
付着物検査装置

【課題】検査対象物に付着した物質(試料物質)を検査する技術に関し、この試料物質の同定を簡便にかつ高い確度で行うことができる付着物検査技術を提供する。
【解決手段】付着物検査装置において、試料物質が付着した検査対象物に圧縮ガスを吹き付けて、剥離した前記試料物質を捕集する補集フィルタ52と、この捕集フィルタ52に捕集された前記試料物質を分析する検査部と、を備え、関節38を有するアーム39に設けられるとともに、前記圧縮ガスを、前記検査対象物の表面に風速20m/s以上の速度で吹き付ける少なくとも1つのノズル36と、関節38を動かすことによりノズル36を検査対象物の外形に基づき移動させることを特徴とする。
【解決手段】付着物検査装置において、試料物質が付着した検査対象物に圧縮ガスを吹き付けて、剥離した前記試料物質を捕集する補集フィルタ52と、この捕集フィルタ52に捕集された前記試料物質を分析する検査部と、を備え、関節38を有するアーム39に設けられるとともに、前記圧縮ガスを、前記検査対象物の表面に風速20m/s以上の速度で吹き付ける少なくとも1つのノズル36と、関節38を動かすことによりノズル36を検査対象物の外形に基づき移動させることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、検査対象物に付着した物質(試料物質)を検査する技術に関し、主に手荷物や人体に付着した物質の検査を行う付着物検査装置に関する。
【背景技術】
【0002】
空港や港湾などの搭乗口で行われる手荷物に爆薬や麻薬などの危険物質が含まれていないか検査する技術として、例えば特許文献1、特許文献2、特許文献3、特許文献4の技術が公開されている。これらはすべて、手荷物の表面に付着した試料物質(粒子状物質)を検査することにより手荷物の内部に含まれる物質を推定する技術である。
【0003】
特許文献1では、検査員が手荷物の表面を拭取り材で拭取ることで、手荷物表面に付着した試料物質を拭取り材に転写する技術が開示されている。この技術では、拭き取り後の拭取り材を加熱して拭き取られた試料物質を気化させた後、この気化したガスをイオン化し、質量分析法を用いてその質量電荷比を測定し、予め記憶している危険物質の質量電荷比と比較することで試料物質の危険性の有無、種類を判定する技術である。また、拭取り材の代わりに、手荷物の表面に接触し振動する振動子、手荷物表面を加熱する加熱手段、空気を噴射する噴射手段または吸引手段を内包したプローブ等により、手荷物表面に付着した試料物質や危険物の蒸気を採取するプローブが提案されている。
【0004】
特許文献2、特許文献3では、人または物体に付着した危険物質または蒸気を検査する付着物検査装置が開示されている。ここで開示された自動荷物検査の技術は、荷物を収納するサンプリングチャンバーの幅全体に広がるとともに荷物の露出面を掃き取る回転ブラシが4つ備えられたサンプリングヘッドを、ばね、センサまたはサーボ等を荷物の表面に接触させることにより、荷物の付着試料物質を採取する技術である。
特許文献4では、荷物の表面から空気を吸引し、吸引出口に配した収集媒体に捕集する技術が開示されている。この収集媒体は、大きな円盤上に4つ置かれており、常時一つは吸引出口に、一つは危険物質を検出するイオン易動度分光分析器の入り口に対向する。そして、円盤を所定の角度で回転させながら、荷物に付着した試料物質を剥ぎ取り、危険性の判定を行う技術である。
【特許文献1】特開2004−301749号公報
【特許文献2】特開平09−126965号公報
【特許文献3】特開平09−126966号公報
【特許文献4】特開平07−6729号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、特許文献1の技術では、検査員が拭取り材で検査対象物の全面を丁寧に拭取る必要がある。しかし検査員によって、拭取る箇所や拭取る力などが変わるため、検査条件にばらつきが出る課題がある。また手荷物全面を拭取るため、1個の検査対象物の検査に時間がかかる課題がある。このため検査員を複数配置する必要があり、検査費用がかかるなどの課題がある。また特許文献1記載のプローブでは、採取に必要な圧縮空気の条件や、効果の具体的記載がない。さらにプローブの操作を検査員が行うため、検査員には、複雑な凹凸を有する検査対象物の表面に沿ってプローブ先端を走査する熟練した技術が求められる。
【0006】
特許文献2、特許文献3に開示の回転ブラシでは、取っ手やジッパーなどの複雑な凹凸を有する手荷物の最も外側の表面のみが回転ブラシと接触することになるため、検査箇所が限定される課題がある。また回転ブラシを手荷物表面に押し付ける際に、手荷物の表面の破損や手荷物内部の品物の破損などの事故が発生する可能性が高い課題がある。
【0007】
特許文献4では、空気の入り口は1方向のみであり、検査する手荷物の表面が限定される課題がある。また、空気を吸引する部材と、試料物質を捕集する収集媒体と、試料物質を分析するイオン易動度分光分析器は、円盤上に積載している収集媒体の回転軌道上に配置される必要があるため、空気を吸引する部材と、試料物質を捕集する収集媒体と、試料物質を分析するイオン易動度分光分析器のレイアウトが制限される課題がある。
さらに、特許文献1、特許文献2、特許文献3、特許文献4記載の付着物検査技術の共通の課題として、手荷物から危険物質を検出した後の自己クリーニングの課題があるが、具体的な解決のための手段が示されていない。
【0008】
本発明は、前記した課題を解決することを目的とし、検査員に熟練した技術を要求することなく、手荷物の表面に付着する試料物質を非接触で適切に採取し、この試料物質を同定し危険性のある物質(危険物質)が含まれているかについて検査を実施する。さらに、自己クリーニング機能を備える付着物検査装置を提供するものである。
【課題を解決するための手段】
【0009】
前記した課題を解決するために本発明は、付着物検査装置において、試料物質が付着した検査対象物に圧縮ガスを吹き付けて、剥離した前記試料物質を補集フィルタにより捕集する捕集部と、この捕集フィルタに捕集された前記試料物質を分析する検査部と、を備える付着物検査装置であって、関節を有するアームに支持されるとともに前記圧縮ガスを前記検査対象物の表面に風速20m/s以上の速度で吹き付ける少なくとも1つのノズルと、前記関節を動かすことにより前記ノズルを前記検査対象物の外形に基づき移動させるノズル駆動部とを、有することを特徴とする。
かかる構成により、検査対象物に付着した試料物質は、空気等の圧縮ガスの風圧で剥離することとなり、捕集フィルタで回収される試料物質の量を増やすことができるとともに検査条件のバラツキも低減することができる。
【0010】
さらに、ノズルの尖端を、非接触状態で検査対象物の表面に近づけて精密に走査させることができ、有効に検査対象物に付着する試料物質を剥離することができる。同様に、自己クリーニングも有効に実施することができる。
【発明の効果】
【0011】
本発明によれば、検査員に熟練した技術を要求することなく、検査対象物に非接触で、検査対象物に付着している試料物質を剥離して捕集する量を増やすことができることにより、この試料物質の同定を簡便にかつ高い確度で行うことができる付着物検査装置が提供される。さらに、自己クリーニングが可能な付着物検査装置が提供される。
【発明を実施するための最良の形態】
【0012】
(第1実施形態)
以下、本発明の実施形態を、図面を参照して詳細に説明する。以下の実施形態の説明では、付着物検査装置1により探知される試料物質として爆薬微粒子あるいは爆薬の添加物のような危険物質を例示し、これらの危険物質が付着した、被験者の手荷物を検査対象物として例示している。しかし、本発明にかかる付着物検査装置は、この他、爆発性の物質、覚醒剤等の薬剤、人体に悪影響を与える化学物質、人体に悪影響を与える細菌、ウイルス等の微生物、その他、一般に、人体に悪影響を及ぼすと想定される物質を含む試料物質を探知の対象にすることも、郵便物や人体、輸出入される物品等を検査対象物とすることもできる。しかし、付着物検査装置1により探知される試料物質は、特に限定されることなく、特定の成分物質を含む試料物質を探知の対象とすることが可能である。
【0013】
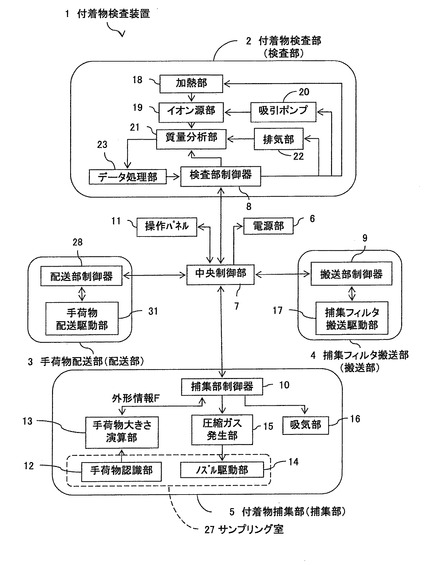
図1は、本発明の第1実施形態の付着物検査装置1の主要構成を示すブロック図である。図2は、本発明の第1実施形態の付着物検査装置1の外観を示す斜視図である。
第1実施形態の付着物検査装置1は、付着物検査部2、手荷物配送部(配送部)3、捕集フィルタ搬送部(搬送部)4、付着物捕集部(捕集部)5、電源部6、中央制御部7及び操作パネル11から構成される。装置の各部の動作に要する電力を供給する電源部6は、中央制御部7により制御される。中央制御部7は、検査部制御器8と搬送部制御器9と捕集部制御器10と配送部制御器28と接続している。各装置の各部の動作条件は、操作パネル11から入力され、中央制御部7は、入力された動作条件に従い装置の各部の動作を制御する。
【0014】
そして、図2に示される検査部筐体34の内部には、図1に示される中央制御部7、電源部6、付着物検査部2の各部、捕集部制御器10、手荷物大きさ演算部13、及び搬送部制御器9が収納されている。操作パネル11は、操作し易い所望の位置に移動して保持することが可能な保持部材24によって保持されている。
【0015】
付着物捕集部5には、検査対象物の外形を認識する手荷物認識部(認識部)12、この手荷物認識部12の出力結果から検査対象物の仮想外形を演算する手荷物大きさ演算部13、及び手荷物大きさ演算部13で演算した検査対象物の仮想外形に沿ってノズル36(図5参照)を移動させるノズル駆動部14を備えるとともに検査対象物を収納するサンプリング室27と、ノズル36からエアジェット(圧縮ガス)を噴射するための圧縮ガス発生部15と、サンプリング室27下部に接続した配管41(図2参照)を介してサンプリング室27の内部を吸気する吸気部16と、配管41に挿入及び取り出し可能に配置されるとともに検査対象物にエアジェットが当たって剥離した試料物質を捕集する捕集フィルタ52(図2参照)とが設けられている。以上の構成から成る付着物捕集部5にて、検査対象物の表面に付着する試料物質を剥離し、捕集フィルタ52に捕集する。
【0016】
試料物質を捕集した捕集フィルタ52(図2参照)は、捕集フィルタ搬送部4の捕集フィルタ搬送駆動部17によって配管41から取り出され、付着物検査部2のオーブン(加熱部)18に挿入される。
【0017】
付着物検査部2の加熱部18は、一定の温度に保持されており、加熱部18に挿入された捕集フィルタ52を、付着した試料物質が気化する温度にまで昇温する。捕集フィルタ52に捕集された試料物質も同時に加熱されて、気化し、試料ガスが生成する。加熱部18はイオン源部19に接続されている。試料ガスは、吸引ポンプ20によりイオン源部19に導入され、イオン化される。イオン源部19で生成したイオンは、質量分析部21で質量分析される。イオン源部19と質量分析部21は排気部22により排気されている。
【0018】
データ処理部23の記憶手段には、手荷物25に付着した試料物質を同定するために必要な標準質量分析データ(質量電荷比(イオンの質量数/イオンの価数)の値と相対強度)を含むデータベースが記憶されている。質量分析部21の質量分析計の検出器の出力信号は、データ処理部23に送られ、記憶手段から読み出されたデータベースと危険物質由来のイオンの質量分析の結果とを照合する等のデータ処理がされて、試料物質に含まれる危険物質(爆薬等)の特定がなされる。
特定された危険物質(爆薬等)及び/又は質量分析の結果は、操作パネル11に表示される。
【0019】
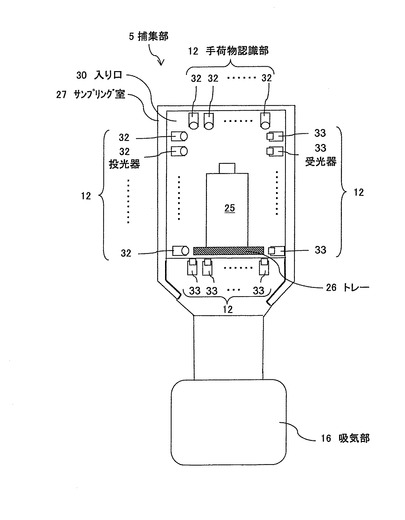
図3は、本発明の第1実施形態の付着物検査装置1の付着物捕集部5の手荷物認識部12(図1参照)の構成を説明する正面図である。図3の正面図は、図2においてX軸の負方向から見た図であり、手荷物認識部12以外の各部の記載は省略されている。
検査対象物である手荷物25は、手荷物配送駆動部31(図1参照)により駆動される網状の金属製のトレー26に載せられてサンプリング室27内に配送される。手荷物配送駆動部31には、速度センサが設けられている。この速度センサの信号は配送部制御器28から中央演算部7を介して手荷物大きさ演算部13に伝達され、手荷物25が配送される速度として常に監視されることとなる。尚、本実施形態で検査可能な手荷物25の好ましい大きさは、幅40cm、高さ50cm、奥行き70cm程度のものである。
【0020】
サンプリング室27の入り口30には、検査可能な手荷物25の最大幅40cmと最大高さ50cmより外側に、手荷物認識部12が設けられている。この手荷物認識部12は、光を投光する投光器32,32…が縦方向及び横方向に3cm間隔で直列に設けられ、これら投光器32,32…からの光を受光する受光器33,33…が対向する側に配置されている。本実施形態では、横方向に15対、上下方向に19対の投光器32及び受光器33からなる手荷物認識部12がサンプリング室27の入り口30に設けられている。
【0021】
手荷物認識部12の受光器33は、対向する投光器32からの光を手荷物25が遮断すると、その光を受光器33は受光できなくなる。そして、受光器33が受光しているか否かのL/H信号(図4(b)参照)が手荷物大きさ演算部13(図1参照)に伝達されると、そこで手荷物25の断面形状が検出される。そして、この手荷物25は、手荷物配送部3(図2参照)によりトレー26の長手方向に送られていくので、手荷物認識部12により、微小時間間隔で検出された手荷物25の断面形状を合わせることによりこの手荷物25の外形が把握される。
【0022】
図4は、本発明の第1実施形態に使用している手荷物認識部12で手荷物25の大きさを検知する工程を説明する図である。
図4(a)は、図2のY軸方向から見た、手荷物認識部12と、手荷物25の位置関係を示す概略図である。なお手荷物25と手荷物認識部12以外の記載は省略している。図4(a)において手荷物認識部12は、説明を簡単にするために、手荷物25の高さ方向と奥行き方向の大きさを検知する受光器33(33a,33b,33c…,33g)が7つのみ配した図となっている。なお図4(a)では、手荷物25の高さ方向と奥行き方向の大きさを検知する手段について説明しているが、手荷物25の上下方向に設けられた同様の手荷物認識部12により手荷物25の幅方向の大きさが検知される。
【0023】
図4(b)は、図4(a)に示される手荷物認識部12を手荷物25の点1、点2、点3、点4に位置する断面が通過する際の、受光器33(33a,33b,33c…,33g)のそれぞれの信号の状態を示したものである。図4(b)において、横軸は秒単位の時間を示しており、図中、受光器33が投光器32からの光を遮断され信号を出力している状態をH信号、その光を受光して信号を出力していない状態をL信号として表している。
【0024】
手荷物25は手荷物配送部3(図1参照)のトレー26に載せられて(図2参照)、図4の矢印方向に搬送される。また手荷物25が配送される速度は、前述したように手荷物配送駆動部31(図1参照)に付加した速度センサ(図示せず)で検知された信号に基づき定められるものである。また、この手荷物25の配送速度が予め定められた所定値となるように、配送部制御器28は、速度センサからの信号に基づき手荷物配送駆動部31を制御する。
【0025】
図4に戻って説明を続ける。手荷物25の点1、点2、点3、点4の各箇所が手荷物認識部12を通過した際に、手荷物認識部12の受光器33の信号は変化する。図4(b)に示すように、手荷物25の端面位置を示す点1で受光器33c,受光器33d,受光器33e,受光器33fが検知する。手荷物25の凸部の始点位置を示す点2で受光器33b,受光器33c,受光器33d,受光器33e,受光器33fが検知する。手荷物25の凸部の終点位置を示す点3で受光器33bが非検知となる。手荷物25の終端位置を示す点4で全ての受光器33が非検知となる。
このように手荷物認識部12の受光器33で検出された信号の変化は、手荷物大きさ演算部13(図1参照)に伝達されることになる。
【0026】
図1に示される手荷物大きさ演算部13では、各手荷物認識部12の信号が変化するまでの時間の間における手荷物25の配送速度を、手荷物配送部3の速度センサから出力された信号に基づき演算している。そして、この演算の結果から得られた配送速度と、手荷物認識部12の各受光器33から出力されるL/H信号と、これらL/H信号が互いに切り替わるまでの時間とから、手荷物25の横方向から見た外形の大きさが演算される。
【0027】
このことを図4(b)を用いてさらに詳しく説明する。
点1から点2までの距離L1は、点1で受光器33c,受光器33d,受光器33e,受光器33fが検知してから点2で受光器33bが検知するまでの時間T1に、点1から点2までの配送速度V1を剰算することで、点1から点2までの距離が演算できる。同様の演算で点2から点3までの距離L2は、点2で受光器33bが検知してから点3で非検知になるまでの時間T2に、点2から点3までの配送速度V2を剰算することで演算する。同様の演算で点3から点4までの距離L3は、点3で受光器33bが非検知してから点4で全ての受光器33が非検知となるまでの時間T3に、点3から点4までの配送速度V3を剰算することで演算する。
手荷物25の奥行き方向の長さは、上述の手段で求めたL1とL2とL3の距離を加算して演算する。
【0028】
以上の演算で、点1と点2の間の長さL1の範囲では手荷物25は、受光器33cを配置した高さ以上の大きさを有しており、点2と点3の間の長さL2の範囲では手荷物25は、受光器33bを配置した高さ以上の大きさを有しており、点3と点4の長さL3の範囲では手荷物25は、受光器33cを配置した高さ以上の大きさを有した形状であることを求めることができる。
【0029】
次に手荷物25の最大の大きさを仮想する。本実施形態では、検知した受光器33と検知しなかった受光器33の中間に、手荷物25の端面があると仮定する。例えば点1では、実際に検知した受光器33cと検知しなかった受光器33bの中間に、実際の手荷物25の高さがあると仮定する。本実施形態では受光器33の間隔は3cmであるので、点1での手荷物25の高さは受光器33cの位置に1.5cm加算した位置と仮想する。
【0030】
上述した手荷物25の最大の大きさを仮想する方法では、本実施形態では投光器32と受光器33の間は光の線で手荷物25の有無を監視しているため、点1で受光器33bが反応していないが、実際の手荷物25は受光器33bの直下までの高さを有していることも考えられる。この場合上述した方法で仮想した高さよりも高い位置に手荷物25の端面があることになる。本実施形態では、手荷物大きさ検知器間隔31が3cmであるので、仮想した手荷物25の大きさに対して最大+−1.5cmの誤差が生じることになるが、本発明の目的である手荷物25の表面に付着する試料物質を剥離する上で問題は生じない。この理由については後述する。また以上の処理は、手荷物大きさ演算部13で手荷物25の配送過程で処理しており、手荷物25のサンプリング室27内への配送が終了した時点で、上述する手荷物25の外形演算は終了している。
【0031】
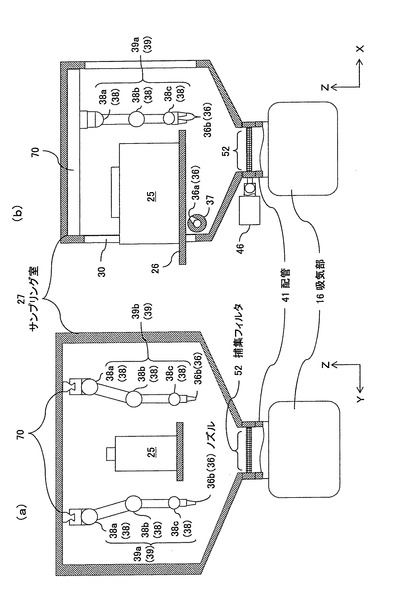
次に図5を参照して本実施形態の試料物質の剥離に用いるエアジェットが噴射されるノズル36の構成について説明する。
図5(a)は、サンプリング室27内の一部断面を含む正面図を示している。図5(a)において、断面は、配管41の中心を通り、サンプリング室27の手荷物搬送方向に垂直な断面であり、正面図は、図2のX軸の負方向から見た図であり、ノズル36に関連するもの以外の各部の記載は省略している。
【0032】
図5(b)は、サンプリング室27内の一部断面を含む側面図を示している。図5(b)において、断面は、サンプリング室27の中心を通りサンプリング室27の手荷物搬送方向に平行な断面である。側面図は、図2のY軸の負方向から見た側面図であり、ノズル36に関連するもの以外の各部の記載は省略している。
【0033】
発明者らは、手荷物25に付着している試料物質を剥離するには、手荷物表面に40m/sから130m/sの風速のエアジェットを手荷物25の表面に対して傾斜した方向から噴射することが有効であることと、剥離した試料物質を効果的に捕集するには、エアジェットの噴射とともにサンプリング室27内のガスを吸気することが重要であることを実験から見出した。
【0034】
図6は、第1実施形態の付着物検査装置1の構成を用いて、エアジェットの風速と、検知される試料物質としてC4爆薬の回収率との関係を測定した結果を示している。ここでC4爆薬とは、プラスチック爆薬の一種である。測定は、C4爆薬を付着させた皮革表面に風速の条件を変えたエアジェットを噴射し、C4爆薬を捕集した捕集フィルタ52を後記する加熱部18(図7参照)に入れて、質量分析部21(図9参照)でC4爆薬の信号強度を測定し、得られたC4爆薬の信号強度からC4爆薬の回収量を求めた。尚、実験は、広範囲にエアジェットを噴射できるようにノズル36の大きさを直径2mmとし、測定の際のサンプリング室27内のガスの吸気速度は、1,600リットル/分である。
図6の実験結果から、風速20m/s以上の風速のエアジェットを噴射することで、捕集フィルタ52から明瞭なC4爆薬由来の信号が得られることがわかった。図6の実験結果からC4爆薬の回収率は、風速40m/sまでは、風速に依存して急激に増加するが、風速40m/s以上ではC4爆薬の回収率の増加量はゆるやかになる。特に風速が130m/s以上の条件では、C4爆薬の回収率に大きな改善は得られないことがわかった。
【0035】
またサンプリング室27内を吸気せずにエアジェットを皮革表面に噴射した実験では、得られたC4爆薬由来の信号強度は、大幅に低下した。
従って手荷物25表面から効果的に爆薬微粒子を剥離し、捕集する上で、風速40m/s以上、130m/s以下のエアジェットを皮革表面に噴射することと、サンプリング室27内を吸気することが重要であることを見出すことができた。
【0036】
また本実験から、直径2mmのノズル36(36a,36b)から、手荷物25表面に風速40m/sから130m/sのエアジェットを噴射するには、ノズル36の尖端を、手荷物25表面から3cmから9cmの距離に近づける必要があることも、実験から求めた。
本実施形態の付着物検査装置1では、ノズル36は、図5(a)、図5(b)に示すように、手荷物の底面にエアジェットを噴射するノズル36aと、手荷物の上面と側面にエアジェットを噴射するノズル36bの2系統を備えている。
【0037】
ノズル36aは、前述したサンプリング室27入り口30のトレー26の搬送軌道より3cm下に、検査可能な手荷物25の幅である40cmより長い、円筒状の筒37に設けられている。筒37には直径2mmのノズル36aを、トレー26の底面に対して30度傾斜して搬送方向に向けて、3cm間隔で20個開口している。円筒状の筒37は、円筒状の筒37の中心軸に対して回転可能である。円筒状の筒37の回転駆動は、ノズル駆動部14(図1参照)で制御している。
【0038】
ノズル36bは、サンプリング室27内に手荷物25の搬送方向に対して両側面に1対の、サンプリング室27の奥行き方向に直進移動機構部70によって移動可能で、サンプリング室27の入り口30の面内に回転可能な3つの関節38(38a,38b,38c)を有したアーム39a,39bの尖端部分で支持されている。アーム39(39a,39b)の各関節38の駆動は、ノズル駆動部14(図1参照)で制御しており、アーム39の先端には直径2mmのノズル36bを3cm間隔で2個備えられている(図5(b)参照)。尚、ノズル36bの数量、及び、相対的配置は適宜変更できる。
【0039】
ノズル36(36a,36b)からエアジェットを噴射するための圧縮ガス発生部15(図1参照)は、周知の技術であるターボファンを使用している。圧縮ガス発生部15は、サンプリング室27の上部の捕集部筐体35(図2参照)の中に収納されており、図示しないエアバルブにより供給されるエア量を調整してノズル36(36a,36b)までエアを供給する。このエアバルブの調整は、捕集部制御器10により行なわれる。
【0040】
図3と図5を参照して手荷物25へのエアジェットの噴射手順について説明する。
まず図3を参照して、手荷物25がサンプリング室入り口30に到達したことを、サンプリング室27の入り口30に配した手荷物認識部12の信号から捕集部制御器10(図1参照)で判断すると、サンプリング室27内を吸気する吸気部16を駆動すると同時に、圧縮ガス発生部15(図1参照)を駆動する。次にエアバルブ(図示せず)を開けて、図5に示す20個のノズル36aに圧縮ガスを供給し、エアジェットを手荷物25の底面に噴射する。
【0041】
同時に、ノズル駆動部14を動作させて、アーム39aのノズル36bを手荷物25の搬送方向側、アーム39bのノズル36bを搬送方向逆側で手荷物25上面に配置させる。そして、手荷物大きさ演算部13で演算された手荷物25の仮想外形に対し、3cmから9cmの距離を離して前述した風速40m/sから130m/sのエアジェットを手荷物25の表面に噴射する。本実施形態ではこの距離を5cmとしている。
【0042】
手荷物25がサンプリング室27内に搬送されたことを、手荷物認識部12の信号変化より捕集部制御器10が判断すると、エアバルブを閉じて、ノズル36からエアジェットの噴射を停止する。
【0043】
前述したように実際の手荷物25の大きさに対して手荷物大きさ演算部13で演算した手荷物25の仮想外形は+−1.5cmの誤差が生じている。
また、直径2mmのノズル36から、風速40m/sから130m/sのエアジェットを手荷物25表面に噴射するには、前述したように、ノズル36を、3cmから9cm離して、手荷物25の表面に走査する必要がある
本実施形態では前述したように、ノズル36の移動目標位置を仮想外形より5cm離れた位置を目標としている。この場合実際のノズル36の尖端位置は、ノズル36の移動目標位置である5cmに、上述した仮想外形の誤差である+−1.5cmを加算した距離が、実際の手荷物25の表面からノズル36尖端までの距離となる。本実施形態では、手荷物25の実際の外形から、3.5cmから6.5cmの範囲で手荷物25の周囲を走査することになる。
【0044】
従って本実施形態によれば、手荷物25表面から爆薬微粒子の剥離に効果的な風速40m/sから130m/sのエアジェットが噴射できる距離の範囲内で、ノズル36を手荷物25表面に沿って走査することになる。
すなわち、図2に示す本実施形態の付着部物検査装置1の付着物捕集部5が図示するような構成を採る場合、手荷物認識部12の直列に配置される投光器32,32…(受光器33,33…)(図3参照)の間隔は、ノズル36(図5)から風速40m/sから130m/sのエアジェットが手荷物25表面に噴射できる距離より短いことが望まれる。もしこれら投光器32,32…(受光器33,33…)の間隔が、風速40m/sから130m/sのエアジェットを手荷物25表面に噴射できる距離より狭かったり広かったりすると、ノズル36尖端が手荷物25表面に衝突する事故や、風速40m/sのエアジェットが手荷物25表面に噴射されなくなる。
【0045】
この後、ノズル36bを、ノズル駆動部14でアーム39の各関節38(38a,38b,38c)及び直進移動機構部70を駆動しながら、手荷物大きさ演算部13で演算した手荷物25の奥行き寸法より長く、手荷物25の仮想外形から約5cmの距離で、手荷物25の表面を走査しながら手荷物25下面まで下降させる。ノズル36bが手荷物25の下面に到達すると、捕集部制御器10は、エアバルブを閉じてエアジェットの噴射を終了し、ノズル36bを退避位置に移動し、次いで吸気部16を停止する。ここで、ノズル36bを備えたアーム39の自由度は、本実施形態に限定されるものではなく、アーム39の自由度を適宣に変更し、ノズル36bの可動できる範囲を広げることは、より精密に手荷物25表面に沿ったノズル36bの走査が可能となるため、手荷物25に付着する試料物質を剥離する目的を達成する上で有効である。
【0046】
同時にノズル36bからのエアジェットの噴射が終了したことが、捕集部制御器10から中央制御部7へさらに搬送部制御器9へ伝達されて、この搬送部制御器9よりサンプリング室27の配管41に保持されている捕集フィルタ52を取り出すよう指示が出る。
【0047】
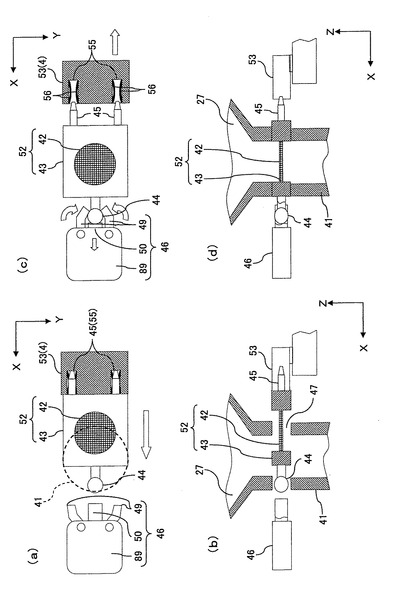
図7は本実施形態の付着物検査装置1において、サンプリング室27と付着物検査部2と捕集フィルタ搬送駆動部17の位置関係を示す上面図である。これら上面図は、図2におけるZ軸の正方向から見た上面図であり、各部を簡略に表示した概略図である。
図8はサンプリング室27と吸気部16(図2参照)を接続する配管41の途中に挿入している捕集フィルタ52を説明する図である。
また図8(a)、図8(c)は、捕集フィルタ52を保持した配管41の一部抜粋した断面図である。図8(a)、図8(c)において、断面は配管41の捕集フィルタ挿入口47の上端面を通り、Z軸の正方向から見た配管41の一部抜粋した断面図であり、配管41の一部及び捕集フィルタ保持部46、捕集フィルタ52、捕集フィルタ搬送駆動部17のハンド部53以外の各部は省略している。
図8(b)、図8(d)は、図8(a)、図8(c)の一部断面を含む側面図である。図8(b)、図8(d)において、断面は配管41の中心を通る断面であり、Y軸の正方向から見た側面図である。
【0048】
図8に示すように本実施形態の捕集フィルタ52は、フィルタ部42と、フィルタ部42を保持するブロック枠43から成る。フィルタ部42は、配管41の内径と同一の57mmの円形である。その周囲を厚さ8mmのアルミ製のブロック枠43で保持している。アルミ製のブロック枠43の一方には、サンプリング室27及び加熱部18(図7参照)に捕集フィルタ52を固定するために必要な、直径6mmの球体44が接続されている。またブロック枠43の他方には、捕集フィルタ搬送駆動部17で、捕集フィルタ52を搬送する際にハンド部53で捕集フィルタ52を保持するために必要な直径4mmの円筒状のボス45が2つ設けられている。
【0049】
実際の爆薬(試料物質)の粒径を観察したところ、最小の大きさは10から20ミクロンの粒であることを、発明者らは見出した。この知見から本実施形態では、フィルタ部42は、非貫通性で12.7ミクロンのメッシュの耐熱性、耐久性に優れたステンレス製フィルタを使用した。非貫通性のフィルタであるので、10から20ミクロンの粒子を捕集することができる。
【0050】
捕集フィルタ52を配管41及び加熱部18に固定する捕集フィルタ保持部46について、図8(a)〜図8(d)を用いて説明する。
捕集フィルタ保持部46は、図8(a),(c)に示すように捕集フィルタ52のブロック枠43に接続している球体44を掴むことで、捕集フィルタ52を固定する。捕集フィルタ保持部46は、配管41及び後述する加熱部18の、捕集フィルタ挿入口47と反対側に配しており、ブロック枠43の端面に配した球体44を掴む爪49と、可動ボス50と、可動ボス50の位置で爪49を開閉動作させるカム機構(図示せず)を備えている。このカム機構は、捕集フィルタ保持部筐体89に収納されている。
【0051】
図8(a)に示すように、捕集フィルタ保持部46の可動ボス50を、捕集フィルタ52のブロック枠43に接続している球体44で押し込むと、カム機構の機能で爪49が閉じて図8(c)に示すように球体44を掴む。この状態で、さらに球体44を押し込んだ後、捕集フィルタ52を引き抜くと、図8(a)に示すように、カム機構の機能で爪49が開いて球体44を開放する動作をする。捕集フィルタ52の押し込み動作及び引き抜き動作は、捕集フィルタ搬送部4で行う。
【0052】
捕集フィルタ搬送駆動部17は、図7に示すように、捕集フィルタ52を掴むハンド部53と、ハンド部53に伸縮と回転自由度を与えるとともに捕集フィルタ52を搬送する搬送アーム54を2対備えており、ハンド部53は任意の方向への回転移動と、任意の位置に直進移動することが可能である。また、それぞれの搬送アーム54は、それぞれ独立に直進移動することが可能である。ハンド部53の先端には、図8(c)に示すように捕集フィルタ52のブロック枠43に設けた2つのボス45が挿入できる穴55が設けてある。穴55の内部には円筒状に丸めた板ばね56が収められており、ブロック枠43のボス45が穴55に挿入されると、板ばね56の反力でボス45を保持する。従って、捕集フィルタ52はハンド部53に保持される。
【0053】
捕集フィルタ52を配管41から引き抜き加熱部18へ挿入する手順について図7及び図8を用いて説明する。
前述したように捕集フィルタ52は、配管41に捕集フィルタ保持部46で保持されている。図7(b)に示すように捕集フィルタ搬送駆動部17の搬送アーム54を伸ばして、図8(c)に示すようにハンド部53の穴55にブロック枠43のボス45を入れて、捕集フィルタ52を保持する。さらに図7(b)から(c)に示すように搬送アーム54を伸ばしてから搬送アーム54を縮めると、図8(a)に示すように、捕集フィルタ保持部46の爪49がカム機構51によって搬送アーム54の縮退する動きと連動して開き、捕集フィルタ52は配管41から引き抜かれる。図7(c)に示すように所定の位置まで搬送アーム54を縮退させた後、図7(d)に示すようにハンド部53を加熱部18に対向する位置に回転させる。再び図7(e)に示すように搬送アーム54を進展させて、捕集フィルタ52を加熱部挿入口51(図2参照)から加熱部18内部に挿入する。なおこの加熱部18の捕集フィルタ搬送部4と反対側にも、フィルタ保持部46が設けられており、加熱部18内部に挿入された捕集フィルタ52は、このフィルタ保持部46により保持される。
【0054】
図7(e)に示した実施形態では、捕集フィルタ搬送駆動部17では、捕集フィルタ52を加熱部18に挿入すると同時に、別の捕集フィルタ52をハンド部53に保持した搬送アーム54を伸展させて、サンプリング室27の配管41に挿入する動作を行い、次の手荷物25の検査に備える例を示している。
【0055】
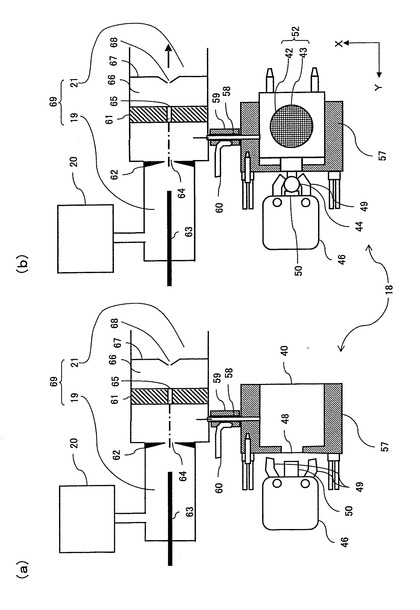
次に付着物検査部2の加熱部18の概略構成について、図9を用いて説明する。図9は、加熱部18、イオン源部19及び質量分析部21を一部断面した上面図を示している。図9において、断面は導入配管58の中心を通る断面であり、上面図はZ軸の正方向から見た図である。図9において、加熱部18、イオン源部19、質量分析部21、吸引ポンプ部20を簡略に示しており、それ以外の構成部は省略している。
【0056】
図9に示すように加熱部18の基本構成は、箱型の収納部57と、捕集フィルタ52を保持する捕集フィルタ保持部46と、イオン源部19及び加熱部18を接続する導入配管58と、収納部57及び導入配管58に設けられ試料ガスの吸着防止または脱離を促進させる熱源59と、温度を計測する温度計60とから構成されている。温度計60と熱源59は検査部制御器8(図1参照)と接続しており、所望の温度に制御することができる。収納部57、導入配管58の温度は室温から300℃の間の任意温度に加熱、保持することが出来る。本実施形態では収納部57と導入配管58の温度は、200℃に設定した。
加熱部18の収納部57には、捕集フィルタ52が挿入される加熱部挿入口51と、この加熱部挿入口51の反対側に捕集フィルタ52のブロック枠43に設けた球体44が通過する窓48が開いている。
【0057】
図7及び図9を参照して捕集フィルタ52を加熱部18の挿入口40から加熱部18内部に挿入する手順について説明する。
図7(e)に示したように、搬送アーム54を伸ばして、ハンド部53に保持した捕集フィルタ52を挿入口47から収納部57の中に挿入する。そして図9(b)に示すように捕集フィルタ52のブロック枠43に設けた球体44は、収納部57の窓48を通って、収納部57の外に配置した捕集フィルタ保持部46の可動ボス50に押し付けられる。さらに搬送アーム54(図7(e)参照)を伸ばして、捕集フィルタ52のブロック枠43に設けた球体44を、捕集フィルタ保持部46の爪49で保持させた後、搬送アーム54を縮退させて、捕集フィルタ52とハンド部53を分離し、搬送アーム54を退避位置まで移動することで、図9(b)に示したように捕集フィルタ52を、試料物質が捕集された面を上にして収納部57の内部に保持することができる。収納部57の挿入口40と窓48は、捕集フィルタ52のブロック枠43によって塞がれるので、捕集フィルタ52の加熱は効果的に行われる。
【0058】
本実施形態の捕集フィルタ搬送駆動部17を用いれば、配管41および加熱部18には捕集フィルタ52のみが保持されるので、捕集フィルタ搬送駆動部17を介しての捕集フィルタ52の相互汚染の可能性が無い。また加熱部18では捕集フィルタ52のみが加熱されるので、ハンド部53や捕集フィルタ52の搬送アーム54から発生するガスによって、付着物検査部2の検知感度が低下することは無い。また本実施形態によれば、サンプリング室27と加熱部18は物理的に分離した位置に配置することができるので、占有床面積を増加することなく付着物捕集部5と付着物検査部2の配置が自由にできる。
【0059】
図9(b)に示したように捕集フィルタ52が収納部57に挿入されると、捕集フィルタ52の面は急速に加熱されるので、捕集フィルタ52に捕集されている試料物質の気化が急速に促進される。
【0060】
加熱部18内で生成した試料ガスは、吸引ポンプ20により導入配管58を通り、イオン源部19の、第1の細孔付電極61と対向電極62との間の空間に運ばれる。イオン源部19には針電極63が配置され、針電極63と対向電極62との間に高電圧が印加されている。針電極63の先端付近にコロナ放電が発生し、まず、窒素、酸素、水蒸気等がイオン化される。これらのイオンは一次イオンと呼ばれる。一次イオンは、電界により対向電極62の側に移動する。第1の細孔付電極61と対向電極62との間の空間に運ばれてきた気化した試料ガスは、対向電極62に設けられた開口部64を介して、針電極63が配置される空間に流れ、一次イオンと反応してイオン化される。大気中のコロナ放電を利用して1次イオンを生成し、この1次イオンとガスとの化学反応を利用してガス中の化学物質をイオン化する方法は、大気圧化学イオン化法と呼ばれている。
【0061】
イオン源部19には、熱源(図示せず)と温度計(図示せず)が設けられている。この熱源への電力の供給は、温度計の出力信号に基づき、検査部制御器8(図1参照)により制御され、気化した試料ガスがイオン源部19の内部に吸着しないように、イオン源部19は、常時所望の温度に加熱、保持されている。
【0062】
対向電極62と第1の細孔付電極61との間には1kV程度の電位差があり、イオンは第1の細孔付電極61の方向に移動して、第1のイオン導入細孔65を介して差動排気部66に取り込まれる。差動排気部66では断熱膨張が起こり、イオンに溶媒分子等が付着する、いわゆるクラスタリングが起きる。クラスタリングを軽減するため、第1の細孔付電極61、第2の細孔付電極67をヒーター等で加熱するのが望ましい。
【0063】
大気圧化学イオン化法により生成された試料ガスのイオンは、第1の細孔付電極61の第1のイオン導入細孔65、排気部22(図1参照)により排気された差動排気部66、第2の細孔付電極67の第2のイオン導入細孔68を介して、質量分析部21に導入される。質量分析部21は、排気部22により排気されている。イオン源部19と質量分析部21は、1つの容器69を構成している。
【0064】
質量分析部21に導入された試料ガスのイオンは、イオントラップ型質量分析計によって質量分析される。データ処理部23(図1参照)には、予め、検知の対象となる単数又は複数の試料物質を同定する必要な質量電荷比の値が、設定されている。この検知しようとする試料物質を同定する必要な質量電荷比に関する、質量分析計の検出器の出力信号は、試料ガスのイオンの質量分析の結果として、所定の時間間隔で連続してデータ処理部23に送られ、データ処理される。データ処理部23の記憶手段には、複数の爆薬、薬物等の特定の試料物質(危険物質)を同定する必要な質量分析データ(質量電荷比の値と相対強度)、及び、特定の試料物質(危険物質)の同定判断の基準となる信号強度の判定閾値が、データベースとして、記憶されている。データ処理部23に送られてきた信号の質量電荷比が、記憶手段から読み出されたデータベースと照合され、検知対象である特定の試料物質(危険物質)と同定されると、送られてきた信号の強度が判定閾値よりも大きいことを条件に、検知対象である特定の試料物質(危険物質)の存在の可能性を、操作パネルに11表示して操作者に知らされる。
【0065】
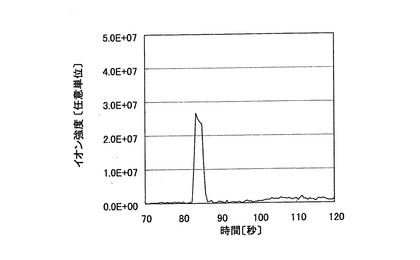
図10は、第1実施形態の付着物検査装置1の構成を用いて、C4爆薬粒子が付着した手荷物25を検査した結果を示している。図10において、縦軸は任意単位のイオン強度を示しており、横軸は秒単位の時間を示している。
【0066】
図10に示すように、C4爆薬成分が検出されたことを示す明瞭な信号が得ることができている。この結果から、第1実施形態の付着物検査装置1を用いることで、C4爆薬粒子が付着した実際の手荷物25から、C4爆薬粒子をエアジェットで剥離し捕集フィルタ52で捕集し、加熱部18で気化し、質量分析部21でC4爆薬成分を検知できることを証明した。本実施形態の構成からなる付着物検査装置1では、手荷物25からC4爆薬を平均7.9%で回収できることを、実験から確認した。
【0067】
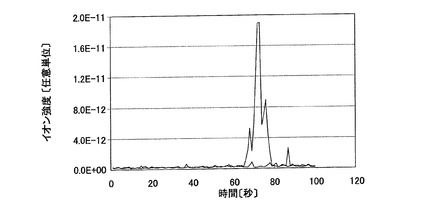
図11は、TNT爆薬粒子が付着した実際の手荷物25を検査した結果を示している。
図11において、縦軸は任意単位のイオン強度を示しており、横軸は秒単位の時間を示している。図11に示すように、TNT爆薬成分が検出されたことを示す明瞭な信号が得ることができている。この結果から、第1実施形態の付着物検査装置1を用いることで、TNT爆薬粒子が付着した実際の手荷物25から、TNT爆薬粒子をエアジェットで剥離し捕集フィルタ52で捕集し、加熱部18で気化し、質量分析部21でTNT爆薬成分を検知できることを証明した。
【0068】
以上述べてきた本実施形態による付着物検査装置1は、手荷物25に付着した試料物質に爆薬等の危険物質が含まれるか否かの検査を、手荷物25に何も接触せずに、また、自動で、一定の条件で検査することができるので、手荷物25の破損や汚染などが生じることなく、また、熟練した検査員を必要とせずに、迅速に検査することができる。
【0069】
第1実施形態の付着物検査装置の効果を要約すると、(1)サンプリング室27内部で、ノズル36の先端を、手荷物大きさ演算部13で演算した手荷物25の仮想外形から、5cmの距離で手荷物25の周囲を走査させることで、手荷物25に付着している試料物質の剥離に有効な40m/sから130m/sの風速のエアジェットを手荷物25の表面に噴射することができるので、手荷物25から効果的に試料物質を剥離することができる。(2)剥離した試料物質を、サンプリング室27をその下部に固定した非貫通性の捕集フィルタ52を介して吸気することで、効果的に捕集フィルタ52に捕集される。(3)試料物質を捕集した捕集フィルタ52は、捕集フィルタ搬送駆動部17で、自動でサンプリング室27から引き出され、質量分析部21と結合した加熱部18に挿入するので、搬送過程での捕集フィルタ52の汚染や、人による汚染が無く、サンプリング室27から加熱部18に搬送することできる。(4)加熱部18に挿入された捕集フィルタ52は、急速に加熱されるため、試料物質に含まれる危険物質(爆薬等)の成分が気化して濃度の高いガスが発生する。従って、イオン源部19で生成される危険物質由来のイオン濃度が高くなり、より強い信号強度が質量分析部21で得られるため、高感度な検査ができる。
【0070】
次に、本実施形態の付着物検査装置1の、自己クリーニングの手順について説明する。
図12は、第1実施形態の付着物検査装置1で、C4爆薬を検出した後のサンプリング室27について、このサンプリング室27を吸気部16で吸気しながらサンプリング室27の内壁にエアジェットを吹きつけた際に使用した捕集フィルタを加熱部18の中に入れて爆薬の有無を検査した結果を示している。図12において、縦軸は任意単位のイオン強度を示しており、横軸は秒単位の時間を示している。図12に示すように、明らかにC4爆薬を検出した後のサンプリング室27から採取した試料物質からC4爆薬(危険物質)を示す信号が得られている。
【0071】
図12の結果から、発明者らは、一度爆薬のような危険物質を採取したサンプリング室27内には、その後も爆薬粒子(危険物質)が残留することを見出した。サンプリング室27内壁に、そのような危険物質が残留した状態で、次の別の手荷物25を検査すると、サンプリング室27内壁に付着した危険物質が剥離して、捕集フィルタ52に捕集されることが考えられる。この場合実際には手荷物25に付着する試料物質にそのような危険試料物質は付着していないが、付着物検査部2ではその危険物質を検知することになるので、誤検知の原因となる。従って手荷物25の付着物検査装置1において、自己クリーニング機能は、必要不可欠な機能であるといえる。
【0072】
サンプリング室27の内壁のクリーニング手段として、検査員が清浄な拭取材でサンプリング室27の内壁を丹念にふき取り清掃を行う手段も考えられるが、検査員の安全性や、清掃に要する時間、サンプリング室27内に設置した手荷物認識部12、ノズル36を備えたアーム39などの破損、または、サンプリング室27内壁の人による汚染が考えられ、現実的ではない。従って、手荷物25の付着物検査装置1には、サンプリング室27の内壁を自動でクリーニングする機能が必要である。
【0073】
自己クリーニング機能の課題として、以下の二つの課題が存在する。(1)自己クリーニングに要する時間は、検査を速やかに再開できるようにするために出来るだけ短い時間とする課題。(2)誤検知を防ぐために、クリーニング効果を定量的に確認する課題。
【0074】
第1実施形態の付着物検査装置1では、特別な自己クリーニングのための部品、装置を必要とせずに、自動で、人を介さずにサンプリング室27をクリーニングすることができ、さらにクリーニングの効果を定量的に検査することができる。
【0075】
第1実施形態の付着物検査装置1による自己クリーニングは、以下の手順で行う。
データ処理部23で検査結果から爆薬成分を検出したと判断した場合、その旨を操作パネル11に表示して検査員に知らせる。その後、付着物検査装置1は自己クリーニングを開始する指示待ちの状態となる。検査員によって操作パネル11から自己クリーニング実行の指示が選択されると、中央制御部7から捕集部制御器10、搬送部制御器9、検査部制御器8に自己クリーニング工程の指示を出す。
【0076】
捕集部制御器10では、通常の検査工程を停止し、あらかじめ決められた自己クリーニング工程を始める。自己クリーニング工程は以下の工程で行う。吸気部16を駆動し、サンプリング室27内を吸気するとともに、圧縮ガス発生部15を駆動する。サンプリング室27内に配しているノズル36aは、ノズル駆動部14によってサンプリング室27の内壁に向くように円筒状の筒37が回転し、ノズル36bは、あらかじめ記憶させている自己クリーニング開始位置に移動するようにノズル駆動部14によってアーム39(39a,39b)を駆動する。
【0077】
ノズル36(36a,36b)の移動が終了した後、エアバルブ(図示せず)を開けて圧縮ガスをノズル36に供給して、エアジェットをサンプリング室27内壁に噴射する。またノズル36(36a,36b)は、互いのアーム39(39a,39b)の表面に交互にエアジェットを噴射する。
ノズル36は、その尖端とサンプリング室27内壁との距離が、前述した爆薬微粒子を効果的に剥離できる風速40m/s以上のエアジェットを噴射できる9cm以下の距離で、サンプリング室27内壁と互いのアーム39(39a,39b)の表面を走査する。
【0078】
エアジェットを噴射することによって、手荷物25から爆薬微粒子を剥離することができることは実証済みである。従ってエアジェットをサンプリング室27内壁に噴射することで、サンプリング室27の内壁に残留した爆薬微粒子を剥離し、吸気部16でサンプリング室27内を吸気することでサンプリング室27から排出することができる。次に、サンプリング室27が危険物質を検知する前と同等の清浄性に復帰したかを自己検査する。
【0079】
自己クリーニングの際に、配管41に保持している捕集フィルタ52を、上述した捕集フィルタ搬送駆動部17で取り出し、加熱部18に挿入し、上述した付着物検査部2で捕集フィルタ52から検出した成分と予め記憶している危険物質の成分を比較する。比較の結果、付着物検査部2で爆薬の信号を検知していないレベルと判断すると、通常の検査工程が再開され、爆薬の信号を検知しているレベルと判断すると、再び自己クリーニングを開始する。
【0080】
図13は、第1実施形態の付着物検査装置1で、C4爆薬を検出した後のサンプリング室27の内壁を、上述の方法で自己クリーニングした時に使用した捕集フィルタ52を検査した結果を示している。図13は、上述した自己クリーニング工程を8回繰り返した後の検査結果である。図13に示すように、C4爆薬を示す信号に全く変化がないことから、サンプリング室27内が、本実施形態の自己クリーニング方法で、清浄化されたことを証明することができた。
【0081】
以上説明してきた本実施形態による自己クリーニング手段によれば、一旦手荷物から爆薬を検知した場合でも、サンプリング室27の内部のクリーニングを、人による汚染やサンプリング室27の内部の構成部品を破損させることなく、自動で、短時間で行うことができる。また、クリーニング後のサンプリング室27の清浄度を、付着物検査部2で測定することで、クリーニングの効果を定量的に確認することができるので、危険物質を検知した後の検査でも誤検知することが無い。尚、自己クリーニングの効果の測定は、自己クリーニング毎に実施しなくても良い。予め決めた回数の自己クリーニングを終えた時に自己クリーニングの効果の測定を行うようにすることで、自己クリーニングの所要時間をより短くすることができる。また、危険物質を検出した捕集フィルタ52を再び加熱部18に挿入し、上述したサンプリング室27へエアジェットを噴射している間加熱することで、危険物質の由来成分が捕集フィルタに残留していても、除去することができるので、効果的である。
【0082】
次の本発明の付着物検査装置1の構成を用いて、1回の検査ごとに捕集フィルタ52を交換せずに、連続した検査を行うことができる付着物検査装置について説明する。1日で行う手荷物25の付着物検査は、検査場所にもよるが、膨大な数の手荷物25を行うことが想像できる。
【0083】
一般に手荷物25には、加熱しても気化しない金属や、土砂などの固形物が付着している。このような手荷物25を、本発明の第1実施形態の付着物検査装置1のサンプリング室27でエアジェットを噴射した場合、それら気化しない固形物も手荷物25から剥離して捕集フィルタ52に捕集される。連続した検査を進めるに従い、それらの固形物が捕集フィルタ52に堆積し、捕集フィルタ52の目詰りや、それらから発生するガスによって、付着物検査部2の検知感度が低下する原因となる。
【0084】
本発明の付着物検査装置1では、捕集フィルタ搬送駆動部17において、捕集フィルタ52を保持するハンド部53と、ハンド部53を保持する搬送アーム54間に、ハンド部53を180度回転(表裏反転)させる回転機能を付加した捕集フィルタ搬送駆動部17を用いることで、1回の検査ごとに捕集フィルタ52を交換せずに、上述した問題を発生することなく連続した検査を行うことが可能となる。
【0085】
図14は、本発明の付着物検査装置1において、連続した検査を行うことが可能とする捕集フィルタ搬送部4を説明する一部断面を含む図である。図14において、捕集フィルタ52、ハンド部53、ハンド部53を保持する搬送アーム54の一部以外の各部は省略している。図14(a)は、ボス45の中心を通る断面であり、Z軸の正方向から見た上面図である。図14(b)は、捕集フィルタ52の中心を通る一部断面図であり、Y軸の正方向から見た側面図である。
【0086】
ハンド部53は、回転自在な軸受け71を介して搬送アーム54に保持しており、ハンド部53を回転させる駆動源72と接続している。駆動源72は搬送部制御器9(図1参照)で制御される。
【0087】
捕集フィルタ52は、前述したように非貫通性のステンレス製のフィルタを使用する。サンプリング室27でエアジェットを手荷物25に噴射して、手荷物25に付着している固形物を捕集フィルタ52の表面に捕集する。捕集フィルタ52を第1実施形態で説明した手順で、配管41から取り出し、加熱部18に挿入し、試料物質に危険物質が含まれているか否かを検査する。検査を終了し、捕集フィルタ52を加熱部18から取り出した後、駆動源72を駆動して、捕集フィルタ52を保持したハンド部53を180度回転させて表裏反転させる。そのままの状態で捕集フィルタ52を、サンプリング室27の配管41に挿入する。
【0088】
搬送の過程でハンド部53を表裏反転することで、捕集フィルタ52の面に残留していた比較的大きい固形物は、搬送過程で重力や振動によって落下する。落下せずに残留している微粒子も、捕集フィルタ52がサンプリング室27の配管41に挿入後、吸気部16によってサンプリング室27内のガスの吸気が開始されることで、捕集フィルタ52から剥離される。
【0089】
以上説明してきた捕集フィルタ搬送部4を用いた付着物検査装置1によれば、一回の検査毎に捕集フィルタ52を反転することで、捕集フィルタ52の目詰りを防ぐことができるので、捕集フィルタ52を交換することなく連続して使用しても付着物検査部2の検知感度が低下することが無い付着物検査装置1を提供することができる。
【0090】
もちろん、連続した手荷物25の検査毎に捕集フィルタ52を交換しながら検査することも可能である。この場合、複数の捕集フィルタ52を格納したカセット(図示せず)と、使用済みの捕集フィルタ52を格納するカセット(図示せず)と、それらのカセットを設置する捕集フィルタ交換ステーション(図示せず)を、捕集フィルタ搬送手段17で搬送可能な領域に設置した付着物検査装置1の構成を採る。この付着物検査装置1では、加熱部18から取り出した捕集フィルタ52を、捕集フィルタ搬送駆動部17を用いて、使用済みの捕集フィルタ52を格納するカセットに挿入した後、未使用の複数の捕集フィルタ52を格納したカセットから、未使用の捕集フィルタ52を取り出し、配管41に挿入して、次の検査に備える。
【0091】
以上述べてきた、捕集フィルタ交換ステーション(図示せず)を備えた付着物検査装置1を用いることで、常に未使用の清浄な捕集フィルタ52で、手荷物25の検査を行うことが可能な付着物検査装置1を提供することが出来る。
また、図14で説明したハンド部53が180度回転可能な捕集フィルタ搬送部4と、捕集フィルタ交換ステーションを備えた付着物検査装置1を用いることで、例えば検査回数を100回毎に、捕集フィルタ52を交換する検査方法も可能となる。すなわち前述した自己クリーニングと同じ手順で、所定の検査回数を経た捕集フィルタ52の清浄度を付着物検査部2で確認し、データ処理部23で、捕集フィルタ52から発生するガスが多く検知精度が悪いと判断したら、捕集フィルタ52を使用済みの捕集フィルタ52を格納するカセットに挿入し、未使用の複数の捕集フィルタ52を格納したカセットから、未使用の捕集フィルタ52を取り出し、配管41に挿入して、次の検査に備える。
以上述べてきた付着物検査装置1とすることで、1日で使用する捕集フィルタ52の数を減らすことが出来、また、捕集フィルタ52の清浄度を常に監視しているので、より確実で、信頼性の高い付着物検査装置1を提供できる。
【0092】
図15は、以上述べてきた本発明の第1実施形態の付着物検査装置1において、各部の動作の工程を示したフローチャート図である。
まず通常の検査工程について説明する。
試料物質が付着した手荷物25が手荷物配送部3によりサンプリング室27に配送される(S11)。すると、まず手荷物25の大きさ及び形状が手荷物認識部12及び手荷物大きさ演算部13により認識される(S12)。次いで吸気部16を駆動し、付着物捕集部5のサンプリング室27内のガスを吸引してから(S13)、ノズル36を手荷物25の表面を走査するように移動させ(S14)、エアジェットをその表面に噴射する(S15)。このエアジェットの噴射を所定時間若しくは手荷物25の全面を一通り走査するまで続けた後(S16)、エアジェットの噴射を停止する(S17)。その後、吸気部16を停止してサンプリング室27内のガスの吸引も停止する(S18)。この後ノズル36は退避位置へ移動し(S19)、手荷物25が手荷物配送部3によりサンプリング室27の外部に送出される(S20)。そして、捕集フィルタ52は捕集フィルタ搬送駆動部17によって付着物捕集部5の配管41から取り出されるとともに、この配管41には新しい捕集フィルタ52が挿入される(S21)。そして、配管41から取り出された捕集フィルタ41は、加熱部18に挿入される(S22)。加熱部18に挿入された捕集フィルタ52は加熱され、捕集フィルタ52に捕集されている試料物質も加熱されて、気化し、試料ガスを生成する(S23)。所定の時間、補集フィルタ52を加熱したら、捕集フィルタ搬送駆動部17によって加熱部18から取り出す。試料ガスは、イオン源部19に運ばれ、イオン化された後(S24)、質量分析部21に送られて質量分析される(S25)。分析の結果データ処理部23で危険物質の有無、種類を同定する。危険物質が検出されなければ(S26:危険性無)、その結果が操作パネル11に出力されるとともに(S27)、次の測定が開始され(S11にジャンプ)、危険物質が検出されれば(S26:危険性有)、その旨を操作パネル11に出力して検査員に危険物質が検出されたことを伝え(S27)、自己クリーニング工程を行うかどうかの指示を待つ。
【0093】
次に自己クリーニングの工程について説明する。
検査員から自己クリーニングの指示がでると(S28)、前記した(S13)から(S25)までの動作フローを繰り返す(ただし、手荷物25は、すでに搬出されてサンプリング室27には存在しないので(S20)の工程はジャンプする)。この自己クリーニング工程において、エアジェット噴射(S15)の工程は、ノズル36をサンプリング室27内壁又はアーム39に向けて噴射する点において、前記した通常の検査工程の場合と相違する。そして、ステップS26において危険性無の判定がでるまで自己クリーニング(S28)の工程を繰り返す。そして、ステップS26において危険性無の判定がでると、次の手荷物25を検査する工程に入る(S11)。
【0094】
(第2実施形態)
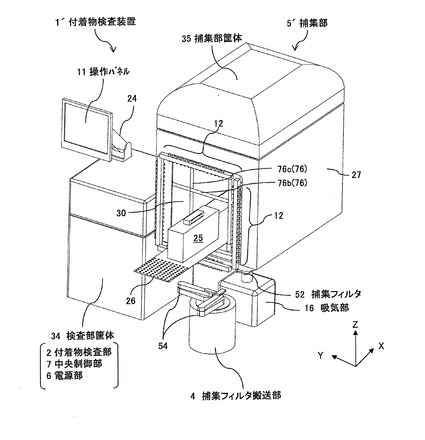
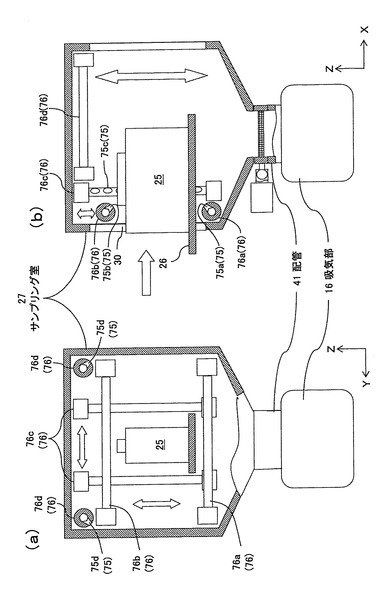
図16は、本発明の第2実施形態の付着物検査装置1’の外観を示す斜視図である。図17は、本発明の第2実施形態の付着物検査装置を説明する側面図と上面図である。図17(a)は、本発明の第2実施形態の付着物検査装置1’の付着物捕集部5’において、サンプリング室27内の一部断面を含む正面図を示している。
【0095】
図17(a)において、断面は、サンプリング室27の手荷物入り口30の端面を通る断面であり、正面図は、X軸の負方向から見た図であり、ノズル75(75a,75b,75c,75d)及び筒76(76a,76b,76c,76d)以外の各部の記載は省略している。図17(b)は、本発明の第2実施形態の付着物検査装置1’の付着物捕集部5’において、サンプリング室27内の一部断面を含む側面図を示している。図17(b)において、断面は、サンプリング室27の中心を通りサンプリング室27の手荷物搬送方向に平行な断面である。側面図は、Y軸の負方向から見た側面図であり、ノズル75以外の各部の記載は省略している。第2実施形態の付着物検査装置1’において、付着物捕集部5’に設けたノズル75以外の各部の構成は、第1実施形態の付着物検査装置1と同じ構成であるので、説明は省略する。
【0096】
手荷物25の大きさを検知する手荷物認識部12は、サンプリング室27の入り口30の手前の手荷物搬送軌道上にゲート状に設けてある。手荷物認識部12の構成及び作用は、第1実施形態と同じであるので、説明は省略する。手荷物認識部12で、手荷物25の大きさを検知し、付着物捕集部5で仮想外形を演算した後、手荷物25はサンプリング室入り口30に到達する。
【0097】
第2実施形態の付着物検査装置1’のノズル75は、図17(a),(b)に示すように、手荷物25の底面にエアジェットを噴射するノズル75aと、手荷物25の上面にエアジェットを噴射するノズル75bと、手荷物25の側面にエアジェットを噴射するノズル75c,75cと、サンプリング室27内壁にエアジェットを噴射するノズル75dの4系統を備えている。ノズル75aは、入り口30のトレー26の搬送軌道より3cm下に、検査可能な手荷物25の幅である40cmより長い、中心軸に対して回転可能な円筒状の筒76aに設けられている。筒76aには直径2mmのノズル75aが、トレー26の底面に対して30度傾斜して搬送方向に向けて、3cm間隔で20個開口している。
【0098】
ノズル75bは、手荷物25の高さより高い入り口30の位置に、下方向への直進移動が可能でかつ手荷物25の幅である40cmより長い、中心軸に対して回転可能な一対の円筒状の筒76bに設けられている。筒76bには直径2mmのノズル75bが、トレー26の上面に対して30度傾斜して搬送方向に向けて、3cm間隔で20個開口している。
【0099】
ノズル75cは、サンプリング室27内の両脇に、横方向への直進移動が可能で、かつ手荷物25の高さである50cmより長い、中心軸に対して回転可能な円筒状の筒76cに設けられている。筒76cには直径2mmのノズル75cが、トレー26の搬送軌道に平行な面に対して30度傾斜して搬送方向に向けて、3cm間隔で25個開口している。
【0100】
ノズル75dは、手荷物25の高さより高い位置から、下方向への直進移動が可能でかつサンプリング室27の内壁から3cm離れた位置に配した円筒状の筒76dに設けられている。筒76dには直径2mmのノズル75dを、サンプリング室27内壁に対して30度傾斜して下方向に向けて、3cm間隔で30個開口している。
【0101】
第2実施形態の付着物検査装置1’において、エアジェットの噴射手順について説明する。
手荷物25が入り口30に到達する時間を、手荷物認識部12の信号を検出した時間と、手荷物搬送速度と、手荷物認識部12の設置場所と入り口30の設置場所間の距離から捕集部制御器10で演算する。もちろん手荷物25が入り口30に到達することを検知するセンサを設けてもよい。
手荷物25がサンプリング室27の入り口30に到達する前に、ノズル75bを手荷物大きさ演算部13で演算した仮想高さより5cm離れた位置に移動する。同時にノズル75cを、手荷物大きさ演算部13で演算した仮想幅より5cm離れた位置に移動する。
【0102】
同時にサンプリング室27内を吸気する吸気部16と圧縮ガス発生部15(図1参照)を駆動する。手荷物25が入り口30に到達したことを捕集部制御器10で判断すると、ノズル75(75a,75b,75c)と圧縮ガス発生部15を接続するエアバルブ(図示せず)を開放し、ノズル75(75a,75b,75c)に圧縮ガスを供給する。手荷物大きさ演算部13で求めた、各ノズル75の位置を通過する場所の手荷物25の仮想最大幅及び仮想最大高さに応じてノズル75b,75cをそれぞれの可動方向にノズル駆動部14で移動制御する。手荷物25がノズル75の位置を通過したことを捕集部制御器10が判断すると、エアバルブ(図示せず)を閉じて、エアジェットの噴射を停止する。この後、ノズル75aを設けた円筒状の筒76aが、ノズル75aがサンプリング室27の内壁に対して30度の傾斜を持つように回転する。回転後、ノズル75a,75dと圧縮ガス発生部15を接続するエアバルブ(図示せず)を開放し、圧縮ガスをノズル75a,75dに供給してそこからエアジェットをサンプリング室27内壁に向けて噴射する。ノズル75dは、エアジェットをサンプリング室27内壁に噴射しながら、サンプリング室27下面まで下降する。
【0103】
ノズル75dがサンプリング室27下面まで到達したことを、捕集部制御器10で判断すると、エアバルブ(図示せず)を閉じて、ノズル75dを退避位置まで上昇させる。以上のエアジェット噴射の間は、手荷物25は搬送トレー26によって搬送されている。
【0104】
この後捕集フィルタ52を配管41から取り出し、図7に示すように加熱部18へ挿入する捕集フィルタ搬送駆動部17及び加熱部18内で捕集フィルタ52を加熱し気化させて、質量分析する手段、質量分析の結果から危険物質を同定する手段は、第1実施形態と同じであるので、説明は省略する。
【0105】
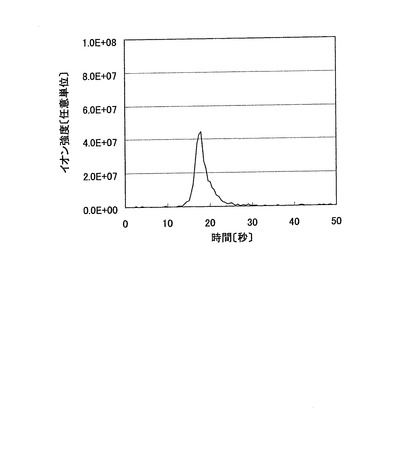
図18は、第2実施形態の付着物検査装置の構成を用いて、C4爆薬粒子が付着した手荷物25を検査した結果を示している。図18において、縦軸は任意単位のイオン強度を示しており、横軸は秒単位の時間を示している。図18に示すように、C4爆薬成分の明瞭な信号が得ることができている。この結果から、付着物検査装置の第2実施形態を用いることで、C4爆薬粒子が付着した実際の手荷物25から、C4爆薬粒子をエアジェットで剥離し捕集フィルタ52で捕集し、加熱部18で気化し、データ処理部23でC4爆薬成分を検知できることを証明した。本実施形態の構成からなる付着物検査装置では、手荷物25からC4爆薬を平均4%で回収できることを、実験から確認した。
【0106】
第2実施形態の付着物検査装置1’によれば、手荷物25をサンプリング室27に停止することなく、手荷物25の爆薬微粒子有無の検査が実現できるので、検査スループットが高く、手荷物25の破損や汚染などが生じることなく、また、熟練した検査員を必要とせずに、手荷物25に非接触で、一定の条件で検査する付着物検査装置1’を提供することができる。
以上述べてきた、第1実施形態の付着物検査装置1、及び、第2実施形態の付着物検査装置1’では、サンプリング室27に、周知の技術であるX線透過装置などの手荷物の内部を透視する検査装置を設けることができることも、特徴の一つである。このため、本発明の付着物検査装置と、通常使用されているX線透過装置等の内部検査装置を併用した手荷物の検査が可能な付着物検査装置が実現できるので、より確実で高信頼性な手荷物の付着物検査装置を提供することができる。
【0107】
また、第1実施形態の付着物検査装置1、及び、第2実施形態の付着物検査装置1’では、手荷物認識部12として、投光器32と受光器33からなる光検知器を用いているが、この他に手荷物25の横方向と上下方向の画像を複数のカメラで撮影し、撮影した手荷物の画像から手荷物の大きさを検出する手段や、上述したX線透過装置で得られる手荷物の画像から、手荷物の大きさを検出する手段を用いても良い。
【0108】
(第3実施形態)
また、以上述べてきた、第1実施形態の付着物検査装置1、及び、第2実施形態の付着物検査装置1’では、検査対象物として手荷物25を想定して説明してきたが、人体を検査対象物とすることもできる。
【0109】
図19は検査対象物として人体を想定した付着物検査装置1”の第3実施形態の捕集器5”を説明する側面図と上面図を示している。図19(a)は、本発明の第3実施形態の付着物検査装置1”の付着物捕集部5”において、サンプリング室78の上面図である。図19(b)は、本発明の第3実施形態の付着物検査装置1”の付着物捕集部5”において、サンプリング室78内の一部断面を含む側面図を示している。図19(b)において、断面は、サンプリング室78の中心を通る断面である。
【0110】
第3実施形態の付着物検査装置1”は、人体の下腕部分(検査対象物)を検査する装置である。
第3実施形態の付着物捕集部5”は、実際に腕を挿入するサンプリング室78と、腕にエアジェットを噴射するノズル79と、腕の挿入を検知する検知器80(80a,80b)と、ノズル79,79…に圧縮ガスを供給する圧縮ガス発生部15(図1参照)と、腕から剥離した試料物質を捕集する捕集フィルタ82と、サンプリング室78内のガスを捕集フィルタ82を介して吸気する吸気部16(図1参照)と、それらを駆動するための電源部6(図1参照)と、それらを制御する制御部(図示せず)から構成する。図19において、ノズル79と腕の挿入を検知する検知器80以外の各部は、筺体86に納められている。
【0111】
以下、第3実施形態の付着物検査装置1”の付着物捕集部5”を用いた人体の検査手順について説明する。
本実施形態の腕の挿入口87は、サンプリング室78の上側に設けている。被験者が、腕の挿入口87から、両腕を手首より深くなるまで挿入する。サンプリング室78の腕の挿入口87に設けた腕の挿入を検知する検知器80で、腕の挿入を検知したことを、制御部に伝達する。検知器80は、光を投光する投光器80aと、投光器80aからの光を受光する受光器80bから成り、受光器80bは投光器80aからの光を受光しない時に信号を出力する。制御部では検知信号を受けてから、吸気部16(図1参照)を駆動させ、次いで吸気部16を駆動してから数秒後に、圧縮ガス発生部15(図1参照)を駆動させる。圧縮ガス発生部15の駆動開始まで数秒の時間を設けた理由は、腕を挿入するために要する時間を必要とするためである。また本実施形態では圧縮ガス発生部15としてターボファンを使用している。本実施形態のノズル79,79…は、サンプリング室78の腕の挿入口87に、手の甲と手のひら方向の両側からエアジェットを噴射できるように、片側25個の直径2mmのノズル79,79…を両側に、下向きに傾斜して2cm間隔で配している。ノズル79,79…と被験者の腕の間隔は固定であるが、第1実施形態で説明したように、風速40m/sから130m/sのエアジェットを腕の表面に対して約30度の傾斜で噴射されるように、ノズル79,79…と被験者の腕の間隔は3cmから9cmの範囲になるように、サンプリング室78の腕挿入口87の大きさを設計している。
【0112】
圧縮ガス発生部15が駆動すると、ノズル79,79…からエアジェットが腕に噴射される。
被験者は、エアジェットを感知すると、腕をサンプリング室78からゆっくりと引き抜く動作を行う。サンプリング室78の腕の挿入口87に設けた腕を検知する検知器80で、腕が引き抜かれたことを検知したことを、制御部に伝達する。制御部では検知信号を受けてから、圧縮ガス発生部15を停止し、次いで、吸気部16を停止する。以上の手順で、被験者の下腕に付着している試料物質を剥離することができる。サンプリング室78の下部には、捕集フィルタ82が挿入されており、試料物質は捕集フィルタ82に捕集される。
【0113】
捕集フィルタ82の構成、捕集フィルタ搬送駆動部17、及び付着物検査部2は第1実施形態と同様の構成で構成されており、捕集フィルタ82をサンプリング室78から取り出し、加熱部18に挿入し、試料物質を気化し、イオン化し、質量分析し、データ処理部23で危険物質の有無、種類を検査する手順は、第1実施形態と同じ手順で行うので、説明を省略する。
【0114】
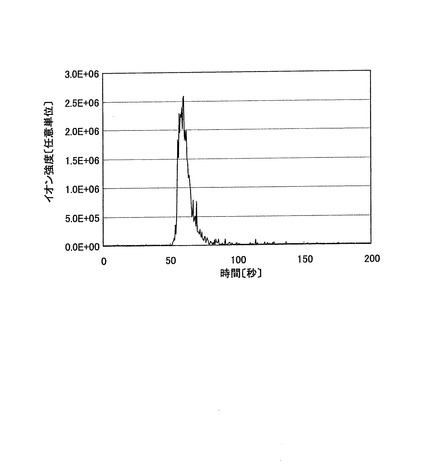
図20は、実際にC4爆薬を触った手を、第3実施形態の付着物検査装置1”で検査した結果を示している。図20において、縦軸は任意単位の信号強度を示しており、横軸は秒単位の時間を示している。図20に示すように、C4爆薬成分の検出位置に明瞭な信号が得ることができている。この結果から、付着物検査装置の第3実施形態を用いることで、C4爆薬を触った手から、C4爆薬粒子をエアジェットで剥離し捕集フィルタ82で捕集し、加熱部18で気化し、質量分析部21でC4爆薬成分を検知できることを実証した。
【0115】
第3実施形態の付着物検査装置1”では、人体の下腕部分を検査対象物としているが、サンプリング室78の挿入口87の形状を変えることで、検査対象物の範囲を拡大することができる。例えば被験者の靴部分の検査や、挿入口を郵便物ポストの郵便物の挿入口と同程度とすることで、郵便物や、搭乗券などのチケットを検査対象物として検査することができる。また第3実施形態の付着物検査装置1”において、ノズル79,79…を人体の頭からつま先まで走査するサンプリング室78とすることで、人体全身を検査対象物として検査することも可能である。
【0116】
尚、以上述べてきた第1実施形態、第2実施形態、第3実施形態の付着物検査装置1,1’,1”では、捕集フィルタ52,82の搬送を、捕集フィルタ搬送駆動部17を用いて搬送すると説明しているが、捕集フィルタ搬送駆動部17を用いなくても、検査員が手動で搬送することでも、本発明の目的である手荷物25から試料物質を剥離し、捕集し、検査する目的を達成することができる。同様に、エアジェットの噴射についても、以上述べてきた第1実施形態、第2実施形態、第3実施形態の付着物検査装置1,1’,1”ではノズル駆動部14を用いて自動でエアジェットの噴射を行っているが、検査員が手動でノズルを検査対象物の表面に40m/sから130m/sの風速のエアジェットが噴射できるように検査対象物の表面を走査させることでも、手荷物25からの試料物質を剥離し、捕集し、検査できる効果に何ら変化は無い。この場合、手荷物認識部12も不要となるので、より安価で簡便な手荷物の付着物検査装置を提供できる。
【0117】
また、以上述べてきた第1実施形態、第2実施形態、第3実施形態の付着物検査装置1,1’,1”では、試料物質の捕集手段として捕集フィルタ52,82を使用しているが、捕集フィルタ52,82に限定されるものではない。例えば、周知の技術であるインパクタをサンプリング室27と吸気部16の間に設置し、インパクタの試料物質が堆積する台を、以上述べてきた第1実施形態、第2実施形態、第3実施形態の捕集フィルタ搬送駆動部17を用いて、または検査員が手動で、付着物検査部2の加熱部18に搬送することでも、本発明の目的である手荷物25からの付着物微粒子を剥離し、捕集し、検査できる効果に何ら変化は無い。
【0118】
また、以上述べてきた第1実施形態、第2実施形態、第3実施形態の付着物検査装置1,1’,1”では、付着物検査部2として、質量分析手段を用いているが、質量分析手段に限定されるものではなく、検査対象物に付着した試料物質の成分を同定する分析ができるものであればなんでもよい。例えば、加熱部18で気化した試料物質の蒸気をガスクロマトグラフで分離し、発光試薬と反応させて発光を検出することにより、未知物質の同定を行なう周知の化学発光方式の付着物検査装置にも、本発明を適用できる。また、この蒸気をイオン源部19の内部の放射性同位体でイオン化した後、ドリフトチューブに導入してイオンの易動度を検出することにより、未知物質の同定を行なう周知のイオンモビリティ方式の付着物検査装置にも、本発明を適用できる。
【図面の簡単な説明】
【0119】
【図1】本発明の第1実施形態の付着物検査装置の主要構成を示すブロック図である。
【図2】本発明の第1実施形態の付着物検査装置を示す斜視図である。
【図3】本発明の第1実施形態の付着物検査装置の手荷物認識部を説明する正面図である。
【図4】(a)は本発明の第1実施形態の付着物検査装置の手荷物大きさ検知の工程を説明する一部抜粋した側面図であり、(b)は本発明の第1実施形態の付着物検査装置の手荷物大きさ演算部の信号の変化を説明する図である。
【図5】(a)は本発明の第1実施形態の付着物検査装置のノズル駆動部を説明する一部抜粋した正面図であり、(b)は同側面図である。
【図6】本発明の第1実施形態の付着物検査装置の構成を用いて、C4爆薬の回収量とエアジェットの風速の関係を説明する図である。
【図7】本発明の第1実施形態の付着物検査装置の捕集フィルタ搬送駆動部による、捕集フィルタの搬送工程((a)〜(e))を説明する上面図である。
【図8】(a),(c)は本発明の第1実施形態の付着物検査装置の捕集フィルタ保持手段による、捕集フィルタの保持方法を説明する一部断面を含む上面図であり、(b),(d)は同側面図である。
【図9】(a)は本発明の第1実施形態の付着物検査装置において捕集フィルタが挿入される前の加熱部の状態を説明する一部断面を含む一部抜粋した上面図であり、(b)は捕集フィルタが挿入された後の状態を説明する同上面図である。
【図10】本発明の第1実施形態の付着物検査装置において、C4爆薬粒子が付着した手荷物から検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図11】本発明の第1実施形態の付着物検査装置において、TNT爆薬粒子が付着した手荷物から検出されたTNT爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図12】本発明の第1実施形態の付着物検査装置において、C4爆薬成分を検出した後のサンプリング室の内壁にエアジェットを噴射して試料物質を捕集した捕集フィルタから検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図13】本発明の第1実施形態の付着物検査装置において、C4爆薬成分を検出した後のサンプリング室の内壁を自己クリーニングした後のサンプリング室内壁について、エアジェットを噴射して試料物質を捕集した捕集フィルタから検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図14】(a)は本発明の第1実施形態の付着物検査装置において、ハンド部を表裏反転する回転機能を付加した捕集フィルタ搬送手段を説明する、捕集フィルタ搬送手段の一部断面を含む上面図であり、(b)は同側面図である。
【図15】本発明の付着物検査装置の各部の通常の検査の全体工程及び自己クリーニングの工程を説明するフローチャートである。
【図16】本発明の第2実施形態の付着物検査装置を示す斜視図である。
【図17】(a)は本発明の第2実施形態の付着物検査装置の捕集部を説明する一部断面を含む正面図であり、(b)は同側面図である。
【図18】本発明の第2実施形態の付着物検査装置において、C4爆薬粒子が付着した手荷物から検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図19】(a)は本発明の第3実施形態の付着物検査装置の捕集部を説明する一部断面を含む上面図であり、(b)は同正面図である。
【図20】本発明の第3実施形態の付着物検査装置において、C4爆薬粒子を触れた手から検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【符号の説明】
【0120】
1,1’,1” 付着物検査装置
2 付着物検査部(検査部)
3 手荷物配送部(配送部)
4 捕集フィルタ搬送部(搬送部)
5,5’,5” 付着物捕集部(捕集部)
11 操作パネル
12 手荷物認識部(認識部)
13 手荷物大きさ演算部
14 ノズル駆動部
16 吸気部
17 捕集フィルタ搬送駆動部
18 加熱部
19 イオン源部
21 質量分析部
23 データ処理部
25 手荷物(検査対象物)
27,78 サンプリング室
31 手荷物配送駆動部
32 投光器
33 受光器
36,79 ノズル
39 アーム
52,82 捕集フィルタ
70 直進移動機構部
【技術分野】
【0001】
本発明は、検査対象物に付着した物質(試料物質)を検査する技術に関し、主に手荷物や人体に付着した物質の検査を行う付着物検査装置に関する。
【背景技術】
【0002】
空港や港湾などの搭乗口で行われる手荷物に爆薬や麻薬などの危険物質が含まれていないか検査する技術として、例えば特許文献1、特許文献2、特許文献3、特許文献4の技術が公開されている。これらはすべて、手荷物の表面に付着した試料物質(粒子状物質)を検査することにより手荷物の内部に含まれる物質を推定する技術である。
【0003】
特許文献1では、検査員が手荷物の表面を拭取り材で拭取ることで、手荷物表面に付着した試料物質を拭取り材に転写する技術が開示されている。この技術では、拭き取り後の拭取り材を加熱して拭き取られた試料物質を気化させた後、この気化したガスをイオン化し、質量分析法を用いてその質量電荷比を測定し、予め記憶している危険物質の質量電荷比と比較することで試料物質の危険性の有無、種類を判定する技術である。また、拭取り材の代わりに、手荷物の表面に接触し振動する振動子、手荷物表面を加熱する加熱手段、空気を噴射する噴射手段または吸引手段を内包したプローブ等により、手荷物表面に付着した試料物質や危険物の蒸気を採取するプローブが提案されている。
【0004】
特許文献2、特許文献3では、人または物体に付着した危険物質または蒸気を検査する付着物検査装置が開示されている。ここで開示された自動荷物検査の技術は、荷物を収納するサンプリングチャンバーの幅全体に広がるとともに荷物の露出面を掃き取る回転ブラシが4つ備えられたサンプリングヘッドを、ばね、センサまたはサーボ等を荷物の表面に接触させることにより、荷物の付着試料物質を採取する技術である。
特許文献4では、荷物の表面から空気を吸引し、吸引出口に配した収集媒体に捕集する技術が開示されている。この収集媒体は、大きな円盤上に4つ置かれており、常時一つは吸引出口に、一つは危険物質を検出するイオン易動度分光分析器の入り口に対向する。そして、円盤を所定の角度で回転させながら、荷物に付着した試料物質を剥ぎ取り、危険性の判定を行う技術である。
【特許文献1】特開2004−301749号公報
【特許文献2】特開平09−126965号公報
【特許文献3】特開平09−126966号公報
【特許文献4】特開平07−6729号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、特許文献1の技術では、検査員が拭取り材で検査対象物の全面を丁寧に拭取る必要がある。しかし検査員によって、拭取る箇所や拭取る力などが変わるため、検査条件にばらつきが出る課題がある。また手荷物全面を拭取るため、1個の検査対象物の検査に時間がかかる課題がある。このため検査員を複数配置する必要があり、検査費用がかかるなどの課題がある。また特許文献1記載のプローブでは、採取に必要な圧縮空気の条件や、効果の具体的記載がない。さらにプローブの操作を検査員が行うため、検査員には、複雑な凹凸を有する検査対象物の表面に沿ってプローブ先端を走査する熟練した技術が求められる。
【0006】
特許文献2、特許文献3に開示の回転ブラシでは、取っ手やジッパーなどの複雑な凹凸を有する手荷物の最も外側の表面のみが回転ブラシと接触することになるため、検査箇所が限定される課題がある。また回転ブラシを手荷物表面に押し付ける際に、手荷物の表面の破損や手荷物内部の品物の破損などの事故が発生する可能性が高い課題がある。
【0007】
特許文献4では、空気の入り口は1方向のみであり、検査する手荷物の表面が限定される課題がある。また、空気を吸引する部材と、試料物質を捕集する収集媒体と、試料物質を分析するイオン易動度分光分析器は、円盤上に積載している収集媒体の回転軌道上に配置される必要があるため、空気を吸引する部材と、試料物質を捕集する収集媒体と、試料物質を分析するイオン易動度分光分析器のレイアウトが制限される課題がある。
さらに、特許文献1、特許文献2、特許文献3、特許文献4記載の付着物検査技術の共通の課題として、手荷物から危険物質を検出した後の自己クリーニングの課題があるが、具体的な解決のための手段が示されていない。
【0008】
本発明は、前記した課題を解決することを目的とし、検査員に熟練した技術を要求することなく、手荷物の表面に付着する試料物質を非接触で適切に採取し、この試料物質を同定し危険性のある物質(危険物質)が含まれているかについて検査を実施する。さらに、自己クリーニング機能を備える付着物検査装置を提供するものである。
【課題を解決するための手段】
【0009】
前記した課題を解決するために本発明は、付着物検査装置において、試料物質が付着した検査対象物に圧縮ガスを吹き付けて、剥離した前記試料物質を補集フィルタにより捕集する捕集部と、この捕集フィルタに捕集された前記試料物質を分析する検査部と、を備える付着物検査装置であって、関節を有するアームに支持されるとともに前記圧縮ガスを前記検査対象物の表面に風速20m/s以上の速度で吹き付ける少なくとも1つのノズルと、前記関節を動かすことにより前記ノズルを前記検査対象物の外形に基づき移動させるノズル駆動部とを、有することを特徴とする。
かかる構成により、検査対象物に付着した試料物質は、空気等の圧縮ガスの風圧で剥離することとなり、捕集フィルタで回収される試料物質の量を増やすことができるとともに検査条件のバラツキも低減することができる。
【0010】
さらに、ノズルの尖端を、非接触状態で検査対象物の表面に近づけて精密に走査させることができ、有効に検査対象物に付着する試料物質を剥離することができる。同様に、自己クリーニングも有効に実施することができる。
【発明の効果】
【0011】
本発明によれば、検査員に熟練した技術を要求することなく、検査対象物に非接触で、検査対象物に付着している試料物質を剥離して捕集する量を増やすことができることにより、この試料物質の同定を簡便にかつ高い確度で行うことができる付着物検査装置が提供される。さらに、自己クリーニングが可能な付着物検査装置が提供される。
【発明を実施するための最良の形態】
【0012】
(第1実施形態)
以下、本発明の実施形態を、図面を参照して詳細に説明する。以下の実施形態の説明では、付着物検査装置1により探知される試料物質として爆薬微粒子あるいは爆薬の添加物のような危険物質を例示し、これらの危険物質が付着した、被験者の手荷物を検査対象物として例示している。しかし、本発明にかかる付着物検査装置は、この他、爆発性の物質、覚醒剤等の薬剤、人体に悪影響を与える化学物質、人体に悪影響を与える細菌、ウイルス等の微生物、その他、一般に、人体に悪影響を及ぼすと想定される物質を含む試料物質を探知の対象にすることも、郵便物や人体、輸出入される物品等を検査対象物とすることもできる。しかし、付着物検査装置1により探知される試料物質は、特に限定されることなく、特定の成分物質を含む試料物質を探知の対象とすることが可能である。
【0013】
図1は、本発明の第1実施形態の付着物検査装置1の主要構成を示すブロック図である。図2は、本発明の第1実施形態の付着物検査装置1の外観を示す斜視図である。
第1実施形態の付着物検査装置1は、付着物検査部2、手荷物配送部(配送部)3、捕集フィルタ搬送部(搬送部)4、付着物捕集部(捕集部)5、電源部6、中央制御部7及び操作パネル11から構成される。装置の各部の動作に要する電力を供給する電源部6は、中央制御部7により制御される。中央制御部7は、検査部制御器8と搬送部制御器9と捕集部制御器10と配送部制御器28と接続している。各装置の各部の動作条件は、操作パネル11から入力され、中央制御部7は、入力された動作条件に従い装置の各部の動作を制御する。
【0014】
そして、図2に示される検査部筐体34の内部には、図1に示される中央制御部7、電源部6、付着物検査部2の各部、捕集部制御器10、手荷物大きさ演算部13、及び搬送部制御器9が収納されている。操作パネル11は、操作し易い所望の位置に移動して保持することが可能な保持部材24によって保持されている。
【0015】
付着物捕集部5には、検査対象物の外形を認識する手荷物認識部(認識部)12、この手荷物認識部12の出力結果から検査対象物の仮想外形を演算する手荷物大きさ演算部13、及び手荷物大きさ演算部13で演算した検査対象物の仮想外形に沿ってノズル36(図5参照)を移動させるノズル駆動部14を備えるとともに検査対象物を収納するサンプリング室27と、ノズル36からエアジェット(圧縮ガス)を噴射するための圧縮ガス発生部15と、サンプリング室27下部に接続した配管41(図2参照)を介してサンプリング室27の内部を吸気する吸気部16と、配管41に挿入及び取り出し可能に配置されるとともに検査対象物にエアジェットが当たって剥離した試料物質を捕集する捕集フィルタ52(図2参照)とが設けられている。以上の構成から成る付着物捕集部5にて、検査対象物の表面に付着する試料物質を剥離し、捕集フィルタ52に捕集する。
【0016】
試料物質を捕集した捕集フィルタ52(図2参照)は、捕集フィルタ搬送部4の捕集フィルタ搬送駆動部17によって配管41から取り出され、付着物検査部2のオーブン(加熱部)18に挿入される。
【0017】
付着物検査部2の加熱部18は、一定の温度に保持されており、加熱部18に挿入された捕集フィルタ52を、付着した試料物質が気化する温度にまで昇温する。捕集フィルタ52に捕集された試料物質も同時に加熱されて、気化し、試料ガスが生成する。加熱部18はイオン源部19に接続されている。試料ガスは、吸引ポンプ20によりイオン源部19に導入され、イオン化される。イオン源部19で生成したイオンは、質量分析部21で質量分析される。イオン源部19と質量分析部21は排気部22により排気されている。
【0018】
データ処理部23の記憶手段には、手荷物25に付着した試料物質を同定するために必要な標準質量分析データ(質量電荷比(イオンの質量数/イオンの価数)の値と相対強度)を含むデータベースが記憶されている。質量分析部21の質量分析計の検出器の出力信号は、データ処理部23に送られ、記憶手段から読み出されたデータベースと危険物質由来のイオンの質量分析の結果とを照合する等のデータ処理がされて、試料物質に含まれる危険物質(爆薬等)の特定がなされる。
特定された危険物質(爆薬等)及び/又は質量分析の結果は、操作パネル11に表示される。
【0019】
図3は、本発明の第1実施形態の付着物検査装置1の付着物捕集部5の手荷物認識部12(図1参照)の構成を説明する正面図である。図3の正面図は、図2においてX軸の負方向から見た図であり、手荷物認識部12以外の各部の記載は省略されている。
検査対象物である手荷物25は、手荷物配送駆動部31(図1参照)により駆動される網状の金属製のトレー26に載せられてサンプリング室27内に配送される。手荷物配送駆動部31には、速度センサが設けられている。この速度センサの信号は配送部制御器28から中央演算部7を介して手荷物大きさ演算部13に伝達され、手荷物25が配送される速度として常に監視されることとなる。尚、本実施形態で検査可能な手荷物25の好ましい大きさは、幅40cm、高さ50cm、奥行き70cm程度のものである。
【0020】
サンプリング室27の入り口30には、検査可能な手荷物25の最大幅40cmと最大高さ50cmより外側に、手荷物認識部12が設けられている。この手荷物認識部12は、光を投光する投光器32,32…が縦方向及び横方向に3cm間隔で直列に設けられ、これら投光器32,32…からの光を受光する受光器33,33…が対向する側に配置されている。本実施形態では、横方向に15対、上下方向に19対の投光器32及び受光器33からなる手荷物認識部12がサンプリング室27の入り口30に設けられている。
【0021】
手荷物認識部12の受光器33は、対向する投光器32からの光を手荷物25が遮断すると、その光を受光器33は受光できなくなる。そして、受光器33が受光しているか否かのL/H信号(図4(b)参照)が手荷物大きさ演算部13(図1参照)に伝達されると、そこで手荷物25の断面形状が検出される。そして、この手荷物25は、手荷物配送部3(図2参照)によりトレー26の長手方向に送られていくので、手荷物認識部12により、微小時間間隔で検出された手荷物25の断面形状を合わせることによりこの手荷物25の外形が把握される。
【0022】
図4は、本発明の第1実施形態に使用している手荷物認識部12で手荷物25の大きさを検知する工程を説明する図である。
図4(a)は、図2のY軸方向から見た、手荷物認識部12と、手荷物25の位置関係を示す概略図である。なお手荷物25と手荷物認識部12以外の記載は省略している。図4(a)において手荷物認識部12は、説明を簡単にするために、手荷物25の高さ方向と奥行き方向の大きさを検知する受光器33(33a,33b,33c…,33g)が7つのみ配した図となっている。なお図4(a)では、手荷物25の高さ方向と奥行き方向の大きさを検知する手段について説明しているが、手荷物25の上下方向に設けられた同様の手荷物認識部12により手荷物25の幅方向の大きさが検知される。
【0023】
図4(b)は、図4(a)に示される手荷物認識部12を手荷物25の点1、点2、点3、点4に位置する断面が通過する際の、受光器33(33a,33b,33c…,33g)のそれぞれの信号の状態を示したものである。図4(b)において、横軸は秒単位の時間を示しており、図中、受光器33が投光器32からの光を遮断され信号を出力している状態をH信号、その光を受光して信号を出力していない状態をL信号として表している。
【0024】
手荷物25は手荷物配送部3(図1参照)のトレー26に載せられて(図2参照)、図4の矢印方向に搬送される。また手荷物25が配送される速度は、前述したように手荷物配送駆動部31(図1参照)に付加した速度センサ(図示せず)で検知された信号に基づき定められるものである。また、この手荷物25の配送速度が予め定められた所定値となるように、配送部制御器28は、速度センサからの信号に基づき手荷物配送駆動部31を制御する。
【0025】
図4に戻って説明を続ける。手荷物25の点1、点2、点3、点4の各箇所が手荷物認識部12を通過した際に、手荷物認識部12の受光器33の信号は変化する。図4(b)に示すように、手荷物25の端面位置を示す点1で受光器33c,受光器33d,受光器33e,受光器33fが検知する。手荷物25の凸部の始点位置を示す点2で受光器33b,受光器33c,受光器33d,受光器33e,受光器33fが検知する。手荷物25の凸部の終点位置を示す点3で受光器33bが非検知となる。手荷物25の終端位置を示す点4で全ての受光器33が非検知となる。
このように手荷物認識部12の受光器33で検出された信号の変化は、手荷物大きさ演算部13(図1参照)に伝達されることになる。
【0026】
図1に示される手荷物大きさ演算部13では、各手荷物認識部12の信号が変化するまでの時間の間における手荷物25の配送速度を、手荷物配送部3の速度センサから出力された信号に基づき演算している。そして、この演算の結果から得られた配送速度と、手荷物認識部12の各受光器33から出力されるL/H信号と、これらL/H信号が互いに切り替わるまでの時間とから、手荷物25の横方向から見た外形の大きさが演算される。
【0027】
このことを図4(b)を用いてさらに詳しく説明する。
点1から点2までの距離L1は、点1で受光器33c,受光器33d,受光器33e,受光器33fが検知してから点2で受光器33bが検知するまでの時間T1に、点1から点2までの配送速度V1を剰算することで、点1から点2までの距離が演算できる。同様の演算で点2から点3までの距離L2は、点2で受光器33bが検知してから点3で非検知になるまでの時間T2に、点2から点3までの配送速度V2を剰算することで演算する。同様の演算で点3から点4までの距離L3は、点3で受光器33bが非検知してから点4で全ての受光器33が非検知となるまでの時間T3に、点3から点4までの配送速度V3を剰算することで演算する。
手荷物25の奥行き方向の長さは、上述の手段で求めたL1とL2とL3の距離を加算して演算する。
【0028】
以上の演算で、点1と点2の間の長さL1の範囲では手荷物25は、受光器33cを配置した高さ以上の大きさを有しており、点2と点3の間の長さL2の範囲では手荷物25は、受光器33bを配置した高さ以上の大きさを有しており、点3と点4の長さL3の範囲では手荷物25は、受光器33cを配置した高さ以上の大きさを有した形状であることを求めることができる。
【0029】
次に手荷物25の最大の大きさを仮想する。本実施形態では、検知した受光器33と検知しなかった受光器33の中間に、手荷物25の端面があると仮定する。例えば点1では、実際に検知した受光器33cと検知しなかった受光器33bの中間に、実際の手荷物25の高さがあると仮定する。本実施形態では受光器33の間隔は3cmであるので、点1での手荷物25の高さは受光器33cの位置に1.5cm加算した位置と仮想する。
【0030】
上述した手荷物25の最大の大きさを仮想する方法では、本実施形態では投光器32と受光器33の間は光の線で手荷物25の有無を監視しているため、点1で受光器33bが反応していないが、実際の手荷物25は受光器33bの直下までの高さを有していることも考えられる。この場合上述した方法で仮想した高さよりも高い位置に手荷物25の端面があることになる。本実施形態では、手荷物大きさ検知器間隔31が3cmであるので、仮想した手荷物25の大きさに対して最大+−1.5cmの誤差が生じることになるが、本発明の目的である手荷物25の表面に付着する試料物質を剥離する上で問題は生じない。この理由については後述する。また以上の処理は、手荷物大きさ演算部13で手荷物25の配送過程で処理しており、手荷物25のサンプリング室27内への配送が終了した時点で、上述する手荷物25の外形演算は終了している。
【0031】
次に図5を参照して本実施形態の試料物質の剥離に用いるエアジェットが噴射されるノズル36の構成について説明する。
図5(a)は、サンプリング室27内の一部断面を含む正面図を示している。図5(a)において、断面は、配管41の中心を通り、サンプリング室27の手荷物搬送方向に垂直な断面であり、正面図は、図2のX軸の負方向から見た図であり、ノズル36に関連するもの以外の各部の記載は省略している。
【0032】
図5(b)は、サンプリング室27内の一部断面を含む側面図を示している。図5(b)において、断面は、サンプリング室27の中心を通りサンプリング室27の手荷物搬送方向に平行な断面である。側面図は、図2のY軸の負方向から見た側面図であり、ノズル36に関連するもの以外の各部の記載は省略している。
【0033】
発明者らは、手荷物25に付着している試料物質を剥離するには、手荷物表面に40m/sから130m/sの風速のエアジェットを手荷物25の表面に対して傾斜した方向から噴射することが有効であることと、剥離した試料物質を効果的に捕集するには、エアジェットの噴射とともにサンプリング室27内のガスを吸気することが重要であることを実験から見出した。
【0034】
図6は、第1実施形態の付着物検査装置1の構成を用いて、エアジェットの風速と、検知される試料物質としてC4爆薬の回収率との関係を測定した結果を示している。ここでC4爆薬とは、プラスチック爆薬の一種である。測定は、C4爆薬を付着させた皮革表面に風速の条件を変えたエアジェットを噴射し、C4爆薬を捕集した捕集フィルタ52を後記する加熱部18(図7参照)に入れて、質量分析部21(図9参照)でC4爆薬の信号強度を測定し、得られたC4爆薬の信号強度からC4爆薬の回収量を求めた。尚、実験は、広範囲にエアジェットを噴射できるようにノズル36の大きさを直径2mmとし、測定の際のサンプリング室27内のガスの吸気速度は、1,600リットル/分である。
図6の実験結果から、風速20m/s以上の風速のエアジェットを噴射することで、捕集フィルタ52から明瞭なC4爆薬由来の信号が得られることがわかった。図6の実験結果からC4爆薬の回収率は、風速40m/sまでは、風速に依存して急激に増加するが、風速40m/s以上ではC4爆薬の回収率の増加量はゆるやかになる。特に風速が130m/s以上の条件では、C4爆薬の回収率に大きな改善は得られないことがわかった。
【0035】
またサンプリング室27内を吸気せずにエアジェットを皮革表面に噴射した実験では、得られたC4爆薬由来の信号強度は、大幅に低下した。
従って手荷物25表面から効果的に爆薬微粒子を剥離し、捕集する上で、風速40m/s以上、130m/s以下のエアジェットを皮革表面に噴射することと、サンプリング室27内を吸気することが重要であることを見出すことができた。
【0036】
また本実験から、直径2mmのノズル36(36a,36b)から、手荷物25表面に風速40m/sから130m/sのエアジェットを噴射するには、ノズル36の尖端を、手荷物25表面から3cmから9cmの距離に近づける必要があることも、実験から求めた。
本実施形態の付着物検査装置1では、ノズル36は、図5(a)、図5(b)に示すように、手荷物の底面にエアジェットを噴射するノズル36aと、手荷物の上面と側面にエアジェットを噴射するノズル36bの2系統を備えている。
【0037】
ノズル36aは、前述したサンプリング室27入り口30のトレー26の搬送軌道より3cm下に、検査可能な手荷物25の幅である40cmより長い、円筒状の筒37に設けられている。筒37には直径2mmのノズル36aを、トレー26の底面に対して30度傾斜して搬送方向に向けて、3cm間隔で20個開口している。円筒状の筒37は、円筒状の筒37の中心軸に対して回転可能である。円筒状の筒37の回転駆動は、ノズル駆動部14(図1参照)で制御している。
【0038】
ノズル36bは、サンプリング室27内に手荷物25の搬送方向に対して両側面に1対の、サンプリング室27の奥行き方向に直進移動機構部70によって移動可能で、サンプリング室27の入り口30の面内に回転可能な3つの関節38(38a,38b,38c)を有したアーム39a,39bの尖端部分で支持されている。アーム39(39a,39b)の各関節38の駆動は、ノズル駆動部14(図1参照)で制御しており、アーム39の先端には直径2mmのノズル36bを3cm間隔で2個備えられている(図5(b)参照)。尚、ノズル36bの数量、及び、相対的配置は適宜変更できる。
【0039】
ノズル36(36a,36b)からエアジェットを噴射するための圧縮ガス発生部15(図1参照)は、周知の技術であるターボファンを使用している。圧縮ガス発生部15は、サンプリング室27の上部の捕集部筐体35(図2参照)の中に収納されており、図示しないエアバルブにより供給されるエア量を調整してノズル36(36a,36b)までエアを供給する。このエアバルブの調整は、捕集部制御器10により行なわれる。
【0040】
図3と図5を参照して手荷物25へのエアジェットの噴射手順について説明する。
まず図3を参照して、手荷物25がサンプリング室入り口30に到達したことを、サンプリング室27の入り口30に配した手荷物認識部12の信号から捕集部制御器10(図1参照)で判断すると、サンプリング室27内を吸気する吸気部16を駆動すると同時に、圧縮ガス発生部15(図1参照)を駆動する。次にエアバルブ(図示せず)を開けて、図5に示す20個のノズル36aに圧縮ガスを供給し、エアジェットを手荷物25の底面に噴射する。
【0041】
同時に、ノズル駆動部14を動作させて、アーム39aのノズル36bを手荷物25の搬送方向側、アーム39bのノズル36bを搬送方向逆側で手荷物25上面に配置させる。そして、手荷物大きさ演算部13で演算された手荷物25の仮想外形に対し、3cmから9cmの距離を離して前述した風速40m/sから130m/sのエアジェットを手荷物25の表面に噴射する。本実施形態ではこの距離を5cmとしている。
【0042】
手荷物25がサンプリング室27内に搬送されたことを、手荷物認識部12の信号変化より捕集部制御器10が判断すると、エアバルブを閉じて、ノズル36からエアジェットの噴射を停止する。
【0043】
前述したように実際の手荷物25の大きさに対して手荷物大きさ演算部13で演算した手荷物25の仮想外形は+−1.5cmの誤差が生じている。
また、直径2mmのノズル36から、風速40m/sから130m/sのエアジェットを手荷物25表面に噴射するには、前述したように、ノズル36を、3cmから9cm離して、手荷物25の表面に走査する必要がある
本実施形態では前述したように、ノズル36の移動目標位置を仮想外形より5cm離れた位置を目標としている。この場合実際のノズル36の尖端位置は、ノズル36の移動目標位置である5cmに、上述した仮想外形の誤差である+−1.5cmを加算した距離が、実際の手荷物25の表面からノズル36尖端までの距離となる。本実施形態では、手荷物25の実際の外形から、3.5cmから6.5cmの範囲で手荷物25の周囲を走査することになる。
【0044】
従って本実施形態によれば、手荷物25表面から爆薬微粒子の剥離に効果的な風速40m/sから130m/sのエアジェットが噴射できる距離の範囲内で、ノズル36を手荷物25表面に沿って走査することになる。
すなわち、図2に示す本実施形態の付着部物検査装置1の付着物捕集部5が図示するような構成を採る場合、手荷物認識部12の直列に配置される投光器32,32…(受光器33,33…)(図3参照)の間隔は、ノズル36(図5)から風速40m/sから130m/sのエアジェットが手荷物25表面に噴射できる距離より短いことが望まれる。もしこれら投光器32,32…(受光器33,33…)の間隔が、風速40m/sから130m/sのエアジェットを手荷物25表面に噴射できる距離より狭かったり広かったりすると、ノズル36尖端が手荷物25表面に衝突する事故や、風速40m/sのエアジェットが手荷物25表面に噴射されなくなる。
【0045】
この後、ノズル36bを、ノズル駆動部14でアーム39の各関節38(38a,38b,38c)及び直進移動機構部70を駆動しながら、手荷物大きさ演算部13で演算した手荷物25の奥行き寸法より長く、手荷物25の仮想外形から約5cmの距離で、手荷物25の表面を走査しながら手荷物25下面まで下降させる。ノズル36bが手荷物25の下面に到達すると、捕集部制御器10は、エアバルブを閉じてエアジェットの噴射を終了し、ノズル36bを退避位置に移動し、次いで吸気部16を停止する。ここで、ノズル36bを備えたアーム39の自由度は、本実施形態に限定されるものではなく、アーム39の自由度を適宣に変更し、ノズル36bの可動できる範囲を広げることは、より精密に手荷物25表面に沿ったノズル36bの走査が可能となるため、手荷物25に付着する試料物質を剥離する目的を達成する上で有効である。
【0046】
同時にノズル36bからのエアジェットの噴射が終了したことが、捕集部制御器10から中央制御部7へさらに搬送部制御器9へ伝達されて、この搬送部制御器9よりサンプリング室27の配管41に保持されている捕集フィルタ52を取り出すよう指示が出る。
【0047】
図7は本実施形態の付着物検査装置1において、サンプリング室27と付着物検査部2と捕集フィルタ搬送駆動部17の位置関係を示す上面図である。これら上面図は、図2におけるZ軸の正方向から見た上面図であり、各部を簡略に表示した概略図である。
図8はサンプリング室27と吸気部16(図2参照)を接続する配管41の途中に挿入している捕集フィルタ52を説明する図である。
また図8(a)、図8(c)は、捕集フィルタ52を保持した配管41の一部抜粋した断面図である。図8(a)、図8(c)において、断面は配管41の捕集フィルタ挿入口47の上端面を通り、Z軸の正方向から見た配管41の一部抜粋した断面図であり、配管41の一部及び捕集フィルタ保持部46、捕集フィルタ52、捕集フィルタ搬送駆動部17のハンド部53以外の各部は省略している。
図8(b)、図8(d)は、図8(a)、図8(c)の一部断面を含む側面図である。図8(b)、図8(d)において、断面は配管41の中心を通る断面であり、Y軸の正方向から見た側面図である。
【0048】
図8に示すように本実施形態の捕集フィルタ52は、フィルタ部42と、フィルタ部42を保持するブロック枠43から成る。フィルタ部42は、配管41の内径と同一の57mmの円形である。その周囲を厚さ8mmのアルミ製のブロック枠43で保持している。アルミ製のブロック枠43の一方には、サンプリング室27及び加熱部18(図7参照)に捕集フィルタ52を固定するために必要な、直径6mmの球体44が接続されている。またブロック枠43の他方には、捕集フィルタ搬送駆動部17で、捕集フィルタ52を搬送する際にハンド部53で捕集フィルタ52を保持するために必要な直径4mmの円筒状のボス45が2つ設けられている。
【0049】
実際の爆薬(試料物質)の粒径を観察したところ、最小の大きさは10から20ミクロンの粒であることを、発明者らは見出した。この知見から本実施形態では、フィルタ部42は、非貫通性で12.7ミクロンのメッシュの耐熱性、耐久性に優れたステンレス製フィルタを使用した。非貫通性のフィルタであるので、10から20ミクロンの粒子を捕集することができる。
【0050】
捕集フィルタ52を配管41及び加熱部18に固定する捕集フィルタ保持部46について、図8(a)〜図8(d)を用いて説明する。
捕集フィルタ保持部46は、図8(a),(c)に示すように捕集フィルタ52のブロック枠43に接続している球体44を掴むことで、捕集フィルタ52を固定する。捕集フィルタ保持部46は、配管41及び後述する加熱部18の、捕集フィルタ挿入口47と反対側に配しており、ブロック枠43の端面に配した球体44を掴む爪49と、可動ボス50と、可動ボス50の位置で爪49を開閉動作させるカム機構(図示せず)を備えている。このカム機構は、捕集フィルタ保持部筐体89に収納されている。
【0051】
図8(a)に示すように、捕集フィルタ保持部46の可動ボス50を、捕集フィルタ52のブロック枠43に接続している球体44で押し込むと、カム機構の機能で爪49が閉じて図8(c)に示すように球体44を掴む。この状態で、さらに球体44を押し込んだ後、捕集フィルタ52を引き抜くと、図8(a)に示すように、カム機構の機能で爪49が開いて球体44を開放する動作をする。捕集フィルタ52の押し込み動作及び引き抜き動作は、捕集フィルタ搬送部4で行う。
【0052】
捕集フィルタ搬送駆動部17は、図7に示すように、捕集フィルタ52を掴むハンド部53と、ハンド部53に伸縮と回転自由度を与えるとともに捕集フィルタ52を搬送する搬送アーム54を2対備えており、ハンド部53は任意の方向への回転移動と、任意の位置に直進移動することが可能である。また、それぞれの搬送アーム54は、それぞれ独立に直進移動することが可能である。ハンド部53の先端には、図8(c)に示すように捕集フィルタ52のブロック枠43に設けた2つのボス45が挿入できる穴55が設けてある。穴55の内部には円筒状に丸めた板ばね56が収められており、ブロック枠43のボス45が穴55に挿入されると、板ばね56の反力でボス45を保持する。従って、捕集フィルタ52はハンド部53に保持される。
【0053】
捕集フィルタ52を配管41から引き抜き加熱部18へ挿入する手順について図7及び図8を用いて説明する。
前述したように捕集フィルタ52は、配管41に捕集フィルタ保持部46で保持されている。図7(b)に示すように捕集フィルタ搬送駆動部17の搬送アーム54を伸ばして、図8(c)に示すようにハンド部53の穴55にブロック枠43のボス45を入れて、捕集フィルタ52を保持する。さらに図7(b)から(c)に示すように搬送アーム54を伸ばしてから搬送アーム54を縮めると、図8(a)に示すように、捕集フィルタ保持部46の爪49がカム機構51によって搬送アーム54の縮退する動きと連動して開き、捕集フィルタ52は配管41から引き抜かれる。図7(c)に示すように所定の位置まで搬送アーム54を縮退させた後、図7(d)に示すようにハンド部53を加熱部18に対向する位置に回転させる。再び図7(e)に示すように搬送アーム54を進展させて、捕集フィルタ52を加熱部挿入口51(図2参照)から加熱部18内部に挿入する。なおこの加熱部18の捕集フィルタ搬送部4と反対側にも、フィルタ保持部46が設けられており、加熱部18内部に挿入された捕集フィルタ52は、このフィルタ保持部46により保持される。
【0054】
図7(e)に示した実施形態では、捕集フィルタ搬送駆動部17では、捕集フィルタ52を加熱部18に挿入すると同時に、別の捕集フィルタ52をハンド部53に保持した搬送アーム54を伸展させて、サンプリング室27の配管41に挿入する動作を行い、次の手荷物25の検査に備える例を示している。
【0055】
次に付着物検査部2の加熱部18の概略構成について、図9を用いて説明する。図9は、加熱部18、イオン源部19及び質量分析部21を一部断面した上面図を示している。図9において、断面は導入配管58の中心を通る断面であり、上面図はZ軸の正方向から見た図である。図9において、加熱部18、イオン源部19、質量分析部21、吸引ポンプ部20を簡略に示しており、それ以外の構成部は省略している。
【0056】
図9に示すように加熱部18の基本構成は、箱型の収納部57と、捕集フィルタ52を保持する捕集フィルタ保持部46と、イオン源部19及び加熱部18を接続する導入配管58と、収納部57及び導入配管58に設けられ試料ガスの吸着防止または脱離を促進させる熱源59と、温度を計測する温度計60とから構成されている。温度計60と熱源59は検査部制御器8(図1参照)と接続しており、所望の温度に制御することができる。収納部57、導入配管58の温度は室温から300℃の間の任意温度に加熱、保持することが出来る。本実施形態では収納部57と導入配管58の温度は、200℃に設定した。
加熱部18の収納部57には、捕集フィルタ52が挿入される加熱部挿入口51と、この加熱部挿入口51の反対側に捕集フィルタ52のブロック枠43に設けた球体44が通過する窓48が開いている。
【0057】
図7及び図9を参照して捕集フィルタ52を加熱部18の挿入口40から加熱部18内部に挿入する手順について説明する。
図7(e)に示したように、搬送アーム54を伸ばして、ハンド部53に保持した捕集フィルタ52を挿入口47から収納部57の中に挿入する。そして図9(b)に示すように捕集フィルタ52のブロック枠43に設けた球体44は、収納部57の窓48を通って、収納部57の外に配置した捕集フィルタ保持部46の可動ボス50に押し付けられる。さらに搬送アーム54(図7(e)参照)を伸ばして、捕集フィルタ52のブロック枠43に設けた球体44を、捕集フィルタ保持部46の爪49で保持させた後、搬送アーム54を縮退させて、捕集フィルタ52とハンド部53を分離し、搬送アーム54を退避位置まで移動することで、図9(b)に示したように捕集フィルタ52を、試料物質が捕集された面を上にして収納部57の内部に保持することができる。収納部57の挿入口40と窓48は、捕集フィルタ52のブロック枠43によって塞がれるので、捕集フィルタ52の加熱は効果的に行われる。
【0058】
本実施形態の捕集フィルタ搬送駆動部17を用いれば、配管41および加熱部18には捕集フィルタ52のみが保持されるので、捕集フィルタ搬送駆動部17を介しての捕集フィルタ52の相互汚染の可能性が無い。また加熱部18では捕集フィルタ52のみが加熱されるので、ハンド部53や捕集フィルタ52の搬送アーム54から発生するガスによって、付着物検査部2の検知感度が低下することは無い。また本実施形態によれば、サンプリング室27と加熱部18は物理的に分離した位置に配置することができるので、占有床面積を増加することなく付着物捕集部5と付着物検査部2の配置が自由にできる。
【0059】
図9(b)に示したように捕集フィルタ52が収納部57に挿入されると、捕集フィルタ52の面は急速に加熱されるので、捕集フィルタ52に捕集されている試料物質の気化が急速に促進される。
【0060】
加熱部18内で生成した試料ガスは、吸引ポンプ20により導入配管58を通り、イオン源部19の、第1の細孔付電極61と対向電極62との間の空間に運ばれる。イオン源部19には針電極63が配置され、針電極63と対向電極62との間に高電圧が印加されている。針電極63の先端付近にコロナ放電が発生し、まず、窒素、酸素、水蒸気等がイオン化される。これらのイオンは一次イオンと呼ばれる。一次イオンは、電界により対向電極62の側に移動する。第1の細孔付電極61と対向電極62との間の空間に運ばれてきた気化した試料ガスは、対向電極62に設けられた開口部64を介して、針電極63が配置される空間に流れ、一次イオンと反応してイオン化される。大気中のコロナ放電を利用して1次イオンを生成し、この1次イオンとガスとの化学反応を利用してガス中の化学物質をイオン化する方法は、大気圧化学イオン化法と呼ばれている。
【0061】
イオン源部19には、熱源(図示せず)と温度計(図示せず)が設けられている。この熱源への電力の供給は、温度計の出力信号に基づき、検査部制御器8(図1参照)により制御され、気化した試料ガスがイオン源部19の内部に吸着しないように、イオン源部19は、常時所望の温度に加熱、保持されている。
【0062】
対向電極62と第1の細孔付電極61との間には1kV程度の電位差があり、イオンは第1の細孔付電極61の方向に移動して、第1のイオン導入細孔65を介して差動排気部66に取り込まれる。差動排気部66では断熱膨張が起こり、イオンに溶媒分子等が付着する、いわゆるクラスタリングが起きる。クラスタリングを軽減するため、第1の細孔付電極61、第2の細孔付電極67をヒーター等で加熱するのが望ましい。
【0063】
大気圧化学イオン化法により生成された試料ガスのイオンは、第1の細孔付電極61の第1のイオン導入細孔65、排気部22(図1参照)により排気された差動排気部66、第2の細孔付電極67の第2のイオン導入細孔68を介して、質量分析部21に導入される。質量分析部21は、排気部22により排気されている。イオン源部19と質量分析部21は、1つの容器69を構成している。
【0064】
質量分析部21に導入された試料ガスのイオンは、イオントラップ型質量分析計によって質量分析される。データ処理部23(図1参照)には、予め、検知の対象となる単数又は複数の試料物質を同定する必要な質量電荷比の値が、設定されている。この検知しようとする試料物質を同定する必要な質量電荷比に関する、質量分析計の検出器の出力信号は、試料ガスのイオンの質量分析の結果として、所定の時間間隔で連続してデータ処理部23に送られ、データ処理される。データ処理部23の記憶手段には、複数の爆薬、薬物等の特定の試料物質(危険物質)を同定する必要な質量分析データ(質量電荷比の値と相対強度)、及び、特定の試料物質(危険物質)の同定判断の基準となる信号強度の判定閾値が、データベースとして、記憶されている。データ処理部23に送られてきた信号の質量電荷比が、記憶手段から読み出されたデータベースと照合され、検知対象である特定の試料物質(危険物質)と同定されると、送られてきた信号の強度が判定閾値よりも大きいことを条件に、検知対象である特定の試料物質(危険物質)の存在の可能性を、操作パネルに11表示して操作者に知らされる。
【0065】
図10は、第1実施形態の付着物検査装置1の構成を用いて、C4爆薬粒子が付着した手荷物25を検査した結果を示している。図10において、縦軸は任意単位のイオン強度を示しており、横軸は秒単位の時間を示している。
【0066】
図10に示すように、C4爆薬成分が検出されたことを示す明瞭な信号が得ることができている。この結果から、第1実施形態の付着物検査装置1を用いることで、C4爆薬粒子が付着した実際の手荷物25から、C4爆薬粒子をエアジェットで剥離し捕集フィルタ52で捕集し、加熱部18で気化し、質量分析部21でC4爆薬成分を検知できることを証明した。本実施形態の構成からなる付着物検査装置1では、手荷物25からC4爆薬を平均7.9%で回収できることを、実験から確認した。
【0067】
図11は、TNT爆薬粒子が付着した実際の手荷物25を検査した結果を示している。
図11において、縦軸は任意単位のイオン強度を示しており、横軸は秒単位の時間を示している。図11に示すように、TNT爆薬成分が検出されたことを示す明瞭な信号が得ることができている。この結果から、第1実施形態の付着物検査装置1を用いることで、TNT爆薬粒子が付着した実際の手荷物25から、TNT爆薬粒子をエアジェットで剥離し捕集フィルタ52で捕集し、加熱部18で気化し、質量分析部21でTNT爆薬成分を検知できることを証明した。
【0068】
以上述べてきた本実施形態による付着物検査装置1は、手荷物25に付着した試料物質に爆薬等の危険物質が含まれるか否かの検査を、手荷物25に何も接触せずに、また、自動で、一定の条件で検査することができるので、手荷物25の破損や汚染などが生じることなく、また、熟練した検査員を必要とせずに、迅速に検査することができる。
【0069】
第1実施形態の付着物検査装置の効果を要約すると、(1)サンプリング室27内部で、ノズル36の先端を、手荷物大きさ演算部13で演算した手荷物25の仮想外形から、5cmの距離で手荷物25の周囲を走査させることで、手荷物25に付着している試料物質の剥離に有効な40m/sから130m/sの風速のエアジェットを手荷物25の表面に噴射することができるので、手荷物25から効果的に試料物質を剥離することができる。(2)剥離した試料物質を、サンプリング室27をその下部に固定した非貫通性の捕集フィルタ52を介して吸気することで、効果的に捕集フィルタ52に捕集される。(3)試料物質を捕集した捕集フィルタ52は、捕集フィルタ搬送駆動部17で、自動でサンプリング室27から引き出され、質量分析部21と結合した加熱部18に挿入するので、搬送過程での捕集フィルタ52の汚染や、人による汚染が無く、サンプリング室27から加熱部18に搬送することできる。(4)加熱部18に挿入された捕集フィルタ52は、急速に加熱されるため、試料物質に含まれる危険物質(爆薬等)の成分が気化して濃度の高いガスが発生する。従って、イオン源部19で生成される危険物質由来のイオン濃度が高くなり、より強い信号強度が質量分析部21で得られるため、高感度な検査ができる。
【0070】
次に、本実施形態の付着物検査装置1の、自己クリーニングの手順について説明する。
図12は、第1実施形態の付着物検査装置1で、C4爆薬を検出した後のサンプリング室27について、このサンプリング室27を吸気部16で吸気しながらサンプリング室27の内壁にエアジェットを吹きつけた際に使用した捕集フィルタを加熱部18の中に入れて爆薬の有無を検査した結果を示している。図12において、縦軸は任意単位のイオン強度を示しており、横軸は秒単位の時間を示している。図12に示すように、明らかにC4爆薬を検出した後のサンプリング室27から採取した試料物質からC4爆薬(危険物質)を示す信号が得られている。
【0071】
図12の結果から、発明者らは、一度爆薬のような危険物質を採取したサンプリング室27内には、その後も爆薬粒子(危険物質)が残留することを見出した。サンプリング室27内壁に、そのような危険物質が残留した状態で、次の別の手荷物25を検査すると、サンプリング室27内壁に付着した危険物質が剥離して、捕集フィルタ52に捕集されることが考えられる。この場合実際には手荷物25に付着する試料物質にそのような危険試料物質は付着していないが、付着物検査部2ではその危険物質を検知することになるので、誤検知の原因となる。従って手荷物25の付着物検査装置1において、自己クリーニング機能は、必要不可欠な機能であるといえる。
【0072】
サンプリング室27の内壁のクリーニング手段として、検査員が清浄な拭取材でサンプリング室27の内壁を丹念にふき取り清掃を行う手段も考えられるが、検査員の安全性や、清掃に要する時間、サンプリング室27内に設置した手荷物認識部12、ノズル36を備えたアーム39などの破損、または、サンプリング室27内壁の人による汚染が考えられ、現実的ではない。従って、手荷物25の付着物検査装置1には、サンプリング室27の内壁を自動でクリーニングする機能が必要である。
【0073】
自己クリーニング機能の課題として、以下の二つの課題が存在する。(1)自己クリーニングに要する時間は、検査を速やかに再開できるようにするために出来るだけ短い時間とする課題。(2)誤検知を防ぐために、クリーニング効果を定量的に確認する課題。
【0074】
第1実施形態の付着物検査装置1では、特別な自己クリーニングのための部品、装置を必要とせずに、自動で、人を介さずにサンプリング室27をクリーニングすることができ、さらにクリーニングの効果を定量的に検査することができる。
【0075】
第1実施形態の付着物検査装置1による自己クリーニングは、以下の手順で行う。
データ処理部23で検査結果から爆薬成分を検出したと判断した場合、その旨を操作パネル11に表示して検査員に知らせる。その後、付着物検査装置1は自己クリーニングを開始する指示待ちの状態となる。検査員によって操作パネル11から自己クリーニング実行の指示が選択されると、中央制御部7から捕集部制御器10、搬送部制御器9、検査部制御器8に自己クリーニング工程の指示を出す。
【0076】
捕集部制御器10では、通常の検査工程を停止し、あらかじめ決められた自己クリーニング工程を始める。自己クリーニング工程は以下の工程で行う。吸気部16を駆動し、サンプリング室27内を吸気するとともに、圧縮ガス発生部15を駆動する。サンプリング室27内に配しているノズル36aは、ノズル駆動部14によってサンプリング室27の内壁に向くように円筒状の筒37が回転し、ノズル36bは、あらかじめ記憶させている自己クリーニング開始位置に移動するようにノズル駆動部14によってアーム39(39a,39b)を駆動する。
【0077】
ノズル36(36a,36b)の移動が終了した後、エアバルブ(図示せず)を開けて圧縮ガスをノズル36に供給して、エアジェットをサンプリング室27内壁に噴射する。またノズル36(36a,36b)は、互いのアーム39(39a,39b)の表面に交互にエアジェットを噴射する。
ノズル36は、その尖端とサンプリング室27内壁との距離が、前述した爆薬微粒子を効果的に剥離できる風速40m/s以上のエアジェットを噴射できる9cm以下の距離で、サンプリング室27内壁と互いのアーム39(39a,39b)の表面を走査する。
【0078】
エアジェットを噴射することによって、手荷物25から爆薬微粒子を剥離することができることは実証済みである。従ってエアジェットをサンプリング室27内壁に噴射することで、サンプリング室27の内壁に残留した爆薬微粒子を剥離し、吸気部16でサンプリング室27内を吸気することでサンプリング室27から排出することができる。次に、サンプリング室27が危険物質を検知する前と同等の清浄性に復帰したかを自己検査する。
【0079】
自己クリーニングの際に、配管41に保持している捕集フィルタ52を、上述した捕集フィルタ搬送駆動部17で取り出し、加熱部18に挿入し、上述した付着物検査部2で捕集フィルタ52から検出した成分と予め記憶している危険物質の成分を比較する。比較の結果、付着物検査部2で爆薬の信号を検知していないレベルと判断すると、通常の検査工程が再開され、爆薬の信号を検知しているレベルと判断すると、再び自己クリーニングを開始する。
【0080】
図13は、第1実施形態の付着物検査装置1で、C4爆薬を検出した後のサンプリング室27の内壁を、上述の方法で自己クリーニングした時に使用した捕集フィルタ52を検査した結果を示している。図13は、上述した自己クリーニング工程を8回繰り返した後の検査結果である。図13に示すように、C4爆薬を示す信号に全く変化がないことから、サンプリング室27内が、本実施形態の自己クリーニング方法で、清浄化されたことを証明することができた。
【0081】
以上説明してきた本実施形態による自己クリーニング手段によれば、一旦手荷物から爆薬を検知した場合でも、サンプリング室27の内部のクリーニングを、人による汚染やサンプリング室27の内部の構成部品を破損させることなく、自動で、短時間で行うことができる。また、クリーニング後のサンプリング室27の清浄度を、付着物検査部2で測定することで、クリーニングの効果を定量的に確認することができるので、危険物質を検知した後の検査でも誤検知することが無い。尚、自己クリーニングの効果の測定は、自己クリーニング毎に実施しなくても良い。予め決めた回数の自己クリーニングを終えた時に自己クリーニングの効果の測定を行うようにすることで、自己クリーニングの所要時間をより短くすることができる。また、危険物質を検出した捕集フィルタ52を再び加熱部18に挿入し、上述したサンプリング室27へエアジェットを噴射している間加熱することで、危険物質の由来成分が捕集フィルタに残留していても、除去することができるので、効果的である。
【0082】
次の本発明の付着物検査装置1の構成を用いて、1回の検査ごとに捕集フィルタ52を交換せずに、連続した検査を行うことができる付着物検査装置について説明する。1日で行う手荷物25の付着物検査は、検査場所にもよるが、膨大な数の手荷物25を行うことが想像できる。
【0083】
一般に手荷物25には、加熱しても気化しない金属や、土砂などの固形物が付着している。このような手荷物25を、本発明の第1実施形態の付着物検査装置1のサンプリング室27でエアジェットを噴射した場合、それら気化しない固形物も手荷物25から剥離して捕集フィルタ52に捕集される。連続した検査を進めるに従い、それらの固形物が捕集フィルタ52に堆積し、捕集フィルタ52の目詰りや、それらから発生するガスによって、付着物検査部2の検知感度が低下する原因となる。
【0084】
本発明の付着物検査装置1では、捕集フィルタ搬送駆動部17において、捕集フィルタ52を保持するハンド部53と、ハンド部53を保持する搬送アーム54間に、ハンド部53を180度回転(表裏反転)させる回転機能を付加した捕集フィルタ搬送駆動部17を用いることで、1回の検査ごとに捕集フィルタ52を交換せずに、上述した問題を発生することなく連続した検査を行うことが可能となる。
【0085】
図14は、本発明の付着物検査装置1において、連続した検査を行うことが可能とする捕集フィルタ搬送部4を説明する一部断面を含む図である。図14において、捕集フィルタ52、ハンド部53、ハンド部53を保持する搬送アーム54の一部以外の各部は省略している。図14(a)は、ボス45の中心を通る断面であり、Z軸の正方向から見た上面図である。図14(b)は、捕集フィルタ52の中心を通る一部断面図であり、Y軸の正方向から見た側面図である。
【0086】
ハンド部53は、回転自在な軸受け71を介して搬送アーム54に保持しており、ハンド部53を回転させる駆動源72と接続している。駆動源72は搬送部制御器9(図1参照)で制御される。
【0087】
捕集フィルタ52は、前述したように非貫通性のステンレス製のフィルタを使用する。サンプリング室27でエアジェットを手荷物25に噴射して、手荷物25に付着している固形物を捕集フィルタ52の表面に捕集する。捕集フィルタ52を第1実施形態で説明した手順で、配管41から取り出し、加熱部18に挿入し、試料物質に危険物質が含まれているか否かを検査する。検査を終了し、捕集フィルタ52を加熱部18から取り出した後、駆動源72を駆動して、捕集フィルタ52を保持したハンド部53を180度回転させて表裏反転させる。そのままの状態で捕集フィルタ52を、サンプリング室27の配管41に挿入する。
【0088】
搬送の過程でハンド部53を表裏反転することで、捕集フィルタ52の面に残留していた比較的大きい固形物は、搬送過程で重力や振動によって落下する。落下せずに残留している微粒子も、捕集フィルタ52がサンプリング室27の配管41に挿入後、吸気部16によってサンプリング室27内のガスの吸気が開始されることで、捕集フィルタ52から剥離される。
【0089】
以上説明してきた捕集フィルタ搬送部4を用いた付着物検査装置1によれば、一回の検査毎に捕集フィルタ52を反転することで、捕集フィルタ52の目詰りを防ぐことができるので、捕集フィルタ52を交換することなく連続して使用しても付着物検査部2の検知感度が低下することが無い付着物検査装置1を提供することができる。
【0090】
もちろん、連続した手荷物25の検査毎に捕集フィルタ52を交換しながら検査することも可能である。この場合、複数の捕集フィルタ52を格納したカセット(図示せず)と、使用済みの捕集フィルタ52を格納するカセット(図示せず)と、それらのカセットを設置する捕集フィルタ交換ステーション(図示せず)を、捕集フィルタ搬送手段17で搬送可能な領域に設置した付着物検査装置1の構成を採る。この付着物検査装置1では、加熱部18から取り出した捕集フィルタ52を、捕集フィルタ搬送駆動部17を用いて、使用済みの捕集フィルタ52を格納するカセットに挿入した後、未使用の複数の捕集フィルタ52を格納したカセットから、未使用の捕集フィルタ52を取り出し、配管41に挿入して、次の検査に備える。
【0091】
以上述べてきた、捕集フィルタ交換ステーション(図示せず)を備えた付着物検査装置1を用いることで、常に未使用の清浄な捕集フィルタ52で、手荷物25の検査を行うことが可能な付着物検査装置1を提供することが出来る。
また、図14で説明したハンド部53が180度回転可能な捕集フィルタ搬送部4と、捕集フィルタ交換ステーションを備えた付着物検査装置1を用いることで、例えば検査回数を100回毎に、捕集フィルタ52を交換する検査方法も可能となる。すなわち前述した自己クリーニングと同じ手順で、所定の検査回数を経た捕集フィルタ52の清浄度を付着物検査部2で確認し、データ処理部23で、捕集フィルタ52から発生するガスが多く検知精度が悪いと判断したら、捕集フィルタ52を使用済みの捕集フィルタ52を格納するカセットに挿入し、未使用の複数の捕集フィルタ52を格納したカセットから、未使用の捕集フィルタ52を取り出し、配管41に挿入して、次の検査に備える。
以上述べてきた付着物検査装置1とすることで、1日で使用する捕集フィルタ52の数を減らすことが出来、また、捕集フィルタ52の清浄度を常に監視しているので、より確実で、信頼性の高い付着物検査装置1を提供できる。
【0092】
図15は、以上述べてきた本発明の第1実施形態の付着物検査装置1において、各部の動作の工程を示したフローチャート図である。
まず通常の検査工程について説明する。
試料物質が付着した手荷物25が手荷物配送部3によりサンプリング室27に配送される(S11)。すると、まず手荷物25の大きさ及び形状が手荷物認識部12及び手荷物大きさ演算部13により認識される(S12)。次いで吸気部16を駆動し、付着物捕集部5のサンプリング室27内のガスを吸引してから(S13)、ノズル36を手荷物25の表面を走査するように移動させ(S14)、エアジェットをその表面に噴射する(S15)。このエアジェットの噴射を所定時間若しくは手荷物25の全面を一通り走査するまで続けた後(S16)、エアジェットの噴射を停止する(S17)。その後、吸気部16を停止してサンプリング室27内のガスの吸引も停止する(S18)。この後ノズル36は退避位置へ移動し(S19)、手荷物25が手荷物配送部3によりサンプリング室27の外部に送出される(S20)。そして、捕集フィルタ52は捕集フィルタ搬送駆動部17によって付着物捕集部5の配管41から取り出されるとともに、この配管41には新しい捕集フィルタ52が挿入される(S21)。そして、配管41から取り出された捕集フィルタ41は、加熱部18に挿入される(S22)。加熱部18に挿入された捕集フィルタ52は加熱され、捕集フィルタ52に捕集されている試料物質も加熱されて、気化し、試料ガスを生成する(S23)。所定の時間、補集フィルタ52を加熱したら、捕集フィルタ搬送駆動部17によって加熱部18から取り出す。試料ガスは、イオン源部19に運ばれ、イオン化された後(S24)、質量分析部21に送られて質量分析される(S25)。分析の結果データ処理部23で危険物質の有無、種類を同定する。危険物質が検出されなければ(S26:危険性無)、その結果が操作パネル11に出力されるとともに(S27)、次の測定が開始され(S11にジャンプ)、危険物質が検出されれば(S26:危険性有)、その旨を操作パネル11に出力して検査員に危険物質が検出されたことを伝え(S27)、自己クリーニング工程を行うかどうかの指示を待つ。
【0093】
次に自己クリーニングの工程について説明する。
検査員から自己クリーニングの指示がでると(S28)、前記した(S13)から(S25)までの動作フローを繰り返す(ただし、手荷物25は、すでに搬出されてサンプリング室27には存在しないので(S20)の工程はジャンプする)。この自己クリーニング工程において、エアジェット噴射(S15)の工程は、ノズル36をサンプリング室27内壁又はアーム39に向けて噴射する点において、前記した通常の検査工程の場合と相違する。そして、ステップS26において危険性無の判定がでるまで自己クリーニング(S28)の工程を繰り返す。そして、ステップS26において危険性無の判定がでると、次の手荷物25を検査する工程に入る(S11)。
【0094】
(第2実施形態)
図16は、本発明の第2実施形態の付着物検査装置1’の外観を示す斜視図である。図17は、本発明の第2実施形態の付着物検査装置を説明する側面図と上面図である。図17(a)は、本発明の第2実施形態の付着物検査装置1’の付着物捕集部5’において、サンプリング室27内の一部断面を含む正面図を示している。
【0095】
図17(a)において、断面は、サンプリング室27の手荷物入り口30の端面を通る断面であり、正面図は、X軸の負方向から見た図であり、ノズル75(75a,75b,75c,75d)及び筒76(76a,76b,76c,76d)以外の各部の記載は省略している。図17(b)は、本発明の第2実施形態の付着物検査装置1’の付着物捕集部5’において、サンプリング室27内の一部断面を含む側面図を示している。図17(b)において、断面は、サンプリング室27の中心を通りサンプリング室27の手荷物搬送方向に平行な断面である。側面図は、Y軸の負方向から見た側面図であり、ノズル75以外の各部の記載は省略している。第2実施形態の付着物検査装置1’において、付着物捕集部5’に設けたノズル75以外の各部の構成は、第1実施形態の付着物検査装置1と同じ構成であるので、説明は省略する。
【0096】
手荷物25の大きさを検知する手荷物認識部12は、サンプリング室27の入り口30の手前の手荷物搬送軌道上にゲート状に設けてある。手荷物認識部12の構成及び作用は、第1実施形態と同じであるので、説明は省略する。手荷物認識部12で、手荷物25の大きさを検知し、付着物捕集部5で仮想外形を演算した後、手荷物25はサンプリング室入り口30に到達する。
【0097】
第2実施形態の付着物検査装置1’のノズル75は、図17(a),(b)に示すように、手荷物25の底面にエアジェットを噴射するノズル75aと、手荷物25の上面にエアジェットを噴射するノズル75bと、手荷物25の側面にエアジェットを噴射するノズル75c,75cと、サンプリング室27内壁にエアジェットを噴射するノズル75dの4系統を備えている。ノズル75aは、入り口30のトレー26の搬送軌道より3cm下に、検査可能な手荷物25の幅である40cmより長い、中心軸に対して回転可能な円筒状の筒76aに設けられている。筒76aには直径2mmのノズル75aが、トレー26の底面に対して30度傾斜して搬送方向に向けて、3cm間隔で20個開口している。
【0098】
ノズル75bは、手荷物25の高さより高い入り口30の位置に、下方向への直進移動が可能でかつ手荷物25の幅である40cmより長い、中心軸に対して回転可能な一対の円筒状の筒76bに設けられている。筒76bには直径2mmのノズル75bが、トレー26の上面に対して30度傾斜して搬送方向に向けて、3cm間隔で20個開口している。
【0099】
ノズル75cは、サンプリング室27内の両脇に、横方向への直進移動が可能で、かつ手荷物25の高さである50cmより長い、中心軸に対して回転可能な円筒状の筒76cに設けられている。筒76cには直径2mmのノズル75cが、トレー26の搬送軌道に平行な面に対して30度傾斜して搬送方向に向けて、3cm間隔で25個開口している。
【0100】
ノズル75dは、手荷物25の高さより高い位置から、下方向への直進移動が可能でかつサンプリング室27の内壁から3cm離れた位置に配した円筒状の筒76dに設けられている。筒76dには直径2mmのノズル75dを、サンプリング室27内壁に対して30度傾斜して下方向に向けて、3cm間隔で30個開口している。
【0101】
第2実施形態の付着物検査装置1’において、エアジェットの噴射手順について説明する。
手荷物25が入り口30に到達する時間を、手荷物認識部12の信号を検出した時間と、手荷物搬送速度と、手荷物認識部12の設置場所と入り口30の設置場所間の距離から捕集部制御器10で演算する。もちろん手荷物25が入り口30に到達することを検知するセンサを設けてもよい。
手荷物25がサンプリング室27の入り口30に到達する前に、ノズル75bを手荷物大きさ演算部13で演算した仮想高さより5cm離れた位置に移動する。同時にノズル75cを、手荷物大きさ演算部13で演算した仮想幅より5cm離れた位置に移動する。
【0102】
同時にサンプリング室27内を吸気する吸気部16と圧縮ガス発生部15(図1参照)を駆動する。手荷物25が入り口30に到達したことを捕集部制御器10で判断すると、ノズル75(75a,75b,75c)と圧縮ガス発生部15を接続するエアバルブ(図示せず)を開放し、ノズル75(75a,75b,75c)に圧縮ガスを供給する。手荷物大きさ演算部13で求めた、各ノズル75の位置を通過する場所の手荷物25の仮想最大幅及び仮想最大高さに応じてノズル75b,75cをそれぞれの可動方向にノズル駆動部14で移動制御する。手荷物25がノズル75の位置を通過したことを捕集部制御器10が判断すると、エアバルブ(図示せず)を閉じて、エアジェットの噴射を停止する。この後、ノズル75aを設けた円筒状の筒76aが、ノズル75aがサンプリング室27の内壁に対して30度の傾斜を持つように回転する。回転後、ノズル75a,75dと圧縮ガス発生部15を接続するエアバルブ(図示せず)を開放し、圧縮ガスをノズル75a,75dに供給してそこからエアジェットをサンプリング室27内壁に向けて噴射する。ノズル75dは、エアジェットをサンプリング室27内壁に噴射しながら、サンプリング室27下面まで下降する。
【0103】
ノズル75dがサンプリング室27下面まで到達したことを、捕集部制御器10で判断すると、エアバルブ(図示せず)を閉じて、ノズル75dを退避位置まで上昇させる。以上のエアジェット噴射の間は、手荷物25は搬送トレー26によって搬送されている。
【0104】
この後捕集フィルタ52を配管41から取り出し、図7に示すように加熱部18へ挿入する捕集フィルタ搬送駆動部17及び加熱部18内で捕集フィルタ52を加熱し気化させて、質量分析する手段、質量分析の結果から危険物質を同定する手段は、第1実施形態と同じであるので、説明は省略する。
【0105】
図18は、第2実施形態の付着物検査装置の構成を用いて、C4爆薬粒子が付着した手荷物25を検査した結果を示している。図18において、縦軸は任意単位のイオン強度を示しており、横軸は秒単位の時間を示している。図18に示すように、C4爆薬成分の明瞭な信号が得ることができている。この結果から、付着物検査装置の第2実施形態を用いることで、C4爆薬粒子が付着した実際の手荷物25から、C4爆薬粒子をエアジェットで剥離し捕集フィルタ52で捕集し、加熱部18で気化し、データ処理部23でC4爆薬成分を検知できることを証明した。本実施形態の構成からなる付着物検査装置では、手荷物25からC4爆薬を平均4%で回収できることを、実験から確認した。
【0106】
第2実施形態の付着物検査装置1’によれば、手荷物25をサンプリング室27に停止することなく、手荷物25の爆薬微粒子有無の検査が実現できるので、検査スループットが高く、手荷物25の破損や汚染などが生じることなく、また、熟練した検査員を必要とせずに、手荷物25に非接触で、一定の条件で検査する付着物検査装置1’を提供することができる。
以上述べてきた、第1実施形態の付着物検査装置1、及び、第2実施形態の付着物検査装置1’では、サンプリング室27に、周知の技術であるX線透過装置などの手荷物の内部を透視する検査装置を設けることができることも、特徴の一つである。このため、本発明の付着物検査装置と、通常使用されているX線透過装置等の内部検査装置を併用した手荷物の検査が可能な付着物検査装置が実現できるので、より確実で高信頼性な手荷物の付着物検査装置を提供することができる。
【0107】
また、第1実施形態の付着物検査装置1、及び、第2実施形態の付着物検査装置1’では、手荷物認識部12として、投光器32と受光器33からなる光検知器を用いているが、この他に手荷物25の横方向と上下方向の画像を複数のカメラで撮影し、撮影した手荷物の画像から手荷物の大きさを検出する手段や、上述したX線透過装置で得られる手荷物の画像から、手荷物の大きさを検出する手段を用いても良い。
【0108】
(第3実施形態)
また、以上述べてきた、第1実施形態の付着物検査装置1、及び、第2実施形態の付着物検査装置1’では、検査対象物として手荷物25を想定して説明してきたが、人体を検査対象物とすることもできる。
【0109】
図19は検査対象物として人体を想定した付着物検査装置1”の第3実施形態の捕集器5”を説明する側面図と上面図を示している。図19(a)は、本発明の第3実施形態の付着物検査装置1”の付着物捕集部5”において、サンプリング室78の上面図である。図19(b)は、本発明の第3実施形態の付着物検査装置1”の付着物捕集部5”において、サンプリング室78内の一部断面を含む側面図を示している。図19(b)において、断面は、サンプリング室78の中心を通る断面である。
【0110】
第3実施形態の付着物検査装置1”は、人体の下腕部分(検査対象物)を検査する装置である。
第3実施形態の付着物捕集部5”は、実際に腕を挿入するサンプリング室78と、腕にエアジェットを噴射するノズル79と、腕の挿入を検知する検知器80(80a,80b)と、ノズル79,79…に圧縮ガスを供給する圧縮ガス発生部15(図1参照)と、腕から剥離した試料物質を捕集する捕集フィルタ82と、サンプリング室78内のガスを捕集フィルタ82を介して吸気する吸気部16(図1参照)と、それらを駆動するための電源部6(図1参照)と、それらを制御する制御部(図示せず)から構成する。図19において、ノズル79と腕の挿入を検知する検知器80以外の各部は、筺体86に納められている。
【0111】
以下、第3実施形態の付着物検査装置1”の付着物捕集部5”を用いた人体の検査手順について説明する。
本実施形態の腕の挿入口87は、サンプリング室78の上側に設けている。被験者が、腕の挿入口87から、両腕を手首より深くなるまで挿入する。サンプリング室78の腕の挿入口87に設けた腕の挿入を検知する検知器80で、腕の挿入を検知したことを、制御部に伝達する。検知器80は、光を投光する投光器80aと、投光器80aからの光を受光する受光器80bから成り、受光器80bは投光器80aからの光を受光しない時に信号を出力する。制御部では検知信号を受けてから、吸気部16(図1参照)を駆動させ、次いで吸気部16を駆動してから数秒後に、圧縮ガス発生部15(図1参照)を駆動させる。圧縮ガス発生部15の駆動開始まで数秒の時間を設けた理由は、腕を挿入するために要する時間を必要とするためである。また本実施形態では圧縮ガス発生部15としてターボファンを使用している。本実施形態のノズル79,79…は、サンプリング室78の腕の挿入口87に、手の甲と手のひら方向の両側からエアジェットを噴射できるように、片側25個の直径2mmのノズル79,79…を両側に、下向きに傾斜して2cm間隔で配している。ノズル79,79…と被験者の腕の間隔は固定であるが、第1実施形態で説明したように、風速40m/sから130m/sのエアジェットを腕の表面に対して約30度の傾斜で噴射されるように、ノズル79,79…と被験者の腕の間隔は3cmから9cmの範囲になるように、サンプリング室78の腕挿入口87の大きさを設計している。
【0112】
圧縮ガス発生部15が駆動すると、ノズル79,79…からエアジェットが腕に噴射される。
被験者は、エアジェットを感知すると、腕をサンプリング室78からゆっくりと引き抜く動作を行う。サンプリング室78の腕の挿入口87に設けた腕を検知する検知器80で、腕が引き抜かれたことを検知したことを、制御部に伝達する。制御部では検知信号を受けてから、圧縮ガス発生部15を停止し、次いで、吸気部16を停止する。以上の手順で、被験者の下腕に付着している試料物質を剥離することができる。サンプリング室78の下部には、捕集フィルタ82が挿入されており、試料物質は捕集フィルタ82に捕集される。
【0113】
捕集フィルタ82の構成、捕集フィルタ搬送駆動部17、及び付着物検査部2は第1実施形態と同様の構成で構成されており、捕集フィルタ82をサンプリング室78から取り出し、加熱部18に挿入し、試料物質を気化し、イオン化し、質量分析し、データ処理部23で危険物質の有無、種類を検査する手順は、第1実施形態と同じ手順で行うので、説明を省略する。
【0114】
図20は、実際にC4爆薬を触った手を、第3実施形態の付着物検査装置1”で検査した結果を示している。図20において、縦軸は任意単位の信号強度を示しており、横軸は秒単位の時間を示している。図20に示すように、C4爆薬成分の検出位置に明瞭な信号が得ることができている。この結果から、付着物検査装置の第3実施形態を用いることで、C4爆薬を触った手から、C4爆薬粒子をエアジェットで剥離し捕集フィルタ82で捕集し、加熱部18で気化し、質量分析部21でC4爆薬成分を検知できることを実証した。
【0115】
第3実施形態の付着物検査装置1”では、人体の下腕部分を検査対象物としているが、サンプリング室78の挿入口87の形状を変えることで、検査対象物の範囲を拡大することができる。例えば被験者の靴部分の検査や、挿入口を郵便物ポストの郵便物の挿入口と同程度とすることで、郵便物や、搭乗券などのチケットを検査対象物として検査することができる。また第3実施形態の付着物検査装置1”において、ノズル79,79…を人体の頭からつま先まで走査するサンプリング室78とすることで、人体全身を検査対象物として検査することも可能である。
【0116】
尚、以上述べてきた第1実施形態、第2実施形態、第3実施形態の付着物検査装置1,1’,1”では、捕集フィルタ52,82の搬送を、捕集フィルタ搬送駆動部17を用いて搬送すると説明しているが、捕集フィルタ搬送駆動部17を用いなくても、検査員が手動で搬送することでも、本発明の目的である手荷物25から試料物質を剥離し、捕集し、検査する目的を達成することができる。同様に、エアジェットの噴射についても、以上述べてきた第1実施形態、第2実施形態、第3実施形態の付着物検査装置1,1’,1”ではノズル駆動部14を用いて自動でエアジェットの噴射を行っているが、検査員が手動でノズルを検査対象物の表面に40m/sから130m/sの風速のエアジェットが噴射できるように検査対象物の表面を走査させることでも、手荷物25からの試料物質を剥離し、捕集し、検査できる効果に何ら変化は無い。この場合、手荷物認識部12も不要となるので、より安価で簡便な手荷物の付着物検査装置を提供できる。
【0117】
また、以上述べてきた第1実施形態、第2実施形態、第3実施形態の付着物検査装置1,1’,1”では、試料物質の捕集手段として捕集フィルタ52,82を使用しているが、捕集フィルタ52,82に限定されるものではない。例えば、周知の技術であるインパクタをサンプリング室27と吸気部16の間に設置し、インパクタの試料物質が堆積する台を、以上述べてきた第1実施形態、第2実施形態、第3実施形態の捕集フィルタ搬送駆動部17を用いて、または検査員が手動で、付着物検査部2の加熱部18に搬送することでも、本発明の目的である手荷物25からの付着物微粒子を剥離し、捕集し、検査できる効果に何ら変化は無い。
【0118】
また、以上述べてきた第1実施形態、第2実施形態、第3実施形態の付着物検査装置1,1’,1”では、付着物検査部2として、質量分析手段を用いているが、質量分析手段に限定されるものではなく、検査対象物に付着した試料物質の成分を同定する分析ができるものであればなんでもよい。例えば、加熱部18で気化した試料物質の蒸気をガスクロマトグラフで分離し、発光試薬と反応させて発光を検出することにより、未知物質の同定を行なう周知の化学発光方式の付着物検査装置にも、本発明を適用できる。また、この蒸気をイオン源部19の内部の放射性同位体でイオン化した後、ドリフトチューブに導入してイオンの易動度を検出することにより、未知物質の同定を行なう周知のイオンモビリティ方式の付着物検査装置にも、本発明を適用できる。
【図面の簡単な説明】
【0119】
【図1】本発明の第1実施形態の付着物検査装置の主要構成を示すブロック図である。
【図2】本発明の第1実施形態の付着物検査装置を示す斜視図である。
【図3】本発明の第1実施形態の付着物検査装置の手荷物認識部を説明する正面図である。
【図4】(a)は本発明の第1実施形態の付着物検査装置の手荷物大きさ検知の工程を説明する一部抜粋した側面図であり、(b)は本発明の第1実施形態の付着物検査装置の手荷物大きさ演算部の信号の変化を説明する図である。
【図5】(a)は本発明の第1実施形態の付着物検査装置のノズル駆動部を説明する一部抜粋した正面図であり、(b)は同側面図である。
【図6】本発明の第1実施形態の付着物検査装置の構成を用いて、C4爆薬の回収量とエアジェットの風速の関係を説明する図である。
【図7】本発明の第1実施形態の付着物検査装置の捕集フィルタ搬送駆動部による、捕集フィルタの搬送工程((a)〜(e))を説明する上面図である。
【図8】(a),(c)は本発明の第1実施形態の付着物検査装置の捕集フィルタ保持手段による、捕集フィルタの保持方法を説明する一部断面を含む上面図であり、(b),(d)は同側面図である。
【図9】(a)は本発明の第1実施形態の付着物検査装置において捕集フィルタが挿入される前の加熱部の状態を説明する一部断面を含む一部抜粋した上面図であり、(b)は捕集フィルタが挿入された後の状態を説明する同上面図である。
【図10】本発明の第1実施形態の付着物検査装置において、C4爆薬粒子が付着した手荷物から検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図11】本発明の第1実施形態の付着物検査装置において、TNT爆薬粒子が付着した手荷物から検出されたTNT爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図12】本発明の第1実施形態の付着物検査装置において、C4爆薬成分を検出した後のサンプリング室の内壁にエアジェットを噴射して試料物質を捕集した捕集フィルタから検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図13】本発明の第1実施形態の付着物検査装置において、C4爆薬成分を検出した後のサンプリング室の内壁を自己クリーニングした後のサンプリング室内壁について、エアジェットを噴射して試料物質を捕集した捕集フィルタから検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図14】(a)は本発明の第1実施形態の付着物検査装置において、ハンド部を表裏反転する回転機能を付加した捕集フィルタ搬送手段を説明する、捕集フィルタ搬送手段の一部断面を含む上面図であり、(b)は同側面図である。
【図15】本発明の付着物検査装置の各部の通常の検査の全体工程及び自己クリーニングの工程を説明するフローチャートである。
【図16】本発明の第2実施形態の付着物検査装置を示す斜視図である。
【図17】(a)は本発明の第2実施形態の付着物検査装置の捕集部を説明する一部断面を含む正面図であり、(b)は同側面図である。
【図18】本発明の第2実施形態の付着物検査装置において、C4爆薬粒子が付着した手荷物から検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【図19】(a)は本発明の第3実施形態の付着物検査装置の捕集部を説明する一部断面を含む上面図であり、(b)は同正面図である。
【図20】本発明の第3実施形態の付着物検査装置において、C4爆薬粒子を触れた手から検出されたC4爆薬成分の質量電荷比の信号強度の時間変化を示す図である。
【符号の説明】
【0120】
1,1’,1” 付着物検査装置
2 付着物検査部(検査部)
3 手荷物配送部(配送部)
4 捕集フィルタ搬送部(搬送部)
5,5’,5” 付着物捕集部(捕集部)
11 操作パネル
12 手荷物認識部(認識部)
13 手荷物大きさ演算部
14 ノズル駆動部
16 吸気部
17 捕集フィルタ搬送駆動部
18 加熱部
19 イオン源部
21 質量分析部
23 データ処理部
25 手荷物(検査対象物)
27,78 サンプリング室
31 手荷物配送駆動部
32 投光器
33 受光器
36,79 ノズル
39 アーム
52,82 捕集フィルタ
70 直進移動機構部
【特許請求の範囲】
【請求項1】
試料物質が付着した検査対象物に圧縮ガスを吹き付けて、剥離した前記試料物質を補集フィルタにより捕集する捕集部と、
この捕集フィルタに捕集された前記試料物質を分析する検査部と、を備える付着物検査装置であって、
関節を有するアームに支持されるとともに前記圧縮ガスを前記検査対象物の表面に風速20m/s以上の速度で吹き付ける少なくとも1つのノズルと、
前記関節を動かすことにより前記ノズルを前記検査対象物の外形に基づき移動させるノズル駆動部とを、有することを特徴とする付着物検査装置。
【請求項2】
前記アームの前記ノズルを支持する側とは反対側に連結し前記捕集部の内部で直進移動する直進移動機構部を有することを特徴とする請求項1に記載の付着物検査装置。
【請求項1】
試料物質が付着した検査対象物に圧縮ガスを吹き付けて、剥離した前記試料物質を補集フィルタにより捕集する捕集部と、
この捕集フィルタに捕集された前記試料物質を分析する検査部と、を備える付着物検査装置であって、
関節を有するアームに支持されるとともに前記圧縮ガスを前記検査対象物の表面に風速20m/s以上の速度で吹き付ける少なくとも1つのノズルと、
前記関節を動かすことにより前記ノズルを前記検査対象物の外形に基づき移動させるノズル駆動部とを、有することを特徴とする付着物検査装置。
【請求項2】
前記アームの前記ノズルを支持する側とは反対側に連結し前記捕集部の内部で直進移動する直進移動機構部を有することを特徴とする請求項1に記載の付着物検査装置。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】

【図7】

【図8】
【図9】
【図10】

【図11】
【図12】
【図13】

【図14】

【図15】

【図16】
【図17】
【図18】
【図19】

【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公開番号】特開2009−31316(P2009−31316A)
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願番号】特願2008−292564(P2008−292564)
【出願日】平成20年11月14日(2008.11.14)
【分割の表示】特願2007−507960(P2007−507960)の分割
【原出願日】平成17年3月14日(2005.3.14)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成21年2月12日(2009.2.12)
【国際特許分類】
【出願日】平成20年11月14日(2008.11.14)
【分割の表示】特願2007−507960(P2007−507960)の分割
【原出願日】平成17年3月14日(2005.3.14)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]