
亜鉛およびニッケルを含有するめっき層が設けられた部材の製造方法
【課題】耐食性に優れた亜鉛合金めっき部材の提供。
【解決手段】基材上にZnめっき層、及びZnめっき層上に基材から表層側へとNi含有量が増加するようにNiを含有するZn合金めっき層を、Znめっき工程と、第1〜第3の含有量C1〜C3(単位:wt%)でNiを含有するZn合金めっき層を基材の金属表面上に形成することができる第1〜第3のNi含有Zn合金めっき液に、Znめっき工程を経た基材を順次接触させて、その基材上にNiを含有するZn合金めっき層を形成する第1〜第3のZn合金めっき工程を備え、C1〜C3はC1<C2<C3の関係を満たし、基材上に設けられたZn及びNiを含有するめっき層の最上層は、12wt%以下の含有量でNiを含有するZn合金めっき層を基材上に形成することができるめっき液を用いて形成する。
【解決手段】基材上にZnめっき層、及びZnめっき層上に基材から表層側へとNi含有量が増加するようにNiを含有するZn合金めっき層を、Znめっき工程と、第1〜第3の含有量C1〜C3(単位:wt%)でNiを含有するZn合金めっき層を基材の金属表面上に形成することができる第1〜第3のNi含有Zn合金めっき液に、Znめっき工程を経た基材を順次接触させて、その基材上にNiを含有するZn合金めっき層を形成する第1〜第3のZn合金めっき工程を備え、C1〜C3はC1<C2<C3の関係を満たし、基材上に設けられたZn及びNiを含有するめっき層の最上層は、12wt%以下の含有量でNiを含有するZn合金めっき層を基材上に形成することができるめっき液を用いて形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は亜鉛およびニッケルを含有するめっき層が設けられた、優れた耐食性を有する部材の製造方法に関する。
【背景技術】
【0002】
亜鉛を含有するめっき層(以下、「亜鉛系めっき層」という。)が設けられた部材を製造する方法は、基材上に亜鉛系めっき層を形成することが可能なめっき液と基材とを接触させる亜鉛系めっき処理によって行われる。
【0003】
この亜鉛系めっき処理は安価で量産性に優れることから、自動車用鋼板などに代表される鋼材の表面処理方法として広く行われ、さまざまな種類の亜鉛系めっき処理のためのめっき液(以下、「亜鉛系めっき液」という。)が提供されている。
【0004】
数多くの亜鉛系めっき液の一つに、ニッケルを含有する亜鉛合金めっき層を形成することが可能なニッケル含有亜鉛合金めっき液がある。このめっき液により形成されるめっき層はγ相(Ni5Zn21)を有するため、亜鉛のみからなるめっき層(以下、「亜鉛めっき層」という。)に比べて耐食性に優れるとされるが、現実には、めっき層の内部応力が大きく、めっき層内に大きなクラックが発生したり、めっき層が剥離したりするため、期待されたほどの耐食性を安定的に得ることは容易でない。
【0005】
このようなニッケルを含有する亜鉛合金めっきが有する上記の問題点を解決すべく、例えば特許文献1には、鋼板と、鋼板表面にニッケル又はニッケル系合金を拡散したニッケル拡散領域と、ニッケル拡散領域上に形成された亜鉛又は亜鉛系合金めっき層とを具備し、ニッケル拡散領域のニッケル付着量が1〜1000mg/m2である亜鉛系合金めっき鋼板が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−11479号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
上記の特許文献1に記載される手段は、鋼板の表面にニッケル拡散領域を設けることにより、その上に形成されるめっき層の剥離を抑制するものであるが、このニッケル拡散領域を設けるためには600℃を超える温度での熱処理が必要とされている。このため、高温での熱変形に基づく寸法変化が問題視されるような部材、例えば二次加工品(切削、鍛造、プレス成型などの形状創成加工を受けた後の部材)に対して適用することができない。また、処理対象物が二次加工品の場合には、一般に形状が複雑であることからめっき厚みがばらつきやすい。このため、基材にニッケル拡散層を設けて、その上にニッケルを含有する亜鉛めっき層を形成しても、めっき厚みの大きな部分ではクラックの発生やめっき剥離により耐食性が低下し、めっき厚みの小さな部分ではめっき層による防食効果が十分に得られず、結果的に部材全体として優れた耐食性を得ることが困難となる場合があった。
【0008】
本発明はかかる現状を鑑み、亜鉛およびニッケルを含有するめっき層が設けられた、優れた耐食性を有する部材の製造方法、特に基材が二次加工品である場合でも優れた耐食性を安定的に付与することが可能な部材の製造方法に関するを提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために提供される本発明は次のとおりである。
(1)基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材の製造方法であって、前記亜鉛およびニッケルを含有するめっき層は、前記基材の金属表面上に設けられた亜鉛めっき層、および当該亜鉛めっき層上に設けられた、前記基材から表層側へとニッケル含有量が増加するようにニッケルを含有する亜鉛合金めっき層からなり、前記基材の金属表面上に亜鉛めっき層を形成することができる亜鉛めっき液に前記基材を接触させて前記基材の金属表面上に前記亜鉛めっき層を形成する亜鉛めっき工程と、第1の含有量C1(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第1のニッケル含有亜鉛合金めっき液に、前記亜鉛めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第1の亜鉛合金めっき工程と、第2の含有量C2(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第2のニッケル含有亜鉛合金めっき液に、前記第1の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第2の亜鉛合金めっき工程と、第3の含有量C3(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第3のニッケル含有亜鉛合金めっき液に、前記第2の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第3の亜鉛合金めっき工程とを備え、前記第1〜3の含有量C1〜C3はC1<C2<C3の関係を満たし、前記基材の金属表面上に設けられた前記亜鉛およびニッケルを含有するめっき層の最上層は、12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる12質量%以下ニッケル含有亜鉛合金めっき液を用いて形成されたものであることを特徴とする部材の製造方法。
【0010】
(2)前記第3のニッケル含有亜鉛合金めっき液が前記12質量%以下ニッケル含有亜鉛合金めっき液である上記(1)記載の製造方法。
【0011】
(3)前記12質量%以下ニッケル含有亜鉛合金めっき液が、12質量%の含有量でニッケルを含有する亜鉛合金めっき層を前記基材上に形成することができる12質量%ニッケル含有亜鉛合金めっき液である上記(1)または(2)記載の製造方法。
【0012】
(4)前記12質量%以下ニッケル含有亜鉛合金めっき液が、6質量%の含有量でニッケルを含有する亜鉛合金めっき層を前記基材上に形成することができる6質量%ニッケル含有亜鉛合金めっき液である上記(1)または(2)記載の製造方法。
【0013】
(5)前記ニッケルを含有する亜鉛合金めっき層を形成するためのめっき液はいずれもアルカリ性のめっき液である上記(1)から(4)のいずれかに記載の製造方法。
なお、上記のめっき工程は電気めっきにより行われることが制御性、経済性の観点から好ましい。
【0014】
本発明は、さらに、基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材であって、上記(2)の方法により製造されたものであり、前記めっき層は、最表面部の化学組成が、ニッケル:6質量%以上8質量%以下、ならびに残部亜鉛および不純物であって、前記基材の金属表面との界面部における化学組成が、ニッケル:1質量%以下、ならびに残部亜鉛および不純物である、ニッケルおよび亜鉛の傾斜組成を有する、部材も提供する。
【0015】
なお、上記の亜鉛めっき液を用いて亜鉛めっき層を形成する亜鉛めっき工程の初期には、基材の金属表面部を構成する金属成分がめっき液に溶解する現象も生じうるため、形成されためっき層における基材の金属表面部との界面部には、厳密には、金属表面部を構成する金属成分も若干量含まれる場合がある。しかしながら、そのような金属成分は、めっき層における含有量が微量であるから、上記の部材の発明における「不純物」の概念に含めることができる。
【発明の効果】
【0016】
上記の発明に係る製造方法により形成されためっき層は、亜鉛めっき層とニッケルを含有する亜鉛合金めっき層(以下、本発明に係るめっき層における亜鉛めっき層以外の部分を「ニッケル−亜鉛めっき層」という。)とからなり、犠牲防食特性が特に優れた亜鉛めっき層は基材に接するように設けられ、ニッケル−亜鉛めっき層は亜鉛めっき層に比べて相対的に硬く、亜鉛めっき層を保護するように亜鉛めっき層上に設けられている。このため、亜鉛めっき層のみでは疵が発生するような程度の衝撃を部材が受けても、ニッケル−亜鉛めっき層では疵とならない。めっき層に疵が入って基材が露出すると亜鉛めっき層などによる犠牲防食能力が発揮され、基材の腐食は防止されるものの、めっき層を構成する材料が代わりに腐食される。したがって、めっき層に疵が入りにくくなるということは、亜鉛めっき層の犠牲防食能力が現実に発揮されるまでの期間が長くなる可能性が高まることを意味し、結果的に部材としての優れた耐食性が維持される期間の延長に資することになる。
【0017】
また、仮にニッケル−亜鉛めっき層に疵が発生するほどの強い衝撃を部材が受けても、内部の亜鉛めっき層は相対的に軟質であるため、その疵に基づいてニッケル−亜鉛めっき層内に発生した破断(クラック)は亜鉛めっき層内で減衰する。このため、ニッケル−亜鉛めっき層からのクラックが亜鉛めっき層をも貫通して基材表面が露出する事態が生じにくい。したがって、この観点からも犠牲防食能力が現実に発揮されるまでの期間が長くなる可能性が高まる。
【0018】
さらに、ニッケル−亜鉛めっき層は少なくとも3種類以上の組成の異なるめっき液により製造されているため、ニッケル−亜鉛めっき層の最表面の領域における硬度を高めるべく、この領域のニッケル含有量を高めても、亜鉛めっき層と接する領域におけるニッケル含有量を低くすることができる。このような濃度傾斜組成とすることで、上記のごとく衝撃に基づくクラックの減衰効果が高まる上、亜鉛めっき層とニッケル−亜鉛めっき層との間に生じる接触電位を最小限に抑えることができる。
【0019】
加えて、ニッケル−亜鉛めっき層の最表面の領域をなすめっき層は12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができるめっき液であるため、ニッケル−亜鉛めっき層の最表面が過度に硬化して内部応力が高まることが抑制される。このように最表面の内部応力が過度に高くないため、腐食によって発生するクラックが微細であり、それゆえ腐食電位が分散され、発生したクラックが大規模な腐食の起点となりにくい。
【図面の簡単な説明】
【0020】
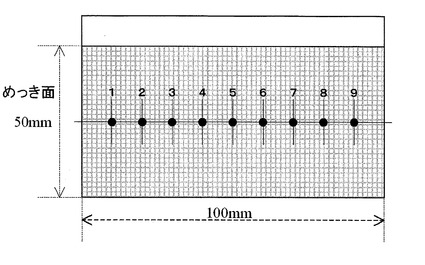
【図1】本実施例に係る試験部材における膜厚測定および赤錆発生時間の評価を行った位置を概念的に示す図である。
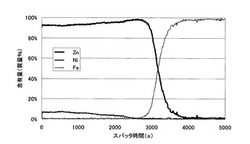
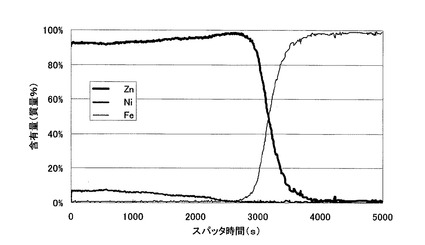
【図2】本実施例に係る試験部材の表面を、XPSを用いて深さ分析した結果を示すグラフである。
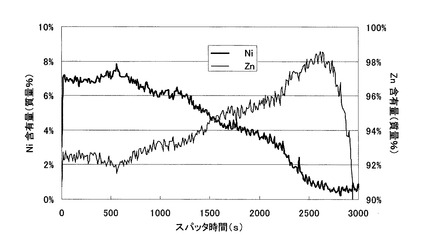
【図3】ニッケルおよび亜鉛の含有量の変化を確認すべく、図2に示されるグラフを部分的に拡大したグラフである。
【発明を実施するための形態】
【0021】
1.部材の製造方法
本発明に係る部材の製造方法は、基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材の製造方法であって、亜鉛およびニッケルを含有するめっき層は、基材の金属表面上に設けられた亜鉛めっき層、およびその亜鉛めっき層上に設けられた、基材から表層側へとニッケル含有量が増加するようにニッケルを含有する亜鉛合金めっき層(ニッケル−亜鉛めっき層)からなり、次のめっき処理工程を備える。
【0022】
(i)基材の金属表面上に亜鉛めっき層を形成することができる亜鉛めっき液に基材を接触させて基材の金属表面上に亜鉛めっき層を形成する亜鉛めっき工程、
(ii)第1の含有量C1(単位:質量%)でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第1のニッケル含有亜鉛合金めっき液に、亜鉛めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第1の亜鉛合金めっき工程、
(iii)第2の含有量C2(単位:質量%)でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第2のニッケル含有亜鉛合金めっき液に、第1の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第2の亜鉛合金めっき工程、および
(iv)第3の含有量C3(単位:質量%)でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第3のニッケル含有亜鉛合金めっき液に、第2の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第3の亜鉛合金めっき工程。
【0023】
ここで、第1〜3の含有量C1〜C3はC1<C2<C3の関係を満たす。
さらに、基材の金属表面上に設けられた亜鉛およびニッケルを含有するめっき層の最上層は、12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる12質量%以下ニッケル含有亜鉛合金めっき液を用いて形成されたものである。
【0024】
このように、基材の金属表面上に設けられた亜鉛およびニッケルを含有するめっき層の上層側をなすニッケル−亜鉛めっき層は、それぞれが異なるめっき液を用いる、少なくとも3つの亜鉛合金めっき工程により形成される。以下、ニッケル−亜鉛めっき層が3工程により形成される場合を例として、本発明に係る工程を具体的に説明する。
【0025】
(1)めっき前処理
基材の金属表面上にめっき層を形成する工程に先立って、前処理が必要に応じ行われる。この前処理は一般に洗浄工程および活性化処理工程からなり、各工程において使用される洗浄液および活性化処理液、ならびにこれらを用いた処理条件は、基材の素材や形状に基づいて決定される。
【0026】
なお、基材は、金属表面を有していれば特に限定されない。好ましい素材は金属材であり、特に、鋼材が特に好ましい。また、基材の形状も特に限定されず、複雑な凹凸を有する二次加工品であってもよい。基材の具体例として、例えば、ボルト、ナット、リベット、ワッシャーなどの小物部品、プレス加工品、切断加工品、鍛造品などの各種加工部品などが挙げられる。もちろん、線材、薄板などの一次加工品に対して本発明に係る製造方法を適用してもよい。
【0027】
(2)亜鉛めっき工程
必要に応じて上記のめっき前処理の各工程を経た基材に、基材の金属表面上に亜鉛めっき層を形成することができる亜鉛めっき液を接触させて、その基材の金属表面上に亜鉛めっき層を形成する。
【0028】
この亜鉛めっき液は電気めっきにより基材の金属表面上に亜鉛めっきを形成するため、一般には、亜鉛めっき液が入っためっき浴中に基材を浸漬し、この基材を陰極として電解処理することにより亜鉛めっき工程は行われる。基材が平板状である場合などは、基材に亜鉛めっき液を噴霧しながらめっきを行うスプレー方式によって亜鉛めっき工程を行うことも可能である。
【0029】
亜鉛めっき液の種類はいわゆるシアン浴、ジンケート浴、および酸性浴のいずれでもよいが、製造過程における環境負荷を最小限とする近年の傾向によれば、シアン浴は採用されるべきでない。二次加工品のように形状が複雑な基材を対象とする場合には、めっき厚の均一性に優れるアルカリ性のジンケート浴が好ましい。もちろん、めっき液の安定性の確保、基材とめっき液との濡れ性の確保、めっき層の特性向上のために、界面活性剤や光沢剤などを亜鉛めっき液に含有させてもよい。
【0030】
処理条件は特に限定されない。所定の厚みの亜鉛めっき層が得られるようにめっき液の種類に応じて適宜設定すればよい。一例を挙げれば、陰極電流密度は1.0〜3.0A/dm2、電圧6〜18V、液温20〜30℃である。基材に印加される電圧については、一様な電位の負電圧が継続的に印加されてもよい。基材に印加される電圧の電位が経時的に変動してもよく、さらには、一時的に正電圧が基材に印加される場合があってもよい。
亜鉛めっき層の厚みは部材に求められる耐久性の程度、寸法公差、製造コストなどに基づいて部材ごとに決定される。一般には5μm以上20μm以下とされる場合が多い。
【0031】
(3)第1の亜鉛合金めっき工程
第1の亜鉛合金めっき工程では、第1の含有量C1でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第1のニッケル含有亜鉛合金めっき液に、亜鉛めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層(以下、「第1のニッケル−亜鉛めっき層」という。)を形成する。
【0032】
この第1のニッケル含有亜鉛合金めっき液は電気めっきにより基材の金属表面上に亜鉛めっきを形成するため、一般には、第1のニッケル含有亜鉛合金めっき液が入っためっき浴中に基材を浸漬し、この基材を陰極として電解処理することにより第1の亜鉛合金めっき工程は行われる。基材が平板状である場合などは、基材に第1のニッケル含有亜鉛合金めっき液を噴霧しながらめっきを行うスプレー方式によって第1の亜鉛合金めっき工程を行うことも可能である。
【0033】
第1の含有量C1は、C2およびC3よりも小さく、かつニッケル−亜鉛めっき層の最表面の領域における内部応力が過大となることを抑制する観点から、12質量%未満である。C1は上記の要件を満たせばいかなる含有量でもよいが、第1のニッケル−亜鉛めっき層は、亜鉛めっき工程により形成された亜鉛めっき層および第2の亜鉛合金めっき工程により形成されるめっき層(以下、「第2のニッケル−亜鉛めっき層」という。)と接触するため、C1はC2との関係で決定されることが好ましい。具体的には、C1=0.5×C2またはこの近傍とすれば、亜鉛めっき層および第2のニッケル−亜鉛めっき層と第1のニッケル−亜鉛めっき層との間に生じる接触電位をいずれも小さくすることができ、好ましい。
【0034】
なお、第1のニッケル−亜鉛めっき層のニッケル含有量は、おおむねC1に近いものの、第1のニッケル−亜鉛めっき層が析出する表面が亜鉛めっき層であるため、特に、析出当初におけるニッケル含有量はC1とは異なる場合がある。具体的には、第1のニッケル含有亜鉛合金めっき液には、亜鉛めっき層を構成する亜鉛よりも貴な金属であるニッケルが陽イオンとして含有されるため、電解条件によってはニッケルが析出しやすくなり、第1のニッケル−亜鉛めっき層のニッケル含有量がC1よりも高めになる場合もある。
【0035】
第1の亜鉛合金めっき液の種類はいわゆるシアン浴、ジンケート浴、および酸性浴のいずれでもよいが、亜鉛めっき液と同様にシアン浴は採用されるべきでなく、アルカリ性のジンケート浴が好ましい。また、処理条件が特に限定されないことも亜鉛めっき液を用いる亜鉛めっき工程と同じである。
【0036】
なお、亜鉛めっき工程を経た基材は、亜鉛めっき工程終了後、そのまま第1の亜鉛合金めっき工程に供されるか、水洗処理のみを受けて第1の亜鉛合金めっき工程に供されることが好ましい。亜鉛めっき工程後に基材の表面の乾燥まで行う場合には、第2の亜鉛合金めっき工程の前に酸洗するなど表面調整を行うことが好ましいこともある。
【0037】
第1のニッケル−亜鉛めっき層の厚みは部材に求められる耐久性の程度、寸法公差、製造コストなどに基づいて部材ごとに決定される。一般にはニッケル−亜鉛めっき層の厚みは5μm以上20μm以下とされ、第1のニッケル−亜鉛めっき層の厚みはその1/3程度の厚みとされる場合が多い。なお、この1/3とはニッケル−亜鉛めっき層が3つの製造工程により形成されることに起因しており、ニッケル−亜鉛めっき層が4つの製造工程により形成される場合には1/4とすればよい。
【0038】
(4)第2の亜鉛合金めっき工程
第2の亜鉛合金めっき工程では、第2の含有量C2でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第2のニッケル含有亜鉛合金めっき液に、第1の亜鉛合金めっき工程を経た基材を接触させて、その基材上に第2のニッケル−亜鉛めっき層を形成する。
【0039】
この第2のニッケル含有亜鉛合金めっき液は電気めっきにより基材の金属表面上に亜鉛めっきを形成するため、一般には、第2のニッケル含有亜鉛合金めっき液が入っためっき浴中に基材を浸浸漬し、この基材を陰極として電解処理することにより第2の亜鉛合金めっき工程は行われる。
【0040】
第2の含有量C2はC1超C3未満を満たし、かつニッケル−亜鉛めっき層の最表面の領域における内部応力が過大となることを抑制する観点から、12質量%未満である。C2は上記の要件を満たせばいかなる含有量でもよいが、第2のニッケル−亜鉛めっき層は第1のニッケル−亜鉛めっき層および第3の亜鉛合金めっき工程により形成されるめっき層(以下、「第3のニッケル−亜鉛めっき層」という。)と接触するため、C2はC1とC3との関係で決定されることが好ましい。具体的には、C2=0.5×(C1+C3)またはこの近傍とすれば、第1のニッケル−亜鉛めっき層および第3のニッケル−亜鉛めっき層と第2のニッケル−亜鉛めっき層との間に生じる接触電位をいずれも小さくすることができ、好ましい。
【0041】
その他、第2のニッケル−亜鉛めっき層のニッケル含有量および厚み、第2の亜鉛合金めっき液の種類、および第2のニッケル−亜鉛めっき工程の詳細については、第1のニッケル−亜鉛めっき工程の場合と同様であるから、説明を省略する。
【0042】
(5)第3の亜鉛合金めっき工程
第3の亜鉛合金めっき工程では、第3の含有量C3でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第3のニッケル含有亜鉛合金めっき液に、亜鉛めっき工程を経た基材を接触させて、その基材上に第3のニッケル−亜鉛めっき層を形成する。
【0043】
第3の亜鉛合金めっき工程は一般に第3のニッケル含有亜鉛合金めっき液が入っためっき浴中に基材を浸漬し、この基材を陰極として電解処理することにより行われることは上記の他のめっき工程と同様である。
【0044】
第3の含有量C3(単位:質量%)はC2よりも大きく、かつニッケル−亜鉛めっき層の最表面の領域における内部応力が過大となることを抑制する観点から12質量%未満となる。つまり、C2<C3≦12質量%となる。
【0045】
その他、第3のニッケル−亜鉛めっき層のニッケル含有量および厚み、第3の亜鉛合金めっき液の種類、および第3のニッケル−亜鉛めっき工程の詳細については、第1のニッケル−亜鉛めっき工程の場合と同様であるから、説明を省略する。
【0046】
以上の説明はニッケル−亜鉛めっき層が3種類のめっき液を用いて製造される場合を例としている。このため、上記の第3のニッケル含有亜鉛合金めっき液が、12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる12質量%以下ニッケル含有亜鉛合金めっき液に該当する。しかしながら、ニッケル−亜鉛めっき層が4種類以上のめっき液を用いる場合には、第3のニッケル含有亜鉛合金めっき液は12質量%以下ニッケル含有亜鉛合金めっき液に該当せず、別途、ニッケル含有亜鉛合金めっき液(そのめっき液は、例えば、「第4のニッケル含有亜鉛合金めっき液」のように適宜定義される。)が用いられ、そのうちニッケル−亜鉛めっき層の最表面を構成するめっき液が12質量%以下ニッケル含有亜鉛合金めっき液に該当することになる。
【0047】
以上の工程により亜鉛めっき層およびニッケル−亜鉛めっき層からなる亜鉛およびニッケルを含有するめっき層を基材上に形成した後、公知の方法にしたがって、水洗、乾燥などを行うことにより、基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材を得ることが実現される。
【実施例】
【0048】
本発明の取りうる態様のいくつかを実施例として以下に詳細に説明するが、本発明はこれらの実施例に限定されない。
(実施例1)
1.めっき液の調製
表1に示される組成のめっき液1〜6を、イオン交換水を溶媒として調製した。
【0049】
【表1】

【0050】
なお、表1の配合成分の欄に示される「Zn」とは酸化亜鉛の亜鉛換算濃度であり、メタスANTシリーズはいずれもユケン工業(株)製の亜鉛系合金めっき用の光沢剤である。これらの光沢剤を適宜組み合わせることにより、亜鉛めっき用めっき浴およびニッケルを含有する亜鉛合金めっき用めっき浴を容易に得ることができる。
【0051】
また、銅系金属または鋼からなる基材上にめっき液1〜6を用いて通常の処理条件でめっき処理を行ったときに形成される亜鉛めっき層またはニッケルを含有する亜鉛合金めっき層におけるニッケル含有量は、それぞれ、0質量%、2質量%、4質量%、6質量%、8質量%および12質量%である。
【0052】
2.めっき試験片の作製
市販のハルセル試験装置を用い、めっき面が50mm×100mmの銅板からなる基板に対して表2に示される第1〜第4のめっき工程を行った。
【0053】
【表2】
【0054】
第1工程に供する前に、基板に対して次の工程を行った。
(1)アルカリ洗浄処理
公知のアルカリ洗浄処理液(ユケン工業(株)製パクナ常温3000の30g/L溶液、液温21℃)に基板を30分浸漬させることにより基板の脱脂を行った。
【0055】
(2)水洗処理
アルカリ洗浄後の基板を25℃のイオン交換水に10秒間浸漬させた。
(3)活性化処理
62.5%硝酸を1%(10ml/L)含有する25℃の希硝酸溶液を用意し、水洗後の基板を10秒間浸漬させた。
【0056】
(4)水洗処理
活性化処理後の基板を25℃のイオン交換水に10秒間浸漬させた。
この水洗処理を経た基板を濡れたまま第1めっき工程のためのめっき浴に浸漬し、直ちに所定の電流密度になるように負電圧をその基板に印加して、第1めっき工程を開始した。
【0057】
第1めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗し、この水洗を経て濡れたままの基板を、そのまま第2工程のためのめっき浴に浸漬させた。続いて、直ちに所定の電流密度になるように負電圧をその基板に印加して、第2めっき工程を開始した。
【0058】
第2めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗し、この水洗を経て濡れたままの基板を、そのまま第3めっき工程のためのめっき浴に浸漬させた。続いて、直ちに所定の電流密度になるように負電圧をその基板に印加して、第3めっき工程を開始した。
【0059】
第3めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗し、この水洗を経て濡れたままの基板を、そのまま第4めっき工程のためのめっき浴に浸漬させた。続いて、直ちに所定の電流密度になるように負電圧をその基板に印加して、第4めっき工程を開始した。
【0060】
第4めっき工程後の基板を80℃で20分間乾燥することにより、表面にめっき層が設けられた試験部材を得た。
なお、比較例1から4では各工程においてめっき液の組成は変化しないが、本発明例と同様に、異なるめっき浴を各工程で個別に用意して、各めっき浴に順次基板を浸漬させることによりめっきを行った。
【0061】
3.評価方法
こうして表面にめっき層が設けられた試験部材について、図1に示される9箇所の位置におけるめっき膜厚を蛍光X線膜厚計(エスエスアイ・ナノテクノロジー株式会社 SFT−9200)により測定した。
【0062】
次に、各試験部材を塩水噴霧試験(JIS−Z−2371)に供し、24時間単位で各試験部材の各位置を目視により観察し、赤錆の発生が認められたときに、その試験部材の累積塩水噴霧時間を赤錆発生時間として、その試験部材の耐食性の指標とした。なお、1試験条件ごとに2つの試験部材を用い、それらの2部材から得られた赤錆発生時間の平均値を、その試験条件における赤錆発生時間とした。
【0063】
4.結果
評価結果を表3〜5に示す。表3は各試験部材の測定位置1〜3についての結果であり、表4は各試験部材の測定位置4〜6についての結果、表5は各試験部材の測定位置7〜9についての結果である。
【0064】
本発明例に係る試験部材は、いずれの測定箇所においても赤錆発生時間が850時間以上となり、膜厚に依存することなく優れた耐食性を示した。これに対し、比較例1から4に係る試験部材は、測定箇所4〜6については赤錆発生時間が850時間以上となったものの、他の測定箇所では赤錆発生時間が850時間未満となる場合もあり、耐食性に明確な膜厚依存性が認められた。比較例5から8に係る試験部材では、比較例7および8に係る部材において膜厚が大きい場合のみ赤錆発生時間が850時間以上を達成することができたのみであって、他の測定箇所では赤錆発生時間が850時間以上を達成することはできなかった。
【0065】
【表3】
【0066】
【表4】
【0067】
【表5】
【0068】
(実施例2)
表6に示されるめっき液A〜Dを、イオン交換水を溶媒として調製した。
【0069】
【表6】
【0070】
なお、配合成分の欄における表記の意味は実施例1と同じである。また、銅系金属または鋼からなる基材上にめっき液A〜Dを用いて通常の処理条件でめっき処理を行ったときに形成される亜鉛めっき層またはニッケルを含有する亜鉛合金めっき層におけるニッケル含有量は、それぞれ、0質量%、2質量%、4質量%および6質量%である。
【0071】
基材鋼板(SPCC−SD、50mm×25mm×厚さ0.8mm)に対して、実施例1に記載される水洗処理、活性化処理、および活性化処理後の水洗処理を実施した。
この水洗処理を経た基板を濡れたまま、表6に示されるめっき液Aが満たされた、第1めっき工程のためのめっき浴(液温25℃)に浸漬し、電流密度が1.6A/dm2になるように負電圧をその基板に直ちに印加して、第1めっき工程を開始した。めっき時間は7分であった。
【0072】
第1めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗した。この水洗を経て濡れたままの基板を、そのまま、めっき液Bが満たされた、第2工程のためのめっき浴(液温25℃)に浸漬させた。続いて、電流密度が1.6A/dm2になるように負電圧をその基板に直ちに印加して第2めっき工程を開始した。めっき時間は8分であった。
【0073】
第2めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗した。この水洗を経て濡れたままの基板を、そのまま、めっき液Cが満たされた、第3めっき工程のためのめっき浴(液温25℃)に浸漬させた。続いて、電流密度が1.6A/dm2になるように負電圧をその基板に直ちに印加して第3めっき工程を開始した。めっき時間は8分であった。
【0074】
第3めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗した。この水洗を経て濡れたままの基板を、そのまま、めっき液Dが満たされた、第4めっき工程のためのめっき浴(液温25℃)に浸漬させた。続いて、電流密度が1.6A/dm2になるように負電圧をその基板に直ちに印加して第4めっき工程を開始した。めっき時間は7分であった。
【0075】
第4めっき工程後の基板を80℃で20分間乾燥することにより、表面にめっき層が設けられた試験部材を得た。
得られた試験部材の表面部をなすめっき層について、XPS(日本電子(株)製 JPS−9010MX)を用いて深さ分析(スパッタ粒子:Ar+、イオン化エネルギー:1.25KeV、加速電圧:700V)を行った。測定点の膜厚をあらかじめ前述の蛍光X線膜厚計で測定することにより求めたスパッタ速度は約30Å/sであった。
【0076】
結果を図2および3に示す。図2に示されるように、試験部材の表面部をなすめっき層は実質的に亜鉛およびニッケルから構成され、その厚さは10μm弱であった。具体的には、めっき層は、図3に示されるように、最表面部(第4のめっき工程により形成されためっき層に対応する。)の化学組成が、ニッケル:6質量%以上8質量%以下、ならびに残部亜鉛および不純物であって、前記基材の金属表面との界面部(第1のめっき工程により形成されためっき層に対応する。)における化学組成が、ニッケル:1質量%以下、ならびに残部亜鉛および不純物である、ニッケルおよび亜鉛の傾斜組成を有していた。
【技術分野】
【0001】
本発明は亜鉛およびニッケルを含有するめっき層が設けられた、優れた耐食性を有する部材の製造方法に関する。
【背景技術】
【0002】
亜鉛を含有するめっき層(以下、「亜鉛系めっき層」という。)が設けられた部材を製造する方法は、基材上に亜鉛系めっき層を形成することが可能なめっき液と基材とを接触させる亜鉛系めっき処理によって行われる。
【0003】
この亜鉛系めっき処理は安価で量産性に優れることから、自動車用鋼板などに代表される鋼材の表面処理方法として広く行われ、さまざまな種類の亜鉛系めっき処理のためのめっき液(以下、「亜鉛系めっき液」という。)が提供されている。
【0004】
数多くの亜鉛系めっき液の一つに、ニッケルを含有する亜鉛合金めっき層を形成することが可能なニッケル含有亜鉛合金めっき液がある。このめっき液により形成されるめっき層はγ相(Ni5Zn21)を有するため、亜鉛のみからなるめっき層(以下、「亜鉛めっき層」という。)に比べて耐食性に優れるとされるが、現実には、めっき層の内部応力が大きく、めっき層内に大きなクラックが発生したり、めっき層が剥離したりするため、期待されたほどの耐食性を安定的に得ることは容易でない。
【0005】
このようなニッケルを含有する亜鉛合金めっきが有する上記の問題点を解決すべく、例えば特許文献1には、鋼板と、鋼板表面にニッケル又はニッケル系合金を拡散したニッケル拡散領域と、ニッケル拡散領域上に形成された亜鉛又は亜鉛系合金めっき層とを具備し、ニッケル拡散領域のニッケル付着量が1〜1000mg/m2である亜鉛系合金めっき鋼板が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−11479号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
上記の特許文献1に記載される手段は、鋼板の表面にニッケル拡散領域を設けることにより、その上に形成されるめっき層の剥離を抑制するものであるが、このニッケル拡散領域を設けるためには600℃を超える温度での熱処理が必要とされている。このため、高温での熱変形に基づく寸法変化が問題視されるような部材、例えば二次加工品(切削、鍛造、プレス成型などの形状創成加工を受けた後の部材)に対して適用することができない。また、処理対象物が二次加工品の場合には、一般に形状が複雑であることからめっき厚みがばらつきやすい。このため、基材にニッケル拡散層を設けて、その上にニッケルを含有する亜鉛めっき層を形成しても、めっき厚みの大きな部分ではクラックの発生やめっき剥離により耐食性が低下し、めっき厚みの小さな部分ではめっき層による防食効果が十分に得られず、結果的に部材全体として優れた耐食性を得ることが困難となる場合があった。
【0008】
本発明はかかる現状を鑑み、亜鉛およびニッケルを含有するめっき層が設けられた、優れた耐食性を有する部材の製造方法、特に基材が二次加工品である場合でも優れた耐食性を安定的に付与することが可能な部材の製造方法に関するを提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために提供される本発明は次のとおりである。
(1)基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材の製造方法であって、前記亜鉛およびニッケルを含有するめっき層は、前記基材の金属表面上に設けられた亜鉛めっき層、および当該亜鉛めっき層上に設けられた、前記基材から表層側へとニッケル含有量が増加するようにニッケルを含有する亜鉛合金めっき層からなり、前記基材の金属表面上に亜鉛めっき層を形成することができる亜鉛めっき液に前記基材を接触させて前記基材の金属表面上に前記亜鉛めっき層を形成する亜鉛めっき工程と、第1の含有量C1(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第1のニッケル含有亜鉛合金めっき液に、前記亜鉛めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第1の亜鉛合金めっき工程と、第2の含有量C2(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第2のニッケル含有亜鉛合金めっき液に、前記第1の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第2の亜鉛合金めっき工程と、第3の含有量C3(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第3のニッケル含有亜鉛合金めっき液に、前記第2の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第3の亜鉛合金めっき工程とを備え、前記第1〜3の含有量C1〜C3はC1<C2<C3の関係を満たし、前記基材の金属表面上に設けられた前記亜鉛およびニッケルを含有するめっき層の最上層は、12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる12質量%以下ニッケル含有亜鉛合金めっき液を用いて形成されたものであることを特徴とする部材の製造方法。
【0010】
(2)前記第3のニッケル含有亜鉛合金めっき液が前記12質量%以下ニッケル含有亜鉛合金めっき液である上記(1)記載の製造方法。
【0011】
(3)前記12質量%以下ニッケル含有亜鉛合金めっき液が、12質量%の含有量でニッケルを含有する亜鉛合金めっき層を前記基材上に形成することができる12質量%ニッケル含有亜鉛合金めっき液である上記(1)または(2)記載の製造方法。
【0012】
(4)前記12質量%以下ニッケル含有亜鉛合金めっき液が、6質量%の含有量でニッケルを含有する亜鉛合金めっき層を前記基材上に形成することができる6質量%ニッケル含有亜鉛合金めっき液である上記(1)または(2)記載の製造方法。
【0013】
(5)前記ニッケルを含有する亜鉛合金めっき層を形成するためのめっき液はいずれもアルカリ性のめっき液である上記(1)から(4)のいずれかに記載の製造方法。
なお、上記のめっき工程は電気めっきにより行われることが制御性、経済性の観点から好ましい。
【0014】
本発明は、さらに、基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材であって、上記(2)の方法により製造されたものであり、前記めっき層は、最表面部の化学組成が、ニッケル:6質量%以上8質量%以下、ならびに残部亜鉛および不純物であって、前記基材の金属表面との界面部における化学組成が、ニッケル:1質量%以下、ならびに残部亜鉛および不純物である、ニッケルおよび亜鉛の傾斜組成を有する、部材も提供する。
【0015】
なお、上記の亜鉛めっき液を用いて亜鉛めっき層を形成する亜鉛めっき工程の初期には、基材の金属表面部を構成する金属成分がめっき液に溶解する現象も生じうるため、形成されためっき層における基材の金属表面部との界面部には、厳密には、金属表面部を構成する金属成分も若干量含まれる場合がある。しかしながら、そのような金属成分は、めっき層における含有量が微量であるから、上記の部材の発明における「不純物」の概念に含めることができる。
【発明の効果】
【0016】
上記の発明に係る製造方法により形成されためっき層は、亜鉛めっき層とニッケルを含有する亜鉛合金めっき層(以下、本発明に係るめっき層における亜鉛めっき層以外の部分を「ニッケル−亜鉛めっき層」という。)とからなり、犠牲防食特性が特に優れた亜鉛めっき層は基材に接するように設けられ、ニッケル−亜鉛めっき層は亜鉛めっき層に比べて相対的に硬く、亜鉛めっき層を保護するように亜鉛めっき層上に設けられている。このため、亜鉛めっき層のみでは疵が発生するような程度の衝撃を部材が受けても、ニッケル−亜鉛めっき層では疵とならない。めっき層に疵が入って基材が露出すると亜鉛めっき層などによる犠牲防食能力が発揮され、基材の腐食は防止されるものの、めっき層を構成する材料が代わりに腐食される。したがって、めっき層に疵が入りにくくなるということは、亜鉛めっき層の犠牲防食能力が現実に発揮されるまでの期間が長くなる可能性が高まることを意味し、結果的に部材としての優れた耐食性が維持される期間の延長に資することになる。
【0017】
また、仮にニッケル−亜鉛めっき層に疵が発生するほどの強い衝撃を部材が受けても、内部の亜鉛めっき層は相対的に軟質であるため、その疵に基づいてニッケル−亜鉛めっき層内に発生した破断(クラック)は亜鉛めっき層内で減衰する。このため、ニッケル−亜鉛めっき層からのクラックが亜鉛めっき層をも貫通して基材表面が露出する事態が生じにくい。したがって、この観点からも犠牲防食能力が現実に発揮されるまでの期間が長くなる可能性が高まる。
【0018】
さらに、ニッケル−亜鉛めっき層は少なくとも3種類以上の組成の異なるめっき液により製造されているため、ニッケル−亜鉛めっき層の最表面の領域における硬度を高めるべく、この領域のニッケル含有量を高めても、亜鉛めっき層と接する領域におけるニッケル含有量を低くすることができる。このような濃度傾斜組成とすることで、上記のごとく衝撃に基づくクラックの減衰効果が高まる上、亜鉛めっき層とニッケル−亜鉛めっき層との間に生じる接触電位を最小限に抑えることができる。
【0019】
加えて、ニッケル−亜鉛めっき層の最表面の領域をなすめっき層は12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができるめっき液であるため、ニッケル−亜鉛めっき層の最表面が過度に硬化して内部応力が高まることが抑制される。このように最表面の内部応力が過度に高くないため、腐食によって発生するクラックが微細であり、それゆえ腐食電位が分散され、発生したクラックが大規模な腐食の起点となりにくい。
【図面の簡単な説明】
【0020】
【図1】本実施例に係る試験部材における膜厚測定および赤錆発生時間の評価を行った位置を概念的に示す図である。
【図2】本実施例に係る試験部材の表面を、XPSを用いて深さ分析した結果を示すグラフである。
【図3】ニッケルおよび亜鉛の含有量の変化を確認すべく、図2に示されるグラフを部分的に拡大したグラフである。
【発明を実施するための形態】
【0021】
1.部材の製造方法
本発明に係る部材の製造方法は、基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材の製造方法であって、亜鉛およびニッケルを含有するめっき層は、基材の金属表面上に設けられた亜鉛めっき層、およびその亜鉛めっき層上に設けられた、基材から表層側へとニッケル含有量が増加するようにニッケルを含有する亜鉛合金めっき層(ニッケル−亜鉛めっき層)からなり、次のめっき処理工程を備える。
【0022】
(i)基材の金属表面上に亜鉛めっき層を形成することができる亜鉛めっき液に基材を接触させて基材の金属表面上に亜鉛めっき層を形成する亜鉛めっき工程、
(ii)第1の含有量C1(単位:質量%)でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第1のニッケル含有亜鉛合金めっき液に、亜鉛めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第1の亜鉛合金めっき工程、
(iii)第2の含有量C2(単位:質量%)でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第2のニッケル含有亜鉛合金めっき液に、第1の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第2の亜鉛合金めっき工程、および
(iv)第3の含有量C3(単位:質量%)でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第3のニッケル含有亜鉛合金めっき液に、第2の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第3の亜鉛合金めっき工程。
【0023】
ここで、第1〜3の含有量C1〜C3はC1<C2<C3の関係を満たす。
さらに、基材の金属表面上に設けられた亜鉛およびニッケルを含有するめっき層の最上層は、12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる12質量%以下ニッケル含有亜鉛合金めっき液を用いて形成されたものである。
【0024】
このように、基材の金属表面上に設けられた亜鉛およびニッケルを含有するめっき層の上層側をなすニッケル−亜鉛めっき層は、それぞれが異なるめっき液を用いる、少なくとも3つの亜鉛合金めっき工程により形成される。以下、ニッケル−亜鉛めっき層が3工程により形成される場合を例として、本発明に係る工程を具体的に説明する。
【0025】
(1)めっき前処理
基材の金属表面上にめっき層を形成する工程に先立って、前処理が必要に応じ行われる。この前処理は一般に洗浄工程および活性化処理工程からなり、各工程において使用される洗浄液および活性化処理液、ならびにこれらを用いた処理条件は、基材の素材や形状に基づいて決定される。
【0026】
なお、基材は、金属表面を有していれば特に限定されない。好ましい素材は金属材であり、特に、鋼材が特に好ましい。また、基材の形状も特に限定されず、複雑な凹凸を有する二次加工品であってもよい。基材の具体例として、例えば、ボルト、ナット、リベット、ワッシャーなどの小物部品、プレス加工品、切断加工品、鍛造品などの各種加工部品などが挙げられる。もちろん、線材、薄板などの一次加工品に対して本発明に係る製造方法を適用してもよい。
【0027】
(2)亜鉛めっき工程
必要に応じて上記のめっき前処理の各工程を経た基材に、基材の金属表面上に亜鉛めっき層を形成することができる亜鉛めっき液を接触させて、その基材の金属表面上に亜鉛めっき層を形成する。
【0028】
この亜鉛めっき液は電気めっきにより基材の金属表面上に亜鉛めっきを形成するため、一般には、亜鉛めっき液が入っためっき浴中に基材を浸漬し、この基材を陰極として電解処理することにより亜鉛めっき工程は行われる。基材が平板状である場合などは、基材に亜鉛めっき液を噴霧しながらめっきを行うスプレー方式によって亜鉛めっき工程を行うことも可能である。
【0029】
亜鉛めっき液の種類はいわゆるシアン浴、ジンケート浴、および酸性浴のいずれでもよいが、製造過程における環境負荷を最小限とする近年の傾向によれば、シアン浴は採用されるべきでない。二次加工品のように形状が複雑な基材を対象とする場合には、めっき厚の均一性に優れるアルカリ性のジンケート浴が好ましい。もちろん、めっき液の安定性の確保、基材とめっき液との濡れ性の確保、めっき層の特性向上のために、界面活性剤や光沢剤などを亜鉛めっき液に含有させてもよい。
【0030】
処理条件は特に限定されない。所定の厚みの亜鉛めっき層が得られるようにめっき液の種類に応じて適宜設定すればよい。一例を挙げれば、陰極電流密度は1.0〜3.0A/dm2、電圧6〜18V、液温20〜30℃である。基材に印加される電圧については、一様な電位の負電圧が継続的に印加されてもよい。基材に印加される電圧の電位が経時的に変動してもよく、さらには、一時的に正電圧が基材に印加される場合があってもよい。
亜鉛めっき層の厚みは部材に求められる耐久性の程度、寸法公差、製造コストなどに基づいて部材ごとに決定される。一般には5μm以上20μm以下とされる場合が多い。
【0031】
(3)第1の亜鉛合金めっき工程
第1の亜鉛合金めっき工程では、第1の含有量C1でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第1のニッケル含有亜鉛合金めっき液に、亜鉛めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層(以下、「第1のニッケル−亜鉛めっき層」という。)を形成する。
【0032】
この第1のニッケル含有亜鉛合金めっき液は電気めっきにより基材の金属表面上に亜鉛めっきを形成するため、一般には、第1のニッケル含有亜鉛合金めっき液が入っためっき浴中に基材を浸漬し、この基材を陰極として電解処理することにより第1の亜鉛合金めっき工程は行われる。基材が平板状である場合などは、基材に第1のニッケル含有亜鉛合金めっき液を噴霧しながらめっきを行うスプレー方式によって第1の亜鉛合金めっき工程を行うことも可能である。
【0033】
第1の含有量C1は、C2およびC3よりも小さく、かつニッケル−亜鉛めっき層の最表面の領域における内部応力が過大となることを抑制する観点から、12質量%未満である。C1は上記の要件を満たせばいかなる含有量でもよいが、第1のニッケル−亜鉛めっき層は、亜鉛めっき工程により形成された亜鉛めっき層および第2の亜鉛合金めっき工程により形成されるめっき層(以下、「第2のニッケル−亜鉛めっき層」という。)と接触するため、C1はC2との関係で決定されることが好ましい。具体的には、C1=0.5×C2またはこの近傍とすれば、亜鉛めっき層および第2のニッケル−亜鉛めっき層と第1のニッケル−亜鉛めっき層との間に生じる接触電位をいずれも小さくすることができ、好ましい。
【0034】
なお、第1のニッケル−亜鉛めっき層のニッケル含有量は、おおむねC1に近いものの、第1のニッケル−亜鉛めっき層が析出する表面が亜鉛めっき層であるため、特に、析出当初におけるニッケル含有量はC1とは異なる場合がある。具体的には、第1のニッケル含有亜鉛合金めっき液には、亜鉛めっき層を構成する亜鉛よりも貴な金属であるニッケルが陽イオンとして含有されるため、電解条件によってはニッケルが析出しやすくなり、第1のニッケル−亜鉛めっき層のニッケル含有量がC1よりも高めになる場合もある。
【0035】
第1の亜鉛合金めっき液の種類はいわゆるシアン浴、ジンケート浴、および酸性浴のいずれでもよいが、亜鉛めっき液と同様にシアン浴は採用されるべきでなく、アルカリ性のジンケート浴が好ましい。また、処理条件が特に限定されないことも亜鉛めっき液を用いる亜鉛めっき工程と同じである。
【0036】
なお、亜鉛めっき工程を経た基材は、亜鉛めっき工程終了後、そのまま第1の亜鉛合金めっき工程に供されるか、水洗処理のみを受けて第1の亜鉛合金めっき工程に供されることが好ましい。亜鉛めっき工程後に基材の表面の乾燥まで行う場合には、第2の亜鉛合金めっき工程の前に酸洗するなど表面調整を行うことが好ましいこともある。
【0037】
第1のニッケル−亜鉛めっき層の厚みは部材に求められる耐久性の程度、寸法公差、製造コストなどに基づいて部材ごとに決定される。一般にはニッケル−亜鉛めっき層の厚みは5μm以上20μm以下とされ、第1のニッケル−亜鉛めっき層の厚みはその1/3程度の厚みとされる場合が多い。なお、この1/3とはニッケル−亜鉛めっき層が3つの製造工程により形成されることに起因しており、ニッケル−亜鉛めっき層が4つの製造工程により形成される場合には1/4とすればよい。
【0038】
(4)第2の亜鉛合金めっき工程
第2の亜鉛合金めっき工程では、第2の含有量C2でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第2のニッケル含有亜鉛合金めっき液に、第1の亜鉛合金めっき工程を経た基材を接触させて、その基材上に第2のニッケル−亜鉛めっき層を形成する。
【0039】
この第2のニッケル含有亜鉛合金めっき液は電気めっきにより基材の金属表面上に亜鉛めっきを形成するため、一般には、第2のニッケル含有亜鉛合金めっき液が入っためっき浴中に基材を浸浸漬し、この基材を陰極として電解処理することにより第2の亜鉛合金めっき工程は行われる。
【0040】
第2の含有量C2はC1超C3未満を満たし、かつニッケル−亜鉛めっき層の最表面の領域における内部応力が過大となることを抑制する観点から、12質量%未満である。C2は上記の要件を満たせばいかなる含有量でもよいが、第2のニッケル−亜鉛めっき層は第1のニッケル−亜鉛めっき層および第3の亜鉛合金めっき工程により形成されるめっき層(以下、「第3のニッケル−亜鉛めっき層」という。)と接触するため、C2はC1とC3との関係で決定されることが好ましい。具体的には、C2=0.5×(C1+C3)またはこの近傍とすれば、第1のニッケル−亜鉛めっき層および第3のニッケル−亜鉛めっき層と第2のニッケル−亜鉛めっき層との間に生じる接触電位をいずれも小さくすることができ、好ましい。
【0041】
その他、第2のニッケル−亜鉛めっき層のニッケル含有量および厚み、第2の亜鉛合金めっき液の種類、および第2のニッケル−亜鉛めっき工程の詳細については、第1のニッケル−亜鉛めっき工程の場合と同様であるから、説明を省略する。
【0042】
(5)第3の亜鉛合金めっき工程
第3の亜鉛合金めっき工程では、第3の含有量C3でニッケルを含有する亜鉛合金めっき層を基材の金属表面上に形成することができる第3のニッケル含有亜鉛合金めっき液に、亜鉛めっき工程を経た基材を接触させて、その基材上に第3のニッケル−亜鉛めっき層を形成する。
【0043】
第3の亜鉛合金めっき工程は一般に第3のニッケル含有亜鉛合金めっき液が入っためっき浴中に基材を浸漬し、この基材を陰極として電解処理することにより行われることは上記の他のめっき工程と同様である。
【0044】
第3の含有量C3(単位:質量%)はC2よりも大きく、かつニッケル−亜鉛めっき層の最表面の領域における内部応力が過大となることを抑制する観点から12質量%未満となる。つまり、C2<C3≦12質量%となる。
【0045】
その他、第3のニッケル−亜鉛めっき層のニッケル含有量および厚み、第3の亜鉛合金めっき液の種類、および第3のニッケル−亜鉛めっき工程の詳細については、第1のニッケル−亜鉛めっき工程の場合と同様であるから、説明を省略する。
【0046】
以上の説明はニッケル−亜鉛めっき層が3種類のめっき液を用いて製造される場合を例としている。このため、上記の第3のニッケル含有亜鉛合金めっき液が、12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる12質量%以下ニッケル含有亜鉛合金めっき液に該当する。しかしながら、ニッケル−亜鉛めっき層が4種類以上のめっき液を用いる場合には、第3のニッケル含有亜鉛合金めっき液は12質量%以下ニッケル含有亜鉛合金めっき液に該当せず、別途、ニッケル含有亜鉛合金めっき液(そのめっき液は、例えば、「第4のニッケル含有亜鉛合金めっき液」のように適宜定義される。)が用いられ、そのうちニッケル−亜鉛めっき層の最表面を構成するめっき液が12質量%以下ニッケル含有亜鉛合金めっき液に該当することになる。
【0047】
以上の工程により亜鉛めっき層およびニッケル−亜鉛めっき層からなる亜鉛およびニッケルを含有するめっき層を基材上に形成した後、公知の方法にしたがって、水洗、乾燥などを行うことにより、基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材を得ることが実現される。
【実施例】
【0048】
本発明の取りうる態様のいくつかを実施例として以下に詳細に説明するが、本発明はこれらの実施例に限定されない。
(実施例1)
1.めっき液の調製
表1に示される組成のめっき液1〜6を、イオン交換水を溶媒として調製した。
【0049】
【表1】
【0050】
なお、表1の配合成分の欄に示される「Zn」とは酸化亜鉛の亜鉛換算濃度であり、メタスANTシリーズはいずれもユケン工業(株)製の亜鉛系合金めっき用の光沢剤である。これらの光沢剤を適宜組み合わせることにより、亜鉛めっき用めっき浴およびニッケルを含有する亜鉛合金めっき用めっき浴を容易に得ることができる。
【0051】
また、銅系金属または鋼からなる基材上にめっき液1〜6を用いて通常の処理条件でめっき処理を行ったときに形成される亜鉛めっき層またはニッケルを含有する亜鉛合金めっき層におけるニッケル含有量は、それぞれ、0質量%、2質量%、4質量%、6質量%、8質量%および12質量%である。
【0052】
2.めっき試験片の作製
市販のハルセル試験装置を用い、めっき面が50mm×100mmの銅板からなる基板に対して表2に示される第1〜第4のめっき工程を行った。
【0053】
【表2】
【0054】
第1工程に供する前に、基板に対して次の工程を行った。
(1)アルカリ洗浄処理
公知のアルカリ洗浄処理液(ユケン工業(株)製パクナ常温3000の30g/L溶液、液温21℃)に基板を30分浸漬させることにより基板の脱脂を行った。
【0055】
(2)水洗処理
アルカリ洗浄後の基板を25℃のイオン交換水に10秒間浸漬させた。
(3)活性化処理
62.5%硝酸を1%(10ml/L)含有する25℃の希硝酸溶液を用意し、水洗後の基板を10秒間浸漬させた。
【0056】
(4)水洗処理
活性化処理後の基板を25℃のイオン交換水に10秒間浸漬させた。
この水洗処理を経た基板を濡れたまま第1めっき工程のためのめっき浴に浸漬し、直ちに所定の電流密度になるように負電圧をその基板に印加して、第1めっき工程を開始した。
【0057】
第1めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗し、この水洗を経て濡れたままの基板を、そのまま第2工程のためのめっき浴に浸漬させた。続いて、直ちに所定の電流密度になるように負電圧をその基板に印加して、第2めっき工程を開始した。
【0058】
第2めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗し、この水洗を経て濡れたままの基板を、そのまま第3めっき工程のためのめっき浴に浸漬させた。続いて、直ちに所定の電流密度になるように負電圧をその基板に印加して、第3めっき工程を開始した。
【0059】
第3めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗し、この水洗を経て濡れたままの基板を、そのまま第4めっき工程のためのめっき浴に浸漬させた。続いて、直ちに所定の電流密度になるように負電圧をその基板に印加して、第4めっき工程を開始した。
【0060】
第4めっき工程後の基板を80℃で20分間乾燥することにより、表面にめっき層が設けられた試験部材を得た。
なお、比較例1から4では各工程においてめっき液の組成は変化しないが、本発明例と同様に、異なるめっき浴を各工程で個別に用意して、各めっき浴に順次基板を浸漬させることによりめっきを行った。
【0061】
3.評価方法
こうして表面にめっき層が設けられた試験部材について、図1に示される9箇所の位置におけるめっき膜厚を蛍光X線膜厚計(エスエスアイ・ナノテクノロジー株式会社 SFT−9200)により測定した。
【0062】
次に、各試験部材を塩水噴霧試験(JIS−Z−2371)に供し、24時間単位で各試験部材の各位置を目視により観察し、赤錆の発生が認められたときに、その試験部材の累積塩水噴霧時間を赤錆発生時間として、その試験部材の耐食性の指標とした。なお、1試験条件ごとに2つの試験部材を用い、それらの2部材から得られた赤錆発生時間の平均値を、その試験条件における赤錆発生時間とした。
【0063】
4.結果
評価結果を表3〜5に示す。表3は各試験部材の測定位置1〜3についての結果であり、表4は各試験部材の測定位置4〜6についての結果、表5は各試験部材の測定位置7〜9についての結果である。
【0064】
本発明例に係る試験部材は、いずれの測定箇所においても赤錆発生時間が850時間以上となり、膜厚に依存することなく優れた耐食性を示した。これに対し、比較例1から4に係る試験部材は、測定箇所4〜6については赤錆発生時間が850時間以上となったものの、他の測定箇所では赤錆発生時間が850時間未満となる場合もあり、耐食性に明確な膜厚依存性が認められた。比較例5から8に係る試験部材では、比較例7および8に係る部材において膜厚が大きい場合のみ赤錆発生時間が850時間以上を達成することができたのみであって、他の測定箇所では赤錆発生時間が850時間以上を達成することはできなかった。
【0065】
【表3】
【0066】
【表4】
【0067】
【表5】
【0068】
(実施例2)
表6に示されるめっき液A〜Dを、イオン交換水を溶媒として調製した。
【0069】
【表6】
【0070】
なお、配合成分の欄における表記の意味は実施例1と同じである。また、銅系金属または鋼からなる基材上にめっき液A〜Dを用いて通常の処理条件でめっき処理を行ったときに形成される亜鉛めっき層またはニッケルを含有する亜鉛合金めっき層におけるニッケル含有量は、それぞれ、0質量%、2質量%、4質量%および6質量%である。
【0071】
基材鋼板(SPCC−SD、50mm×25mm×厚さ0.8mm)に対して、実施例1に記載される水洗処理、活性化処理、および活性化処理後の水洗処理を実施した。
この水洗処理を経た基板を濡れたまま、表6に示されるめっき液Aが満たされた、第1めっき工程のためのめっき浴(液温25℃)に浸漬し、電流密度が1.6A/dm2になるように負電圧をその基板に直ちに印加して、第1めっき工程を開始した。めっき時間は7分であった。
【0072】
第1めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗した。この水洗を経て濡れたままの基板を、そのまま、めっき液Bが満たされた、第2工程のためのめっき浴(液温25℃)に浸漬させた。続いて、電流密度が1.6A/dm2になるように負電圧をその基板に直ちに印加して第2めっき工程を開始した。めっき時間は8分であった。
【0073】
第2めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗した。この水洗を経て濡れたままの基板を、そのまま、めっき液Cが満たされた、第3めっき工程のためのめっき浴(液温25℃)に浸漬させた。続いて、電流密度が1.6A/dm2になるように負電圧をその基板に直ちに印加して第3めっき工程を開始した。めっき時間は8分であった。
【0074】
第3めっき工程終了後、直ちに基板をめっき浴から取り出して、25℃のイオン交換水からなる水洗浴に10秒間浸漬させることにより水洗した。この水洗を経て濡れたままの基板を、そのまま、めっき液Dが満たされた、第4めっき工程のためのめっき浴(液温25℃)に浸漬させた。続いて、電流密度が1.6A/dm2になるように負電圧をその基板に直ちに印加して第4めっき工程を開始した。めっき時間は7分であった。
【0075】
第4めっき工程後の基板を80℃で20分間乾燥することにより、表面にめっき層が設けられた試験部材を得た。
得られた試験部材の表面部をなすめっき層について、XPS(日本電子(株)製 JPS−9010MX)を用いて深さ分析(スパッタ粒子:Ar+、イオン化エネルギー:1.25KeV、加速電圧:700V)を行った。測定点の膜厚をあらかじめ前述の蛍光X線膜厚計で測定することにより求めたスパッタ速度は約30Å/sであった。
【0076】
結果を図2および3に示す。図2に示されるように、試験部材の表面部をなすめっき層は実質的に亜鉛およびニッケルから構成され、その厚さは10μm弱であった。具体的には、めっき層は、図3に示されるように、最表面部(第4のめっき工程により形成されためっき層に対応する。)の化学組成が、ニッケル:6質量%以上8質量%以下、ならびに残部亜鉛および不純物であって、前記基材の金属表面との界面部(第1のめっき工程により形成されためっき層に対応する。)における化学組成が、ニッケル:1質量%以下、ならびに残部亜鉛および不純物である、ニッケルおよび亜鉛の傾斜組成を有していた。
【特許請求の範囲】
【請求項1】
基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材の製造方法であって、
前記亜鉛およびニッケルを含有するめっき層は、前記基材の金属表面上に設けられた亜鉛めっき層、および当該亜鉛めっき層上に設けられた、前記基材から表層側へとニッケル含有量が増加するようにニッケルを含有する亜鉛合金めっき層からなり、
前記基材の金属表面上に亜鉛めっき層を形成することができる亜鉛めっき液に前記基材を接触させて前記基材の金属表面上に前記亜鉛めっき層を形成する亜鉛めっき工程と、
第1の含有量C1(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第1のニッケル含有亜鉛合金めっき液に、前記亜鉛めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第1の亜鉛合金めっき工程と、
第2の含有量C2(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第2のニッケル含有亜鉛合金めっき液に、前記第1の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第2の亜鉛合金めっき工程と、
第3の含有量C3(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第3のニッケル含有亜鉛合金めっき液に、前記第2の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第3の亜鉛合金めっき工程とを備え、
前記第1〜3の含有量C1〜C3はC1<C2<C3の関係を満たし、
前記基材の金属表面上に設けられた前記亜鉛およびニッケルを含有するめっき層の最上層は、12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる12質量%以下ニッケル含有亜鉛合金めっき液を用いて形成されたものであること
を特徴とする部材の製造方法。
【請求項2】
前記第3のニッケル含有亜鉛合金めっき液が前記12質量%以下ニッケル含有亜鉛合金めっき液である請求項1記載の製造方法。
【請求項3】
前記12質量%以下ニッケル含有亜鉛合金めっき液が、12質量%の含有量でニッケルを含有する亜鉛合金めっき層を前記基材上に形成することができる12質量%ニッケル含有亜鉛合金めっき液である請求項1または2記載の製造方法。
【請求項4】
前記12質量%以下ニッケル含有亜鉛合金めっき液が、6質量%の含有量でニッケルを含有する亜鉛合金めっき層を前記基材上に形成することができる6質量%ニッケル含有亜鉛合金めっき液である請求項1または2記載の製造方法。
【請求項5】
前記ニッケルを含有する亜鉛合金めっき層を形成するためのめっき液はいずれもアルカリ性のめっき液である請求項1から4のいずれかに記載の製造方法。
【請求項1】
基材の金属表面上に亜鉛およびニッケルを含有するめっき層が設けられた部材の製造方法であって、
前記亜鉛およびニッケルを含有するめっき層は、前記基材の金属表面上に設けられた亜鉛めっき層、および当該亜鉛めっき層上に設けられた、前記基材から表層側へとニッケル含有量が増加するようにニッケルを含有する亜鉛合金めっき層からなり、
前記基材の金属表面上に亜鉛めっき層を形成することができる亜鉛めっき液に前記基材を接触させて前記基材の金属表面上に前記亜鉛めっき層を形成する亜鉛めっき工程と、
第1の含有量C1(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第1のニッケル含有亜鉛合金めっき液に、前記亜鉛めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第1の亜鉛合金めっき工程と、
第2の含有量C2(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第2のニッケル含有亜鉛合金めっき液に、前記第1の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第2の亜鉛合金めっき工程と、
第3の含有量C3(単位:質量%)でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる第3のニッケル含有亜鉛合金めっき液に、前記第2の亜鉛合金めっき工程を経た基材を接触させて、その基材上にニッケルを含有する亜鉛合金めっき層を形成する第3の亜鉛合金めっき工程とを備え、
前記第1〜3の含有量C1〜C3はC1<C2<C3の関係を満たし、
前記基材の金属表面上に設けられた前記亜鉛およびニッケルを含有するめっき層の最上層は、12質量%以下の含有量でニッケルを含有する亜鉛合金めっき層を前記基材の金属表面上に形成することができる12質量%以下ニッケル含有亜鉛合金めっき液を用いて形成されたものであること
を特徴とする部材の製造方法。
【請求項2】
前記第3のニッケル含有亜鉛合金めっき液が前記12質量%以下ニッケル含有亜鉛合金めっき液である請求項1記載の製造方法。
【請求項3】
前記12質量%以下ニッケル含有亜鉛合金めっき液が、12質量%の含有量でニッケルを含有する亜鉛合金めっき層を前記基材上に形成することができる12質量%ニッケル含有亜鉛合金めっき液である請求項1または2記載の製造方法。
【請求項4】
前記12質量%以下ニッケル含有亜鉛合金めっき液が、6質量%の含有量でニッケルを含有する亜鉛合金めっき層を前記基材上に形成することができる6質量%ニッケル含有亜鉛合金めっき液である請求項1または2記載の製造方法。
【請求項5】
前記ニッケルを含有する亜鉛合金めっき層を形成するためのめっき液はいずれもアルカリ性のめっき液である請求項1から4のいずれかに記載の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−132585(P2011−132585A)
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願番号】特願2009−294946(P2009−294946)
【出願日】平成21年12月25日(2009.12.25)
【出願人】(000115072)ユケン工業株式会社 (33)
【Fターム(参考)】
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願日】平成21年12月25日(2009.12.25)
【出願人】(000115072)ユケン工業株式会社 (33)
【Fターム(参考)】
[ Back to top ]