
人造木材又は無機系建材の化粧方法
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、人造木材又は無機系建材の化粧方法に関するものであり、より詳しくは、転写紙柄と同調した色を持つ人造木材等の表裏面、木口面、溝及び曲面部に柄を転写させる人造木材又は無機系建材の化粧方法に関するものである。
【0002】
【従来の技術】従来、無機系のケイ酸カルシウムを主体とした人造木材や無機建材の表面の化粧方法は、塗装、ラミネート、ルーター・モルダー加工等である。また、従来から木粉を主体とした合成木材の化粧方法にあっては、その合成木材の表面をプレヒートとして転写紙を重ねてコールドプレスして絵柄の転写後、転写紙を剥離した面にワイピングを行い、凹所等にインキを詰め、必要に応じてトップコートを施す方法が提供されている(特開昭61−274933号公報)。かかる化粧方法は、合成木材の表面凹凸を解消することを目的とするものである。またこの他に、建材等の化粧方法としては、天然木突板貼りや天然石のスライス貼り等が行われている。
【0003】
【発明が解決しようとする課題】しかしながら、従来の人造木材や無機建材の化粧方法では、その表面の塗装、ラミネート加工等によるため、その表面の微妙な凹凸感、木目及び石目調の表現が難しく、また塗膜及びシート厚みが厚くなり防火上の不具合も生じる場合があった。また、上記合成木材への転写紙の化粧方法では、転写紙を転写するに当たり、予めプレヒートした基材に転写紙をのせ、更にコールドプレスで圧締転写した後、離型紙を剥がすので、手間が掛かり、しかも基材の板温を常に100℃以上にするには、プレヒートゾーンを長くとらなければいけないといった欠点が有る。
【0004】更に、天然木突板貼りや天然石のスライス貼り等では、その割れ、剥がれが発生し易いと共に、表面への衝撃や傷により人造木材や無機建材の基材色が露出し、場合によっては貼り替えといった大変な作業を伴うのが現状である。従って、本発明の目的は、人造木材又は無機系建材の表裏面、木口面、溝及び曲面に立体的に絵柄を表現し、あたかも本物感を与えると共に、予め表面の色を転写紙柄と同調した色に着色し、その表面への衝撃や傷によって生じ易くなる見た目の悪さから来る補修等を殆ど必要としない人造木材又は無機系建材の化粧方法を提供することである。
【0005】
【発明を解決するための手段】本発明は、ケイ酸カルシウムを主成分とし、且つ補強繊維、着色剤、熱可塑性樹脂バインダーを含む人造木材又は無機系建材の表面に、真空熱圧により転写紙柄を転写させて化粧を行う人造木材又は無機系建材の化粧方法であって、上記人造木材又は無機系建材の上記表面が、上記着色剤により上記転写紙柄と同調した色に着色されており、上記転写紙は、加熱により型追従性を増す離型紙、絵柄層及び接着剤層からなり、上記真空熱圧転写条件が、真空度60cmHg以上、加熱温度60〜75℃、圧力0.5〜3.5kgf/cm2 、時間90〜240秒であることを特徴とする人造木材又は無機系建材の化粧方法を提供することにより、上記目的を達成したものである。
【0006】
【作用】本発明では、比較的化粧が困難な無機系建材の表面に真空熱圧条件により、転写紙柄を転写させて化粧を行うと、その表面に微妙な凹凸感、木目及び石目調の表現が明確に現れる。また転写紙からの絵柄は、塗装やラミネート加工等と相違して薄く形成され、火災等による危険なガス等の発生といった防火上の不具合は殆ど生じない。更に、無機系建材に着色剤を均一に配合させると、転写紙の絵柄と同調させた色の着色ができ、見た目の悪さが生じ難い。
【0007】
【本発明の好ましい実施態様】以下、本発明に係る人造木材又は無機系建材の化粧方法の好ましい実施態様を添付図面に従って詳述する。図1は、本発明の人造木材又は無機系建材の化粧方法に用いられる転写紙の拡大断面図である。図2は、本発明の人造木材又は無機系建材の化粧方法を示す説明図である。図3は、本発明の人造木材又は無機系建材の化粧方法により転写された絵柄状態を示す人造木材の断面図である。本発明の人造木材又は無機系建材の化粧方法は、ケイ酸カルシウムを主成分とし、且つ補強繊維、着色剤、熱可塑性樹脂バインダーを含む人造木材又は無機系建材の表面に、真空熱圧により転写紙柄を転写させて化粧を行うものである。
【0008】上記ケイ酸カルシウムを主成分とし、且つ補強繊維、着色剤、熱可塑性樹脂バインダーを含む人造木材又は無機系建材は、図2及び図3に示す如く、通常その表面に凹凸を有し、人造木材2であれば木目調になっている。人造木材又は無機系建材のケイ酸カルシウムは、少なくとも全成分の80重量%以上を占め、ケイ酸カルシウムは必要により熱可塑性樹脂バインダー等を添加して成形される。また、その成形方法は既に公知の方法で行うことができ(特開昭62−123053号公報、特開昭62−235276号公報)、特にその製造方法が限られるものではない。
【0009】人造木材又は無機系建材のケイ酸カルシウムは具体的に、生石灰、消石灰、スラグ等の石灰質原料とケイ石、ケイ砂、セメント等のケイ酸質原料及び水の水熱剛性反応により得られる、ゾノトライト、トバモライト又はこれらの混在したケイ酸カルシウム水和物を挙げることができるが、こられ以外にそれ自体公知のケイ酸カルシウムを用いることができる。人造木材又は無機系建材にはバインダーとして熱可塑性樹脂を添加することができ、熱可塑性樹脂は、ケイ酸カルシウム100重量部に対して9重量部以下の範囲で添加することが望ましい。また、このような熱可塑性樹脂としては、それ自体公知の熱可塑性樹脂を用いることができ、スチレン−ブタジエン共重合体、カルボキシル基変性スチレン−ブタジエン共重合体、アクリロニトリル−ブタジエン共重合体、ブタジエン共重合体、メタクリル酸メチル−ブタジエン共重合体、エチレン−プロピレン共重合体、スチレン−アクリル共重合体等の汎用なものを用いることができる。またこれらの樹脂を適宜分散剤と共に使用してエマルジョン型のラテックスとして、人造木材又は無機系建材の成形時に用いることが好ましい。
【0010】人造木材又は無機系建材に含まれる補強繊維は、無機繊維或いは有機繊維でもよく、好ましくはガラス繊維、カーボン繊維、アルミナ繊維、スチール繊維等の耐火性のものが良い。またガラス繊維は、耐火性、コスト面で優れており、成形体の強度や耐衝撃性を向上し、成形時の脱水濾過性が良好なものとなる。また有機繊維としてはナイロン、ポリプロピレン等がある。補強繊維の含有量は、ケイ酸カルシウム100重量部に対し、2〜8重量部の範囲が好ましい。
【0011】人造木材又は無機系建材に含まれる着色剤は、無機顔料或いは有機顔料でもよく、無機顔料では、ベンガラ、緑ばん、硫酸第二鉄、黄鉛、群青等、有機顔料では、不溶性アゾ顔料、フタロシアニンブルー、ペリノン、ペリレン等が挙げられる。含有量は、ケイ酸カルシウム100重量部に対し、0.5〜5重量部、好ましくは1〜3重量部である。
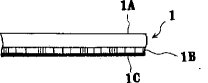
【0012】また、図1に示す如く、木目調或いは石目調に形成された上記人造木材又は無機系建材(人造木材2)の表面に使用される転写紙1は、離型層1Aと絵柄層1Bと接着層1Cとから成る。かかる転写紙1の離型層1Aである離型紙には、絵柄層1Bとなるインキがグラビア印刷、オフセット印刷等により転着され、更に接着層1Cである接着剤がコーティングされる。離型層1Aは、人造木材又は無機系建材等のルーター及びモールダー加工面で加熱された時に、その表面形状に追従する型追従性の高い離型紙であることが望ましく、例えば、厚さが50〜150μmの加熱時可撓性を発揮する樹脂フィルム、特に汎用性のある塩化ビニルフィルム等が好ましい。絵柄層1Bは、その厚さ2〜10μm程度が望ましく、その樹脂成分が硝酸セルロース等である。絵柄層の柄は、特に限定することなく、天然木、石、鏡面、メタル調、タイル調及び布調等でも良い。接着層1Cは、その厚さ10〜20μm程度が望ましく、その接着剤としては、ホットメルト系接着剤が望ましい。
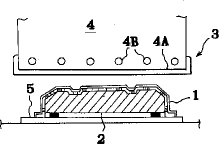
【0013】図2に示す如く、人造木材2等の表面への転写紙1の圧着は、熱圧転写機3等によって行われる。そして、熱圧転写機3は、所定の真空度が維持される状態の場所に配される。図2の熱圧転写機3は、熱圧転写プレス4と人造木材2等の載置プレート5から成り、熱圧転写プレス4は、熱圧転写面となるラバー材4Aとヒーター4Bから成る。しかし、所定の真空度の条件を維持しながら、熱圧転写ができる装置である限り、図2の熱圧転写機に限ることはない。
【0014】上記転写紙1への圧着時の真空度は、60cmHg以上とする。圧着時の加熱温度は、60〜75℃である。転写紙1への圧力は、0.5〜3.5kgf/cm2 で、加圧時間は90〜240秒である。また、人造木材又は無機系建材の加工面に下地処理として水性又は溶剤型のシーラー処理を施すことが望ましく、このような処理により転写効率、転写密着度を高めることができる。
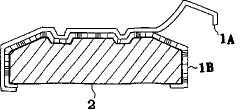
【0015】上記圧着後、人造木材又は無機系建材から転写紙1の離型紙1Aを剥離し、これにより絵柄層1Bを人造木材又は無機系建材2の凹凸の表面に正確に追従させた状態で形成することができる。この場合、人造木材又は無機系建材の表面に微妙な凹凸感、木目及び石目調の表現が明確に現れる。また人造木材又は無機系建材に上記着色剤を均一に配合させ、絵柄層と同調させた色の着色をすることにより、表面への衝撃や傷によって生じる見た目の悪さが生じ難い。また、人造木材又は無機系建材の化粧面に、アクリル系塗料等でトップコートを行い、耐衝撃性、耐汚染性、耐候性等を付与するのが望ましい。
【0016】
【発明の効果】本発明の人造木材又は無機系建材の化粧方法では、人造木材又は無機系建材の表裏面、木口面、溝及び曲面に立体的に絵柄を表現し、あたかも本物感を与えると共に、予め表面の色を転写紙柄と同調した色に着色し、その表面への衝撃や傷によって生じ易くなる見た目の悪さから来る補修等を殆ど必要としない。
【図面の簡単な説明】
【図1】本発明の人造木材又は無機系建材の化粧方法に用いられる転写紙の拡大断面図である。
【図2】本発明の人造木材又は無機系建材の化粧方法を示す説明図である。
【図3】本発明の人造木材又は無機系建材の化粧方法により転写された絵柄状態を示す人造木材の断面図である。
【符号の説明】
1 転写紙
1A 離型紙
1B 絵柄層
1C 接着剤層
2 人造木材又は無機系建材
3 熱圧転写機
4 熱圧転写プレス
4A ラバー
4B ヒーター
5 載置プレート
【0001】
【産業上の利用分野】本発明は、人造木材又は無機系建材の化粧方法に関するものであり、より詳しくは、転写紙柄と同調した色を持つ人造木材等の表裏面、木口面、溝及び曲面部に柄を転写させる人造木材又は無機系建材の化粧方法に関するものである。
【0002】
【従来の技術】従来、無機系のケイ酸カルシウムを主体とした人造木材や無機建材の表面の化粧方法は、塗装、ラミネート、ルーター・モルダー加工等である。また、従来から木粉を主体とした合成木材の化粧方法にあっては、その合成木材の表面をプレヒートとして転写紙を重ねてコールドプレスして絵柄の転写後、転写紙を剥離した面にワイピングを行い、凹所等にインキを詰め、必要に応じてトップコートを施す方法が提供されている(特開昭61−274933号公報)。かかる化粧方法は、合成木材の表面凹凸を解消することを目的とするものである。またこの他に、建材等の化粧方法としては、天然木突板貼りや天然石のスライス貼り等が行われている。
【0003】
【発明が解決しようとする課題】しかしながら、従来の人造木材や無機建材の化粧方法では、その表面の塗装、ラミネート加工等によるため、その表面の微妙な凹凸感、木目及び石目調の表現が難しく、また塗膜及びシート厚みが厚くなり防火上の不具合も生じる場合があった。また、上記合成木材への転写紙の化粧方法では、転写紙を転写するに当たり、予めプレヒートした基材に転写紙をのせ、更にコールドプレスで圧締転写した後、離型紙を剥がすので、手間が掛かり、しかも基材の板温を常に100℃以上にするには、プレヒートゾーンを長くとらなければいけないといった欠点が有る。
【0004】更に、天然木突板貼りや天然石のスライス貼り等では、その割れ、剥がれが発生し易いと共に、表面への衝撃や傷により人造木材や無機建材の基材色が露出し、場合によっては貼り替えといった大変な作業を伴うのが現状である。従って、本発明の目的は、人造木材又は無機系建材の表裏面、木口面、溝及び曲面に立体的に絵柄を表現し、あたかも本物感を与えると共に、予め表面の色を転写紙柄と同調した色に着色し、その表面への衝撃や傷によって生じ易くなる見た目の悪さから来る補修等を殆ど必要としない人造木材又は無機系建材の化粧方法を提供することである。
【0005】
【発明を解決するための手段】本発明は、ケイ酸カルシウムを主成分とし、且つ補強繊維、着色剤、熱可塑性樹脂バインダーを含む人造木材又は無機系建材の表面に、真空熱圧により転写紙柄を転写させて化粧を行う人造木材又は無機系建材の化粧方法であって、上記人造木材又は無機系建材の上記表面が、上記着色剤により上記転写紙柄と同調した色に着色されており、上記転写紙は、加熱により型追従性を増す離型紙、絵柄層及び接着剤層からなり、上記真空熱圧転写条件が、真空度60cmHg以上、加熱温度60〜75℃、圧力0.5〜3.5kgf/cm2 、時間90〜240秒であることを特徴とする人造木材又は無機系建材の化粧方法を提供することにより、上記目的を達成したものである。
【0006】
【作用】本発明では、比較的化粧が困難な無機系建材の表面に真空熱圧条件により、転写紙柄を転写させて化粧を行うと、その表面に微妙な凹凸感、木目及び石目調の表現が明確に現れる。また転写紙からの絵柄は、塗装やラミネート加工等と相違して薄く形成され、火災等による危険なガス等の発生といった防火上の不具合は殆ど生じない。更に、無機系建材に着色剤を均一に配合させると、転写紙の絵柄と同調させた色の着色ができ、見た目の悪さが生じ難い。
【0007】
【本発明の好ましい実施態様】以下、本発明に係る人造木材又は無機系建材の化粧方法の好ましい実施態様を添付図面に従って詳述する。図1は、本発明の人造木材又は無機系建材の化粧方法に用いられる転写紙の拡大断面図である。図2は、本発明の人造木材又は無機系建材の化粧方法を示す説明図である。図3は、本発明の人造木材又は無機系建材の化粧方法により転写された絵柄状態を示す人造木材の断面図である。本発明の人造木材又は無機系建材の化粧方法は、ケイ酸カルシウムを主成分とし、且つ補強繊維、着色剤、熱可塑性樹脂バインダーを含む人造木材又は無機系建材の表面に、真空熱圧により転写紙柄を転写させて化粧を行うものである。
【0008】上記ケイ酸カルシウムを主成分とし、且つ補強繊維、着色剤、熱可塑性樹脂バインダーを含む人造木材又は無機系建材は、図2及び図3に示す如く、通常その表面に凹凸を有し、人造木材2であれば木目調になっている。人造木材又は無機系建材のケイ酸カルシウムは、少なくとも全成分の80重量%以上を占め、ケイ酸カルシウムは必要により熱可塑性樹脂バインダー等を添加して成形される。また、その成形方法は既に公知の方法で行うことができ(特開昭62−123053号公報、特開昭62−235276号公報)、特にその製造方法が限られるものではない。
【0009】人造木材又は無機系建材のケイ酸カルシウムは具体的に、生石灰、消石灰、スラグ等の石灰質原料とケイ石、ケイ砂、セメント等のケイ酸質原料及び水の水熱剛性反応により得られる、ゾノトライト、トバモライト又はこれらの混在したケイ酸カルシウム水和物を挙げることができるが、こられ以外にそれ自体公知のケイ酸カルシウムを用いることができる。人造木材又は無機系建材にはバインダーとして熱可塑性樹脂を添加することができ、熱可塑性樹脂は、ケイ酸カルシウム100重量部に対して9重量部以下の範囲で添加することが望ましい。また、このような熱可塑性樹脂としては、それ自体公知の熱可塑性樹脂を用いることができ、スチレン−ブタジエン共重合体、カルボキシル基変性スチレン−ブタジエン共重合体、アクリロニトリル−ブタジエン共重合体、ブタジエン共重合体、メタクリル酸メチル−ブタジエン共重合体、エチレン−プロピレン共重合体、スチレン−アクリル共重合体等の汎用なものを用いることができる。またこれらの樹脂を適宜分散剤と共に使用してエマルジョン型のラテックスとして、人造木材又は無機系建材の成形時に用いることが好ましい。
【0010】人造木材又は無機系建材に含まれる補強繊維は、無機繊維或いは有機繊維でもよく、好ましくはガラス繊維、カーボン繊維、アルミナ繊維、スチール繊維等の耐火性のものが良い。またガラス繊維は、耐火性、コスト面で優れており、成形体の強度や耐衝撃性を向上し、成形時の脱水濾過性が良好なものとなる。また有機繊維としてはナイロン、ポリプロピレン等がある。補強繊維の含有量は、ケイ酸カルシウム100重量部に対し、2〜8重量部の範囲が好ましい。
【0011】人造木材又は無機系建材に含まれる着色剤は、無機顔料或いは有機顔料でもよく、無機顔料では、ベンガラ、緑ばん、硫酸第二鉄、黄鉛、群青等、有機顔料では、不溶性アゾ顔料、フタロシアニンブルー、ペリノン、ペリレン等が挙げられる。含有量は、ケイ酸カルシウム100重量部に対し、0.5〜5重量部、好ましくは1〜3重量部である。
【0012】また、図1に示す如く、木目調或いは石目調に形成された上記人造木材又は無機系建材(人造木材2)の表面に使用される転写紙1は、離型層1Aと絵柄層1Bと接着層1Cとから成る。かかる転写紙1の離型層1Aである離型紙には、絵柄層1Bとなるインキがグラビア印刷、オフセット印刷等により転着され、更に接着層1Cである接着剤がコーティングされる。離型層1Aは、人造木材又は無機系建材等のルーター及びモールダー加工面で加熱された時に、その表面形状に追従する型追従性の高い離型紙であることが望ましく、例えば、厚さが50〜150μmの加熱時可撓性を発揮する樹脂フィルム、特に汎用性のある塩化ビニルフィルム等が好ましい。絵柄層1Bは、その厚さ2〜10μm程度が望ましく、その樹脂成分が硝酸セルロース等である。絵柄層の柄は、特に限定することなく、天然木、石、鏡面、メタル調、タイル調及び布調等でも良い。接着層1Cは、その厚さ10〜20μm程度が望ましく、その接着剤としては、ホットメルト系接着剤が望ましい。
【0013】図2に示す如く、人造木材2等の表面への転写紙1の圧着は、熱圧転写機3等によって行われる。そして、熱圧転写機3は、所定の真空度が維持される状態の場所に配される。図2の熱圧転写機3は、熱圧転写プレス4と人造木材2等の載置プレート5から成り、熱圧転写プレス4は、熱圧転写面となるラバー材4Aとヒーター4Bから成る。しかし、所定の真空度の条件を維持しながら、熱圧転写ができる装置である限り、図2の熱圧転写機に限ることはない。
【0014】上記転写紙1への圧着時の真空度は、60cmHg以上とする。圧着時の加熱温度は、60〜75℃である。転写紙1への圧力は、0.5〜3.5kgf/cm2 で、加圧時間は90〜240秒である。また、人造木材又は無機系建材の加工面に下地処理として水性又は溶剤型のシーラー処理を施すことが望ましく、このような処理により転写効率、転写密着度を高めることができる。
【0015】上記圧着後、人造木材又は無機系建材から転写紙1の離型紙1Aを剥離し、これにより絵柄層1Bを人造木材又は無機系建材2の凹凸の表面に正確に追従させた状態で形成することができる。この場合、人造木材又は無機系建材の表面に微妙な凹凸感、木目及び石目調の表現が明確に現れる。また人造木材又は無機系建材に上記着色剤を均一に配合させ、絵柄層と同調させた色の着色をすることにより、表面への衝撃や傷によって生じる見た目の悪さが生じ難い。また、人造木材又は無機系建材の化粧面に、アクリル系塗料等でトップコートを行い、耐衝撃性、耐汚染性、耐候性等を付与するのが望ましい。
【0016】
【発明の効果】本発明の人造木材又は無機系建材の化粧方法では、人造木材又は無機系建材の表裏面、木口面、溝及び曲面に立体的に絵柄を表現し、あたかも本物感を与えると共に、予め表面の色を転写紙柄と同調した色に着色し、その表面への衝撃や傷によって生じ易くなる見た目の悪さから来る補修等を殆ど必要としない。
【図面の簡単な説明】
【図1】本発明の人造木材又は無機系建材の化粧方法に用いられる転写紙の拡大断面図である。
【図2】本発明の人造木材又は無機系建材の化粧方法を示す説明図である。
【図3】本発明の人造木材又は無機系建材の化粧方法により転写された絵柄状態を示す人造木材の断面図である。
【符号の説明】
1 転写紙
1A 離型紙
1B 絵柄層
1C 接着剤層
2 人造木材又は無機系建材
3 熱圧転写機
4 熱圧転写プレス
4A ラバー
4B ヒーター
5 載置プレート
【特許請求の範囲】
【請求項1】 ケイ酸カルシウムを主成分とし、且つ補強繊維、着色剤、熱可塑性樹脂バインダーを含む人造木材又は無機系建材の表面に、真空熱圧により転写紙柄を転写させて化粧を行う人造木材又は無機系建材の化粧方法であって、上記人造木材又は無機系建材の上記表面が、上記着色剤により上記転写紙柄と同調した色に着色されており、上記転写紙は、加熱により型追従性を増す離型紙、絵柄層及び接着剤層からなり、上記真空熱圧転写条件が、真空度60cmHg以上、加熱温度60〜75℃、圧力0.5〜3.5kgf/cm2 、時間90〜240秒であることを特徴とする人造木材又は無機系建材の化粧方法。
【請求項2】 上記ケイ酸カルシウムは、ゾノトライト、トバモライト又はこれらの混在した水和物より成り、上記人造木材又は無機系建材中に80重量%以上含まれていることを特徴とする請求項1記載の人造木材又は無機系建材の化粧方法。
【請求項3】 上記着色剤が無機顔料及び有機顔料から選択されるものであり、ケイ酸カルシウム100重量部に対し、0.5〜5重量部の着色剤である請求項1又は2記載の人造木材又は無機系建材の化粧方法。
【請求項1】 ケイ酸カルシウムを主成分とし、且つ補強繊維、着色剤、熱可塑性樹脂バインダーを含む人造木材又は無機系建材の表面に、真空熱圧により転写紙柄を転写させて化粧を行う人造木材又は無機系建材の化粧方法であって、上記人造木材又は無機系建材の上記表面が、上記着色剤により上記転写紙柄と同調した色に着色されており、上記転写紙は、加熱により型追従性を増す離型紙、絵柄層及び接着剤層からなり、上記真空熱圧転写条件が、真空度60cmHg以上、加熱温度60〜75℃、圧力0.5〜3.5kgf/cm2 、時間90〜240秒であることを特徴とする人造木材又は無機系建材の化粧方法。
【請求項2】 上記ケイ酸カルシウムは、ゾノトライト、トバモライト又はこれらの混在した水和物より成り、上記人造木材又は無機系建材中に80重量%以上含まれていることを特徴とする請求項1記載の人造木材又は無機系建材の化粧方法。
【請求項3】 上記着色剤が無機顔料及び有機顔料から選択されるものであり、ケイ酸カルシウム100重量部に対し、0.5〜5重量部の着色剤である請求項1又は2記載の人造木材又は無機系建材の化粧方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【特許番号】特許第3426294号(P3426294)
【登録日】平成15年5月9日(2003.5.9)
【発行日】平成15年7月14日(2003.7.14)
【国際特許分類】
【出願番号】特願平5−214524
【出願日】平成5年8月30日(1993.8.30)
【公開番号】特開平7−60893
【公開日】平成7年3月7日(1995.3.7)
【審査請求日】平成12年4月3日(2000.4.3)
【出願人】(000183428)住友林業株式会社 (540)
【参考文献】
【文献】特開 平3−170385(JP,A)
【文献】特開 平2−243576(JP,A)
【文献】特開 平4−107103(JP,A)
【文献】特開 昭59−229309(JP,A)
【文献】特開 平3−97681(JP,A)
【登録日】平成15年5月9日(2003.5.9)
【発行日】平成15年7月14日(2003.7.14)
【国際特許分類】
【出願日】平成5年8月30日(1993.8.30)
【公開番号】特開平7−60893
【公開日】平成7年3月7日(1995.3.7)
【審査請求日】平成12年4月3日(2000.4.3)
【出願人】(000183428)住友林業株式会社 (540)
【参考文献】
【文献】特開 平3−170385(JP,A)
【文献】特開 平2−243576(JP,A)
【文献】特開 平4−107103(JP,A)
【文献】特開 昭59−229309(JP,A)
【文献】特開 平3−97681(JP,A)
[ Back to top ]