
仮撚り複合糸の製造装置および仮撚り複合糸の製造方法
【課題】三重部にて巻き付きのばらつきが生じにくく、糸がずれにくい仮撚り複合糸を製造する製造装置および製造方法を提供する。
【解決手段】第1の糸1に対して第2の糸2が三重に巻き付いた三重部と、第1の糸1と第2の糸2とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造装置であって、同複合糸を製造する製造装置は、第2の糸2の糸条方向線を第1の糸1と第2の糸2とが合流する加撚領域Kに変更させるガイド部材32を備え、同ガイド部材32の位置が変位可能であることを特徴としている。
【解決手段】第1の糸1に対して第2の糸2が三重に巻き付いた三重部と、第1の糸1と第2の糸2とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造装置であって、同複合糸を製造する製造装置は、第2の糸2の糸条方向線を第1の糸1と第2の糸2とが合流する加撚領域Kに変更させるガイド部材32を備え、同ガイド部材32の位置が変位可能であることを特徴としている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の糸条が仮撚り加工されてなる仮撚り複合糸を製造する製造装置および仮撚り複合糸の製造方法に関する。
【背景技術】
【0002】
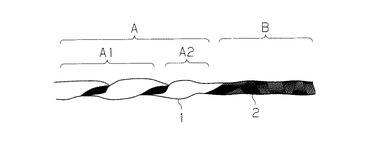
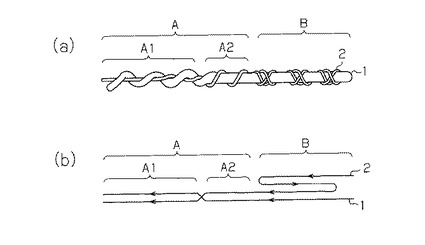
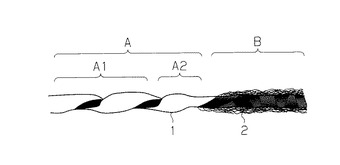
従来より三重部と一重部とを有する仮撚り複合糸が知られている。この仮撚り複合糸の模式図を図7(a)に、また図7(b)に第1の糸と第2の糸の主従関係を表す模式図をそれぞれ示す。同図の仮撚り複合糸は2本のフィラメント糸を仮撚りしたものであって、第1の糸1に対して第2の糸2が三重に巻き付いた三重部Bと、第2の糸2に対して第1の糸1が一方向に一重に巻き付いた第1一重部A1と、第1の糸1に対して第2の糸2が一方向に一重に巻き付いた第2一重部A2とからなる一重部Aを有する仮撚り複合糸である。
【0003】
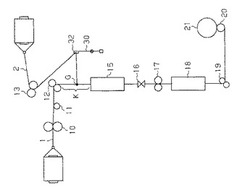
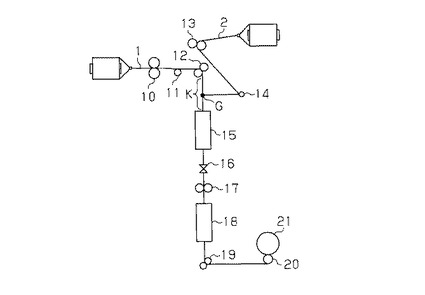
また、上記の仮撚り複合糸を製造する製造装置を図8に示す。フィラメント糸である第1の糸1はローラ10及びホットピン11を通りフィードローラ12を経て加撚領域Kに供給される。また、フィラメント糸である第2の糸2は第2の糸用フィードローラ13によって第1の糸1よりオーバーフィードされながら第2の糸用給糸ガイド14にて第2の糸2の糸条方向線を加撚領域Kへ変更されて加撚領域Kにおいて第1の糸1と合流される。
【0004】
そして、第1の糸1に対する第2の糸2のオーバーフィード量と仮撚りスピンナー16の回転による糸条の撚りの伝播により加撚領域Kにおいて第2の糸2が積極的に振れ、第1の糸1を芯糸としてその周囲に浮き糸となる第2の糸が巻き付くことによって三重部Bが形成される。加撚領域Kで合流された第1の糸1及び第2の糸2は、仮撚り熱固定ヒータ15、仮撚りスピンナー16、デリバリローラ17、再熱処理用ヒータ18及びセカンドデリバリローラ19を経て、ドラム20上でチーズ21として巻き取られる(特許文献1)。
【特許文献1】特開平7−324242号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記の製造装置では加撚領域Kにおいて芯糸となる第1の糸1に対して浮き糸となる第2の糸2が積極的に振れながら合流することにより三重部Bを形成するが、第2の糸2の糸条方向線を加撚領域Kへ変更させる役割を持つ第2の糸用給糸ガイド14は第1の糸1の糸条走行線から所定の長さ離れた位置に固定して配置されている。このため、加撚時には第2の糸用給糸ガイド14と第1の糸1と第2の糸2との合流点Gの間の距離(2点間距離)が連続的に変化することとなる。
【0006】
具体的にはこの2点間距離は、図8に示すように第2の糸2が加撚領域Kにおける第1の糸1の糸条方向線に対して直交する位置で合流する場合が最も短く、加撚領域Kの両端部分にて合流する場合に最も長くなる。
【0007】
一方、第2の糸2は一定の速度で第2の糸用フィードローラ13から送り出されるため前記2点間距離の連続的な変化に伴い第2の糸用フィードローラ13から第2の糸用給糸ガイド14を経て合流点Gに至る長さも変化し、合流される第2の糸2に作用する張力も連続的に変化する。
【0008】
このため、三重部における第2の糸2の巻き付き強さが不均一となり、外表面への巻き付きのばらつき(いわゆる花咲き現象)が生じたり、この仮撚り複合糸を用いて編物或いは織物を製造する(編織工程)際に三重部Bにて浮き糸として巻き付けられている第2の糸2がずれる可能性がある。図9に三重部Bにて巻き付きのばらつきが生じている仮撚り複合糸の模式図を示す。なお、図9に示す三重部Bは理解便宜のために巻き付きのばらつきが生じている状態をその度合いを特に強調して表現している。
【0009】
本発明は上記の事情に鑑みて、三重部にて巻き付きのばらつきが生じにくく、糸がずれにくい仮撚り複合糸を製造する製造装置および仮撚り複合糸の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するため、請求項1に記載の発明は、第1の糸に対して第2の糸が三重に巻き付いた三重部と、第1の糸と第2の糸とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造装置であって、同製造装置は、第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材を備え、同ガイド部材の位置が変位可能である仮撚り複合糸の製造装置を要旨とする。加撚領域において第1の糸に対し第2の糸が振れながら合流して三重部を形成する場合、第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材の位置を変位させることができる。
【0011】
また、請求項2に記載の発明は、前記ガイド部材は、第2の糸の張力を受けないときには原位置となる所定位置にあり、第2の糸の張力を受けた場合にその位置が変位されることを要旨とする。ガイド部材の位置は第2の糸に作用する張力の変化に伴って変位し、張力が作用しないときには原位置にあるため、第2の糸に作用する張力に対応してガイド部材が変位する。
【0012】
請求項3に記載の発明は、前記ガイド部材は、第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さの少なくとも何れか一方を変更可能とするものであることを要旨とする。合流時における第2の糸の振れに対応して、ガイド部材が第1の糸の糸条方向線からガイド部材へ至る長さまたはガイド部材が第2の糸を送り出す給糸ローラからガイド部材へ至る長さを変更することができる。
【0013】
請求項4に記載の発明は、前記ガイド部材は揺動可能であり、同揺動により第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さの少なくとも何れか一方が変更されるものであることを要旨とする。ガイド部材の揺動により第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さを変更させることができる。
【0014】
請求項5に記載の発明は、第1の糸に対して第2の糸が三重に巻き付いた三重部と、第1の糸と第2の糸とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造方法であって、第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材を備えた仮撚り複合糸の製造装置を用い、同ガイド部材の位置を変位させながら第2の糸を前記加撚領域に送り出して第1の糸に合流させる仮撚り複合糸の製造方法を要旨とする。ガイド部材の位置が変位可能であるため、第2の糸が加撚領域を振れながら第1の糸に合流する場合であっても第2の糸に作用する張力のばらつきが緩和される。
【発明の効果】
【0015】
本発明によれば、三重部にて巻き付きのばらつきが生じにくく、糸がずれにくい仮撚り複合糸を製造することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を具体化した仮撚り複合糸の製造装置および製造方法の一実施形態を図1〜図4にしたがって説明する。
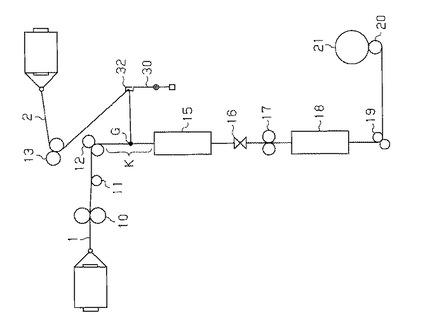
図1は、仮撚り複合糸の製造装置の模式図である。この製造装置の基本的な構成は従来の製造装置と同じであり、共通する構成については同じ名称及び同じ符号を用いる。また、第1の糸1は複屈折率80×10−3以下のフィラメント糸を用い、第2の糸2は複屈折率130×10−3以上のフィラメント糸を用いる。
【0017】
具体的には、第1の糸1の走行経路には上流側からローラ10、ホットピン11及びフィードローラ12が配置されている。なお、フィードローラ12はローラ10より送り出し速度が速く設定されており、第1の糸1はその速度差によりローラ10とフィードローラ12との間で延伸されて好ましくは複屈折率が80〜120×10−3となって下流の加撚領域Kに供給される。なお、第1の糸1の糸条方向線とはこの加撚領域Kにおける第1の糸1の走行方向を示す線をいう。
【0018】
一方、第2の糸2の走行経路上には第2の糸を送り出す給糸ローラとしての第2の糸用フィードローラ13、および変位給糸ガイド30が配置されている。第2の糸用フィードローラ13は第2の糸2を第1の糸1よりオーバーフィード状態で送り出すようそのローラ回転数が設定され、第1の糸1より少なくとも30%オーバーフィードされながら変位給糸ガイド30に送られる。また、変位給糸ガイド30は第2の糸用フィードローラ13から送り出された第2の糸2の糸条方向線が加撚領域Kに向かうようにその向きを変更させるものであるが、かかる変位給糸ガイド30は本実施形態において特徴的な構成である。
【0019】
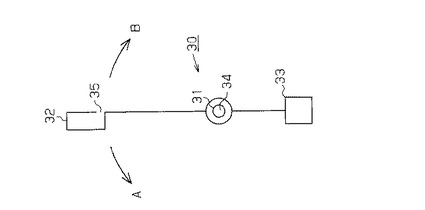
図2に示すように変位給糸ガイド30は、中央付近に揺動中心部となる孔部31を有しており、先端にはガイド部材としてのガイドフック32が形成され、更に後端には錘33が固定されている。孔部31には支持軸34が挿通されて図示しないブラケットに固定されている。また、ガイドフック32は変位給糸ガイド30の先端を矩形状に折り曲げて形成したもので一部に開口35が形成されており開口35を通して第2の糸2がガイドフック32に引っ掛けられる。錘33は通常の状態において変位給糸ガイド30のうちガイドフック32が鉛直上向きを向くように姿勢を制御するものであり、この位置を原位置という。
【0020】
変位給糸ガイド30の孔部31に挿通される支持軸34はその軸方向が図1の紙面に対して垂直方向となるように配置され、変位給糸ガイド30は図1に示す紙面と平行な面上を揺動可能である。すなわち、図1に示す変位給糸ガイド30を特に拡大して示す図2において、変位給糸ガイドはA方向及びB方向に揺動することができ、A方向に揺動した場合にはガイドフック32が第1の糸1の糸条方向線に近接し、B方向に揺動した場合にはガイドフック32が第1の糸1の糸条方向線から離間する。したがって、ガイドフック32と第1の糸1の糸条方向線とを結ぶ距離が変位給糸ガイド30の揺動に伴って変位することとなる。
【0021】
なお、変位給糸ガイド30の揺動に要する荷重は特に限定されないが、仮撚り複合糸の製造中に第2の糸2が加撚領域Kの両端側に向かって振れながら合流する際にはガイドフック32がA方向に向けて揺動する程度に錘33の重さ等を設定しておけばよい。なお、変位給糸ガイド30の揺動には錘33の重さだけではなく、揺動中心部となる孔部31からガイドフック32までの距離等も考慮する必要がある。
【0022】
加撚領域Kの下流側には仮撚り熱固定ヒータ15、仮撚りスピンナー16が配置され、更にデリバリローラ17、再熱処理用ヒータ18、セカンドデリバリローラ19、及び仮撚り複合糸をチーズ21として巻き取るドラム20が配置される点は従来の製造装置と同じである。製造された仮撚り複合糸では、一重部Aは200〜1300T/Mの範囲の実撚りが形成され、三重部Bは少なくとも5個/M形成される。
【0023】
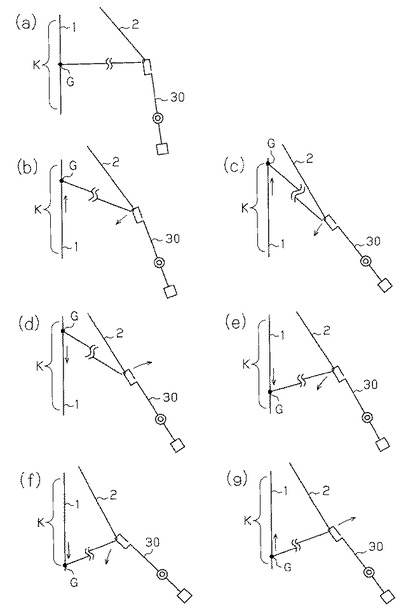
次に、加撚領域Kにおける第1の糸1と第2の糸2との合流時の変位給糸ガイド30の揺動状態を図3にて説明する。なお、図3には仮撚り複合糸の製造装置のうち、第1の糸1と第2の糸2が合流する加撚領域Kおよび変位給糸ガイド30のみを示す。図3(a)に示す状態は、変位給糸ガイド30が基本位置にある状態である。仮に第2の糸2が第1の糸1に対して一定の位置(直交する方向)にて合流するとした場合には第2の糸2が変位給糸ガイド30に及ぼす荷重は一定であるため、変位給糸ガイド30は直立状態からある程度A方向に傾動した状態を維持すると考えられ、この位置を変位給糸ガイド30の基本位置という。また、第1の糸1に対して第2の糸2が直交方向から合流する場合の第1の糸1と第2の糸2との合流点Gを原点という。
【0024】
仮撚り複合糸の製造工程においては、第2の糸2は、加撚領域Kを図中上下に振れながら第1の糸1に合流し三重部Bを形成するため、第1の糸1に対する第2の糸2の合流点Gも加撚領域Kを図面の上下方向に往復動する。第2の糸2の合流点Gが原点から上側に移動すると、第2の糸用フィードローラ13から変位給糸ガイド30を経て合流点Gに至る長さが長くなるため、一定の速度で送り出されている第2の糸2に作用する張力が強くなり、変位給糸ガイド30はこの張力を受けて基本位置からA方向に向けて傾動を開始することとなる(図3(b))。
【0025】
変位給糸ガイド30の傾動は、合流点Gが加撚領域Kの上端に位置したときに最大になり(図3(c))、その後合流点Gが下降を始めると、今度は第2の糸用フィードローラ13から変位給糸ガイド30を経て合流点Gに至る長さが短くなる。このため、一定の速度で送り出される第2の糸2に作用する張力が弱くなり、変位給糸ガイド30はこの張力を受けてB方向に傾動を開始することとなる(図3(d))。
【0026】
変位給糸ガイド30の傾動は合流点Gが原点に至ると最小となり基本位置となる(図3(a))。合流点Gは原点を通過して更に下側に移動するため、再び第2の糸用フィードローラ13から変位給糸ガイド30を経て合流点Gに至る長さが長くなり、変位給糸ガイド30は再びA方向に傾動することとなる(図3(e))。
【0027】
変位給糸ガイド30の傾動は、合流点Gが加撚領域Kの下端に位置したときに最大になり(図3(f))、その後合流点Gが上昇を始めると第2の糸用フィードローラ13から変位給糸ガイド30を経て合流点に至る長さが短くなるため変位給糸ガイド30はB方向に傾動を開始し(図3(g))、再び基本位置に戻る(図3(a))。
【0028】
すなわち、第1の糸1に対する第2の糸2の合流点Gが加撚領域Kを上下に振れながら移動することにより、変位給糸ガイド30は図3(a)〜図3(g)を繰り返すこととなる。変位給糸ガイド30の揺動の角度や向きは、変位給糸ガイド30に対する第2の糸用フィードローラ13の位置によって変わり得るため、第2の糸用フィードローラ13が上記図1と異なる位置にある場合には変位給糸ガイド30が図3とは異なる挙動を示すことがあるのは当然である。
【0029】
このように、変位給糸ガイド30は、第1の糸1に対して第2の糸2が合流する合流点Gの移動に追随して揺動しながら傾斜角度を変更し、これによりガイドフック32の位置も変位して第2の糸用フィードローラ13から合流点Gに至る長さの変更に伴う第2の糸2に作用する張力の変化を緩和させることができる。
【0030】
上記実施形態の複合糸の製造装置を使って以下の条件で仮撚り複合糸を製造した。
第1の糸1:150デニール48フィラメント用の複屈折率80×10−3以下のポリエステルフィラメント糸
第2の糸2:ポリエステル50デニール24フィラメントの複屈折率130×10−3以上の糸
仮撚りスピンナー16の回転数:30万RPM
仮撚り数:2300T/M
第1の糸1のオーバーフィード数:+20%
第2の糸2のオーバーフィード数:+60%
リラックスオーバーフィード数:+15%
巻取りテイクアップ数:+6.8%
熱固定ヒータ15の温度:200℃
再熱処理用ヒータ18の温度:200℃
変位給糸ガイド30は、直径約1mmのステンレス製棒材(針金)により形成し、揺動中心部となる孔部31の直径は2mm、孔部31の上端からガイドフック32先端までの距離55mm、孔部31の下端から錘33の先端までの距離35mm、錘33の重さ3gとした。また、第1の糸1の糸条方向線からの変位給糸ガイド30の孔部31の端部までの距離を250mmとした。
【0031】
上記のような加工条件によって、繊度が300デニール、一重部Aの撚り数が1000T/M、三重部Bの個数が5〜6個/Mで、三重部Bとは芯鞘関係が逆転した第1一重部A1が著しく発生したストレート(均整)感のある強撚調の仮撚り複合糸が得られた。しかも、この仮撚り複合糸の三重部Bは、図4にその模式図を示すように花咲き現象も形成されず、かつ三重部Bは一定の太さに形成されたことから第1の糸1に対する第2の糸2の巻き付き強さにもムラがなく一定の強さで巻き付けられたことがわかった。
【0032】
上記実施形態の複合糸の製造装置および製造方法によれば、以下のような効果を得ることができる。
(1)上記実施形態では、変位給糸ガイド30が揺動可能に設けられ、ガイドフック32も揺動可能である。したがって、第2の糸2が加撚領域Kを上下に振れながら移動することによる第2の糸用フィードローラ13からガイドフック32を経て合流点Gに至る長さの変更に伴ってガイドフック32の位置が変位するため、第2の糸2が振れながら第1の糸1に合流する場合であっても第2の糸2に作用する張力の変化を緩和することができる。
【0033】
(2)第2の糸2に作用する張力の変化が緩和するため、三重部Bにおいて第2の糸2の均一な巻き付きが得られ、第2の糸2に巻き付きのばらつきも生じない。
(3)第1の糸1に対して第2の糸2が巻き付く際の張力がより一定となるため、第2の糸2が均一の張力にて第1の糸1に巻き付いた三重部Bが形成される(第2の糸2の張力の変動が少なくなる)。このため、この仮撚り複合糸を用いた編織工程においても三重部Bにおける浮き糸となる第2の糸2のずれが生じにくい。
【0034】
(4)上記のように第1の糸1に対する第2の糸2の巻き付きより一定の張力にて行われるため、第2の糸2の巻き付きも安定して行われ第2の糸2の供給速度(第1の糸に対するオーバーフィード)を増加させることができる。このため、三重部Bの長さ或いは太さの調整が容易となる。
【0035】
(5)第2の糸2を第1の糸1に巻き付ける速度と第2の糸用フィードローラ13から第2の糸2を送り出す速度との間の差が低減されるため、第2の糸用フィードローラ13を出た直後の第2の糸2の滞留が解消され、第2の糸用フィードローラ13への第2の糸2の噛み混みを防止することができる。
【0036】
なお、上記実施形態は以下のように変更してもよい。
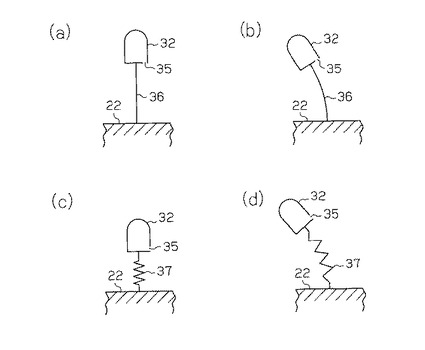
○ 上記実施形態では変位給糸ガイド30を錘33によって揺動するいわば振り子形状に形成したが、変位給糸ガイドはこれに限られない。例えば、ブラケット22に板バネ36を固着してその先端にガイドフック32を揺動可能に取り付け(図5(a))、ガイドフック32に作用する加重(第2の糸の張力)によって板バネ36が図中左右に振れるような構造でもよい(図5(b))。これでもガイドフック32の位置を変位させることができる。
【0037】
○ また、ガイドフック32を変位可能とする構成として板バネではなくコイルバネ37を用いてもよい(図5(c))。この場合、伸縮可能なコイルバネ37を用いることにより、ガイドフック32が左右のみならず上下方向へも変位可能となり(図5(d))、ガイドフック32の位置の変位の自由度が増す。
【0038】
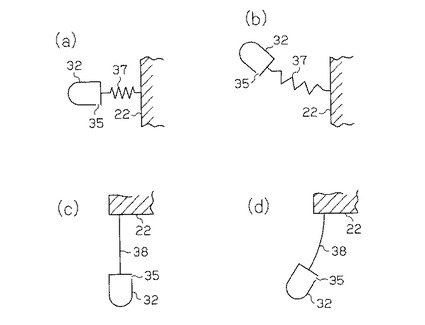
○ 板バネ36、コイルバネ37を用いた例として図5ではガイドフック32を上に向けて取り付けたが、ガイドフック32の方向は上向きに限らず、ブラケット22から側方に向けて延出させる構成でもよい(図6(a))。同図ではブラケット22からコイルバネ37を側方に向けて固定しその先にガイドフックを設けたが、この場合でも第2の糸の張力の変化に追随してガイドフック32が図中上下又は左右方向へ変位する(図6(b))。なお、コイルバネを下に向けてもよい。
【0039】
○ さらにガイドフック32をブラケット22からコード38等により吊り下げるようにしてもよい(図6(c))。この場合でも、ガイドフック32の位置は変位可能となる(図5(d))。なお、この場合にはガイドフック32に錘を取り付けるか、ガイドフック32をある程度の重さに形成してガイドフック32自体に錘の機能を付与することができる。なお、図示を省略するがこの別例においてはガイドフック32が変位の際に回転しないよう幅広の吊り下げ用部材を用いる或いは複数本のコードで平行に吊り下げる等の配慮が必要となる。
【0040】
○ ガイドフック32の変位方向を加撚領域Kにおける第1の糸1の糸条方向線と平行となるようにしてもよい。
【図面の簡単な説明】
【0041】
【図1】本発明の一実施形態の仮撚り複合糸の製造装置の概略図。
【図2】本発明の一実施形態の変位給糸ガイドの模式図。
【図3】(a)〜(g)は、第1の糸1と第2の糸2との合流時における変位給糸ガイドの動きを示す概略図。
【図4】本発明の一実施形態の仮撚り複合糸の模式図。
【図5】(a)〜(d)は、本発明の別例を示す模式図。
【図6】(a)〜(d)は、本発明の別例を示す模式図。
【図7】(a)は一重部A,A1,A2及び三重部Bを有する仮撚り複合糸の模式図、(b)は第1の糸1と第2の糸2の主従関係を示す模式図。
【図8】従来の仮撚り複合糸の製造装置の概略図。
【図9】三重部Bでの巻き付きのばらつきを強調して示す模式図。
【符号の説明】
【0042】
1・・第1の糸、2・・第2の糸、30・・変位給糸ガイド、31・・揺動中心部となる孔部、32・・ガイド部材としてのガイドフック、A・・一重部、B・・三重部、G・・合流点、K・・加撚領域。
【技術分野】
【0001】
本発明は、複数の糸条が仮撚り加工されてなる仮撚り複合糸を製造する製造装置および仮撚り複合糸の製造方法に関する。
【背景技術】
【0002】
従来より三重部と一重部とを有する仮撚り複合糸が知られている。この仮撚り複合糸の模式図を図7(a)に、また図7(b)に第1の糸と第2の糸の主従関係を表す模式図をそれぞれ示す。同図の仮撚り複合糸は2本のフィラメント糸を仮撚りしたものであって、第1の糸1に対して第2の糸2が三重に巻き付いた三重部Bと、第2の糸2に対して第1の糸1が一方向に一重に巻き付いた第1一重部A1と、第1の糸1に対して第2の糸2が一方向に一重に巻き付いた第2一重部A2とからなる一重部Aを有する仮撚り複合糸である。
【0003】
また、上記の仮撚り複合糸を製造する製造装置を図8に示す。フィラメント糸である第1の糸1はローラ10及びホットピン11を通りフィードローラ12を経て加撚領域Kに供給される。また、フィラメント糸である第2の糸2は第2の糸用フィードローラ13によって第1の糸1よりオーバーフィードされながら第2の糸用給糸ガイド14にて第2の糸2の糸条方向線を加撚領域Kへ変更されて加撚領域Kにおいて第1の糸1と合流される。
【0004】
そして、第1の糸1に対する第2の糸2のオーバーフィード量と仮撚りスピンナー16の回転による糸条の撚りの伝播により加撚領域Kにおいて第2の糸2が積極的に振れ、第1の糸1を芯糸としてその周囲に浮き糸となる第2の糸が巻き付くことによって三重部Bが形成される。加撚領域Kで合流された第1の糸1及び第2の糸2は、仮撚り熱固定ヒータ15、仮撚りスピンナー16、デリバリローラ17、再熱処理用ヒータ18及びセカンドデリバリローラ19を経て、ドラム20上でチーズ21として巻き取られる(特許文献1)。
【特許文献1】特開平7−324242号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
上記の製造装置では加撚領域Kにおいて芯糸となる第1の糸1に対して浮き糸となる第2の糸2が積極的に振れながら合流することにより三重部Bを形成するが、第2の糸2の糸条方向線を加撚領域Kへ変更させる役割を持つ第2の糸用給糸ガイド14は第1の糸1の糸条走行線から所定の長さ離れた位置に固定して配置されている。このため、加撚時には第2の糸用給糸ガイド14と第1の糸1と第2の糸2との合流点Gの間の距離(2点間距離)が連続的に変化することとなる。
【0006】
具体的にはこの2点間距離は、図8に示すように第2の糸2が加撚領域Kにおける第1の糸1の糸条方向線に対して直交する位置で合流する場合が最も短く、加撚領域Kの両端部分にて合流する場合に最も長くなる。
【0007】
一方、第2の糸2は一定の速度で第2の糸用フィードローラ13から送り出されるため前記2点間距離の連続的な変化に伴い第2の糸用フィードローラ13から第2の糸用給糸ガイド14を経て合流点Gに至る長さも変化し、合流される第2の糸2に作用する張力も連続的に変化する。
【0008】
このため、三重部における第2の糸2の巻き付き強さが不均一となり、外表面への巻き付きのばらつき(いわゆる花咲き現象)が生じたり、この仮撚り複合糸を用いて編物或いは織物を製造する(編織工程)際に三重部Bにて浮き糸として巻き付けられている第2の糸2がずれる可能性がある。図9に三重部Bにて巻き付きのばらつきが生じている仮撚り複合糸の模式図を示す。なお、図9に示す三重部Bは理解便宜のために巻き付きのばらつきが生じている状態をその度合いを特に強調して表現している。
【0009】
本発明は上記の事情に鑑みて、三重部にて巻き付きのばらつきが生じにくく、糸がずれにくい仮撚り複合糸を製造する製造装置および仮撚り複合糸の製造方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するため、請求項1に記載の発明は、第1の糸に対して第2の糸が三重に巻き付いた三重部と、第1の糸と第2の糸とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造装置であって、同製造装置は、第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材を備え、同ガイド部材の位置が変位可能である仮撚り複合糸の製造装置を要旨とする。加撚領域において第1の糸に対し第2の糸が振れながら合流して三重部を形成する場合、第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材の位置を変位させることができる。
【0011】
また、請求項2に記載の発明は、前記ガイド部材は、第2の糸の張力を受けないときには原位置となる所定位置にあり、第2の糸の張力を受けた場合にその位置が変位されることを要旨とする。ガイド部材の位置は第2の糸に作用する張力の変化に伴って変位し、張力が作用しないときには原位置にあるため、第2の糸に作用する張力に対応してガイド部材が変位する。
【0012】
請求項3に記載の発明は、前記ガイド部材は、第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さの少なくとも何れか一方を変更可能とするものであることを要旨とする。合流時における第2の糸の振れに対応して、ガイド部材が第1の糸の糸条方向線からガイド部材へ至る長さまたはガイド部材が第2の糸を送り出す給糸ローラからガイド部材へ至る長さを変更することができる。
【0013】
請求項4に記載の発明は、前記ガイド部材は揺動可能であり、同揺動により第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さの少なくとも何れか一方が変更されるものであることを要旨とする。ガイド部材の揺動により第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さを変更させることができる。
【0014】
請求項5に記載の発明は、第1の糸に対して第2の糸が三重に巻き付いた三重部と、第1の糸と第2の糸とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造方法であって、第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材を備えた仮撚り複合糸の製造装置を用い、同ガイド部材の位置を変位させながら第2の糸を前記加撚領域に送り出して第1の糸に合流させる仮撚り複合糸の製造方法を要旨とする。ガイド部材の位置が変位可能であるため、第2の糸が加撚領域を振れながら第1の糸に合流する場合であっても第2の糸に作用する張力のばらつきが緩和される。
【発明の効果】
【0015】
本発明によれば、三重部にて巻き付きのばらつきが生じにくく、糸がずれにくい仮撚り複合糸を製造することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を具体化した仮撚り複合糸の製造装置および製造方法の一実施形態を図1〜図4にしたがって説明する。
図1は、仮撚り複合糸の製造装置の模式図である。この製造装置の基本的な構成は従来の製造装置と同じであり、共通する構成については同じ名称及び同じ符号を用いる。また、第1の糸1は複屈折率80×10−3以下のフィラメント糸を用い、第2の糸2は複屈折率130×10−3以上のフィラメント糸を用いる。
【0017】
具体的には、第1の糸1の走行経路には上流側からローラ10、ホットピン11及びフィードローラ12が配置されている。なお、フィードローラ12はローラ10より送り出し速度が速く設定されており、第1の糸1はその速度差によりローラ10とフィードローラ12との間で延伸されて好ましくは複屈折率が80〜120×10−3となって下流の加撚領域Kに供給される。なお、第1の糸1の糸条方向線とはこの加撚領域Kにおける第1の糸1の走行方向を示す線をいう。
【0018】
一方、第2の糸2の走行経路上には第2の糸を送り出す給糸ローラとしての第2の糸用フィードローラ13、および変位給糸ガイド30が配置されている。第2の糸用フィードローラ13は第2の糸2を第1の糸1よりオーバーフィード状態で送り出すようそのローラ回転数が設定され、第1の糸1より少なくとも30%オーバーフィードされながら変位給糸ガイド30に送られる。また、変位給糸ガイド30は第2の糸用フィードローラ13から送り出された第2の糸2の糸条方向線が加撚領域Kに向かうようにその向きを変更させるものであるが、かかる変位給糸ガイド30は本実施形態において特徴的な構成である。
【0019】
図2に示すように変位給糸ガイド30は、中央付近に揺動中心部となる孔部31を有しており、先端にはガイド部材としてのガイドフック32が形成され、更に後端には錘33が固定されている。孔部31には支持軸34が挿通されて図示しないブラケットに固定されている。また、ガイドフック32は変位給糸ガイド30の先端を矩形状に折り曲げて形成したもので一部に開口35が形成されており開口35を通して第2の糸2がガイドフック32に引っ掛けられる。錘33は通常の状態において変位給糸ガイド30のうちガイドフック32が鉛直上向きを向くように姿勢を制御するものであり、この位置を原位置という。
【0020】
変位給糸ガイド30の孔部31に挿通される支持軸34はその軸方向が図1の紙面に対して垂直方向となるように配置され、変位給糸ガイド30は図1に示す紙面と平行な面上を揺動可能である。すなわち、図1に示す変位給糸ガイド30を特に拡大して示す図2において、変位給糸ガイドはA方向及びB方向に揺動することができ、A方向に揺動した場合にはガイドフック32が第1の糸1の糸条方向線に近接し、B方向に揺動した場合にはガイドフック32が第1の糸1の糸条方向線から離間する。したがって、ガイドフック32と第1の糸1の糸条方向線とを結ぶ距離が変位給糸ガイド30の揺動に伴って変位することとなる。
【0021】
なお、変位給糸ガイド30の揺動に要する荷重は特に限定されないが、仮撚り複合糸の製造中に第2の糸2が加撚領域Kの両端側に向かって振れながら合流する際にはガイドフック32がA方向に向けて揺動する程度に錘33の重さ等を設定しておけばよい。なお、変位給糸ガイド30の揺動には錘33の重さだけではなく、揺動中心部となる孔部31からガイドフック32までの距離等も考慮する必要がある。
【0022】
加撚領域Kの下流側には仮撚り熱固定ヒータ15、仮撚りスピンナー16が配置され、更にデリバリローラ17、再熱処理用ヒータ18、セカンドデリバリローラ19、及び仮撚り複合糸をチーズ21として巻き取るドラム20が配置される点は従来の製造装置と同じである。製造された仮撚り複合糸では、一重部Aは200〜1300T/Mの範囲の実撚りが形成され、三重部Bは少なくとも5個/M形成される。
【0023】
次に、加撚領域Kにおける第1の糸1と第2の糸2との合流時の変位給糸ガイド30の揺動状態を図3にて説明する。なお、図3には仮撚り複合糸の製造装置のうち、第1の糸1と第2の糸2が合流する加撚領域Kおよび変位給糸ガイド30のみを示す。図3(a)に示す状態は、変位給糸ガイド30が基本位置にある状態である。仮に第2の糸2が第1の糸1に対して一定の位置(直交する方向)にて合流するとした場合には第2の糸2が変位給糸ガイド30に及ぼす荷重は一定であるため、変位給糸ガイド30は直立状態からある程度A方向に傾動した状態を維持すると考えられ、この位置を変位給糸ガイド30の基本位置という。また、第1の糸1に対して第2の糸2が直交方向から合流する場合の第1の糸1と第2の糸2との合流点Gを原点という。
【0024】
仮撚り複合糸の製造工程においては、第2の糸2は、加撚領域Kを図中上下に振れながら第1の糸1に合流し三重部Bを形成するため、第1の糸1に対する第2の糸2の合流点Gも加撚領域Kを図面の上下方向に往復動する。第2の糸2の合流点Gが原点から上側に移動すると、第2の糸用フィードローラ13から変位給糸ガイド30を経て合流点Gに至る長さが長くなるため、一定の速度で送り出されている第2の糸2に作用する張力が強くなり、変位給糸ガイド30はこの張力を受けて基本位置からA方向に向けて傾動を開始することとなる(図3(b))。
【0025】
変位給糸ガイド30の傾動は、合流点Gが加撚領域Kの上端に位置したときに最大になり(図3(c))、その後合流点Gが下降を始めると、今度は第2の糸用フィードローラ13から変位給糸ガイド30を経て合流点Gに至る長さが短くなる。このため、一定の速度で送り出される第2の糸2に作用する張力が弱くなり、変位給糸ガイド30はこの張力を受けてB方向に傾動を開始することとなる(図3(d))。
【0026】
変位給糸ガイド30の傾動は合流点Gが原点に至ると最小となり基本位置となる(図3(a))。合流点Gは原点を通過して更に下側に移動するため、再び第2の糸用フィードローラ13から変位給糸ガイド30を経て合流点Gに至る長さが長くなり、変位給糸ガイド30は再びA方向に傾動することとなる(図3(e))。
【0027】
変位給糸ガイド30の傾動は、合流点Gが加撚領域Kの下端に位置したときに最大になり(図3(f))、その後合流点Gが上昇を始めると第2の糸用フィードローラ13から変位給糸ガイド30を経て合流点に至る長さが短くなるため変位給糸ガイド30はB方向に傾動を開始し(図3(g))、再び基本位置に戻る(図3(a))。
【0028】
すなわち、第1の糸1に対する第2の糸2の合流点Gが加撚領域Kを上下に振れながら移動することにより、変位給糸ガイド30は図3(a)〜図3(g)を繰り返すこととなる。変位給糸ガイド30の揺動の角度や向きは、変位給糸ガイド30に対する第2の糸用フィードローラ13の位置によって変わり得るため、第2の糸用フィードローラ13が上記図1と異なる位置にある場合には変位給糸ガイド30が図3とは異なる挙動を示すことがあるのは当然である。
【0029】
このように、変位給糸ガイド30は、第1の糸1に対して第2の糸2が合流する合流点Gの移動に追随して揺動しながら傾斜角度を変更し、これによりガイドフック32の位置も変位して第2の糸用フィードローラ13から合流点Gに至る長さの変更に伴う第2の糸2に作用する張力の変化を緩和させることができる。
【0030】
上記実施形態の複合糸の製造装置を使って以下の条件で仮撚り複合糸を製造した。
第1の糸1:150デニール48フィラメント用の複屈折率80×10−3以下のポリエステルフィラメント糸
第2の糸2:ポリエステル50デニール24フィラメントの複屈折率130×10−3以上の糸
仮撚りスピンナー16の回転数:30万RPM
仮撚り数:2300T/M
第1の糸1のオーバーフィード数:+20%
第2の糸2のオーバーフィード数:+60%
リラックスオーバーフィード数:+15%
巻取りテイクアップ数:+6.8%
熱固定ヒータ15の温度:200℃
再熱処理用ヒータ18の温度:200℃
変位給糸ガイド30は、直径約1mmのステンレス製棒材(針金)により形成し、揺動中心部となる孔部31の直径は2mm、孔部31の上端からガイドフック32先端までの距離55mm、孔部31の下端から錘33の先端までの距離35mm、錘33の重さ3gとした。また、第1の糸1の糸条方向線からの変位給糸ガイド30の孔部31の端部までの距離を250mmとした。
【0031】
上記のような加工条件によって、繊度が300デニール、一重部Aの撚り数が1000T/M、三重部Bの個数が5〜6個/Mで、三重部Bとは芯鞘関係が逆転した第1一重部A1が著しく発生したストレート(均整)感のある強撚調の仮撚り複合糸が得られた。しかも、この仮撚り複合糸の三重部Bは、図4にその模式図を示すように花咲き現象も形成されず、かつ三重部Bは一定の太さに形成されたことから第1の糸1に対する第2の糸2の巻き付き強さにもムラがなく一定の強さで巻き付けられたことがわかった。
【0032】
上記実施形態の複合糸の製造装置および製造方法によれば、以下のような効果を得ることができる。
(1)上記実施形態では、変位給糸ガイド30が揺動可能に設けられ、ガイドフック32も揺動可能である。したがって、第2の糸2が加撚領域Kを上下に振れながら移動することによる第2の糸用フィードローラ13からガイドフック32を経て合流点Gに至る長さの変更に伴ってガイドフック32の位置が変位するため、第2の糸2が振れながら第1の糸1に合流する場合であっても第2の糸2に作用する張力の変化を緩和することができる。
【0033】
(2)第2の糸2に作用する張力の変化が緩和するため、三重部Bにおいて第2の糸2の均一な巻き付きが得られ、第2の糸2に巻き付きのばらつきも生じない。
(3)第1の糸1に対して第2の糸2が巻き付く際の張力がより一定となるため、第2の糸2が均一の張力にて第1の糸1に巻き付いた三重部Bが形成される(第2の糸2の張力の変動が少なくなる)。このため、この仮撚り複合糸を用いた編織工程においても三重部Bにおける浮き糸となる第2の糸2のずれが生じにくい。
【0034】
(4)上記のように第1の糸1に対する第2の糸2の巻き付きより一定の張力にて行われるため、第2の糸2の巻き付きも安定して行われ第2の糸2の供給速度(第1の糸に対するオーバーフィード)を増加させることができる。このため、三重部Bの長さ或いは太さの調整が容易となる。
【0035】
(5)第2の糸2を第1の糸1に巻き付ける速度と第2の糸用フィードローラ13から第2の糸2を送り出す速度との間の差が低減されるため、第2の糸用フィードローラ13を出た直後の第2の糸2の滞留が解消され、第2の糸用フィードローラ13への第2の糸2の噛み混みを防止することができる。
【0036】
なお、上記実施形態は以下のように変更してもよい。
○ 上記実施形態では変位給糸ガイド30を錘33によって揺動するいわば振り子形状に形成したが、変位給糸ガイドはこれに限られない。例えば、ブラケット22に板バネ36を固着してその先端にガイドフック32を揺動可能に取り付け(図5(a))、ガイドフック32に作用する加重(第2の糸の張力)によって板バネ36が図中左右に振れるような構造でもよい(図5(b))。これでもガイドフック32の位置を変位させることができる。
【0037】
○ また、ガイドフック32を変位可能とする構成として板バネではなくコイルバネ37を用いてもよい(図5(c))。この場合、伸縮可能なコイルバネ37を用いることにより、ガイドフック32が左右のみならず上下方向へも変位可能となり(図5(d))、ガイドフック32の位置の変位の自由度が増す。
【0038】
○ 板バネ36、コイルバネ37を用いた例として図5ではガイドフック32を上に向けて取り付けたが、ガイドフック32の方向は上向きに限らず、ブラケット22から側方に向けて延出させる構成でもよい(図6(a))。同図ではブラケット22からコイルバネ37を側方に向けて固定しその先にガイドフックを設けたが、この場合でも第2の糸の張力の変化に追随してガイドフック32が図中上下又は左右方向へ変位する(図6(b))。なお、コイルバネを下に向けてもよい。
【0039】
○ さらにガイドフック32をブラケット22からコード38等により吊り下げるようにしてもよい(図6(c))。この場合でも、ガイドフック32の位置は変位可能となる(図5(d))。なお、この場合にはガイドフック32に錘を取り付けるか、ガイドフック32をある程度の重さに形成してガイドフック32自体に錘の機能を付与することができる。なお、図示を省略するがこの別例においてはガイドフック32が変位の際に回転しないよう幅広の吊り下げ用部材を用いる或いは複数本のコードで平行に吊り下げる等の配慮が必要となる。
【0040】
○ ガイドフック32の変位方向を加撚領域Kにおける第1の糸1の糸条方向線と平行となるようにしてもよい。
【図面の簡単な説明】
【0041】
【図1】本発明の一実施形態の仮撚り複合糸の製造装置の概略図。
【図2】本発明の一実施形態の変位給糸ガイドの模式図。
【図3】(a)〜(g)は、第1の糸1と第2の糸2との合流時における変位給糸ガイドの動きを示す概略図。
【図4】本発明の一実施形態の仮撚り複合糸の模式図。
【図5】(a)〜(d)は、本発明の別例を示す模式図。
【図6】(a)〜(d)は、本発明の別例を示す模式図。
【図7】(a)は一重部A,A1,A2及び三重部Bを有する仮撚り複合糸の模式図、(b)は第1の糸1と第2の糸2の主従関係を示す模式図。
【図8】従来の仮撚り複合糸の製造装置の概略図。
【図9】三重部Bでの巻き付きのばらつきを強調して示す模式図。
【符号の説明】
【0042】
1・・第1の糸、2・・第2の糸、30・・変位給糸ガイド、31・・揺動中心部となる孔部、32・・ガイド部材としてのガイドフック、A・・一重部、B・・三重部、G・・合流点、K・・加撚領域。
【特許請求の範囲】
【請求項1】
第1の糸に対して第2の糸が三重に巻き付いた三重部と、第1の糸と第2の糸とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造装置であって、
同製造装置は、第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材を備え、同ガイド部材の位置が変位可能である仮撚り複合糸の製造装置。
【請求項2】
前記ガイド部材は、第2の糸の張力を受けないときには原位置となる所定位置にあり、第2の糸の張力を受けた場合にその位置が変位される請求項1に記載の仮撚り複合糸の製造装置。
【請求項3】
前記ガイド部材は、第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さの少なくとも何れか一方を変更可能とするものである請求項1又は請求項2に記載の仮撚り複合糸の製造装置。
【請求項4】
前記ガイド部材は揺動可能であり、同揺動により第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さの少なくとも何れか一方が変更されるものである請求項1乃至3のいずれか一項に記載の仮撚り複合糸の製造装置。
【請求項5】
第1の糸に対して第2の糸が三重に巻き付いた三重部と、第1の糸と第2の糸とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造方法であって、
第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材を備えた仮撚り複合糸の製造装置を用い、同ガイド部材の位置を変位させながら第2の糸を前記加撚領域に送り出して第1の糸に合流させる仮撚り複合糸の製造方法。
【請求項1】
第1の糸に対して第2の糸が三重に巻き付いた三重部と、第1の糸と第2の糸とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造装置であって、
同製造装置は、第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材を備え、同ガイド部材の位置が変位可能である仮撚り複合糸の製造装置。
【請求項2】
前記ガイド部材は、第2の糸の張力を受けないときには原位置となる所定位置にあり、第2の糸の張力を受けた場合にその位置が変位される請求項1に記載の仮撚り複合糸の製造装置。
【請求項3】
前記ガイド部材は、第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さの少なくとも何れか一方を変更可能とするものである請求項1又は請求項2に記載の仮撚り複合糸の製造装置。
【請求項4】
前記ガイド部材は揺動可能であり、同揺動により第1の糸の糸条方向線からガイド部材への長さ又は第2の糸を送り出す給糸ローラからガイド部材への長さの少なくとも何れか一方が変更されるものである請求項1乃至3のいずれか一項に記載の仮撚り複合糸の製造装置。
【請求項5】
第1の糸に対して第2の糸が三重に巻き付いた三重部と、第1の糸と第2の糸とが一方向に一重に巻き付いた一重部とを備えた仮撚り複合糸を製造する製造方法であって、
第2の糸の糸条方向線を第1の糸と第2の糸とが合流する加撚領域に変更させるガイド部材を備えた仮撚り複合糸の製造装置を用い、同ガイド部材の位置を変位させながら第2の糸を前記加撚領域に送り出して第1の糸に合流させる仮撚り複合糸の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−270366(P2007−270366A)
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願番号】特願2006−94634(P2006−94634)
【出願日】平成18年3月30日(2006.3.30)
【出願人】(599141353)カワボウテキスチャード 株式会社 (2)
【Fターム(参考)】
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願日】平成18年3月30日(2006.3.30)
【出願人】(599141353)カワボウテキスチャード 株式会社 (2)
【Fターム(参考)】
[ Back to top ]