
付着物検査装置及び検査方法
【課題】検査対象物に付着した試料物質の同定を簡便にかつ高い確度で行うとともに、稼働率の向上及び検査に必要な人員の削減を達成する。
【解決手段】検査対象物の大きさ(縦、横寸法)を検出する検出手段を有し、検出手段により検出した検査対象物の大きさによって、複数のエアノズルから検査物表面に15m/s以上のエアジェットを噴射できるエアノズルを選択してエアジェット噴射する。
【解決手段】検査対象物の大きさ(縦、横寸法)を検出する検出手段を有し、検出手段により検出した検査対象物の大きさによって、複数のエアノズルから検査物表面に15m/s以上のエアジェットを噴射できるエアノズルを選択してエアジェット噴射する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、検査対象物に付着した物質(試料物質)を検査する技術に関し、主に手荷物や人体に付着した物質の検査を行う付着物検査装置及び付着物検査方法に関する。
【背景技術】
【0002】
空港や港湾などの搭乗口で行われる手荷物中の爆薬や麻薬などの危険物の有無を検査する技術が特許文献1〜4に記載されている。また、対象物体の形状寸法に基づいて流体圧力を可変する技術が特許文献5に記載されている。
【0003】
特許文献1には、関節を動かすことにより、圧縮ガスを検査対象物の表面に風速20m/s以上の速度で吹き付けるノズルを、検査対象物の外形に基づき移動させる付着物検査装置が記載されている。特許文献2には、圧縮ガスを検査対象物の表面に風速20m/s以上の速度で吹き付けるノズルにより、捕集部の内壁やノズルを支持するアームにも圧縮ガスを噴射する付着物検査装置が記載されている。特許文献3には、検査員が手荷物の表面を拭取り材で拭取り、拭取り材に付着した試料微粒子について危険物の有無、種類を判定する技術が記載されている。特許文献4には、荷物を収納するサンプリングチャンバーの幅全体に広がり、荷物の露出面を掃き取る回転ブラシを備えたサンプリングヘッドを、ばね、センサ、又はサーボで荷物の表面に接触させることで、荷物の表面に付着している試料微粒子を採取する技術が記載されている。特許文献5には、移動する対象物体又は移動する対象物体の一部に対応するように流体圧力(ファンエア圧力、霧化エア圧力など)が動的に決定され、共通ヘッダに支持された複数のノズルからの液体放出パターンが動的に変えられる噴射システムについて記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−031316号公報
【特許文献2】特開2009−031315号公報
【特許文献3】特開2004−301749号公報
【特許文献4】特開平09−126965号公報
【特許文献5】特表2008−544836号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1,2に記載の技術では、手荷物は一旦サンプリング室内に停止し、サンプリング室の入口に横方向と縦方向に配置した投光器と受光器で対をなす複数の手荷物認識の出力信号から演算した手荷物の仮想外形に沿って、アームの先端に付けたエアノズルを動かす。アームによるエアノズルの走査が終了すると、手荷物はサンプリング室から外に搬送される。手荷物を一旦サンプリング室内で停止させてから、エアノズルを走査させるため、1個の手荷物の検査処理時間が長くなる課題がある。また、エアノズルを走査させるために、関節を有するアームと、アームを直進移動させる移動機構が必要であるため、故障の発生確率が高い問題がある。また駆動する機構が多いことから、塵埃が発生しやすいので、装置が汚染される問題がある。
【0006】
特許文献3に記載の技術では、検査員が拭取り材で検査対象物の全面を丁寧に拭取る必要がある。しかし検査員によって、拭取る箇所や拭取る力などが変わるため、検査条件にばらつきが出る難点がある。また手荷物全面を拭取るため、1個の検査対象物の検査に時間がかかる。このため検査員を複数配置する必要があり、検査費用がかかるなどの問題がある。特許文献4に開示の回転ブラシでは、取っ手やジッパーなどの複雑な凹凸を有する手荷物の最も外側の表面のみが回転ブラシと接触することになるため、検査箇所が限定される。また、回転ブラシを手荷物表面に押し付ける際に、手荷物の表面の破損や手荷物内部の品物の破損などの事故発生の可能性が高くなる。
【0007】
特許文献5は、対象物に液体コーティングするスプレーガンに関わるものであり、スプレーガンに供給するファンエア圧力、霧化エア圧力を動的に可変することで、スプレーガンから照射する液体コーティングの照射範囲を対象物の移動する方向に対して直交する方向に可変しながら照射する技術であり、手荷物などの表面から微粒子を剥離することはできない。
【0008】
本発明の目的は、検査員に熟練した技術を要求せずに、手荷物の表面から試料微粒子を非接触で剥ぎ取り、試料微粒子に危険物質が含まれるかを検査することのできる付着物検査装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明の付着物検査装置は、内壁に複数のエアノズルが固定されており、内部を搬送される検査対象物にエアノズルからエアジェットを噴射して検査対象物に付着した試料物質を剥離する剥離部と、剥離した試料物質を検査する検査部と、検査対象物を搬送する搬送手段と、搬送手段によって搬送される検査対象物の大きさを検出する大きさ検出部と、複数のエアノズルの動作を制御するエアノズル制御部とを有し、エアノズル制御部は、大きさ検出部からの出力信号に基づいて、検査物表面に15m/s以上のエアジェットを噴射できるエアノズルを選択し、選択したエアノズルからエアジェットを噴射させるものである。
【0010】
かかる構成により、検査対象物に付着した試料物質は、エアジェットの風圧で剥離することとなり、検査部で検査される試料物質の量を増やすことができるとともに検査条件のバラツキも低減することができる。
【0011】
好適には、更に、試料物質を含む空気から試料微粒子を分離する分離部と、剥離部からの試料物質を含む空気を分離部へ誘導するすり鉢状の捕集部とを備え、捕集部の内面にエアジェットを吹き付ける複数のエアノイズを備える。一例として、分離部はサイクロン現象を利用した分離部であり、捕集部と分離部を接続するL字型配管の内面にエアジェットを吹き付けるノズルを備える。
【0012】
この構成により、捕集部の内面やL字型配管の内面に付着した試料微粒子等の試料物質も検査することができ、検査感度を向上することができるとともに、捕集部の内面やL字型配管の内面に付着した試料物質が次の検査対象物の検査時に剥離して誤検知されるのを防止することができる。
【0013】
さらにエアジェットを、剥離捕集部の内壁に噴射して自己クリーニングする機能を有することにより、剥離捕集部の内部に残存する試料物質や塵埃などを外部に排出できる付着物検査装置を実現できる。これにより、次の検査対象物を検査する場合でも、混入物が少なくなるので、信頼性の高い検査が実現できる。
【0014】
また、分離部の捕集フィルタを自動で交換する手段を有することで、装置を停止することなく常に清浄な捕集フィルタを使用した検査ができるので、信頼性の高い検査が実現できる。
【発明の効果】
【0015】
本発明によれば、検査員に熟練した技術を要求することなく、検査対象物に非接触で、検査対象物に付着している試料微粒子を、検査対象物を移動させながら剥離して捕集する量を増やす事ができ、試料物質の同定を簡便にかつ高い確度で行う事が出来る。
【0016】
上記した以外の、課題、構成及び効果は、以下の実施形態の説明により明らかにされる。
【図面の簡単な説明】
【0017】
【図1】本発明の付着物検査装置の実施例を示す斜視図。
【図2】付着物検査装置の主要部の構成例を示すブロック図。
【図3A】付着物検査装置の手荷物認識部の構成例を説明する図。
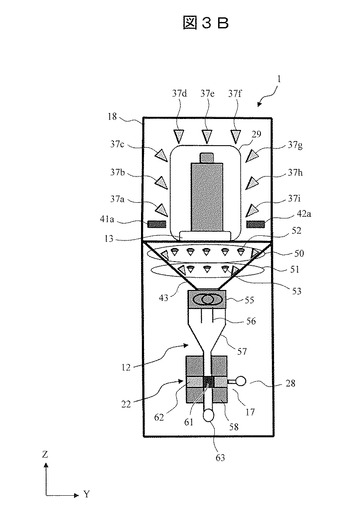
【図3B】付着物検査装置のエアノズルの構成例を説明する図。
【図4】付着物検査装置の構成例を説明する側面図。
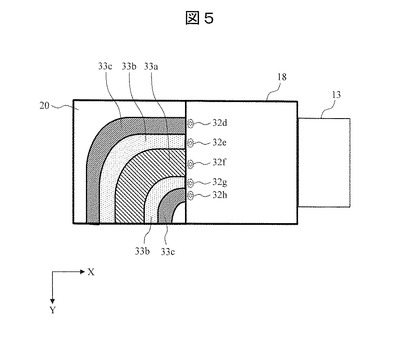
【図5】手荷物をサンプリング室に誘導するレーンの例を示す図。
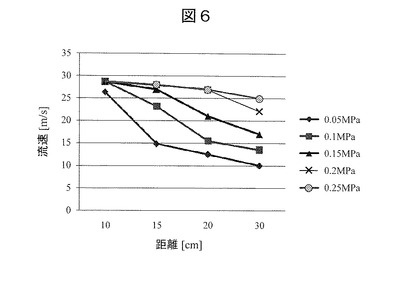
【図6】エアノズルから噴射するエアジェットの噴射距離と風速の関係を示すグラフ。
【図7】手荷物認識部の信号と使用するエアノズルの関係の例を示す図。
【図8】各エアノズルの噴射タイミングを示すタイミングチャート。
【図9】エアノズルから噴射される空気の消費流量と圧力の関係を示すグラフ。
【図10】付着物検査装置のイオン源部の例を説明する図。
【図11】手荷物から検出されたC4爆薬成分の信号強度の時間変化を示す図。
【図12】C4爆薬成分を検出した後のサンプリング室から検出されたC4爆薬成分の信号強度の時間変化を示す図。
【図13】自己クリーニング後の信号強度の時間変化を示す図。
【図14】粗フィルタの自動交換機構の例を説明する図。
【図15】捕集フィルタの自動交換機構の例を説明する図。
【図16】手荷物をサンプリング室に誘導するレーンの例を示す図。
【図17】手荷物認識部の信号と使用するエアノズルの関係を示す図。
【図18】手荷物認識部の信号と使用するエアノズルの関係を示す図。
【図19】通常の検査工程を説明するフローチャート。
【図20】自己クリーニングの工程を説明するフローチャート。
【図21】エアノズル群の配置を変えた付着物検査装置の例を説明する図。
【図22】各エアノズルの噴射タイミングを示すタイミングチャート。
【図23】X線検査装置と併用した付着物検査装置を示す図。
【図24】X線検査装置の内部に付着物検査手段を組み込んだ装置の例を示す図。
【図25】一つのエアノズル群を用いた付着物検査装置の例を示す図。
【図26】各エアノズルの噴射タイミングを示すタイミングチャート。
【図27】付着物検査装置をX線検査装置の入口に取り付けた装置例を示す図。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態を、図面を参照して詳細に説明する。以下の説明では、爆薬微粒子あるいは爆薬の添加物の微粒子が付着した、被験者の持ち物を代表的な検査対象としているが、この他、爆発性の物質、覚醒剤等の薬剤、人体に悪影響を与える化学物質、人体に悪影響を与える細菌、ウイルス等の微生物、その他、一般に人体に悪影響を及ぼすと想定される物質を含む危険物が付着した、郵便物や人体、輸出入される物品を検査対象とすることもできる。
【実施例】
【0019】
[実施例1]
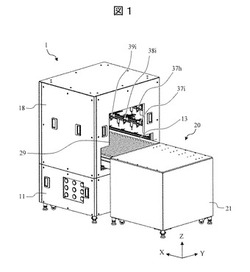
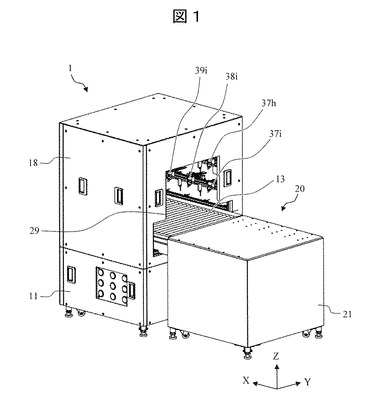
図1は、本発明による付着物検査装置の一例の外観を示す斜視図であり、図2は、その主要構成を示すブロック図である。
【0020】
この付着物検査装置1は、図2に示すように、付着物検査部2、中央制御部3、手荷物配送部4、付着物剥離捕集部5、電源部6、及び、操作パネル7を備える。装置各部の動作に要する電源を供給する電源部6は、中央制御部3により制御される。中央制御部3は、検査部制御器8、配送部制御器9、剥離捕集部制御器10と接続されている。装置各部の動作条件は操作パネル7から入力され、中央制御部3は、入力された動作条件に従い装置各部の動作を制御する。
【0021】
図1に示される付着物検査装置筐体11の内部には、図2に示した付着物検査部2の分離部12、加熱部22と、手荷物配送部4と、付着物剥離捕集部5が設けられている。準備架台20の筺体21の内部には、図2に示した分離部12、加熱部22を除いた付着物検査部2、電源部6、中央制御部3が設けられている。検査対象物である手荷物は、手荷物配送部4によって、網状の搬送トレー(図示せず)に載せられて搬送される。手荷物は、搬送中に手荷物認識部14によって大きさが判別され、剥離捕集部制御器10によって、判別した手荷物の大きさによって使用するノズルと圧縮空気の圧力などのエアジェットの噴射条件が決定される。決定された噴射条件はエアノズル制御器15に伝達され、エアノズル制御器15によって、圧縮ガス発生部16から供給される圧縮空気の圧力調整と使用するノズルの駆動制御が行われる。圧力調整は、エアノズル制御器15に配置された電空レギュレータ(図示せず)によって行われる。手荷物から試料微粒子を剥離するために、手荷物表面に、手荷物の上から下方向に向けて順番にエアジェットが照射される。
【0022】
手荷物配送駆動部13の下部に、手荷物から剥離した試料微粒子を捕集する捕集フィルタを備えた分離部12が配置されている。付着物検査装置筐体11のサンプリング室18の内面は、カバー(図示せず)で覆われている。操作パネル7(図示せず)は、操作し易い所望の位置に置かれる。
【0023】
試料微粒子を捕集する捕集フィルタ17(図3A参照)は、加熱部22によって一定の温度に保持されている。加熱部22は、イオン源部23と接続されている。捕集フィルタ17に捕集された試料微粒子は、加熱部22によって加熱される。加熱された試料微粒子は気化して、試料ガスを発生する。試料ガスは、吸引ポンプ24によりイオン源部23に導入され、イオン化される。イオン源部23で生成されたイオンは、質量分析部25で質量分析される。イオン源部23と質量分析部25は、排気部26によって排気されている。データ処理部27の記憶手段には、複数の爆薬物質を同定するために必要な標準質量分析データ(質量電荷比(イオンの質量数/イオンの価数)の値と相対強度)を含むデータベースが記憶されている。質量分析部25の質量分析計の検出器の出力信号は、データ処理部27に送られ、記憶手段から読み出されたデータベースと爆薬成分由来のイオンの質量分析の結果とを照合する等のデータ処理がされて、爆薬物質が特定される。特定された爆薬物質及び/又は質量分析の結果は、操作パネル7に表示される。
【0024】
以下に、本実施例の付着物検査装置1の剥離捕集部5の手荷物認識部14とエアノズルの構成を、図3A、図3B、図4、図5を用いて説明する。
【0025】
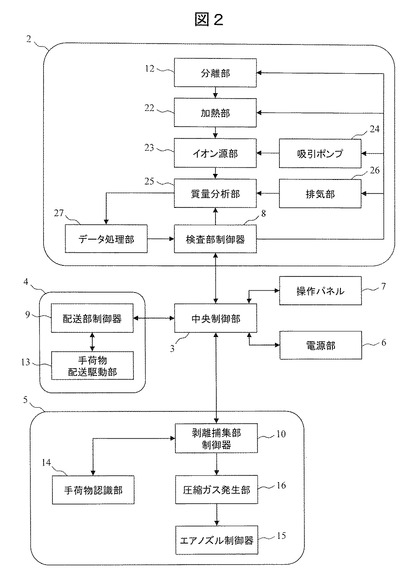
図3A及び図3Bは、本実施例の付着物検査装置1の剥離捕集部5の手荷物認識部14とエアノズルの構成を説明する正面図である。図3A及び図3Bにおいて、正面図は、X軸の負方向から見た図である。図3Aは、手荷物認識部14を説明する図であり、手荷物認識部14と、分離部12と、加熱部22以外の各部は、図示を省略した。図3Bは、エアノズルの構成を説明する図であり、エアノズル群と、分離部12と、加熱部22以外の各部は、図示を省略した。
【0026】
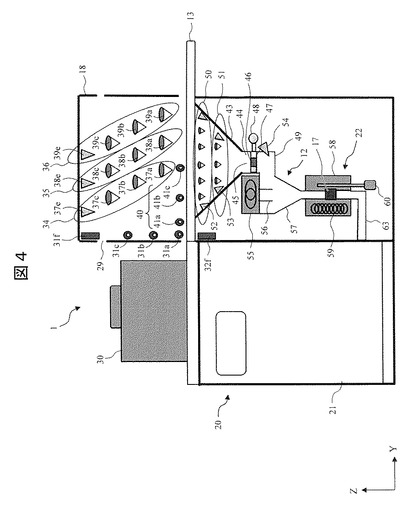
図4は、手荷物認識部14とエアノズル群34,35,36の構成と、分離部12と、加熱部22を説明する、付着物検査装置1の一部断面を含む側面図である。図4において、断面は、サンプリング室18の中心を通りサンプリング室18の手荷物搬送方向に平行な断面である。側面図は、Y軸の正方向から見た側面図であり、手荷物認識部14と、エアノズル群34,35,36と、分離部12と加熱部22と準備架台20以外の各部は、図示を省略した。
【0027】
図5は、付着物検査装置1の外観を示す上面図であり、Z軸の正方向から見た図である。検査対象物である手荷物は、網状の搬送トレー(図示せず)に載せられて、サンプリング室18内に手荷物配送駆動部13によって搬送される。本実施例のサンプリング室18の手荷物を通すサンプリング室入口29の大きさは、幅60cm、高さ50cmである。
【0028】
図3Aに示すように、サンプリング室入口29には、手荷物認識部14が設けられている。この手荷物認識部14には、手荷物30の搬送系路を挟んで横方向に、光を投光する投光器31a〜31cと、投光器31a〜31cからの光を受光する受光器32a〜32cが対向するように配置され、手荷物30の搬送系路を挟んで上下方向に、投光器31d〜31hと受光器32d〜32hが対向するように配置されている。受光器32a〜32hは、手荷物30が投光器31a〜31hからの光を遮断し、受光器32a〜32hで光を受けなかった条件で信号を出力し、受光器32a〜32hからの信号は、剥離捕集部制御器10を介してエアノズル制御器15に伝達される。
【0029】
本実施例の手荷物認識部14は、手荷物配送駆動部13の配送面の高さから8cmの位置と、24cmの位置と、40cmの位置に、合計3対の投光器31a〜31cと受光器32a〜31cを横方向に配置されている。また、上下方向には、サンプリング室入口29の中心と、その中心から左右に7.5cm離れた位置と、中心から左右に15cm離れた位置に、合計5対の投光器31d〜31hと受光器32d〜32hが配置されている。
【0030】
空港において、機内に持ち込みが可能な手荷物30の最大サイズは、例えば、3辺の合計が110cm以下と規定されている。手荷物30の種類は、財布などの小物類から、ハンドバック類、キャリーケースなど様々である。
【0031】
本実施例では、様々な大きさの手荷物表面から効率的に試料微粒子を剥離できるように、手荷物配送駆動部13の上流側に位置する準備架台20の表面に、図5に示すように、レーン33a〜33cを3色に色分けして塗装した。青色のレーン33aは、小物類をサンプリング室18に挿入する範囲を示しており、具体的には図3Aに示すサンプリング室18の中央の受光器32e〜32gの間に手荷物30を誘導するためのマークとして用いられる。緑色のレーン33bは、ハンドバック類などの比較的中間の大きさの手荷物30をサンプリング室18に挿入する範囲を示しており、具体的には図3に示すサンプリング室18の中央の受光器32dと32eの中間と受光器32gと32hの中間の間に手荷物30を誘導する。赤色のレーン33cは、キャリーケース類などの大型の大きさの手荷物30をサンプリング室18に挿入する範囲を示しており、具体的には図3に示すサンプリング室18の中央の受光器32dと32hが検知する範囲に手荷物30を誘導する。本実施例のレーン33a〜33cは、検査官が手荷物30をサンプリング室18へ移動させる際の体の動線に合うように、サンプリング室18の開口部より外側に、検査官の立ち位置を中心として円弧状に塗装されている。検査官が、レーン33a〜33cを目安に、手荷物30の大きさに応じて、サンプリング室18への手荷物30の導入位置を決めることで、手荷物表面からの試料微粒子の剥離が効率的に行われ、安定した検査が可能となる。
【0032】
図3B及び図4に示すように、サンプリング室18内には、手荷物30の両側面と上面に向かってエアジェットを吹き付けるエアノズル群34,35,36が配置されている。一つのエアノズル群34を例にして説明する。サンプリング室入口29の両側面に配送面の高さから16cm間隔で各側面に、それぞれ3個のエアノズル37a,37b,37c(及びエアノズル37g,37h,37i)と、サンプリング室18の上側にサンプリング室入口29の中心とその中心から左右に15cm間隔で3個のエアノズル37d,37e,37f(図には、エアノズル37eのみが現れている)を設けている。この組み合わせからなる合計9個のエアノズル37a〜37iを第1のエアノズル群34とし、同様のノズル構成から成る他のエアノズル群35,36がサンプリング室18の奥行き方向に配置されている。
【0033】
次に、サンプリング室18の奥行き方向のエアノズル群34,35,36の配置について、図4の側面図を用いて説明する。
【0034】
サンプリング室入口29に最も近いエアノズル群を第1のエアノズル群34とし、サンプリング室18中央のエアノズル群を第2のエアノズル群35とし、サンプリング室18出口に最も近いエアノズル群を第3のエアノズル群36とする。
【0035】
最初に第1のエアノズル群34について説明する。他の第2のエアノズル群35、第3のエアノズル群36も第1のエアノズル群34と同じ構成である。
【0036】
第1のエアノズル群34のエアノズル37d,37e,37fは、手荷物30の上面にエアジェットを吹き付けるエアノズルであり、サンプリング室18の上部に配送面の高さから55cmの位置に配置した。なお、図4には、中央に位置するエアノズル37eのみが図示されている。第1のエアノズル群34のエアノズル37a,37b,37c,37g,37h,37iは、手荷物30の側面にエアジェットを吹き付けるエアノズルであり、サンプリング室18の中心から左右に35cmの位置に配置した。なお、エアノズル37g,37h,37iは、図3Bに示すようにサンプリング室18の反対側の内側壁に配置されており、図4には図示されていない。エアノズル37c,37gは、エアノズル37d,37e,37fから5cmサンプリング室18の奥行き方向にずらして配置されている。エアノズル37b,37hは、エアノズル37c,37gからサンプリング室18の奥行き方向に5cmずらして配置されている。同様にエアノズル37a,37iは、エアノズル37b,37hからサンプリング室18の奥行き方向に5cmずらして配置されている。この組み合わせからなるエアノズル群が、第1のエアノズル群34を構成する。
【0037】
第2のエアノズル群35のエアノズル38d,38e,38fは、サンプリング室18の上部に、第1のエアノズル群34のエアノズル37d,37e,37fから5cm離れた位置に配置されている。他の第2のエアノズル群35のエアノズル38a,38b,38c,38g,38h,38iは、第1のエアノズル群34のエアノズル37a,37b,37c,37g,37h,37iと同じ位置関係で、サンプリング室18の内側壁に配置されている。
【0038】
同様に、第3のエアノズル群36のエアノズル39d,39e,39fは、サンプリング室18の上部に、第2のエアノズル群35のエアノズル38d,38e,38fから5cm離れた位置に配置されている。他の第3のエアノズル群36のエアノズル39a,39b,39c,39g,39h,39iは、第2のエアノズル群35のエアノズル38a,38b,38c,38g,38h,38iと同じ位置関係で、サンプリング室18の内側壁に配置されている。
【0039】
図4に示すように、サンプリング室18には、上述した各エアノズル群34,35,36からエアジェットを噴射する時期を検知するトリガセンサ40が配置されている。トリガセンサ40は投光器と受光器からなり、光を投光する投光器41a〜41cと、投光器41a〜41cからの光を受光する受光器42a〜42cは、手荷物30の搬送系路を挟んで対向するように配置されている。図3Bには、投光器41aと受光器42aの関係が示されている。トリガセンサ40の受光器42a〜42cは、それぞれ、手荷物30が投光器41a〜41cからの光を遮断し、受光器42a〜42cで光を受けなかった条件で信号を出力する。受光器42a〜42cからの信号は、剥離捕集部制御器10を介してエアノズル制御器15に伝達される。
【0040】
サンプリング室18の上部に配置された第1のエアノズル群34のエアノズル37d,37e,37fからエアジェットを噴射するタイミングを検知するトリガセンサ40aは、エアノズル37d,37e,37fよりサンプリング室入口29側に5cm離れた位置に設けられている。サンプリング室18の上部に配置された第2のエアノズル群35のエアノズル38d,38e,38fからエアジェットを噴射するタイミングを検知するトリガセンサ40bは、エアノズル38d,38e,38fよりサンプリング室入口29側に5cm離れた位置に設けられている。同様に、サンプリング室18の上部に配置された第3のエアノズル群36のエアノズル39d,39e,39fからエアジェットを噴射するタイミングを検知するトリガセンサ40cは、エアノズル39d,39e,39fよりサンプリング室入口29側に5cm離れた位置に設けられている。
【0041】
次に、捕集器43について図3A、図3B、図4を用いて説明する。手荷物配送駆動部13の下部には、手荷物30の表面から剥離した試料微粒子を集めて、分離部12へ誘導する捕集器43が配置されている。
【0042】
捕集器43は、上部の開口部の大きさが、幅50cm、奥行き60cmの矩形形状で、下部に内径3.5cmの円柱形状の吸気管44が接続されており、高さが41.5cmのすり鉢の形状をしている。吸気管44には、挿入及び引き抜きが容易な引き出し型の粗フィルタ45が接続されている。粗フィルタ45は、ステンレス製粗フィルタ46と、ステンレス製粗フィルタ46を保持しているトレー47と、粗フィルタを吸気管に抜き差しする際の取手48から構成されている。本実施例では、ステンレス製粗フィルタ46は、0.2mmの開口を持つ粗さのフィルタを使用した。粗フィルタ45の下側には、L字型配管49が接続されており、L字型配管49は分離部12の外筒57と接続されている。
【0043】
捕集器43の内面には、一面につき上部開口部から2cmの位置に上部ノズル群50と、上部開口部から17.5cmの位置に下部ノズル群51が配置されている。上部ノズル群50は、捕集器43の中心と、その中心から左右に10cm間隔で各々2個、捕集器の一面につき合計5個の上部ノズル52から構成されている。下部ノズル群51は、捕集器43の中心と、その中心から左右に10cm間隔で各々1個、捕集器の一面につき合計3個のエアノズル53から構成されている。上部ノズル群50及び下部ノズル群51は、捕集器43の内面に付着した爆薬微粒子を剥離させて、捕集器43の出口側に向けて追い出すように捕集器43の内面にエアジェットを吹き付けるものである。
【0044】
また捕集器43の内面には、マイナスに帯電する爆薬微粒子の静電気による吸着を防ぐために、マイナスに帯電する4フッ化エチレン製のシート(図示せず)を全面に張ってある。L字型配管49には、L字型配管49の内面に分離部12の外筒へ向けてエアジェットを吹き付ける補助送気用のアシストノズル54が配置されている。
【0045】
次に、本実施例で使用している分離部12について図3A、図3B、及び図4を用いて説明する。
【0046】
本実施例で使用した分離部12は、サイクロン現象を利用している。分離部12は排風器55と、排風器55に接続された内筒56と、円錐形状をした外筒57とを備える。排風器55は、内筒56を介して外筒57の内部を排気する。外筒57には、外筒57の円周に内接するようにL字型配管49が接続されている。外筒57の小径側には、加熱部22が接続されている。加熱部22には、捕集フィルタ17を挿入するヒートブロック58と、ヒートブロック58を一定の温度に加熱して保持するための熱源59、及び、温度を計測する温度計60が設けられている。試料微粒子を捕集する捕集フィルタ17は、ヒートブロック58に挿入される。捕集フィルタ17は、ヒートブロック58に対して挿入、及び、引き抜きを容易にするために、取手28を設けたカートリッジ型とした。
【0047】
ヒートブロック58の温度計60と熱源59は検査部制御器8と接続されており、ヒートブロック58の温度を室温から300℃の間の任意温度に加熱、保持することが出来る。
【0048】
次に、図6、図7、図8を用いて、手荷物30サイズによって使用するエアノズルと、噴射するエアジェットの圧力について説明する。
【0049】
発明者らは、手荷物に付着している爆薬微粒子を効率的に剥離するには、手荷物の表面に、手荷物の上方位置から下方位置に向かって順番におよそ15m/s以上の風速のエアジェットを間欠的に照射することが有効であること、及び、剥離した爆薬微粒子を効果的に捕集するには、エアジェットの照射とともにサンプリング室18内の空気を吸気することが重要であることを実験から見出した。
【0050】
図6は、ノズル径1mmのエアノズルについて、エアジェットの圧力を0.05MPaから0.25MPa間で、0.05MPaずつ大きくしながら、ノズル先端からの距離と風速の関係を測定した結果を示している。全ての圧力で距離10cmの風速値が28m/s付近に集中している理由は、風速が使用した測定器の測定値上限を超えているためである。この結果から、最小の圧力0.05MPaでは距離約15cmまでの間でおよそ15m/s以上の風速が得られ、最大圧力の0.25MPaでは、測定範囲を外れているが、測定結果から外挿すると、距離約36cmまでの間でおよそ15m/s以上の風速が得られることがわかった。
【0051】
この結果に基づいて、図7を用いて、手荷物のサイズによって使用するエアノズルと、エアジェットの圧力について説明する。
【0052】
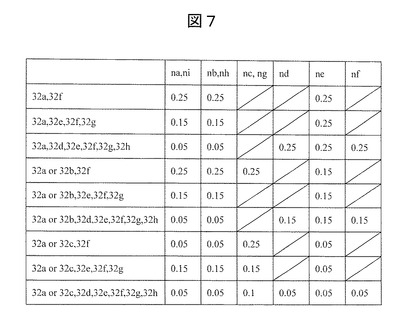
図7は、手荷物認識部14の各受光器32a〜32hの信号の出力条件(出力パターン)と、その際に使用するエアノズルと、エアノズルから噴射するエアジェットの圧力の関係を示している。図7において、左の列に記載している手荷物認識部14の受光器の符号が、その受光器が信号を出力している事を示している。例えば、図7の第2行の「32a,32f」は、手荷物のサイズが小さく、高さを検出するために配置された3個の受光器32a〜32cのうち、一番下の受光器32aだけが手荷物によって遮光され、手荷物の幅を検知するために配置された5個の受光器32d〜32hのうち、中央の受光器32fだけが手荷物によって遮光された状態を示している。また、図7において上の行に記載している符号na,nb,nc,nd,ne,nf,ng,nh,niのnは、符号37,38,39を表している。
【0053】
図7の表中に記載の斜線は、その条件では使用しないエアノズルを示している。また図7の表中に記載のエアジェットの圧力値は、手荷物認識部14の信号出力から求めた手荷物30の最大サイズと最小サイズの中間のサイズで、手荷物30表面におよそ20m/sの風速のエアジェットを当てることができる圧力値を示しており、単位はMPaである。図7の表に示した噴射条件は、予め剥離捕集部制御器10に記憶されている。
【0054】
本実施例では、最も小さい手荷物30の場合、手荷物認識部14では受光器32aと32fのみ信号を出力する。図5で説明したように、準備架台20の表面には色で分けたレーン33a〜33cが塗装してあるので、検査官は、手荷物30のサンプリング室18への挿入場所をほぼ一定にすることができる。従って、手荷物30のサイズによって検知する手荷物認識部14が変わることは少ない。
【0055】
最も小さい手荷物30がサンプリング室18に入った場合、エアジェットを噴射するエアノズルは、各エアノズル群のノズルna,nb,ne,nh,niのみ使用し、その際に噴射するエアジェットの圧力は0.25MPaである。最も大きい手荷物30に対しては、手荷物認識部14の全ての受光器32a〜32iが信号を出力する。この大きな手荷物30の場合、全てのエアノズルからエアジェットを噴射する。その際のエアジェットの圧力は、ノズルnc,ngのみ0.1MPaで噴射し、その他のエアノズルは、0.05MPaで噴射する。
【0056】
各エアノズル群34,35,36からのエアジェットの噴射は、トリガセンサ40の信号が出力された後、手荷物30の上から下に向けて時系列的に順番に行われる。以下に具体的なエアジェットの噴射タイミングについて説明する。
【0057】
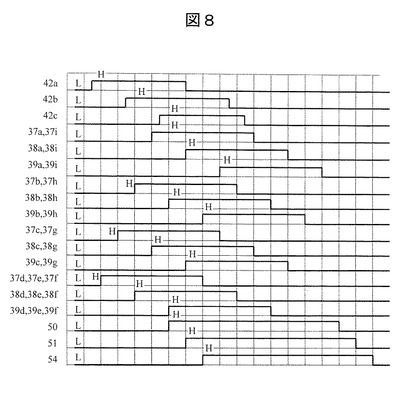
図8は、トリガセンサ40の各受光器42a〜42cの出力信号と各エアノズルの動作タイミングを示すタイムチャートである。図は、トリガセンサ40の各位置を手荷物30が通過する際の、トリガセンサ40の受光器42a〜42cの信号の状態と、各エアノズル37a〜37i,38a〜38i,39a〜39i,52,53,54のエアジェット噴射の状態を示している。図8の横軸は時間軸を示しており、縦軸は、受光器42が信号を出力している状態をH、信号を出力していない状態をLで表している。同様に、各エアノズル37a〜37i,38a〜38i,39a〜39i,52,53,54からエアジェットを噴射している状態をH、エアジェットを噴射していない状態をLで表している。また、本実施例では、手荷物30の配送速度は12m/minに設定している。
【0058】
発明者らは、エアジェットを手荷物に吹き付けて手荷物に付着している試料微粒子を効果的に剥離するには、間欠的に複数回にわけてエアジェットを手荷物に吹き付ける方法が有効であることを、実験から見出した。この知見をもとに本実施例では、図8において、エアジェットを噴射しているHの間は、エアジェットを0.1秒間噴射した後、0.1秒間停止し、その後再び0.1秒間エアジェットを噴射する動作を繰り返し行っている。エアジェットを間欠的に噴射することで、少ない圧縮ガスの消費量で手荷物から効率的に試料微粒子を剥離することができる。
【0059】
手荷物30がサンプリング室18内に配送され、手荷物30のサイズが判定されると、剥離捕集部制御器10は図7のテーブルを参照して動作すべきエアノズルと圧縮ガスの圧力を求め、それをエアノズル制御器15に伝達し、エアノズル制御器15によってエアノズル37a〜37i,38a〜38i,39a〜39iに図7に示した噴射条件が設定される。エアジェットの噴射圧力の条件設定は、エアノズル制御器15内に配置した既知の電空レギュレータ(図示せず)によって行われる。トリガセンサ40の受光器42aから信号が出力されると、第1のエアノズル群34のエアノズル37d,37e,37fが噴射を開始し、その0.2秒後にエアノズル37c,37gが噴射を開始し、その0.2秒後にエアノズル37b,37hが噴射を開始し、その0.2秒後にエアノズル37a,37iが噴射を開始する。噴射開始の間隔を0.2秒とした理由は、手荷物が5cmのノズル間を通過する所要時間が0.25秒であることから、手荷物が通過する0.05秒前に噴射するシーケンスとしている。
【0060】
第1のエアノズル群34のエアノズル37a,37iが噴射した0.2秒後に、捕集器43の上部ノズル群50のエアノズル52が噴射を開始し、その0.2秒後に捕集器43の下部ノズル群51のエアノズル53が噴射を開始する。捕集器43の下部ノズル群51がエアジェットの噴射を開始した0.2秒後に、L字型配管49に設けたアシストノズル54からエアジェットが噴射される。捕集器43の上部ノズル群50と下部ノズル群51、及び、アシストノズル54のエアジェットの圧力は0.1MPaで固定とした。
【0061】
その間に、トリガセンサ40の受光器42bから信号が出力されると、第2のエアノズル群35が第1のエアノズル群34と同じ順番で噴射を開始し、トリガセンサ40の受光器42cから信号が出力されると、第3のエアノズル群36が第1のエアノズル群34と同じ順番で噴射を開始する。
【0062】
第1のエアノズル群34のエアノズル37d,37e,37fから噴射するエアジェットは、トリガセンサ40の受光器42aの信号出力が無くなった後、0.3秒間継続する。0.3秒の時間は、搬送速度が12m/minに設定している本実施例では、トリガセンサ40の受光器42aと第1のエアノズル群34間の距離5cmを通過する所要時間は0.25秒であることから、本実施例では、余裕を見て0.3秒に設定した。同様に、エアノズル37d,37e,37fのエアジェットの噴射が終了した0.3秒後に、エアノズル37c,37gからのエアジェットの噴射を終了する。次いで、エアノズル37c,37gのエアジェットの噴射が終了した0.3秒後に、エアノズル37b,37hからのエアジェットの噴射を終了する。次いで、エアノズル37b,37hのエアジェットの噴射が終了した0.3秒後に、エアノズル37a,37iからのエアジェットの噴射を終了する。0.3秒の時間は、搬送速度を12m/minに設定している本実施例では、第1のエアノズル群34のエアノズル37d,37e,37fとエアノズル37c,37gの間隔と、エアノズル37c,37gとエアノズル37b,37hの間隔と、エアノズル37b,37hとエアノズル37a,37iの間隔が5cmであり、この距離を通過する所要時間は0.25秒であることから、余裕を見て0.3秒に設定した。
【0063】
図7において使用しないエアノズルがある場合は、図8においてそのエアノズルをLの状態に保持する。また、同じ手荷物30で、大きさが途中で変わっている場合でも、その大きさの変化をサンプリング室入口29の手荷物認識部14で常に検知することができる。従って手荷物30が搬送されている間に、手荷物30の大きさが変わっても、図7に記載した条件を、エアジェットを噴射するまでの間に各エアノズル群34,35,36に適用することができるので、手荷物30へのエアジェットの照射条件は、常に風速をおよそ15m/s以上に制御することができる。
【0064】
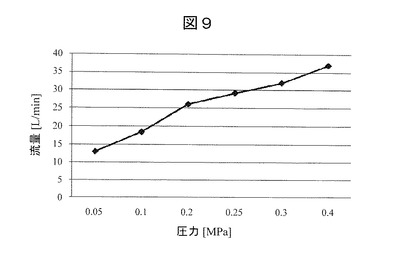
図9に、ノズル径が1mmのエアノズルを使用した時の、エアジェットの圧力と消費流量を測定した結果を示す。図9の結果から、図7に示した条件で最も大きい手荷物30にエアジェットを噴射した場合の消費流量は995L/分である。一方、全ノズルを最大の噴射圧力である0.25MPaで噴射した場合の消費流量は1750L/分である。従って、本実施例によれば、全ノズルを最大の噴射圧力で噴射した場合の約1/2の空気消費量で、手荷物30から試料微粒子を剥離することができる。その結果、圧縮ガス発生部をより小さくすることができる。
【0065】
本実施例によれば、手荷物30からの試料微粒子の剥離を、手荷物30に上から順番に、手荷物30から剥離できる一定の条件でエアジェットを吹き付けることができるので、効率的に行う事が出来る。また、消費するエアジェットの流量も、最小限にすることができる。
【0066】
手荷物30から剥離した試料微粒子は、前述した分離部12の排風器55によって、捕集器43の下に接続した吸気管44とL字型配管49を通って分離部12に吸引される。この時吸気される空気と一緒に、手荷物30から剥離された危険物質や塵埃なども吸い込まれる。爆発物資に比べて大きい形状の塵埃は、粗フィルタ45によって捕集されるので、危険物質のような小さい物質のみが分離部12に空気と一緒に輸送される。
【0067】
本実施例では、分離部12の外筒57とL字型配管49の接続口の流速は、外筒57の内部にサイクロン現象が生じる約12m/sとなるように、排風器55による外筒57の吸気量を制御している。排風器55によって吸気された危険物質を含む空気は、円錐形状を有する外筒57の内面の外周に沿って下降する渦流を形成する。渦の流れは、外筒57の下部付近へ達した後、内筒56に吸い込まれて排風器55から外に排出される。この時、試料微粒子は外筒57の内面に沿って外筒57の下部へ沈降し、外筒57下部に接続した加熱部22内の捕集フィルタ17の表面に捕集される。
【0068】
発明者らは、実際の爆薬の粒径を観察したところ、最小の大きさは10〜20ミクロンの粒子であることを見出した。この知見から本実施例では、捕集フィルタ17は、耐熱性、耐久性に優れ、非透過性で12.7ミクロンの開口を持つ粗さのステンレス製フィルタ61を使用した。非透過性のフィルタであるので、10〜20ミクロンの粒子を捕獲することができる。
【0069】
捕集フィルタ17は、ステンレス製フィルタ61と、ステンレス製フィルタ61を保持するカートリッジ62と、カートリッジをヒートブロック58に装着する際の取手28から構成される。捕集フィルタ17は、加熱されているヒートブロック58に挿入されているので、捕集フィルタ17内のステンレス製フィルタ61も、ヒートブロック58と同等の温度に加熱されている。従って、ステンレス製フィルタ61に付着した試料微粒子は急速に加熱されるので、試料微粒子の気化が急速に促進され、試料ガスが生成される。
【0070】
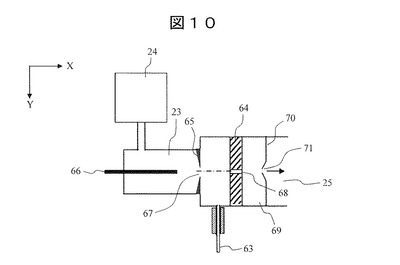
次に、本実施例の付着物検査部2について、図10を用いて説明する。図10は、付着物検査部2のイオン源部23の構成を説明する上面図である。図10はZ軸の正方向から見た図であり、イオン源部23以外の付着物検査装置1の各部は図示を省略している。
【0071】
ヒートブロック58内で生成した試料ガスは、吸引ポンプ24により導入配管63を通り、イオン源部23の、第1の細孔付電極64と対向電極65との間の空間に運ばれる。イオン源部23と導入配管63には、熱源(図示せず)と温度計(図示せず)が設けられている。この熱源への電力の供給は、温度計の出力信号に基づき、制御部により制御され、気化した試料がイオン源部23の内部に吸着しないように、イオン源部23と導入配管63は、常時所望の温度に加熱、保持されている。
【0072】
イオン源部23には針電極66が配置され、針電極66と対向電極65との間に高電圧が印加されている。針電極66の先端付近にコロナ放電が発生し、まず、窒素、酸素、水蒸気等がイオン化される。これらのイオンは一次イオンと呼ばれる。一次イオンは、電界により対向電極65側に移動する。第1の細孔付電極64と対向電極65との間の空間に運ばれてきた気化した試料は、対向電極65に設けられた開口部67を介して、針電極66が配置される空間に流れ、一次イオンと反応してイオン化される。大気中のコロナ放電を利用して1次イオンを生成し、この1次イオンとガスとの化学反応を利用してガス中の化学物質をイオン化する方法は、大気圧化学イオン化法と呼ばれている。
【0073】
対向電極65と第1の細孔付電極64との間には1kV程度の電位差があり、イオンは第1の細孔付電極64の方向に移動して、第1のイオン導入細孔68を介して差動排気部69に取り込まれる。差動排気部69では断熱膨張が起こり、イオンに溶媒分子等が付着する、いわゆるクラスタリングが起きる。クラスタリングを軽減するため、第1の細孔付電極64、第2の細孔付電極70をヒーター等で加熱するのが望ましい。
【0074】
大気圧化学イオン化法により生成された試料のイオンは、第1の細孔付電極64の第1のイオン導入細孔68、排気系(図示せず)により排気された差動排気部69、第2の細孔付電極70の第2のイオン導入細孔71を介して、質量分析部25に導入される。質量分析部25は、排気系(図示せず)により排気されている。イオン源部23と質量分析部25は、1つの容器を構成している。
【0075】
質量分析部25に導入された試料のイオンは、イオントラップ型質量分析計によって質量分析される。データ処理部27には、予め、検出しようとする単数又は複数の危険物質を同定するために必要な質量電荷比の値が、設定されている。この検出しようとする危険物質の同定に必要な質量電荷比に関する、質量分析計の検出器の出力信号は、試料のイオンの質量分析の結果として、所定の時間間隔で連続してデータ処理部27に送られ、データ処理される。データ処理部27の記憶手段には、複数の爆薬、薬物等の危険物質を同定する必要な質量分析データ(質量電荷比の値と相対強度)、及び、危険物質の同定判断の基準となる信号強度の判定閾値が、データベースとして、記憶されている。データ処理部27に送られてきた信号の質量電荷比が、記憶手段から読み出されたデータベースと照合され、ある危険物質の記憶されている質量電荷比と同定され、送られてきた信号の強度が、判定閾値よりも大きい時、危険物質の存在の可能性を、操作パネル7に表示して操作者に知らせる。
【0076】
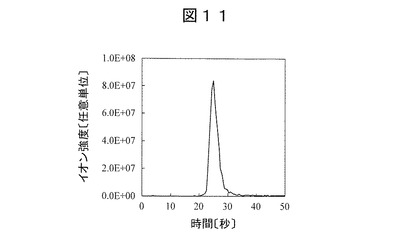
図11は、本実施例の付着物検査装置を用いて、C4爆薬粒子が付着した手荷物を検査した結果を示している。図11において、縦軸は任意単位の信号強度を示しており、横軸は秒単位の時間を示している。
【0077】
図11に示すように、C4爆薬成分が検出されたことを示す明瞭な信号を得ることができている。この結果から、実施例1の付着物検査装置を用いることで、C4爆薬粒子が付着した実際の手荷物から、C4爆薬粒子をエアジェットで剥離し、捕集フィルタ17で捕集し、ヒートブロック58で気化し、質量分析部25でC4爆薬成分を検知できることを証明した。
【0078】
以上述べてきた本実施例による付着物検査装置1は、手荷物に付着した試料微粒子に爆薬などの危険物質が含まれているか否かの検査を、手荷物に接触せずに、また、自動で、一定の条件で検査することができるので、手荷物に破損や汚染などを生じさせることなく、また、熟練した検査員を必要とせずに、迅速に検査することができる。
【0079】
次に、本実施例の付着物検査装置における、自己クリーニングの方法について説明する。
【0080】
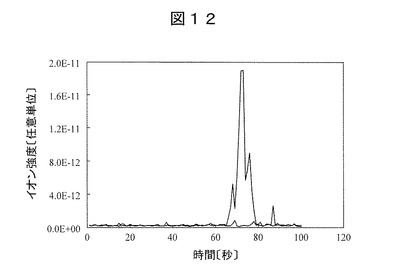
図12は、本実施例の付着物検査装置1で、C4爆薬を検出した後の捕集器43について、排風器55で吸気しながら、捕集器43の内壁にエアジェットを吹きつけた際に使用した捕集フィルタ17について爆薬の有無を検査した結果を示している。図12において、縦軸は任意単位の信号強度を示しており、横軸は秒単位の時間を示している。図12に示すように、明らかにC4爆薬を検出した後の捕集器43から採取した試料粒子からC4爆薬を示す信号が得られている。
【0081】
また発明者らは、本実施例の付着物検査装置1において、トリニトロトルエン爆薬を検出した後に、外筒57部の内部に排風器55による吸引によってサイクロン現象を発生させながら、L字型配管49の内壁に、粗フィルタ45接続側からエアジェットを吹きつけて、捕集フィルタ17に捕集されるトリニトロトルエン爆薬の有無を検査した。検査の結果、捕集フィルタ17にトリニトロトルエン爆薬が捕集されることを確認した。この結果から、一度トリニトロトルエン爆薬を採取したL字型配管49の内部には、トリニトロトルエン爆薬粒子が残留することを見出した。
【0082】
これらの結果から、発明者らは、一度爆薬微粒子を採取した捕集器43やL字型配管49には、爆薬微粒子が残留することを見出した。捕集器43の内壁やL字型配管49に爆薬微粒子などの危険物微粒子が残留した状態で次の手荷物を検査すると、捕集器43の内壁やL字型配管49に残留した危険物微粒子が再剥離して、捕集フィルタ17に捕集されることが考えられる。この場合、実際には手荷物には危険物微粒子は付着していないが、危険物を検知することになるので、誤検知の原因となる。従って、手荷物の付着物検査装置において、捕集器43やL字型配管49の自己クリーニング機能は、非常に好ましい機能であることがわかった。
【0083】
捕集器43の内壁、及び、L字型配管49のクリーニング手段として、検査員が清浄な拭取材で捕集器43内壁を丹念にふき取り清掃を行う手段や、L字型配管49を交換するなどの手段も考えられるが、検査員の安全性や、清掃や交換に要する時間、捕集器43内壁の人による汚染等を考慮すると、現実的ではない。従って、付着物検査装置には、捕集器43の内壁とL字型配管49を自動でクリーニングする機能が必要である。
【0084】
自己クリーニング機能の課題として、(1)自己クリーニングに要する時間は、検査を速やかに再開できるようにするために出来るだけ短い時間であること、(2)誤検知を防ぐために、クリーニング効果を定量的に確認すること、がある。
【0085】
本実施例の付着物検査装置1では、特別な自己クリーニングのための部品、装置を必要とせずに、自動で、人を介さずに捕集器43をクリーニングすることができて、さらにクリーニングの効果を定量的に検査することができる。
【0086】
本実施例の付着物検査装置1による自己クリーニングは、以下の手順で行う。
データ処理部27で検査結果から爆薬成分を検出したと判断した場合、操作パネル7に表示して検査員に知らせる。その後、付着物検査装置1は自己クリーニングを開始する指示待ちの状態となる。検査員によって操作パネル7から自己クリーニング実行の指示が選択されると、中央制御部3から剥離捕集部制御器10、検査部制御器8に自己クリーニング工程の指示を出す。
【0087】
剥離捕集部制御器10では、通常の検査工程を停止し、予め決められた自己クリーニング工程を始める。自己クリーニング工程は以下の手順で行う。排風器55を駆動し、捕集器43内を吸気するとともに、圧縮ガス発生部16を駆動する。
【0088】
サンプリング室18内の第1、第2、第3のエアノズル群34,35,36のエアノズルnd,ne,nf(nは符号37,38,39を表す。以下、同じ)からエアジェットを0.25MPaの圧力で、0.5秒間噴射する。エアノズルnd,ne,nfからのエアジェットの噴射が終了した後に、エアノズル群34,35,36のノズルnc,ngからエアジェットを0.25MPaの圧力で、0.5秒間噴射する。エアノズルnc,ngからのエアジェットの噴射が終了した後に、エアノズル群34,35,36のノズルnb,nhからエアジェットを0.25MPaの圧力で、0.5秒間噴射する。エアノズルnb,nhからのエアジェットの噴射が終了した後に、エアノズル群34,35,36のノズルna,niからエアジェットを0.25MPaの圧力で、0.5秒間噴射する。
【0089】
サンプリング室18内のエアジェットの噴射が終了した後、捕集器43の上部ノズル群50から、エアジェットを0.25MPaで0.5秒間噴射する。上部ノズル群50からのエアジェットの噴射が終了した後に、下部ノズル群51からエアジェットを0.25MPaで0.5秒間噴射する。上部ノズル群50と下部ノズル群51からのエアジェットの噴射が終了した後に、L字型配管49のアシストノズル54から、エアジェットを0.25MPaで0.5秒間噴射する。
【0090】
エアジェットを手荷物に噴射することによって、手荷物から爆薬微粒子を剥離できることは実証済みである。従って、エアジェットをサンプリング室18と捕集器43内とL字型配管49内に噴射することで、サンプリング室18と捕集器43内とL字型配管49内に残留した爆薬微粒子は剥離され、排風器55による吸引によって分離部12まで輸送される。
【0091】
次に、捕集器43とL字型配管49が爆薬微粒子を検知する前と同等の清浄性に復帰したかを自己検査する。
【0092】
一回の自己クリーニングのためのエアジェット噴射毎に、捕集フィルタ17から検出した成分と予め記憶している爆薬微粒子の成分を比較する。比較の結果、付着物検査部2で爆薬の信号を検知していないレベルと判断すると、自己クリーニングを終了して通常の検査工程を再開し、爆薬の信号を検知しているレベルと判断すると、再び自己クリーニングを開始する。
【0093】
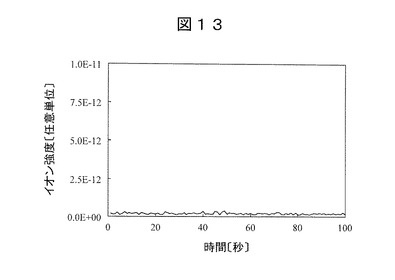
図13は、本実施例で、C4爆薬を検出した後の付着物検査装置1を、上述の方法で自己クリーニングした時に使用した捕集フィルタ17を検査した結果を示している。図13は、上述した自己クリーニング工程を8回繰り返した後の検査結果である。図13に示すように、自己クリーニング工程を8回繰り返し行うことで、C4爆薬を示す信号が全く変化しなくなる。この結果から、本実施例の自己クリーニング方法によれば、付着物検査装置1を清浄化できることを証明できた。
【0094】
以上説明してきた本実施例による自己クリーニング手段によれば、一旦手荷物から爆薬などの危険物質を検知した場合でも、付着物検査装置1の捕集器43とL字型配管49のクリーニングを、自動で、短時間で行うことができる。また、クリーニング後の捕集器43とL字型配管49の清浄度を、付着物検査部2で測定することで、クリーニングの効果を定量的に確認することができるので、危険物を検知した後の検査でも誤検知することが無い。なお、自己クリーニングの効果の測定は、自己クリーニング毎に実施しなくても良い。予め決めた回数の自己クリーニングを終えた時に自己クリーニングの効果の測定を行うようにすることで、自己クリーニングの所要時間をより短くすることができる。この場合、粗フィルタ45のステンレス製粗フィルタ46を捕集フィルタ17と同じ12.7μmの開口をもつ粗さのフィルタに換装する事で、自己クリーニングの際に捕集器43から排出される塵埃が捕集フィルタ17まで輸送されなくなるので、分離部12やイオン源部23が汚染される事を防ぐことができる。
【0095】
次に、自己クリーニングの際の粗フィルタ45の交換を自動化した、付着物検査装置1の実施例を説明する。
【0096】
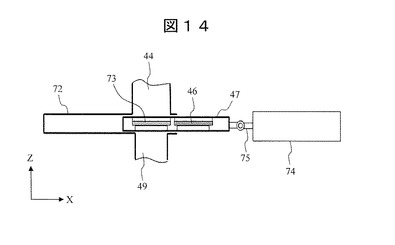
図14は、粗フィルタ45の自動交換部を説明する一部断面を含む側面図である。図14において側面図は、Y軸の正方向から見た側面図であり、粗フィルタ45の交換機構以外の各部は図示を省略している。
【0097】
粗フィルタ45は、粗フィルタ収納ケース72内に、0.2mmの開口をもつ粗さのステンレス製粗フィルタ46と、12.7μmの開口をもつ粗さのステンレス製細フィルタ73を、トレー47上に並列に固定している。トレー47は、空気シリンダ74のピストン75と接続している。空気シリンダ74は、内部に圧縮空気を入れると、ピストン75が動く。
【0098】
以下に本実施例による、粗フィルタ45の自動交換について説明する。
付着物検査部2で自己クリーニングが選択されると、まず空気シリンダ74にピストン75を引き込む方向に圧縮空気を送気する。ピストン75が引き込み、トレー47が粗フィルタ収納ケース72から引き出されて、12.7μmの開口をもつ粗さのステンレス製細フィルタ73が吸気管44の位置に移動する。トレー47の位置は、空気シリンダ74によって、自己クリーニングの間保持される。所定の回数、前述した自己クリーニングが行われた後、空気シリンダ74にピストン75を押し出す方向に圧縮空気を送気する。ピストン75と接続したトレー47は、ピストン75と一緒に押し出されて、0.2mmの開口をもつ粗さのステンレス製粗フィルタ46が吸気管44の位置に戻る。本実施例によれば、自己クリーニングの際の粗フィルタ45の交換を自動化できるので、より実用的な付着物検査装置を提供できる。
【0099】
次に、塵埃などで汚染された捕集フィルタ17を、自動で交換しながら、連続した検査を行うことができる付着物検査装置の実施例について説明する。
【0100】
1日に行う手荷物の検査は、検査場所にもよるが、膨大な数になることが想像できる。一般に手荷物には、加熱しても気化しない金属や、土砂などの固形物が付着している。このような手荷物にエアジェットを照射した場合、それら気化しない固形物も手荷物から剥離して捕集フィルタ17に捕集される。連続して手荷物の検査を進めるに従い、それらの固形物が捕集フィルタ17に堆積し、捕集フィルタ17の目詰りや、それらから発生するガスによって、付着物検査部2のバックグランド信号強度が高くなるので、検知感度を低下させる原因となる。従って、付着物検査装置1に、捕集フィルタ17を適宜自動交換できる捕集フィルタ自動交換機構を備えることで、上述した問題を発生することなく連続した検査を行えるようになる。
【0101】
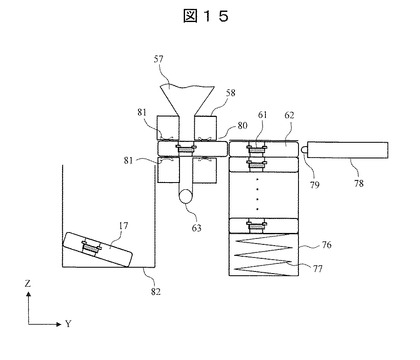
図15は、付着物検査装置において、捕集フィルタ17の自動交換機構を説明する一部断面を含む正面図である。図15において、正面図はX軸の負方向から見た図であり、捕集フィルタ17、外筒57、ヒートブロック58以外の各部は図示を省略している。
【0102】
本実施例の捕集フィルタ17の自動交換機構では、捕集フィルタ17をケース76の内部に10個直列に装填している。ケース76には、熱源(図示せず)と温度計(図示せず)を設けており、捕集フィルタ17をヒートブロック58と同じ温度に加熱し保持している。
【0103】
また、ケース76の底面にはバネ77が設けてあり、常に捕集フィルタ17をケース76の上面に押し付けている。ケース76には、ヒートブロック58に捕集フィルタ17を挿入する空気シリンダ78を配している。空気シリンダ78は、内部に圧縮空気を入れるとピストン79が動く。
【0104】
ヒートブロック58とケース76には、捕集フィルタ17が通過する貫通穴80が設けられている。ヒートブロック58の貫通穴80には、板バネ81が収められており、捕集フィルタ17がヒートブロック58の貫通穴80に挿入されると、板バネ81の反力で捕集フィルタ17はヒートブロック58に保持される。空気シリンダ78とヒートブロック58を挟んで対向する位置に、捕集フィルタ17を回収する回収容器82が設けられている。
【0105】
以下に、本実施例による捕集フィルタ17の自動交換について説明する。
通常の検査モードで測定されるイオン源検査部2のバックグランドの信号強度が、捕集フィルタ17の交換を判定するしきい値を超えると、操作パネル7に捕集フィルタ17交換のメッセージが表示され、検査官の指示待ちの状態となる。この間も検査は継続して行われる。検査官によって捕集フィルタ17交換が選択されると、通常の検査モードを終了し、捕集フィルタ17の交換モードを実行する。捕集フィルタ17の交換モードが実行されると、空気シリンダ78に、ピストン79を押し出す方向に圧縮空気を送気する。すると、ピストン79が押し出され、ケース76内の捕集フィルタ17に接触し、そのまま捕集フィルタ17をケース76から押し出し、ヒートブロック58の穴に押し込む。汚染された捕集フィルタ17は、新しい捕集フィルタ17にヒートブロック58から押し出され、回収容器82に落下する。新しい捕集フィルタ17は、ピストン79が伸びきった位置で、捕集フィルタ17のステンレス製フィルタ61部分が、外筒57と同軸上の位置に移動し、その位置で板バネ81によってヒートブロック58内に保持される。次に、空気シリンダ78に、ピストン79が引き込む方向に圧縮空気を送気する。ピストン79はヒートブロック58、ケース76から引き込まれ、待機位置に戻る。ピストン79がケース76から抜けると同時に、新しい捕集フィルタ17がバネ77によって上に移動する。回収した汚染された捕集フィルタ17は、再度洗浄や捕集フィルタ17の交換を行い、再利用される。
【0106】
捕集フィルタ17の交換が終了すると、操作パネル7に「検査開始できます」のメッセージが表示され、検査官の指示待ちの状態となる。検査官によって検査開始が指示されると、通常の検査モードに戻る。
【0107】
以上説明してきた捕集フィルタ17の自動交換機構を用いた付着物検査装置によれば、捕集フィルタ17の汚染状況を定量的に監視し、捕集フィルタ交換の判定しきい値を超えると、自動で捕集フィルタ17を交換する付着物検査装置1を実現できる。また、交換する新しい捕集フィルタ17は、予めヒートブロック58と同じ温度に加熱保持しておくので、交換後の捕集フィルタ17を加熱脱ガス処理するなどの工程を省くことができ、ヒートブロック58に挿入した後のヒートブロック58と同じ温度に加熱するまでの時間を短くできる。従って、捕集フィルタ17の交換をした後でも、極短時間で通常の検査モードに戻ることができるので、連続した手荷物の検査を行うことができる。
【0108】
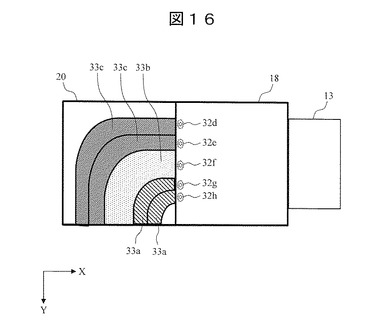
図16は、手荷物30の種類に応じてサンプリング室18へ挿入するレーンを、サンプリング室18の片側に寄せた付着物検査装置の別の実施例を示している。図16は、Z軸の正方向から見た図であり、付着物検査装置1の外観を示す上面図である。
【0109】
小物類などを図7に示した条件で、サンプリング室18の中央に挿入して検査する場合、小物類の表面と各エアノズルの距離が遠くなるので、風速およそ15m/sのエアジェットを、小物類の表面に吹き付けるのが難しい場合がある。本実施例は、この課題を解決する手段として、手荷物のサイズに応じてサンプリング室18に挿入する位置をサンプリング室18の中心から片方に寄せる実施例である。本実施例によれば、小物類の検査でも容易におよそ15m/s以上のエアジェットを吹き付けることができる。
【0110】
手荷物配送駆動部13と準備架台20の表面に、検査官から見える位置に、レーンを3色に色分けして塗装している。青色のレーン33aは小物類をサンプリング室18に挿入する範囲を示しており、サンプリング室18の中央から図の下側(検査官側)に寄った位置に挿入するように誘導する。同様に、緑色のレーン33bは、ハンドバック類などの比較的中間の大きさの手荷物をサンプリング室18に挿入する範囲を示しており、赤色のレーン33cは、キャリーケース類などの大型の大きさの手荷物をサンプリング室18に挿入する範囲を示している。
【0111】
手荷物類をサンプリング室18の片側に寄せて挿入することで、寄せられたサンプリング室18の内側面に配したエアノズルと手荷物の距離が近くなるので、さらに小さいエアジェットの圧力で効果的に風速およそ15m/sのエアジェットを手荷物30に吹き付けることができる。
【0112】
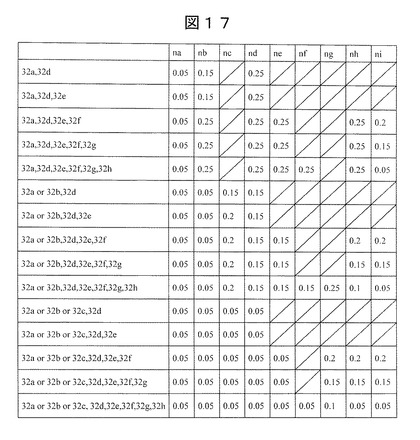
図17に、図6の結果に基づいて、手荷物認識部14の各受光器32a〜32hの信号の出力条件と、その際に使用するエアノズルと、エアノズルから噴射するエアジェットの圧力の関係を示す。
【0113】
図17において、左の列に記載している手荷物認識部14の受光器32a〜32hの符号は、その受光器が遮光されて信号を出力している事を示している。また、上の行に記載している符号na,nb,nc,nd,ne,nf,ng,nh,niのnは、符号37,38,39を表している。図17の表中に記載の斜線は、その条件では使用しないエアノズルを示している。また、図17の表中に記載のエアジェットの圧力値は、手荷物認識部14の信号出力から求めた手荷物の最大サイズと最小サイズの中間のサイズで、手荷物の表面におよそ20m/sの風速のエアジェットを当てることができる圧力値を示しており、単位はMPaである。また、各エアノズルからのエアジェット噴射のタイミングは、図8に従う。
【0114】
本実施例によると、最も小さい手荷物を検査する場合を例にとると、手荷物認識部14では受光器32a,32hのみ信号を出力する。この手荷物がサンプリング室18に入った場合、エアジェットを噴射するエアノズルとしては、各エアノズル群34,35,36のエアノズルna,nb,ndを使用し、その他のエアノズルは使用しない。噴射するエアジェットの圧力は、エアノズルnaは0.05MPa、エアノズルnbは0.15MPa、エアノズルndは0.25MPaである。
【0115】
本実施例によれば、財布などの小さい手荷物にも効率的に風速およそ15m/s以上のエアジェットを吹き付けることができるので、より信頼性の高い付着物検査を行う事ができるようになる。
【0116】
また、図7と図17に示す両方の条件を、剥離捕集部制御器10に記憶させることで、手荷物がサンプリング室18内のどの位置に配送されても、手荷物表面に効率的にエアジェットを当てることができるようになるので、なお一層実用的である。
【0117】
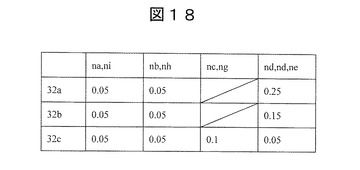
さらに、図7と図17に示す両方の条件を満たさない手荷物の場合は、手荷物認識部14の受光器32a,32b,32cの出力のみを参照した噴射条件とする。図18に、手荷物認識部14の各受光器32a,32b,32cの信号の出力条件と、その際に使用するエアノズルと、エアノズルから噴射するエアジェットの圧力を示す。
【0118】
図18において、左の列に記載している手荷物認識部14の受光器32の符号が、その受光器32が信号を出力している事を示している。また、図18において上の行に記載している符号na,nb,nc,nd,ne,nf,ng,nh,niのnは、符号37,38,39を表している。図18の表中に記載の斜線は、その条件では使用しないエアノズルを示している。図18の表中に記載のエアジェットの圧力値は、手荷物認識部14の信号出力から求めた手荷物の最大サイズと最小サイズの中間のサイズで、手荷物表面におよそ20m/sの風速のエアジェットを当てることができる圧力値を示しており、単位はMPaである。また、各エアノズルからのエアジェット噴射のタイミングは、図8に従う。
【0119】
本実施例によれば、手荷物の縦方向のみの大きさを参照としてエアジェットを噴射するので、不定形の手荷物にも効率的に風速およそ15m/s以上のエアジェットを吹き付けることができる。従って、より信頼性が高く、実用性の高い付着物検査を行う事ができるようになる。
【0120】
また、図7と図17に示す両方の条件において、噴射するエアジェットの圧力を一定にし、噴射するノズルのみを選択してエアジェットを噴射してもよい。この場合、エアジェットの圧力は、図7と図17に示す両方の条件において最も高い0.25MPaとする。本実施例によれば、エアノズル制御器15で圧縮空気の圧力を調整する必要が無くなるので、より安価な付着物検査装置を実現できる。
【0121】
以下に、図19、図20を用いて、以上述べてきた本実施例の付着物検査装置における手荷物検査の工程と、自己クリーニングの工程について説明する。
【0122】
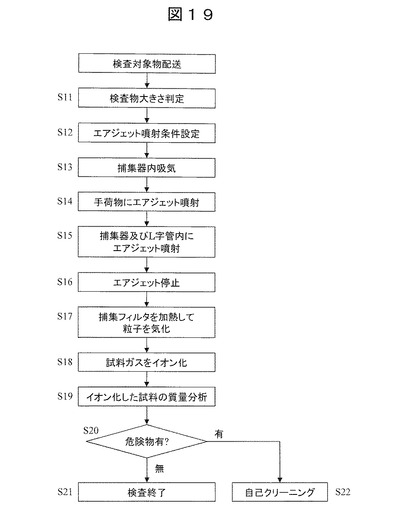
図19は、各部の動作の工程を示したフローチャートである。まず、通常の検査工程について説明する。
【0123】
手荷物30が搬送されると、まず手荷物30の大きさを測定し(S11)、噴射条件を各エアノズル群34,35,36のエアノズルに設定する(S12)。この噴射条件の設定は、剥離捕集部制御器10に記憶されている図7、図17あるいは図18の噴射パターンをエアノズル制御器15に配置した電空レギュレータに適用することによって行われる。次いで排風器55を駆動し、捕集器43内の空気を吸引してから(S13)、手荷物30の表面に上から下に向けて時系列的にエアジェットを噴射する(S14)。時系列的なエアジェットの噴射は、図8に示したタイムシーケンスに従って行われる。次いで捕集器43の上部ノズル群50、及び、L字型配管49のアシストノズル54からエアジェットを噴射する(S15)。その後、エアノズルからのエアジェット噴射を停止する(S16)。
【0124】
捕集フィルタ17は加熱されているため、捕集フィルタ17に捕獲されている試料微粒子も加熱されて、気化し、試料ガスを生成する(S17)。試料ガスは、イオン源部23に運ばれてイオン化され(S18)、その後、質量分析部25に送られて質量分析される(S19)。分析結果をもとに、データ処理部27で危険物の有無の判定、及び危険物がある場合にはその種類を同定する(S20)。判定の結果、危険物が検出されなければ、その手荷物についての検査を終了し(S21)、次の手荷物の検査に移る。判定の結果、危険物が検出されれば、検査員に危険物が検出されたことを伝え、自己クリーニング工程を行うかどうかの指示を待つ(S22)。
【0125】
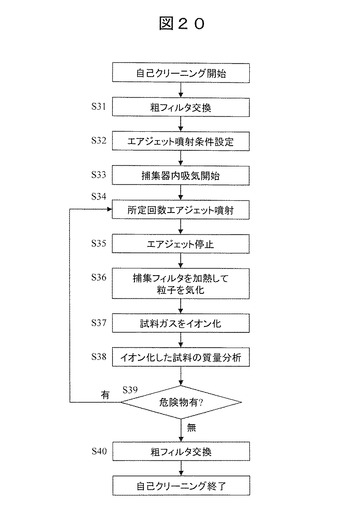
次に、自己クリーニングの工程について説明する。図20は、自己クリーニングの工程を示したフローチャートである。
【0126】
検査員から自己クリーニング開始の指示が出ると、粗フィルタ45が捕集フィルタ17と同じ12.7μmの開口をもつ粗さのフィルタに換装される(S31)。同時に自己クリーニングの噴射条件がエアノズル制御器15に伝達され、圧縮空気の圧力が調整される(S32)。排風器55を駆動し、捕集器43の空気を吸引し(S33)、その後、各エアノズル群34,35,36及び、捕集器43の上部ノズル群50、下部ノズル群51、及び、L字型配管49のアシストノズル54からエアジェットを噴射する(S34)。この操作を所定の回数実施してから、エアジェット噴射を停止する(S35)。なお、ステップ31〜33の工程は順序を入れ替えてもよいし、同時に行ってもよい。
【0127】
その後、捕集フィルタ17に捕獲されている試料微粒子を分析する。具体的には、捕集フィルタ17を加熱して捕獲されている試料微粒子を気化し(S36)、気化した試料ガスをイオン化し(S37)、イオン化した試料を質量分析部21によって質量分析する(S38)。分析結果をもとに、データ処理部27で危険物の有無を判定する(S39)。危険物が検出されなければ、自己クリーニングは終了し、粗フィルタ45を0.2mmの開口をもつ粗さのステンレス製粗フィルタ46に交換し(S40)、通常の検査工程を開始できることを検査員に知らせる。危険物が検出されれば、ステップ34に戻って自己クリーニング工程を繰り返す。
【0128】
こうして本実施例によると、自己クリーニングが可能な付着物検査装置、及び、付着物検査方法が提供される。さらに、自動で捕集フィルタの交換ができることにより、稼働率を向上させるとともに検査に必要な人員を削減することができる付着物検査装置、及び、方法が提供される。
【0129】
[実施例2]
以上説明してきた実施例のエアノズルの配置は、各エアノズル群34,35,36に属する各エアノズルを手荷物配送方向に5cmずつずらした配置としているが、手荷物配送方向にずらすことなく各エアノズル群34,35,36に属する各エアノズルを上下方向に1列に配置してもよい。
【0130】
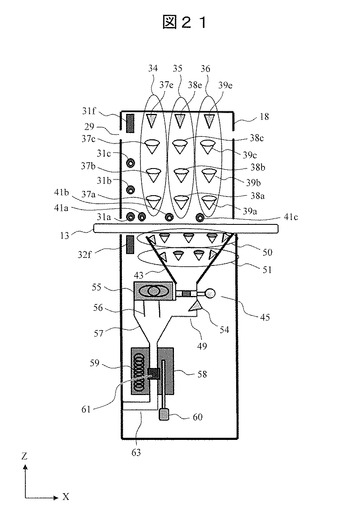
図21は、各エアノズル群34,35,36を上下方向に1列に、合計3列配した付着物検査装置1の実施例を示している。図21は付着物検査装置の手荷物認識部14と各エアノズル群34,35,36の構成を説明する図であり、サンプリング室18内の一部断面を含む側面図である。図21において、断面は、サンプリング室18の中心を通りサンプリング室18の手荷物配送方向に平行な断面である。側面図は、Y軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略している。
【0131】
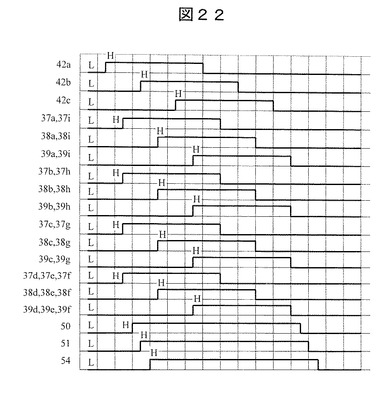
図21において、第1のエアノズル群34を構成するエアノズル37a,37b,37c,37d,37e,37f,37g,37h,37i(図には37a,37b,37c,37eのみが現れている)は、サンプリング室入口29から5cm離れた、同じX座標の位置に上下方向に1列に配置されている。第2のエアノズル群35を構成するエアノズル38a〜38i(図には38a,38b,38c,38eのみが現れている)は、第1のエアノズル群34から5cm離れた、同じX座標の位置に直列に配置している。第3のエアノズル群36を構成するエアノズル39a〜39i(図には39a,39b,39c,39eのみが現れている)は、第2のエアノズル群35から5cm離れた、同じX座標の位置に直列上下方向に1列に配置している。トリガセンサ40は実施例1と同じ位置に配置している。本実施例による各エアノズル群34,35,36からのエアジェットの噴射タイミングを図22に示す。
【0132】
トリガセンサの受光器42aが信号を出力した0.2秒後に、第1のエアノズル群34を構成する各エアノズル37a〜37iからエアジェットの噴射を開始する。エアジェットを噴射しているHの状態の間は実施例1と同じく、エアジェットの噴射を0.1秒行った後、0.1秒間停止し、その後再び0.1秒間エアジェットを噴射する動作を繰り返す。第1のエアノズル群34から噴射するエアジェットは、トリガセンサの受光器42aの出力が無くなった後、0.3秒間継続する。トリガセンサの投光器41aと第1のエアノズル群34間の距離は5cmであるので、搬送速度が12m/minに設定している本実施例では、この間の所要時間は0.25秒である。本実施例では、余裕を見て0.3秒に設定した。
【0133】
トリガセンサの受光器42aに続いて受光器42bが信号を出力すると、第2のエアノズル群35を構成するエアノズル38a〜38iからエアジェットの噴射を開始する。同様にトリガセンサの受光器42cが信号を出力すると、第3のエアノズル群36を構成するエアノズル39〜39iからエアジェットの噴射を開始する。この他、捕集器43の上部ノズル群50、下部ノズル群51、L字型配管49のアシストノズル54からのエアジェットの噴射のタイミングは、実施例1と同じタイミングで行う。
【0134】
第2のエアノズル群35と第3のエアノズル群36からのエアジェットの噴射を停止するタイミングは、第1のエアノズル群34と同様に、トリガセンサの受光器42b、受光器42cの出力が無くなった後0.3秒間継続して終了する。
【0135】
本実施例によれば、エアノズルを直列上下方向に1列に配置するので、サンプリング室18の奥行き長さを短くすることができる。従って、付着物検査装置1の占有面積を小さくする効果がある。
【0136】
[実施例3]
以上説明してきた実施例1及び実施例2の付着物検査装置は、X線透過型検査装置と併用することで、さらに高い検査能力を得ることができる。
【0137】
X線透過型検査装置においては、X線を照射し撮影するX線検査領域はごく限られた場所に限定されているのが一般的である。通常、X線透過型検査装置のほぼ中央付近に、X線検査領域がある場合が多い。従って、X線検査領域を除く他の場所に、実施例1,2で説明した付着物検査手段を組み込むことができる。
【0138】
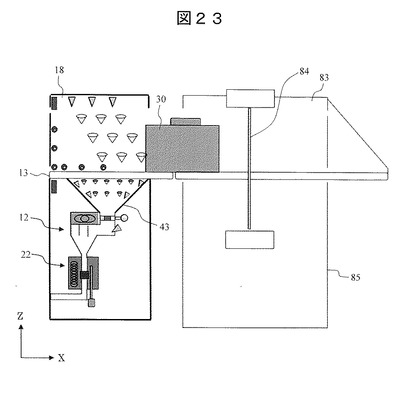
図23は、従来のX線透過型検査装置83に、実施例1あるいは実施例2に示した付着物検査装置1を直列に並べて結合した実施例を示している。図23はY軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略している。X線透過型検査装置83は、筐体85内にX線源を有し、装置のほぼ中央にX線検査領域84を有する。付着物検査装置1の手荷物配送駆動部13の高さを、X線透過型検査装置83と同じ高さにするだけで、手荷物30の付着物の検査とX線による手荷物内部の検査が可能となる。
【0139】
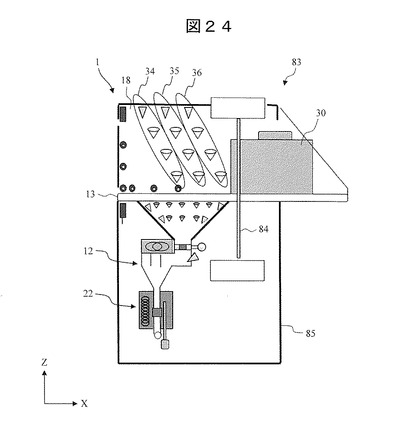
図24は、X線透過型検査装置83に、本発明の付着物検査の手段を組み込んで一体化した実施例を示している。図24は、Y軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略している。
【0140】
本実施例では、エアノズル群34,35,36の後段にX線検査を行うX線透過型検査装置83を配置した。図24に示した実施例において、図2に示した付着物検査部2のイオン源部23、質量分析部25、検査部制御器8、データ処理部27、吸引ポンプ24、排気部26は、X線透過型検査装置筺体85内に収納することで、装置の設置面積を小さくすることができる。
【0141】
図23及び図24に示した付着物検査装置1の実施例によれば、手荷物に付着している試料微粒子の検査と、X線による手荷物の中身の検査が可能となるので、より一層の検査の信頼度を向上することができる。
【0142】
[実施例4]
実施例1〜3の付着物検査装置では、3つのエアノズル群を使用しているが、一つのエアノズル群のみを使用した形としても良い。
【0143】
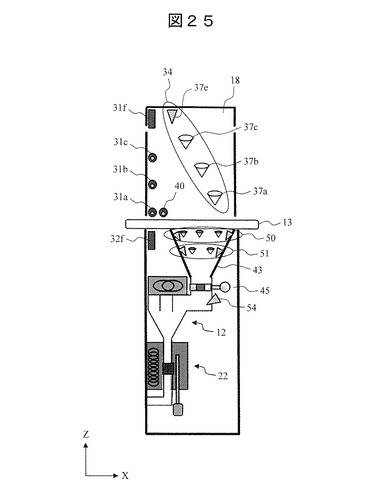
図25は、一つのエアノズル群34のみ使用した付着物検査装置の実施例を示す図である。図25は、付着物検査装置の手荷物認識部14とエアノズル群34の構成を説明するサンプリング室18内の一部断面を含む側面図である。図25において、断面は、サンプリング室18の中心を通りサンプリング室18の手荷物搬送方向に平行な断面である。図25において、側面図は、Y軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略した。
【0144】
本実施例の付着物検査装置は、一つのエアノズル群34のみを使用している以外は、実施例1と同じ構成である。エアノズル群34を構成する各エアノズル37a〜37iの配置も実施例1と同じである。
【0145】
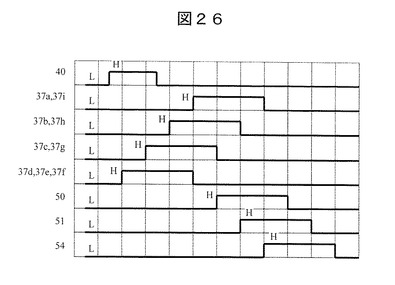
図26は、本実施例のエアノズル群34からのエアジェット噴射のタイミングを示している。サンプリング室入口29に設けた一対のトリガセンサ40から信号が出力されると、ノズル37dから37aまで順番にエアジェットを噴射する。噴射条件は、図7に示した条件で行う。エアジェットの噴射は、トリガセンサ40からの信号出力が無くなった0.3秒後に、ノズル37dから37aまで順番に停止する。本実施例では、一つのエアノズル群34のみ使用しているため、付着物検査装置1の奥行きを、実施例1の付着物検査装置の約1/3の薄さにできる。従って、本実施例の付着物検査装置は、既存のX線透過型検査装置83の入口又は出口に容易に取り付けることができる。
【0146】
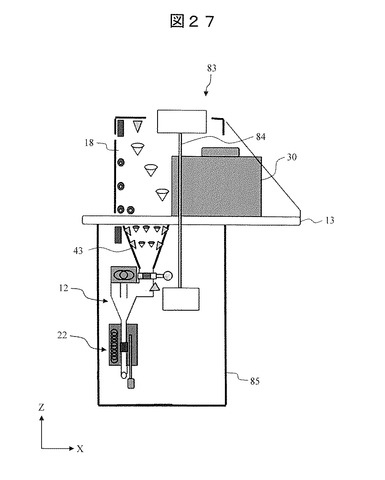
図27は、付着物検査装置をX線透過型検査装置83の入口に取り付けた実施例を示している。図27は、Y軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略している。
【0147】
図27に示した実施例において、図2に示した付着物検査部2のイオン源部23、質量分析部25、検査部制御器8、データ処理部27、吸引ポンプ24、排気部26は、X線透過型検査装置筺体85内に収納している。
【0148】
本実施例によれば、既存のX線透過装置検査装置83を、装置の占有床面積を大きくすることなく、X線によるバルク検査と付着物のトレース検査が同時に可能な複合型の検査装置に改造できる。
【0149】
以上説明してきた本発明の付着物検査装置では、飛行機の機内に持ち込める大きさの手荷物を検査対象としているが、サンプリング室の挿入口の形状を変えることで、検査対象を拡大することができる。例えば空港において、空港会社に委託する大型のスーツケースなどにも対応できるように、サンプリング室の入口を大きくしてもよい。また、サンプリング室の入口をミリ波などを用いた人体スキャナーと同じ寸法とすることで、人体スキャナーと組み合わせた運用も可能である。さらに、挿入口を郵便物ポストの郵便物の挿入口と同程度とすることで、郵便物や、搭乗券などのチケットの検査を行うことができる。
【0150】
なお、以上述べてきた本発明の付着物検査装置の例では、粗フィルタ及び捕集フィルタの交換を自動で行う構成について説明しているが、検査員が手動で交換することでも、本発明の目的である、手荷物からの試料微粒子を剥離し、捕集し、検査できる効果に何ら変化は無い。同様に、エアジェットの照射についても、検査員が手動でエアノズルを検査対象物の表面におよそ15m/s以上の風速のエアジェットが照射できるように検査対象物の表面を走査させることでも、手荷物からの試料微粒子を剥離し、捕集し、検査できる効果に何ら変化は無い。この場合、手荷物認識部やトリガセンサも不要となるので、より安価で簡便な付着物検査装置を提供できる。
【0151】
また、以上述べてきた本発明の付着物検査装置では、試料微粒子と気流の分離手段としてサイクロン現象を利用しているが、例えば、周知の技術であるインパクタを分離手段として用いても、本実施例と同様の効果が得られる。
【0152】
また、以上述べてきた本発明の付着物検査装置では、付着物検査部として、質量分析手段を用いているが、質量分析手段に限定されるものではなく、例えば、オーブンで気化した試料微粒子の蒸気をガスクロマトグラフで分離し、発光試薬と反応させて発光を検出することにより、危険物質の有無を検査する周知の化学発光方式の付着物検査装置にも、本発明を適用できる。また、この蒸気をイオン源部の内部の放射性同位体でイオン化した後、ドリフトチューブに導入してイオンの易動度を検出することにより、危険物質の有無を検査する周知のイオンモビリティ方式の付着物検査装置にも、本発明を適用できる。
【0153】
なお、本発明は上記した実施例に限定されるものではなく、様々な変形例が含まれる。例えば、上記した実施例は本発明を分かりやすく説明するために詳細に説明したものであり、必ずしも説明した全ての構成を備えるものに限定されるものではない。また、ある実施例の構成の一部を他の実施例の構成に置き換えることが可能であり、また、ある実施例の構成に他の実施例の構成を加えることも可能である。また、各実施例の構成の一部について、他の構成の追加・削除・置換をすることが可能である。
【符号の説明】
【0154】
1…付着物検査装置、2…付着物検査部、3…中央制御部、4…手荷物配送部、5…付着物剥離捕集部、6…電源部、7…操作パネル、8…検査部制御器、9…配送部制御器、10…剥離捕集部制御器、11…付着物検査装置筺体、12…分離部、13…手荷物配送駆動部、14…手荷物認識部、15…エアノズル制御器、16…圧縮ガス発生部、17…捕集フィルタ、18…サンプリング室、20…準備架台、21…準備架台筺体、22…加熱部、23…イオン源部、24…吸引ポンプ、25…質量分析部、26…排気部、27…データ処理部、28…取手、29…サンプリング室入口、30…手荷物、31…投光器、32…受光器、33…レーン、34…第1のエアノズル群、35…第2のエアノズル群、36…第3のエアノズル群、37…エアノズル、38…エアノズル、39…エアノズル、40…トリガセンサ、41…投光器、42…受光器、43…捕集器、44…吸気管、45…粗フィルタ、46…ステンレス製粗フィルタ、47…トレー、48…取手、49…L字型配管、50…上部ノズル群、51…下部ノズル群、52…上部ノズル、53…下部ノズル、54…アシストノズル、55…排風器、56…内筒、57…外筒、58…ヒートブロック、59…熱源、60…温度計、61…ステンレス製フィルタ、62…カートリッジ、63…導入配管、64…第1細孔付電極、65…対向電極、66…針電極、67…開口部、68…第1のイオン導入細孔、69…差動排気部、70…第2の細孔付電極、71…第2のイオン導入細孔、72…粗フィルタ収納ケース、73…ステンレス製細フィルタ、74…空気シリンダ、75…ピストン、76…ケース、77…バネ、78…空気シリンダ、79…ピストン、80…貫通穴、81…板ばね、82…回収容器、83…X線透過型検査装置、84…X線検査領域、85…X線透過型検査装置筺体
【技術分野】
【0001】
本発明は、検査対象物に付着した物質(試料物質)を検査する技術に関し、主に手荷物や人体に付着した物質の検査を行う付着物検査装置及び付着物検査方法に関する。
【背景技術】
【0002】
空港や港湾などの搭乗口で行われる手荷物中の爆薬や麻薬などの危険物の有無を検査する技術が特許文献1〜4に記載されている。また、対象物体の形状寸法に基づいて流体圧力を可変する技術が特許文献5に記載されている。
【0003】
特許文献1には、関節を動かすことにより、圧縮ガスを検査対象物の表面に風速20m/s以上の速度で吹き付けるノズルを、検査対象物の外形に基づき移動させる付着物検査装置が記載されている。特許文献2には、圧縮ガスを検査対象物の表面に風速20m/s以上の速度で吹き付けるノズルにより、捕集部の内壁やノズルを支持するアームにも圧縮ガスを噴射する付着物検査装置が記載されている。特許文献3には、検査員が手荷物の表面を拭取り材で拭取り、拭取り材に付着した試料微粒子について危険物の有無、種類を判定する技術が記載されている。特許文献4には、荷物を収納するサンプリングチャンバーの幅全体に広がり、荷物の露出面を掃き取る回転ブラシを備えたサンプリングヘッドを、ばね、センサ、又はサーボで荷物の表面に接触させることで、荷物の表面に付着している試料微粒子を採取する技術が記載されている。特許文献5には、移動する対象物体又は移動する対象物体の一部に対応するように流体圧力(ファンエア圧力、霧化エア圧力など)が動的に決定され、共通ヘッダに支持された複数のノズルからの液体放出パターンが動的に変えられる噴射システムについて記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−031316号公報
【特許文献2】特開2009−031315号公報
【特許文献3】特開2004−301749号公報
【特許文献4】特開平09−126965号公報
【特許文献5】特表2008−544836号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1,2に記載の技術では、手荷物は一旦サンプリング室内に停止し、サンプリング室の入口に横方向と縦方向に配置した投光器と受光器で対をなす複数の手荷物認識の出力信号から演算した手荷物の仮想外形に沿って、アームの先端に付けたエアノズルを動かす。アームによるエアノズルの走査が終了すると、手荷物はサンプリング室から外に搬送される。手荷物を一旦サンプリング室内で停止させてから、エアノズルを走査させるため、1個の手荷物の検査処理時間が長くなる課題がある。また、エアノズルを走査させるために、関節を有するアームと、アームを直進移動させる移動機構が必要であるため、故障の発生確率が高い問題がある。また駆動する機構が多いことから、塵埃が発生しやすいので、装置が汚染される問題がある。
【0006】
特許文献3に記載の技術では、検査員が拭取り材で検査対象物の全面を丁寧に拭取る必要がある。しかし検査員によって、拭取る箇所や拭取る力などが変わるため、検査条件にばらつきが出る難点がある。また手荷物全面を拭取るため、1個の検査対象物の検査に時間がかかる。このため検査員を複数配置する必要があり、検査費用がかかるなどの問題がある。特許文献4に開示の回転ブラシでは、取っ手やジッパーなどの複雑な凹凸を有する手荷物の最も外側の表面のみが回転ブラシと接触することになるため、検査箇所が限定される。また、回転ブラシを手荷物表面に押し付ける際に、手荷物の表面の破損や手荷物内部の品物の破損などの事故発生の可能性が高くなる。
【0007】
特許文献5は、対象物に液体コーティングするスプレーガンに関わるものであり、スプレーガンに供給するファンエア圧力、霧化エア圧力を動的に可変することで、スプレーガンから照射する液体コーティングの照射範囲を対象物の移動する方向に対して直交する方向に可変しながら照射する技術であり、手荷物などの表面から微粒子を剥離することはできない。
【0008】
本発明の目的は、検査員に熟練した技術を要求せずに、手荷物の表面から試料微粒子を非接触で剥ぎ取り、試料微粒子に危険物質が含まれるかを検査することのできる付着物検査装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明の付着物検査装置は、内壁に複数のエアノズルが固定されており、内部を搬送される検査対象物にエアノズルからエアジェットを噴射して検査対象物に付着した試料物質を剥離する剥離部と、剥離した試料物質を検査する検査部と、検査対象物を搬送する搬送手段と、搬送手段によって搬送される検査対象物の大きさを検出する大きさ検出部と、複数のエアノズルの動作を制御するエアノズル制御部とを有し、エアノズル制御部は、大きさ検出部からの出力信号に基づいて、検査物表面に15m/s以上のエアジェットを噴射できるエアノズルを選択し、選択したエアノズルからエアジェットを噴射させるものである。
【0010】
かかる構成により、検査対象物に付着した試料物質は、エアジェットの風圧で剥離することとなり、検査部で検査される試料物質の量を増やすことができるとともに検査条件のバラツキも低減することができる。
【0011】
好適には、更に、試料物質を含む空気から試料微粒子を分離する分離部と、剥離部からの試料物質を含む空気を分離部へ誘導するすり鉢状の捕集部とを備え、捕集部の内面にエアジェットを吹き付ける複数のエアノイズを備える。一例として、分離部はサイクロン現象を利用した分離部であり、捕集部と分離部を接続するL字型配管の内面にエアジェットを吹き付けるノズルを備える。
【0012】
この構成により、捕集部の内面やL字型配管の内面に付着した試料微粒子等の試料物質も検査することができ、検査感度を向上することができるとともに、捕集部の内面やL字型配管の内面に付着した試料物質が次の検査対象物の検査時に剥離して誤検知されるのを防止することができる。
【0013】
さらにエアジェットを、剥離捕集部の内壁に噴射して自己クリーニングする機能を有することにより、剥離捕集部の内部に残存する試料物質や塵埃などを外部に排出できる付着物検査装置を実現できる。これにより、次の検査対象物を検査する場合でも、混入物が少なくなるので、信頼性の高い検査が実現できる。
【0014】
また、分離部の捕集フィルタを自動で交換する手段を有することで、装置を停止することなく常に清浄な捕集フィルタを使用した検査ができるので、信頼性の高い検査が実現できる。
【発明の効果】
【0015】
本発明によれば、検査員に熟練した技術を要求することなく、検査対象物に非接触で、検査対象物に付着している試料微粒子を、検査対象物を移動させながら剥離して捕集する量を増やす事ができ、試料物質の同定を簡便にかつ高い確度で行う事が出来る。
【0016】
上記した以外の、課題、構成及び効果は、以下の実施形態の説明により明らかにされる。
【図面の簡単な説明】
【0017】
【図1】本発明の付着物検査装置の実施例を示す斜視図。
【図2】付着物検査装置の主要部の構成例を示すブロック図。
【図3A】付着物検査装置の手荷物認識部の構成例を説明する図。
【図3B】付着物検査装置のエアノズルの構成例を説明する図。
【図4】付着物検査装置の構成例を説明する側面図。
【図5】手荷物をサンプリング室に誘導するレーンの例を示す図。
【図6】エアノズルから噴射するエアジェットの噴射距離と風速の関係を示すグラフ。
【図7】手荷物認識部の信号と使用するエアノズルの関係の例を示す図。
【図8】各エアノズルの噴射タイミングを示すタイミングチャート。
【図9】エアノズルから噴射される空気の消費流量と圧力の関係を示すグラフ。
【図10】付着物検査装置のイオン源部の例を説明する図。
【図11】手荷物から検出されたC4爆薬成分の信号強度の時間変化を示す図。
【図12】C4爆薬成分を検出した後のサンプリング室から検出されたC4爆薬成分の信号強度の時間変化を示す図。
【図13】自己クリーニング後の信号強度の時間変化を示す図。
【図14】粗フィルタの自動交換機構の例を説明する図。
【図15】捕集フィルタの自動交換機構の例を説明する図。
【図16】手荷物をサンプリング室に誘導するレーンの例を示す図。
【図17】手荷物認識部の信号と使用するエアノズルの関係を示す図。
【図18】手荷物認識部の信号と使用するエアノズルの関係を示す図。
【図19】通常の検査工程を説明するフローチャート。
【図20】自己クリーニングの工程を説明するフローチャート。
【図21】エアノズル群の配置を変えた付着物検査装置の例を説明する図。
【図22】各エアノズルの噴射タイミングを示すタイミングチャート。
【図23】X線検査装置と併用した付着物検査装置を示す図。
【図24】X線検査装置の内部に付着物検査手段を組み込んだ装置の例を示す図。
【図25】一つのエアノズル群を用いた付着物検査装置の例を示す図。
【図26】各エアノズルの噴射タイミングを示すタイミングチャート。
【図27】付着物検査装置をX線検査装置の入口に取り付けた装置例を示す図。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態を、図面を参照して詳細に説明する。以下の説明では、爆薬微粒子あるいは爆薬の添加物の微粒子が付着した、被験者の持ち物を代表的な検査対象としているが、この他、爆発性の物質、覚醒剤等の薬剤、人体に悪影響を与える化学物質、人体に悪影響を与える細菌、ウイルス等の微生物、その他、一般に人体に悪影響を及ぼすと想定される物質を含む危険物が付着した、郵便物や人体、輸出入される物品を検査対象とすることもできる。
【実施例】
【0019】
[実施例1]
図1は、本発明による付着物検査装置の一例の外観を示す斜視図であり、図2は、その主要構成を示すブロック図である。
【0020】
この付着物検査装置1は、図2に示すように、付着物検査部2、中央制御部3、手荷物配送部4、付着物剥離捕集部5、電源部6、及び、操作パネル7を備える。装置各部の動作に要する電源を供給する電源部6は、中央制御部3により制御される。中央制御部3は、検査部制御器8、配送部制御器9、剥離捕集部制御器10と接続されている。装置各部の動作条件は操作パネル7から入力され、中央制御部3は、入力された動作条件に従い装置各部の動作を制御する。
【0021】
図1に示される付着物検査装置筐体11の内部には、図2に示した付着物検査部2の分離部12、加熱部22と、手荷物配送部4と、付着物剥離捕集部5が設けられている。準備架台20の筺体21の内部には、図2に示した分離部12、加熱部22を除いた付着物検査部2、電源部6、中央制御部3が設けられている。検査対象物である手荷物は、手荷物配送部4によって、網状の搬送トレー(図示せず)に載せられて搬送される。手荷物は、搬送中に手荷物認識部14によって大きさが判別され、剥離捕集部制御器10によって、判別した手荷物の大きさによって使用するノズルと圧縮空気の圧力などのエアジェットの噴射条件が決定される。決定された噴射条件はエアノズル制御器15に伝達され、エアノズル制御器15によって、圧縮ガス発生部16から供給される圧縮空気の圧力調整と使用するノズルの駆動制御が行われる。圧力調整は、エアノズル制御器15に配置された電空レギュレータ(図示せず)によって行われる。手荷物から試料微粒子を剥離するために、手荷物表面に、手荷物の上から下方向に向けて順番にエアジェットが照射される。
【0022】
手荷物配送駆動部13の下部に、手荷物から剥離した試料微粒子を捕集する捕集フィルタを備えた分離部12が配置されている。付着物検査装置筐体11のサンプリング室18の内面は、カバー(図示せず)で覆われている。操作パネル7(図示せず)は、操作し易い所望の位置に置かれる。
【0023】
試料微粒子を捕集する捕集フィルタ17(図3A参照)は、加熱部22によって一定の温度に保持されている。加熱部22は、イオン源部23と接続されている。捕集フィルタ17に捕集された試料微粒子は、加熱部22によって加熱される。加熱された試料微粒子は気化して、試料ガスを発生する。試料ガスは、吸引ポンプ24によりイオン源部23に導入され、イオン化される。イオン源部23で生成されたイオンは、質量分析部25で質量分析される。イオン源部23と質量分析部25は、排気部26によって排気されている。データ処理部27の記憶手段には、複数の爆薬物質を同定するために必要な標準質量分析データ(質量電荷比(イオンの質量数/イオンの価数)の値と相対強度)を含むデータベースが記憶されている。質量分析部25の質量分析計の検出器の出力信号は、データ処理部27に送られ、記憶手段から読み出されたデータベースと爆薬成分由来のイオンの質量分析の結果とを照合する等のデータ処理がされて、爆薬物質が特定される。特定された爆薬物質及び/又は質量分析の結果は、操作パネル7に表示される。
【0024】
以下に、本実施例の付着物検査装置1の剥離捕集部5の手荷物認識部14とエアノズルの構成を、図3A、図3B、図4、図5を用いて説明する。
【0025】
図3A及び図3Bは、本実施例の付着物検査装置1の剥離捕集部5の手荷物認識部14とエアノズルの構成を説明する正面図である。図3A及び図3Bにおいて、正面図は、X軸の負方向から見た図である。図3Aは、手荷物認識部14を説明する図であり、手荷物認識部14と、分離部12と、加熱部22以外の各部は、図示を省略した。図3Bは、エアノズルの構成を説明する図であり、エアノズル群と、分離部12と、加熱部22以外の各部は、図示を省略した。
【0026】
図4は、手荷物認識部14とエアノズル群34,35,36の構成と、分離部12と、加熱部22を説明する、付着物検査装置1の一部断面を含む側面図である。図4において、断面は、サンプリング室18の中心を通りサンプリング室18の手荷物搬送方向に平行な断面である。側面図は、Y軸の正方向から見た側面図であり、手荷物認識部14と、エアノズル群34,35,36と、分離部12と加熱部22と準備架台20以外の各部は、図示を省略した。
【0027】
図5は、付着物検査装置1の外観を示す上面図であり、Z軸の正方向から見た図である。検査対象物である手荷物は、網状の搬送トレー(図示せず)に載せられて、サンプリング室18内に手荷物配送駆動部13によって搬送される。本実施例のサンプリング室18の手荷物を通すサンプリング室入口29の大きさは、幅60cm、高さ50cmである。
【0028】
図3Aに示すように、サンプリング室入口29には、手荷物認識部14が設けられている。この手荷物認識部14には、手荷物30の搬送系路を挟んで横方向に、光を投光する投光器31a〜31cと、投光器31a〜31cからの光を受光する受光器32a〜32cが対向するように配置され、手荷物30の搬送系路を挟んで上下方向に、投光器31d〜31hと受光器32d〜32hが対向するように配置されている。受光器32a〜32hは、手荷物30が投光器31a〜31hからの光を遮断し、受光器32a〜32hで光を受けなかった条件で信号を出力し、受光器32a〜32hからの信号は、剥離捕集部制御器10を介してエアノズル制御器15に伝達される。
【0029】
本実施例の手荷物認識部14は、手荷物配送駆動部13の配送面の高さから8cmの位置と、24cmの位置と、40cmの位置に、合計3対の投光器31a〜31cと受光器32a〜31cを横方向に配置されている。また、上下方向には、サンプリング室入口29の中心と、その中心から左右に7.5cm離れた位置と、中心から左右に15cm離れた位置に、合計5対の投光器31d〜31hと受光器32d〜32hが配置されている。
【0030】
空港において、機内に持ち込みが可能な手荷物30の最大サイズは、例えば、3辺の合計が110cm以下と規定されている。手荷物30の種類は、財布などの小物類から、ハンドバック類、キャリーケースなど様々である。
【0031】
本実施例では、様々な大きさの手荷物表面から効率的に試料微粒子を剥離できるように、手荷物配送駆動部13の上流側に位置する準備架台20の表面に、図5に示すように、レーン33a〜33cを3色に色分けして塗装した。青色のレーン33aは、小物類をサンプリング室18に挿入する範囲を示しており、具体的には図3Aに示すサンプリング室18の中央の受光器32e〜32gの間に手荷物30を誘導するためのマークとして用いられる。緑色のレーン33bは、ハンドバック類などの比較的中間の大きさの手荷物30をサンプリング室18に挿入する範囲を示しており、具体的には図3に示すサンプリング室18の中央の受光器32dと32eの中間と受光器32gと32hの中間の間に手荷物30を誘導する。赤色のレーン33cは、キャリーケース類などの大型の大きさの手荷物30をサンプリング室18に挿入する範囲を示しており、具体的には図3に示すサンプリング室18の中央の受光器32dと32hが検知する範囲に手荷物30を誘導する。本実施例のレーン33a〜33cは、検査官が手荷物30をサンプリング室18へ移動させる際の体の動線に合うように、サンプリング室18の開口部より外側に、検査官の立ち位置を中心として円弧状に塗装されている。検査官が、レーン33a〜33cを目安に、手荷物30の大きさに応じて、サンプリング室18への手荷物30の導入位置を決めることで、手荷物表面からの試料微粒子の剥離が効率的に行われ、安定した検査が可能となる。
【0032】
図3B及び図4に示すように、サンプリング室18内には、手荷物30の両側面と上面に向かってエアジェットを吹き付けるエアノズル群34,35,36が配置されている。一つのエアノズル群34を例にして説明する。サンプリング室入口29の両側面に配送面の高さから16cm間隔で各側面に、それぞれ3個のエアノズル37a,37b,37c(及びエアノズル37g,37h,37i)と、サンプリング室18の上側にサンプリング室入口29の中心とその中心から左右に15cm間隔で3個のエアノズル37d,37e,37f(図には、エアノズル37eのみが現れている)を設けている。この組み合わせからなる合計9個のエアノズル37a〜37iを第1のエアノズル群34とし、同様のノズル構成から成る他のエアノズル群35,36がサンプリング室18の奥行き方向に配置されている。
【0033】
次に、サンプリング室18の奥行き方向のエアノズル群34,35,36の配置について、図4の側面図を用いて説明する。
【0034】
サンプリング室入口29に最も近いエアノズル群を第1のエアノズル群34とし、サンプリング室18中央のエアノズル群を第2のエアノズル群35とし、サンプリング室18出口に最も近いエアノズル群を第3のエアノズル群36とする。
【0035】
最初に第1のエアノズル群34について説明する。他の第2のエアノズル群35、第3のエアノズル群36も第1のエアノズル群34と同じ構成である。
【0036】
第1のエアノズル群34のエアノズル37d,37e,37fは、手荷物30の上面にエアジェットを吹き付けるエアノズルであり、サンプリング室18の上部に配送面の高さから55cmの位置に配置した。なお、図4には、中央に位置するエアノズル37eのみが図示されている。第1のエアノズル群34のエアノズル37a,37b,37c,37g,37h,37iは、手荷物30の側面にエアジェットを吹き付けるエアノズルであり、サンプリング室18の中心から左右に35cmの位置に配置した。なお、エアノズル37g,37h,37iは、図3Bに示すようにサンプリング室18の反対側の内側壁に配置されており、図4には図示されていない。エアノズル37c,37gは、エアノズル37d,37e,37fから5cmサンプリング室18の奥行き方向にずらして配置されている。エアノズル37b,37hは、エアノズル37c,37gからサンプリング室18の奥行き方向に5cmずらして配置されている。同様にエアノズル37a,37iは、エアノズル37b,37hからサンプリング室18の奥行き方向に5cmずらして配置されている。この組み合わせからなるエアノズル群が、第1のエアノズル群34を構成する。
【0037】
第2のエアノズル群35のエアノズル38d,38e,38fは、サンプリング室18の上部に、第1のエアノズル群34のエアノズル37d,37e,37fから5cm離れた位置に配置されている。他の第2のエアノズル群35のエアノズル38a,38b,38c,38g,38h,38iは、第1のエアノズル群34のエアノズル37a,37b,37c,37g,37h,37iと同じ位置関係で、サンプリング室18の内側壁に配置されている。
【0038】
同様に、第3のエアノズル群36のエアノズル39d,39e,39fは、サンプリング室18の上部に、第2のエアノズル群35のエアノズル38d,38e,38fから5cm離れた位置に配置されている。他の第3のエアノズル群36のエアノズル39a,39b,39c,39g,39h,39iは、第2のエアノズル群35のエアノズル38a,38b,38c,38g,38h,38iと同じ位置関係で、サンプリング室18の内側壁に配置されている。
【0039】
図4に示すように、サンプリング室18には、上述した各エアノズル群34,35,36からエアジェットを噴射する時期を検知するトリガセンサ40が配置されている。トリガセンサ40は投光器と受光器からなり、光を投光する投光器41a〜41cと、投光器41a〜41cからの光を受光する受光器42a〜42cは、手荷物30の搬送系路を挟んで対向するように配置されている。図3Bには、投光器41aと受光器42aの関係が示されている。トリガセンサ40の受光器42a〜42cは、それぞれ、手荷物30が投光器41a〜41cからの光を遮断し、受光器42a〜42cで光を受けなかった条件で信号を出力する。受光器42a〜42cからの信号は、剥離捕集部制御器10を介してエアノズル制御器15に伝達される。
【0040】
サンプリング室18の上部に配置された第1のエアノズル群34のエアノズル37d,37e,37fからエアジェットを噴射するタイミングを検知するトリガセンサ40aは、エアノズル37d,37e,37fよりサンプリング室入口29側に5cm離れた位置に設けられている。サンプリング室18の上部に配置された第2のエアノズル群35のエアノズル38d,38e,38fからエアジェットを噴射するタイミングを検知するトリガセンサ40bは、エアノズル38d,38e,38fよりサンプリング室入口29側に5cm離れた位置に設けられている。同様に、サンプリング室18の上部に配置された第3のエアノズル群36のエアノズル39d,39e,39fからエアジェットを噴射するタイミングを検知するトリガセンサ40cは、エアノズル39d,39e,39fよりサンプリング室入口29側に5cm離れた位置に設けられている。
【0041】
次に、捕集器43について図3A、図3B、図4を用いて説明する。手荷物配送駆動部13の下部には、手荷物30の表面から剥離した試料微粒子を集めて、分離部12へ誘導する捕集器43が配置されている。
【0042】
捕集器43は、上部の開口部の大きさが、幅50cm、奥行き60cmの矩形形状で、下部に内径3.5cmの円柱形状の吸気管44が接続されており、高さが41.5cmのすり鉢の形状をしている。吸気管44には、挿入及び引き抜きが容易な引き出し型の粗フィルタ45が接続されている。粗フィルタ45は、ステンレス製粗フィルタ46と、ステンレス製粗フィルタ46を保持しているトレー47と、粗フィルタを吸気管に抜き差しする際の取手48から構成されている。本実施例では、ステンレス製粗フィルタ46は、0.2mmの開口を持つ粗さのフィルタを使用した。粗フィルタ45の下側には、L字型配管49が接続されており、L字型配管49は分離部12の外筒57と接続されている。
【0043】
捕集器43の内面には、一面につき上部開口部から2cmの位置に上部ノズル群50と、上部開口部から17.5cmの位置に下部ノズル群51が配置されている。上部ノズル群50は、捕集器43の中心と、その中心から左右に10cm間隔で各々2個、捕集器の一面につき合計5個の上部ノズル52から構成されている。下部ノズル群51は、捕集器43の中心と、その中心から左右に10cm間隔で各々1個、捕集器の一面につき合計3個のエアノズル53から構成されている。上部ノズル群50及び下部ノズル群51は、捕集器43の内面に付着した爆薬微粒子を剥離させて、捕集器43の出口側に向けて追い出すように捕集器43の内面にエアジェットを吹き付けるものである。
【0044】
また捕集器43の内面には、マイナスに帯電する爆薬微粒子の静電気による吸着を防ぐために、マイナスに帯電する4フッ化エチレン製のシート(図示せず)を全面に張ってある。L字型配管49には、L字型配管49の内面に分離部12の外筒へ向けてエアジェットを吹き付ける補助送気用のアシストノズル54が配置されている。
【0045】
次に、本実施例で使用している分離部12について図3A、図3B、及び図4を用いて説明する。
【0046】
本実施例で使用した分離部12は、サイクロン現象を利用している。分離部12は排風器55と、排風器55に接続された内筒56と、円錐形状をした外筒57とを備える。排風器55は、内筒56を介して外筒57の内部を排気する。外筒57には、外筒57の円周に内接するようにL字型配管49が接続されている。外筒57の小径側には、加熱部22が接続されている。加熱部22には、捕集フィルタ17を挿入するヒートブロック58と、ヒートブロック58を一定の温度に加熱して保持するための熱源59、及び、温度を計測する温度計60が設けられている。試料微粒子を捕集する捕集フィルタ17は、ヒートブロック58に挿入される。捕集フィルタ17は、ヒートブロック58に対して挿入、及び、引き抜きを容易にするために、取手28を設けたカートリッジ型とした。
【0047】
ヒートブロック58の温度計60と熱源59は検査部制御器8と接続されており、ヒートブロック58の温度を室温から300℃の間の任意温度に加熱、保持することが出来る。
【0048】
次に、図6、図7、図8を用いて、手荷物30サイズによって使用するエアノズルと、噴射するエアジェットの圧力について説明する。
【0049】
発明者らは、手荷物に付着している爆薬微粒子を効率的に剥離するには、手荷物の表面に、手荷物の上方位置から下方位置に向かって順番におよそ15m/s以上の風速のエアジェットを間欠的に照射することが有効であること、及び、剥離した爆薬微粒子を効果的に捕集するには、エアジェットの照射とともにサンプリング室18内の空気を吸気することが重要であることを実験から見出した。
【0050】
図6は、ノズル径1mmのエアノズルについて、エアジェットの圧力を0.05MPaから0.25MPa間で、0.05MPaずつ大きくしながら、ノズル先端からの距離と風速の関係を測定した結果を示している。全ての圧力で距離10cmの風速値が28m/s付近に集中している理由は、風速が使用した測定器の測定値上限を超えているためである。この結果から、最小の圧力0.05MPaでは距離約15cmまでの間でおよそ15m/s以上の風速が得られ、最大圧力の0.25MPaでは、測定範囲を外れているが、測定結果から外挿すると、距離約36cmまでの間でおよそ15m/s以上の風速が得られることがわかった。
【0051】
この結果に基づいて、図7を用いて、手荷物のサイズによって使用するエアノズルと、エアジェットの圧力について説明する。
【0052】
図7は、手荷物認識部14の各受光器32a〜32hの信号の出力条件(出力パターン)と、その際に使用するエアノズルと、エアノズルから噴射するエアジェットの圧力の関係を示している。図7において、左の列に記載している手荷物認識部14の受光器の符号が、その受光器が信号を出力している事を示している。例えば、図7の第2行の「32a,32f」は、手荷物のサイズが小さく、高さを検出するために配置された3個の受光器32a〜32cのうち、一番下の受光器32aだけが手荷物によって遮光され、手荷物の幅を検知するために配置された5個の受光器32d〜32hのうち、中央の受光器32fだけが手荷物によって遮光された状態を示している。また、図7において上の行に記載している符号na,nb,nc,nd,ne,nf,ng,nh,niのnは、符号37,38,39を表している。
【0053】
図7の表中に記載の斜線は、その条件では使用しないエアノズルを示している。また図7の表中に記載のエアジェットの圧力値は、手荷物認識部14の信号出力から求めた手荷物30の最大サイズと最小サイズの中間のサイズで、手荷物30表面におよそ20m/sの風速のエアジェットを当てることができる圧力値を示しており、単位はMPaである。図7の表に示した噴射条件は、予め剥離捕集部制御器10に記憶されている。
【0054】
本実施例では、最も小さい手荷物30の場合、手荷物認識部14では受光器32aと32fのみ信号を出力する。図5で説明したように、準備架台20の表面には色で分けたレーン33a〜33cが塗装してあるので、検査官は、手荷物30のサンプリング室18への挿入場所をほぼ一定にすることができる。従って、手荷物30のサイズによって検知する手荷物認識部14が変わることは少ない。
【0055】
最も小さい手荷物30がサンプリング室18に入った場合、エアジェットを噴射するエアノズルは、各エアノズル群のノズルna,nb,ne,nh,niのみ使用し、その際に噴射するエアジェットの圧力は0.25MPaである。最も大きい手荷物30に対しては、手荷物認識部14の全ての受光器32a〜32iが信号を出力する。この大きな手荷物30の場合、全てのエアノズルからエアジェットを噴射する。その際のエアジェットの圧力は、ノズルnc,ngのみ0.1MPaで噴射し、その他のエアノズルは、0.05MPaで噴射する。
【0056】
各エアノズル群34,35,36からのエアジェットの噴射は、トリガセンサ40の信号が出力された後、手荷物30の上から下に向けて時系列的に順番に行われる。以下に具体的なエアジェットの噴射タイミングについて説明する。
【0057】
図8は、トリガセンサ40の各受光器42a〜42cの出力信号と各エアノズルの動作タイミングを示すタイムチャートである。図は、トリガセンサ40の各位置を手荷物30が通過する際の、トリガセンサ40の受光器42a〜42cの信号の状態と、各エアノズル37a〜37i,38a〜38i,39a〜39i,52,53,54のエアジェット噴射の状態を示している。図8の横軸は時間軸を示しており、縦軸は、受光器42が信号を出力している状態をH、信号を出力していない状態をLで表している。同様に、各エアノズル37a〜37i,38a〜38i,39a〜39i,52,53,54からエアジェットを噴射している状態をH、エアジェットを噴射していない状態をLで表している。また、本実施例では、手荷物30の配送速度は12m/minに設定している。
【0058】
発明者らは、エアジェットを手荷物に吹き付けて手荷物に付着している試料微粒子を効果的に剥離するには、間欠的に複数回にわけてエアジェットを手荷物に吹き付ける方法が有効であることを、実験から見出した。この知見をもとに本実施例では、図8において、エアジェットを噴射しているHの間は、エアジェットを0.1秒間噴射した後、0.1秒間停止し、その後再び0.1秒間エアジェットを噴射する動作を繰り返し行っている。エアジェットを間欠的に噴射することで、少ない圧縮ガスの消費量で手荷物から効率的に試料微粒子を剥離することができる。
【0059】
手荷物30がサンプリング室18内に配送され、手荷物30のサイズが判定されると、剥離捕集部制御器10は図7のテーブルを参照して動作すべきエアノズルと圧縮ガスの圧力を求め、それをエアノズル制御器15に伝達し、エアノズル制御器15によってエアノズル37a〜37i,38a〜38i,39a〜39iに図7に示した噴射条件が設定される。エアジェットの噴射圧力の条件設定は、エアノズル制御器15内に配置した既知の電空レギュレータ(図示せず)によって行われる。トリガセンサ40の受光器42aから信号が出力されると、第1のエアノズル群34のエアノズル37d,37e,37fが噴射を開始し、その0.2秒後にエアノズル37c,37gが噴射を開始し、その0.2秒後にエアノズル37b,37hが噴射を開始し、その0.2秒後にエアノズル37a,37iが噴射を開始する。噴射開始の間隔を0.2秒とした理由は、手荷物が5cmのノズル間を通過する所要時間が0.25秒であることから、手荷物が通過する0.05秒前に噴射するシーケンスとしている。
【0060】
第1のエアノズル群34のエアノズル37a,37iが噴射した0.2秒後に、捕集器43の上部ノズル群50のエアノズル52が噴射を開始し、その0.2秒後に捕集器43の下部ノズル群51のエアノズル53が噴射を開始する。捕集器43の下部ノズル群51がエアジェットの噴射を開始した0.2秒後に、L字型配管49に設けたアシストノズル54からエアジェットが噴射される。捕集器43の上部ノズル群50と下部ノズル群51、及び、アシストノズル54のエアジェットの圧力は0.1MPaで固定とした。
【0061】
その間に、トリガセンサ40の受光器42bから信号が出力されると、第2のエアノズル群35が第1のエアノズル群34と同じ順番で噴射を開始し、トリガセンサ40の受光器42cから信号が出力されると、第3のエアノズル群36が第1のエアノズル群34と同じ順番で噴射を開始する。
【0062】
第1のエアノズル群34のエアノズル37d,37e,37fから噴射するエアジェットは、トリガセンサ40の受光器42aの信号出力が無くなった後、0.3秒間継続する。0.3秒の時間は、搬送速度が12m/minに設定している本実施例では、トリガセンサ40の受光器42aと第1のエアノズル群34間の距離5cmを通過する所要時間は0.25秒であることから、本実施例では、余裕を見て0.3秒に設定した。同様に、エアノズル37d,37e,37fのエアジェットの噴射が終了した0.3秒後に、エアノズル37c,37gからのエアジェットの噴射を終了する。次いで、エアノズル37c,37gのエアジェットの噴射が終了した0.3秒後に、エアノズル37b,37hからのエアジェットの噴射を終了する。次いで、エアノズル37b,37hのエアジェットの噴射が終了した0.3秒後に、エアノズル37a,37iからのエアジェットの噴射を終了する。0.3秒の時間は、搬送速度を12m/minに設定している本実施例では、第1のエアノズル群34のエアノズル37d,37e,37fとエアノズル37c,37gの間隔と、エアノズル37c,37gとエアノズル37b,37hの間隔と、エアノズル37b,37hとエアノズル37a,37iの間隔が5cmであり、この距離を通過する所要時間は0.25秒であることから、余裕を見て0.3秒に設定した。
【0063】
図7において使用しないエアノズルがある場合は、図8においてそのエアノズルをLの状態に保持する。また、同じ手荷物30で、大きさが途中で変わっている場合でも、その大きさの変化をサンプリング室入口29の手荷物認識部14で常に検知することができる。従って手荷物30が搬送されている間に、手荷物30の大きさが変わっても、図7に記載した条件を、エアジェットを噴射するまでの間に各エアノズル群34,35,36に適用することができるので、手荷物30へのエアジェットの照射条件は、常に風速をおよそ15m/s以上に制御することができる。
【0064】
図9に、ノズル径が1mmのエアノズルを使用した時の、エアジェットの圧力と消費流量を測定した結果を示す。図9の結果から、図7に示した条件で最も大きい手荷物30にエアジェットを噴射した場合の消費流量は995L/分である。一方、全ノズルを最大の噴射圧力である0.25MPaで噴射した場合の消費流量は1750L/分である。従って、本実施例によれば、全ノズルを最大の噴射圧力で噴射した場合の約1/2の空気消費量で、手荷物30から試料微粒子を剥離することができる。その結果、圧縮ガス発生部をより小さくすることができる。
【0065】
本実施例によれば、手荷物30からの試料微粒子の剥離を、手荷物30に上から順番に、手荷物30から剥離できる一定の条件でエアジェットを吹き付けることができるので、効率的に行う事が出来る。また、消費するエアジェットの流量も、最小限にすることができる。
【0066】
手荷物30から剥離した試料微粒子は、前述した分離部12の排風器55によって、捕集器43の下に接続した吸気管44とL字型配管49を通って分離部12に吸引される。この時吸気される空気と一緒に、手荷物30から剥離された危険物質や塵埃なども吸い込まれる。爆発物資に比べて大きい形状の塵埃は、粗フィルタ45によって捕集されるので、危険物質のような小さい物質のみが分離部12に空気と一緒に輸送される。
【0067】
本実施例では、分離部12の外筒57とL字型配管49の接続口の流速は、外筒57の内部にサイクロン現象が生じる約12m/sとなるように、排風器55による外筒57の吸気量を制御している。排風器55によって吸気された危険物質を含む空気は、円錐形状を有する外筒57の内面の外周に沿って下降する渦流を形成する。渦の流れは、外筒57の下部付近へ達した後、内筒56に吸い込まれて排風器55から外に排出される。この時、試料微粒子は外筒57の内面に沿って外筒57の下部へ沈降し、外筒57下部に接続した加熱部22内の捕集フィルタ17の表面に捕集される。
【0068】
発明者らは、実際の爆薬の粒径を観察したところ、最小の大きさは10〜20ミクロンの粒子であることを見出した。この知見から本実施例では、捕集フィルタ17は、耐熱性、耐久性に優れ、非透過性で12.7ミクロンの開口を持つ粗さのステンレス製フィルタ61を使用した。非透過性のフィルタであるので、10〜20ミクロンの粒子を捕獲することができる。
【0069】
捕集フィルタ17は、ステンレス製フィルタ61と、ステンレス製フィルタ61を保持するカートリッジ62と、カートリッジをヒートブロック58に装着する際の取手28から構成される。捕集フィルタ17は、加熱されているヒートブロック58に挿入されているので、捕集フィルタ17内のステンレス製フィルタ61も、ヒートブロック58と同等の温度に加熱されている。従って、ステンレス製フィルタ61に付着した試料微粒子は急速に加熱されるので、試料微粒子の気化が急速に促進され、試料ガスが生成される。
【0070】
次に、本実施例の付着物検査部2について、図10を用いて説明する。図10は、付着物検査部2のイオン源部23の構成を説明する上面図である。図10はZ軸の正方向から見た図であり、イオン源部23以外の付着物検査装置1の各部は図示を省略している。
【0071】
ヒートブロック58内で生成した試料ガスは、吸引ポンプ24により導入配管63を通り、イオン源部23の、第1の細孔付電極64と対向電極65との間の空間に運ばれる。イオン源部23と導入配管63には、熱源(図示せず)と温度計(図示せず)が設けられている。この熱源への電力の供給は、温度計の出力信号に基づき、制御部により制御され、気化した試料がイオン源部23の内部に吸着しないように、イオン源部23と導入配管63は、常時所望の温度に加熱、保持されている。
【0072】
イオン源部23には針電極66が配置され、針電極66と対向電極65との間に高電圧が印加されている。針電極66の先端付近にコロナ放電が発生し、まず、窒素、酸素、水蒸気等がイオン化される。これらのイオンは一次イオンと呼ばれる。一次イオンは、電界により対向電極65側に移動する。第1の細孔付電極64と対向電極65との間の空間に運ばれてきた気化した試料は、対向電極65に設けられた開口部67を介して、針電極66が配置される空間に流れ、一次イオンと反応してイオン化される。大気中のコロナ放電を利用して1次イオンを生成し、この1次イオンとガスとの化学反応を利用してガス中の化学物質をイオン化する方法は、大気圧化学イオン化法と呼ばれている。
【0073】
対向電極65と第1の細孔付電極64との間には1kV程度の電位差があり、イオンは第1の細孔付電極64の方向に移動して、第1のイオン導入細孔68を介して差動排気部69に取り込まれる。差動排気部69では断熱膨張が起こり、イオンに溶媒分子等が付着する、いわゆるクラスタリングが起きる。クラスタリングを軽減するため、第1の細孔付電極64、第2の細孔付電極70をヒーター等で加熱するのが望ましい。
【0074】
大気圧化学イオン化法により生成された試料のイオンは、第1の細孔付電極64の第1のイオン導入細孔68、排気系(図示せず)により排気された差動排気部69、第2の細孔付電極70の第2のイオン導入細孔71を介して、質量分析部25に導入される。質量分析部25は、排気系(図示せず)により排気されている。イオン源部23と質量分析部25は、1つの容器を構成している。
【0075】
質量分析部25に導入された試料のイオンは、イオントラップ型質量分析計によって質量分析される。データ処理部27には、予め、検出しようとする単数又は複数の危険物質を同定するために必要な質量電荷比の値が、設定されている。この検出しようとする危険物質の同定に必要な質量電荷比に関する、質量分析計の検出器の出力信号は、試料のイオンの質量分析の結果として、所定の時間間隔で連続してデータ処理部27に送られ、データ処理される。データ処理部27の記憶手段には、複数の爆薬、薬物等の危険物質を同定する必要な質量分析データ(質量電荷比の値と相対強度)、及び、危険物質の同定判断の基準となる信号強度の判定閾値が、データベースとして、記憶されている。データ処理部27に送られてきた信号の質量電荷比が、記憶手段から読み出されたデータベースと照合され、ある危険物質の記憶されている質量電荷比と同定され、送られてきた信号の強度が、判定閾値よりも大きい時、危険物質の存在の可能性を、操作パネル7に表示して操作者に知らせる。
【0076】
図11は、本実施例の付着物検査装置を用いて、C4爆薬粒子が付着した手荷物を検査した結果を示している。図11において、縦軸は任意単位の信号強度を示しており、横軸は秒単位の時間を示している。
【0077】
図11に示すように、C4爆薬成分が検出されたことを示す明瞭な信号を得ることができている。この結果から、実施例1の付着物検査装置を用いることで、C4爆薬粒子が付着した実際の手荷物から、C4爆薬粒子をエアジェットで剥離し、捕集フィルタ17で捕集し、ヒートブロック58で気化し、質量分析部25でC4爆薬成分を検知できることを証明した。
【0078】
以上述べてきた本実施例による付着物検査装置1は、手荷物に付着した試料微粒子に爆薬などの危険物質が含まれているか否かの検査を、手荷物に接触せずに、また、自動で、一定の条件で検査することができるので、手荷物に破損や汚染などを生じさせることなく、また、熟練した検査員を必要とせずに、迅速に検査することができる。
【0079】
次に、本実施例の付着物検査装置における、自己クリーニングの方法について説明する。
【0080】
図12は、本実施例の付着物検査装置1で、C4爆薬を検出した後の捕集器43について、排風器55で吸気しながら、捕集器43の内壁にエアジェットを吹きつけた際に使用した捕集フィルタ17について爆薬の有無を検査した結果を示している。図12において、縦軸は任意単位の信号強度を示しており、横軸は秒単位の時間を示している。図12に示すように、明らかにC4爆薬を検出した後の捕集器43から採取した試料粒子からC4爆薬を示す信号が得られている。
【0081】
また発明者らは、本実施例の付着物検査装置1において、トリニトロトルエン爆薬を検出した後に、外筒57部の内部に排風器55による吸引によってサイクロン現象を発生させながら、L字型配管49の内壁に、粗フィルタ45接続側からエアジェットを吹きつけて、捕集フィルタ17に捕集されるトリニトロトルエン爆薬の有無を検査した。検査の結果、捕集フィルタ17にトリニトロトルエン爆薬が捕集されることを確認した。この結果から、一度トリニトロトルエン爆薬を採取したL字型配管49の内部には、トリニトロトルエン爆薬粒子が残留することを見出した。
【0082】
これらの結果から、発明者らは、一度爆薬微粒子を採取した捕集器43やL字型配管49には、爆薬微粒子が残留することを見出した。捕集器43の内壁やL字型配管49に爆薬微粒子などの危険物微粒子が残留した状態で次の手荷物を検査すると、捕集器43の内壁やL字型配管49に残留した危険物微粒子が再剥離して、捕集フィルタ17に捕集されることが考えられる。この場合、実際には手荷物には危険物微粒子は付着していないが、危険物を検知することになるので、誤検知の原因となる。従って、手荷物の付着物検査装置において、捕集器43やL字型配管49の自己クリーニング機能は、非常に好ましい機能であることがわかった。
【0083】
捕集器43の内壁、及び、L字型配管49のクリーニング手段として、検査員が清浄な拭取材で捕集器43内壁を丹念にふき取り清掃を行う手段や、L字型配管49を交換するなどの手段も考えられるが、検査員の安全性や、清掃や交換に要する時間、捕集器43内壁の人による汚染等を考慮すると、現実的ではない。従って、付着物検査装置には、捕集器43の内壁とL字型配管49を自動でクリーニングする機能が必要である。
【0084】
自己クリーニング機能の課題として、(1)自己クリーニングに要する時間は、検査を速やかに再開できるようにするために出来るだけ短い時間であること、(2)誤検知を防ぐために、クリーニング効果を定量的に確認すること、がある。
【0085】
本実施例の付着物検査装置1では、特別な自己クリーニングのための部品、装置を必要とせずに、自動で、人を介さずに捕集器43をクリーニングすることができて、さらにクリーニングの効果を定量的に検査することができる。
【0086】
本実施例の付着物検査装置1による自己クリーニングは、以下の手順で行う。
データ処理部27で検査結果から爆薬成分を検出したと判断した場合、操作パネル7に表示して検査員に知らせる。その後、付着物検査装置1は自己クリーニングを開始する指示待ちの状態となる。検査員によって操作パネル7から自己クリーニング実行の指示が選択されると、中央制御部3から剥離捕集部制御器10、検査部制御器8に自己クリーニング工程の指示を出す。
【0087】
剥離捕集部制御器10では、通常の検査工程を停止し、予め決められた自己クリーニング工程を始める。自己クリーニング工程は以下の手順で行う。排風器55を駆動し、捕集器43内を吸気するとともに、圧縮ガス発生部16を駆動する。
【0088】
サンプリング室18内の第1、第2、第3のエアノズル群34,35,36のエアノズルnd,ne,nf(nは符号37,38,39を表す。以下、同じ)からエアジェットを0.25MPaの圧力で、0.5秒間噴射する。エアノズルnd,ne,nfからのエアジェットの噴射が終了した後に、エアノズル群34,35,36のノズルnc,ngからエアジェットを0.25MPaの圧力で、0.5秒間噴射する。エアノズルnc,ngからのエアジェットの噴射が終了した後に、エアノズル群34,35,36のノズルnb,nhからエアジェットを0.25MPaの圧力で、0.5秒間噴射する。エアノズルnb,nhからのエアジェットの噴射が終了した後に、エアノズル群34,35,36のノズルna,niからエアジェットを0.25MPaの圧力で、0.5秒間噴射する。
【0089】
サンプリング室18内のエアジェットの噴射が終了した後、捕集器43の上部ノズル群50から、エアジェットを0.25MPaで0.5秒間噴射する。上部ノズル群50からのエアジェットの噴射が終了した後に、下部ノズル群51からエアジェットを0.25MPaで0.5秒間噴射する。上部ノズル群50と下部ノズル群51からのエアジェットの噴射が終了した後に、L字型配管49のアシストノズル54から、エアジェットを0.25MPaで0.5秒間噴射する。
【0090】
エアジェットを手荷物に噴射することによって、手荷物から爆薬微粒子を剥離できることは実証済みである。従って、エアジェットをサンプリング室18と捕集器43内とL字型配管49内に噴射することで、サンプリング室18と捕集器43内とL字型配管49内に残留した爆薬微粒子は剥離され、排風器55による吸引によって分離部12まで輸送される。
【0091】
次に、捕集器43とL字型配管49が爆薬微粒子を検知する前と同等の清浄性に復帰したかを自己検査する。
【0092】
一回の自己クリーニングのためのエアジェット噴射毎に、捕集フィルタ17から検出した成分と予め記憶している爆薬微粒子の成分を比較する。比較の結果、付着物検査部2で爆薬の信号を検知していないレベルと判断すると、自己クリーニングを終了して通常の検査工程を再開し、爆薬の信号を検知しているレベルと判断すると、再び自己クリーニングを開始する。
【0093】
図13は、本実施例で、C4爆薬を検出した後の付着物検査装置1を、上述の方法で自己クリーニングした時に使用した捕集フィルタ17を検査した結果を示している。図13は、上述した自己クリーニング工程を8回繰り返した後の検査結果である。図13に示すように、自己クリーニング工程を8回繰り返し行うことで、C4爆薬を示す信号が全く変化しなくなる。この結果から、本実施例の自己クリーニング方法によれば、付着物検査装置1を清浄化できることを証明できた。
【0094】
以上説明してきた本実施例による自己クリーニング手段によれば、一旦手荷物から爆薬などの危険物質を検知した場合でも、付着物検査装置1の捕集器43とL字型配管49のクリーニングを、自動で、短時間で行うことができる。また、クリーニング後の捕集器43とL字型配管49の清浄度を、付着物検査部2で測定することで、クリーニングの効果を定量的に確認することができるので、危険物を検知した後の検査でも誤検知することが無い。なお、自己クリーニングの効果の測定は、自己クリーニング毎に実施しなくても良い。予め決めた回数の自己クリーニングを終えた時に自己クリーニングの効果の測定を行うようにすることで、自己クリーニングの所要時間をより短くすることができる。この場合、粗フィルタ45のステンレス製粗フィルタ46を捕集フィルタ17と同じ12.7μmの開口をもつ粗さのフィルタに換装する事で、自己クリーニングの際に捕集器43から排出される塵埃が捕集フィルタ17まで輸送されなくなるので、分離部12やイオン源部23が汚染される事を防ぐことができる。
【0095】
次に、自己クリーニングの際の粗フィルタ45の交換を自動化した、付着物検査装置1の実施例を説明する。
【0096】
図14は、粗フィルタ45の自動交換部を説明する一部断面を含む側面図である。図14において側面図は、Y軸の正方向から見た側面図であり、粗フィルタ45の交換機構以外の各部は図示を省略している。
【0097】
粗フィルタ45は、粗フィルタ収納ケース72内に、0.2mmの開口をもつ粗さのステンレス製粗フィルタ46と、12.7μmの開口をもつ粗さのステンレス製細フィルタ73を、トレー47上に並列に固定している。トレー47は、空気シリンダ74のピストン75と接続している。空気シリンダ74は、内部に圧縮空気を入れると、ピストン75が動く。
【0098】
以下に本実施例による、粗フィルタ45の自動交換について説明する。
付着物検査部2で自己クリーニングが選択されると、まず空気シリンダ74にピストン75を引き込む方向に圧縮空気を送気する。ピストン75が引き込み、トレー47が粗フィルタ収納ケース72から引き出されて、12.7μmの開口をもつ粗さのステンレス製細フィルタ73が吸気管44の位置に移動する。トレー47の位置は、空気シリンダ74によって、自己クリーニングの間保持される。所定の回数、前述した自己クリーニングが行われた後、空気シリンダ74にピストン75を押し出す方向に圧縮空気を送気する。ピストン75と接続したトレー47は、ピストン75と一緒に押し出されて、0.2mmの開口をもつ粗さのステンレス製粗フィルタ46が吸気管44の位置に戻る。本実施例によれば、自己クリーニングの際の粗フィルタ45の交換を自動化できるので、より実用的な付着物検査装置を提供できる。
【0099】
次に、塵埃などで汚染された捕集フィルタ17を、自動で交換しながら、連続した検査を行うことができる付着物検査装置の実施例について説明する。
【0100】
1日に行う手荷物の検査は、検査場所にもよるが、膨大な数になることが想像できる。一般に手荷物には、加熱しても気化しない金属や、土砂などの固形物が付着している。このような手荷物にエアジェットを照射した場合、それら気化しない固形物も手荷物から剥離して捕集フィルタ17に捕集される。連続して手荷物の検査を進めるに従い、それらの固形物が捕集フィルタ17に堆積し、捕集フィルタ17の目詰りや、それらから発生するガスによって、付着物検査部2のバックグランド信号強度が高くなるので、検知感度を低下させる原因となる。従って、付着物検査装置1に、捕集フィルタ17を適宜自動交換できる捕集フィルタ自動交換機構を備えることで、上述した問題を発生することなく連続した検査を行えるようになる。
【0101】
図15は、付着物検査装置において、捕集フィルタ17の自動交換機構を説明する一部断面を含む正面図である。図15において、正面図はX軸の負方向から見た図であり、捕集フィルタ17、外筒57、ヒートブロック58以外の各部は図示を省略している。
【0102】
本実施例の捕集フィルタ17の自動交換機構では、捕集フィルタ17をケース76の内部に10個直列に装填している。ケース76には、熱源(図示せず)と温度計(図示せず)を設けており、捕集フィルタ17をヒートブロック58と同じ温度に加熱し保持している。
【0103】
また、ケース76の底面にはバネ77が設けてあり、常に捕集フィルタ17をケース76の上面に押し付けている。ケース76には、ヒートブロック58に捕集フィルタ17を挿入する空気シリンダ78を配している。空気シリンダ78は、内部に圧縮空気を入れるとピストン79が動く。
【0104】
ヒートブロック58とケース76には、捕集フィルタ17が通過する貫通穴80が設けられている。ヒートブロック58の貫通穴80には、板バネ81が収められており、捕集フィルタ17がヒートブロック58の貫通穴80に挿入されると、板バネ81の反力で捕集フィルタ17はヒートブロック58に保持される。空気シリンダ78とヒートブロック58を挟んで対向する位置に、捕集フィルタ17を回収する回収容器82が設けられている。
【0105】
以下に、本実施例による捕集フィルタ17の自動交換について説明する。
通常の検査モードで測定されるイオン源検査部2のバックグランドの信号強度が、捕集フィルタ17の交換を判定するしきい値を超えると、操作パネル7に捕集フィルタ17交換のメッセージが表示され、検査官の指示待ちの状態となる。この間も検査は継続して行われる。検査官によって捕集フィルタ17交換が選択されると、通常の検査モードを終了し、捕集フィルタ17の交換モードを実行する。捕集フィルタ17の交換モードが実行されると、空気シリンダ78に、ピストン79を押し出す方向に圧縮空気を送気する。すると、ピストン79が押し出され、ケース76内の捕集フィルタ17に接触し、そのまま捕集フィルタ17をケース76から押し出し、ヒートブロック58の穴に押し込む。汚染された捕集フィルタ17は、新しい捕集フィルタ17にヒートブロック58から押し出され、回収容器82に落下する。新しい捕集フィルタ17は、ピストン79が伸びきった位置で、捕集フィルタ17のステンレス製フィルタ61部分が、外筒57と同軸上の位置に移動し、その位置で板バネ81によってヒートブロック58内に保持される。次に、空気シリンダ78に、ピストン79が引き込む方向に圧縮空気を送気する。ピストン79はヒートブロック58、ケース76から引き込まれ、待機位置に戻る。ピストン79がケース76から抜けると同時に、新しい捕集フィルタ17がバネ77によって上に移動する。回収した汚染された捕集フィルタ17は、再度洗浄や捕集フィルタ17の交換を行い、再利用される。
【0106】
捕集フィルタ17の交換が終了すると、操作パネル7に「検査開始できます」のメッセージが表示され、検査官の指示待ちの状態となる。検査官によって検査開始が指示されると、通常の検査モードに戻る。
【0107】
以上説明してきた捕集フィルタ17の自動交換機構を用いた付着物検査装置によれば、捕集フィルタ17の汚染状況を定量的に監視し、捕集フィルタ交換の判定しきい値を超えると、自動で捕集フィルタ17を交換する付着物検査装置1を実現できる。また、交換する新しい捕集フィルタ17は、予めヒートブロック58と同じ温度に加熱保持しておくので、交換後の捕集フィルタ17を加熱脱ガス処理するなどの工程を省くことができ、ヒートブロック58に挿入した後のヒートブロック58と同じ温度に加熱するまでの時間を短くできる。従って、捕集フィルタ17の交換をした後でも、極短時間で通常の検査モードに戻ることができるので、連続した手荷物の検査を行うことができる。
【0108】
図16は、手荷物30の種類に応じてサンプリング室18へ挿入するレーンを、サンプリング室18の片側に寄せた付着物検査装置の別の実施例を示している。図16は、Z軸の正方向から見た図であり、付着物検査装置1の外観を示す上面図である。
【0109】
小物類などを図7に示した条件で、サンプリング室18の中央に挿入して検査する場合、小物類の表面と各エアノズルの距離が遠くなるので、風速およそ15m/sのエアジェットを、小物類の表面に吹き付けるのが難しい場合がある。本実施例は、この課題を解決する手段として、手荷物のサイズに応じてサンプリング室18に挿入する位置をサンプリング室18の中心から片方に寄せる実施例である。本実施例によれば、小物類の検査でも容易におよそ15m/s以上のエアジェットを吹き付けることができる。
【0110】
手荷物配送駆動部13と準備架台20の表面に、検査官から見える位置に、レーンを3色に色分けして塗装している。青色のレーン33aは小物類をサンプリング室18に挿入する範囲を示しており、サンプリング室18の中央から図の下側(検査官側)に寄った位置に挿入するように誘導する。同様に、緑色のレーン33bは、ハンドバック類などの比較的中間の大きさの手荷物をサンプリング室18に挿入する範囲を示しており、赤色のレーン33cは、キャリーケース類などの大型の大きさの手荷物をサンプリング室18に挿入する範囲を示している。
【0111】
手荷物類をサンプリング室18の片側に寄せて挿入することで、寄せられたサンプリング室18の内側面に配したエアノズルと手荷物の距離が近くなるので、さらに小さいエアジェットの圧力で効果的に風速およそ15m/sのエアジェットを手荷物30に吹き付けることができる。
【0112】
図17に、図6の結果に基づいて、手荷物認識部14の各受光器32a〜32hの信号の出力条件と、その際に使用するエアノズルと、エアノズルから噴射するエアジェットの圧力の関係を示す。
【0113】
図17において、左の列に記載している手荷物認識部14の受光器32a〜32hの符号は、その受光器が遮光されて信号を出力している事を示している。また、上の行に記載している符号na,nb,nc,nd,ne,nf,ng,nh,niのnは、符号37,38,39を表している。図17の表中に記載の斜線は、その条件では使用しないエアノズルを示している。また、図17の表中に記載のエアジェットの圧力値は、手荷物認識部14の信号出力から求めた手荷物の最大サイズと最小サイズの中間のサイズで、手荷物の表面におよそ20m/sの風速のエアジェットを当てることができる圧力値を示しており、単位はMPaである。また、各エアノズルからのエアジェット噴射のタイミングは、図8に従う。
【0114】
本実施例によると、最も小さい手荷物を検査する場合を例にとると、手荷物認識部14では受光器32a,32hのみ信号を出力する。この手荷物がサンプリング室18に入った場合、エアジェットを噴射するエアノズルとしては、各エアノズル群34,35,36のエアノズルna,nb,ndを使用し、その他のエアノズルは使用しない。噴射するエアジェットの圧力は、エアノズルnaは0.05MPa、エアノズルnbは0.15MPa、エアノズルndは0.25MPaである。
【0115】
本実施例によれば、財布などの小さい手荷物にも効率的に風速およそ15m/s以上のエアジェットを吹き付けることができるので、より信頼性の高い付着物検査を行う事ができるようになる。
【0116】
また、図7と図17に示す両方の条件を、剥離捕集部制御器10に記憶させることで、手荷物がサンプリング室18内のどの位置に配送されても、手荷物表面に効率的にエアジェットを当てることができるようになるので、なお一層実用的である。
【0117】
さらに、図7と図17に示す両方の条件を満たさない手荷物の場合は、手荷物認識部14の受光器32a,32b,32cの出力のみを参照した噴射条件とする。図18に、手荷物認識部14の各受光器32a,32b,32cの信号の出力条件と、その際に使用するエアノズルと、エアノズルから噴射するエアジェットの圧力を示す。
【0118】
図18において、左の列に記載している手荷物認識部14の受光器32の符号が、その受光器32が信号を出力している事を示している。また、図18において上の行に記載している符号na,nb,nc,nd,ne,nf,ng,nh,niのnは、符号37,38,39を表している。図18の表中に記載の斜線は、その条件では使用しないエアノズルを示している。図18の表中に記載のエアジェットの圧力値は、手荷物認識部14の信号出力から求めた手荷物の最大サイズと最小サイズの中間のサイズで、手荷物表面におよそ20m/sの風速のエアジェットを当てることができる圧力値を示しており、単位はMPaである。また、各エアノズルからのエアジェット噴射のタイミングは、図8に従う。
【0119】
本実施例によれば、手荷物の縦方向のみの大きさを参照としてエアジェットを噴射するので、不定形の手荷物にも効率的に風速およそ15m/s以上のエアジェットを吹き付けることができる。従って、より信頼性が高く、実用性の高い付着物検査を行う事ができるようになる。
【0120】
また、図7と図17に示す両方の条件において、噴射するエアジェットの圧力を一定にし、噴射するノズルのみを選択してエアジェットを噴射してもよい。この場合、エアジェットの圧力は、図7と図17に示す両方の条件において最も高い0.25MPaとする。本実施例によれば、エアノズル制御器15で圧縮空気の圧力を調整する必要が無くなるので、より安価な付着物検査装置を実現できる。
【0121】
以下に、図19、図20を用いて、以上述べてきた本実施例の付着物検査装置における手荷物検査の工程と、自己クリーニングの工程について説明する。
【0122】
図19は、各部の動作の工程を示したフローチャートである。まず、通常の検査工程について説明する。
【0123】
手荷物30が搬送されると、まず手荷物30の大きさを測定し(S11)、噴射条件を各エアノズル群34,35,36のエアノズルに設定する(S12)。この噴射条件の設定は、剥離捕集部制御器10に記憶されている図7、図17あるいは図18の噴射パターンをエアノズル制御器15に配置した電空レギュレータに適用することによって行われる。次いで排風器55を駆動し、捕集器43内の空気を吸引してから(S13)、手荷物30の表面に上から下に向けて時系列的にエアジェットを噴射する(S14)。時系列的なエアジェットの噴射は、図8に示したタイムシーケンスに従って行われる。次いで捕集器43の上部ノズル群50、及び、L字型配管49のアシストノズル54からエアジェットを噴射する(S15)。その後、エアノズルからのエアジェット噴射を停止する(S16)。
【0124】
捕集フィルタ17は加熱されているため、捕集フィルタ17に捕獲されている試料微粒子も加熱されて、気化し、試料ガスを生成する(S17)。試料ガスは、イオン源部23に運ばれてイオン化され(S18)、その後、質量分析部25に送られて質量分析される(S19)。分析結果をもとに、データ処理部27で危険物の有無の判定、及び危険物がある場合にはその種類を同定する(S20)。判定の結果、危険物が検出されなければ、その手荷物についての検査を終了し(S21)、次の手荷物の検査に移る。判定の結果、危険物が検出されれば、検査員に危険物が検出されたことを伝え、自己クリーニング工程を行うかどうかの指示を待つ(S22)。
【0125】
次に、自己クリーニングの工程について説明する。図20は、自己クリーニングの工程を示したフローチャートである。
【0126】
検査員から自己クリーニング開始の指示が出ると、粗フィルタ45が捕集フィルタ17と同じ12.7μmの開口をもつ粗さのフィルタに換装される(S31)。同時に自己クリーニングの噴射条件がエアノズル制御器15に伝達され、圧縮空気の圧力が調整される(S32)。排風器55を駆動し、捕集器43の空気を吸引し(S33)、その後、各エアノズル群34,35,36及び、捕集器43の上部ノズル群50、下部ノズル群51、及び、L字型配管49のアシストノズル54からエアジェットを噴射する(S34)。この操作を所定の回数実施してから、エアジェット噴射を停止する(S35)。なお、ステップ31〜33の工程は順序を入れ替えてもよいし、同時に行ってもよい。
【0127】
その後、捕集フィルタ17に捕獲されている試料微粒子を分析する。具体的には、捕集フィルタ17を加熱して捕獲されている試料微粒子を気化し(S36)、気化した試料ガスをイオン化し(S37)、イオン化した試料を質量分析部21によって質量分析する(S38)。分析結果をもとに、データ処理部27で危険物の有無を判定する(S39)。危険物が検出されなければ、自己クリーニングは終了し、粗フィルタ45を0.2mmの開口をもつ粗さのステンレス製粗フィルタ46に交換し(S40)、通常の検査工程を開始できることを検査員に知らせる。危険物が検出されれば、ステップ34に戻って自己クリーニング工程を繰り返す。
【0128】
こうして本実施例によると、自己クリーニングが可能な付着物検査装置、及び、付着物検査方法が提供される。さらに、自動で捕集フィルタの交換ができることにより、稼働率を向上させるとともに検査に必要な人員を削減することができる付着物検査装置、及び、方法が提供される。
【0129】
[実施例2]
以上説明してきた実施例のエアノズルの配置は、各エアノズル群34,35,36に属する各エアノズルを手荷物配送方向に5cmずつずらした配置としているが、手荷物配送方向にずらすことなく各エアノズル群34,35,36に属する各エアノズルを上下方向に1列に配置してもよい。
【0130】
図21は、各エアノズル群34,35,36を上下方向に1列に、合計3列配した付着物検査装置1の実施例を示している。図21は付着物検査装置の手荷物認識部14と各エアノズル群34,35,36の構成を説明する図であり、サンプリング室18内の一部断面を含む側面図である。図21において、断面は、サンプリング室18の中心を通りサンプリング室18の手荷物配送方向に平行な断面である。側面図は、Y軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略している。
【0131】
図21において、第1のエアノズル群34を構成するエアノズル37a,37b,37c,37d,37e,37f,37g,37h,37i(図には37a,37b,37c,37eのみが現れている)は、サンプリング室入口29から5cm離れた、同じX座標の位置に上下方向に1列に配置されている。第2のエアノズル群35を構成するエアノズル38a〜38i(図には38a,38b,38c,38eのみが現れている)は、第1のエアノズル群34から5cm離れた、同じX座標の位置に直列に配置している。第3のエアノズル群36を構成するエアノズル39a〜39i(図には39a,39b,39c,39eのみが現れている)は、第2のエアノズル群35から5cm離れた、同じX座標の位置に直列上下方向に1列に配置している。トリガセンサ40は実施例1と同じ位置に配置している。本実施例による各エアノズル群34,35,36からのエアジェットの噴射タイミングを図22に示す。
【0132】
トリガセンサの受光器42aが信号を出力した0.2秒後に、第1のエアノズル群34を構成する各エアノズル37a〜37iからエアジェットの噴射を開始する。エアジェットを噴射しているHの状態の間は実施例1と同じく、エアジェットの噴射を0.1秒行った後、0.1秒間停止し、その後再び0.1秒間エアジェットを噴射する動作を繰り返す。第1のエアノズル群34から噴射するエアジェットは、トリガセンサの受光器42aの出力が無くなった後、0.3秒間継続する。トリガセンサの投光器41aと第1のエアノズル群34間の距離は5cmであるので、搬送速度が12m/minに設定している本実施例では、この間の所要時間は0.25秒である。本実施例では、余裕を見て0.3秒に設定した。
【0133】
トリガセンサの受光器42aに続いて受光器42bが信号を出力すると、第2のエアノズル群35を構成するエアノズル38a〜38iからエアジェットの噴射を開始する。同様にトリガセンサの受光器42cが信号を出力すると、第3のエアノズル群36を構成するエアノズル39〜39iからエアジェットの噴射を開始する。この他、捕集器43の上部ノズル群50、下部ノズル群51、L字型配管49のアシストノズル54からのエアジェットの噴射のタイミングは、実施例1と同じタイミングで行う。
【0134】
第2のエアノズル群35と第3のエアノズル群36からのエアジェットの噴射を停止するタイミングは、第1のエアノズル群34と同様に、トリガセンサの受光器42b、受光器42cの出力が無くなった後0.3秒間継続して終了する。
【0135】
本実施例によれば、エアノズルを直列上下方向に1列に配置するので、サンプリング室18の奥行き長さを短くすることができる。従って、付着物検査装置1の占有面積を小さくする効果がある。
【0136】
[実施例3]
以上説明してきた実施例1及び実施例2の付着物検査装置は、X線透過型検査装置と併用することで、さらに高い検査能力を得ることができる。
【0137】
X線透過型検査装置においては、X線を照射し撮影するX線検査領域はごく限られた場所に限定されているのが一般的である。通常、X線透過型検査装置のほぼ中央付近に、X線検査領域がある場合が多い。従って、X線検査領域を除く他の場所に、実施例1,2で説明した付着物検査手段を組み込むことができる。
【0138】
図23は、従来のX線透過型検査装置83に、実施例1あるいは実施例2に示した付着物検査装置1を直列に並べて結合した実施例を示している。図23はY軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略している。X線透過型検査装置83は、筐体85内にX線源を有し、装置のほぼ中央にX線検査領域84を有する。付着物検査装置1の手荷物配送駆動部13の高さを、X線透過型検査装置83と同じ高さにするだけで、手荷物30の付着物の検査とX線による手荷物内部の検査が可能となる。
【0139】
図24は、X線透過型検査装置83に、本発明の付着物検査の手段を組み込んで一体化した実施例を示している。図24は、Y軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略している。
【0140】
本実施例では、エアノズル群34,35,36の後段にX線検査を行うX線透過型検査装置83を配置した。図24に示した実施例において、図2に示した付着物検査部2のイオン源部23、質量分析部25、検査部制御器8、データ処理部27、吸引ポンプ24、排気部26は、X線透過型検査装置筺体85内に収納することで、装置の設置面積を小さくすることができる。
【0141】
図23及び図24に示した付着物検査装置1の実施例によれば、手荷物に付着している試料微粒子の検査と、X線による手荷物の中身の検査が可能となるので、より一層の検査の信頼度を向上することができる。
【0142】
[実施例4]
実施例1〜3の付着物検査装置では、3つのエアノズル群を使用しているが、一つのエアノズル群のみを使用した形としても良い。
【0143】
図25は、一つのエアノズル群34のみ使用した付着物検査装置の実施例を示す図である。図25は、付着物検査装置の手荷物認識部14とエアノズル群34の構成を説明するサンプリング室18内の一部断面を含む側面図である。図25において、断面は、サンプリング室18の中心を通りサンプリング室18の手荷物搬送方向に平行な断面である。図25において、側面図は、Y軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略した。
【0144】
本実施例の付着物検査装置は、一つのエアノズル群34のみを使用している以外は、実施例1と同じ構成である。エアノズル群34を構成する各エアノズル37a〜37iの配置も実施例1と同じである。
【0145】
図26は、本実施例のエアノズル群34からのエアジェット噴射のタイミングを示している。サンプリング室入口29に設けた一対のトリガセンサ40から信号が出力されると、ノズル37dから37aまで順番にエアジェットを噴射する。噴射条件は、図7に示した条件で行う。エアジェットの噴射は、トリガセンサ40からの信号出力が無くなった0.3秒後に、ノズル37dから37aまで順番に停止する。本実施例では、一つのエアノズル群34のみ使用しているため、付着物検査装置1の奥行きを、実施例1の付着物検査装置の約1/3の薄さにできる。従って、本実施例の付着物検査装置は、既存のX線透過型検査装置83の入口又は出口に容易に取り付けることができる。
【0146】
図27は、付着物検査装置をX線透過型検査装置83の入口に取り付けた実施例を示している。図27は、Y軸の正方向から見た側面図であり、分離部12と加熱部22を除く付着物検査部2の各部は図示を省略している。
【0147】
図27に示した実施例において、図2に示した付着物検査部2のイオン源部23、質量分析部25、検査部制御器8、データ処理部27、吸引ポンプ24、排気部26は、X線透過型検査装置筺体85内に収納している。
【0148】
本実施例によれば、既存のX線透過装置検査装置83を、装置の占有床面積を大きくすることなく、X線によるバルク検査と付着物のトレース検査が同時に可能な複合型の検査装置に改造できる。
【0149】
以上説明してきた本発明の付着物検査装置では、飛行機の機内に持ち込める大きさの手荷物を検査対象としているが、サンプリング室の挿入口の形状を変えることで、検査対象を拡大することができる。例えば空港において、空港会社に委託する大型のスーツケースなどにも対応できるように、サンプリング室の入口を大きくしてもよい。また、サンプリング室の入口をミリ波などを用いた人体スキャナーと同じ寸法とすることで、人体スキャナーと組み合わせた運用も可能である。さらに、挿入口を郵便物ポストの郵便物の挿入口と同程度とすることで、郵便物や、搭乗券などのチケットの検査を行うことができる。
【0150】
なお、以上述べてきた本発明の付着物検査装置の例では、粗フィルタ及び捕集フィルタの交換を自動で行う構成について説明しているが、検査員が手動で交換することでも、本発明の目的である、手荷物からの試料微粒子を剥離し、捕集し、検査できる効果に何ら変化は無い。同様に、エアジェットの照射についても、検査員が手動でエアノズルを検査対象物の表面におよそ15m/s以上の風速のエアジェットが照射できるように検査対象物の表面を走査させることでも、手荷物からの試料微粒子を剥離し、捕集し、検査できる効果に何ら変化は無い。この場合、手荷物認識部やトリガセンサも不要となるので、より安価で簡便な付着物検査装置を提供できる。
【0151】
また、以上述べてきた本発明の付着物検査装置では、試料微粒子と気流の分離手段としてサイクロン現象を利用しているが、例えば、周知の技術であるインパクタを分離手段として用いても、本実施例と同様の効果が得られる。
【0152】
また、以上述べてきた本発明の付着物検査装置では、付着物検査部として、質量分析手段を用いているが、質量分析手段に限定されるものではなく、例えば、オーブンで気化した試料微粒子の蒸気をガスクロマトグラフで分離し、発光試薬と反応させて発光を検出することにより、危険物質の有無を検査する周知の化学発光方式の付着物検査装置にも、本発明を適用できる。また、この蒸気をイオン源部の内部の放射性同位体でイオン化した後、ドリフトチューブに導入してイオンの易動度を検出することにより、危険物質の有無を検査する周知のイオンモビリティ方式の付着物検査装置にも、本発明を適用できる。
【0153】
なお、本発明は上記した実施例に限定されるものではなく、様々な変形例が含まれる。例えば、上記した実施例は本発明を分かりやすく説明するために詳細に説明したものであり、必ずしも説明した全ての構成を備えるものに限定されるものではない。また、ある実施例の構成の一部を他の実施例の構成に置き換えることが可能であり、また、ある実施例の構成に他の実施例の構成を加えることも可能である。また、各実施例の構成の一部について、他の構成の追加・削除・置換をすることが可能である。
【符号の説明】
【0154】
1…付着物検査装置、2…付着物検査部、3…中央制御部、4…手荷物配送部、5…付着物剥離捕集部、6…電源部、7…操作パネル、8…検査部制御器、9…配送部制御器、10…剥離捕集部制御器、11…付着物検査装置筺体、12…分離部、13…手荷物配送駆動部、14…手荷物認識部、15…エアノズル制御器、16…圧縮ガス発生部、17…捕集フィルタ、18…サンプリング室、20…準備架台、21…準備架台筺体、22…加熱部、23…イオン源部、24…吸引ポンプ、25…質量分析部、26…排気部、27…データ処理部、28…取手、29…サンプリング室入口、30…手荷物、31…投光器、32…受光器、33…レーン、34…第1のエアノズル群、35…第2のエアノズル群、36…第3のエアノズル群、37…エアノズル、38…エアノズル、39…エアノズル、40…トリガセンサ、41…投光器、42…受光器、43…捕集器、44…吸気管、45…粗フィルタ、46…ステンレス製粗フィルタ、47…トレー、48…取手、49…L字型配管、50…上部ノズル群、51…下部ノズル群、52…上部ノズル、53…下部ノズル、54…アシストノズル、55…排風器、56…内筒、57…外筒、58…ヒートブロック、59…熱源、60…温度計、61…ステンレス製フィルタ、62…カートリッジ、63…導入配管、64…第1細孔付電極、65…対向電極、66…針電極、67…開口部、68…第1のイオン導入細孔、69…差動排気部、70…第2の細孔付電極、71…第2のイオン導入細孔、72…粗フィルタ収納ケース、73…ステンレス製細フィルタ、74…空気シリンダ、75…ピストン、76…ケース、77…バネ、78…空気シリンダ、79…ピストン、80…貫通穴、81…板ばね、82…回収容器、83…X線透過型検査装置、84…X線検査領域、85…X線透過型検査装置筺体
【特許請求の範囲】
【請求項1】
内壁に複数のエアノズルが固定されており、内部を搬送される検査対象物に前記エアノズルからエアジェットを噴射して前記検査対象物に付着した試料物質を剥離する剥離部と、
前記剥離した試料物質を検査する検査部と、
前記検査対象物を搬送する搬送手段と、
前記搬送手段によって搬送される検査対象物の大きさを検出する大きさ検出部と、
前記複数のエアノズルの動作を制御するエアノズル制御部とを有し、
前記エアノズル制御部は、前記大きさ検出部からの出力信号に基づいて、前記検査物表面に15m/s以上のエアジェットを噴射できるエアノズルを選択し、前記選択したエアノズルからエアジェットを噴射させることを特徴とする付着物検査装置。
【請求項2】
請求項1に記載の付着物検査装置において、前記エアノズル制御部は、前記大きさ検出部からの出力信号に対応して動作させるべきエアノズル及び当該動作させるべきエアノズルに供給する圧縮空気の圧力に関する情報を予め記憶しており、前記記憶した情報に従ってエアノズルの選択及び圧力調整を行うことを特徴とする付着物検査装置。
【請求項3】
請求項1に記載の付着物検査装置において、前記試料物質を含む空気から試料微粒子を分離する分離部と、前記剥離部からの試料物質を含む空気を前記分離部へ誘導するすり鉢状の捕集部とを備え、前記捕集部は内面にエアジェットを吹き付ける複数のエアノイズを備えることを特徴とする付着物検査装置。
【請求項4】
請求項3に記載の付着物検査装置において、前記分離部はサイクロン現象を利用した分離部であり、前記捕集部と前記分離部はL字形配管によって接続され、前記L字型配管は内面にエアジェットを吹き付けるノズルを備えることを特徴とする付着物検査装置。
【請求項5】
請求項1に記載の付着物検査装置において、前記剥離部の複数のエアノズルは前記剥離部の内壁の上面と両側面に配置され、前記エアノズル制御部は、前記複数のエアノズルを上方から下方に向かう順序で動作させることを特徴とする付着物検査装置。
【請求項6】
請求項1に記載の付着物検査装置において、前記搬送手段の上流側に、前記検査対象物の大きさに応じた前記剥離部への前記検査対象物の導入位置の目安となるマークを形成したことを特徴とする付着物検査装置。
【請求項7】
検査対象物の外形に依存する外形信号を取得するステップと、
外形信号と動作させるべきエアノズル及び当該動作させるべきエアノズルに供給する圧縮空気の圧力に関する記憶情報を参照して、剥離部に設けられた複数のエアノズルのうち動作させるエアノズルの選択と圧力調整を行うステップと、
前記選択されたエアノズルから圧力が制御されたエアジェットを前記剥離部の内部を搬送されている検査対象物に向けて噴射するステップと、
前記検査対象物から剥離した試料物質と空気をすり鉢状の捕集部で捕集して分離部に送るステップと、
前記分離部で前記検査対象物から剥離した試料物質と空気を分離するステップと、
前記分離した前記試料物質を気化して試料ガスを生成するステップと、
前記試料ガスを検査することにより前記試料物質を同定するステップと
を含むことを特徴とする付着物検査方法。
【請求項8】
請求項7に記載の付着物検査方法において、
前記エアジェットを前記剥離部の内部を搬送されている検査対象物に向けて噴射するステップに続いて、前記剥離部の内壁と前記捕集部の内壁にエアジェットを噴射するステップを有することを特徴とする付着物検査方法。
【請求項9】
請求項7に記載の付着物検査方法において、
前記検査によって前記試料物質が危険物質であると同定された場合に、前記剥離部の内壁と前記捕集部の内壁にエアジェットを噴射して自己クリーニングを行うステップを有することを特徴とする付着物検査方法。
【請求項10】
請求項9に記載の付着物検査方法において、
前記自己クリーニングの後、前記剥離部の内壁と前記捕集部の内壁にエアジェットを噴射して発生した気流から試料微粒子を分離するステップと、
前記分離した試料物質を気化して試料ガスを生成するステップと、
前記試料ガスを検査することにより前記試料物質を同定するステップと、
前記検査において、前記危険物質が検出された場合、再び前記剥離部の内壁と前記捕集部の内壁にエアジェットを噴射して自己クリーニングを行うステップと
を含むことを特徴とする付着物検査方法。
【請求項1】
内壁に複数のエアノズルが固定されており、内部を搬送される検査対象物に前記エアノズルからエアジェットを噴射して前記検査対象物に付着した試料物質を剥離する剥離部と、
前記剥離した試料物質を検査する検査部と、
前記検査対象物を搬送する搬送手段と、
前記搬送手段によって搬送される検査対象物の大きさを検出する大きさ検出部と、
前記複数のエアノズルの動作を制御するエアノズル制御部とを有し、
前記エアノズル制御部は、前記大きさ検出部からの出力信号に基づいて、前記検査物表面に15m/s以上のエアジェットを噴射できるエアノズルを選択し、前記選択したエアノズルからエアジェットを噴射させることを特徴とする付着物検査装置。
【請求項2】
請求項1に記載の付着物検査装置において、前記エアノズル制御部は、前記大きさ検出部からの出力信号に対応して動作させるべきエアノズル及び当該動作させるべきエアノズルに供給する圧縮空気の圧力に関する情報を予め記憶しており、前記記憶した情報に従ってエアノズルの選択及び圧力調整を行うことを特徴とする付着物検査装置。
【請求項3】
請求項1に記載の付着物検査装置において、前記試料物質を含む空気から試料微粒子を分離する分離部と、前記剥離部からの試料物質を含む空気を前記分離部へ誘導するすり鉢状の捕集部とを備え、前記捕集部は内面にエアジェットを吹き付ける複数のエアノイズを備えることを特徴とする付着物検査装置。
【請求項4】
請求項3に記載の付着物検査装置において、前記分離部はサイクロン現象を利用した分離部であり、前記捕集部と前記分離部はL字形配管によって接続され、前記L字型配管は内面にエアジェットを吹き付けるノズルを備えることを特徴とする付着物検査装置。
【請求項5】
請求項1に記載の付着物検査装置において、前記剥離部の複数のエアノズルは前記剥離部の内壁の上面と両側面に配置され、前記エアノズル制御部は、前記複数のエアノズルを上方から下方に向かう順序で動作させることを特徴とする付着物検査装置。
【請求項6】
請求項1に記載の付着物検査装置において、前記搬送手段の上流側に、前記検査対象物の大きさに応じた前記剥離部への前記検査対象物の導入位置の目安となるマークを形成したことを特徴とする付着物検査装置。
【請求項7】
検査対象物の外形に依存する外形信号を取得するステップと、
外形信号と動作させるべきエアノズル及び当該動作させるべきエアノズルに供給する圧縮空気の圧力に関する記憶情報を参照して、剥離部に設けられた複数のエアノズルのうち動作させるエアノズルの選択と圧力調整を行うステップと、
前記選択されたエアノズルから圧力が制御されたエアジェットを前記剥離部の内部を搬送されている検査対象物に向けて噴射するステップと、
前記検査対象物から剥離した試料物質と空気をすり鉢状の捕集部で捕集して分離部に送るステップと、
前記分離部で前記検査対象物から剥離した試料物質と空気を分離するステップと、
前記分離した前記試料物質を気化して試料ガスを生成するステップと、
前記試料ガスを検査することにより前記試料物質を同定するステップと
を含むことを特徴とする付着物検査方法。
【請求項8】
請求項7に記載の付着物検査方法において、
前記エアジェットを前記剥離部の内部を搬送されている検査対象物に向けて噴射するステップに続いて、前記剥離部の内壁と前記捕集部の内壁にエアジェットを噴射するステップを有することを特徴とする付着物検査方法。
【請求項9】
請求項7に記載の付着物検査方法において、
前記検査によって前記試料物質が危険物質であると同定された場合に、前記剥離部の内壁と前記捕集部の内壁にエアジェットを噴射して自己クリーニングを行うステップを有することを特徴とする付着物検査方法。
【請求項10】
請求項9に記載の付着物検査方法において、
前記自己クリーニングの後、前記剥離部の内壁と前記捕集部の内壁にエアジェットを噴射して発生した気流から試料微粒子を分離するステップと、
前記分離した試料物質を気化して試料ガスを生成するステップと、
前記試料ガスを検査することにより前記試料物質を同定するステップと、
前記検査において、前記危険物質が検出された場合、再び前記剥離部の内壁と前記捕集部の内壁にエアジェットを噴射して自己クリーニングを行うステップと
を含むことを特徴とする付着物検査方法。
【図1】


【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図2】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【公開番号】特開2013−83472(P2013−83472A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−221847(P2011−221847)
【出願日】平成23年10月6日(2011.10.6)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月6日(2011.10.6)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]