
仕上圧延機の頭部板厚制御方法
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、熱間圧延時の仕上圧延機の頭部板厚制御方法に関するものである。
【0002】
【従来の技術】熱間連続圧延機によるストリップ圧延においては、ストリップの長手方向の板厚分布を均一にするため、従来から自動板厚制御(以下AGCという)が用いられている。AGCは、圧延中の荷重変動もしくは板厚変動を圧延荷部やロ―ル圧下位置により検出し、数式モデルを用いてフイードフォワードあるいはフィードバックで圧延スタンドのロールギャップを変更し、出側板厚を一定にするものである。
【0003】又例えば特開昭63−165013号公報はミル剛性係数Mおよび圧延荷重Pより圧延機の変位量P/Mを算出し、これより圧延機の圧下位置制御を行う板厚制御において、圧延荷重当りのロール系変位量をロール寸法および板幅から求めることを提案している。しかしながら従来板温度は制御系の誤差原因となる要素が大きいので演算要素としてとり上げられなかった。
【0004】
【発明が解決しようとする課題】本発明は被圧延材の温度及びエッジヒータによる加熱量を含めて演算要素に入力し、被圧延材の頭部板厚制御を行なう方法を提起するものである。
【0005】
【課題を解決するための手段】本発明は、熱間圧延時に仕上圧延機前方で計測された被圧延材の温度、板厚、板幅から圧延荷重を計算し、前回までのエッジヒーター加熱量から計算する圧延荷重を前記圧延荷重に入力して圧下量を決定し、圧下位置制御系に各スタンドにおける圧下値を設定し、被圧延材の頭部板厚を制御することを特徴とする仕上圧延機の頭部板厚制御方法である。
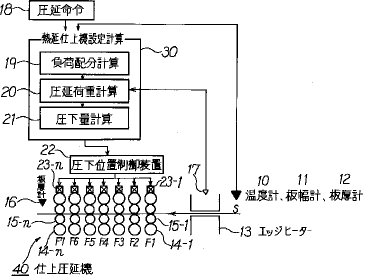
【0006】以下本発明を図面について説明する。図1は本発明の適用例の一例を示す。図において、被圧延材(以下鋼板という)Sはエッジヒータ13で鋼板のエッジから10mmの端縁が例えば透導加熱により加熱され、板温+200℃に温度上昇する。ついで鋼板Sはワークロール15及びパックアップロール14の複数スタンド(図は7スタンド)からなる仕上圧延機40で最終板厚を与えられる。ここで板厚計16で製品板厚が確認される。
【0007】本発明においては、温度計10、板幅計11、板厚計12及びエッジヒータ13が仕上圧延機の前方に設けられる。板温度、板幅、板厚は仕上圧延機設定計算機30のデータとして入力される。仕上圧延機設定計算機30は、負荷配分計算系19により板厚計算が(1)式で決定される。これは板形状、設備能力などからオペレータが必要なとき設定する。負荷配分は次式による。
【0008】
【数1】

【0009】仕上圧延機の各スタンド負荷配分は各スタンドの出側板厚と圧下率で表わされる。ついで圧延荷重計算系20に負荷配分データが入力されるが、圧延荷重計算系20では各スタンドにおける板温度が板頭部中心表面温度から差分計算で求められる。
【0010】仮に決めた圧延荷重にて、ロール偏平をHitchcockの式(2)により求める。また式(2)で求めたロール偏平を入力とし、美坂の式等の公知の方法で計算された圧延荷重に補正項f(PiE)を掛けて圧延荷重とする。
【0011】
【数2】
【0012】又圧延荷重は式(3)により求められる。ここでエッジヒータによる加熱量が入力されるが、前述の通りエッジヒータによりエッジから10mmの端縁部内200℃程度上昇する。
【0013】
F=Kfm・Qp ・Ld ・B・f(PiE) ……(3)
ここで、 Kfm:美坂の式により求めた変形抵抗 Qp :圧下力関数 Ld :接触投影弧長 B :板幅 PE :エッジヒーターによる入力パワー f(PiE):エッジヒーターパワーに関する学習、すなわちエッジヒーターの 入力パワーで層別された実績荷重から予め求めた定数このときの加熱量が入力データとなるが、実験によると、エッジヒーターにより被圧延材の温度が上昇し、これにより荷重予測と違う条件となり、誤差を生ずる。この誤差をエッジヒーターを用いた場合と用いない場合とに区分して、荷重学習もしくは荷重予測するとき、板厚制御の精度が向上する。圧延荷重Fが求まると、AGCにより式(4)で圧下量Sが決定される。
【0014】
【数3】
【0015】かくて、各スタンドにおける圧下位置制御装置に圧下値が設定される。本発明においてはエッジヒーター加熱により板幅方向温度分布がかわり、圧延荷重が変わるが、これを温度計算時ではなく、荷重計算時に考慮することにより温度推定モデル誤差影響をうけずに済む。
【0016】
【実施例】仕上入側板厚:40.0mm仕上入側板幅:1250mm仕上入側板温度:1050℃仕上出側温度:970℃上記の条件で鋼板の仕上圧延を例にとり、実施例を示す。
(イ)圧延命令目標板厚6mmとした。
(ロ)データ取込み板厚40mm、仕上入側板幅1250mm、仕上入側板温度1050℃を計測した。
【0017】(ハ)負荷配分計算は次の通りであった。
【0018】
【表1】
【0019】(ニ)圧延荷重計算F1スタンドで計算値1037℃を得た。エッジヒータ加熱量をインプットし、(2),(3)式を連立させて解き圧延荷重は、2320ton となった。
【0020】(ホ)圧下値計算ゲージメーター式(4)によりロールギャップS=30.5−5.8=24.7(mm)となった。
【0021】(ヘ)圧下位置制御装置による圧下値設定ロールギャップ値24.7(mm)を圧下位置制御装置にプロセスコンピューターから伝送し、圧下モーターを制御することにより設定した。
【0022】得られた鋼板の板厚は目標板厚そのものを示した。
【0023】
【発明の効果】本発明は仕上圧延機の前方にエッジヒータを設けて、その加熱量を入力するので、エッジヒーター使用時と、不使用時の荷重計算を区別して計算でき荷重予測精度およびロールギャップ設定精度向上が可能となる。
【図面の簡単な説明】
【図1】本発明の適用例の説明図である。
【図2】本発明のフローの説明図である。
【符号の説明】
10 温度計
11 板幅計
12 板厚計
13 エッジヒータ
【0001】
【産業上の利用分野】本発明は、熱間圧延時の仕上圧延機の頭部板厚制御方法に関するものである。
【0002】
【従来の技術】熱間連続圧延機によるストリップ圧延においては、ストリップの長手方向の板厚分布を均一にするため、従来から自動板厚制御(以下AGCという)が用いられている。AGCは、圧延中の荷重変動もしくは板厚変動を圧延荷部やロ―ル圧下位置により検出し、数式モデルを用いてフイードフォワードあるいはフィードバックで圧延スタンドのロールギャップを変更し、出側板厚を一定にするものである。
【0003】又例えば特開昭63−165013号公報はミル剛性係数Mおよび圧延荷重Pより圧延機の変位量P/Mを算出し、これより圧延機の圧下位置制御を行う板厚制御において、圧延荷重当りのロール系変位量をロール寸法および板幅から求めることを提案している。しかしながら従来板温度は制御系の誤差原因となる要素が大きいので演算要素としてとり上げられなかった。
【0004】
【発明が解決しようとする課題】本発明は被圧延材の温度及びエッジヒータによる加熱量を含めて演算要素に入力し、被圧延材の頭部板厚制御を行なう方法を提起するものである。
【0005】
【課題を解決するための手段】本発明は、熱間圧延時に仕上圧延機前方で計測された被圧延材の温度、板厚、板幅から圧延荷重を計算し、前回までのエッジヒーター加熱量から計算する圧延荷重を前記圧延荷重に入力して圧下量を決定し、圧下位置制御系に各スタンドにおける圧下値を設定し、被圧延材の頭部板厚を制御することを特徴とする仕上圧延機の頭部板厚制御方法である。
【0006】以下本発明を図面について説明する。図1は本発明の適用例の一例を示す。図において、被圧延材(以下鋼板という)Sはエッジヒータ13で鋼板のエッジから10mmの端縁が例えば透導加熱により加熱され、板温+200℃に温度上昇する。ついで鋼板Sはワークロール15及びパックアップロール14の複数スタンド(図は7スタンド)からなる仕上圧延機40で最終板厚を与えられる。ここで板厚計16で製品板厚が確認される。
【0007】本発明においては、温度計10、板幅計11、板厚計12及びエッジヒータ13が仕上圧延機の前方に設けられる。板温度、板幅、板厚は仕上圧延機設定計算機30のデータとして入力される。仕上圧延機設定計算機30は、負荷配分計算系19により板厚計算が(1)式で決定される。これは板形状、設備能力などからオペレータが必要なとき設定する。負荷配分は次式による。
【0008】
【数1】
【0009】仕上圧延機の各スタンド負荷配分は各スタンドの出側板厚と圧下率で表わされる。ついで圧延荷重計算系20に負荷配分データが入力されるが、圧延荷重計算系20では各スタンドにおける板温度が板頭部中心表面温度から差分計算で求められる。
【0010】仮に決めた圧延荷重にて、ロール偏平をHitchcockの式(2)により求める。また式(2)で求めたロール偏平を入力とし、美坂の式等の公知の方法で計算された圧延荷重に補正項f(PiE)を掛けて圧延荷重とする。
【0011】
【数2】
【0012】又圧延荷重は式(3)により求められる。ここでエッジヒータによる加熱量が入力されるが、前述の通りエッジヒータによりエッジから10mmの端縁部内200℃程度上昇する。
【0013】
F=Kfm・Qp ・Ld ・B・f(PiE) ……(3)
ここで、 Kfm:美坂の式により求めた変形抵抗 Qp :圧下力関数 Ld :接触投影弧長 B :板幅 PE :エッジヒーターによる入力パワー f(PiE):エッジヒーターパワーに関する学習、すなわちエッジヒーターの 入力パワーで層別された実績荷重から予め求めた定数このときの加熱量が入力データとなるが、実験によると、エッジヒーターにより被圧延材の温度が上昇し、これにより荷重予測と違う条件となり、誤差を生ずる。この誤差をエッジヒーターを用いた場合と用いない場合とに区分して、荷重学習もしくは荷重予測するとき、板厚制御の精度が向上する。圧延荷重Fが求まると、AGCにより式(4)で圧下量Sが決定される。
【0014】
【数3】
【0015】かくて、各スタンドにおける圧下位置制御装置に圧下値が設定される。本発明においてはエッジヒーター加熱により板幅方向温度分布がかわり、圧延荷重が変わるが、これを温度計算時ではなく、荷重計算時に考慮することにより温度推定モデル誤差影響をうけずに済む。
【0016】
【実施例】仕上入側板厚:40.0mm仕上入側板幅:1250mm仕上入側板温度:1050℃仕上出側温度:970℃上記の条件で鋼板の仕上圧延を例にとり、実施例を示す。
(イ)圧延命令目標板厚6mmとした。
(ロ)データ取込み板厚40mm、仕上入側板幅1250mm、仕上入側板温度1050℃を計測した。
【0017】(ハ)負荷配分計算は次の通りであった。
【0018】
【表1】
【0019】(ニ)圧延荷重計算F1スタンドで計算値1037℃を得た。エッジヒータ加熱量をインプットし、(2),(3)式を連立させて解き圧延荷重は、2320ton となった。
【0020】(ホ)圧下値計算ゲージメーター式(4)によりロールギャップS=30.5−5.8=24.7(mm)となった。
【0021】(ヘ)圧下位置制御装置による圧下値設定ロールギャップ値24.7(mm)を圧下位置制御装置にプロセスコンピューターから伝送し、圧下モーターを制御することにより設定した。
【0022】得られた鋼板の板厚は目標板厚そのものを示した。
【0023】
【発明の効果】本発明は仕上圧延機の前方にエッジヒータを設けて、その加熱量を入力するので、エッジヒーター使用時と、不使用時の荷重計算を区別して計算でき荷重予測精度およびロールギャップ設定精度向上が可能となる。
【図面の簡単な説明】
【図1】本発明の適用例の説明図である。
【図2】本発明のフローの説明図である。
【符号の説明】
10 温度計
11 板幅計
12 板厚計
13 エッジヒータ
【特許請求の範囲】
【請求項1】 熱間圧延時に仕上圧延機前方で計測された被圧延材の温度、板厚、板幅から圧延荷重を計算し、前回までのエッジヒーター加熱量から計算する圧延荷重を前記圧延荷重に入力して圧下量を決定し、圧下位置制御系に各スタンドにおける圧下値を設定し、被圧延材の頭部板厚を制御することを特徴とする仕上圧延機の頭部板厚制御方法。
【請求項1】 熱間圧延時に仕上圧延機前方で計測された被圧延材の温度、板厚、板幅から圧延荷重を計算し、前回までのエッジヒーター加熱量から計算する圧延荷重を前記圧延荷重に入力して圧下量を決定し、圧下位置制御系に各スタンドにおける圧下値を設定し、被圧延材の頭部板厚を制御することを特徴とする仕上圧延機の頭部板厚制御方法。
【図1】

【図2】

【図2】
【特許番号】第2537307号
【登録日】平成8年(1996)7月8日
【発行日】平成8年(1996)9月25日
【国際特許分類】
【出願番号】特願平3−79130
【出願日】平成3年(1991)4月11日
【公開番号】特開平4−313415
【公開日】平成4年(1992)11月5日
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【参考文献】
【文献】特開昭52−50956(JP,A)
【文献】特開平4−13413(JP,A)
【文献】特開平4−13414(JP,A)
【登録日】平成8年(1996)7月8日
【発行日】平成8年(1996)9月25日
【国際特許分類】
【出願日】平成3年(1991)4月11日
【公開番号】特開平4−313415
【公開日】平成4年(1992)11月5日
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【参考文献】
【文献】特開昭52−50956(JP,A)
【文献】特開平4−13413(JP,A)
【文献】特開平4−13414(JP,A)
[ Back to top ]