
亜鉛めっき鋼板のレーザ重ね溶接方法
【課題】亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を密着させた状態での高速かつ高品質の溶接接合を行えるとともに、溶接区間終端部の穴痕跡を防止できる亜鉛めっき鋼板のレーザ重ね溶接方法を提供する。
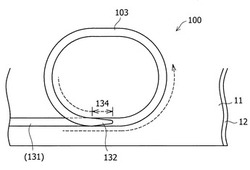
【解決手段】少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板11,12を、その亜鉛めっき層を接合面として直接重ね合わせ、一方の鋼板表面に、所定のパワーおよび速度条件にてレーザ照射を行い、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、レーザ照射で発生した金属蒸気を前記細長い穴からレーザ走行方向後方側かつレーザ照射源側に排出させつつ溶接する亜鉛めっき鋼板のレーザ重ね溶接方法において、前記直接重合領域内に位置した既溶接区間103に、当該溶接区間の終端部132を重ね、レーザ強度を漸減して溶接を終端させる。
【解決手段】少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板11,12を、その亜鉛めっき層を接合面として直接重ね合わせ、一方の鋼板表面に、所定のパワーおよび速度条件にてレーザ照射を行い、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、レーザ照射で発生した金属蒸気を前記細長い穴からレーザ走行方向後方側かつレーザ照射源側に排出させつつ溶接する亜鉛めっき鋼板のレーザ重ね溶接方法において、前記直接重合領域内に位置した既溶接区間103に、当該溶接区間の終端部132を重ね、レーザ強度を漸減して溶接を終端させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、亜鉛めっき鋼板のレーザ重ね溶接方法に関し、さらに詳しくは、亜鉛めっき鋼板を隙間無く重ねてレーザ溶接する方法における溶接区間の端部処理方法に係わるものである。
【背景技術】
【0002】
亜鉛めっき鋼板は、耐食性に優れるだけでなく高比強度、低コストであるため、自動車産業を始め様々な分野で広く用いられている。特に大面積の鋼板を使用する自動車産業等では、大量の亜鉛めっき鋼板を重ねて溶接するに際し、スポット溶接等と比較して高速処理が可能なレーザ溶接の導入が試みられてきた。
【0003】
しかし、亜鉛の融点(約420℃)および沸点(907℃)は、鉄の融点(約1535℃)に比べてかなり低く、単に重ね合わせてレーザ照射するだけでは、めっき層の亜鉛が蒸発する際に周囲の溶融金属を吹き飛ばしたり、溶融金属内に泡として残留したりすることで、ピット、ポロシティ、ウォームホールと言った溶接欠陥を生じる。そのため、特許文献1〜3に記載されるように、レーザ重ね溶接を行なう亜鉛めっき鋼板間に、スペーサや段差などを利用して、事前に亜鉛蒸気が逃げるための隙間を設けておく等の措置が講じられてきたが、このような方法は非常に手間が掛かり、レーザ溶接を導入するメリットを損なうものであった。
【0004】
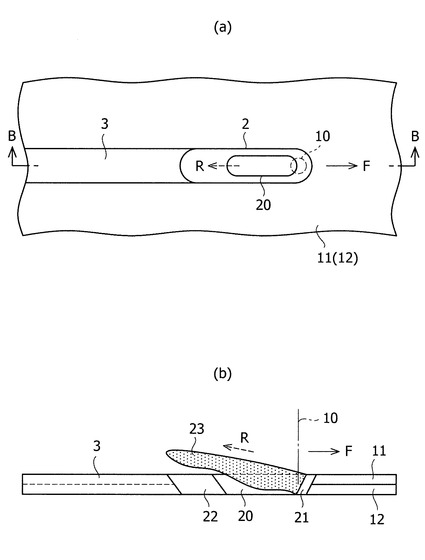
そこで、特許文献4には、通常よりも大きいパワー密度かつ高速度でレーザを照射することにより、図1(a)(b)に示すように、レーザ照射位置(10)の後方の溶融池2内に一時的に細長い穴20(キーホール)を生じさせ、この穴20から金属蒸気23をレーザ照射源側に排出させつつ溶接(3)するレーザ重ね溶接方法が開示されている。この方法により、上記のような付加的な準備工程は不要になり、亜鉛めっき鋼板を直接重ね合わせて直ちにレーザ溶接でき、大面積かつ大量の亜鉛めっき鋼板を効率よく溶接できるようになった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭60−210386号公報
【特許文献2】特開昭61−74793号公報
【特許文献3】特開2007−38269号公報
【特許文献4】国際出願公開第2010/005025号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
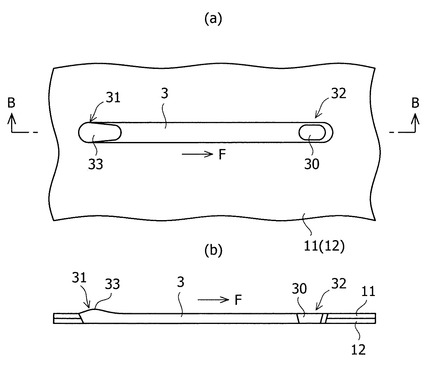
その一方で、細長いキーホールから金属蒸気を排出させるという特徴から、図2(a)(b)に示すように、溶接区間3の終端部32に細長い穴(20)の痕跡30が残留し、また、溶接区間3の始端部31では、溶接方向Fと反対側にプルーム(23)が噴出され、溶融金属の盛り上がり33を生じるという新たな課題が浮上した。溶接箇所の痕跡は、レーザ溶接以外の溶接方法でも見られ、意匠面を避けて実施され、あるいは、他部品で覆われるが、このような外観上の問題はともかく、自動車部品等では液密性や気密性といった機能上の問題から、穴痕跡(30)は許容されない場合が多い。
【0007】
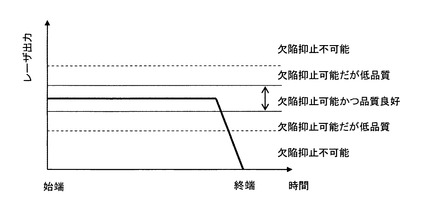
上記のような溶接区間端部の痕跡は、亜鉛めっき鋼板の重ね合わせ端部からレーザ照射を開始し、端部に抜けるような場合には生じない。しかし、溶接区間の終端が亜鉛めっき鋼板の重ね合わせ領域内に設定される場合も少なくない。従来の一般的なレーザ溶接では、溶接区間の終端部でレーザ出力をフェードダウンさせる方法があるが、亜鉛めっき鋼板を直接重ね合わせるレーザ溶接方法では、図3に示すように、レーザ出力をフェードダウンさせる過程で、上述したパワー密度や速度などの溶接条件が維持されなくなり、金属蒸気による溶接欠陥を生じる。
【0008】
本発明はこのような実状に鑑みてなされたものであって、その目的は、亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を密着させた状態での高速かつ高品質の溶接接合を行えるとともに、溶接区間終端部の穴痕跡を防止できる亜鉛めっき鋼板のレーザ重ね溶接方法を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明は、少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板(11,12)を、その亜鉛めっき層を接合面として直接重ね合わせ、該直接重合領域における一方の鋼板表面に、所定のパワーおよび速度条件にてレーザ照射を行い、レーザ照射位置(10)から後方に延びる溶融池(2)内で、少なくとも前記表面側の鋼板に細長い穴(20)を生じさせ、レーザ照射で発生した金属蒸気(23)を前記細長い穴(20)からレーザ走行方向後方側(R)かつレーザ照射源側に排出させつつ溶接(3)する亜鉛めっき鋼板のレーザ重ね溶接方法において、前記直接重合領域内に位置した既溶接区間(103,203,303)に、当該溶接区間または別の溶接区間の終端部(132,232,332)を重ね、かつ、レーザ強度を漸減して既溶接区間内で溶接を終端させることを特徴とする。
【発明の効果】
【0010】
上記終端部を重ねるに際しては、既溶接区間の溶接時におけるレーザ走行方向と同方向または逆方向に重ねることができる。既溶接区間は、その溶接時にめっき層の亜鉛が蒸発し除去されているので、該既溶接区間内でレーザ強度を漸減することで、穴痕跡を生じずに溶接を終端させることが可能となる。したがって、本発明に係る亜鉛めっき鋼板のレーザ重ね溶接方法によれば、亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を直接密着させた状態での高速かつ高品質の溶接接合を行えるとともに、溶接区間終端部における穴痕跡を防止できる。
【図面の簡単な説明】
【0011】
【図1】亜鉛めっき鋼板のレーザ重ね溶接を概念的に示す平面図(a)およびそのB−B断面図(b)である。
【図2】亜鉛めっき鋼板のレーザ重ね溶接区間を概念的に示す平面図(a)およびそのB−B断面図(b)である。
【図3】亜鉛めっき鋼板のレーザ重ね溶接におけるレーザ出力と欠陥との関係を示すグラフである。
【図4】本発明の第1実施形態に係る亜鉛めっき鋼板のレーザ重ね溶接方法による溶接区間を概念的に示す平面図である。
【図5】本発明の第2実施形態に係る亜鉛めっき鋼板のレーザ重ね溶接方法による溶接区間を概念的に示す平面図である。
【図6】本発明の第3実施形態に係る亜鉛めっき鋼板のレーザ重ね溶接方法による溶接区間を概念的に示す平面図である。
【発明を実施するための形態】
【0012】
以下、本発明をその実施形態に基づいて説明する。
本発明の前提となる亜鉛めっき鋼板のレーザ重ね溶接方法は、図1(a)(b)に示されるように、2枚の亜鉛めっき鋼板11、12を隙間無く重ねた状態で実施される。これらの亜鉛めっき鋼板11、12の板厚に比較して、一般的なレーザ重ね溶接よりも格段に大きいパワー(例えば、板厚0.7mmの亜鉛めっき鋼板の場合、7kW以上)のレーザを、一般的な走行速度よりも格段に高速な走行速度(例えば、板厚0.7mmの亜鉛めっき鋼板の場合、9m/min以上)で移動させながら照射する。
【0013】
レーザ溶接は、レーザ照射エネルギーで金属を加熱溶融させて一体化した後、溶融金属が凝固することで接合がなされる。このため、レーザ照射の走行速度を単に高速にしただけでは、単位時間当たりに供給されるパワーが不足して溶接不良となり、一方、パワー密度が高すぎると溶融部分が融合できずに溶断されることになる。
【0014】
しかし、大パワーかつ高速度でレーザ照射を行い、単位時間・体積当たりのパワー(パワー密度)が後述するような所定の範囲内にあると、レーザ照射位置(10)の後方の溶融池2内に細長いキーホール20が生じ、金属の蒸発が細長いキーホール20のレーザ走行方向Fの前端側に集中し、金属蒸気23(レーザ誘起プルーム)は、キーホール20の前端からレーザ走行方向後方Rかつレーザ照射源側に噴出するので、キーホール20は細長い穴となる。このようにして生じる細長い穴(20)の前端付近から亜鉛蒸気が排出されるので、亜鉛蒸気が溶融池2内の溶融金属を吹き飛ばしたり、溶融池2内に残留したりすることがない。
【0015】
亜鉛めっき鋼板11,12を隙間無く重ねた状態で良好なレーザ溶接を実施するためには、例えば、薄板鋼板では、レーザのパワーPが7(kW)以上、レーザ照射スポット径φが0.4(mm)以上にて、亜鉛めっき鋼板の板厚t(mm)とした場合のレーザの単位時間・体積当たりのパワーP/φtvが、0.07〜0.11(kW・sec/mm3)となる走行速度v(mm/sec)が選定されることが好ましい。
【0016】
レーザの単位時間・体積当たりのパワーP/φtvが上記のような範囲にあることは、照射されるべきレーザのパワーPが、照射幅(照射スポット径)φ、板厚t、走行速度v(照射スポットの単位時間あたりの移動距離)に応じて決定されることを示している。これは、レーザ重ね溶接が実施される亜鉛めっき鋼板の実用的な板厚から近似的かつ実験的に求めたものであるが、レーザの走行方向に一様でありかつ高さ(溶け込み深さ)が2t(2枚分の板厚)の断面逆三角形状の領域であると仮定すると、「φtv」は、その三角形の断面積(=φ・2t/2)に走行速度vを掛けたものと考えることができる。重ね溶接する2枚の亜鉛めっき鋼板の板厚tが異なる場合は、レーザ照射側に位置した亜鉛めっき鋼板の板厚tが基準になる。また、3枚以上の鋼板を重ね溶接する場合は、合計の板厚の1/2を適用すれば良い。
【0017】
なお、溶接に使用するレーザ発振器やレーザ走査を行う加工ヘッドなどは特に限定されるものではなく、既知のレーザ溶接装置を使用可能であるが、上述したように大出力のレーザを高速移動させる必要から、一対のガルバノミラーとfθレンズを組み合わせたガルバノスキャン方式の加工ヘッドを備えたレーザ溶接装置が好適である。
【0018】
次に、本発明に係る亜鉛めっき鋼板のレーザ重ね溶接方法(溶接区間の端部処理方法)について説明する。
【0019】
亜鉛めっき鋼板11,12を隙間無く重ねた状態で大パワーかつ高速度でレーザ照射を行うレーザ重ね溶接では、細長いキーホールから金属蒸気を排出させることで、亜鉛蒸気による溶接欠陥を防止できる反面、亜鉛めっき鋼板の重ね合わせ領域内に溶接区間の始端や終端が設定される場合、図2(a)(b)に示すように、溶接区間3の終端部32に細長い穴(20)の痕跡30が残留することは既に述べた通りである。
【0020】
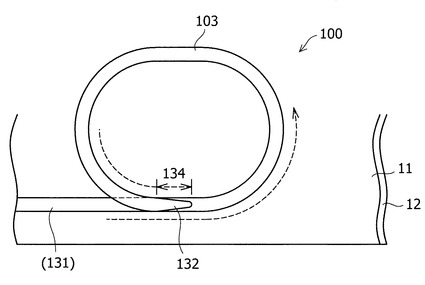
そこで、図4に示す第1実施形態の溶接部100では、亜鉛めっき鋼板11,12の直接重合領域内で、破線矢印で示されるように円弧状(閉曲線状)にレーザ照射を行い、前述の溶接条件を維持した状態で、当該溶接区間103の終端部132を既溶接区間131にオーバーラップさせ、このオーバーラップ区間134でレーザ強度を漸減すなわちフェードダウンさせてレーザ照射を終了する。
【0021】
既溶接区間131は、その溶接時に亜鉛めっき鋼板11,12の亜鉛が蒸発し除去されているので、レーザ強度の漸減で前述した溶接条件を外れても、亜鉛ガスによる欠陥を生じることがない。したがって、オーバーラップ区間134でレーザ強度を漸減することで、穴痕跡を生じずに溶接を終端させることが可能となる。
【0022】
なお、オーバーラップ区間134の長さすなわちオーバーラップ量は、前述した溶接条件におけるレーザ強度と走行速度に応じて設定される。したがって、選定されている溶接条件におけるレーザ強度や走行速度が大きいほど、オーバーラップ量を大きくする必要があるが、当然ながら、穴痕跡を生じない範囲で必要最小限に留めるべきである。
【0023】
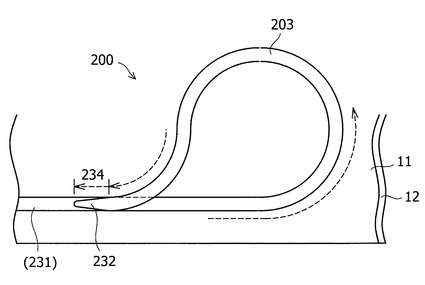
上記第1実施形態では、当該溶接区間103の終端部132を、既溶接区間131の溶接時におけるレーザ走行方向と同方向に重ねる場合を示したが、既溶接区間の溶接時におけるレーザ走行方向と逆方向に重ねることもできる。
【0024】
すなわち、図5に示す第2実施形態の溶接部200は、破線矢印で示されるようにレーザ照射をループさせ、当該溶接区間203の終端部232を、既溶接区間231の溶接時におけるレーザ走行方向と逆方向にオーバーラップさせ、このオーバーラップ区間234でレーザ強度を漸減させてレーザ照射を終了する場合を示している。
【0025】
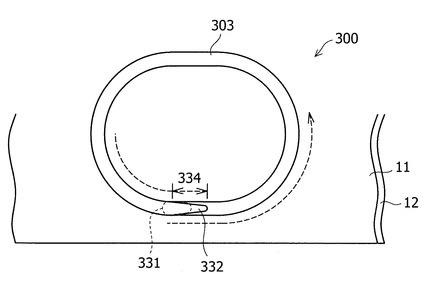
一方、溶接時におけるレーザ走行方向と同方向に重ねる場合には、図6に示す第3実施形態の溶接部300のように、亜鉛めっき鋼板11,12の直接重合領域内にある溶接区間303の始端部331に、当該溶接区間303の終端部332を同方向から重ね、それに続くオーバーラップ区間334でレーザ強度を漸減させてレーザ照射を終了する。これにより、図2に符号33で示したような、溶接区間始端部331の盛り上がりを再溶融して緩和できる。
【0026】
なお、上記各実施形態では、当該溶接区間(103,203,303)の既溶接区間(131,231,331)に終端部(132,232,332)を重ねる場合を示したが、当該溶接区間以外の既溶接区間に終端部を重ねこともできる。
【0027】
(実施例)
次に、本発明に係る亜鉛めっき鋼板のレーザ重ね溶接方法における効果を検証するために、以下のような溶接実験を行った。
【0028】
溶接には、IPGフォトニクス社製のファイバーレーザ発振器(最大出力7kW、伝送ファイバー径:φ0.2mm)およびスキャナヘッド(ジャストフォーカス加工焦点径:φ0.6mm)を使用し、板厚t=0.7mmの亜鉛めっき鋼板を、亜鉛めっき層を接合面として隙間無く重ね合わせて、スポット径φ=0.67mm、レーザ出力7kW、パワー密度19.9kW/mm2、走行速度11m/minにてレーザ照射を行い、既溶接区間に対する終端部のオーバーラップ量を2.5mmとしてレーザ出力をフェードダウン制御しつつ溶接を終端させた。
【0029】
上記条件において、溶接時に溶接箇所の後方に長さ約1.5mmの細長い穴(キーホール)が確認できた。溶接区間(ビード)の中間部や終端部にブローホールなどの溶接欠陥は見られなかった。また、既溶接区間にオーバーラップさせた終端部には凹部などの穴痕跡は生じなかった。
【0030】
以上、本発明のいくつかの実施の形態について述べたが、本発明は上記実施形態に限定されるものではなく、本発明の技術的思想に基づいてさらに各種の変形および変更が可能であることを付言する。
【符号の説明】
【0031】
2 溶融池
3 溶接区間
10 レーザ
11,12 亜鉛めっき鋼板
20 キーホール(細長い穴)
23 金属蒸気(レーザ誘起プルーム)
30 穴痕跡
31 始端部
32 終端部
100,200,300 溶接部
103,203,303 溶接区間
131,231 既溶接区間
132,232,332 終端部
134,234,334 オーバーラップ区間
331 始端部(既溶接区間)
【技術分野】
【0001】
本発明は、亜鉛めっき鋼板のレーザ重ね溶接方法に関し、さらに詳しくは、亜鉛めっき鋼板を隙間無く重ねてレーザ溶接する方法における溶接区間の端部処理方法に係わるものである。
【背景技術】
【0002】
亜鉛めっき鋼板は、耐食性に優れるだけでなく高比強度、低コストであるため、自動車産業を始め様々な分野で広く用いられている。特に大面積の鋼板を使用する自動車産業等では、大量の亜鉛めっき鋼板を重ねて溶接するに際し、スポット溶接等と比較して高速処理が可能なレーザ溶接の導入が試みられてきた。
【0003】
しかし、亜鉛の融点(約420℃)および沸点(907℃)は、鉄の融点(約1535℃)に比べてかなり低く、単に重ね合わせてレーザ照射するだけでは、めっき層の亜鉛が蒸発する際に周囲の溶融金属を吹き飛ばしたり、溶融金属内に泡として残留したりすることで、ピット、ポロシティ、ウォームホールと言った溶接欠陥を生じる。そのため、特許文献1〜3に記載されるように、レーザ重ね溶接を行なう亜鉛めっき鋼板間に、スペーサや段差などを利用して、事前に亜鉛蒸気が逃げるための隙間を設けておく等の措置が講じられてきたが、このような方法は非常に手間が掛かり、レーザ溶接を導入するメリットを損なうものであった。
【0004】
そこで、特許文献4には、通常よりも大きいパワー密度かつ高速度でレーザを照射することにより、図1(a)(b)に示すように、レーザ照射位置(10)の後方の溶融池2内に一時的に細長い穴20(キーホール)を生じさせ、この穴20から金属蒸気23をレーザ照射源側に排出させつつ溶接(3)するレーザ重ね溶接方法が開示されている。この方法により、上記のような付加的な準備工程は不要になり、亜鉛めっき鋼板を直接重ね合わせて直ちにレーザ溶接でき、大面積かつ大量の亜鉛めっき鋼板を効率よく溶接できるようになった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭60−210386号公報
【特許文献2】特開昭61−74793号公報
【特許文献3】特開2007−38269号公報
【特許文献4】国際出願公開第2010/005025号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
その一方で、細長いキーホールから金属蒸気を排出させるという特徴から、図2(a)(b)に示すように、溶接区間3の終端部32に細長い穴(20)の痕跡30が残留し、また、溶接区間3の始端部31では、溶接方向Fと反対側にプルーム(23)が噴出され、溶融金属の盛り上がり33を生じるという新たな課題が浮上した。溶接箇所の痕跡は、レーザ溶接以外の溶接方法でも見られ、意匠面を避けて実施され、あるいは、他部品で覆われるが、このような外観上の問題はともかく、自動車部品等では液密性や気密性といった機能上の問題から、穴痕跡(30)は許容されない場合が多い。
【0007】
上記のような溶接区間端部の痕跡は、亜鉛めっき鋼板の重ね合わせ端部からレーザ照射を開始し、端部に抜けるような場合には生じない。しかし、溶接区間の終端が亜鉛めっき鋼板の重ね合わせ領域内に設定される場合も少なくない。従来の一般的なレーザ溶接では、溶接区間の終端部でレーザ出力をフェードダウンさせる方法があるが、亜鉛めっき鋼板を直接重ね合わせるレーザ溶接方法では、図3に示すように、レーザ出力をフェードダウンさせる過程で、上述したパワー密度や速度などの溶接条件が維持されなくなり、金属蒸気による溶接欠陥を生じる。
【0008】
本発明はこのような実状に鑑みてなされたものであって、その目的は、亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を密着させた状態での高速かつ高品質の溶接接合を行えるとともに、溶接区間終端部の穴痕跡を防止できる亜鉛めっき鋼板のレーザ重ね溶接方法を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明は、少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板(11,12)を、その亜鉛めっき層を接合面として直接重ね合わせ、該直接重合領域における一方の鋼板表面に、所定のパワーおよび速度条件にてレーザ照射を行い、レーザ照射位置(10)から後方に延びる溶融池(2)内で、少なくとも前記表面側の鋼板に細長い穴(20)を生じさせ、レーザ照射で発生した金属蒸気(23)を前記細長い穴(20)からレーザ走行方向後方側(R)かつレーザ照射源側に排出させつつ溶接(3)する亜鉛めっき鋼板のレーザ重ね溶接方法において、前記直接重合領域内に位置した既溶接区間(103,203,303)に、当該溶接区間または別の溶接区間の終端部(132,232,332)を重ね、かつ、レーザ強度を漸減して既溶接区間内で溶接を終端させることを特徴とする。
【発明の効果】
【0010】
上記終端部を重ねるに際しては、既溶接区間の溶接時におけるレーザ走行方向と同方向または逆方向に重ねることができる。既溶接区間は、その溶接時にめっき層の亜鉛が蒸発し除去されているので、該既溶接区間内でレーザ強度を漸減することで、穴痕跡を生じずに溶接を終端させることが可能となる。したがって、本発明に係る亜鉛めっき鋼板のレーザ重ね溶接方法によれば、亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を直接密着させた状態での高速かつ高品質の溶接接合を行えるとともに、溶接区間終端部における穴痕跡を防止できる。
【図面の簡単な説明】
【0011】
【図1】亜鉛めっき鋼板のレーザ重ね溶接を概念的に示す平面図(a)およびそのB−B断面図(b)である。
【図2】亜鉛めっき鋼板のレーザ重ね溶接区間を概念的に示す平面図(a)およびそのB−B断面図(b)である。
【図3】亜鉛めっき鋼板のレーザ重ね溶接におけるレーザ出力と欠陥との関係を示すグラフである。
【図4】本発明の第1実施形態に係る亜鉛めっき鋼板のレーザ重ね溶接方法による溶接区間を概念的に示す平面図である。
【図5】本発明の第2実施形態に係る亜鉛めっき鋼板のレーザ重ね溶接方法による溶接区間を概念的に示す平面図である。
【図6】本発明の第3実施形態に係る亜鉛めっき鋼板のレーザ重ね溶接方法による溶接区間を概念的に示す平面図である。
【発明を実施するための形態】
【0012】
以下、本発明をその実施形態に基づいて説明する。
本発明の前提となる亜鉛めっき鋼板のレーザ重ね溶接方法は、図1(a)(b)に示されるように、2枚の亜鉛めっき鋼板11、12を隙間無く重ねた状態で実施される。これらの亜鉛めっき鋼板11、12の板厚に比較して、一般的なレーザ重ね溶接よりも格段に大きいパワー(例えば、板厚0.7mmの亜鉛めっき鋼板の場合、7kW以上)のレーザを、一般的な走行速度よりも格段に高速な走行速度(例えば、板厚0.7mmの亜鉛めっき鋼板の場合、9m/min以上)で移動させながら照射する。
【0013】
レーザ溶接は、レーザ照射エネルギーで金属を加熱溶融させて一体化した後、溶融金属が凝固することで接合がなされる。このため、レーザ照射の走行速度を単に高速にしただけでは、単位時間当たりに供給されるパワーが不足して溶接不良となり、一方、パワー密度が高すぎると溶融部分が融合できずに溶断されることになる。
【0014】
しかし、大パワーかつ高速度でレーザ照射を行い、単位時間・体積当たりのパワー(パワー密度)が後述するような所定の範囲内にあると、レーザ照射位置(10)の後方の溶融池2内に細長いキーホール20が生じ、金属の蒸発が細長いキーホール20のレーザ走行方向Fの前端側に集中し、金属蒸気23(レーザ誘起プルーム)は、キーホール20の前端からレーザ走行方向後方Rかつレーザ照射源側に噴出するので、キーホール20は細長い穴となる。このようにして生じる細長い穴(20)の前端付近から亜鉛蒸気が排出されるので、亜鉛蒸気が溶融池2内の溶融金属を吹き飛ばしたり、溶融池2内に残留したりすることがない。
【0015】
亜鉛めっき鋼板11,12を隙間無く重ねた状態で良好なレーザ溶接を実施するためには、例えば、薄板鋼板では、レーザのパワーPが7(kW)以上、レーザ照射スポット径φが0.4(mm)以上にて、亜鉛めっき鋼板の板厚t(mm)とした場合のレーザの単位時間・体積当たりのパワーP/φtvが、0.07〜0.11(kW・sec/mm3)となる走行速度v(mm/sec)が選定されることが好ましい。
【0016】
レーザの単位時間・体積当たりのパワーP/φtvが上記のような範囲にあることは、照射されるべきレーザのパワーPが、照射幅(照射スポット径)φ、板厚t、走行速度v(照射スポットの単位時間あたりの移動距離)に応じて決定されることを示している。これは、レーザ重ね溶接が実施される亜鉛めっき鋼板の実用的な板厚から近似的かつ実験的に求めたものであるが、レーザの走行方向に一様でありかつ高さ(溶け込み深さ)が2t(2枚分の板厚)の断面逆三角形状の領域であると仮定すると、「φtv」は、その三角形の断面積(=φ・2t/2)に走行速度vを掛けたものと考えることができる。重ね溶接する2枚の亜鉛めっき鋼板の板厚tが異なる場合は、レーザ照射側に位置した亜鉛めっき鋼板の板厚tが基準になる。また、3枚以上の鋼板を重ね溶接する場合は、合計の板厚の1/2を適用すれば良い。
【0017】
なお、溶接に使用するレーザ発振器やレーザ走査を行う加工ヘッドなどは特に限定されるものではなく、既知のレーザ溶接装置を使用可能であるが、上述したように大出力のレーザを高速移動させる必要から、一対のガルバノミラーとfθレンズを組み合わせたガルバノスキャン方式の加工ヘッドを備えたレーザ溶接装置が好適である。
【0018】
次に、本発明に係る亜鉛めっき鋼板のレーザ重ね溶接方法(溶接区間の端部処理方法)について説明する。
【0019】
亜鉛めっき鋼板11,12を隙間無く重ねた状態で大パワーかつ高速度でレーザ照射を行うレーザ重ね溶接では、細長いキーホールから金属蒸気を排出させることで、亜鉛蒸気による溶接欠陥を防止できる反面、亜鉛めっき鋼板の重ね合わせ領域内に溶接区間の始端や終端が設定される場合、図2(a)(b)に示すように、溶接区間3の終端部32に細長い穴(20)の痕跡30が残留することは既に述べた通りである。
【0020】
そこで、図4に示す第1実施形態の溶接部100では、亜鉛めっき鋼板11,12の直接重合領域内で、破線矢印で示されるように円弧状(閉曲線状)にレーザ照射を行い、前述の溶接条件を維持した状態で、当該溶接区間103の終端部132を既溶接区間131にオーバーラップさせ、このオーバーラップ区間134でレーザ強度を漸減すなわちフェードダウンさせてレーザ照射を終了する。
【0021】
既溶接区間131は、その溶接時に亜鉛めっき鋼板11,12の亜鉛が蒸発し除去されているので、レーザ強度の漸減で前述した溶接条件を外れても、亜鉛ガスによる欠陥を生じることがない。したがって、オーバーラップ区間134でレーザ強度を漸減することで、穴痕跡を生じずに溶接を終端させることが可能となる。
【0022】
なお、オーバーラップ区間134の長さすなわちオーバーラップ量は、前述した溶接条件におけるレーザ強度と走行速度に応じて設定される。したがって、選定されている溶接条件におけるレーザ強度や走行速度が大きいほど、オーバーラップ量を大きくする必要があるが、当然ながら、穴痕跡を生じない範囲で必要最小限に留めるべきである。
【0023】
上記第1実施形態では、当該溶接区間103の終端部132を、既溶接区間131の溶接時におけるレーザ走行方向と同方向に重ねる場合を示したが、既溶接区間の溶接時におけるレーザ走行方向と逆方向に重ねることもできる。
【0024】
すなわち、図5に示す第2実施形態の溶接部200は、破線矢印で示されるようにレーザ照射をループさせ、当該溶接区間203の終端部232を、既溶接区間231の溶接時におけるレーザ走行方向と逆方向にオーバーラップさせ、このオーバーラップ区間234でレーザ強度を漸減させてレーザ照射を終了する場合を示している。
【0025】
一方、溶接時におけるレーザ走行方向と同方向に重ねる場合には、図6に示す第3実施形態の溶接部300のように、亜鉛めっき鋼板11,12の直接重合領域内にある溶接区間303の始端部331に、当該溶接区間303の終端部332を同方向から重ね、それに続くオーバーラップ区間334でレーザ強度を漸減させてレーザ照射を終了する。これにより、図2に符号33で示したような、溶接区間始端部331の盛り上がりを再溶融して緩和できる。
【0026】
なお、上記各実施形態では、当該溶接区間(103,203,303)の既溶接区間(131,231,331)に終端部(132,232,332)を重ねる場合を示したが、当該溶接区間以外の既溶接区間に終端部を重ねこともできる。
【0027】
(実施例)
次に、本発明に係る亜鉛めっき鋼板のレーザ重ね溶接方法における効果を検証するために、以下のような溶接実験を行った。
【0028】
溶接には、IPGフォトニクス社製のファイバーレーザ発振器(最大出力7kW、伝送ファイバー径:φ0.2mm)およびスキャナヘッド(ジャストフォーカス加工焦点径:φ0.6mm)を使用し、板厚t=0.7mmの亜鉛めっき鋼板を、亜鉛めっき層を接合面として隙間無く重ね合わせて、スポット径φ=0.67mm、レーザ出力7kW、パワー密度19.9kW/mm2、走行速度11m/minにてレーザ照射を行い、既溶接区間に対する終端部のオーバーラップ量を2.5mmとしてレーザ出力をフェードダウン制御しつつ溶接を終端させた。
【0029】
上記条件において、溶接時に溶接箇所の後方に長さ約1.5mmの細長い穴(キーホール)が確認できた。溶接区間(ビード)の中間部や終端部にブローホールなどの溶接欠陥は見られなかった。また、既溶接区間にオーバーラップさせた終端部には凹部などの穴痕跡は生じなかった。
【0030】
以上、本発明のいくつかの実施の形態について述べたが、本発明は上記実施形態に限定されるものではなく、本発明の技術的思想に基づいてさらに各種の変形および変更が可能であることを付言する。
【符号の説明】
【0031】
2 溶融池
3 溶接区間
10 レーザ
11,12 亜鉛めっき鋼板
20 キーホール(細長い穴)
23 金属蒸気(レーザ誘起プルーム)
30 穴痕跡
31 始端部
32 終端部
100,200,300 溶接部
103,203,303 溶接区間
131,231 既溶接区間
132,232,332 終端部
134,234,334 オーバーラップ区間
331 始端部(既溶接区間)
【特許請求の範囲】
【請求項1】
少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板を、その亜鉛めっき層を接合面として直接重ね合わせ、該直接重合領域における一方の鋼板表面に、所定のパワーおよび速度条件にてレーザ照射を行い、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、レーザ照射で発生した金属蒸気を前記細長い穴からレーザ走行方向後方側かつレーザ照射源側に排出させつつ溶接する亜鉛めっき鋼板のレーザ重ね溶接方法において、
前記直接重合領域内に位置した既溶接区間に、当該溶接区間または別の溶接区間の終端部を重ね、かつ、レーザ強度を漸減して既溶接区間内で溶接を終端させることを特徴とする亜鉛めっき鋼板のレーザ重ね溶接方法。
【請求項1】
少なくとも1枚が亜鉛めっき鋼板である2枚の鋼板を、その亜鉛めっき層を接合面として直接重ね合わせ、該直接重合領域における一方の鋼板表面に、所定のパワーおよび速度条件にてレーザ照射を行い、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、レーザ照射で発生した金属蒸気を前記細長い穴からレーザ走行方向後方側かつレーザ照射源側に排出させつつ溶接する亜鉛めっき鋼板のレーザ重ね溶接方法において、
前記直接重合領域内に位置した既溶接区間に、当該溶接区間または別の溶接区間の終端部を重ね、かつ、レーザ強度を漸減して既溶接区間内で溶接を終端させることを特徴とする亜鉛めっき鋼板のレーザ重ね溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−230158(P2011−230158A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−102902(P2010−102902)
【出願日】平成22年4月28日(2010.4.28)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月28日(2010.4.28)
【出願人】(000002082)スズキ株式会社 (3,196)
【Fターム(参考)】
[ Back to top ]