
仕分けシステム
【課題】 客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができる仕分けシステムを提供する。
【解決手段】 商品を品目ごとに保管する商品棚の各ポケットにおけるピッキング表示器13の近傍に、当該ポケットに保管された商品の仕向先に関するデータが記憶されたIDタグ14を備える。一方、作業者の手首に、当該作業者が集品中の仕向先が記憶されていると共に、前記IDタグ14に接近したときに該IDタグ14に記憶された前記データを読み取るタグリーダ15を備える。そして、作業者がポケットから商品をピッキングしたとき、タグリーダ15に記憶された仕向先がIDタグ14から読み取ったデータ中に存在しない場合には、タグリーダ15はピッキングエラーを報知する。
【解決手段】 商品を品目ごとに保管する商品棚の各ポケットにおけるピッキング表示器13の近傍に、当該ポケットに保管された商品の仕向先に関するデータが記憶されたIDタグ14を備える。一方、作業者の手首に、当該作業者が集品中の仕向先が記憶されていると共に、前記IDタグ14に接近したときに該IDタグ14に記憶された前記データを読み取るタグリーダ15を備える。そして、作業者がポケットから商品をピッキングしたとき、タグリーダ15に記憶された仕向先がIDタグ14から読み取ったデータ中に存在しない場合には、タグリーダ15はピッキングエラーを報知する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、商品の流通過程で用いられるピッキングシステムやソーティングシステムに関し、仕分けシステムの技術分野に属する。
【背景技術】
【0002】
スーパーマーケットやコンビニエンスストア向けの商品配送センター等においては、各店舗からの注文に応じて各種の商品をそれぞれ注文個数だけ取り揃える集品作業が行なわれる。この集品方法としては、例えば、仕向先ごとに割り振られた集品容器を搬送し、その搬送経路に沿って設けられて商品を品目ごとに保管した商品棚から仕向先ごとに注文商品を注文個数だけ取り出して、前記集品容器に投入するピッキング方式と、品目ごとに搬送される商品から仕向先ごとに注文商品を注文個数だけ取り出して、前記商品の搬送経路に沿って設置された仕向先ごとに割り振られた集品容器に投入するソーティング方式とがある。
【0003】
このような仕向先ごとに商品を仕分けるシステムとしては、例えば特許文献1に開示のものがある。このシステムはソーティング方式のもので、仕向先ごとに配送用コンテナを収容した複数のポケットが設けられると共に、該ポケットに注文商品の注文個数を表示する個数表示器が備えられており、作業者はこの個数表示器の表示に基づいて前記配送用コンテナに集品することができる。
【0004】
また、特許文献2に開示のシステムは同じくソーティング方式のもので、品目ごとに商品を搬送するピッキング台車に、仕向先ごとに割り振られたコンテナ容器の位置を表示する作業表示器と、注文商品の注文個数を表示するピッキング指示器と、商品の重量を計量する載置秤とが備えられており、作業者は前記作業表示器やピッキング指示器による指示に基づいて仕向先ごとのコンテナ容器に集品することができる。その場合、ピッキング台車に備えられた載置秤を介して取り出された商品分の重量からその商品個数が算出され、この個数が前記ピッキング指示器に表示された注文個数に合致するか否かを判定することにより、仕分けミスが未然に防止される。
【0005】
そして、特許文献3に開示のシステムはピッキング方式のもので、品目ごとに商品を保管したピッキング棚には、上下方向の連ごとにIDタグが取り付けられている。そして、仕向先ごとに割り振られたバケットを載置して搬送するピッキング台車に、作業指示用ディスプレイと前記IDタグからのマイクロ波を検出する送受信機とが備えられている。これによれば、IDタグと送受信機との交信によってピッキング台車が所定のピッキング位置に到達したことが確認されると共に、作業指示用ディスプレイにピッキングする商品の品目、ロット、ピッキング個数、ピッキング棚の番地等の仕分けデータが表示されるため、仕分けミスが未然に防止される。
【0006】
【特許文献1】実用新案登録第2542310号公報
【特許文献2】特許第3530015号公報
【特許文献3】特開平5−155406号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、前記特許文献1〜3に開示のシステムでは、注文商品の注文個数を表示する個数表示器、ピッキング指示器、及び作業指示用ディスプレイが備えられているものの、あくまで目で見て仕分け作業を行なうものであり、ピッキングシステムの場合には、受注のない商品をピッキングしたり、ソーティングシステムの場合には、受注のない仕向先に商品をソーティングしたりする仕分けミスが発生するおそれがある。
【0008】
そこで、本発明は、客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができる仕分けシステムの提供を課題とする。
【課題を解決するための手段】
【0009】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0010】
まず、請求項1に記載の発明は、仕向先ごとに集品した商品を搬送する搬送手段と、該搬送手段の搬送経路に沿って配設されて商品を品目ごとに保管した複数の商品保管部と、各商品保管部にそれぞれ設けられて商品の取出個数を表示する個数表示手段とを備え、作業者が前記個数表示手段の表示に基づいて前記商品保管部から商品を取り出して仕向先ごとに注文商品を集品するように構成された仕分けシステムであって、前記各商品保管部にそれぞれ備えられ、少なくとも当該商品保管部に保管された商品の仕向先に関するデータが記憶された非接触タグと、前記作業者側に備えられ、少なくとも当該作業者が集品中の仕向先が記憶されていると共に、前記非接触タグに接近したときに該非接触タグに記憶された前記データを読み取るタグリーダと、該タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在するか否かを判定する判定手段と、該判定手段が前記タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在しないと判定したときに、エラーを報知するエラー報知手段とが備えられていることを特徴とする。
【0011】
また、請求項2に記載の発明は、前記請求項1に記載の仕分けシステムにおいて、仕分け作業の進捗を管理する進捗管理手段と、前記判定手段が前記タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在すると判定したときに、その情報を前記進捗管理手段に送信する通信手段とが備えられていることを特徴とする。
【0012】
そして、請求項3に記載の発明は、前記請求項2に記載の仕分けシステムにおいて、前記搬送手段は台車であり、該台車に、集品された商品を計量するための計量手段と、前記進捗管理手段と通信可能なデータ処理手段とが備えられており、前記データ処理手段は、前記計量手段による集品された当該商品の総重量と前記タグリーダが前記非接触タグから読み取った仕向先に関するデータとに基づいて、取出個数を検品することを特徴とする。
【0013】
一方、請求項4に記載の発明は、品目ごとに商品を搬送する搬送手段と、該搬送手段の搬送経路に沿って配設されて前記搬送される商品から集品された商品を仕向先ごとに収納する複数の商品収納部と、各商品収納部にそれぞれ設けられて商品の取出個数を表示する個数表示手段とを備え、作業者が前記個数表示手段の表示に基づいて前記搬送される商品から仕向先ごとに注文商品を集品するように構成された仕分けシステムであって、前記各商品収納部にそれぞれ備えられ、少なくとも当該商品収納部に集品される商品に関するデータが記憶された非接触タグと、前記作業者側に備えられ、少なくとも当該作業者が集品中の商品が記憶されていると共に、前記非接触タグに接近したときに該非接触タグに記憶された前記データを読み取るタグリーダと、該タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在するか否かを判定する判定手段と、該判定手段が前記タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在しないと判定したときに、エラーを報知するエラー報知手段とが備えられていることを特徴とする。
【0014】
また、請求項5に記載の発明は、前記請求項4に記載の仕分けシステムにおいて、仕分け作業の進捗を管理する進捗管理手段と、前記判定手段が前記タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在すると判定したときに、その情報を前記進捗管理手段に送信する通信手段とが備えられていることを特徴とする。
【0015】
そして、請求項6に記載の発明は、前記請求項5に記載の仕分けシステムにおいて、前記搬送手段は台車であり、該台車に、集品された商品を計量するための計量手段と、前記進捗管理手段と通信可能なデータ処理手段とが備えられており、前記データ処理手段は、前記計量手段による集品された当該商品の総重量と前記タグリーダが前記非接触タグから読み取った商品に関するデータとに基づいて、取出個数を検品することを特徴とする。
【発明の効果】
【0016】
まず、請求項1〜3に記載の発明によれば、ピッキングシステムにおいて、作業者が品目ごとに商品が保管された商品保管部から注文商品を取り出す場合に、判定手段により作業者側のタグリーダに記憶された仕向先が各商品保管部に備えられた非接触タグから読み取った商品の仕向先に関するデータ中に存在するか否かが判定され、存在しないと判定されたときにはエラー報知手段によってエラーが報知されるので、仕分けミスが確実に防止される。すなわち、客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができる仕分けシステムが実現される。
【0017】
特に請求項1に記載の発明によれば、タグリーダは作業者側に備えられているので、タグリーダを各商品保管部に設ける場合に比較して使用個数を減らすことができ、タグリーダが高価な場合にはコスト面で有利である。
【0018】
また、請求項2に記載の発明によれば、判定手段によりタグリーダに記憶された仕向先が非接触タグから読み取ったデータ中に存在すると判定されたときには、その情報は通信手段を介して進捗管理手段に送信されて、前記情報に基づいて仕分け作業の進捗を管理することができる。したがって、仕分け作業の進捗は逐次かつ確実に管理されて、仕分け作業の精度が向上する。
【0019】
そして、請求項3に記載の発明によれば、搬送手段に例えば手押し式のような台車を使用することにより、仕分け作業場のレイアウトの自由度が増す可能性が生まれる。しかも、仕向先ごとに集品された商品の重量が計量手段によって計量され、この計量結果に基づいてデータ処理手段によって検品されるので、一層信頼性の高いシステムが実現される。
【0020】
一方、請求項4〜6に記載の発明によれば、ソーティングシステムにおいて、作業者が品目ごとに搬送される商品から注文商品を取り出す場合に、判定手段により作業者側のタグリーダに記憶された商品が各商品収納部に備えられた非接触タグから読み取った商品に関するデータ中に存在するか否かが判定され、存在しないと判定されたときにはエラー報知手段によってエラーが報知されるので、仕分けミスが確実に防止される。すなわち、この方式の場合にも客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができる仕分けシステムが実現される。
【0021】
そして、請求項4〜6に記載の各発明によれば、それぞれ前述した請求項1〜3に記載の各発明における効果と同様の効果が得られる。
【発明を実施するための最良の形態】
【0022】
本発明の実施の形態に係る仕分けシステムについて説明する。
【0023】
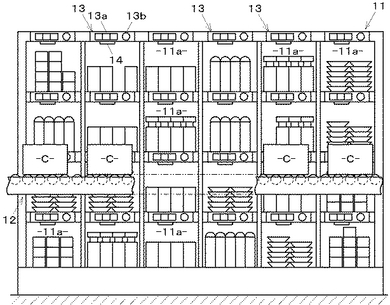
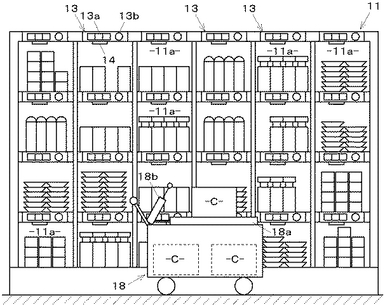
本発明の第1の実施の形態に係るピッキングシステムは、図1に示すように、商品を品目ごとに保管する複数の商品棚(図例では1つのみ示す)11…11を有すると共に、該商品棚11…11に沿って、仕向先ごとに割り振られた集品コンテナC…Cを搬送するローラ式のコンベア装置12が配設されており、図示しない作業者により商品棚11…11から注文商品が注文個数だけ取り出されて集品コンテナC…Cに投入される。
【0024】
図1及び図2に示すように、各商品棚11は品目ごとに商品を保管する複数のポケット11a…11aを有し、各ポケット11aに、仕向先ごとに注文商品の注文個数つまり取出個数を表示する個数表示部13aと、該ポケット11aからの商品の取り出しが完了したときに押下されるピッキング完了ボタン13bとを有するピッキング表示器13が備えられている。また、各ポケット11aにおけるピッキング表示器13の近傍に、商品棚エリア番号、ポケット番号等のロケーションデータや、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量等の仕分けデータを記憶可能な非接触式のIDタグ14が備えられている。
【0025】
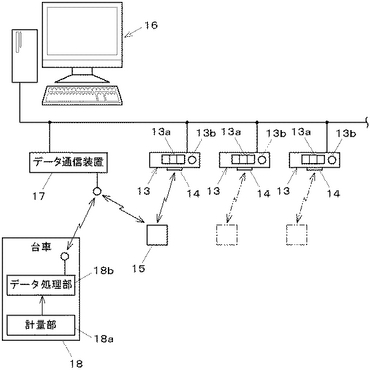
そして、ピッキング作業を行なう作業者の手首に、前記IDタグ14に接近したときに該IDタグ14に記憶された前記データを読み取るタグリーダ15が備えられている。このタグリーダ15は前記仕分けデータ等を記憶可能で、この記憶データと前記読取データとを比較することにより、作業者が正しいポケット11aから商品を取り出したか否かを判定し、正しくないと判定したときにはピッキングエラーを警告音で報知するエラー報知機能を有している。
【0026】
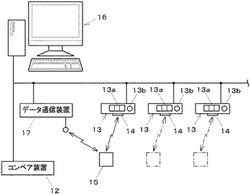
このピッキングシステムはコンピュータ装置16によって管理、制御される。コンピュータ装置16にはLAN回線等を介してデータ通信装置17と前記ピッキング表示器13…13とが接続されており、また、コンピュータ装置16は前記コンベア装置12に制御信号を出力する。
【0027】
コンピュータ装置16は商品棚エリア番号、ポケット番号、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量、集品コンテナ番号等の商品の仕分け情報を管理すると共にピッキング作業の進捗を管理し、また、前記仕分け情報に基づいてピッキングすべき商品が保管されたポケット11aのピッキング表示器13の個数表示部13aに取出個数を表示させる。
【0028】
データ通信装置17はタグリーダ15及びコンピュータ装置16と相互に通信可能で、例えばタグリーダ15がIDタグ14から読み取ったデータを受信してコンピュータ装置16に送信する。
【0029】
ここで、このピッキングシステムにおけるピッキング作業の一例について、図3に示すフローチャートにしたがって説明する。
【0030】
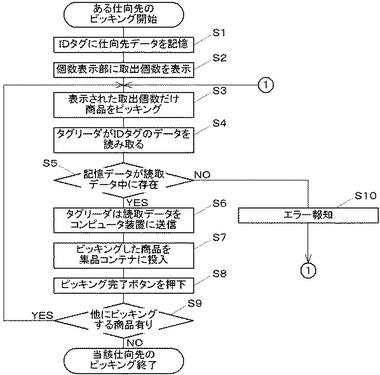
ある仕向先のピッキング作業が開始されると、まず、ステップS1で、仕分け情報を管理するコンピュータ装置16は、商品棚11の各ポケット11aに備えられたIDタグ14に保管中の商品の仕向先に関するデータを記憶させる。
【0031】
次いで、ステップS2で、この仕向先の注文商品が保管されたポケット11a…11aのピッキング表示器13…13の個数表示部13a…13aに注文個数つまり取出個数を表示させる。
【0032】
この仕向先に割り振られた集品コンテナCがコンベア装置12によって搬送されて所定のピッキング位置で停止すると、ステップS3で、作業者は前記個数表示部13aに表示された取出個数だけ当該ポケット11aから商品をピッキングする。
【0033】
そして、ステップS4で、作業者の手首に備えられたタグリーダ15は、前記ポケット11aに備えられたIDタグ14に接近したとき、該IDタグ14のデータを読み取る。その場合、タグリーダ15には当該作業者が集品中の仕向先が送信されて記憶されており、ステップS5で、タグリーダ15は記憶した仕向先が前記IDタグ14から読み取ったデータ中に存在するか否かを判定する。
【0034】
前記ステップS5でYESと判定すれば、ステップS6で、タグリーダ15は前記読取データをデータ通信装置17を介してコンピュータ装置16に送信する。その場合、ピッキング作業の進捗を管理するコンピュータ装置16は、前記データを受信して該当する仕向先の商品名や注文個数等を消し込み、仕分け情報を最新のものに更新する。
【0035】
次いで、ステップS7で、作業者は取り出した注文商品を集品コンテナCに投入し、ステップS8で、作業者はピッキング表示器13のピッキング完了ボタン13bを押下する。その場合、コンピュータ装置16により、注文商品のピッキングがタグリーダ15によるIDタグ14からのデータ読取とピッキング完了ボタン13bの押下とで確認されるため、ピッキング作業の信頼性は高い。
【0036】
そして、ステップS9で、コンピュータ装置16はこの仕向先にピッキングする商品がまだ有るか否かを判定し、YESと判定すれば前記ステップS3に戻り、NOと判定すればこの仕向先のピッキング作業を終了して、次の仕向先のピッキング作業に移行する。
【0037】
一方、前記ステップS5でNOと判定すれば、作業者が誤ったポケット11aに保管された商品をピッキングしようとしたことに他ならないため、ステップS10で、タグリーダ15はピッキングエラーを警告音で報知したのち、ステップS3に戻り、作業者は正しいポケット11aに保管された商品をピッキングする。
【0038】
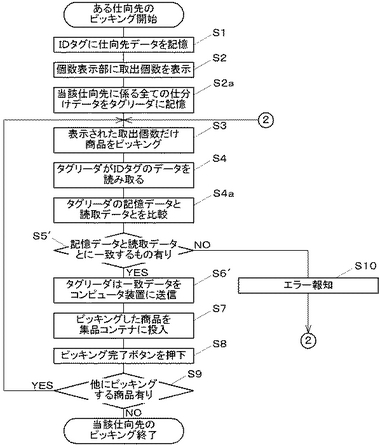
次に、このピッキング作業の変形例について、図4に示すフローチャートにしたがって説明する。ここでは、タグリーダ15に記憶容量の多いものが使用されている点で、前述した構成のものとは相違している。
【0039】
図4に示すフローチャートは前述した図3と大半が共通しているので、相違する部分を中心に説明することにする。すなわち、ステップS2で、仕向先の注文商品が保管されたポケット11a…11aのピッキング表示器13…13の個数表示部13a…13aに取出個数を表示させると、ステップS2aで、当該仕向先に係る全ての仕分けデータ、つまり仕向先名、仕向先コード、商品名、商品コード、注文個数等のデータをタグリーダ15に送信して記憶させる。
【0040】
そして、ステップS3及びステップS4を実行したのち、ステップS4aで、タグリーダ15の記憶データと読取データとを比較して、ステップS5′に進む。ステップS5′で、タグリーダ15は記憶したデータとIDタグ14から読み取ったデータとに一致するものが有るか否かを判定し、YESと判定すればステップS6′に進んで、タグリーダ15は一致データをコンピュータ装置16に送信する一方、NOと判定すればステップS10に進む。この場合、タグリーダ15には当該仕向先に係る全ての仕分けデータが予め記憶されているので、コンピュータ装置16からタグリーダ15への送信頻度が減少し、もってコンピュータ装置16の負荷が軽減される。
【0041】
以上のように構成したことにより、ピッキングシステムにおいて、作業者が品目ごとに商品が保管されたポケット11a…11aから注文商品を取り出す場合に、作業者の手首に備えられたタグリーダ15に記憶された仕向先が各ポケット11aに備えられたIDタグ14から読み取った商品の仕向先に関するデータ中に存在するか否かが判定され、存在しないと判定されたときにはエラー報知機能を有したタグリーダ15によってエラーが報知されるので、仕分けミスが確実に防止される。すなわち、客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができるピッキングシステムが実現される。
【0042】
特にタグリーダ15は作業者側に備えられているので、タグリーダ15を各ポケット11aに設ける場合に比較して使用個数を減らすことができ、タグリーダ15が高価な場合にはコスト面で有利である。
【0043】
また、タグリーダ15に記憶された仕向先がIDタグ14から読み取ったデータ中に存在すると判定されたときには、その情報はデータ通信装置17を介してコンピュータ装置16に送信されて、前記情報に基づいて仕分け作業の進捗を管理することができる。したがって、仕分け作業の進捗は逐次かつ確実に管理されて、仕分け作業の精度が向上する。
【0044】
次に、本発明の第2の実施の形態に係るピッキングシステムについて説明する。なお、前記第1の実施の形態と共通する構成要素については、特に混乱を招かない限り同じ符号を使用することにする。
【0045】
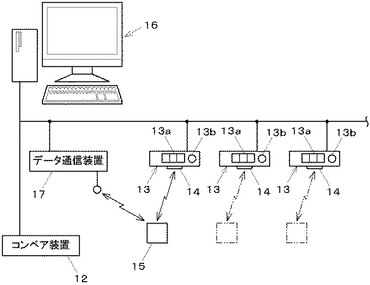
このピッキングシステムは、図5に示すように、商品を品目ごとに保管する複数の商品棚(図例では1つのみ示す)11…11を有すると共に、該商品棚11…11に沿って、仕向先ごとに割り振られた集品コンテナC…Cを搬送する手押し式の台車18が備えられており、図示しない作業者により商品棚11…11から注文商品が注文個数だけ取り出されて集品コンテナC…Cに投入される。
【0046】
図5及び図6に示すように、複数のポケット11a…11aを備えた各商品棚11、各ポケット11aに備えられた個数表示部13a及びピッキング完了ボタン13bを有するピッキング表示器13、各ポケット11aに備えられたIDタグ14、作業者の手首に備えられたタグリーダ15、コンピュータ装置16、及びデータ通信装置17は、構成や機能が前記第1の実施の形態におけるものと同じであるため、説明を省略する。
【0047】
台車18は、積載した集品コンテナCに集品された商品を計量するための計量部18aと、該計量部18aから計量信号を入力すると共にデータ通信装置17を介してコンピュータ装置16と通信可能な表示機能付きデータ処理部18bとを備えている。そして、データ処理部18bは、計量部18aによる集品された商品の総重量とタグリーダ15がIDタグ14から読み取った仕向先に関するデータとに基づいて取出個数を検品する。
【0048】
ここで、このピッキングシステムにおけるピッキング作業の一例について、図7に示すフローチャートにしたがって説明する。
【0049】
ある仕向先のピッキング作業が開始されると、まず、ステップS21で、仕分け情報を管理するコンピュータ装置16は、商品棚11の各ポケット11aに備えられたIDタグ14に保管中の商品の仕向先に関するデータを記憶させる。
【0050】
次いで、ステップS22で、この仕向先の注文商品が保管されたポケット11a…11aのピッキング表示器13…13の個数表示部13a…13aに取出個数を表示させる。
【0051】
次いで、ステップS23で、コンピュータ装置16は、データ通信装置17を介して台車18のデータ処理部18bに当該仕向先に係る仕分け情報として、商品棚エリア番号、ポケット番号、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量等を送信する。
【0052】
そして、ステップS24で、作業者は、当該仕向先に割り振られた集品コンテナC…Cのうちの一つを台車18の計量部18aに載置した状態で、ピッキング位置まで搬送して停止すると、ステップS25で、作業者は、ポケット11aのピッキング表示器13の個数表示部13aに表示された取出個数だけ当該ポケット11aから商品をピッキングして前記集品コンテナCに投入する。なお、台車18のデータ処理部18bのモニタ画面にポケット番号や注文個数つまり取出個数等を表示させ、作業者はこの表示にしたがってピッキングするようにしてもよい。
【0053】
そして、ステップS26で、作業者の手首に備えられたタグリーダ15は、前記ポケット11aに備えられたIDタグ14に接近したとき、該IDタグ14のデータを読み取る。その場合、タグリーダ15には当該作業者が集品中の仕向先が送信されて記憶されており、ステップS27で、タグリーダ15は、記憶した仕向先が前記IDタグ14から読み取ったデータ中に存在するか否かを判定する。
【0054】
前記ステップS27でYESと判定すれば、ステップS28で、タグリーダ15はIDタグ14に記憶されたロケーションデータを読み取ってコンピュータ装置16に送信し、ステップS29で、コンピュータ装置16はロケーション番号つまり例えばポケット番号を台車18のデータ処理部18bに送信する。
【0055】
次いで、ステップS30で、作業者はピッキング表示器13のピッキング完了ボタン13bを押下し、ステップS31で、台車18の計量部18aは集品コンテナCに投入された商品の総重量を計量し、ステップS32で、計量部18aから計量信号を受信したデータ処理部18bは、前記ロケーション番号に対応する商品の注文個数と計量部18aによる総重量とから当該商品の単位重量を算出する。
【0056】
次いで、ステップS33で、データ処理部18bは算出された単位重量と記憶された単位重量とが一致するか否かを判定し、YESと判定すればステップS34で、コンピュータ装置16はこのピッキングが正しく終了したと認識した上で今回のピッキング個数を記憶して、ステップS35に進む。
【0057】
そして、ステップS35で、コンピュータ装置16はこの仕向先にピッキングする商品がまだ有るか否かを判定し、YESと判定すれば前記ステップS25に戻り、NOと判定すればこの仕向先のピッキング作業を終了して、次の仕向先のピッキング作業に移行する。
【0058】
一方、前記ステップS27でNOと判定すれば、作業者が誤ったポケット11aに保管された商品をピッキングしようとしたことに他ならないため、ステップS36で、タグリーダ15はピッキングエラーを警告音で報知したのち、ステップS25に戻り、作業者は正しいポケット11aに保管された商品をピッキングする。
【0059】
また、前記ステップS33でNOと判定すれば、作業者が誤った個数の商品をピッキングしたことに他ならないため、ステップS37で、台車18のデータ処理部18bはピッキングエラーを警告音で報知したのち、ステップS25に戻り、作業者は正しい個数の商品をピッキングする。
【0060】
以上のように構成したことにより、集品コンテナCの搬送に例えば手押し式のような台車18を使用するので、仕分け作業場のレイアウトの自由度が増す可能性が生まれる。しかも、仕向先ごとに集品された商品の重量が計量部18aによって計量され、この計量結果に基づいてデータ処理部18bによって検品されるので、一層信頼性の高いピッキングシステムが実現される。
【0061】
次に、本発明の第3の実施の形態に係るソーティングシステムについて説明する。
【0062】
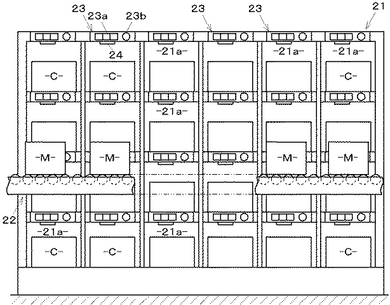
このソーティングシステムは、図8に示すように、集品された商品を仕向先ごとに収納する複数の集品棚(図例では1つのみ示す)21…21を有すると共に、該集品棚21…21に沿って、商品を品目ごとに収容した商品コンテナM…Mを搬送するローラ式のコンベア装置22が配設されており、図示しない作業者により商品コンテナM…Mから注文商品が注文個数だけ取り出されて集品棚21…21の集品コンテナC…Cに投入される。
【0063】
図8及び図9に示すように、各集品棚21は集品された商品を仕向先ごとに収納する集品コンテナC…Cを設置可能に複数のポケット21a…21aを有し、各ポケット21aに、仕向先ごとに注文商品の注文個数つまり取出個数を表示する個数表示部23aと、前記搬送される商品からの注文商品の取り出しが完了したときに押下されるソーティング完了ボタン23bとを有するソーティング表示器23が備えられている。また、各ポケット21aにおけるソーティング表示器23の近傍に、集品棚エリア番号、ポケット番号等のロケーションデータや、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量等の仕分けデータを記憶可能な非接触式のIDタグ24が備えられている。
【0064】
そして、ソーティング作業を行なう作業者の手首に、前記IDタグ24に接近したときに該IDタグ24に記憶された前記データを読み取るタグリーダ25が備えられている。このタグリーダ25は前記仕分けデータを記憶可能で、この記憶データと前記読取データとを比較することにより、作業者が正しいポケット21aの集品コンテナCに商品を投入したか否かを判定し、正しくないと判定したときにはソーティングエラーを警告音で報知するエラー報知機能を有している。
【0065】
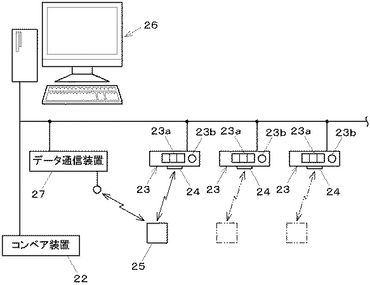
このソーティングシステムはコンピュータ装置26によって管理、制御される。コンピュータ装置26には、LAN回線等を介してデータ通信装置27と前記ソーティング表示器23…23とが接続されており、また、コンピュータ装置26は、前記コンベア装置22に制御信号を出力する。
【0066】
コンピュータ装置26は集品棚エリア番号、ポケット番号、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量、商品コンテナ番号、集品コンテナ番号等の商品の仕分け情報を管理すると共にソーティング作業の進捗を管理し、また、前記仕分け情報に基づいて商品を投入すべき集品コンテナCが収納されたポケット21aのソーティング表示器23の個数表示部23aに前記搬送される商品からの取出個数を表示させる。
【0067】
データ通信装置27はタグリーダ25及びコンピュータ装置26と相互に通信可能で、例えばタグリーダ25がIDタグ24から読み取ったデータを受信して前記コンピュータ装置26に送信する。
【0068】
ここで、このソーティングシステムにおけるソーティング作業の一例について、図10に示すフローチャートにしたがって説明する。
【0069】
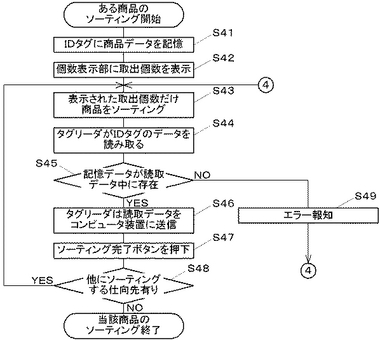
ある商品のソーティング作業が開始されると、まず、ステップS41で、仕分け情報を管理するコンピュータ装置26は、集品棚21の各ポケット21aに備えられたIDタグ24に当該商品に関するデータを記憶させる。
【0070】
次いで、ステップS42で、この仕向先の集品コンテナC…Cが収納されたポケット21a…21aのソーティング表示器23…23の個数表示部23a…23aに取出個数を表示させる。
【0071】
この商品を収容した商品コンテナMがコンベア装置22によって搬送されて所定のソーティング位置で停止すると、ステップS43で、作業者は、前記個数表示部23aに表示された取出個数だけ前記商品コンテナMから商品を取り出して集品コンテナCに投入する。
【0072】
そして、ステップS44で、作業者の手首に備えられたタグリーダ25は、前記ポケット21aに備えられたIDタグ24に接近したとき、該IDタグ24のデータを読み取る。その場合、タグリーダ25には当該作業者が集品中の商品が送信されて記憶されており、ステップS45で、タグリーダ25は記憶した商品が前記IDタグ24から読み取ったデータ中に存在するか否かを判定する。
【0073】
前記ステップS45でYESと判定すれば、ステップS46で、タグリーダ25は読取データをデータ通信装置27を介してコンピュータ装置26に送信する。その場合、ソーティング作業の進捗を管理するコンピュータ装置26は、前記データを受信して該当する商品の仕向先名や注文個数等を消し込み、仕分け情報を最新のものに更新する。
【0074】
次いで、ステップS47で、作業者はソーティング表示器23のソーティング完了ボタン23bを押下する。その場合、コンピュータ装置26により、注文商品のソーティングがタグリーダ25によるIDタグ24からのデータ読取とソーティング完了ボタン23bの押下とで確認されるため、ソーティング作業の信頼性は高い。
【0075】
そして、ステップS48で、コンピュータ装置26はこの商品にソーティングする仕向先がまだ有るか否かを判定し、YESと判定すれば前記ステップS43に戻り、NOと判定すればこの商品のソーティング作業を終了して、次の商品のソーティング作業に移行する。
【0076】
一方、前記ステップS45でNOと判定すれば、作業者が誤ったポケット21aに収納された集品コンテナCに商品をソーティングしようとしたことに他ならないため、ステップS49で、タグリーダ25はソーティングエラーを警告音で報知したのち、ステップS43に戻り、作業者は正しいポケット21aに収納された集品コンテナCに商品をソーティングする。
【0077】
次に、このソーティング作業の変形例について、図11に示すフローチャートにしたがって説明する。ここでは、タグリーダ25に記憶容量の多いものが使用されている点で、前述した構成のものとは相違している。
【0078】
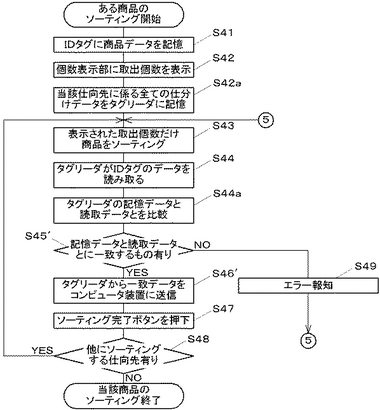
図11に示すフローチャートは前述した図10と大半が共通しているので、相違する部分を中心に説明することにする。すなわち、ステップS42で、この商品の仕向先の集品コンテナC…Cが収納されたポケット21a…21aのソーティング表示器23…23の個数表示部23a…23aに取出個数を表示させると、ステップS42aで、当該商品に係る全ての仕分けデータ、つまり仕向先名、仕向先コード、商品名、商品コード、注文個数等のデータをタグリーダ25に送信して記憶させる。
【0079】
そして、ステップS43及びステップS44を実行したのち、ステップS44aで、タグリーダ25の記憶データと読取データとを比較して、ステップS45′に進む。ステップS45′で、タグリーダ25は記憶したデータとIDタグ24から読み取ったデータとに一致するものがあるか否かを判定し、YESと判定すればステップS46′に進んで、タグリーダ25は一致データをコンピュータ装置26に送信する一方、NOと判定すればステップS49に進む。この場合、タグリーダ25には当該商品に係る全ての仕分けデータが予め記憶されているので、コンピュータ装置26からタグリーダ25への送信頻度が減少し、もってコンピュータ装置26の負荷が軽減される。
【0080】
以上のように構成したことにより、ソーティングシステムにおいて、作業者が品目ごとに搬送される商品から注文商品を取り出す場合に、作業者の手首に備えられたタグリーダ25に記憶された商品が各ポケット21aに備えられたIDタグ24から読み取った商品に関するデータ中に存在するか否かが判定され、存在しないと判定されたときにはエラー報知機能を有したタグリーダ25によってエラーが報知されるので、仕分けミスが確実に防止される。すなわち、この方式の場合にも客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができるソーティングシステムが実現される。
【0081】
次に、本発明の第4の実施の形態に係るソーティングシステムについて説明する。なお、前記第3の実施の形態と共通する構成要素については、特に混乱を招かない限り同じ符号を使用することにする。
【0082】
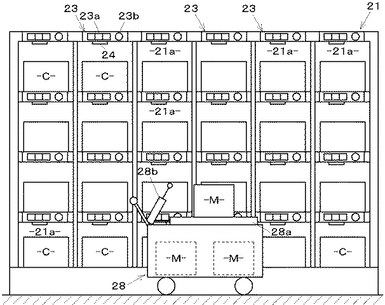
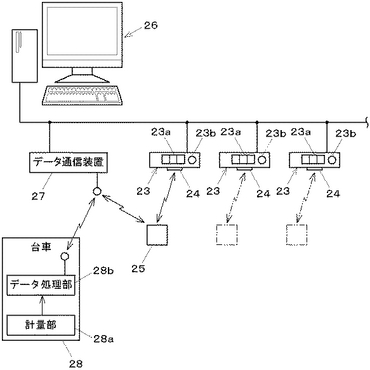
このソーティングシステムは、図12に示すように、集品された商品を仕向先ごとに収納する複数の集品棚(図例では1つのみ示す)21…21を有すると共に、該集品棚21…21に沿って、商品を品目ごとに収容した商品コンテナM…Mを搬送する手押し式の台車28が備えられており、図示しない作業者により商品コンテナM…Mから注文商品が注文個数だけ取り出されて集品棚21…21の集品コンテナC…Cに投入される。
【0083】
図12及び図13に示すように、それぞれ集品コンテナCを収納可能な複数のポケット21a…21aを備えた集品棚21、各ポケット21aに備えられた個数表示部23a及びソーティング完了ボタン23bを有するソーティング表示器23、各ポケット21aに備えられたIDタグ24、作業者の手首に備えられたタグリーダ25、コンピュータ装置26、及びデータ通信装置27は、構成や機能が前記第3の実施の形態におけるものと同じであるため、説明を省略する。
【0084】
台車28は、積載した商品コンテナMから取り出されて集品コンテナCに投入された商品を計量するための計量部28aと、該計量部28aから計量信号を入力すると共にデータ通信装置27を介してコンピュータ装置26と通信可能な表示機能付きデータ処理部28bとを備えている。そして、データ処理部28bは、計量部28aによる集品された商品の総重量とタグリーダ25がIDタグ24から読み取った商品に関するデータとに基づいて取出個数を検品する。
【0085】
ここで、このソーティングシステムにおけるソーティング作業の一例について、図14に示すフローチャートにしたがって説明する。
【0086】
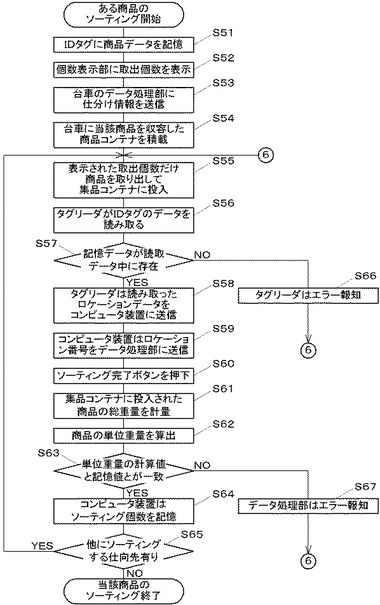
ある商品のソーティング作業が開始されると、まず、ステップS51で、仕分け情報を管理するコンピュータ装置26は、集品棚21の各ポケット21aに備えられたIDタグ24に当該商品に関するデータを記憶させる。
【0087】
次いで、ステップS52で、仕向先ごとの集品コンテナCが収納されたポケット21a…21aのソーティング表示器23…23の個数表示部23a…23aに取出個数を表示させる。
【0088】
次いで、ステップS53で、コンピュータ装置26は、データ通信装置27を介して台車28のデータ処理部28bに当該商品に係る仕分け情報として、集品棚エリア番号、ポケット番号、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量等を送信する。
【0089】
そして、ステップS54で、作業者は、当該商品を収容した商品コンテナM…Mのうちの一つを台車28の計量部28aに載置した状態で、ソーティング位置まで搬送して停止すると、ステップS55で、作業者は、ポケット21aのソーティング表示器23の個数表示部23aに表示された取出個数だけ商品コンテナMから商品を取り出して集品コンテナCに投入する。なお、台車28のデータ処理部28bのモニタ画面にポケット番号や取出個数等を表示させ、作業者はこの表示にしたがってソーティングするようにしてもよい。
【0090】
そして、ステップS56で、作業者の手首に備えられたタグリーダ25は、前記ポケット21aに備えられたIDタグ24に接近したとき、該IDタグ24のデータを読み取る。その場合、タグリーダ25には当該作業者が集品中の商品が送信されて記憶されており、ステップS57で、タグリーダ25は、記憶した商品が前記IDタグ24から読み取ったデータ中に存在するか否かを判定する。
【0091】
前記ステップS57でYESと判定すれば、ステップS58で、タグリーダ25はIDタグ24に記憶されたロケーションデータを読み取ってコンピュータ装置26に送信し、ステップS59で、コンピュータ装置26はロケーション番号つまり例えばポケット番号を台車28のデータ処理部28bに送信する。
【0092】
ステップS60で、作業者はソーティング表示器23のソーティング完了ボタン23bを押下し、ステップS61で、台車28の計量部28aは集品コンテナCに投入された商品の総重量をソーティングしたことによる重量減から計量し、ステップS62で、計量部28aから計量信号を受信したデータ処理部28bは、前記ロケーション番号に対応する商品の注文個数と計量部28aによる総重量とから当該商品の単位重量を算出する。
【0093】
次いで、ステップS63で、データ処理部28bは算出された単位重量と記憶された単位重量とが一致するか否かを判定し、YESと判定すればステップS64で、コンピュータ装置26はこのソーティングが正しく終了したと認識した上で今回のソーティング個数を記憶して、ステップS65に進む。
【0094】
そして、ステップS65で、コンピュータ装置26はこの商品をソーティングする仕向先がまだ有るか否かを判定し、YESと判定すれば前記ステップS55に戻り、NOと判定すればこの商品のソーティング作業を終了して、次の商品のソーティング作業に移行する。
【0095】
一方、前記ステップS57でNOと判定すれば、作業者が誤ったポケット21aに収納された集品コンテナCに商品をソーティングしようとしたことに他ならないため、ステップS66で、タグリーダ25はソーティングエラーを警告音で報知したのち、ステップS55に戻り、作業者は正しいポケット21aに収納された集品コンテナCに商品をソーティングする。
【0096】
また、前記ステップS63でNOと判定すれば、作業者が誤った個数の商品をソーティングしたことに他ならないため、ステップS67で、台車28のデータ処理部28bはソーティングエラーを警告音で報知したのち、ステップS55に戻り、作業者は正しい個数の商品をソーティングする。
【0097】
以上のように構成したことにより、商品を収容した商品コンテナMの搬送に例えば手押し式のような台車28を使用するので、仕分け作業場のレイアウトの自由度が増す可能性が生まれる。しかも、仕向先ごとに集品された商品の重量が計量部28aによって計量され、この計量結果に基づいてデータ処理部28bによって検品されるので、一層信頼性の高いソーティングシステムが実現される。
【0098】
なお、本発明は、具体的に詳述した前記実施の形態に限定されることはなく、本発明の趣旨に沿うものであればよい。
【0099】
例えば、ピッキングシステムにおいて、台車18に集品コンテナCに貼付するラベルを印字発行するラベルプリンタを付加して備え、集品コンテナCがピッキングした商品で満杯になる都度、この集品コンテナCに投入された商品の明細が印字されたラベルを発行するようにしてもよい。
【0100】
また、台車18,28の計量部18a,28a及びデータ処理部18b,28bを介した検品は、商品の単位重量の計算値と記憶値とを比較することで行なっていたが、取出個数の計算値と記憶値とを比較する等、適宜の方法で行ってもよい。
【0101】
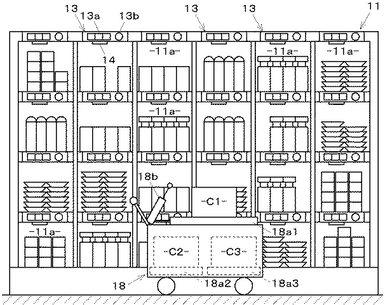
また、前記第2の実施の形態では、ピッキングシステムにおいて台車18に1つの計量部18aを備えたが、これを複数備えてもよい。図15に示すように、台車18に例えば3つの計量部18a1,18a2,18a3を備えると共にそれぞれに異なる仕向先に配送する集品コンテナC1,C2,C3を載置することにより、3仕向先同時ピッキングが可能となる。その場合にも、作業者が誤ったポケット11aに保管された商品をピッキングしたとき、あるいは誤った個数の商品をピッキングしたときには、ピッキングエラーが警告音で報知される。
【0102】
また、前記第4の実施の形態では、ソーティングシステムにおいて台車28に1つの計量部28aを備えたが、これを複数備えてもよい。図示は省略するが、これによって複数商品同時ソーティングが可能となり、その場合にも、ソーティングミスがあればソーティングエラーが警告音で報知される。
【0103】
また、コンベア装置12,22を使用したピッキング及びソーティングシステムにおいて、集品コンテナCに集品された商品を検品するため、コンベア装置12,22に計量手段を備えてもよい。
【0104】
また、前記実施の形態ではタグリーダ15,25がピッキング及びソーティングエラーを判定したが、より上位のコンピュータ装置16,26がエラーを判定するようにしてもよい。
【0105】
そして、前記実施の形態ではタグリーダ15,25がエラー報知手段として機能したが、ピッキング表示器13、ソーティング表示器23、台車18,28等にエラー報知機能を備えてもよい。台車18,28の場合、そのデータ処理部18b,28bのモニタ画面にエラーメッセージを表示させてもよい。
【産業上の利用可能性】
【0106】
以上説明したように、本発明によれば、客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができる仕分けシステムが提供される。すなわち、本発明は、商品の流通過程で用いられるピッキングシステムやソーティングシステムに関し、仕分けシステムの技術分野に広く好適である。
【図面の簡単な説明】
【0107】
【図1】本発明の第1の実施の形態に係るピッキングシステムの一部を抜粋して示す正面図である。
【図2】制御システムのブロック図である。
【図3】ピッキング作業の一例を示すフローチャートである。
【図4】同じく変形例を示すフローチャートである。
【図5】本発明の第2の実施の形態に係るピッキングシステムの一部を抜粋して示す正面図である。
【図6】制御システムのブロック図である。
【図7】ピッキング作業の一例を示すフローチャートである。
【図8】本発明の第3の実施の形態に係るソーティングシステムの一部を抜粋して示す正面図である。
【図9】制御システムのブロック図である。
【図10】ソーティング作業の一例を示すフローチャートである。
【図11】同じく変形例を示すフローチャートである。
【図12】本発明の第4の実施の形態に係るソーティングシステムの一部を抜粋して示す正面図である。
【図13】制御システムのブロック図である。
【図14】ソーティング作業の一例を示すフローチャートである。
【図15】ピッキングシステムにおける台車に複数の計量部を備えた場合の図5に対応する図である。
【符号の説明】
【0108】
11a ポケット(商品保管部)
12,22 コンベア装置(搬送手段)
13a,23a 個数表示部(個数表示手段)
14,24 IDタグ(非接触タグ)
15,25 タグリーダ(判定手段、エラー報知手段)
16,26 コンピュータ装置(進捗管理手段)
17,27 データ通信装置(通信手段)
18,28 台車(搬送手段)
18a,18a1,18a2,18a3,28a 計量部(計量手段)
18b,28b データ処理部(データ処理手段)
21a ポケット(商品収納部)
【技術分野】
【0001】
本発明は、商品の流通過程で用いられるピッキングシステムやソーティングシステムに関し、仕分けシステムの技術分野に属する。
【背景技術】
【0002】
スーパーマーケットやコンビニエンスストア向けの商品配送センター等においては、各店舗からの注文に応じて各種の商品をそれぞれ注文個数だけ取り揃える集品作業が行なわれる。この集品方法としては、例えば、仕向先ごとに割り振られた集品容器を搬送し、その搬送経路に沿って設けられて商品を品目ごとに保管した商品棚から仕向先ごとに注文商品を注文個数だけ取り出して、前記集品容器に投入するピッキング方式と、品目ごとに搬送される商品から仕向先ごとに注文商品を注文個数だけ取り出して、前記商品の搬送経路に沿って設置された仕向先ごとに割り振られた集品容器に投入するソーティング方式とがある。
【0003】
このような仕向先ごとに商品を仕分けるシステムとしては、例えば特許文献1に開示のものがある。このシステムはソーティング方式のもので、仕向先ごとに配送用コンテナを収容した複数のポケットが設けられると共に、該ポケットに注文商品の注文個数を表示する個数表示器が備えられており、作業者はこの個数表示器の表示に基づいて前記配送用コンテナに集品することができる。
【0004】
また、特許文献2に開示のシステムは同じくソーティング方式のもので、品目ごとに商品を搬送するピッキング台車に、仕向先ごとに割り振られたコンテナ容器の位置を表示する作業表示器と、注文商品の注文個数を表示するピッキング指示器と、商品の重量を計量する載置秤とが備えられており、作業者は前記作業表示器やピッキング指示器による指示に基づいて仕向先ごとのコンテナ容器に集品することができる。その場合、ピッキング台車に備えられた載置秤を介して取り出された商品分の重量からその商品個数が算出され、この個数が前記ピッキング指示器に表示された注文個数に合致するか否かを判定することにより、仕分けミスが未然に防止される。
【0005】
そして、特許文献3に開示のシステムはピッキング方式のもので、品目ごとに商品を保管したピッキング棚には、上下方向の連ごとにIDタグが取り付けられている。そして、仕向先ごとに割り振られたバケットを載置して搬送するピッキング台車に、作業指示用ディスプレイと前記IDタグからのマイクロ波を検出する送受信機とが備えられている。これによれば、IDタグと送受信機との交信によってピッキング台車が所定のピッキング位置に到達したことが確認されると共に、作業指示用ディスプレイにピッキングする商品の品目、ロット、ピッキング個数、ピッキング棚の番地等の仕分けデータが表示されるため、仕分けミスが未然に防止される。
【0006】
【特許文献1】実用新案登録第2542310号公報
【特許文献2】特許第3530015号公報
【特許文献3】特開平5−155406号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、前記特許文献1〜3に開示のシステムでは、注文商品の注文個数を表示する個数表示器、ピッキング指示器、及び作業指示用ディスプレイが備えられているものの、あくまで目で見て仕分け作業を行なうものであり、ピッキングシステムの場合には、受注のない商品をピッキングしたり、ソーティングシステムの場合には、受注のない仕向先に商品をソーティングしたりする仕分けミスが発生するおそれがある。
【0008】
そこで、本発明は、客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができる仕分けシステムの提供を課題とする。
【課題を解決するための手段】
【0009】
前記課題を解決するため、本発明は次のように構成したことを特徴とする。
【0010】
まず、請求項1に記載の発明は、仕向先ごとに集品した商品を搬送する搬送手段と、該搬送手段の搬送経路に沿って配設されて商品を品目ごとに保管した複数の商品保管部と、各商品保管部にそれぞれ設けられて商品の取出個数を表示する個数表示手段とを備え、作業者が前記個数表示手段の表示に基づいて前記商品保管部から商品を取り出して仕向先ごとに注文商品を集品するように構成された仕分けシステムであって、前記各商品保管部にそれぞれ備えられ、少なくとも当該商品保管部に保管された商品の仕向先に関するデータが記憶された非接触タグと、前記作業者側に備えられ、少なくとも当該作業者が集品中の仕向先が記憶されていると共に、前記非接触タグに接近したときに該非接触タグに記憶された前記データを読み取るタグリーダと、該タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在するか否かを判定する判定手段と、該判定手段が前記タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在しないと判定したときに、エラーを報知するエラー報知手段とが備えられていることを特徴とする。
【0011】
また、請求項2に記載の発明は、前記請求項1に記載の仕分けシステムにおいて、仕分け作業の進捗を管理する進捗管理手段と、前記判定手段が前記タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在すると判定したときに、その情報を前記進捗管理手段に送信する通信手段とが備えられていることを特徴とする。
【0012】
そして、請求項3に記載の発明は、前記請求項2に記載の仕分けシステムにおいて、前記搬送手段は台車であり、該台車に、集品された商品を計量するための計量手段と、前記進捗管理手段と通信可能なデータ処理手段とが備えられており、前記データ処理手段は、前記計量手段による集品された当該商品の総重量と前記タグリーダが前記非接触タグから読み取った仕向先に関するデータとに基づいて、取出個数を検品することを特徴とする。
【0013】
一方、請求項4に記載の発明は、品目ごとに商品を搬送する搬送手段と、該搬送手段の搬送経路に沿って配設されて前記搬送される商品から集品された商品を仕向先ごとに収納する複数の商品収納部と、各商品収納部にそれぞれ設けられて商品の取出個数を表示する個数表示手段とを備え、作業者が前記個数表示手段の表示に基づいて前記搬送される商品から仕向先ごとに注文商品を集品するように構成された仕分けシステムであって、前記各商品収納部にそれぞれ備えられ、少なくとも当該商品収納部に集品される商品に関するデータが記憶された非接触タグと、前記作業者側に備えられ、少なくとも当該作業者が集品中の商品が記憶されていると共に、前記非接触タグに接近したときに該非接触タグに記憶された前記データを読み取るタグリーダと、該タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在するか否かを判定する判定手段と、該判定手段が前記タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在しないと判定したときに、エラーを報知するエラー報知手段とが備えられていることを特徴とする。
【0014】
また、請求項5に記載の発明は、前記請求項4に記載の仕分けシステムにおいて、仕分け作業の進捗を管理する進捗管理手段と、前記判定手段が前記タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在すると判定したときに、その情報を前記進捗管理手段に送信する通信手段とが備えられていることを特徴とする。
【0015】
そして、請求項6に記載の発明は、前記請求項5に記載の仕分けシステムにおいて、前記搬送手段は台車であり、該台車に、集品された商品を計量するための計量手段と、前記進捗管理手段と通信可能なデータ処理手段とが備えられており、前記データ処理手段は、前記計量手段による集品された当該商品の総重量と前記タグリーダが前記非接触タグから読み取った商品に関するデータとに基づいて、取出個数を検品することを特徴とする。
【発明の効果】
【0016】
まず、請求項1〜3に記載の発明によれば、ピッキングシステムにおいて、作業者が品目ごとに商品が保管された商品保管部から注文商品を取り出す場合に、判定手段により作業者側のタグリーダに記憶された仕向先が各商品保管部に備えられた非接触タグから読み取った商品の仕向先に関するデータ中に存在するか否かが判定され、存在しないと判定されたときにはエラー報知手段によってエラーが報知されるので、仕分けミスが確実に防止される。すなわち、客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができる仕分けシステムが実現される。
【0017】
特に請求項1に記載の発明によれば、タグリーダは作業者側に備えられているので、タグリーダを各商品保管部に設ける場合に比較して使用個数を減らすことができ、タグリーダが高価な場合にはコスト面で有利である。
【0018】
また、請求項2に記載の発明によれば、判定手段によりタグリーダに記憶された仕向先が非接触タグから読み取ったデータ中に存在すると判定されたときには、その情報は通信手段を介して進捗管理手段に送信されて、前記情報に基づいて仕分け作業の進捗を管理することができる。したがって、仕分け作業の進捗は逐次かつ確実に管理されて、仕分け作業の精度が向上する。
【0019】
そして、請求項3に記載の発明によれば、搬送手段に例えば手押し式のような台車を使用することにより、仕分け作業場のレイアウトの自由度が増す可能性が生まれる。しかも、仕向先ごとに集品された商品の重量が計量手段によって計量され、この計量結果に基づいてデータ処理手段によって検品されるので、一層信頼性の高いシステムが実現される。
【0020】
一方、請求項4〜6に記載の発明によれば、ソーティングシステムにおいて、作業者が品目ごとに搬送される商品から注文商品を取り出す場合に、判定手段により作業者側のタグリーダに記憶された商品が各商品収納部に備えられた非接触タグから読み取った商品に関するデータ中に存在するか否かが判定され、存在しないと判定されたときにはエラー報知手段によってエラーが報知されるので、仕分けミスが確実に防止される。すなわち、この方式の場合にも客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができる仕分けシステムが実現される。
【0021】
そして、請求項4〜6に記載の各発明によれば、それぞれ前述した請求項1〜3に記載の各発明における効果と同様の効果が得られる。
【発明を実施するための最良の形態】
【0022】
本発明の実施の形態に係る仕分けシステムについて説明する。
【0023】
本発明の第1の実施の形態に係るピッキングシステムは、図1に示すように、商品を品目ごとに保管する複数の商品棚(図例では1つのみ示す)11…11を有すると共に、該商品棚11…11に沿って、仕向先ごとに割り振られた集品コンテナC…Cを搬送するローラ式のコンベア装置12が配設されており、図示しない作業者により商品棚11…11から注文商品が注文個数だけ取り出されて集品コンテナC…Cに投入される。
【0024】
図1及び図2に示すように、各商品棚11は品目ごとに商品を保管する複数のポケット11a…11aを有し、各ポケット11aに、仕向先ごとに注文商品の注文個数つまり取出個数を表示する個数表示部13aと、該ポケット11aからの商品の取り出しが完了したときに押下されるピッキング完了ボタン13bとを有するピッキング表示器13が備えられている。また、各ポケット11aにおけるピッキング表示器13の近傍に、商品棚エリア番号、ポケット番号等のロケーションデータや、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量等の仕分けデータを記憶可能な非接触式のIDタグ14が備えられている。
【0025】
そして、ピッキング作業を行なう作業者の手首に、前記IDタグ14に接近したときに該IDタグ14に記憶された前記データを読み取るタグリーダ15が備えられている。このタグリーダ15は前記仕分けデータ等を記憶可能で、この記憶データと前記読取データとを比較することにより、作業者が正しいポケット11aから商品を取り出したか否かを判定し、正しくないと判定したときにはピッキングエラーを警告音で報知するエラー報知機能を有している。
【0026】
このピッキングシステムはコンピュータ装置16によって管理、制御される。コンピュータ装置16にはLAN回線等を介してデータ通信装置17と前記ピッキング表示器13…13とが接続されており、また、コンピュータ装置16は前記コンベア装置12に制御信号を出力する。
【0027】
コンピュータ装置16は商品棚エリア番号、ポケット番号、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量、集品コンテナ番号等の商品の仕分け情報を管理すると共にピッキング作業の進捗を管理し、また、前記仕分け情報に基づいてピッキングすべき商品が保管されたポケット11aのピッキング表示器13の個数表示部13aに取出個数を表示させる。
【0028】
データ通信装置17はタグリーダ15及びコンピュータ装置16と相互に通信可能で、例えばタグリーダ15がIDタグ14から読み取ったデータを受信してコンピュータ装置16に送信する。
【0029】
ここで、このピッキングシステムにおけるピッキング作業の一例について、図3に示すフローチャートにしたがって説明する。
【0030】
ある仕向先のピッキング作業が開始されると、まず、ステップS1で、仕分け情報を管理するコンピュータ装置16は、商品棚11の各ポケット11aに備えられたIDタグ14に保管中の商品の仕向先に関するデータを記憶させる。
【0031】
次いで、ステップS2で、この仕向先の注文商品が保管されたポケット11a…11aのピッキング表示器13…13の個数表示部13a…13aに注文個数つまり取出個数を表示させる。
【0032】
この仕向先に割り振られた集品コンテナCがコンベア装置12によって搬送されて所定のピッキング位置で停止すると、ステップS3で、作業者は前記個数表示部13aに表示された取出個数だけ当該ポケット11aから商品をピッキングする。
【0033】
そして、ステップS4で、作業者の手首に備えられたタグリーダ15は、前記ポケット11aに備えられたIDタグ14に接近したとき、該IDタグ14のデータを読み取る。その場合、タグリーダ15には当該作業者が集品中の仕向先が送信されて記憶されており、ステップS5で、タグリーダ15は記憶した仕向先が前記IDタグ14から読み取ったデータ中に存在するか否かを判定する。
【0034】
前記ステップS5でYESと判定すれば、ステップS6で、タグリーダ15は前記読取データをデータ通信装置17を介してコンピュータ装置16に送信する。その場合、ピッキング作業の進捗を管理するコンピュータ装置16は、前記データを受信して該当する仕向先の商品名や注文個数等を消し込み、仕分け情報を最新のものに更新する。
【0035】
次いで、ステップS7で、作業者は取り出した注文商品を集品コンテナCに投入し、ステップS8で、作業者はピッキング表示器13のピッキング完了ボタン13bを押下する。その場合、コンピュータ装置16により、注文商品のピッキングがタグリーダ15によるIDタグ14からのデータ読取とピッキング完了ボタン13bの押下とで確認されるため、ピッキング作業の信頼性は高い。
【0036】
そして、ステップS9で、コンピュータ装置16はこの仕向先にピッキングする商品がまだ有るか否かを判定し、YESと判定すれば前記ステップS3に戻り、NOと判定すればこの仕向先のピッキング作業を終了して、次の仕向先のピッキング作業に移行する。
【0037】
一方、前記ステップS5でNOと判定すれば、作業者が誤ったポケット11aに保管された商品をピッキングしようとしたことに他ならないため、ステップS10で、タグリーダ15はピッキングエラーを警告音で報知したのち、ステップS3に戻り、作業者は正しいポケット11aに保管された商品をピッキングする。
【0038】
次に、このピッキング作業の変形例について、図4に示すフローチャートにしたがって説明する。ここでは、タグリーダ15に記憶容量の多いものが使用されている点で、前述した構成のものとは相違している。
【0039】
図4に示すフローチャートは前述した図3と大半が共通しているので、相違する部分を中心に説明することにする。すなわち、ステップS2で、仕向先の注文商品が保管されたポケット11a…11aのピッキング表示器13…13の個数表示部13a…13aに取出個数を表示させると、ステップS2aで、当該仕向先に係る全ての仕分けデータ、つまり仕向先名、仕向先コード、商品名、商品コード、注文個数等のデータをタグリーダ15に送信して記憶させる。
【0040】
そして、ステップS3及びステップS4を実行したのち、ステップS4aで、タグリーダ15の記憶データと読取データとを比較して、ステップS5′に進む。ステップS5′で、タグリーダ15は記憶したデータとIDタグ14から読み取ったデータとに一致するものが有るか否かを判定し、YESと判定すればステップS6′に進んで、タグリーダ15は一致データをコンピュータ装置16に送信する一方、NOと判定すればステップS10に進む。この場合、タグリーダ15には当該仕向先に係る全ての仕分けデータが予め記憶されているので、コンピュータ装置16からタグリーダ15への送信頻度が減少し、もってコンピュータ装置16の負荷が軽減される。
【0041】
以上のように構成したことにより、ピッキングシステムにおいて、作業者が品目ごとに商品が保管されたポケット11a…11aから注文商品を取り出す場合に、作業者の手首に備えられたタグリーダ15に記憶された仕向先が各ポケット11aに備えられたIDタグ14から読み取った商品の仕向先に関するデータ中に存在するか否かが判定され、存在しないと判定されたときにはエラー報知機能を有したタグリーダ15によってエラーが報知されるので、仕分けミスが確実に防止される。すなわち、客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができるピッキングシステムが実現される。
【0042】
特にタグリーダ15は作業者側に備えられているので、タグリーダ15を各ポケット11aに設ける場合に比較して使用個数を減らすことができ、タグリーダ15が高価な場合にはコスト面で有利である。
【0043】
また、タグリーダ15に記憶された仕向先がIDタグ14から読み取ったデータ中に存在すると判定されたときには、その情報はデータ通信装置17を介してコンピュータ装置16に送信されて、前記情報に基づいて仕分け作業の進捗を管理することができる。したがって、仕分け作業の進捗は逐次かつ確実に管理されて、仕分け作業の精度が向上する。
【0044】
次に、本発明の第2の実施の形態に係るピッキングシステムについて説明する。なお、前記第1の実施の形態と共通する構成要素については、特に混乱を招かない限り同じ符号を使用することにする。
【0045】
このピッキングシステムは、図5に示すように、商品を品目ごとに保管する複数の商品棚(図例では1つのみ示す)11…11を有すると共に、該商品棚11…11に沿って、仕向先ごとに割り振られた集品コンテナC…Cを搬送する手押し式の台車18が備えられており、図示しない作業者により商品棚11…11から注文商品が注文個数だけ取り出されて集品コンテナC…Cに投入される。
【0046】
図5及び図6に示すように、複数のポケット11a…11aを備えた各商品棚11、各ポケット11aに備えられた個数表示部13a及びピッキング完了ボタン13bを有するピッキング表示器13、各ポケット11aに備えられたIDタグ14、作業者の手首に備えられたタグリーダ15、コンピュータ装置16、及びデータ通信装置17は、構成や機能が前記第1の実施の形態におけるものと同じであるため、説明を省略する。
【0047】
台車18は、積載した集品コンテナCに集品された商品を計量するための計量部18aと、該計量部18aから計量信号を入力すると共にデータ通信装置17を介してコンピュータ装置16と通信可能な表示機能付きデータ処理部18bとを備えている。そして、データ処理部18bは、計量部18aによる集品された商品の総重量とタグリーダ15がIDタグ14から読み取った仕向先に関するデータとに基づいて取出個数を検品する。
【0048】
ここで、このピッキングシステムにおけるピッキング作業の一例について、図7に示すフローチャートにしたがって説明する。
【0049】
ある仕向先のピッキング作業が開始されると、まず、ステップS21で、仕分け情報を管理するコンピュータ装置16は、商品棚11の各ポケット11aに備えられたIDタグ14に保管中の商品の仕向先に関するデータを記憶させる。
【0050】
次いで、ステップS22で、この仕向先の注文商品が保管されたポケット11a…11aのピッキング表示器13…13の個数表示部13a…13aに取出個数を表示させる。
【0051】
次いで、ステップS23で、コンピュータ装置16は、データ通信装置17を介して台車18のデータ処理部18bに当該仕向先に係る仕分け情報として、商品棚エリア番号、ポケット番号、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量等を送信する。
【0052】
そして、ステップS24で、作業者は、当該仕向先に割り振られた集品コンテナC…Cのうちの一つを台車18の計量部18aに載置した状態で、ピッキング位置まで搬送して停止すると、ステップS25で、作業者は、ポケット11aのピッキング表示器13の個数表示部13aに表示された取出個数だけ当該ポケット11aから商品をピッキングして前記集品コンテナCに投入する。なお、台車18のデータ処理部18bのモニタ画面にポケット番号や注文個数つまり取出個数等を表示させ、作業者はこの表示にしたがってピッキングするようにしてもよい。
【0053】
そして、ステップS26で、作業者の手首に備えられたタグリーダ15は、前記ポケット11aに備えられたIDタグ14に接近したとき、該IDタグ14のデータを読み取る。その場合、タグリーダ15には当該作業者が集品中の仕向先が送信されて記憶されており、ステップS27で、タグリーダ15は、記憶した仕向先が前記IDタグ14から読み取ったデータ中に存在するか否かを判定する。
【0054】
前記ステップS27でYESと判定すれば、ステップS28で、タグリーダ15はIDタグ14に記憶されたロケーションデータを読み取ってコンピュータ装置16に送信し、ステップS29で、コンピュータ装置16はロケーション番号つまり例えばポケット番号を台車18のデータ処理部18bに送信する。
【0055】
次いで、ステップS30で、作業者はピッキング表示器13のピッキング完了ボタン13bを押下し、ステップS31で、台車18の計量部18aは集品コンテナCに投入された商品の総重量を計量し、ステップS32で、計量部18aから計量信号を受信したデータ処理部18bは、前記ロケーション番号に対応する商品の注文個数と計量部18aによる総重量とから当該商品の単位重量を算出する。
【0056】
次いで、ステップS33で、データ処理部18bは算出された単位重量と記憶された単位重量とが一致するか否かを判定し、YESと判定すればステップS34で、コンピュータ装置16はこのピッキングが正しく終了したと認識した上で今回のピッキング個数を記憶して、ステップS35に進む。
【0057】
そして、ステップS35で、コンピュータ装置16はこの仕向先にピッキングする商品がまだ有るか否かを判定し、YESと判定すれば前記ステップS25に戻り、NOと判定すればこの仕向先のピッキング作業を終了して、次の仕向先のピッキング作業に移行する。
【0058】
一方、前記ステップS27でNOと判定すれば、作業者が誤ったポケット11aに保管された商品をピッキングしようとしたことに他ならないため、ステップS36で、タグリーダ15はピッキングエラーを警告音で報知したのち、ステップS25に戻り、作業者は正しいポケット11aに保管された商品をピッキングする。
【0059】
また、前記ステップS33でNOと判定すれば、作業者が誤った個数の商品をピッキングしたことに他ならないため、ステップS37で、台車18のデータ処理部18bはピッキングエラーを警告音で報知したのち、ステップS25に戻り、作業者は正しい個数の商品をピッキングする。
【0060】
以上のように構成したことにより、集品コンテナCの搬送に例えば手押し式のような台車18を使用するので、仕分け作業場のレイアウトの自由度が増す可能性が生まれる。しかも、仕向先ごとに集品された商品の重量が計量部18aによって計量され、この計量結果に基づいてデータ処理部18bによって検品されるので、一層信頼性の高いピッキングシステムが実現される。
【0061】
次に、本発明の第3の実施の形態に係るソーティングシステムについて説明する。
【0062】
このソーティングシステムは、図8に示すように、集品された商品を仕向先ごとに収納する複数の集品棚(図例では1つのみ示す)21…21を有すると共に、該集品棚21…21に沿って、商品を品目ごとに収容した商品コンテナM…Mを搬送するローラ式のコンベア装置22が配設されており、図示しない作業者により商品コンテナM…Mから注文商品が注文個数だけ取り出されて集品棚21…21の集品コンテナC…Cに投入される。
【0063】
図8及び図9に示すように、各集品棚21は集品された商品を仕向先ごとに収納する集品コンテナC…Cを設置可能に複数のポケット21a…21aを有し、各ポケット21aに、仕向先ごとに注文商品の注文個数つまり取出個数を表示する個数表示部23aと、前記搬送される商品からの注文商品の取り出しが完了したときに押下されるソーティング完了ボタン23bとを有するソーティング表示器23が備えられている。また、各ポケット21aにおけるソーティング表示器23の近傍に、集品棚エリア番号、ポケット番号等のロケーションデータや、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量等の仕分けデータを記憶可能な非接触式のIDタグ24が備えられている。
【0064】
そして、ソーティング作業を行なう作業者の手首に、前記IDタグ24に接近したときに該IDタグ24に記憶された前記データを読み取るタグリーダ25が備えられている。このタグリーダ25は前記仕分けデータを記憶可能で、この記憶データと前記読取データとを比較することにより、作業者が正しいポケット21aの集品コンテナCに商品を投入したか否かを判定し、正しくないと判定したときにはソーティングエラーを警告音で報知するエラー報知機能を有している。
【0065】
このソーティングシステムはコンピュータ装置26によって管理、制御される。コンピュータ装置26には、LAN回線等を介してデータ通信装置27と前記ソーティング表示器23…23とが接続されており、また、コンピュータ装置26は、前記コンベア装置22に制御信号を出力する。
【0066】
コンピュータ装置26は集品棚エリア番号、ポケット番号、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量、商品コンテナ番号、集品コンテナ番号等の商品の仕分け情報を管理すると共にソーティング作業の進捗を管理し、また、前記仕分け情報に基づいて商品を投入すべき集品コンテナCが収納されたポケット21aのソーティング表示器23の個数表示部23aに前記搬送される商品からの取出個数を表示させる。
【0067】
データ通信装置27はタグリーダ25及びコンピュータ装置26と相互に通信可能で、例えばタグリーダ25がIDタグ24から読み取ったデータを受信して前記コンピュータ装置26に送信する。
【0068】
ここで、このソーティングシステムにおけるソーティング作業の一例について、図10に示すフローチャートにしたがって説明する。
【0069】
ある商品のソーティング作業が開始されると、まず、ステップS41で、仕分け情報を管理するコンピュータ装置26は、集品棚21の各ポケット21aに備えられたIDタグ24に当該商品に関するデータを記憶させる。
【0070】
次いで、ステップS42で、この仕向先の集品コンテナC…Cが収納されたポケット21a…21aのソーティング表示器23…23の個数表示部23a…23aに取出個数を表示させる。
【0071】
この商品を収容した商品コンテナMがコンベア装置22によって搬送されて所定のソーティング位置で停止すると、ステップS43で、作業者は、前記個数表示部23aに表示された取出個数だけ前記商品コンテナMから商品を取り出して集品コンテナCに投入する。
【0072】
そして、ステップS44で、作業者の手首に備えられたタグリーダ25は、前記ポケット21aに備えられたIDタグ24に接近したとき、該IDタグ24のデータを読み取る。その場合、タグリーダ25には当該作業者が集品中の商品が送信されて記憶されており、ステップS45で、タグリーダ25は記憶した商品が前記IDタグ24から読み取ったデータ中に存在するか否かを判定する。
【0073】
前記ステップS45でYESと判定すれば、ステップS46で、タグリーダ25は読取データをデータ通信装置27を介してコンピュータ装置26に送信する。その場合、ソーティング作業の進捗を管理するコンピュータ装置26は、前記データを受信して該当する商品の仕向先名や注文個数等を消し込み、仕分け情報を最新のものに更新する。
【0074】
次いで、ステップS47で、作業者はソーティング表示器23のソーティング完了ボタン23bを押下する。その場合、コンピュータ装置26により、注文商品のソーティングがタグリーダ25によるIDタグ24からのデータ読取とソーティング完了ボタン23bの押下とで確認されるため、ソーティング作業の信頼性は高い。
【0075】
そして、ステップS48で、コンピュータ装置26はこの商品にソーティングする仕向先がまだ有るか否かを判定し、YESと判定すれば前記ステップS43に戻り、NOと判定すればこの商品のソーティング作業を終了して、次の商品のソーティング作業に移行する。
【0076】
一方、前記ステップS45でNOと判定すれば、作業者が誤ったポケット21aに収納された集品コンテナCに商品をソーティングしようとしたことに他ならないため、ステップS49で、タグリーダ25はソーティングエラーを警告音で報知したのち、ステップS43に戻り、作業者は正しいポケット21aに収納された集品コンテナCに商品をソーティングする。
【0077】
次に、このソーティング作業の変形例について、図11に示すフローチャートにしたがって説明する。ここでは、タグリーダ25に記憶容量の多いものが使用されている点で、前述した構成のものとは相違している。
【0078】
図11に示すフローチャートは前述した図10と大半が共通しているので、相違する部分を中心に説明することにする。すなわち、ステップS42で、この商品の仕向先の集品コンテナC…Cが収納されたポケット21a…21aのソーティング表示器23…23の個数表示部23a…23aに取出個数を表示させると、ステップS42aで、当該商品に係る全ての仕分けデータ、つまり仕向先名、仕向先コード、商品名、商品コード、注文個数等のデータをタグリーダ25に送信して記憶させる。
【0079】
そして、ステップS43及びステップS44を実行したのち、ステップS44aで、タグリーダ25の記憶データと読取データとを比較して、ステップS45′に進む。ステップS45′で、タグリーダ25は記憶したデータとIDタグ24から読み取ったデータとに一致するものがあるか否かを判定し、YESと判定すればステップS46′に進んで、タグリーダ25は一致データをコンピュータ装置26に送信する一方、NOと判定すればステップS49に進む。この場合、タグリーダ25には当該商品に係る全ての仕分けデータが予め記憶されているので、コンピュータ装置26からタグリーダ25への送信頻度が減少し、もってコンピュータ装置26の負荷が軽減される。
【0080】
以上のように構成したことにより、ソーティングシステムにおいて、作業者が品目ごとに搬送される商品から注文商品を取り出す場合に、作業者の手首に備えられたタグリーダ25に記憶された商品が各ポケット21aに備えられたIDタグ24から読み取った商品に関するデータ中に存在するか否かが判定され、存在しないと判定されたときにはエラー報知機能を有したタグリーダ25によってエラーが報知されるので、仕分けミスが確実に防止される。すなわち、この方式の場合にも客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができるソーティングシステムが実現される。
【0081】
次に、本発明の第4の実施の形態に係るソーティングシステムについて説明する。なお、前記第3の実施の形態と共通する構成要素については、特に混乱を招かない限り同じ符号を使用することにする。
【0082】
このソーティングシステムは、図12に示すように、集品された商品を仕向先ごとに収納する複数の集品棚(図例では1つのみ示す)21…21を有すると共に、該集品棚21…21に沿って、商品を品目ごとに収容した商品コンテナM…Mを搬送する手押し式の台車28が備えられており、図示しない作業者により商品コンテナM…Mから注文商品が注文個数だけ取り出されて集品棚21…21の集品コンテナC…Cに投入される。
【0083】
図12及び図13に示すように、それぞれ集品コンテナCを収納可能な複数のポケット21a…21aを備えた集品棚21、各ポケット21aに備えられた個数表示部23a及びソーティング完了ボタン23bを有するソーティング表示器23、各ポケット21aに備えられたIDタグ24、作業者の手首に備えられたタグリーダ25、コンピュータ装置26、及びデータ通信装置27は、構成や機能が前記第3の実施の形態におけるものと同じであるため、説明を省略する。
【0084】
台車28は、積載した商品コンテナMから取り出されて集品コンテナCに投入された商品を計量するための計量部28aと、該計量部28aから計量信号を入力すると共にデータ通信装置27を介してコンピュータ装置26と通信可能な表示機能付きデータ処理部28bとを備えている。そして、データ処理部28bは、計量部28aによる集品された商品の総重量とタグリーダ25がIDタグ24から読み取った商品に関するデータとに基づいて取出個数を検品する。
【0085】
ここで、このソーティングシステムにおけるソーティング作業の一例について、図14に示すフローチャートにしたがって説明する。
【0086】
ある商品のソーティング作業が開始されると、まず、ステップS51で、仕分け情報を管理するコンピュータ装置26は、集品棚21の各ポケット21aに備えられたIDタグ24に当該商品に関するデータを記憶させる。
【0087】
次いで、ステップS52で、仕向先ごとの集品コンテナCが収納されたポケット21a…21aのソーティング表示器23…23の個数表示部23a…23aに取出個数を表示させる。
【0088】
次いで、ステップS53で、コンピュータ装置26は、データ通信装置27を介して台車28のデータ処理部28bに当該商品に係る仕分け情報として、集品棚エリア番号、ポケット番号、仕向先名、仕向先コード、商品名、商品コード、注文個数、単位重量等を送信する。
【0089】
そして、ステップS54で、作業者は、当該商品を収容した商品コンテナM…Mのうちの一つを台車28の計量部28aに載置した状態で、ソーティング位置まで搬送して停止すると、ステップS55で、作業者は、ポケット21aのソーティング表示器23の個数表示部23aに表示された取出個数だけ商品コンテナMから商品を取り出して集品コンテナCに投入する。なお、台車28のデータ処理部28bのモニタ画面にポケット番号や取出個数等を表示させ、作業者はこの表示にしたがってソーティングするようにしてもよい。
【0090】
そして、ステップS56で、作業者の手首に備えられたタグリーダ25は、前記ポケット21aに備えられたIDタグ24に接近したとき、該IDタグ24のデータを読み取る。その場合、タグリーダ25には当該作業者が集品中の商品が送信されて記憶されており、ステップS57で、タグリーダ25は、記憶した商品が前記IDタグ24から読み取ったデータ中に存在するか否かを判定する。
【0091】
前記ステップS57でYESと判定すれば、ステップS58で、タグリーダ25はIDタグ24に記憶されたロケーションデータを読み取ってコンピュータ装置26に送信し、ステップS59で、コンピュータ装置26はロケーション番号つまり例えばポケット番号を台車28のデータ処理部28bに送信する。
【0092】
ステップS60で、作業者はソーティング表示器23のソーティング完了ボタン23bを押下し、ステップS61で、台車28の計量部28aは集品コンテナCに投入された商品の総重量をソーティングしたことによる重量減から計量し、ステップS62で、計量部28aから計量信号を受信したデータ処理部28bは、前記ロケーション番号に対応する商品の注文個数と計量部28aによる総重量とから当該商品の単位重量を算出する。
【0093】
次いで、ステップS63で、データ処理部28bは算出された単位重量と記憶された単位重量とが一致するか否かを判定し、YESと判定すればステップS64で、コンピュータ装置26はこのソーティングが正しく終了したと認識した上で今回のソーティング個数を記憶して、ステップS65に進む。
【0094】
そして、ステップS65で、コンピュータ装置26はこの商品をソーティングする仕向先がまだ有るか否かを判定し、YESと判定すれば前記ステップS55に戻り、NOと判定すればこの商品のソーティング作業を終了して、次の商品のソーティング作業に移行する。
【0095】
一方、前記ステップS57でNOと判定すれば、作業者が誤ったポケット21aに収納された集品コンテナCに商品をソーティングしようとしたことに他ならないため、ステップS66で、タグリーダ25はソーティングエラーを警告音で報知したのち、ステップS55に戻り、作業者は正しいポケット21aに収納された集品コンテナCに商品をソーティングする。
【0096】
また、前記ステップS63でNOと判定すれば、作業者が誤った個数の商品をソーティングしたことに他ならないため、ステップS67で、台車28のデータ処理部28bはソーティングエラーを警告音で報知したのち、ステップS55に戻り、作業者は正しい個数の商品をソーティングする。
【0097】
以上のように構成したことにより、商品を収容した商品コンテナMの搬送に例えば手押し式のような台車28を使用するので、仕分け作業場のレイアウトの自由度が増す可能性が生まれる。しかも、仕向先ごとに集品された商品の重量が計量部28aによって計量され、この計量結果に基づいてデータ処理部28bによって検品されるので、一層信頼性の高いソーティングシステムが実現される。
【0098】
なお、本発明は、具体的に詳述した前記実施の形態に限定されることはなく、本発明の趣旨に沿うものであればよい。
【0099】
例えば、ピッキングシステムにおいて、台車18に集品コンテナCに貼付するラベルを印字発行するラベルプリンタを付加して備え、集品コンテナCがピッキングした商品で満杯になる都度、この集品コンテナCに投入された商品の明細が印字されたラベルを発行するようにしてもよい。
【0100】
また、台車18,28の計量部18a,28a及びデータ処理部18b,28bを介した検品は、商品の単位重量の計算値と記憶値とを比較することで行なっていたが、取出個数の計算値と記憶値とを比較する等、適宜の方法で行ってもよい。
【0101】
また、前記第2の実施の形態では、ピッキングシステムにおいて台車18に1つの計量部18aを備えたが、これを複数備えてもよい。図15に示すように、台車18に例えば3つの計量部18a1,18a2,18a3を備えると共にそれぞれに異なる仕向先に配送する集品コンテナC1,C2,C3を載置することにより、3仕向先同時ピッキングが可能となる。その場合にも、作業者が誤ったポケット11aに保管された商品をピッキングしたとき、あるいは誤った個数の商品をピッキングしたときには、ピッキングエラーが警告音で報知される。
【0102】
また、前記第4の実施の形態では、ソーティングシステムにおいて台車28に1つの計量部28aを備えたが、これを複数備えてもよい。図示は省略するが、これによって複数商品同時ソーティングが可能となり、その場合にも、ソーティングミスがあればソーティングエラーが警告音で報知される。
【0103】
また、コンベア装置12,22を使用したピッキング及びソーティングシステムにおいて、集品コンテナCに集品された商品を検品するため、コンベア装置12,22に計量手段を備えてもよい。
【0104】
また、前記実施の形態ではタグリーダ15,25がピッキング及びソーティングエラーを判定したが、より上位のコンピュータ装置16,26がエラーを判定するようにしてもよい。
【0105】
そして、前記実施の形態ではタグリーダ15,25がエラー報知手段として機能したが、ピッキング表示器13、ソーティング表示器23、台車18,28等にエラー報知機能を備えてもよい。台車18,28の場合、そのデータ処理部18b,28bのモニタ画面にエラーメッセージを表示させてもよい。
【産業上の利用可能性】
【0106】
以上説明したように、本発明によれば、客観的な判断に裏打ちされて、作業者が仕向先ごとに注文商品を確実に集品することができる仕分けシステムが提供される。すなわち、本発明は、商品の流通過程で用いられるピッキングシステムやソーティングシステムに関し、仕分けシステムの技術分野に広く好適である。
【図面の簡単な説明】
【0107】
【図1】本発明の第1の実施の形態に係るピッキングシステムの一部を抜粋して示す正面図である。
【図2】制御システムのブロック図である。
【図3】ピッキング作業の一例を示すフローチャートである。
【図4】同じく変形例を示すフローチャートである。
【図5】本発明の第2の実施の形態に係るピッキングシステムの一部を抜粋して示す正面図である。
【図6】制御システムのブロック図である。
【図7】ピッキング作業の一例を示すフローチャートである。
【図8】本発明の第3の実施の形態に係るソーティングシステムの一部を抜粋して示す正面図である。
【図9】制御システムのブロック図である。
【図10】ソーティング作業の一例を示すフローチャートである。
【図11】同じく変形例を示すフローチャートである。
【図12】本発明の第4の実施の形態に係るソーティングシステムの一部を抜粋して示す正面図である。
【図13】制御システムのブロック図である。
【図14】ソーティング作業の一例を示すフローチャートである。
【図15】ピッキングシステムにおける台車に複数の計量部を備えた場合の図5に対応する図である。
【符号の説明】
【0108】
11a ポケット(商品保管部)
12,22 コンベア装置(搬送手段)
13a,23a 個数表示部(個数表示手段)
14,24 IDタグ(非接触タグ)
15,25 タグリーダ(判定手段、エラー報知手段)
16,26 コンピュータ装置(進捗管理手段)
17,27 データ通信装置(通信手段)
18,28 台車(搬送手段)
18a,18a1,18a2,18a3,28a 計量部(計量手段)
18b,28b データ処理部(データ処理手段)
21a ポケット(商品収納部)
【特許請求の範囲】
【請求項1】
仕向先ごとに集品した商品を搬送する搬送手段と、該搬送手段の搬送経路に沿って配設されて商品を品目ごとに保管した複数の商品保管部と、各商品保管部にそれぞれ設けられて商品の取出個数を表示する個数表示手段とを備え、作業者が前記個数表示手段の表示に基づいて前記商品保管部から商品を取り出して仕向先ごとに注文商品を集品するように構成された仕分けシステムであって、
前記各商品保管部にそれぞれ備えられ、少なくとも当該商品保管部に保管された商品の仕向先に関するデータが記憶された非接触タグと、
前記作業者側に備えられ、少なくとも当該作業者が集品中の仕向先が記憶されていると共に、前記非接触タグに接近したときに該非接触タグに記憶された前記データを読み取るタグリーダと、
該タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在するか否かを判定する判定手段と、
該判定手段が前記タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在しないと判定したときに、エラーを報知するエラー報知手段とが備えられていることを特徴とする仕分けシステム。
【請求項2】
請求項1に記載の仕分けシステムにおいて、
仕分け作業の進捗を管理する進捗管理手段と、
前記判定手段が前記タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在すると判定したときに、その情報を前記進捗管理手段に送信する通信手段とが備えられていることを特徴とする仕分けシステム。
【請求項3】
請求項2に記載の仕分けシステムにおいて、
前記搬送手段は台車であり、
該台車に、集品された商品を計量するための計量手段と、
前記進捗管理手段と通信可能なデータ処理手段とが備えられていると共に、
前記非接触タグに、仕向先に関するデータとして仕向先と仕向先ごとの当該商品の注文個数及び単位重量とが記憶されており、
前記データ処理手段は、前記計量手段による集品された当該商品の総重量と前記タグリーダが前記非接触タグから読み取った仕向先に関するデータとに基づいて、取出個数を検品することを特徴とする仕分けシステム。
【請求項4】
品目ごとに商品を搬送する搬送手段と、該搬送手段の搬送経路に沿って配設されて前記搬送される商品から集品された商品を仕向先ごとに収納する複数の商品収納部と、各商品収納部にそれぞれ設けられて商品の取出個数を表示する個数表示手段とを備え、作業者が前記個数表示手段の表示に基づいて前記搬送される商品から仕向先ごとに注文商品を集品するように構成された仕分けシステムであって、
前記各商品収納部にそれぞれ備えられ、少なくとも当該商品収納部に集品される商品に関するデータが記憶された非接触タグと、
前記作業者側に備えられ、少なくとも当該作業者が集品中の商品が記憶されていると共に、前記非接触タグに接近したときに該非接触タグに記憶された前記データを読み取るタグリーダと、
該タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在するか否かを判定する判定手段と、
該判定手段が前記タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在しないと判定したときに、エラーを報知するエラー報知手段とが備えられていることを特徴とする仕分けシステム。
【請求項5】
請求項4に記載の仕分けシステムにおいて、
仕分け作業の進捗を管理する進捗管理手段と、
前記判定手段が前記タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在すると判定したときに、その情報を前記進捗管理手段に送信する通信手段とが備えられていることを特徴とする仕分けシステム。
【請求項6】
請求項5に記載の仕分けシステムにおいて、
前記搬送手段は台車であり、
該台車に、集品された商品を計量するための計量手段と、
前記進捗管理手段と通信可能なデータ処理手段とが備えられていると共に、
前記非接触タグに、商品に関するデータとして商品と仕向先ごとの当該商品の注文個数及び単位重量とが記憶されており、
前記データ処理手段は、前記計量手段による集品された当該商品の総重量と前記タグリーダが前記非接触タグから読み取った商品に関するデータとに基づいて、取出個数を検品することを特徴とする仕分けシステム。
【請求項1】
仕向先ごとに集品した商品を搬送する搬送手段と、該搬送手段の搬送経路に沿って配設されて商品を品目ごとに保管した複数の商品保管部と、各商品保管部にそれぞれ設けられて商品の取出個数を表示する個数表示手段とを備え、作業者が前記個数表示手段の表示に基づいて前記商品保管部から商品を取り出して仕向先ごとに注文商品を集品するように構成された仕分けシステムであって、
前記各商品保管部にそれぞれ備えられ、少なくとも当該商品保管部に保管された商品の仕向先に関するデータが記憶された非接触タグと、
前記作業者側に備えられ、少なくとも当該作業者が集品中の仕向先が記憶されていると共に、前記非接触タグに接近したときに該非接触タグに記憶された前記データを読み取るタグリーダと、
該タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在するか否かを判定する判定手段と、
該判定手段が前記タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在しないと判定したときに、エラーを報知するエラー報知手段とが備えられていることを特徴とする仕分けシステム。
【請求項2】
請求項1に記載の仕分けシステムにおいて、
仕分け作業の進捗を管理する進捗管理手段と、
前記判定手段が前記タグリーダに記憶された仕向先が前記非接触タグから読み取ったデータ中に存在すると判定したときに、その情報を前記進捗管理手段に送信する通信手段とが備えられていることを特徴とする仕分けシステム。
【請求項3】
請求項2に記載の仕分けシステムにおいて、
前記搬送手段は台車であり、
該台車に、集品された商品を計量するための計量手段と、
前記進捗管理手段と通信可能なデータ処理手段とが備えられていると共に、
前記非接触タグに、仕向先に関するデータとして仕向先と仕向先ごとの当該商品の注文個数及び単位重量とが記憶されており、
前記データ処理手段は、前記計量手段による集品された当該商品の総重量と前記タグリーダが前記非接触タグから読み取った仕向先に関するデータとに基づいて、取出個数を検品することを特徴とする仕分けシステム。
【請求項4】
品目ごとに商品を搬送する搬送手段と、該搬送手段の搬送経路に沿って配設されて前記搬送される商品から集品された商品を仕向先ごとに収納する複数の商品収納部と、各商品収納部にそれぞれ設けられて商品の取出個数を表示する個数表示手段とを備え、作業者が前記個数表示手段の表示に基づいて前記搬送される商品から仕向先ごとに注文商品を集品するように構成された仕分けシステムであって、
前記各商品収納部にそれぞれ備えられ、少なくとも当該商品収納部に集品される商品に関するデータが記憶された非接触タグと、
前記作業者側に備えられ、少なくとも当該作業者が集品中の商品が記憶されていると共に、前記非接触タグに接近したときに該非接触タグに記憶された前記データを読み取るタグリーダと、
該タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在するか否かを判定する判定手段と、
該判定手段が前記タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在しないと判定したときに、エラーを報知するエラー報知手段とが備えられていることを特徴とする仕分けシステム。
【請求項5】
請求項4に記載の仕分けシステムにおいて、
仕分け作業の進捗を管理する進捗管理手段と、
前記判定手段が前記タグリーダに記憶された商品が前記非接触タグから読み取ったデータ中に存在すると判定したときに、その情報を前記進捗管理手段に送信する通信手段とが備えられていることを特徴とする仕分けシステム。
【請求項6】
請求項5に記載の仕分けシステムにおいて、
前記搬送手段は台車であり、
該台車に、集品された商品を計量するための計量手段と、
前記進捗管理手段と通信可能なデータ処理手段とが備えられていると共に、
前記非接触タグに、商品に関するデータとして商品と仕向先ごとの当該商品の注文個数及び単位重量とが記憶されており、
前記データ処理手段は、前記計量手段による集品された当該商品の総重量と前記タグリーダが前記非接触タグから読み取った商品に関するデータとに基づいて、取出個数を検品することを特徴とする仕分けシステム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2006−232510(P2006−232510A)
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願番号】特願2005−52436(P2005−52436)
【出願日】平成17年2月28日(2005.2.28)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成18年9月7日(2006.9.7)
【国際特許分類】
【出願日】平成17年2月28日(2005.2.28)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]