシール性を有する樹脂(A)、PA層(B)、EVOH層(C)、LDPE層(D)、及び接着樹脂層(E)で表した場合、以下の層構成を形成することができる。
(1)A/E/B/E/D
(2)A/E/C/B/E/D
(3)A/E/B/C/E/D
【0047】
<その他の添加剤>
本発明のフィルムは、本発明の効果を阻害しない範囲で最外層、中間層及び最内層のいずれか又はすべての層に添加剤を含有させることができる。例えば、最外層にポリプロピレン樹脂(PP)を配した場合、透明性を高める効果で、造核剤を添加することができる。
【実施例】
【0048】
(評価用試料フィルムの作成)
実施例1〜4及び比較例1〜5として、5層からなる共押出しインフレーションフィルムを製造した。フィルムの総厚みは50μm、60μm、100μmの3種である。以下に実施例及び比較例で作成したチューブフィルムの外層から内層に向かっての層構成を示す。
第1層(外層):直鎖状低密度ポリエチレン樹脂(LLDPE1)
第2層:カルボン酸変性エチレン−酢酸ビニル共重合体(AD)
第3層:ナイロン−6(PA)
第4層:カルボン酸変性エチレン−酢酸ビニル共重合体(AD)
第5層(内層):直鎖状低密度ポリエチレン樹脂(LLDPE2)
【0049】
(実施例1)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.935(g/cm3)、ビカット軟化点120(℃)
【0050】
(実施例2)
<1>層構成
第1層(外層):LLDPE1(13.5μm)
第2層:AD(6μm)
第3層:PA(15μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(9.5μm)
総厚み50μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.935(g/cm3)、ビカット軟化点120(℃)
【0051】
(実施例3)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
無し
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.935(g/cm3)、ビカット軟化点120(℃)
【0052】
(実施例4)
<1>層構成
第1層(外層):PP(12μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(18μm)
総厚み60μm
<2>添加剤
外層のPPにスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
PP:密度0.900(g/cm3)
LLDPE2:密度0.935(g/cm3)、ビカット軟化点120(℃)
【0053】
(比較例1)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.937(g/cm3)、ビカット軟化点102(℃)
【0054】
(比較例2)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.929(g/cm3)、ビカット軟化点117(℃)
【0055】
(比較例3)
<1>層構成
第1層(外層):LLDPE1(17μm)
第2層:AD(11.5μm)
第3層:PA(30μm)
第4層:AD(10μm)
第5層(内層):LLDPE2(31.5μm)
総厚み100μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を0.6%、アンチブロッキング剤を1%添加
<3>フィルム形状:チューブフィルムを切り開いて単枚フィルムにスリット加工
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.917(g/cm3)、ビカット軟化点102(℃)
【0056】
(比較例4)
<1>層構成
第1層(外層):LLDPE1(13.5μm)
第2層:AD(6μm)
第3層:PA(15μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(9.5μm)
総厚み50μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を0.6%、アンチブロッキング剤を1%添加
<3>フィルム形状:チューブフィルムを切り開いて単枚フィルムにスリット加工
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.917(g/cm3)、ビカット軟化点102(℃)
【0057】
(比較例5)
<1>層構成
第1層(外層):LLDPE1(18μm)
第2層:AD(7μm)
第3層:PA(17μm)
第4層:AD(6μm)
第5層(内層):LLDPE2(12μm)
総厚み60μm
<2>添加剤
外層のLLDPE1にスリップ剤を0.5%添加
内層のLLDPE2にスリップ剤を1.0%、アンチブロッキング剤を1.8%添加
<3>フィルム形状:チューブフィルム
<4>樹脂密度
LLDPE1:密度0.931(g/cm3)
LLDPE2:密度0.910(g/cm3)、ビカット軟化点85(℃)
【0058】
上記各実施例、比較例で用いた原料は、以下の通りである。
LLDPE1、LLDPE2:出光石油化学社製モアテック
PP :日本ポリプロ社製ノバテック
AD :三井化学社製アドマー
PA :三菱エンジニアリングプラスチック社製ノバミッド6Ny
【0059】
(評価方法)
上記のように作製した各評価用試料フィルムに関し、下記試験による評価を実施した。
【0060】
(1)ゲルボフレックステスト
上記各インフレーションフィルムを用いて、ゲルボフレックステスト(23℃×40%RHで500回屈曲したときのピンホール発生個数)を実施し、耐ピンホールを評価した。比較例1と2はフラットフィルムにスリット加工した。このときのピンホール発生数が0〜5個未満のものを「◎」、5個以上10個未満のものを「○」、10個以上のものを「×」とした。
【0061】
(2)熱間充填テスト
上記各インフレーションフィルムを用いて、縦ピロー包装機ONP2100W(オリヒロ社製)にかけ、2重袋にして、袋中に95℃の温水10kgを充填し、チューブフィルム内層同士がブロッキングしているかどうかを確認した。チューブフィルム内層同士がブロッキングしていないものを「◎」、一部ブロッキングしたものを「○」、大多数がブロッキングしているものを「×」とした。
【0062】
(3)モジュラス測定
上記各インフレーションフィルムを用いて、精密万能材料試験機(インテスコ社製)を用いて、試験片を一定の速度(5mm/min)で引っ張り、ひずみが5%に達したときの応力を測定した。このときの応力値が4.0N以上の伸びにくいものを「◎」、3.5N以上4.0N未満のものを「○」、3.5N未満の伸びやすいものを「×」とした。
【0063】
(評価結果)
表1にまとめて示す。
【0064】
【表1】
【0065】
実施例1〜4はチューブフィルム状(2枚重ね)であったため、ピンホール発生数は少なかった。また、熱間充填してもチューブフィルム内層樹脂に高密度のLLDPEを配したため、ブロッキングせず、PA層の厚みが15〜17μmと確保されていることで、耐ピンホール性に優れ伸びにくく良好であった。これらの中で、実施例3はアンチブロッキング剤が添加されていなかったため、実用上問題ないレベルながら耐ブロッキング性の点において、他の実施例に比べわずかに劣る結果を示した。また、実施例4は、外層としてPPを使用したものであるが、PPはLDPEより硬いためか実用上問題ないレベルながら耐ピンホール性の点において、他の実施例に比べわずかに劣る結果を示した。
一方、比較例1、2はそれぞれ、LLDPE2のビカット軟化点が低い、あるいは密度が低いためモジュラス測定の結果が劣った(伸びやすい。)ものと思われる。比較例3、4は単枚フィルムであったため、耐ピンホール性に劣り、輸送時等の破袋を引き起こす危険があった。比較例5は、チューブフィルム内層樹脂に低密度かつビカット軟化点の低いLLDPEを配したため、内層同士がブロッキングし、伸びの点においても劣る結果を示した。
【0066】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲及び明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う二重袋包装体用インフレーションフィルム及び該フィルムを用いた二重袋包装袋もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【符号の説明】
【0067】
10 チューブ状フィルム
10´ 平板状フィルム
11 円筒形金型
12、13 ロール
14 巻き取り機
15 原反
21 内層
22 中間層
23 外層
24 空間(空気層)
30a、30b、30c 単葉
40a 単葉(折目つき)
40b 中間品
40c 二重袋包装袋
41、42、43、44 折り目
45、46、48 重複部分
47 開口
50 被収容物
【特許請求の範囲】
【請求項1】
ヒートシール性を有する樹脂からなる外層(A)と、ポリアミド樹脂からなる中間層(B)と、低密度ポリエチレン樹脂からなる内層(C)を備える二重袋包装体用インフレーションフィルムであって、前記内層(C)を構成する低密度ポリエチレン樹脂は、二重袋を形成した状態で80℃以上100℃以下の被収容物を熱間充填した際に、前記内層(C)同士をブロッキングさせない樹脂であることを特徴とする二重袋包装体用インフレーションフィルム。
【請求項2】
前記内層(C)の低密度ポリエチレン樹脂が直鎖状低密度ポリエチレン樹脂である請求項1に記載の二重袋包装体用インフレーションフィルム。
【請求項3】
前記外層(A)が、低密度ポリエチレン樹脂、高密度ポリエチレン樹脂、エチレン−酢酸ビニル共重合樹脂、アイオノマー樹脂、ポリプロピレン樹脂、メタロセン触媒ポリエチレン樹脂、メタロセン触媒ポリプロピレン樹脂、及びエチレン−酢酸ビニル共重合体ケン化物樹脂からなる群から選ばれる1種の樹脂、又はこれらのうちの複数の樹脂を混合したものにより形成されていることを特徴とする請求項1または2に記載の二重袋包装体用インフレーションフィルム。
【請求項4】
前記中間層(B)の厚みが5μm以上30μm以下であることを特徴とする請求項1〜3のいずれか1項に記載の二重袋包装体用インフレーションフィルム。
【請求項5】
前記内層(C)が、スリップ剤及び/又はアンチブロッキング剤を含有している請求項1〜4のいずれか1項に記載の二重袋包装体用インフレーションフィルム。
【請求項6】
前記中間層(B)と外層(A)及び/又は内層(C)との間に、少なくとも1層の接着樹脂層を有する請求項1〜5のいずれか1項に記載の二重袋包装体用インフレーションフィルム。
【請求項7】
前記中間層(B)と外層(A)及び/又は内層(C)との間に、少なくとも1層のエチレン−酢酸ビニル共重合体ケン化物樹脂層を有する請求項1〜6のいずれかに記載の二重袋包装体用インフレーションフィルム。
【請求項8】
請求項1〜7のいずれか1項に記載のインフレーションフィルムにより製袋した二重袋包装体。
【請求項1】
ヒートシール性を有する樹脂からなる外層(A)と、ポリアミド樹脂からなる中間層(B)と、低密度ポリエチレン樹脂からなる内層(C)を備える二重袋包装体用インフレーションフィルムであって、前記内層(C)を構成する低密度ポリエチレン樹脂は、二重袋を形成した状態で80℃以上100℃以下の被収容物を熱間充填した際に、前記内層(C)同士をブロッキングさせない樹脂であることを特徴とする二重袋包装体用インフレーションフィルム。
【請求項2】
前記内層(C)の低密度ポリエチレン樹脂が直鎖状低密度ポリエチレン樹脂である請求項1に記載の二重袋包装体用インフレーションフィルム。
【請求項3】
前記外層(A)が、低密度ポリエチレン樹脂、高密度ポリエチレン樹脂、エチレン−酢酸ビニル共重合樹脂、アイオノマー樹脂、ポリプロピレン樹脂、メタロセン触媒ポリエチレン樹脂、メタロセン触媒ポリプロピレン樹脂、及びエチレン−酢酸ビニル共重合体ケン化物樹脂からなる群から選ばれる1種の樹脂、又はこれらのうちの複数の樹脂を混合したものにより形成されていることを特徴とする請求項1または2に記載の二重袋包装体用インフレーションフィルム。
【請求項4】
前記中間層(B)の厚みが5μm以上30μm以下であることを特徴とする請求項1〜3のいずれか1項に記載の二重袋包装体用インフレーションフィルム。
【請求項5】
前記内層(C)が、スリップ剤及び/又はアンチブロッキング剤を含有している請求項1〜4のいずれか1項に記載の二重袋包装体用インフレーションフィルム。
【請求項6】
前記中間層(B)と外層(A)及び/又は内層(C)との間に、少なくとも1層の接着樹脂層を有する請求項1〜5のいずれか1項に記載の二重袋包装体用インフレーションフィルム。
【請求項7】
前記中間層(B)と外層(A)及び/又は内層(C)との間に、少なくとも1層のエチレン−酢酸ビニル共重合体ケン化物樹脂層を有する請求項1〜6のいずれかに記載の二重袋包装体用インフレーションフィルム。
【請求項8】
請求項1〜7のいずれか1項に記載のインフレーションフィルムにより製袋した二重袋包装体。
【図1】

【図2】

【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−126603(P2011−126603A)
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願番号】特願2011−21054(P2011−21054)
【出願日】平成23年2月2日(2011.2.2)
【分割の表示】特願2005−198828(P2005−198828)の分割
【原出願日】平成17年7月7日(2005.7.7)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願日】平成23年2月2日(2011.2.2)
【分割の表示】特願2005−198828(P2005−198828)の分割
【原出願日】平成17年7月7日(2005.7.7)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]